
Greenhouse Gas Mitigation through Energy Efficiency by Indian Industry-2008, Compendium Vol. 2
109
2008 2008 2008 Volume 2 Volume 2 Volume 2
description
case studies of energy efficiency projects implemeted by Indian industries.
Transcript of Greenhouse Gas Mitigation through Energy Efficiency by Indian Industry-2008, Compendium Vol. 2

200820082008
Volume 2Volume 2Volume 2
Vo
lum
e 2
Vo
lum
e 2
Vo
lum
e 2
20082008

Indian Industry 2008
2

i

ii



1
2
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
ID: 1 Title of measure Sector: Aluminum Industry
Survey Year: 2007 Technology: Process
Modification
6
Hindalco Industries Limited (Hindalco), a Flagship Company of the Aditya Birla Group is a Pioneer non-ferrous metals powerhouse. Hindalco was incorporated in 1958. It's Renukoot unit was set up in technicalcollaboration with Kaiser Aluminium and Chemicals corporation, USA and commenced commercialproduction in 1962. Hindalco, at Renukoot, houses a fully integrated plant, comprising of 3 main plants i.e.Alumina, Smelter & Fabrication Plants. Hindalco produces some Byproducts, which include Gallium Metal,Vanadium Sludge and Aluminium Dross. Company has its own captive power plant at Renusagar (30 Kmaway from Renukoot) with installed capacity of 741.7 MW and 78 MW of Co-generation Plant at Renukootitself.
7
In Pig casting, two oil-fired melting/holding furnaces are used for ingot casting. The in-house team took lot ofinitiatives to reduce the energy losses.Astudy was conducted regularly on the heat balance of the furnacesto know the losses and thus optimizing the same. During the study on the heat balance major losses foundwere on account of flue gas loss. To reduce the losses a cleaning system of recuperator is introduced aswell as maintaining the proper furnace pressure.Also regular training to workers has been given to improvetheir skills. These efforts led to reduction in specific fuel oil consumption. Specific fuel oil consumption isreduced to 14 Ltr/MT during FY 06-07 against 22 Ltrs/MT in FY 05-06.
8
Optimization of operating parameter thus
reducing the losses in Pig ingot casting
to reduce the specific fuel consumption
17 Expected tons of CO mitigated throughout life cycle 16,820
9 Total investment : Nil
10 First year energy cost savings : 247,625 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual oil consumption before, kl 1,532
13 Annual oil consumption after, kl 974
14 First year oil savings, kl 558
15 First year tons of CO mitigated 1,682
16 Assumed sustainability, years 10
2
2
HINDALCO Industries Limited, Renukoot,
INDIA
Description of Energy Conservation Measure:-
Uttar Pradesh,
Unit Profile:
A night view of Hindalco Picture After ModificationIndustries Ltd. Renukoot
A D I T YA B I R L A G R O U P
HINDALCO
1

1
2
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
Hindalco Industries Limited is the metals flagship company of the Aditya Birla Group, with a consolidatedturnover of Rs.600,128 million (US$ 15 billion), Hindalco is one of the world's largest aluminium rollingcompany and one of the biggest producers of primary aluminium in Asia. One of the smelter plants ofHINDALCO is located at Hirakud in Orissa. Hirakud smelter plant pursues production of primary metal,which is based on electrolytic reduction process through the primitive horizontal stud soderberg (HSS)technology. The major raw materials used for the primary aluminium production are alumina, cryolite,aluminium fluoride and electrical power. The smelter that was started in January 1959 with 10 KTPAcapacity has undergone expansion in stages to reach the smelting capacity to 146 KTPA by January of2008.The annual turnover of the Hirakud unit is US$ 225.5 million.
ID: 2 Title of measure Sector: Aluminum Industry
Survey Year: 2007 Technology: Transformers
6
7
The unit's rectifier station-1, which supplies DC power to Pot line-1 was operating with 216 numbers of pots.Considering 4.5V per each pot, the total voltage of the system was 972 Volts. However rectifier station-1,being an old installation was designed for 900V DC. In order to cope with the higher DC voltage one number65 MVA regulating transformer was used with OLTC for varying the voltage when required. The in-houseteam took the initiative to study if there is a possibility of energy conservation. At present the number of potsin line-1 was reduced to 172 pots instead of 216 pots. Hence the requirement of 65 MVA regulatingtransformer was not felt and the transformer was by passed.
8
Bypassing 65 MVA regulating
transformer of rectifier section
17 Expected tons of CO mitigated throughout life cycle 21,900
9 Total investment : Nil
10 First year energy cost savings : 109,500 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh -
13 Annual electricity consumption after, MWh -
14 First year electricity savings, MWh 2,190
15 First year tons of CO mitigated 2,190
16 Assumed sustainability, years 10
2
2
HINDALCO Industries Limited, Hirakud, Orissa, INDIA
Description of Energy Conservation Measure:-
Unit Profile:
Hindalco Hirakud Picture After Modification
A D I T YA B I R L A G R O U P
HINDALCO
2

1
2
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
ID: 3 Title of measure Sector: Aluminum Industry
Survey Year: 2007 Technology:
6
Hindalco Industries Limited (Hindalco), a Flagship Company of the Aditya Birla Group is a Pioneer non-ferrous metals powerhouse. Hindalco was incorporated in 1958. It's Renukoot unit was set up in technicalcollaboration with Kaiser Aluminium and Chemicals corporation, USA and commenced commercialproduction in 1962. Hindalco, at Renukoot, houses a fully integrated plant, comprising of 3 main plants i.e.Alumina, Smelter & Fabrication Plants. Hindalco produces some Byproducts, which include Gallium Metal,Vanadium Sludge and Aluminium Dross. Company has its own captive power plant at Renusagar (30 Kmaway from Renukoot) with installed capacity of 741.7 MW and 78 MW of Co-generation Plant at Renukootitself.
7
In the unit’s pot cells of Smelter, alumina is fed into pot automatically as per the signal of Celtrol ControlAccordingly, point feeder operates and alumina goes into pot. There are two point feeders provided in eachpot. These point feeder cylinder and piston operates pneumatically i.e. by compressed air. The compressedair pressure required to operate the cylinder is about 4 kg/cm . The operating time of cylinder is very less ascompared to holding time. The pressure remains same in both the cases i.e. during operation of the pistonand holding of the piston. Higher pressure during holding time results in air leakage through the seals ofpiston. To overcome this problem a regulating valve has been provided in circuit of air line of each pot whosemain function is to reduce the pressure to 2 kg/cm from the 4 kg/cm thus reducing the air leakage leadingto conservation of compressed air. This modification is carried out in all the remaining pot lines (PL- 2 to 11)after encouraging result in Pot line –1.
8
2
2 2
Reducing the compressed air pressure Compressed airduring holding time of point feeder by pressure controlmodifying the circuit to save the through regulatingcompressed air in Pot lines valve
HINDALCO Industries Limited, Renukoot, Uttar Pradesh,INDIA
Description of Energy Conservation Measure:-
Unit Profile:
Hindalco Industries Renukoot Picture After Modification
A D I T YA B I R L A G R O U P
HINDALCO
3
9 Total investment : 248,550 US$
10 First year energy cost savings : 122,000 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 27,660
13 Annual electricity consumption after, MWh 25,078
14 First year electricity savings, MWh 2,582
15 First year tons of CO mitigated 2,582
16 Assumed sustainability, years 10
2
17 Expected tons ofCO mitigated throughout life cycle 25,8202

1
2
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
ID: 4 Title of measure Sector: Aluminum Industry
Survey Year: 2007 Technology: Pump & Motors
6
7
8
Instillation of seperate pump motor set
for ingot casting machine
17 Expected tons of CO mitigated throughout life cycle 2,630
Hindalco Industries Limited is the metals flagship company of the Aditya Birla Group, with a consolidatedturnover of Rs.600,128 million (US$ 15 billion), Hindalco is one of the world's largest aluminium rollingcompany and one of the biggest producers of primary aluminium in Asia.One of the smelter plants ofHINDALCO is located at Hirakud in Orissa. Hirakud smelter plant pursues production of primary metal,which is based on electrolytic reduction process through the primitive horizontal stud soderberg (HSS)technology. The major raw materials used for the primary aluminium production are alumina, cryolite,aluminium fluoride and electrical power. The smelter that was started in January 1959 with 10 KTPAcapacity has undergone expansion in stages to reach the smelting capacity to 146 KTPA by January of2008.The annual turnover of the Hirakud unit is US$ 225.5 million.
9 Total investment : 375 US$
10 First year energy cost savings : 13,900 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual Electricity consumption before, MWh 350
13 Annual Electricity consumption after, MWh 87
14 First year Electricity savings, MWh 263
15 First year tons of CO mitigated 263
16 Assumed sustainability, years 10
The unit's casting plant has a cooling tower for process water cooling which employees 75 kW pump motorset for Direct Chill Casting (DC) casting, How ever, the same motor was being used for 1-20K ingot-castingmachine, which uses lesser volume and pressure of water. In order to avoid energy loss, a separate 18.5kW motor was installed in the cooling tower for the purpose of 1-20K ingot casting only. The above projectavoided un-necessary running of the 75 kW motor. Nearly 16 hours of unnecessary running of the motorwas avoided for the 1-20K ingot casting machine.
2
2
HINDALCO Industries Limited, Hirakud, Orissa, INDIA
Description of Energy Conservation Measure:-
Unit Profile:
Picture Before Modification Picture After Modification
A D I T YA B I R L A G R O U P
HINDALCO
75 kW motor earlier being used for 1-20Kingot casting
18.5 kW motor installed in the same coolingtower 1-20K ingot casting
4

1
2
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
Hindalco Industries Limited (Hindalco), a Flagship Company of the Aditya Birla Group is a Pioneer non-ferrous metals powerhouse. Hindalco was incorporated in 1958. It's Renukoot unit was set up in technicalcollaboration with Kaiser Aluminium and Chemicals corporation, USA and commenced commercialproduction in 1962. Hindalco, at Renukoot, houses a fully integrated plant, comprising of 3 main plants i.e.Alumina, Smelter & Fabrication Plants. Hindalco produces some Byproducts, which include Gallium Metal,Vanadium Sludge and Aluminium Dross. Company has its own captive power plant at Renusagar (30 Kmaway from Renukoot) with installed capacity of 741.7 MW and 78 MW of Co Generation Plant at Renukootitself.
ID: 5 Title of measure Sector: Aluminum Industry
Survey Year: 2007 Technology: Energy Efficient
Fans
6
7
Baking furnace is used for baking the green anode. The unit's Baking furnace was equipped with twonumbers Induced draft fan having open type impeller. During the audit it was found that these fans are veryold and inefficient from energy point of view. Hence the in-house team decided to replace this fan withbackward curve impeller fan. During the FY 06-07 one fan was replaced and the unit is running this fan onlyand old one is kept as standby.
8
Replacement of inefficient open type
impeller fan with energy efficient back-
ward curve impeller fan in Baking furnace
17 Expected tons of CO mitigated throughout life cycle 11,200
9 Total investment : 12,500 US$
10 First year energy cost savings : 52,925 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 3,238
13 Annual electricity consumption after, MWh 2,118
14 First year electricity savings, MWh 1,120
15 First year tons of CO mitigated 1,120
16 Assumed sustainability, years 10
2
2
HINDALCO Industries Limited, Renukoot, Uttar Pradesh,INDIA
Description of Energy Conservation Measure:-
Unit Profile:
Hindalco Ind. Aluminium Plant, Renukoot Picture After Modification
A D I T YA B I R L A G R O U P
HINDALCO
5

12
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
Hindalco Industries Limited (Hindalco), a Flagship Company of the Aditya Birla Group is a Pioneer non-ferrous metals powerhouse. Hindalco was incorporated in 1958. It's Renukoot unit was set up in technicalcollaboration with Kaiser Aluminium and Chemicals corporation, USA and commenced commercialproduction in 1962. Hindalco, at Renukoot, houses a fully integrated plant, comprising of 3 main plants i.e.Alumina, Smelter & Fabrication Plants. Hindalco produces some Byproducts, which include Gallium Metal,Vanadium Sludge and Aluminium Dross. Company has its own captive power plant at Renusagar (30 Kmaway from Renukoot) with installed capacity of 741.7 MW and 78 MW of Co-generation Plant at Renukootitself.
ID: 6 Title of measure Sector: Aluminum Industry
Survey Year: 2007 Technology: Pumps
6
7
In a Co -Generation plant, de-aerator pumps are used to feed water to de-aerator from where it is pumpedby Feed water Pump to boiler.
Previously one pump (partly loaded) was being used to run for each de-aerator unit (total- 2nos. of pumps inoperation). On the initiative of in-house team, one interconnection was provided and accordingly one pumpwas switched off, resulting in energy savings of 146520 kWh / year.
8
Stoppage of one de-aerator pump byinterconnection of de-aerator pump ofstage 1 & stage 2 in DM Plant
17 Expected tons of CO mitigated throughout life cycle 1,480
9 Total investment : 500 US$
10 First year energy cost savings : 7,500 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 336
13 Annual electricity consumption after, MWh 188
14 First year electricity savings, MWh 148
15 First year tons of CO mitigated 148
16 Assumed sustainability, years 10
2
2
HINDALCO Industries Limited, Renukoot, Uttar Pradesh,INDIA
Description of Energy Conservation Measure:-
Unit Profile:
Picture Before Modification Picture After Modification
A D I T YA B I R L A G R O U P
HINDALCO
6

1
2
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
Hindalco Industries Limited, Mouda Works has an Aluminum rolled product factory in Nagpur, Maharashtrawith a capacity of 40,000 TPA. The unit's annual turnover for the year 2006-07 is reported as US$ 16.6million.
ID: 7 Title of measure Sector: Aluminum Industry
Survey Year: 2007 Technology: Variable
Frequency Drives
6
7
The in-house team of the unit took the initiative to install a 75 kW variable frequency drive for Fume ExhaustBlower motor in cold rolling mill to stop the motor during no coil running and during mill down time . Due tothis modification power consumption of cold rolling mill has reduced. This measure also resulted in increasein the power factor and smooth start/stop of the motor.
8
Installation of variable frequency
drive for fume exhaust blower motor
17 Expected tons of CO mitigated throughout life cycle 1,450
9 Total investment : 6,652 US$
10 First year energy cost savings : 8,119 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Not known
12 Annual electricity consumption before, MWh 276
13 Annual electricity consumption after, MWh 131
14 First year electricity savings, MWh 145
15 First year tons of CO mitigated 145
16 Assumed sustainability, years 10
2
2
Hindalco Industries Limited, Mouda Nagpur, Maharashtra, INDIA
Description of Energy Conservation Measure:-
Unit Profile:
Hindalco Industries, Nagpur Picture After Modification
FUME EXHAUST SYSTEM : 75kW VFD
A D I T YA B I R L A G R O U P
HINDALCO
7

1. ID: 8 Title of measure Sector: Automobile Industry
2 Survey Year: 2007 Technology: Process Control
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
7
Energy Saving by using interlocks
Ashok Leyland has six manufacturing plants. The mother plant is located in Ennore near Chennai, two plants at Hosur (called Hosur I and Hosur II, along with a Press shop)and the assembly plants at Alwar and Bhandara. Ashok Leyland Manufactures world class range of trucks, buses,special application vehicles and engines. The annual turnover of the unit for the year 2006-07 is reported to be US$ 0.32 billion.
In the unit the Dust extractors were running continuously for 2 shifts everyday.The in-house team found that at shop 1 & 5 the dust extractors were needed to run only when the machines are running. The interlocks were provided to eliminate the idle running of the dust extractors. This helped to save the energy which was otherwise being wasted.
Ashok Leyland Limited Unit 1,Sipcot Industrial Complex,
Hosur, Tamilnadu, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
8
9 Total investment : NIL
10 First year energy cost savings : 6,875 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh -
13 Annual electricity consumption after, MWh -
14 First year electricity savings, MWh 57
15 First year tons of CO mitigated 572
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 570 2
Picture Before Modification Picture After Modification
Dust extractor running continuously for 2 shifts Dust extractor made to run whenever machine is running through PLC integration
PLC
8

1 ID: 9 Title of measure Sector: Automobile Industry
2 Survey Year: 2007 Replacement of exhaust fans with eco- Technology: Eco-Ventilators
ventilators(Turbine Ventilators)
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
Mahindra is a $ US 4.5 Billion group and is among one of the top Industrial houses in India. Mahindra & Mahindra, automotive division is in the business of manufacturing Utility vehicles, SUV's and LCV's. Manufacturing plants are located at Mumbai, Nashik and Igatpuri in Maharashtra, Haridwar in Uttarakhand & Zaheerabad in Andhra Pradesh.
The Mahindra & Mahindra Ltd, - Zaheerabad unit is basically a vehicle assembly unit producing about 48 various models of LCV,Buses, Multi-Utility vehicles & 3 Wheelers.
7
In the unit earlier there was usage of 3 nos. of exhaust fans, 5.5 KW each, for extracting the hot air fumes from the paint shop ovens. There was no effective reduction in temperature observed in the shop floor temperature reduction in the paint shop.Now power less eco- ventilators are being used to extract the air fumes ,which has resulted in reduction of
0the shop floor temperature by 40 C.
8
M/s Mahindra & Mahindra, Zaheerabad, Medak,
Andhra Pradesh, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Mahindra & Mahindra ,Zaheerabad Unit Picture After Modification
9 Total investment : 11,500 US$
10 First year energy cost savings : 7,800 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 792
13 Annual electricity consumption after, MWh 0
14 First year electricity savings, MWh 792
15 First year tons of CO mitigated 7922
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 7,9202
9
Eco- Ventilators

1 ID: 10 Title of measure Sector: Automobile Industry
2 Survey Year: 2007 Energy savings by eliminating pumps Technology : Pipeline
Modification
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
Subros Limited is a leading automobile air conditioner manufacturer. Subros was established in 1985 as a joint venture between the Suri Brothers, Denso Corporation, Japan and Suzuki Motor Corporation, Japan. Subros has three plants in Noida, one in Manesar and one in Pune. It also has a R&D centre and Tool room in Noida. The manufacturing capacity has grown to a level of 7, 50,000 AC units per annum and there is a plan to go to a level of 1,000,000 per annum by 2008.The Noida plant has reported a turnover of US$ 1.8 million for the year 2006-07.
7
In the Noida unit , 2 nos. of pumps were being used earlier for the water supply to the underground tank for RO water collection. The in-house team took the initiative to modify the pipe line routing. After modification the water used to flow through gravity in the same underground tank. Thus the operation of these pumps was stopped completely.2 pumps which were running earlier were stopped.
8
Subros Limited, Noida, Uttar Pradesh, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture Before Modification Picture After Modification
9 Total investment : Nil
10 First year energy cost savings : 1,980 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh -
13 Annual electricity consumption after, MWh -
14 First year electricity savings, MWh 14
15 First year tons of CO mitigated 142
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 1402
Ro collection
TANK 1
Ro collection
TANK 2
U/G TANK
P2
P1
PUMPS
U/G TANK
Ro collection
TANK 2
Ro collection
TANK 1
THROUGH
GRAVITY
10

1. ID: 11 Title of measure Sector: Automobile Industry
2 Survey Year: 2007 Usage of Air Saving Nozzle Technology: Air Saving Nozzle
by Venturi principle
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6Mahindra is a US$ 4.5 billion group and Mahindra & Mahindra Limited, Automotive Sector is one of the leading companies in the the automotive sector in India. The company manufacturers Multi Utility Vehicles (MUVs), Light Commercial Vehicles (LCVs), Cars and Three Wheelers. The Zaheerabad unit was started in the year 1985 in the name of Allwyn Nissan Ltd. and merged with Mahindra & Mahindra Limited in the year 1994. The unit is basically a vehicle assembly unit producing about 48 various models of LCV, Buses, Multi-Utility vehicles & 3 Wheelers.
7
Earlier the in-house team used compressed air at 7 bar directly to clean the parts coming out of the parts washer. Now air saving nozzle is introduced which utilizes a small amount of compressed air as a power source and sucks larger volumes of surrounding atmospheric air by venturi principle thus compressed air consumption reduced drastically.
M/s Mahindra & Mahindra Limited, Zaheerabad, Medak,
Andhra Pradesh, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
8
9 Total investment : 200 US$
10 First year energy cost savings 1,725 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 1,504
13 Annual electricity consumption after, MWh 1,486
14 First year electricity savings, MWh 18
15 First year tons of CO mitigated 182
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 1802
Mahindra & Mahindra Ltd, Zaheerabad Unit Picture After Modification
Air Saving Nozzle
11

1 ID: 12 Title of measure Sector: Automobile
Industry
2 Survey Year: 2007 Technology : Pusher
Furnace
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
Tata Motors, one of India's fully integrated automobile companies with multi-location plants, has product offerings spanning Medium and Heavy Commercial Vehicles, Light Commercial Vehicles, Multi-Utility Vehicles and Passenger Cars. The Commercial Vehicle Business Unit (CVBU) of Tata Motors is one of India's largest commercial vehicle manufacturers. Enjoying nearly 64% overall market share in commercial vehicle sector the company had a turnover of US$ 7.2 billion during 2006-07. As an important part of CVBU of Tata Motors, the plant at Jamshedpur manufactures Medium and Heavy Commercial Vehicles from 7 to 49 ton gross vehicle weight. Having an installed capacity of 96,000 vehicles, the plant produced 119431 vehicles during the year 2006-07.
7
The in-house team observed that the Rotary Hearth Furnace with high volume & large hearth size was causing higher heat losses for small forge components. The team recommended replacing this furnace as the energy conservation measure. A new small size Pusher furnace was fabricated in-house and installed for the purpose.
8
Installation of Pusher Furnace in place of inefficient
Rotary Hearth furnace for 2000T Maxi press
Tata Motors Limited, Jamshedpur, Jharkhand, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture Before Modification Picture After Modification
9 Total investment : 25,000 US$
10 First year energy cost savings : 53,475 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual oil consumption before, kl 480
13 Annual oil consumption after, kl 342
14 First year oil savings, kl 138
15 First year tons of CO mitigated 416 2
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 4,1602
12

1 ID: 13 Title of measure Sector: Automobile Industry
2 Survey Year: 2007 Sensor based on-off control Technology : Control Systems
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
Mahindra & Mahindra, automotive division is in the business of manufacturing Utility vehicles, SUV's and LCV's. Manufacturing plants are located at Mumbai, Nashik and Igatpuri in Maharashtra, Haridwar in Uttarakhand & Zaheerabad in Andhra Pradesh.
The company's automotive division also exports its products to several countries in Africa, Asia, European and Latin American countries. Nashik unit manufactures Scorpio, Bolero, Logan and spares for these vehicles. The total sales turnover of the Nashik unit is around US$ 0.66 billion.
7
Earlier in the unit the 400 W metal halide lamps for non-operating zones were kept on continuously throughout the day. The in-house team took the initiative to install occupancy sensors for non- operating zones to switch off the overhead lamps during the absence of operator movement in the area. The energy savings due to this is 32000 kWh/annum.
8
M/s Mahindra & Mahindra, Nashik, Maharashtra, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture After Modification Mahindra & Mahindra, Nasik Unit
9 Total investment : 1,250 US$
10 First year energy cost savings : 4,550 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 80
13 Annual electricity consumption after, MWh 48
14 First year electricity savings, MWh 32
15 First year tons of CO mitigated 322
16 Assumed sustainability, years 3
17 Expected tons of CO mitigated throughout life cycle 962
Occupancy sensor for non-operating zone
13

1 ID: 14 Title of measure Sector:
2 Survey Year: 2007 Optimization of coal circuit compressor Technology: Compressors
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
ACC Limited is India's foremost manufacturer of cement and ready mix concrete with a countrywide network of factories and marketing offices. ACC Lakheri Cement Works is located between Kota & Sawai Madhopur of Western-Central Railway, place known for ACC Cement. This is the oldest cement plant in India which has still preserved its 1905 lime kilns. Plant has already been modernized and the capacity being further increased to 1.5 M.T.P.A. together with 25MW Coal based Power Plant during the year 2006-2007.
7
Earlier the unit had a dedicated compressor for coal circuit and Cement mill .The in-house team during inspection found the potential of energy savings in this area. By capacity utilization of coal mill control air compressor was stopped. This initiative of the team of stopping one cement mill compressor saved around 70 kW/hr of energy consumption.
8
9 Total investment : Nil
10 First year energy cost savings : 21,000 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 195
13 Annual electricity consumption after, MWh 0
14 First year electricity savings, MWh 195
15 First year tons of CO mitigated 1952
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 1,9502
Cement Industry
ACC Limited, Lakheri, Dist. Bundi, Rajasthan, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture Before Modification Picture After Modification
ACC
Compressor
CM -06
Compressor
Coal
Circuit
Compressor
Coal
Circuit
CM-06
14

1 ID: 15 Title of measure Sector:
2 Survey Year: 2007 Stoppage of 2 nos. cooling fan motors Technology: Process
Improvement
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6Birla Plus cement, a US$ 0.2 billion plant, has an installed capacity of one million ton per annum andprimarily produces blended cement apart from Ordinary Portland Cement (OPC). The unit has beencommissioned in December 2001.
7The Mill has twin Main Drive with two nos. cooling fans each in parallel mode. Winding temperature of both the Main drives with both the cooling fans was 65-70degc. In-house brainstorming sessions were carried out in order to reduce Specific power consumption. As a result of the brainstorming session, it was decided to modify the PLC Program with a linkage to allowable winding temperature. The modification incorporated helped in done to control the cooling fan operation of each of both Main Drives. Trials were conducted by switching off one cooling fan each for both the drives and it was observed that the Winding temperature was within the acceptable limits of 80-82 deg C. The modified PLC programme will start the switched off fan once the winding temperature reaches 92 deg C and will switched off the fan once the temperature drops to 82 deg C. Majority of the operation period, it was observed that one cooling fan each of both main drives was in operation after the modified PLC programme. Result: Energy saving achieved was 0.07 kWh/ton of cement.
8
9 Total investment : Nil US$
10 First year energy cost savings : 6,000 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 146
13 Annual electricity consumption after, MWh 87
14 First year electricity savings, MWh 59
15 First year tons of CO mitigated 592
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 5902
Cement Industry
Birla Plus Cement, Dist. Bathinda, Punjab, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture Before Modification Picture After Modification
15

1 ID:16 Title of measure Sector:
2 Survey Year: 2007 Installation of Thyristor based controller Technology: Voltage Controller
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
Shree Cement Limited is an energy conscious and environment friendly business organization. It is the largest cement plant in northern India at single location with present cement producing capacity of 2.84 MTPA and annual turnover of US$ 0.15 billion.
7
All induction motors become inefficient when running under partial load. In the absence of an Intelligent Motor Controller, the rated voltage is supplied to the motor even when the torque requirement has changed. The motor controller optimizes the energy consumed by the motor by providing a THYRISTOR based voltage control that reduces the applied voltage so as to match with the torque required. This measure helps in cutting down the no load loss of the motor and also helps in PF improvement as the magnetization power is reduced due to decrease in voltage at partial load. In the unit, during normal operation, the running load of conveyor is very less, which is approximately 30%, which resulted in power losses. To overcome these losses the in house team installed 3 nos. energy saver controllers.
8
9 Total investment : 10,975 US$
10 First year energy cost savings : 11,300 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 625
13 Annual electricity consumption after, MWh 525
14 First year electricity savings, MWh 100
15 First year tons of CO mitigated 100 2
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 1,0002
Cement Industry
Shree Cement Limited, Bangur Nagar, Beawar,
Rajasthan, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Shree Cement Unit-II, Beawar Picture After Modification
Energy Saver Controller
16

1 ID: 17 Title of measure Sector:
2 Survey Year: 2007 Installation of Variable Frequency Drive Technology: Process
Improvement
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
Birla Plus cement, a US$ 0.2 billion plant, has an installed capacity of one million ton per annum and primarily produces blended cement apart from Ordinary Portland Cement (OPC). The unit has been commissioned in December 2001.
7
In the unit GRR (Grid Rotor resistance) were used earlier for speed control of separator fan. This had a disadvantage of power loss, frequent maintenance, less accuracy of speed control. Moreover due to high variations in the Grid frequency, the speed of the separator fan was also varying which caused unstable process parameters, high mill loading, high mill elevator loading and haunting.The in –house team installed the VFD and removed the GRR which resulted in saving of around 50 kW/hr by avoiding the GRR losses. Also soft starting, constant speed resulted in uniform fan flow and stable process along with increased mill throughput irrespective of variations in Grid frequency. This has resulted in energy savings of 0.35kWh/Ton of cement.
8
9 Total investment : 78,000 US$
10 First year energy cost savings : 39,000 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 3,356
13 Annual electricity consumption after, MWh 2,978
14 First year electricity savings MWh 378
15 First year tons of CO mitigated 3782
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 3,7802
Cement Industry
Birla Plus Cement, Dist. Bathinda, Punjab, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture Before Modification Picture After Modification
17

1 ID:18 Title of measure Sector:
2 Survey Year: 2007 Installation of Energy Efficient Motors Technology: Energy Efficient
Motors
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
Jharsuguda Cement Works is one of the manufacturing unit of M/s UltraTech Cement Limited. This is a grinding unit manufacturing Portland Pozzolana Cement. The plant installed capacity is 0.75million ton of cement grinding per annum However, with various up gradation and improvements the total production for the year 2006-07 was 0.89 million ton.
7
The in-house team during routine inspection found that the conventional type LT motors which were installed in the unit at the project stage had crossed their normal life. The efficiency of the motors was also found to be very low as losses were high. Also due to ageing effect frequent insulation failure also occurred. As an energy efficiency measure, the in-house team got these motors replaced in a phased manner with energy efficient motors.
8
9 Total investment : 26,225 US$
10 First year energy cost savings : 52,500 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): —
12 Annual electricity consumption before, MWh —
13 Annual electricity consumption after, MWh —
14 First year electricity savings, MWh 649
15 First year tons of CO mitigated 649 2
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 6,4902
Cement Industry
Jharsuguda Cement Works, Dist-Jharsuguda, Orissa, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture Before Modification Picture After Modification
Energy Efficient Induction MotorStandard Induction Motor
18

1 ID: 19 Title of measure Sector:
2 Survey Year: 2007 Technology: Process
Improvement
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
Birla Plus cement, a US$ 0.2 billion plant, has an Installed capacity of one million ton per annum and primarily produces blended cement apart from Ordinary Portland Cement (OPC). The unit has been commissioned in December 2001.
7
The in-house team observed that the product bag filter DP (Differential Pressure) was on the higher side. The fresh air inlet damper was 60% open and cool ambient air was causing drop in inlet temperature by
oapproximately 10 C. Bags were getting chocked by moisture deposition at low temperature of Bag Filter. This partial chocking of bags was causing the DP to run at the higher side. Due to higher DP, Fan was taking
ohigh power. To overcome this problem, the hot air at around 100 C temperature was connected from mill outlet bucket elevator top by a pipe to separator near fresh air inlet damper. The fresh air damper was sealed completely. As a result low temperature ambient air ingress stopped and bag filter outlet temperature
oincreased by around 10 C from earlier level. This in turn reduced the DP from 140mmwg to 110mmwg and bags were not getting choked. There was a less compressed air requirement for purging the bags and to maintain the DP. Energy saving achieved after modification is 0.15 kWh/ton of cement.
8
9 Total investment : 625 US$
10 First year energy cost savings : 18,750 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 2984
13 Annual electricity consumption after, MWh 2803
14 First year electricity savings, MWh 181
15 First year tons of CO mitigated 1812
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 1,810 2
Cement Industry
Energy savings achieved by reduction
in the differential pressure
Birla Plus Cement, Dist. Bathinda, Punjab, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture Before Modification Picture After Modification
19

1 ID: 20 Title of measure Sector:
2 Survey Year: 2007 Technology: Variable
Frequency Drives
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
Jharsuguda Cement Works is one of the manufacturing unit of M/s UltraTech Cement Limited. This is a grinding unit manufacturing Portland Pozzolana Cement. The plant installed capacity is 0.75million ton of cement grinding per annum However, with various up gradation and improvements the total production for the year 2006-07 was 0.89 million ton.
7
Two nos. of cooling water pump of 22kW each are installed in the plant. The starting method was Direct On Line (DOL) mode and speed of the motor and hence pump could not be changed to meet variable flow. The In-house team took the initiative to change the DOL starter with a VFD, after carefully studying the frequency and turn down magnitude of water requirement. With the VFD, it is now possible to control the flow as per the requirement, instead of throttling the discharge valve. The power consumption of the pump has reduced from 22kW to 16kW.
8
9 Total investment : 6,000 US$
10 First year energy cost savings : 6,975 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): 250
12 Annual electricity consumption before, MWh 363
13 Annual electricity consumption after, MWh 276
14 First year electricity savings, MWh 87
15 First year tons of CO mitigated 87 2
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 8702
Cement Industry
Installation of Variable Speed Drive
for water pump application
Jharsuguda Cement Works, Dist-Jharsuguda, Orissa, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture Before Modification Picture After Modification
Variable Speed Drive For Water PumpDOL Starter
20

1 ID: 21 Title of measure Sector:
2 Survey Year: 2007 Condensate Recovery by installing Technology: Pumps
Pressured Power Pump
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
Bilag Industries Private Limited is a highly successful joint venture company of Bayer CropScience AG, a chemical conglomerate from Germany and Bilakhia Group a first generation Indian entrepreneur. Bilag is an agrochemical manufacturing company engaged in the production of Synthetic Pyrethroids active ingredients and their intermediates for use in a wide array of agriculture and environmental science products. BILAG is one of India's largest exporters of agrochemicals and its turnover (Year 2006) is US$ 125 million.
7
The in-house team took the following initiative as the Energy Efficiency measure.� Installation of Pressured Power Pump.
o� Recovery of condensate at 85 c.� DM water recovery.
8
9 Total investment : 13,125 US$
10 First year energy cost savings : 15,500 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual oil consumption before, kl 77
13 Annual oil consumption after, kl 30
14 First year oil savings, kl 47
15 First year tons of CO mitigated 1422
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 1,4202
Chemical Industry
Bilag Industries Private Limited, Vapi,Gujarat , INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Bilag Industries, Vapi Picture After Modification
21

1 ID: 22 Title of measure Sector: Chemical Industry
2 Survey Year: 2007 Technology: Compressors
3 Name of the Company :
4 Agency that executed the project : M/s Airkom Agencies (I) Private Limited, Mumbai, INDIA
5 Year of Implementation : 2007
6
Excel Industries Limited, Roha is a pioneer in the field of manufacturing industrial chemicals, intermediates, specialty chemicals and agricultural chemicals and one of the leading global manufacturer of Di-ethyl Thiophosphoryl Chloride, Phosphorous Pentasulphide and Glyphosate. Although Excel has a very diversified range in chemicals manufacturing, its main strength lies in chlorine & phosphorous based chemicals. Presently twelve industrial & agrochemicals are being manufactured at Roha unit and the turnover in fiscal 2007 is US$ 49.17 million.
7
At the Roha site, previously the unit had 3 nos. of Reciprocating air compressors to serve production plants process requirement until January – 2007. The volumetric efficiency of these air compressors was reduced by 30% and maintenance frequency was also increased. The energy requirement of compressing air with
3 3reciprocating compressors was 0.138 KW per Nm / Hour compressed air flow rate and with 686.56 Nm per hour capacity of each compressor.
The in-house team decided to replace reciprocating air compressors with screw air compressors to reduce the energy requirement of compressed air in January 2007. The Screw air compressor requires less energy and lesser maintenance. The energy requirement of air compression with screw compressor comes out to
3 3be 0.106 KW per Nm / Hour of compressed air flow. The capacity of screw air compressor is 898.81 Nm per
3hour of each compressor. So there was reduction of 0.032 KW per Nm / hour.
8
Installation of Screw Compressors
for Compressed Air in place of in-
efficient Reciprocating Air Compressors
9 Total investment : 50,000 US$
10 First year energy cost savings : 18,129 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): 10,304 US$
12 Annual electricity consumption before, MWh 750
13 Annual electricity consumption after, MWh 582
14 First year electricity savings, MWh 168
15 First year tons of CO mitigated 1682
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 1,680 2
Excel Industries Limited, Raigad, Maharashtra, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture Before Modification Picture After Modification
22

1 ID: 23 Title of measure Sector: Chemical Industry
2 Survey Year: 2007 Technology : Agitators
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
IOL Chemicals and Pharmaceuticals Limited (Formerly known as Industrial Organics Limited), is a chemical manufacturing industry located in Barnala in Punjab. IOLCP began with a small project of Rs. 650 lacs to manufacture 4500 TPA of Acetic Acid and has now diversified into a multi product company having the facility to manufacture 50000 TPA of Acetic Acid, 33000 TPA of Ethyl Acetate, 12000 TPA of Acetic Anhydride and 3600 MTPA of Ibuprofen. The annual turnover of the unit for the year 2006-07 is reported to be US$ 58 million
7In the unit’s Ibuprofen Division, the conventional Agitators along with warm Reducer Gear box have been operating for many years. In this conventional system, motors used were of 15 HP rating because of heavy Shaft & Blades. These conventional agitators have been replaced by specially designed Economix Agitators along with Helical gearbox. These Agitators are designed as per the process requirement which has resulted in lighter weight Shaft & Blades & Hence motor requirement has been reduced to 3-5 HP.
8
Replacement of conventional Agitators
by Economix Agitators
IOL Chemicals and Pharmaceuticals Limited, Barnala,
Punjab, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
IOL Chemicals and Pharmaceuticals Ltd. Picture After Modification
Barnala
9 Total investment : 232,000 US$
10 First year energy cost savings : 231,000 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 5,238
13 Annual electricity consumption after, MWh 3,155
14 First year electricity savings, MWh 2,083
15 First year tons of CO mitigated 2,0832
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 20,8302
Economix Agitators along with helical Gearbox
23

1 ID: 24 Title of measure Sector: Chemical
2 Survey Year: 2007 Technology: Refrigeration
Compressors
3 Name of the Company :
4 Agency that executed the project : M/s Systems And Components, Mumbai, INDIA
5 Year of Implementation : 2007
6
Excel Industries Limited, Roha is a pioneer in the field of manufacturing industrial chemicals, intermediates, specialty chemicals and agricultural chemicals and one of the leading global manufacturer of Di-ethyl Thiophosphoryl Chloride, Phosphorous Pentasulphide and Glyphosate. Although Excel has a very diversified range in chemicals manufacturing, its main strength lies in chlorine & phosphorous based chemicals. Presently twelve industrial & agrochemicals are being manufactured at Roha unit and the turnover in fiscal 2007 is US$ 49.17 million.
7
The unit had Reciprocating ammonia compressors with shell & tube type condenser to serve production plants refrigeration requirement with brine and chilled water. The energy requirement of refrigeration for Brine as secondary refrigerant was 3.33 kW per TR and Chilled water as secondary refrigerant was 1.31 kW per TR with reciprocating compressors.
The Screw compressor with evaporative condenser is an energy efficient technology in Refrigeration field, which requires lesser maintenance. The energy requirement of refrigeration with screw compressor for Brine as secondary refrigerant comes out to be 2.01 KW per TR at – 22°C temperature and the energy requirement of refrigeration with screw compressor for Chilled water as secondary refrigerant comes out to be 1.22 KW per TR at + 5°C.
The unit replaced reciprocating ammonia compressors with Screw compressors with Evaporative Condensers to reduce the cost of refrigeration.
8
Industry
Installation of Ammonia Screw
Compressors in place of Reciprocating
Compressors in Brine & CHW Refrige-
ration Unit with Evaporative Condenser
9 Total investment : 250,000 US$
10 First year energy cost savings : 187,283 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): 8,000 US$
12 Annual electricity consumption before, MWh 3,708
13 Annual electricity consumption after, MWh 1,470
14 First year electricity savings, MWh 2,238
15 First year tons of CO mitigated 2,2382
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 22,380 2
Excel Industries Limited, Raigad, Maharashtra, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture Before Modification Picture After Modification
24

25
1 ID: 25 Title of measure Sector:
2 Survey Year: 2007 Technology: Process Control
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
Syngenta, commissioned in 1972, is one of the leading agribusiness. The company is one of the leaders in crop protection products range which comprises-Insecticides for control of pests affecting food and cash crops-Fungicides against pest diseases-Herbicides for weed control, particularly in food crops. Syngenta employs some 19,000 people in over 90 countries. Syngenta is listed on the Swiss stock exchange (SYNN) and in New York (SYT). The annual sales turnover of the Santa Monika works at corlim is US$ 0.18 billion.
7
The in house team of the unit monitored the MEG Brine chilling system operating parameters & its auxiliaries through Data Acquisition system. Due to low load conditions, unit was operating for about 14 to 15 hrs per day on Auto mode based on the MEG brine outlet temperature input. Compressor was running in unloading condition due to lower temperature settings. These loading, unloading & trip parameters were analyzed and all the settings have been revised to run the compressor in full load for shorter duration. This resulted in reducing the running hours to average 8 hrs per day. Also previously the cooling water supply to this system was on for 24 hrs irrespective of compressor operation. The same was made manual ON /OFF during compressor trip condition.
8
9 Total investment : 500 US$
10 First year energy cost savings : 15,196 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 201
13 Annual electricity consumption after, MWh 125
14 First year electricity savings, MWh 76
15 First year tons of CO mitigated 762
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 7602
Chemical Industry
Effective operation of MEG Brine
system by consistent monitoring
and reducing run hours
Syngenta India Limited, Corlim( Ilhas),GOA , INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Syngenta India Limited Picture After Modification
syngenta

1 ID: 26 Title of measure Sector:
2 Survey Year: 2007 Use of Di-Methyl Ether as fuel in the boiler Technology: Fuel Substitution
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
Gharda Chemicals Limited established in 1967, is a research-based private limited company and is among the leading chemical companies in India. Gharda Chemicals has four manufacturing units, one each at Dombivli and Lote in Maharashtra and other two are at Panoli and Ankaleshwar in Gujrat. The sales turnover reported by Gharda for the year 2006-07 is US$ 101 million.
7
DME (dimethyl ether) is an LPG-like synthetic fuel that is produced through gasification of various renewable substances or fossil fuels. The synthetic gas is then catalyzed to produce DME. DME is a gas that becomes a liquid under low pressure (i.e., like LPG). It has excellent characteristics as a compression ignition fuel; the primary work that needs to be done is on the fuel-injection system because of the different handling characteristics of the gas.
The DME gas is being generated as bi-product during manufacturing of the Dicamba product in the plant. The in-house team used the same as fuel in the boiler and was able to reduce the consumption of the oil and electricity.
8
9 Total investment : 1,550 US$
10 First year energy cost savings : 11,868 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh -
13 Annual electricity consumption after, MWh -
14 First year electricity savings, MWh 117
15 First year oil savings, kl 22
16 First year tons of CO mitigated 1832
17 Assumed sustainability, years 10
18 Expected tons of CO mitigated throughout life cycle 1,8302
Chemical Industry
Gharda Chemicals Limited, Ratnagiri, Maharashtra, INDIA.
Unit Profile:
Description of Energy Conservation Measure:-
Picture Before modification Picture After Modification
26

1 ID: 27 Title of measure Sector: Chlor-Alkali Industry
2 Survey Year: 2007 Technology: Pump Impeller
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
Shriram Vinyl & Chemical Industries (SVCI) established in the year 1963 is situated at Kota in state of Rajasthan, in the North - western part of India. SVCI is a part of DSCL, a US$ 0.39 billion plus, diversified business group based in North India. DSCL business interests comprises of(1) Agri-Business (Urea fertilizer, Sugar, Farm inputs marketing such as DAP, Pesticides, Seeds, Agri retailing - Haryali Kisan Bazaar). (2)Plastics (PVC and PVC compounds). (3)Chemicals (Chlor-Alkali).(4) DSCL Building Products (Fenesta door and window profiles). Caustic Soda plant is the first plant of SVCI, Kota and was commissioned in 1963 in technical collaboration with the Shin-Etsu, Japan and has a turnover US$ 55 million in the year 2006-07.
7
Cooling tower Pump performance of HCL plant area was reviewed during internal energy audit. The in-house team found that there is a possibility of reduction in impeller diameter to conserve energy. Pump characteristics with flow requirements were studied and power savings have been achieved after reduction in impeller diameter.
8
Reduction in Impeller Diameter of
Cooling Tower Pump in HCL area
9 Total investment : 250 US$
10 First year energy cost savings : 11,450 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 735
13 Annual electricity consumption after, MWh 563
14 First year electricity savings, MWh 172
15 First year tons of CO mitigated 172 2
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 1,7202
Shriram Vinyl & Chemical Industries, Shriram Nagar,
Kota, Rajasthan, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
A View of Electrolysers at SVCL Kota Plant Picture After Modification
DSCLDCM SHRIRAM CONSOLIDATED LTD
27

1 ID: 28 Title of measure Sector: Chlor-Alkali Industry
2 Survey Year: 2007 Technology:
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
GACL (DAHEJ) is an integrated complex of Caustic Soda – 600 TPD, Captive Power Plant (Combined Cycle Co-generation Power Plant) having an installed capacity of 90MW and Phosphoric Acid Plant (Technical Grade) with installed capacity of 80 TPD. GACL markets its products all over Gujarat and exports many products. GACL commenced operations in 1976. GACL opened its main door at Dahej in 1993. At present GACL - Dahej Unit is a multidimensional complex, producing many products.
7
The CCU-1 (old) furnace was run with natural gas. By modifying the burner system to suit for hydrogen and natural gas dual firing system, with more or less the by-product hydrogen gas only utilized instead of natural gas. Hydrogen gas is produced as a by-product during the electrolytic process of brine solution. After this
3modifications, the natural gas to the tune of 11963 Mkcal/annum (1.755 million Nm /Annum of Natural Gas) was saved.
8
Utilization of by-product hydrogen Mixed gas
gas as a fuel instead of natural gas (hydrogen/natural
by modification of burner gas) fired burner
Gujarat Alkalies and Chemicals Limited, Dahej, Gujarat, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture After Modification
GUJARAT ALKALIES
9 Total investment : 50,000 US$
10 First year energy cost savings : 4,240,500 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil3
12 Annual gas consumption before, thousands of m --3
13 Annual gas consumption after, thousands of m --3
14 First year gas savings, thousands of m 1,755
15 First year tons of CO mitigated 4,8992
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 48,9902
28

1 ID: 29 Title of measure Sector: Chlor-Alkali Industry
2 Survey Year: 2007 Reduction in Furnace Oil Consumption Technology: Pot Based Heating
System
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
Shriram Vinyl & Chemical Industries (SVCI) established in the year 1963 is situated at Kota in state of Rajasthan, in the North - western part of India.SVCI is a part of DSCL, a US$ 0.39 billion plus, diversified business group based in North India. DSCL business interests comprises of(1) Agri-Business (Urea fertilizer, Sugar, Farm inputs marketing such as DAP, Pesticides, Seeds, Agri retailing - Haryali Kisan Bazaar). (2)Plastics (PVC and PVC compounds). (3)Chemicals (Chlor-Alkali).(4) DSCL Building Products (Fenesta door and window profiles). Caustic Soda (mercury based) plant is the first plant of SVCI, Kota and was commissioned in 1963 in technical collaboration with the Shin-Etsu, Japan and has a turnover US$ 55 million in the year 2006-07.
7
In the flaking plant of the unit, hydrogen or furnace oil is used for conversion of caustic soda lye to Caustic soda flakes. This conversion is essentially an evaporation process. The in-house team took measures for better utilization of hydrogen and was able to reduce the consumption to 3 liters per ton (from target consumption of 15 liters/ton).
8
9 Total investment : Nil
10 First year energy cost savings : 61,475 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual oil consumption before, kl 158
13 Annual oil consumption after, kl 32
14 First year oil savings, kl 128
15 First year tons of CO mitigated 380 2
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 3,8002
Shriram Vinyl & Chemical Industries, Shriram Nagar,
Kota, Rajasthan, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture After Modification
SVCL Plant, Kota
DSCLDCM SHRIRAM CONSOLIDATED LTD
29

1 ID: 30 Title of measure Sector: Chlor-Alkali Industry
2 Survey Year: 2007 Proactive Approach for Optimization of Technology: Control Systems
Cooling Water Flow as per Operating Load
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
Shriram Vinyl & Chemical Industries (SVCI) established in the year 1963 is situated at Kota in state of Rajasthan, in the North - western part of India.SVCI is a part of DSCL, a US$ 0.39 billion plus, diversified business group based in North India. DSCL business interests comprises of(1) Agri-Business (Urea fertilizer, Sugar, Farm inputs marketing such as DAP, Pesticides, Seeds, Agri retailing - Haryali Kisan Bazaar). (2)Plastics (PVC and PVC compounds). (3)Chemicals (Chlor-Alkali).(4) DSCL Building Products (Fenesta door and window profiles). Caustic Soda (mercury based) plant is the first plant of SVCI, Kota and was commissioned in 1963 in technical collaboration with the Shin-Etsu, Japan and has a turnover US$ 55 million in the year 2006-07.
7
In the process plants, it was a normal practice to circulate same quantity of cooling water irrespective of plant operating load and weather conditions i.e. no flow reduction of cooling water was done as per weather conditions or in the conditions of lower operating load of the plant. The in-house team, as an energy conservation measure, started proactive control of cooling water flow as per the plant operating load & weather conditions by throttling of cooling tower pumps, discharge valves, even stoppage of one of the pump.
8
10 First year energy cost savings : 14,175 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual oil consumption before, kl --
13 Annual oil consumption after, kl --
14 First year oil savings, kl 212
15 First year tons of CO mitigated 6392
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 6,3902
9 Total investment : Nil
Shriram Vinyl & Chemical Industries, Shriram Nagar,
Kota, Rajasthan, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture After Modification
SVCL Plant, Kota
DSCLDCM SHRIRAM CONSOLIDATED LTD
30

1 ID: 31 Title of measure Sector: Chlor-Alkali Industry
2 Survey Year: 2007 Identification of cell units operating Technology: Cell Membrane
at higher voltage
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
Shriram Vinyl & Chemical Industries (SVCI) established in the year 1963 is situated at Kota in state of Rajasthan, in the North - western part of India.SVCI is a part of DSCL, a US$ 0.39 billion plus, diversified business group based in North India. Caustic Soda plant is the first plant of SVCI, Kota and was commissioned in 1963 in technical collaboration with the Shin-Etsu, Japan and has a turnover US$ 55 million in the year 2006-07.
7
Increase in cell voltage and hence power consumption occurs due to:
�ageing of membrane
�with deposition of calcium and magnesium on membrane. This enters the membrane cell with feed brine, the resistance of membrane increases, resulting in increase in cell voltage
�reduction in active area due to patch welding on membranes for stopping the pin hole leakage, increases the voltage drop and the power consumption.
�Over potential (voltage drop) of anode and cathode also increases due to gradual de-activation of anodic and cathodic coating with ageing of cell units.
Cell units (total – 27nos), which were running at higher voltage were identified & replaced with latest design natural circulation type of cell units. Natural circulation has superiority in terms of power consumption, simplicity over the conventional forced circulation electrolysers.
8
9 Total investment : 80,000 US$
10 First year energy cost savings : 26,875 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 9,662
13 Annual electricity consumption after, MWh 9,259
14 First year electricity savings, MWh 403
15 First year tons of CO mitigated 4032
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 4,0302
Shriram Vinyl & Chemical Industries, Shriram Nagar,
Kota, Rajasthan, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
SVCL Kota Plant Picture After Modification
DSCLDCM SHRIRAM CONSOLIDATED LTD
31

1 ID: 32 Title of measure Sector: Consumer Goods
2 Survey Year: 2006 Technology: Compressed Air
Presssure Controller
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6Established in 1997, LG Electronics India Private Limited, is a wholly owned subsidiary of LG Electronics, South Korea., in India for a decade now. LGEIL has one manufacturing unit at Noida, Uttar Pradesh and the second Greenfield manufacturing unit in Pune, Maharashtra. Covering over 50 acres, the Pune facility manufactures LCD TV, GSM Phones, Color Televisions, Air Conditioners, Refrigerators, Microwave Ovens Color Monitors. The annual turnover of the Pune unit is US$ 0.41 billion.
7The in-house team observed that in the compressor room, there was no control for air pressure and setting was high at 8.2 bar to maintain pressure of 6.0 bar at the user end. Frequent loading and unloading was also observed. Maintaining higher generation pressure, not only results in higher power drawn by the air compressor, but as well increases the compressed air leakage loss. The compressor power consumption could be reduced by using control air equipment. This helped to stabilize the supply of constant air pressure. It also helped to reduce and optimize the supply air at 6.5 Bar. This modification resulted in 15% savings in electricity consumption.
8
Energy Conservation by control
of air pressure
LG Electronics India Private Limited, Pune, Maharashtra, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture Before Modification Picture After Modification
9 Total investment : 16,075 US$
10 First year energy cost savings : 17,125 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 964
13 Annual electricity consumption after, MWh 819
14 First year electricity savings, MWh 145
15 First year tons of CO mitigated 1452
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 1,4502
32

1 ID: 33 Title of measure Sector: Consumer Goods
2 Survey Year: 2006 Technology:
3 Name of the Company :
4 Agency that executed the project : Eureka, Aurangabad, INDIA
5 Year of Implementation : 2006-07
6Established in 1997, LG Electronics India Private Limited, is a wholly owned subsidiary of LG Electronics, South Korea., in India for a decade now. LGEIL has one manufacturing unit at Noida, Uttar Pradesh and the second greenfield manufacturing unit in Pune, Maharashtra. Covering over 50 acres, the Pune Facility manufactures LCD TV, GSM Phones, Color Televisions, Air Conditioners, Refrigerators, Microwave Ovens Color Monitors. The annual turnover of the Pune unit is US$ 0.41 billion.
7The in-house team, during the survey of the unit pointed that there was wastage of electrical energy due to the existing inefficient die cast aluminium blades.The air flow of these fans is not uniform, maximum near the blade tips and minimum near the hub. Further, the existing set up of die cast aluminium blades consume higher power to the extent 20-30% in comparison to the FRP blades. The existing aluminium blades were replaced with fiber reinforced plastic (FRP) blades and savings to the tune of 25% was achieved.
8
Replacement of Cooling Tower Cooling Tower Fans
Aluminum Fan Blades by FRP Blades
LG Electronics India Private Limited, Pune, Maharashtra, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture Before Modification Picture After Modification
9 Total investment : 4,875 US$
10 First year energy cost savings : 13,875 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 468
13 Annual electricity consumption after, MWh 351
14 First year electricity savings, MWh 117
15 First year tons of CO mitigated 1172
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 1,1702
33

1 ID: 34 Title of measure Sector: Copper Smelting
2 Survey Year: 2006 Technology: Steam Heaters
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6Sterlite Industries (India) Limited, is one of the leading producers of copper In India. SIIL pioneered the manufacturing of Continoous Cast Copper Rods in india and established india's largest Copper Smelting and Refining Plant for production of World Class refined Copper. Sterlite is a part of Vedanta resources , a London listed $6 bn. metals and mining major with Aluminum, Copper and Zinc operations in India, Zambia and Australia Sterlite's tuticorin complex has a Copper smelter (4,00,000 tpa copper), Sulphuric acid plant (9,00,000 tpa), Copper Refinery (1,65,550 tpa copper),Rod mill (1,00,000 tpa copper) and Phosphoric acid plant (1,83,000 tpa). A captive power plant (LSHS based) with 46.5 MW capacity (4x6 MW,3x7.5 MW) and a 11.2 MW Steam Turnine Generator (STG) generating power through waste heat from the smelting furnace meet the power requirement of the complex. In Silvasa Sterlite has a Copper refinery (1,80,000 tpa copper) and a rod mill (1,50,000 tpa copper).
7In Oxygen plant-2 (Technology Supplier: Air liquid), the adsorbed re-generation (to remove CO and 2
moisture) was being done by using 360KW electrical heater (with specific on/off cycle) in parallel with a 3
steam heater (as per the original design). Around 13000 Nm /hr of nitrogen was being heated by using the 3
steam heater supplied by the OEM and the remaining 5000 Nm /hr of nitrogen was to be heated by using the electrical heater .The electrical heater power consumption was 2750 units per day. It was decided to upgrade the existing steam heater (supplied by OEM) to totally eliminate the parallel electrical heating system. A new steam heater of higher capacity was installed with an investment of 23.4 lacs. After installing the new steam heater electric heating system was totally switched off and old steam heater is kept as stand by.
8
Replacement of Electrical Heaters
by Steam Heaters
Sterlite Industries (India) Limited, TV puram,Tuticorin
Unit Profile:
Description of Energy Conservation Measure:-
Picture Before Modification Picture After Modification
9 Total investment : 58,500 US$
10 First year energy cost savings : 97,500 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh —
13 Annual electricity consumption after, MWh —
14 First year electricity savings, MWh 1,010
15 First year tons of CO mitigated 1,0102
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 10,100 2
34

1 ID: 35 Title of measure Sector: Dairy
2 Survey Year: 2007 Technology: Blowers
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6Mandya Dairy, A unit of Mandya District Co-Operative Milk producers' societies milk unions limited was commissioned in 1983. The dairy manufactures 1346 tons of skimmed milk powder and 1440 tons of butter,1300 tons of ghee, 3963 tons of curd, and other products like butter milk, peda etc. The dairy markets milk under the trade name NANDINI.
7The dairy has 5 evaporative condensers with blower motors each put to operation with the help of one 12.5 HP motors. At any given point of time 4 condensers used to be in operation. The study of the in-house team revealed that these motors were under loaded. Hence these 12.5 HP blower motors were replaced with 7.5 HP motors and the performance was closely observed for decrease in the efficiency and the level of load on the motors. The performance was as good as was with 12.5 HP motors and the motors were operating at optimum load.
Replacement of higher capacity blower
motors with lower capacity blower
motors in the evaporative condensers
8
Mandya Dairy, Maddur Taluk, Mandya District Karnataka, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture before Modification
Picture After Modification
9 Total investment : 3,750 US$
10 First year energy cost savings : 12,500 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 287
13 Annual electricity consumption after, MWh 172
14 First year electricity savings, MWh 115
15 First year tons of CO mitigated 1152
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 1,1502
35

1 ID: 36 Title of measure Sector: Dairy
2 Survey Year: 2007 Technology: De-Superheater
3 Name of the Company :
4 Agency that executed the project : M/s Refricon Magic Systems, Pune, Maharastra, INDIA
5 Year of Implementation : 2006-07
6HASSAN DAIRY is a unit of Hassan Co-Operative Milk producers. Union Limited registered under the Karnataka co-operative act and has been commissioned in the year 1983. The rated when constructed was 60 Thousand kgs per day and was subsequently expanded to 120 Thousand kgs per day in the year 2000. Hassan dairy has under its jurisdiction 2 chilling centers and 1 mini dairy.
The dairy processes the milk and packs toned milk, standardized homogenized milk, & double toned milk. In addition, Hassan dairy also manufactures ghee (38 metric tons per year), curd (1095 metric tons per year), peda (7.3 metric tons per year) and butter milk (292 metric tons per year). The annual turnover of Hassan dairy for the year 2006-07is US$ 32 million.
7Adiabatic compression in ammonia compressor results in high discharge gas temperatures at compressor
ooutlet (120 C and above). This gas is cooled and condensed in condenser and stored in receiver at 14 - 16
2 o okg/cm pressure. Condensing temperature (varying from 30 to 45 C) vary depending upon type of condenser cooling and atmospheric conditions.De-superheater installed in ammonia circuit between compressor discharge and condenser, removes high temperature gas heat(super heat) and passes entire gas to condenser to condense similar to normal
o orefrigeration cycle. Gas heat removed in de-superheater heats circulating water to 55 – 70 C. The hot water
ogenerated per day at Hassan dairy is around 19.45KL at 62 C.This hot water is stored in 10KL hot water tank to meet fluctuating demand of hot water in plant. The hot water is pumped to an over head insulated tank (2KL) and then distributed to all the user sections including boiler.
Installation of Heat recovery unit for
ammonia compressors(120TR)
8
Unit Profile:
Description of Energy Conservation Measure:-
Hassan Dairy Picture After Modification
9 Total investment : 19,825 US$
10 First year energy cost savings : 8,675 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 1,087
13 Annual electricity consumption after, MWh 1,020
14 First year electricity savings, MWh 67
15 First year tons of Co mitigated 672
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 6702
M/s Hassan Co-operative Milk Producers' Societies Union
Limited, Industrial Estate, B.M. Road, Hassan, Karnataka, INDIA
HCMPSUL
36

1 ID: 37 Title of measure Sector: Dairy
2 Survey Year: 2007 Technology:
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6Mandya Dairy, A unit of Mandya District Co-Operative Milk producer's society's milk unions limited was commissioned in 1983. The dairy manufactures 1346 tons of skimmed milk powder and 1440 tons of butter, 1300 tons of ghee, 3963 tons of curd, and other products like butter milk, milk cake etc. The dairy markets milk under the trade name NANDINI.
7The refrigeration section in the unit has 4 Ammonia compressors, each driven by 12.5 Hp motors. The unit also has 5 evaporative condensers each energized by one 12.5 Hp (blower) & one 7.5 Hp (Water pump) motors. The in-house team found that these 12.5 Hp motor at blower was overrated. Moreover there was scale formation on the coils of the evaporative condensers due to which the heat transfer efficiency was low resulting in lower COP as low as 2.5 against the standard 5.0. In order to acquire the required cooling, all the 5 condensers were kept in operation. The team took the initiative to replace these 12.5 Hp motors by 7.5 Hp motors get the descaling done for all the 5 condenser coils. This resulted in efficient heat transfer and improvement of COP from 2.5 to 4.0. These measures resulted in putting off one evaporative condenser completely and reducing the running of each existing ammonia compressors by 1 hour.
Improvement of Co-Efficient of Perfor- Refrigeration
mance (COP) of refrigeration system System
8
Mandya Dairy, Maddur Taluk, Mandya District
Karnataka, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture Before Modification Picture After Modification
9 Total investment : 1,875 US$
10 First year energy cost savings : 13,550 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 3,389
13 Annual electricity consumption after, MWh 3,264
14 First year electricity savings, MWh 125
15 First year tons of CO mitigated 125 2
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 1,2502
37

1 ID: 38 Title of measure Sector: Dairy
2 Survey Year: 2007 Methane Gas Utilisation Technology: Fuel Substitution
3 Name of the Company :
4 Agency that executed the project : M/s Indavar & Company, Mysore
5 Year of Implementation : 2006-07
6MYSORE DAIRY, A UNIT OF Mysore – Chamarajanagara District Co-Operative Milk producers. Union Limited registered under the Karnataka co-operative act has been commissioned in the year 1980. The dairy markets milk and milk products under the trade name “NANDINI” a registered trade name of “Karnataka Milk Federation”, the apex institution at the state level.The dairy processes the milk and packs Toned milk with 3.1% Fat, Standardised milk with 4.6% Fat, Double toned milk with 1.6% Fat, Full cream milk with 6.1% Fat.
7In the unit, the effluent treatment plant has been expanded and renovated. The new system is yielding methane gas in sufficient quantum. Mysore Dairy made an attempt to utilize the Methane Gas for cooking purpose at canteen. The canteen is catering everyday the food & snack needs of about 400-450 employees working in the Institution. The dairy made one time investment on this project to run the gas pipe line from Effluent Treatment Plant to the canteen. The Electrical Steam Generator used earlier for cooking at canteen is now stopped.
Mysore Dairy, Mysore, Karnataka, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture Before Modification 8 Picture After Modification
9 Total investment : 3,750 US$
10 First year energy cost savings : 7,000 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh ---
13 Annual electricity consumption after, MWh ---
14 First year electricity savings, MWh 59
15 First year tons of CO mitigated 592
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 5902
Gas Utilization at Canteen Gas Holder
38

1 ID: 39 Title of measure Sector: Dairy
2 Survey Year: 2007 Technology: Heating Coils
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6Nestle is a multinational company with its worldwide operations in over 80 countries, and a turnover of US$ 63 billion. Nestle Moga is the first & the largest factory of seven of the Nestle India limited factories. Moga factory started production in 1962. Today Moga contributes almost 75% of Nestle India's total production volume, manufacturing 105,000 tons of food products. The entire range of milks, culinary products and cereals are manufactured in Moga with brand names like Lactogen, Cerelac, Milkmaid, Maggi Noodle, Maggi tomato ketchup, Everyday Dairy whitener & many more.
7
The unit has 8 number of air heaters for providing hot air to dryers in Egron department for drying of milk into base powder. The temperature of hot air is around 360°C. Furnace oil is used as fuel for its operation. A high pressure (HP) fan forces ambient air into the heater which is eventually passed on to dryers through induced draft (ID) fans after heating. As the cost incurred ating of air with steam is much lower as compared to that of FO. Therefore the in-house team decided to use steam for air heating, as much as possible and opted to preheat the inlet air, with a help of steam heat exchangers. The team installed a steam-heated coil in between HP fan & heater furnace to increase the temperature of inlet air to 100°C. This measure reduced the oil consumption from 98 Ltrs/hr to 88Ltrs/hr.
Preheating the inlet air by providing
Steam coils
8
Nestle India Limited, Moga, Punjab, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
9 Total investment : 12,500 US$
10 First year energy cost savings : 33,650 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual oil consumption before, kl 647
13 Annual oil consumption after, kl 581
14 First year oil savings, kl 66
15 First year tons of CO mitigated 199 2
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 1,990 2
Nestle Pvt. Ltd Picture After Modification
39

1 ID: 40 Title of measure Sector: Dairy
2 Survey Year: 2007 Replacement of PID controllers for 10 & Technology: PID Controllers
20 KLPH Milk Pasteurizers
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6Kolar Dist. Cooperative Milk Producers' Societies Union Limited, (KOMUL) registered under Co-operative Societies act, is Karnataka's second highest Milk Producing District organization. KOMUL has full-fledged dairy at Kolar with installed handling capacity of 0.2million liters per day, along with 3 milk chilling centers with an installed capacity of 0.1 million liters per day each. Presently Kolar is processing 0.25 million liters per day of milk at Kolar dairy to meet the requirements of market milk in sachets, UHT Milk and Curds. The products manufactured are Butter,Ghee,Peda,Buttermilk and Set Curd.
7The in-house team observed that the PID (proportional–integral–derivative) controllers were not working satisfactorily, resulting in huge thermal losses in the pasteurizers. Hence the team provided new PID cotrollers to both the milk pasteurizers. This resulted in reduction in steam usage in both the 10 KLPH and 20 KLPH Pasteurizers and saved 30 kilo liters of furnace oil.
Kolar Milk Union Limited, Huttur, Kolar, Karnataka, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture before Modification 8 Picture After Modification
9 Total investment : 4,000 US$
10 First year energy cost savings : 16,675 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual oil consumption before, kl --
13 Annual oil consumption after, kl --
14 First year oil savings, kl 30
15 First year tons of CO mitigated 902
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 9002
40

1 ID: 41 Title of measure Sector: Dairy
2 Survey Year: 2007 Stoppage of 15 HP pump by pipeline Technology: Pipeline
modification Modification
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6Kolhapur Zilla Sahakari Dudh Utpadak Sangh Limited well known with its popular brand 'Gokul' is an
Operation Flood co operative dairy project established on in 1963. Gokul is supporting the producers by giving all technical input services like animal health care, feed & fodder supply animal breeding facility with necessary training. Gokul has also strengthened its Animal Husbandry, Artificial Insemination, Feed and Fodder Development activities. At present Gokul has modern 0.7 million Liters/day capacity dairy plant with 4 chilling centers having 0.37 million Liters/day milk handling capacity with modern Packing Unit at Navi Mumbai.
7The in-house team, during inspection, suggested some modifications to be done in the 30 TPD powder plant. After carrying out these modifications, one no. of cooling water pump (15HP) could be stopped.
Kolhapur Zilla Sahakari Dudh Utp. Sangh Limited, Kolhapur,
Maharashtra, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Cooling Water Pumps Picture After Modification8
9 Total investment : 250 US$
10 First year energy cost savings : 1,925 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh --
13 Annual electricity consumption after, MWh --
14 First year electricity savings, MWh 21
15 First year tons of CO mitigated 212
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 2102
41

1 ID: 42 Title of measure Sector: Drugs &
Pharmaceuticals Industry
2 Survey Year: 2007 Installation of energy efficient agitators Technology : Agitators
3 Name of the Company :
4 Agency that executed the project : GMMP faudler India Limited
5 Year of Implementation : 2005-06
6
Jubilant Organosys Limited, a US$ 0.38 billion company is an integrated pharmaceutical industry player with a wide range of products and services for global life sciences companies. The Company is one of the largest Custom Research and Manufacturing Services (CRAMS) and Drug Discovery and Development Services organizations in India. Jubilant has a presence in generic pharmaceuticals business in the US and supply dosage forms along with regulatory services to European generic companies. The turnover of the Nanjangud unit for the year 2006-07 is US$ 36 million.
7In the unit, earlier the mixing vessels and reactors were installed with conventional anchor design agitators. It was found that the hydrofoil agitators by virtue of their lower power numbers were better choice. Power
3 5number of agitators is given by : Power Number: P = P / (Pm N D ), whereo
P = power transmitted to the agitator (kW)3
P = density of the mixture (kg/m )m
D = agitator diameter (m)N = agitator speed (rev / s)A study of the mixing pattern was done and efficient agitator was designed with help of GMMP faudler India limited and based on trial results high volume high power dedicated reactor agitators were replaced by hydrofoil agitators . This resulted in lower power requirement as well as better yields due to better mixing.
8
Jubilant Organosys Limited ,Nanjangud,
Mysore, Karnataka, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Before Modification After Modification
9 Total investment : 57,500 US$
10 First year energy cost savings : 53,000 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 710
13 Annual electricity consumption after, MWh 254
14 First year electricity savings, MWh 455
15 First year tons of CO mitigated 455 2
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 4,5502
42

1 ID: 43 Title of measure Sector: Electronics
2 Survey Year: 2007 Technology : Variable
Frequency Dreives
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006
6
Bharat Electronics Limited (BEL), founded in 1954 to meet the Defense needs of the Government of India, is India's premier Electronics Organization . BEL manufactures more than 350 different products, comprising communications equipment, solar – powered traffic signals, solar energy, radars for military and civil use, optical and opto–electronic equipment, sound and vision broadcasting equipment, electronic components and electronic voting machines etc., The annual turnover of the unit is nearly US$ 0.49 billion.
7In BEL Bangalore, normally blowers are operated as per the requirement. The measured air flow from these blowers is around 70% of the rated capacity. Also the requirement of air flow varies with the ambient conditions. The in-house team in the unit felt that the best method to control the air flow rate is by optimizing the speed of the blower. At times the air flow requirement will go down as low as 50%. At present, plant is operating one blower in each AHU (Air Handling Unit). For reduction in flow variable speed drivers were installed to these blowers. After installation the blowers are operating at lower speed (20 - 30% less speed than rated) this has resulted in reduction in power consumptionPresent power consumption of blowersPresent operating blowers power cons. (2 nos.) : 106 kWExpected reduction in power consumption (2 nos.) : 42 kW (At 20% less speed)Annual operating hours : 4000 (AHU 9 -8 hr, AHU 10-16 hr per day) Annual reduction in power consumption : 168 million kWh
8
Installation of variable speed drives in
air handling units
Bharat Electronics Limited, Bangalore, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
BEL Bangalore Picture After Modification
9 Total investment : 30,000 US$
10 First year energy cost savings : 20,025 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 424
13 Annual electricity consumption after, MWh 256
14 First year electricity savings, MWh 168
15 First year tons of CO mitigated 1682
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 1,6802
43

1 ID: 44 Title of measure Sector: Fertilizer Industry
2 Survey Year: 2007 Technology : Preheaters
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
Coromandel Fertilisers Limited, incorporated in 1964, is one of the leading manufacturer's of farm inputs comprising phosphatic fertilisers and pesticides. It belongs to the well known south India based Murugappa Group. It has Complex Fertiliser manufacturing facilities at Visakhapatnam and Ennore, Single superPhosphate manufacturing facility at Ranipet, and Pesticides manufacturing facilities at Thane, Jammu and Ankleshwar. The main product of Visakhapatnam Fertiliser Plant is Complex Fertiliser grades of 28-28-0, 14-35-14, 20-20-0 and 10-26-26, specialty nutrient fertilisers like Bentonite Sulphur and Water Soluble Fertilisers. The total Production capacity is 0.80 Million Tonnes per annum of Complex Fertiliser. The Visakhapatnam unit's annual sale turnover was US$ 0.35 billion in 2006-07.
7This project is the first of its kind in the fertilizer industry in India and is the innovation of the in-house team. The team observed that the surplus steam used for power generation, generally yields a thermal efficiency of 35%. However, when the same steam is used for drying, as in the case of this project, the thermal efficiency is more than 60%.The team recommended using the surplus steam in lieu of LSHS (Low Sulphur Heavy Stock) fuel firing, to preheat the air for drying of fertilizer products.
8
Use of Surplus steam for Preheating
the air
Coromandel Fertilizers Limited, Sriharipuram,
Visakhapatnam, Andhra Pradesh, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Coromandel Fertilizers Ltd., Visakhapatnam Picture After Modification
9 Total investment : 1,637,500 US$
10 First year energy cost savings : 1,274,150 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual oil consumption before, kl 7,211
13 Annual oil consumption after, kl 2,830
14 First year oil savings, kl 4,381
15 First year tons of CO mitigated 13,2132
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 1,32,1302
44
1 ID: 45 Title of measure Sector: Fertilizer Industry
2 Survey Year: 2007 Technology :
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
The flagship company of the Nagarjuna Group, Nagarjuna Fertilizers and Chemicals Limited is one of the leading manufacturer and supplier of plant nutrients in India. Nagarjuna Fertilizers and Chemicals Limited is involved in the production and marketing of a wide range of fertilizers. Urea, the widely used nitrogenous fertilizer is both manufactured (at Kakinada Plant) and marketed through imports (at Vizag and Kakinada Ports). NFCL currently markets about 1.2 million tons of Manufactured Urea and about 0.6 million tons of Imported Urea per annum.The sales turnover for the kakinada unit for the year 2006-07 is US$ 0.13 billion.
7In Ammonia plant, Primary Reformer is one of the major energy intensive equipment. The in-house team observed that during normal operation the suction damper of ID (Induced Draft) fan is open by only 20 to 25% even at higher loads. The motor power consumption and fan efficiency were 883 kW and 51.2 % respectively. Too much throttling of Inlet dampers was causing higher pressure drop and inefficiency of fan. The in-house team decided to install a Variable Speed Fluid Coupling. However, the installation including the modification of existing foundation, modification of base plate to place Fluid coupling and motor were carried out with the technical expertise available within NFCL.The original speed of the fan was 1000 rpm and after installation of the fluid coupling the speed of fan was brought down to 790 rpm which resulted in considerable power savings in the motor. The power consumption after installation of Fluid Coupling was 683 KW. The Fluid Coupling unit continues to run successfully since commissioning.
8
Fluid Coupling Installation for Ammonia
Primary Reformer ID Fan
Fluid Coupling
Nagarjuna Fertilizers and Chemicals Limited, Kakinada,
Andhra Pradesh, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Nagarjuna Fertilizers, Kakinada Plant Picture After Modification
9 Total investment : 45,000 US$
10 First year energy cost savings : 35,350 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 7,920
13 Annual electricity consumption after, MWh 6,336
14 First year electricity savings, MWh 1,584
15 First year tons of CO mitigated 1,584 2
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 15,840 2
45

1 ID: 46 Title of measure Sector: Food Processing
Industry
2 Survey Year: 2007 Technology : Lighting Systems
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
Glaxo Smtihkline Consumer Healthcare Limited is an Indian group Company/associate of Glaxo Smithkline plc U.K. GlaxoSmtihkline Consumer Healthcare Limited is one of the largest players in the health food drinks industry in India. The Sonepat factory is involved in the manufacture of Horlicks, the flagship product of the Company, incorporating the highest and most stringent global manufacturing processes in the industry. The factory has a fully automated design that allows the product to be produced hygienically.
7The in-house team conducted a rationalization study and reviewed the lighting system in the plant. The team inspected for the opportunities of energy conservation in terms of usage and required lighting levels. On the basis of the recommendations of the study, 55 Nos. of 70 W HPSV fittings were replaced by 11 W CFL's, and 400 W Mercury Vapor Lamps were replaced by 250 W Lamps.
8
Replacement of HPSV by CFLs
GlaxoSmithkline Consumer Healthcare Limited, Sonepat,
Haryana, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture Before Modification Picture After Modification
9 Total investment : 1,250 US$
10 First year energy cost savings : 5,625 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh -
13 Annual electricity consumption after, MWh -
14 First year electricity savings, MWh 41
15 First year tons of CO mitigated 41 2
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 410 2
70 W HPSV 11W CFL
46

1 ID: 47 Title of measure Sector: Food Processing
Industry
2 Survey Year: 2007 Technology : Bio-composting
of degradable waste
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
Glaxo Smtihkline Consumer Healthcare Limited is an Indian group Company/associate of Glaxo Smithkline plc U.K. GlaxoSmtihkline Consumer Healthcare Ltd. is one of the largest players in the health food drinks industry in India. The Nabha factory is involved in the manufacture of Horlicks,Boost,Maltova and Viva.Nabha site was inaugurated in 1961 and has grown from 1 unit-1 line plant to a 3 units-14 lines production plant. The production capacity has grown from 2 Kilo Tonnes Horlicks production to 51 Kilo Tonnes (Includes Horlicks, its variants and other health drinks).
7The in-house energy management team, in its constant endeavor for improving the environment, recommended the development and deployment of 'Bio composting technique'.
This technique not only reduces the environmental pollution through the use of incinerator, but also aims at conserving electrical and natural resources like diesel besides enhancing the community partnership of the company through providing natural manure to the farmers for increasing the yield of the crops.
8
Bio-composting of degradable waste
GlaxoSmithkline Consumer Healthcare Limited, Nabha, Punjab,
INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture Before Modification Picture After Modification
9 Total investment : 750 US$
10 First year energy cost savings : 5,750 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 First year electricity savings, MWh 26
13 First year oil savings, kl 05
14 First year tons of CO mitigated 41 2
15 Assumed sustainability, years 10
16 Expected tons of CO mitigated throughout life cycle 4102
47

1 ID: 48 Title of measure Sector: Food Processing
Industry
2 Survey Year: 2007 Technology : Solar Heating
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
Glaxo Smtihkline Consumer Healthcare Limited is an Indian group Company/associate of Glaxo Smithkline plc U.K. GlaxoSmtihkline Consumer Healthcare Ltd. is one of the largest players in the health food drinks industry in India. The Nabha factory is involved in the manufacture of Horlicks,Boost,Maltova and Viva.Nabha site was inaugurated in 1961 and has grown from 1 unit-1 line plant to a 3 units-14 lines production plant. The production capacity has grown from 2 Kilo Tonnes Horlicks production to 51 Kilo Tonnes (Includes Horlicks, its variants and other health drinks).
7The in-house team replaced electric water heaters with solar water heaters of 500 liters per day capacity (2 in nos.) and 1000 liters per day capacity (1 in nos.). This measure helped in reducing energy consumption as well as giving a clean environment.
8
Installation of solar heaters
GlaxoSmithkline Consumer Healthcare Limited, Nabha,
Punjab, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture Before Modification Picture After Modification
9 Total investment : 11,275 US$
10 First year energy cost savings : 3,625 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh -
13 Annual electricity consumption after, MWh -
14 First year electricity savings, MWh 32
15 First year tons of CO mitigated 32 2
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 320 2
48

1 ID: 49 Title of measure Sector: General
2 Survey Year: 2007 Technology : Lighting Systems
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
Kennametal is a leading global supplier of tooling, engineered components and advanced materials that are consumed in production processes. Kennametal provide its customers with a broad range of technologically advanced tools, tooling systems and engineering services.It's products use highly complex metallurgy and materials science in tungsten carbide powders, high-speed steels, ceramics, industrial diamond and other materials that are particularly resistant to heat, abrasion, pressure and wear. The annual turnover of Kennametal India Ltd in the fiscal year 2006-07 is US$ 89.3 million.
7Fluorescent Lights in shop floor were replaced with energy efficient T-5 Lamps with electronic ballast to reduce the power consumption & improve illumination levels. 540 fitting/ fixtures ware replaced & it was observed shop floor illumination increased by 40 % & the lighting power consumption reduced by 35 %.
8
Energy Efficient Lighting
Kennametal India Limited,Tumkur Road, Bangalore
Unit Profile:
Description of Energy Conservation Measure:-
Picture Before Modification Picture After Modification
9 Total investment : 25,000 US$
10 First year energy cost savings : 53,125 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 936
13 Annual electricity consumption after, MWh 616
14 First year electricity savings, MWh 320
15 First year tons of CO mitigated 3202
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 3,200 2
Energy Efficient T – 5 Lighting FixtureConventional Tube Light Fixture
49

1 ID: 50 Title of measure Sector: General
2 Survey Year: 2007 Technology : Ceramic Fiber
3 Name of the Company :
4 Agency that executed the project : M/s Welmech Engineers, Chennai, INDIA
5 Year of Implementation : 2006-07
6
Rane Madras is a leading manufacturer of critical automotive components like steering linkages, ball joints,axial joints, suspension joints and manual steering gears. It has 3 manufacturing plants at Chennai, Mysore and Pondichery. RML Mysore plant was commissioned in 1984 to manufacture and supply Steering Gears, Suspension Joints and Linkages for Commercial Vehicles, Tractors and Passenger cars. The sales turnover of RML Mysore for the year 2006-07 is US$ 28.1 million.
7The unit had brick lining in the Carburizing furnace. The in–house team took the initiative to get the relining done by less thermal conducting ceramic fiber relining, as an energy conservation measure. Ceramic fiber lining apart from being light weight helps the kiln to achieve its maximum temperature more quickly and cool down faster over kilns constructed with insulating fire brick. Shorter operating cycles increase productivity, reduces wear and tear on the kiln, and saves approximately 30-40% on energy consumption.The team also provided energy efficient strip type heating coil in place of helical heating coil to avoid excessive power loss.
8
Ceramic Fiber Relining of Carburizing
Furnace
Rane(Madras) Limited, Belawadi Post, Mysore, Karnataka,
INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture Before Modification Picture After Modification
9 Total investment : 22,725 US$
10 First year energy cost savings : 14,000 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 690
13 Annual electricity consumption after, MWh 566
14 First year electricity savings, MWh 124
15 First year tons of CO mitigated 124 2
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 1,240 2
50

1 ID: 51 Title of measure Sector: General
2 Survey Year: 2007 Technology : Variable
Frequency Drives
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
Kennametal is a leading global supplier of tooling, enineered components and advanced materials that are consumed in production processes. Kennametal provide its customers with a broad range of technologically advanced tools, tooling systems and engineering services. It's products use highly complex metallurgy and materials science in tungsten carbide powders, high-speed steels, ceramics, industrial diamond and other materials that are particularly resistant to heat, abrasion, pressure and wear. The annual turnover of Kennametal India Limited in the fiscal year 2006-07, is US$ 89.3 million.
7For the centralised Cooling Water System Variable Frequency Drive (VFD) with pressure control was introduced & for the cooling tower fan VFD was installed with closed loop feed back from temperature sensor to optimize the power consumption.
8
Cooling water system improvement
Kennametal India Limited, Tumkur Road, Bangalore
Unit Profile:
Description of Energy Conservation Measure:-
Picture Before Modification Picture After Modification
9 Total investment : 12,500 US$
10 First year energy cost savings : 17,425 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 525
13 Annual electricity consumption after, MWh 420
14 First year electricity savings, MWh 105
15 First year tons of CO mitigated 105 2
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 1,050 2
Controls with out VFD Controls with VFD
Pressure transducer Temperature Sensor
51

1 ID: 52 Title of measure Sector: Hospitals
2 Survey Year: 2007 Technology : Rationalization
of water heating
3 Name of the Company :
4 Agency that executed the project : DSCL Energy Services Co. Limited, New Delhi
5 Year of Implementation : 2006-07
6
Batra Hospital and Medical Research Centre was founded in 1987. The Hospital meets the objective of providing high quality Medicare with value for money for privileged patients and at the same time offers its charitable services for the economically weaker sections of society. Batra Hospital offers over 42 specialties, ranging from Cardiology, Oncology, Nephrology and Nuclear Medicine, to Pediatrics, Gynecology and Obstetrics, dentistry and Physiotherapy.
7There are 3 nos of hot water generators (1 no. of 6000 kCal/hr and 2 nos of 3000 kCal/hr each) of which the 6000 kCal/hr generator and one 3000 kCal/hr generator were in operation. The hot water temperature varies from 60-65 deg C. The flue gas temperature measured at the outlet of the HWG was 547 deg C and the operating efficiency was about 65%. The boilers at the old block had sufficient margin to generate steam to meet the requirement of hot water for the new block. The efficiency of the boiler was about 80% and was expected to go up after installation of the economizer. It was suggested to install a steam pipeline up to the hot water tank at the new block and cut off the HWG. This was implemented along with a new 10 kL tank.
8
Use of steam from boiler to meet the
hot water requirement at New Block
Batra Hospital & Medical Research Centre, New Delhi, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture Before Modification Picture After Modification
Steam Heated System
9 Total investment : 45,000 US$
10 First year energy cost savings : 55,000 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual oil consumption before, kl —
13 Annual oil consumption after, kl —
14 First year oil savings, kl 69
15 First year tons of CO mitigated 2082
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 2,0802
52

1 ID: 53 Title of measure Sector: Hospitals
2 Survey Year: 2007 Technology : Energy Efficient
Lighting
3 Name of the Company :
4 Agency that executed the project : DSCL Energy Services Co. Limited, New Delhi
5 Year of Implementation : 2006-07
6
Batra Hospital and Medical Research Centre was founded in 1987. The Hospital meets the objective of providing high quality Medicare with value for money for privileged patients and at the same time offers its charitable services for the economically weaker sections of society. Batra Hospital offers over 42 specialties, ranging from Cardiology, Oncology, Nephrology and Nuclear Medicine, to Pediatrics, Gynecology and Obstetrics, dentistry and Physiotherapy.
7The following were the measures implemented in the lighting system at the new and old blocks�Change of 4ft T8 FL (Magnetic ballast) with High Lumen T8 (Electronic Ballast)�Change of 2 ft T12 FL (Magnetic ballast) with High Lumen T8 (Electronic Ballast)�Change of 60 W GLS with 13 W CFL�Change of 30 W GLS with 10 W CFL�Change of 15 W GLS with 5 W CFL
(In the above cases the double fittings were changed to single fittings with reflectors)
8
Installation of Energy Efficient lighting
system in old and new blocks
Batra Hospital & Medical Research Centre, New Delhi, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture After Modification Graph showing Electricity Consumption
Before And After Modification
9 Total investment : 57,500 US$
10 First year energy cost savings : 107,500 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 1,365
13 Annual electricity consumption after, MWh 670
14 First year electricity savings, MWh 695
15 First year tons of CO mitigated 6952
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 6,9502
53

1 ID: 54 Title of measure Sector: Hospitals
2 Survey Year: 2007 Heat Recovery by installation of eco- Technology: Economizer
nomizer in the boiler
3 Name of the Company :
4 Agency that executed the project : DSCL Energy Services Co. Limited, New Delhi
5 Year of Implementation : 2006-07
6
Batra Hospital and Medical Research Centre was founded in 1987. The Hospital meets the objective of providing high quality Medicare with value for money for privileged patients and at the same time offers its charitable services for the economically weaker sections of society.
7Batra Hospital has 2 nos of 2 TPH fire-tube boilers (one standby). Steam is generated at a pressure of 7.5 to
28.5 kg/cm . The flue gas temperature was measured to be 280 deg C. This high temperature increased the losses in the boiler. It was suggested to install an economizer in the flue gas path to recover the heat from the flue gases. This would heat up the boiler feed water and hence the total system efficiency would increase. The economizer was installed along with 2 boiler feed water tanks.
8
Batra Hospital & Medical Research Centre, New Delhi, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture Before Modification Picture After Modification
Batra Hospital offers over 42 specialities, ranging from Cardiology, Oncology, Nephrology and Nuclear Medicine, to Paediatrics, Gynaecology and Obstetrics, Dentistry and Physiotherapy.
9 Total investment : 25,000 US$
10 First year energy cost savings : 18,750 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual oil consumption before, kl 450
13 Annual oil consumption after, kl 422
14 First year oil savings, kl 28
15 First year tons of CO mitigated 842
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 8402
Boiler
LDO tank
Soft
water
chimney
Steam
Make: Walia Engg
Capacity: 2 TPH
Pressure: 10.5 kg/cm2
3 pass
Feed water tank
Blowe
r
280 deg C
Boiler
chimney
Steam
Feed
water
tank
Blower
280oC
150oC
Economizer
Boiler feed water pump
Over head tank
54

1 ID: 55 Title of measure Sector: Hospitals
2 Survey Year: 2007 Stopping the pumps by doing online Technology: Pumps
chlorination of the water
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
Batra Hospital and Medical Research Centre was founded in 1987. The Hospital meets the objective of providing high quality Medicare with value for money for privileged patients and at the same time offers its charitable services for the economically weaker sections of society.
7Initially there were 2 pumps running to deliver soft water and chlorinated water to the over head tanks. The in-house team recommended the chlorination to be done online. By carrying out some minor modifications, chlorination was done online at the soft water pumps and hence the chlorinated water pumps were stopped.
8
Batra Hospital & Medical Research Centre, New Delhi, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Batra Hospital and Medical Picture After Modification
Research Centre
Batra Hospital offers over 42 specialities, ranging from Cardiology, Oncology, Nephrology and Nuclear Medicine to Paediatrics, Gynaecology and Obstetrics, Dentistry and Physiotherapy.
9 Total investment : Nil
10 First year energy cost savings : 36,250 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh -
13 Annual electricity consumption after, MWh -
14 First year electricity savings, MWh 295
15 First year tons of CO mitigated 2952
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 2,9502
55

1 ID: 56 Title of measure Sector:
2 Survey Year: 2007 Introduction of burners in preheat- zone Technology: Burners
in furnace 1 & 2 in Rail and Structural Mill
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6Bhilai Steel Plant, a unit of Steel Authority of India Limited is a public sector undertaking and was conceived under Indo-USSR Treaty. The plant is located at the central position of India, which is one of the major iron belt of India. Bhilai Steel Plant produces wide range of products. This includes Rails, Wire Rods, Plates and Merchant products.Bhilai steel plant registered sales turnover of US$ 3.38 billion in the year 2006-07.
7The in-house team,with the help of RDCIS, Ranchi,introduced the side burners in the Furnace. 1 & 2 of Rail and Structural Mill. This measure has improved the heat distribution inside the furnace and there by Furnace productivity was improved. The Sp. Heat consumption was reduced by 10 Mcal/T ( 6000 Gcal/Year).
8
Iron & Steel Industry
Bhilai Steel Plant, Seel Authority of India Limited,
Chattisgarh, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture Before Modification Picture After Modification
9 Total investment : Negligible
10 First year energy cost savings : 67,500 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil3
12 Annual gas consumption before, thousands of m 195,0003
13 Annual gas consumption after, thousands of m 192,000 3
14 First year gas savings, thousands of m 3,000
15 First year tons of CO mitigated 8,3582
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 83,5802
56

1 ID: 57 Title of measure Sector:
2 Survey Year: 2007 Technology: Energy Saver
(Energy Efficient Transformer)
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6Rashtriya Ispat Nigam Limited is the corporate entity of Vishakhapatnam steel plant. The plant has a capacity to produce 2.656 Mt of saleable steel of which 2.410 Mt is finished steel. Visakhapatnam steel plant is among the premier steel mills in India earning revenue of US$ 1.36 billion. The commitment to energy conservation has reflected in the energy policy of RINL where in it is committed to reduce specific energy consumption by 1% per year up to 2010AD.
7There are 40 Nos. of Street Light Fitting of HPSV 400 watts for illuminating the Pump House 11, 16 & 18. 40 kVA energy savers were installed in above places. There is provision to change the supply voltage. Accordingly, each light fitting will get 230 V AC from 6 PM to 11:30 PM and afterwards the supply will come down to 194 V. Installation of above system reduced electricity consumption by 20%. The load current reduced from 30 A to 22 A with installation of Energy saver at PH 11 and 40 Amps to 26 Amps at PH-18.
8
Iron & Steel Industry
Installation of 40 kVA energy savers
at Pump House
Rashtriya Ispat Nigam Limited, Visakhapatnam, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Rashtriya Ispat Nigam Picture After Modification
I
9 Total investment : Not known
10 First year energy cost savings : 950 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 76
13 Annual electricity consumption after, MWh 61
14 First year electricity savings, MWh 15
15 First year tons of CO mitigated 152
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 150 2
57

1 ID: 58 Title of measure Sector:
2 Survey Year: 2007 Modification of the contact clamps Technology: Contact Clamps
3 Name of the Company :
4 Agency that executed the project : M/s Metsa Engg., Kolkata
5 Year of Implementation : 2006-07
6Manganese ore(India) Limited is one of the largest Manganese ore producing company in India as well as all over world. MOIL produces almost 55% total production of High grade Manganese ore produced in India. MOIL operates a 10000 TPA capacity Ferro-Manganese plant at Balaghat (Madhya Pradesh), producing 78% grade of High Carbon Ferro Manganese.The annual sales turnover of the unit in 2006-07 was reported US$ 9.92 million.
7There were frequent breakdown of the plant due to failure of contact clamps provided for holding of electrode and giving power to the electrode. By means of Quality Circle the design of contact clamps has been changed as below.The breakdown details contact clamps for last three years are as follows
Failure of contact clamp causes complete breakdown of plant. It requires preheating of raw material which is the wastage of electricity. The savings due to reduction in downtime
Savings = Breakdown time x KW per hour /1000000In 2006-07 in Lac KWH = 44 × 3800 /1000000
= 0.167 million kWh
8
Iron & Steel Industry
Manganese Ore (India) Limited, Ferro Manganese Plant,
Balaghat Mines, Madhya Pradesh, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture Before Modification Picture After Modification
Year Breakdown due to failure of contact clamp in Hrs
2004-05 300.502005-06 44.00 2006-07 Nil
9 Total investment : 1,500 US$
10 First year energy cost savings : 16,700 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh —
13 Annual electricity consumption after, MWh —
14 First year electricity savings, MWh 167
15 First year tons of CO mitigated 1672
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 1,6702
58

1 ID: 59 Title of measure Sector:
2 Survey Year: 2007 Technology: FRP Fan Blades
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6Rashtriya Ispat Nigam Limited is the corporate entity of Vishakhapatnam steel plant. The plant has a capacity to produce 2.656 Mt of saleable steel of which 2.410 Mt is finished steel. Visakhapatnam steel plant is among the premier steel mills in India earning revenue of US$ 1.36 billion. The commitment to energy conservation has reflected in the energy policy of RINL where in it is committed to reduce specific energy consumption by 1% per year up to 2010AD.
7The Pump house –4 of the unit meets water requirements of captive power plants. The Cooling Tower-16 is operated by cooling tower fan which are driven by 16 kW motors. The effectiveness of cooling tower is less due to the inherent nature of glass reinforced blades due to its high weight. The torque requirements are very high.Existing glass reinforced fan blades are replaced with Fiber Resistant Plastic fan blades. About 19 fans were replaced with Fiber Glass reinforced plastic Fans blades. The air velocity improved from 6.5 to 6.9 m/sec and operating current reduced from 100 Amps to 95 Amps. Above activity resulted in reduction of motor load and reduced electricity consumption.
8
Iron & Steel Industry
Replacement of existing glass
reinforced fan blades by Fiber Glass
reinforced plastic Fans
Rashtiya Ispat Nigam Limited, Visakhapatnam, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture Before Modification Picture After Modification
I
9 Total investment : Not known
10 First year energy cost savings : 166,425 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 10,982
13 Annual electricity consumption after, MWh 8,319
14 First year electricity savings, MWh 2,663
15 First year tons of CO mitigated 2,6632
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 26,630 2
59

1 ID: 60 Title of measure Sector:
2 Survey Year: 2007 Door & Door Framr Regulation In Technology: Process control
Batteries of Coke Oven
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6Rourkela Steel Plant (RSP) a unit of Steel Authority of India Limited (SAIL) was started in late fifties in collaborations with leading Steel makers from the Federal Republic of Germany. Rourkela Steel Plant produces a wide variety at special purpose Steels. The steel plates are used in ship building and high pressure vessels, Silicon Steel in electrical industries, corrugated Galvanized sheets for roofing, pipes for the oil and gas industries, Tin plates for packaging industries etc.
7
The in-house team took up the activity for insertion of ceramic fibre to seal the gap between door and door frame of each oven of Coke Ovens, after every pushing on round the clock basis. The same team is alsostraightening the knife edge of the door after each pushing so that the door can seat properly.
8
Iron & Steel Industry
Rourkela Steel Plant, Seel Authority of India Limited,
Chattisgarh, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture Before Modification Picture After Modification
9 Total investment : Negligible
10 First year energy cost savings : 67,500 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil3
12 Annual gas consumption before, thousands of m --3
13 Annual gas consumption after, thousands of m -- 3
14 First year gas savings, thousands of m 8,760
15 First year tons of CO mitigated 24,4052
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 244,0502
60

1 ID: 61 Title of measure Sector:
2 Survey Year: 2007 Recycling of Tar sludge in to coke ovens Technology: Coke Ovens
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6Rashtriya Ispat Nigam Limited is the corporate entity of Vishakhapatnam steel plant. The plant has a capacity to produce 2.656 Mt of saleable steel of which 2.410 Mt is finished steel. Visakhapatnam steel plant is among the premier steel mills in India earning revenue of US$ 1.36 billion. The commitment to energy conservation has reflected in the energy policy of RINL where in it is committed to reduce specific energy consumption by 1% per year up to 2010 AD.
7Coking coal after selective crushing and proper blending is subjected to destructive deistillation (heating in the absence of air) in the Coke Ovens. After heating for nearly a period of 16-18 hours at a temperature of
oabout 1100 C, coke is obtained and is used as a fuel as well as reducing agent in the Blast Furnace.During Coke making process, volatile matter present in the coal becomes coke oven gas. While cooling coke oven gas, tar present in the gas is condensed in hydraulic main, Primary Gas Cooler & Electro Static Precipitator. Tar separated in Decanters is called tar sludge. In tar storage tank, sludge settles down and deposited at the bottom. Every year the sludge is cleaned from the storage tank.The tar sludge was dumped beyond tar plant boundary, which is causing land degradation. Since it contains carbon, it can be used in coke oven along with coal charge. Tar sludge is dumped near Yard-2 conveyor. The Yard-2 conveyor charges coal into coke oven. A connection was made to Yard-2 conveyor with inclined conveyor. Tar sludge is charged to the inclined conveyor, which feeds to the yard – 2 conveyor carrying coal. About 1734 tons of Tar sludge is recycled in to coke oven batteries and replaced Coking coal to the extent of 1734 tons.
8
Iron & Steel Industry
Rashtiya Ispat Nigam Limited, Visakhapatnam,
Andhra Pradesh, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
I
Coke Ovens
61

I
9 Total investment : -
10 First year energy cost savings : 10,000 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual coal consumption before, tons -
13 Annual coal consumption after, tons -
14 First year coal savings, tons 1,734
15 First year tons of CO mitigated 2,462 2
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 24,620 2
62

1 ID: 62 Title of measure Sector:
2 Survey Year: 2007 Installation of VFD's for Shell cooling Technology: Variable Frequency
Tower pumps and Return water pumps Drives
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6Sesa Industries Limited commenced operations in 1994 and is engaged in the manufacture and sale of Pig
3Iron. The Pig Iron Plant at Amona has two Mini blast furnaces with working volume of 173 M each. Annual production is 250,000 tons of Pig Iron and 60,000 tons of slag which is dried to 2% moisture and sold for use in the cement industry. The annual turnover of the company in 2006-07 is US$ 95 million.
7The in-house team had already installed the variable frequency drives for Boiler ID fan & Glendon ID fan. Encouraged by significant energy saving achieved , the unit has installed VFD's for its main cooling tower pumps in the month of April 2006.After installation of the VFD the average power consumed by cooling pump reduced by approx 33%.
8
Iron & Steel Industry
Sesa Industries Limited, Panjim, Goa, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Blast Furnace at Sesa Industries Picture After Modification
9 Total investment : 30,000 US$
10 First year energy cost savings : 34,100 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 2,352
13 Annual electricity consumption after, MWh 1,680
14 First year electricity savings, MWh 671
15 First year tons of CO mitigated 6712
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 6,7102
63

1 ID: 63 Title of measure Sector:
2 Survey Year: 2007 Reduction of fuel consumption in Sinter Technology: Contact Clamps
Ignition furnace
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6Rashtriya Ispat Nigam Limited is the corporate entity of Vishakhapatnam steel plant. The plant has a capacity to produce 2.656 Mt of saleable steel of which 2.410 Mt is finished steel. Visakhapatnam steel plant is among the premier steel mills in India earning revenue of US$ 1.36 billion. The commitment to energy conservation has reflected in the energy policy of RINL where in it is committed to reduce specific energy consumption by 1% per year up to 2010 AD.
7Sintering is a process in which heat is produced by combustion of coke breeze, which is a moving bed of fine sized materials such as iron ore dust, sludge etc so as to agglomerate the loose particles into a compact porous mass(called sinter) for use in blast furnace as raw material for iron making. Sinter Ignition furnace uses mixed gas for burning of agglomerate. In earlier modification, the working zone length of ignition furnace was reduced to 50% and accordingly 10 out of 20 burners were blanked. All the six window boxes below the furnace were throttled in order to control the pressure in the working zone. However, the pressure control was poor due to the negative influence of the idle zone on the working zone, as there was no partition wall between these two zones.The in-house team studied this problem and the idle zone was provided with additional air supply lines. These are from the existing air supply fan to the furnace. As a result of filling of the vacuum /empty space in the idle zone of furnace, the pressure control of the firing/working zone has improved and temperature control also became very smooth. In addition to this, wind boxes 4,5&6 were fully opened for the purpose of sintering. As a result of improved control over furnace atmosphere and reduced false air influence in fuel combustion, the fuel consumption reduced. The specific heat consumption reduced from 34 Mcal/t to 32 Mcal/t during the year.
8
Iron & Steel Industry
Rashtiya Ispat Nigam Limited, Visakhapatnam,
Andhra Pradesh, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture Before Modification Picture After Modification
9 Total investment : -
10 First year energy cost savings : 121,675 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil3
12 Annual gas consumption before, thousands of m 96,9003
13 Annual gas consumption after, thousands of m 91,2003
14 First year gas savings, thousands of m 5,700
15 First year tons of CO mitigated 15,8802
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 158,8002
64
I

1 ID: 64 Title of measure Sector:
2 Survey Year: 2007 Power saving in Oxygen Plant by Technology: Control Systems
reducing the delivery pressure
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6Established in 1907, Tata Steel is Asia's first and India's largest private sector steel company. Tata Steel is among the lowest cost producers of steel in the world. It has its captive raw material resources and the state-of-the-art 5 MTPA (million tonne per annum) plant at Jamshedpur, in Jharkhand State. Tata Steel has recently included in its fold NatSteel, Asia (2 MTPA) and Millennium Steel (now Tata Steel Thailand) (1.7 MTPA) creating a manufacturing network in eight markets in South East Asia and Pacific rim countries. Soon the Jamshedpur plant will expand its capacity from 5 MTPA to 7 MTPA by 2008.
7Oxygen is supplied for lron & Steel making through pipeline network. One of these is high pressure network and is operating at 32 kg/sqcm .The other is a low pressure network operating at 6 kg/sqcm. For steel making high pressure oxygen is required whereas for Blast furnaces, the requirement of oxygen is at 6 kg/sqcm as the oxygen is injected in the cold blast main of the blast furnaces.Oxygen being supplied from the in-house oxygen plant to G Blast furnace was being supplied at high pressure through the pipeline network inside the plant and just before the injection point, the pressure was reduced to 6 kg/sqcm through Pressure Reducing Station. The requirement of G Blast furnace oxygen was such that it matched the 2 x 275 TPD oxygen plant capacity hence the oxygen supply network was modified and air compressors of 2 x 275 TPD oxygen plant made to operate at a pressure of 16kg/sqcm in place of 32 kg/sqcm. Thus by reducing the supply pressure, power saving of 6 kWh/ ton of oxygen was achieved.
8
Iron & Steel Industry
Tata Steel Limited, Jamshedpur, Jharkhand, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture Before Modification Picture After Modification
9 Total investment : 250,000 US$
10 First year energy cost savings : 37,675 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 78,694
13 Annual electricity consumption after, MWh 78,092
14 First year electricity savings, MWh 602
15 First year tons of CO mitigated 6,0202
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 6,020 2
65

1. ID: 65 Title of measure Sector: Mining
2 Survey Year: 2007 Modification of secondary and tertiary Technology: Crushers
crushers control systems
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6Hindustan Zinc Limited is an integrated Zinc manufacturer in India and owns captive Zinc mines that supply complete requirement of Zinc concentrate for its smelters. HZL operates mechanized open cast (Rampura Agucha Mine) as well as underground mines (Rajpura Dariba and Zawar Mines) in the state of Rajasthan. Rampura Agucha Mine was commissioned in the year of 1991 and it is located in Rajasthan.The present capacity of the mine is 3.75 million MTPA ore production with 13.54% Zinc, & 1.97% Lead and beneficiation plant to produce zinc and lead concentrates of 53-54% and 60-65% respectively.
7Minor modification In the unit, the lubrication of the Secondary and Tertiary crushers used to run continuously. The in-house team recommended that after doing some minor modifications in the control circuit, energy can be saved. The modifications were carried out in the control circuit and the lubrication was made to stop 30 minutes after stopping of the crusher.
Hindustan Zinc Limited, Rampura Agucha Mine,
Distt. Bhilwara, Rajasthan, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
View of Rampura Agucha Mine Picture After Modification8
9 Total investment : 500 US$
10 First year energy cost savings : 6,500 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 230
13 Annual electricity consumption after, MWh 170
14 First year electricity savings, MWh 60
15 First year tons of CO mitigated 602
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 6002
Lubrication pump of Crusher with interlock
66

1. ID: 66 Title of measure Sector: Mining
2 Survey Year: 2007 Auto operation of Sump pumps Technology: Automation
Systems
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6Hindustan Zinc Limited is an integrated Zinc manufacturer in India and owns captive Zinc mines that supply complete requirement of Zinc concentrate for its smelters. HZL operates mechanized open cast (Rampura Agucha Mine) as well as underground mines (Rajpura Dariba and Zawar Mines) in the state of Rajasthan. Rampura Agucha Mine was commissioned in the year of 1991 and it is located in Rajasthan.The present capacity of the mine is 3.75 million MTPA ore production with 13.54% Zinc, & 1.97% Lead and beneficiation plant to produce zinc and lead concentrates of 53-54% and 60-65% respectively.
7In the unit, the sump pump had to be started and stopped only from the field. The in-house team took the initiative to control the starting and stopping of this pump to save energy. After modification in its control circuit it can now be started/stopped from Distributed Control System (DCS).
Hindustan Zinc Limited, Rampura Agucha Mine,
Distt. Bhilwara, Rajasthan, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
View of Rampura Agucha Mine Picture After Modification
8
9 Total investment : 2,250 US$
10 First year energy cost savings : 4,250 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 181
13 Annual electricity consumption after, MWh 147
14 First year electricity savings, MWh 34
15 First year tons of CO mitigated 342
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 3402
Sump Pump with DCS operation
67

1 ID: 67 Title of measure Sector:
2 Survey Year: 2006 Technology:
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6Bharat Sanchar Nigam Limited known as BSNL, India Communications Corporation Limited, is a public sector communications company in India. BSNL is India's oldest and largest Communication Service Provider (CSP). Currently BSNL has a customer base of 65.3 million (Basic & Mobile telephony). It has footprints throughout India except for the metropolitan cities of Mumbai and New Delhi. As on July 31, 2007 BSNL commanded a customer base of 32.7 million Wire line, 3.7 million CDMA-WLL and 28.9 million GSM Mobile subscribers. BSNL's revenue for the financial year 2006-07 is US$ 9.67 b1billion. The Bangalore East Telephone exchange of BSNL is situated in a residential locality in the East side of Bangalore city.
7The Auto Synchronization of the available 3 nos. 350 kVA with 1 no. 500 kVA EA sets in the following combinations was resorted to in order to optimally utilize the inventory on hand and save time in procurement of high capacity imported sets, besides energy conservation. Through this measure, significant conservation of energy was achieved in the pre- commissioning and running in period of the Data Centre, as requisite combination of DG sets were put in operation in order to cater to electricity demand at the optimum capacity utilization of engines.The combinations used are:a) 500 kVA d) 350 + 350 + 350 = 1050 kVA b) 350 + 350 = 700 kVA e) 350 + 350 + 350 + 500 = 1400 kVAc) 350 + 500 = 850 kVAThe above arrangement substantially reduced the operational expenses by way of optimum diesel consumption thereby leading to Energy conservation.
8
Office Buildings
Auto Synchronization of the Auto Synchronizer
Engine Alternator sets
Bangalore East Telephone Exchange, Bangalore, Karnataka, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Bangalore East Telephone Exchange Picture After Modification
500 kVA DG set
Auto synchronization panel
68

9
CO2
CO2
Total investment : Nil
10 First year energy cost savings : 2,178 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual oil consumption before, kl -
13 Annual oil consumption after, kl -
14 First year oil savings, kl 3
15 First year tons of mitigated 9
16 Assumed sustainability, years 10
17 Expected tons of mitigated throughout life cycle 90
69

1 ID: 68 Title of measure Sector:
2 Survey Year: 2007 Technology: Diffused Aerator
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6Asian Paints is one of the largest paint companies in India with a turnover of around US$ 0.9 billion. Asian Paints operates in 21 countries and has 29 paint manufacturing facilities in the world. Besides Asian Paints, the group operates around the world through its subsidiaries Berger International Limited, Apco Coatings, SCIB Paints and Taubmans. The high service level demands in the Indian market is met through strategically located manufacturing plants near respective zones (1) Ankleshwar, Gujarat (2) Bhandup, Maharashtra (3) Patancheru, Andhra Pradesh (4) Sri Perambudur, Tamil Nadu and (5) Kasna, Greater Noida. Kasna plant services the northern zone of Indian market, which amounts to a quarter of total sales of Asian Paints.
7Before Modification
The aeration in the effluent treatment plant (ETP) was carried out with the help of a surface aerator using an air blower of 4.5 kW capacity, which used to agitate the water thereby getting it in contact with the air and hence enhancing oxidation process. After Modification
The same is now replaced with a diffused aeration system which passes diffused air through the effluent chamber thus causing better oxygenation. The diffused aeration system is supplied with air from a central compressor station. The benefits of the system are improved efficiencies and lower energy requirement.
8
Paints & Allied Product
Industry
Replacement of the surface aerator with a
diffused aerator in effluent treatment plant
Asian Paints, Kasna, Greater Noida, Uttar Pradesh, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture Before Modification Picture After Modification
9 Total investment : 9,075 US$
10 First year energy cost savings :
11 First year additional savings beyond energy (i.e. water, raw materials etc.):
12 Annual electricity consumption before, MWh --
13 Annual electricity consumption after, MWh --
14 First year electricity savings, MWh 39
15 First year tons of CO mitigated 392
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 3902
3,725 US$
Nil
70

1. ID: 69 Title of measure Sector: Paper & Pulp Industry
2 Survey Year: 2007 Technology: Variable
Frequency Drives
3 Name of the Company :
4 Agency that executed the project :
5 Year of Implementation :
6
7
8
Installation of VFD on couch pit &
seal pit pumps
In-house
2006-07
Ballarpur Industries Limited is one of the leaders in Pulp & Paper industry comprising of six Pulp & Paper mills and contributes 15% of country's overall paper production, with manufacturing 60% of country's value added and specialty paper. BILT- Unit Shree Gopal, Yamuna Nagar, was established in 1936 with 52 MT capacity is now producing 223 MT of specialty grade, high value added premium paper.
In the unit couch pit & seal pit pumps are operated continuously irrespective of the level in the pit. It is observed that the liquid level varies according to paper breaks and running condition of the paper machine. To optimize the running of these pumps it was decided to install VFD with a feedback from level sensor in the pit. A considerable saving of 13 kW (9 kW for couch pit pump & 4 kW for seal pit pump) was achieved.
Ballarpur Industries Limited, Unit: Shree Gopal,
Yamuna Nagar, Haryana, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Ballarpur Industries Picture After Modification
9 Total investment:
10 First year energy cost savings:
11 First year additional savings beyond energy (i.e. water, raw materials etc.):
12 Annual electricity consumption before, MWh
13 Annual electricity consumption after, MWh
14 First year electricity savings, MWh
15 First year tons of CO mitigated2
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 2
11,250 US$
6,250 US$
Not known
386
277
109
109
1,090
71
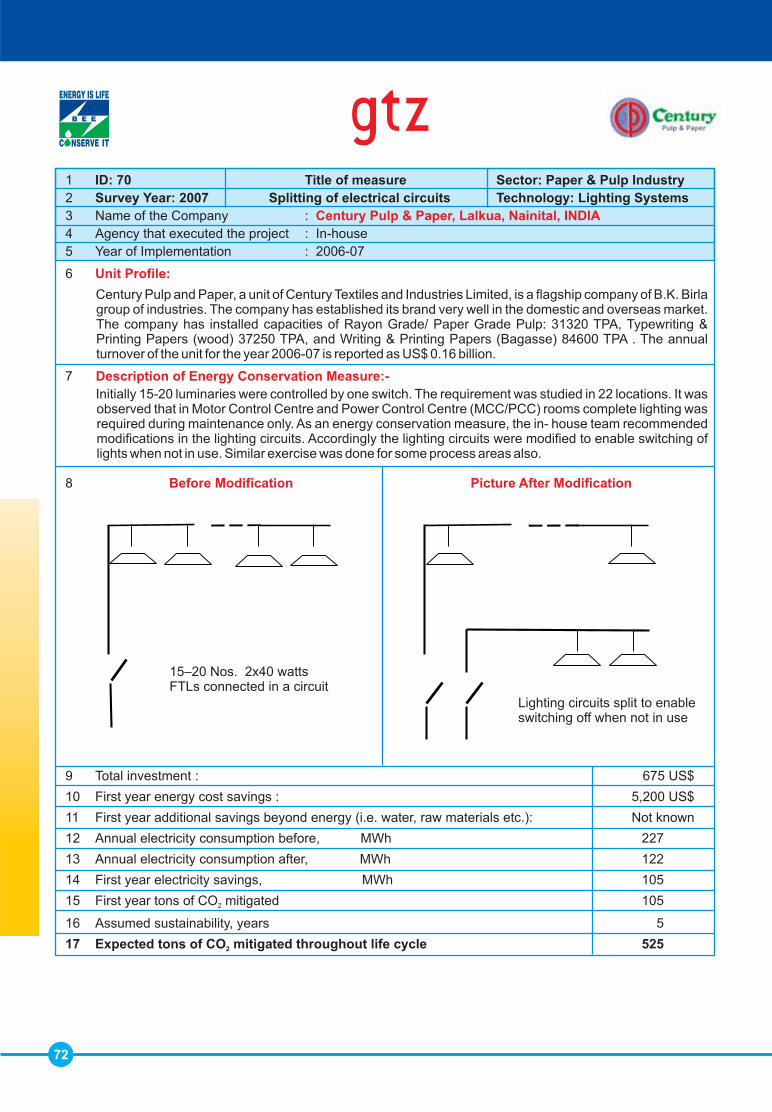
1 ID: 70 Title of measure Sector: Paper & Pulp Industry
2 Survey Year: 2007 Splitting of electrical circuits Technology: Lighting Systems
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
Century Pulp and Paper, a unit of Century Textiles and Industries Limited, is a flagship company of B.K. Birla group of industries. The company has established its brand very well in the domestic and overseas market. The company has installed capacities of Rayon Grade/ Paper Grade Pulp: 31320 TPA, Typewriting & Printing Papers (wood) 37250 TPA, and Writing & Printing Papers (Bagasse) 84600 TPA . The annual turnover of the unit for the year 2006-07 is reported as US$ 0.16 billion.
7
Initially 15-20 luminaries were controlled by one switch. The requirement was studied in 22 locations. It was observed that in Motor Control Centre and Power Control Centre (MCC/PCC) rooms complete lighting was required during maintenance only. As an energy conservation measure, the in- house team recommended modifications in the lighting circuits. Accordingly the lighting circuits were modified to enable switching of lights when not in use. Similar exercise was done for some process areas also.
8
Century Pulp & Paper, Lalkua, Nainital, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Before Modification Picture After Modification
9 Total investment : 675 US$
10 First year energy cost savings : 5,200 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Not known
12 Annual electricity consumption before, MWh 227
13 Annual electricity consumption after, MWh 122
14 First year electricity savings, MWh 105
15 First year tons of CO mitigated 1052
16 Assumed sustainability, years 5
17 Expected tons of CO mitigated throughout life cycle 5252
15–20 Nos. 2x40 watts FTLs connected in a circuit
Lighting circuits split to enable switching off when not in use
72

1. ID: 71 Title of measure Sector: Paper & Pulp Industry
2 Survey Year: 2007 Technology: Boiler
3 Name of the Company :
4 Agency that executed the project :
5 Year of Implementation :
6
7
8
Utilization of Bamboo dust as
secondary fuel in FBC Boiler
Ballarpur Industries Limited, Unit Ashti, Maharashtra, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture After Modification
In-house
2006-07
Ballarpur Industries Limited (BILT) is one of the India's largest manufacturers of writing and printing paper. BILT's subsidiaries include Sabah Forest Industries (SFI), Malaysia's largest pulp and paper company. BILT has six manufacturing units across India, which give the company geographic coverage over most of the domestic market. Its Ashti unit in Maharastra produces white copier paper. With the recent expansion, the unit now has a capacity to manufacture bleached writing and printing paper up to 60,000 tonnes per annum.
The in-house team took the initiative of conserving the fossil fuel (coal) by using non-conventional fuel as Bamboo Dust for their FBC Boiler. The unit consumed about 6897 MT of bamboo dust which has gross calorific value of 2750 kCal/kg. This measure resulted in saving of coal with gross calorific value 4299kCal/kg as following.
Saving in coal = 6897*2750/4299 ,
Coal rate Rs /MT = 177,
Dust rate Rs /MT = 400
Net Saving in Rs. = 4412 × 1374
= 6.06 Million p.a.
= 4412 MT
73

9 Total investment : 15,000 US$
10 First year energy cost savings : 150,000 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual coal consumption before, tons 26,940
13 Annual coal consumption after, tons 22,582
14 First year coal savings, tons 4,412
15 First year tons of CO mitigated 6,265 2
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 62,650 2
74

1 ID: 72 Title of measure Sector: Paper & Pulp Industry
2 Survey Year: 2007 Technology:
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
Century Pulp and Paper, a unit of Century Textiles and Industries Limited, is a flagship company of B.K. Birla group of industries. The company has established its brand very well in the domestic and overseas market. The company has installed capacities of Rayon Grade/ Paper Grade Pulp: 31320 TPA, Typewriting & Printing Papers (wood) 37250 TPA and Writing & Printing Papers (Bagasse) 84600 TPA . The annual turnover of the unit for the year 2006-07 is reported as US$ 0.16 billion.
7
Bagasse, a waste product of sugar industry is used for paper making after removal of short fibers called pith. Pith is a very light substance and occupies lot of space and its disposal is a problem. The pith has a heating value of 1500 Kcal/Kg so efforts were made to burn it in conventional coal fired boilers. The conventional boilers are not designed to handle such a light substance and the pith burning in them resulted in poor efficiency and frequent failures due to improper heat distribution. Pith alone can not be used as a fuel and requires a support fuel like coal. Hence, a coal cum pith fired boiler was thought of by the in-house team. The technology of burning this substance was not available so the manufacturers T B W had to do a lot of R& D with the unit's pith. A control combustion zone Boiler (patented design of Babcock & Wilcox, USA) was designed to burn pith and coal with varying proportions of pith, max being 80% pith.
8
Inside view of Century Pulp & Paper Lolkur
Installation of Pith-cum-coal fired boiler Pith- cum – coal
fired boiler
9 Total investment : 5,875,000 US$
10 First year energy cost savings : 1,984,000 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual coal consumption before, tons ---
13 Annual coal consumption after, tons ---
14 First year coal savings, tons 42,896
15 First year tons of CO mitigated 60,9122
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 609,1202
Century Pulp & Paper, Lalkua, Nainital,Uttrakhand, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Century Paper Mill Picture After Modification
75

1. ID: 73 Title of measure Sector: Paper & Pulp Industry
2 Survey Year: 2007 Optimization of hot air flow through Technology: Variable
blowers at Laminating machine by Frequency Drives
installing VFDs
3 Name of the Company :
4 Agency that executed the project :
5 Year of Implementation :
6
7
8
9 Total investment:
10 First year energy cost savings:
11 First year additional savings beyond energy (i.e. water, raw materials etc.):
12 Annual electricity consumption before, MWh
13 Annual electricity consumption after, MWh
14 First year electricity savings, MWh
15 First year tons of CO mitigated 2
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 2
Ballarpur Industries Limited, Unit: Shree Gopal,
Yamuna Nagar, Haryana, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture After Modification
In-house
2006-07
Ballarpur Industries Limited is one of the leaders in Pulp & Paper industry comprising of six Pulp & Paper mills and contributes 15% of country's overall paper production, with manufacturing 60% of country's value added and specialty paper. BILT- Unit Shree Gopal, Yamuna Nagar, was established in 1936 with 52 MT capacity is now producing 223 MT of specialty grade, high value added premium paper.
In the unit, 2 nos. hot air supply fans were operated at laminating machine with manual damper operation for air flow control. Both the fans were operated at the rated speed of 1480 rpm. and the power consumption was around 54 kW & 45 kW respectively.
To eliminate the damper throttling, the in-house team decided to install VFD on both the fans to achieve the desired air flow. Trials were conducted for speed requirement at different operating conditions after installing VFDs on both the blowers. The fan speed reduced to 1200-1300 rpm for achieving desired production rate. A better control over the airflow was achieved with improved quality of product as well. The power saving achieved was 33 kW in both the fans. Higher power savings could be achieved during small deckle of paper.
10,000 US$
15,800 US$
Nil
831
554
277
277
2,770
VFD installed at Blower of
Laminating Machine
76

1 ID: 74 Title of measure Sector: Paper & Pulp Industry
2 Survey Year: 2007 Prevent idle running of equipment Technology: Process Control
through Timers/ Interlock contact/
Level switch/Push Button
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
Century Pulp and Paper, a unit of Century Textiles and Industries Limited, is a flagship company of B.K. Birla group of industries. The company has established its brand very well in the domestic and overseas market. The company has installed capacities of Rayon Grade/ Paper Grade Pulp: 31320 TPA, Typewriting & Printing Papers (wood) 37250 TPA, and Writing & Printing Papers (Bagasse) 84600 TPA . The annual turnover of the unit for the year 2006-07 is reported as US$ 0.16 billion.
7
In the plant, several equipments are used for a certain function only and are operated for a short duration only. Ideally such equipments should be switched off when not in use but due to manual involvement, at times, such equipments are left running, resulting in wastage of power. In the plant, the inhouse team identified 9 such equipments like agitators, chippers, pumps, conveyors etc and provided with interlocks to ensure switching off when not in use.
8
Century Pulp & Paper, Lalkua, Nainital, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Before Modification Picture After Modification
9 Total investment : 3,250 US$
10 First year energy cost savings : 8,675 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 395
13 Annual electricity consumption after, MWh 200
14 First year electricity savings, MWh 195
15 First year tons of CO mitigated 1952
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 1,9502
77

1. ID: 75 Title of measure Sector: Paper & Pulp Industry
2 Survey Year: 2007 Technology:
enhancement by installation of screw
3 Name of the Company :
4 Agency that executed the project :
5 Year of Implementation :
6
7
8
Compressed air system efficiency
Compressor
Compressor
In-house
2006-07
Ballarpur Industries Limited is one of the leaders in Pulp & Paper industry comprising of six Pulp & Paper mills and contributes 15% of country's overall paper production, with manufacturing 60% of country's value added and specialty paper. BILT- Unit Shree Gopal, Yamuna Nagar, was established in 1936 with 52 MT capacity is now producing 223 MT of specialty grade, high value added premium paper.
Machine house 1 was supplied with compressed air generated from 2 nos. reciprocating air compressors. As, the specific power consumption for screw compressors is low as compared to reciprocating compressors, the in-house team decided to install new screw compressors. The power consumption for the system reduced by 40 kW with the installation of new screw compressors along with minor modification in piping and keeping one reciprocating compressor off.
Screw
Ballarpur Industries Limited, Unit: Shree Gopal,
Yamuna Nagar, Haryana, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Paper machine in Ballarpur Unit Picture After Modification
9 Total investment : 30,000 US$
10 First year energy cost savings : 19,150 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 1386
13 Annual electricity consumption after, MWh 1050
14 First year electricity savings, MWh 336
15 First year tons of CO mitigated 3362
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 3,3602
Screw Compressor
78

1. ID: 76 Title of measure Sector: Paper & Pulp Industry
2 Survey Year: 2007
3 Name of the Company :
4 Agency that executed the project :
5 Year of Implementation :
6
7
8
Installation of Thermo compressor based
steam condensate recovery system to reduce
steam consumption at Paper Machine-5
In-house
2006-07
Ballarpur Industries Limited is one of the leaders in Pulp & Paper industry comprising of six Pulp & Paper mills and contributes 15% of country's overall paper production, with manufacturing 60% of country's value added and specialty paper. BILT- Unit Shree Gopal, Yamuna Nagar, was established in 1936 with 52 MT capacity is now producing 223 MT of specialty grade, high value added premium paper.
In paper machine 5 steam and condensate system was modified to take maximum advantage of the cascading effect at paper machine and to reduce steam consumption by boosting steam pressure with thermo compressor. Earlier a study was carried out by M/s. Forbes Marshall for the system optimization and modifications were done based on the recommendations of the study. The modified system resulted in reduction in steam consumption by 0.6 tons / ton of paper and better process control was achieved along with saving of coal.
Ballarpur Industries Limited, Unit: Shree Gopal,
Yamuna Nagar, Haryana, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Paper Mill of the Unit Picture After Modification
Technology: Thermo
Compressors
9 Total investment : 200,000 US$
10 First year energy cost savings : 75,000 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Not known
12 Annual coal consumption before, tons 5,746
13 Annual coal consumption after, tons 4,884
14 First year coal savings, tons 862
15 First year tons of CO mitigated 1,2242
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 12,2402
79

1 ID: 77 Title of measure Sector: Petrochemicals
2 Survey Year: 2007
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
Castrol India Limited is a Public Limited Company with 70.92% of the equity held by Castrol Limited UK (part of BP Group). Castrol, Silvasa plant is capable of producing 140,000 KL per annum of lubricating oil. Castrol India manufactures and markets a range of automotive and industrial lubricants. It markets its automotive lubricants under two brands - Castrol and BP. The annual turnover of the Silvasa Plant in 2006 was US$ 0.43 billion
7
The site has two Induced Draft cooling towers, one of them operating at a time, to cool the cooling water. The rating of each cooling tower fan is 11 kW. On monitoring of usage the in-house team identified that cooling tower fan was running for the entire two shifts @ 15 hrs. On measuring the temperature at the inlet of the cooling tower, it was observed that temperature after 4 PM is considerably low as most of the blending operations that requires cooling is over before 4 pm.
The team took the initiative to conduct trials by switching off the cooling tower after 4.00 pm. This system was monitored for a week and was not impacting the process operations. Now a timer is connected to this circuit which switches off the cooling tower at 4.00 pm. With this measure, total running hours saved is around 9 hrs and energy savings of 79 units per day.
8
Installation of timer for stopping Technology: Control Systems
the fan during off peak hours
Castrol India Limited, Silvassa, Dadra & Nagar Haveli,INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Castrol Unit, Silvasa Picture After Modification
Timer In Circuit
9 Total investment : 150 US$
10 First year energy cost savings : 1,180 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 42
13 Annual electricity consumption after, MWh 18
14 First year electricity savings, MWh 24
15 First year tons of CO mitigated 24 2
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 2402
80
1 ID: 78 Title of measure Sector: Petrochemicals
2 Survey Year: 2007 Utilization of waste heat
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
Reliance Industries Limited is organized in 3 major business’s segments viz Exploration and Production of oil & Gas, Refining/marketing of petroleum products, Petrochemicals, including manufacturing & marketing of Polymer, Polyester, Polyester intermediates, Chemicals and is one of the top companies in India with a gross turnover of US$ 29.5 billion in the year 2006-07. Hazira Manufacturing Division of Reliance is one of the largest petrochemicals and polymers complexes
7o o
Purification Section of purified terephthalic acid (PTA) plant involves preheating the feed from 95 C to 283 C in a series of exchangers. As a part of heat integration, waste heat from process is used in first three
2exchangers and then final heating is carried out using High Pressure (90 kg/cm g) steam in last two
2exchangers. This steam is derived from Superheated Stream (SHP) steam at 110 kg/cm g steam through pressure reducing de-superheating station (PRDS) at PTA plant
Use of intermediate pressure (IP) steam for flushing instrument tapings in crystallizers vapor line had restricted free recovery of waste heat which was then being vented to atmosphere. Requirement of fresh steam for flushing was assessed and accordingly Restriction Orifice plate (ROP) provided. After this modification, it was possible to fully recover the waste heat in crystallizer vapors resulting in fresh
2superheated and pressured steam (SHP) steam (110 kg/cm g) usage by 1.2 TPH.
8
3
3
3
Technology: Restriction Orifice
Plate (ROP)
9 Total investment : Negligible
10 First year energy cost savings : 30,000 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual gas consumption before, thousands of m 1395
13 Annual gas consumption after, thousands of m 558
14 First year gas savings, thousands of m 837
15 First year tons of Co mitigated 2,331 2
16 Assumed sustainability, years 10
17 Expected tons of Co mitigated throughout life cycle 23,310 2
Reliance Industries Limited, Hazira, Surat,Gujarat, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Reliance Industries Hazira Picture After Modification
81

1 ID: 79 Title of measure Sector: Petrochemicals
2 Survey Year: 2007
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
Castrol India Limited is a Public Company with 70.92% of the equity held by Castrol Limited UK (part of BP Group). Castrol, Silvasa plant is capable of producing 140,000 KL per annum of lubricating oil. Castrol India manufactures and markets a range of automotive and industrial lubricants. It markets its automotive lubricants under two brands-Castrol and BP. The annual turnover of the Silvasa Plant in 2006 was US$ 0.43 billion.
7
The unit's administrative building had 22.5TR (Tons of refrigeration) centralized Air-conditioning system. On an average daily consumption of these AC's was 138kWh. The in-house team felt that keeping in view the total occupancy rate of this building, there was a huge scope of rationalizing the AC network. The air conditioning could be improved by converting the centralized into split AC's by minor modification to office layouts. The layout modification was done and the total TR has come down from 22.5 to 9 saving 62kWh units per day.
8
Rationalisation of Air conditioners in Technology: Air Conditioning
Administrative building by layout
modification
9 Total investment : 8,750 US$
10 First year energy cost savings : 1,258 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 31
13 Annual electricity consumption after, MWh 12
14 First year electricity savings, MWh 19
15 First year tons of CO mitigated 192
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 1902
Castrol India Limited, Silvassa, Dadra & Nagar Haveli, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture Before Modification Picture After Modification
7.5 TRx3 no's AC Panel for complete building Modified into independent cabins with
standalone 1.5 TR split A/C's
82

1 ID: 80 Title of measure Sector: Petroleum Pipeline
2 Survey Year: 2007 Technology:
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
GAIL (India) Limited (Erstwhile Gas Authority of India Limited), India's principal gas transmission and marketing company, was set up by the Government of India in August 1984.Today GAIL has expanded into gas processing, petrochemicals, liquefied petroleum gas transmission and telecommunications. The company has also extended its presence in power, liquefied natural gas re-gasification, city gas distribution and exploration and production through equity and joint ventures participations. GAIL (India) has the largest high pressure pipe line in India.
7
Antisurge valves are provided in all gas turbine compressors (GTCs) as a safety feature. These valves are located between suction & discharge headers of each compressor. In normal operation, these valves will be in closed condition and open in case of abnormal operating conditions. In case of antisurge, valve used to be in open condition and part of the compressed gas was fed back to suction line resulting wastage of energy. Controllers have been upgraded for keeping these valves in auto mode, resulting in optimized operation. Fuel consumption & Surge controller deviation trend during and after reduction of Earlier anti-surge valve of GTC-A was kept 15% open while that of GTC-B was fully closed. Now at present, opening of antisurge valve of GTC-A in Dahej-Vijaipur pipeline (DVPL) is kept zero.
Total fuel consumption in DVPL compressor is reduced by 413 Standard Cubic meter per hour (SCM/HR).
8
Antisurge valves provided in the pipeline Control System
9 Total investment : Nil
10 First year energy cost savings : 976,500 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil3
12 Annual gas consumption before, thousands of m 26,2803
13 Annual gas consumption after, thousands of m 22,560 3
14 First year gas savings, thousands of m 3,720
15 First year tons of CO mitigated 10,363 2
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 103,630 2
GAIL(INDIA) Limited, Vijaipur, Guna, Madhya Pradesh, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture/Sketch /Drawing Picture/Sketch/Drawing
Before Modification After Modification
83

1 ID: 81 Title of measure Sector: Petroleum Pipeline
2 Survey Year: 2007 Technology: Honeycomb
Shrouds
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
GAIL (India) Ltd (Erstwhile Gas Authority of India Ltd), India's principal gas transmission and marketing company, was set up by the Government of India in August 1984.Today GAIL has expanded into gas processing, petrochemicals, liquefied petroleum gas transmission and telecommunications. The company has also extended its presence in power, liquefied natural gas re-gasification, city gas distribution and exploration & production through equity and joint ventures participations. GAIL (India) has the largest high pressure pipe line in India.
7
The unit has 2 nos. of Gas Turbines (G.T) which are being used as driving source for Lean Gas Compressor (LGC). These turbines are running continuously and are having no standby unit. Tripping of any turbine leads to plant shut down and hence production Losses.
The original shrouds are Labyrinth type. Major inspection for these used to carry out at every 40000 to 48000 machine running hours. The in-house team recommended to replace these Labyrinth type, costing around US$ 0.03 million, with Honeycomb shrouds costing US$ 0.05 million. The recommended running of honeycomb shrouds is 96000 hrs. Honey comb shrouds are one of the critical hot gas path component meant to restrict the leak of hot gas between 2nd stage buckets (moving part) and 2nd stage shrouds (stationary part) by maintaining minimum clearances, which in turn causes more flow of gas to LGC and increases machine efficiency.
8
Fuel consumption reduction with imple-
mentation of Honeycomb Shrouds
9 Total investment : 12,000US$
10 First year energy cost savings : 24,700
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil3
12 Annual gas consumption before, thousands of m 24,7083
13 Annual gas consumption after, thousands of m 23,720 3
14 First year gas savings, thousands of m 988
15 First year tons of CO mitigated 2,753 2
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 27,530 2
GAIL (INDIA) Limited, Vijaipur, Guna, Madhya Pradesh, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture Before Modification Picture After Midification
84
1 ID: 82 Title of measure Sector: Plastic Industry
2 Survey Year: 2007 Technology : Pumps
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
Garware Polyeater is one of the largest producers of polyester films in India. It's product range includes films that cater to the solar control industry, packaging industry, reprographic industry etc. The turnover of the company for the year 2006-07 is reported to be US$ 0.10 billion.
7
The in–house team of the unit took the initiative to conduct a survey to identify the energy inefficient equipments in the unit and replace them. It was found that the 15 kW pump which was in operation in Film Plant, was oversized. The water flow in the film plant was optimized by replacing this by a 3.7kW pump.
8
Replacement of existing pump with
adequate size pump
Garware Polyester Limited, Aurangabad, Pune, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Garware Polyester Limited Picture After Modification
9 Total investment : 750 US$
10 First year energy cost savings : 4,150 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 241
13 Annual electricity consumption after, MWh 195
14 First year electricity savings, MWh 46
15 First year tons of CO mitigated 462
16 Assumed sustainability, years 10
17 Expected tons of mitigated throughout life cycle 460CO2
85

1 ID: 83 Title of measure Sector: Plastic Industry
2 Survey Year: 2007 Technology : Pumps
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006
6
Garware Polyeater is one of the largest producers of polyester films in India. It's product range includes films that cater to the solar control industry, packaging industry, reprographic industry etc. The turnover of the company for the year 2006-07 is reported to be US$ 0.10 billion.
7
The in-house team conducted a survey and found that the installed capacity of boiler feed pump was higher 3
then requirement (flow Q- 22.6 m /Hr. & Head H- 234Meters) against normal steam load of 12 MT/Hr. at 2 3
15.0 Kg/cm .The capacity of boiler feed pump water pump was reviewed & re-engineered to Q- 18 m /Hr & H- 182.7 Meters.
8
Replacement of boiler feed pump
Garware Polyester Limited, Aurangabad, Pune, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Garware Polyester Limited Picture After Modification
9 Total investment : 5,125 US$
10 First year energy cost savings : 11,700 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 257
13 Annual electricity consumption after, MWh 128
14 First year electricity savings, MWh 129
15 First year tons of CO mitigated 129 2
16 Assumed sustainability, years 10
17 Expected tons of mitigated throughout life cycle 1,290CO2
86

1 ID: 84 Title of measure Sector: Plastic
2 Survey Year: 2007 Technology : FO Fired
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
Garware Polyester is one of the largest companies to produce polyester films in India. It's plants are located at Waluj and Chikalthana. The product range include films that cater to the solar control industry, packaging industry, reprographic industry etc. The annual turnover of the company is excess of US$ 0.10 billion.
7The in-house team conducted the study in the unit and implemented the following steps for energy conservation. 1. Heater furnace oil consumption was reduced by improvement in efficiency of the heater through the
excess oxygen control.2. Optimisation of other operating parameters.3. Reduction of heat losses by proper repairs.
8
Industry
Heater furnace oil consumption reduction Heaters
by optimization of operating parameters
Garware Polyester Limited, Waluj, Aurangabad, Maharashtra,
INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Garware Polyester Limited After Modification
9 Total investment : 875 US$
10 First year energy cost savings : 38,350 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual oil consumption before, kl 2,292
13 Annual oil consumption after, kl 2,196
14 First year oil savings, kl 96
15 First year tons of CO mitigated 2902
16 Assumed sustainability, years 10
17 Expected tons of mitigated throughout life cycle 2,900CO2
Thermic Fluid Heater
87

1. ID: 85 Title of measure Sector: Refinery Industry
2 Survey Year: 2007 Improvement in condensate recovery Technology: Condensate
Recovery
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6Hindustan Petroleum Corporation Limited (HPCL) is a Global Fortune 500 company in the Energy business. HPCL has two refineries located in Mumbai (West Coast) with a capacity 5.5 MMTPA and Visakh (East Coast) with a capacity 7.5 MMTPA, producing wide range of petroleum products, viz. LPG, MS, SKO, ATF, HSD, Bitumen etc. and over 300 grades of lubricants, specialties and greases as per BIS standard. HPCL has been sustaining almost 20% of India's refining requirements.
Mumbai Refinery is a Lube based refinery with the largest lube production capacity in India. The refinery produces superior quality lube base oils.
72
In the light end unit of FR Block, high pressure steam (14.0kg/cm ) is used in the reboilers. The normal consumption in this block when all the units are in service is varying from 50-55 T/h. In order to maintain the reboiler outlet temperature of the FRE-Naphtha stabilizer, the condensate was drained partially to sewer.
2In view to recover the condensate to the tune of 4T/h, earlier 4.5 kg/cm differential pressure Ball and Float
2steam trap were replaced with the higher differential pressure of 21 kg/cm and condensate loop was also modified. This has helped to recover the condensate fully.
8
Hindustan Petroleum Limited, Refinery Division, Chembur,
Mumbai, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
9 Total investment : 1,875 US$
10 First year energy cost savings : 97,000 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual oil consumption before, kl 580
13 Annual oil consumption after, kl 290
14 First year oil savings, kl 290
15 First year tons of Co mitigated 8752
16 Assumed sustainability, years 10
17 Expected tons of Co mitigated throughout life cycle 8,750 2
Hindustan Petroleum Refinery, Mumbai Picture After Modification
88
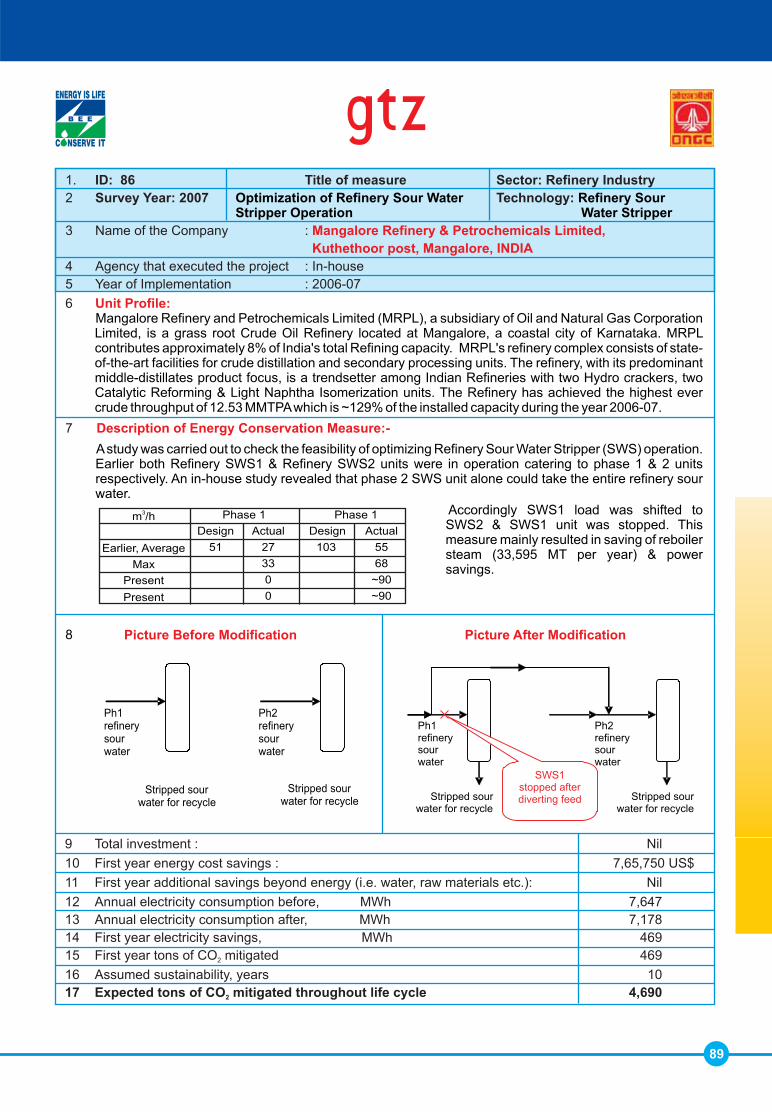
1. ID: 86 Title of measure Sector: Refinery Industry
2 Survey Year: 2007 Technology:
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
7
Optimization of Refinery Sour Water Refinery Sour
Stripper Operation Water Stripper
Mangalore Refinery and Petrochemicals Limited (MRPL), a subsidiary of Oil and Natural Gas Corporation Limited, is a grass root Crude Oil Refinery located at Mangalore, a coastal city of Karnataka. MRPL contributes approximately 8% of India's total Refining capacity. MRPL's refinery complex consists of state-of-the-art facilities for crude distillation and secondary processing units. The refinery, with its predominant middle-distillates product focus, is a trendsetter among Indian Refineries with two Hydro crackers, two Catalytic Reforming & Light Naphtha Isomerization units. The Refinery has achieved the highest ever crude throughput of 12.53 MMTPA which is ~129% of the installed capacity during the year 2006-07.
A study was carried out to check the feasibility of optimizing Refinery Sour Water Stripper (SWS) operation. Earlier both Refinery SWS1 & Refinery SWS2 units were in operation catering to phase 1 & 2 units respectively. An in-house study revealed that phase 2 SWS unit alone could take the entire refinery sour water.
Accordingly SWS1 load was shifted to SWS2 & SWS1 unit was stopped. This measure mainly resulted in saving of reboiler steam (33,595 MT per year) & power savings.
8
Mangalore Refinery & Petrochemicals Limited,
Kuthethoor post, Mangalore, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
9 Total investment : Nil
10 First year energy cost savings : 7,65,750 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 7,647
13 Annual electricity consumption after, MWh 7,178
14 First year electricity savings, MWh 469
15 First year tons of CO mitigated 4692
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 4,6902
Ph1 refinery sour water
Stripped sour water for recycle
Ph2 refinery sour water
Stripped sour
water for recycle
Ph1 refinery sour water
Stripped sour water for recycle
Ph2 refinery sour water
Stripped sour water for recycle
SWS1 stopped after diverting feed
Picture Before Modification Picture After Modification
89

1. ID: 87 Title of measure Sector: Refinery Industry
2 Survey Year: 2007 On line chemical cleaning of 3 heaters Technology:
3 Name of the Company :
4 Agency that executed the project : GTC Technology, Housten,USA
5 Year of Implementation : 2007
6Hindustan Petroleum Corporation Limited (HPCL) is a Global Fortune 500 company in the Energy business. HPCL has two refineries located in Mumbai (West Coast) with a capacity 5.5 MMTPA and Visakh (East Coast) with a capacity 7.5 MMTPA, producing wide range of petroleum products, viz. LPG, MS, SKO, ATF, HSD, Bitumen etc. and over 300 grades of lubricants, specialties and greases as per BIS standard. HPCL has been sustaining almost 20% of India's refining requirements.Mumbai Refinery is a Lube based refinery with the largest lube production capacity in India. The refinery produces superior quality lube base oils.
7
Crude heater of FRE is a balanced draft furnace with rotary type of air preheater. Feed in the furnace was 3
restricted to the 440 m /h due to fouling in the convection and the radiant zone and the fired duty of the furnace was crossing the design duty of 42.8 MkCal/hr. Similarly in FRE-VDU and LR-VDU, limitations
3 3were observed in the feed rate above 145m /hr and 125m /hr respectively as it resulted in higher Tube skin temperatures and lower efficiencies. To overcome the above limitations, online chemical cleaning of three furnaces was done by M/s GTC, USA during Feb 17 to March 02,2007.This resulted in increase of overall
3feed rate by 15 -20 m /h with furnace efficiency improvement of 1.5 to 2.8%.
8
On Line Chemical
Cleaning
Hindustan Petroleum Limited, Refinery Division, Chembur,
Mumbai, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
9 Total investment : 93,750 US$
10 First year energy cost savings : 116,500 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual oil consumption before, kl 5,760
13 Annual oil consumption after, kl 5,460
14 First year oil savings, kl 300
15 First year tons of CO mitigated 9052
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 9,050 2
Picture Before Modification Picture After Modification
Radiant Tubes Before
Convection Tubes Before
Radiant Tubes After
Convection Tubes After
90

1 ID: 88 Title of measure Sector: Textile Industry
2 Survey Year: 2007 Technology: Booster &
Ejector System
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
Century Rayon is one of the largest producers of rayon filament yarn in Asia, with an annual production of 25000 tons of textile and tyre yarn. The company offers range of textile yarns in Pot spun & Continuous spun variety and also specialty yarns like flat yarn, micro yarn, colour yarn, dull yarn etc. Century Rayon produces high tenacity viscose filament yarn, namely Tyre yarn. Century Rayon also produces caustic soda, carbon-disulphide, sulphuric acid, hydrogen gas, liquid chlorine also for captive consumption and for domestic sale in open market. The annual turnover of the Thane unit for the year 2006-07 is US$ 126 million.
7
A Megma pump is used in calcination plant for pumping of concentrated sodium sulphate slurry which is received by the receiver in the settler tank. From the settler tank, the slurry is again fed to centrifuges and
3rotary dryer to obtain anhydrous sodium sulphate. The capacity of Magma pump is 36m /hr and average power consumption is about 6.5 KW / Hr. The capacity of Magma pump is based on the 36 TPD calcinations in the plant. However due to reduction in the no. of Tyre Yarn machines, the present calcined salt production is only about 17.5 TPD. Due to this changed situation, existing pump had become oversized. Accordingly,
3the existing Magma pump of 36 m /hr was replaced with a smaller capacity and energy efficient pump of
320 m /hr capacity, resulting in 27.5% reduction in electricity consumption.
8
CO2
CO2
Replacement of Oversized Pump by
optimizing capacity in Spin bath in
T.C. Plant (Scheme 1)
9 Total investment : 1,625 US$
10 First year energy cost savings : 1,250 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 51
13 Annual electricity consumption after, MWh 37
14 First year electricity savings, MWh 14
15 First year tons of mitigated 14
16 Assumed sustainability, years 10
17 Expected tons of mitigated throughout life cycle 140
Century Rayon, Shahad, Dist. Thane, Maharashtra, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture Before Modification Picture After Modification
91

1 ID: 89 Title of measure Sector: Textile Industry
2 Survey Year: 2007 Technology: TFO Machines
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
RSWM Limited (formerly known as Rajasthan Spinning & Weaving Mills Limited), exports a complete range of yarn to over 66 countries across Europe, South Africa, Australia, Korea, Belgium, Singapore, Italy, Egypt and the Gulf countries. With nearly 60% of units production exported, the Company has a significant presence in the world of textiles. The unit has also made expansions in the year 2004-05 for 26,496 spindles & in the year 2006-07, an open plant with 1680 rotors.
7
The in-house R & D Team observed that the TFO (Two for one) twister consumes less power at lower balloon settings. The in-house team took the initiative to implement this recommendation of and the Balloon size was optimized by taking various studies with respect to different yarn count patterns. This measure resulted in power saving of 684 kWh /day.
8
CO2
CO2
Optimization of balloon setting in
TFO machines
9 Total investment : Nil
10 First year energy cost savings : 26,550 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 15,206
13 Annual electricity consumption after, MWh 14,961
14 First year electricity savings, MWh 245
15 First year tons of mitigated 245
16 Assumed sustainability, years 10
17 Expected tons of mitigated throughout life cycle 2,450
R S W M Limited, Banswara, Rajasthan, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture Before Modification Picture After Modification
TFO balloon
setting reduced
from 5 to 1.
92

1 ID: 90 Title of measure Sector: Textile Industry
2 Survey Year: 2007 Technology:
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
Century Rayon is one of the largest producers of rayon filament yarn in Asia, with an annual production of 25000 tons of textile and tyre yarn. The company offers range of textile yarns in Pot spun & Continuous spun variety and also specialty yarns like flat yarn, micro yarn, colour yarn, dull yarn etc. Century Rayon produces high tenacity viscose filament yarn, namely Tyre yarn. Century Rayon also produces caustic soda, carbon-disulphide, sulphuric acid, and hydrogen gas, liquid chlorine also for captive consumption and for domestic sale in open market. The annual turnover of the Thane unit for the year 2006-07 is US$ 126 million.
7
Boiler feed pump is used to feed the hot water to 4 nos. boilers in acid plant no. 1 & 2. Three nos. boiler feed pump are available, out of which one is running and other two pumps are standby. These pumps are
3multistage pumps. The capacity of each pump is 13.6 m /hr having 170 meter head and power consumption 12.9 kW. As an energy conservation measure, the in-house team of the unit took the initiative
3to replace one pump with energy efficient pump of capacity 15 m /hr & head 167 meter. This pump consumed 9.88 kW power only (Efficiency of 64.6 %).
8
Replacement of old boiler feed pump Energy Efficient
with energy efficient pump Pumps
Century Rayon, Shahad, Dist. Thane, Maharashtra, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture Before Modification Picture After Modification
TFO balloon
setting reduced
from 5 to 1.
9 Total investment : 3,125 US$
10 First year energy cost savings : 2,300 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 113
13 Annual electricity consumption after, MWh 86
14 First year electricity savings, MWh 27
15 First year tons of mitigated 27
16 Assumed sustainability, years 10
17 Expected tons of mitigated throughout life cycle 270
CO2
CO2
93

1 ID: 91 Title of measure Sector: Textile Industry
2 Survey Year: 2007 Technology: Transformers
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
RSWM Limited (formerly known as Rajasthan Spinning & Weaving Mills Limited), exports a complete range of yarn to over 66 countries across Europe, South Africa, Australia, Korea, Belgium, Singapore, Italy, Egypt and the Gulf countries. With nearly 60% of units production exported, the Company has a significant presence in the world of textiles. The unit has also made expansions in the year 2004-05 for 26,496 spindles & in the year 2006-07, an open plant with 1680 rotors.
7
The unit had a transformer of specifications of 2500 KVA, 11 .415 KV for Mill 6. The in-house team observed that the power loss was high because of the long LT cables and intermediate panels. The team took the initiative to shift this transformer near LT panels which resulted in reduction of the line losses. After shifting, LT cable length reduced from 200 meters to 25 meters and due to which the voltage drop reduced by 6.45 Volt .
8
CO2
CO2
Shifting of 2500 KVA 11/0.415 KV
transformer to reduce line losses
9 Total investment 4,375 US$
10 First year energy cost savings : 16,775 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual total transformer losses before, MWh 240
13 Annual total transformer losses after, MWh 82
14 First year electricity savings, MWh 158
15 First year tons of mitigated 158
16 Assumed sustainability, years 10
17 Expected tons of mitigated throughout life cycle 1,580
R S W M Limited, Banswara, Rajasthan, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture Before Modification Picture After Modification
TFO balloon
setting reduced
from 5 to 1.
Shown L.T. panel is eliminated &
transformer shifting near to PCC
room. (LT cable length reduced
200 meters to 25 meters.
94
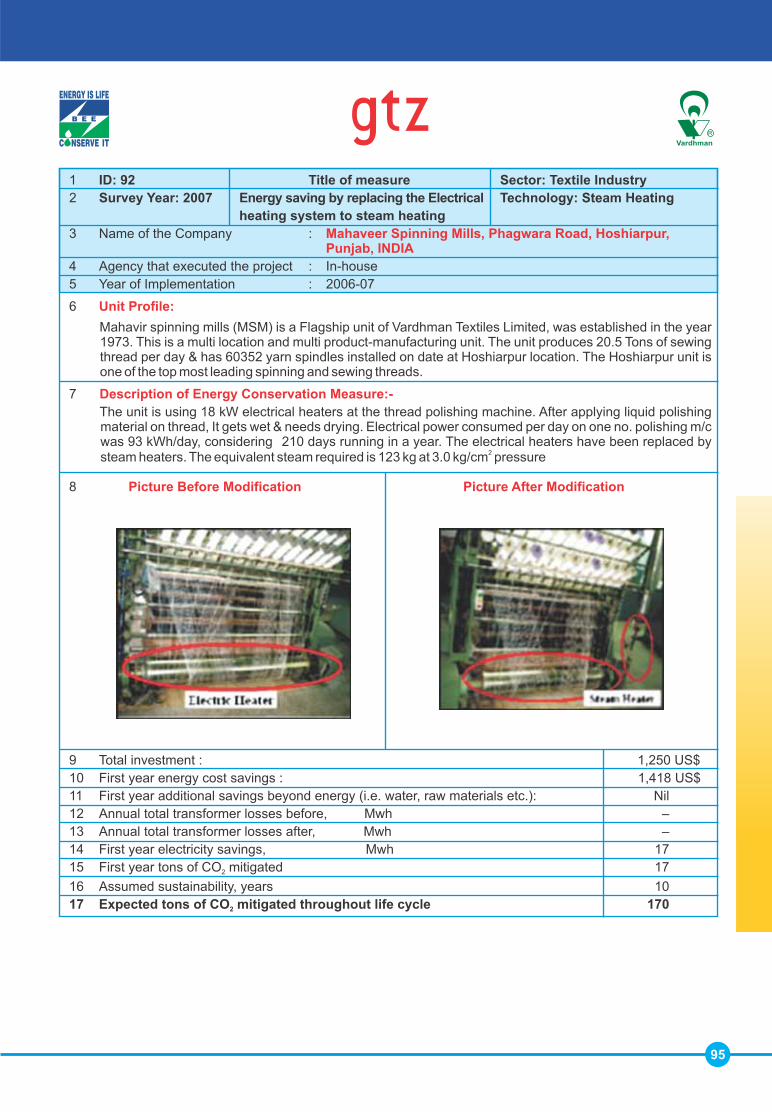
1 ID: 92 Title of measure Sector: Textile Industry
2 Survey Year: 2007 Energy saving by replacing the Electrical Technology: Steam Heating
heating system to steam heating
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
Mahavir spinning mills (MSM) is a Flagship unit of Vardhman Textiles Limited, was established in the year 1973. This is a multi location and multi product-manufacturing unit. The unit produces 20.5 Tons of sewing thread per day & has 60352 yarn spindles installed on date at Hoshiarpur location. The Hoshiarpur unit is one of the top most leading spinning and sewing threads.
7
The unit is using 18 kW electrical heaters at the thread polishing machine. After applying liquid polishing material on thread, It gets wet & needs drying. Electrical power consumed per day on one no. polishing m/c was 93 kWh/day, considering 210 days running in a year. The electrical heaters have been replaced by
2steam heaters. The equivalent steam required is 123 kg at 3.0 kg/cm pressure
8
1,250 US$
10 First year energy cost savings : 1,418 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual total transformer losses before, Mwh –
13 Annual total transformer losses after, Mwh –
14 First year electricity savings, Mwh 17
15 First year tons of CO mitigated 172
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 1702
9 Total investment :
Mahaveer Spinning Mills, Phagwara Road, Hoshiarpur,
Punjab, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture Before Modification Picture After Modification
95

1 ID: 93 Title of measure Sector: Textile Industry
2 Survey Year: 2007 Technology:
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
Indian Rayon (A Unit of Aditya Birla Nuvo Limited) is one of the market leaders of viscose filament yarn business. The Rayon division is one of the 8 divisions of Indian Rayon, located in Veraval, Gujarat. The main product of Rayon division is the Viscose Filament Yarn apart from chemicals like sulphuric acid, carbon disulphide which are consumed in-house and sodium sulphate, which is a by product. The total Production capacity is 45.0 TPD of Yarn, comprising 40 TPD Pot Spun Yarn (PSY) & 5.0 TPD Continuous Spun Yarn (CSY).During the year 2006-2007, the unit produced 17669 MT of yarn with the capacity utilization of 107 %. The Veraval unit's annual sale turnover was US$ 83.5.million in the same year.
7
As an energy conservation measure, the in-house team recommended to provide false ceiling in the spinning halls. This reduced the height of halls by about one metre, which in turn resulted in reduction in hold up air volume in spinning halls. As a result the power consumption of hall conditioning equipment reduced considerably.
8
CO2
CO2
Reduction in height of spinning halls False Ceiling in Air
by installation of false ceiling Conditioned Space
9 Total investment : 213,625 US$
10 First year energy cost savings : 108,350 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh --
13 Annual electricity consumption after, MWh --
14 First year electricity savings, MWh 788
15 First year tons of mitigated 788
16 Assumed sustainability, years 10
17 Expected tons of mitigated throughout life cycle 7,880
Indian Rayon (A Unit of Aditya Birla Nuvo Limited), Veraval,
Gujarat, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture After Modification
96

1 ID: 94 Title of measure Sector: Textile Industry
2 Survey Year: 2007 Installed in house steam heater for Technology: Steam Heaters
FO heating
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
RSWM Limited (formerly known as Rajasthan Spinning & Weaving Mills Limited), exports a complete range of yarn to over 66 countries across Europe, South Africa, Australia, Korea, Belgium, Singapore, Italy, Egypt and the Gulf countries. With nearly 60% of units production exported, the Company has a significant presence in the world of textiles. The unit has also made expansions in the year 2004-05 for 26,496 spindles & in the year 2006-07, an open plant with 1680 rotors.
7
In house designed steam heater has been installed in place of electrical heaters to heat furnace oil at fuel oil separator to save power. The steam cost is negligible as the unit has waste heat recovery boiler at WARTSILA DG Sets.
8
1,250 US$
10 First year energy cost savings : 6,775 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 193
13 Annual electricity consumption after, MWh 35
14 First year electricity savings, MWh 158
15 First year tons of CO mitigated 1582
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 1,5802
9 Total investment :
R S W M Ltd, Banswara, Rajasthan, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture Before Modification Picture After Modification
97

1. ID: 95 Title of measure Sector: Tyre Industry
2 Survey Year: 2007 Technology:
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6MRF is one of India's most trusted tyre manufacturing company having plants at Tamil Nadu, Andhra Pradesh, Goa, Puducherry and Kerala. MRF crossed US$ 1.2 billion turn over during 2006-07.
MRF has the widest product range among the domestic tyre companies as it makes tyres for all class of vehicles from trucks to two-wheelers and go-karts. MRF Kottayam unit started during 1969 having more than 1600 direct work force.
7
In the plant 2 of the unit, one 60HP hot water fill pump is being used in tyre curing trench to avoid pressure drop during Hot water fill cycle. Although the application of pump is only for few minutes in one curing cycle, the pump was kept running continuously to avoid pressure drop and resultant tyre scrap. VFD is provided and also interlocked with all curing press operations through PLC. Now pump will be switched on just before the required step and would switch off after use. After this modification, now the pump is running maximum for 20 minutes during a curing cycle of 90 minutes.
Hot water fill pump optimization with
8
Variable
variable frequency drives Frequency Drives
MRF Tyres Limited, Vadavathoor, P.O,Kottayam, Kerala ,INDIA
Unit Profile:
Description of Energy Conservation Measure:-
9 Total investment : 7,250 US$
10 First year energy cost savings : 13,575 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 346
13 Annual electricity consumption after, MWh 195
14 First year electricity savings, MWh 151
15 First year tons of CO mitigated 151 2
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 1,5102
Picture Before Modification Picture After Modification
98

1 ID: 96 Title of measure Sector:
2 Survey Year: 2007 Optimization of Energy Consumption Technology: Cooling Towers
in Cooling towers
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6
7
8
9
Tyre Industry
M/s J.K. Tyre & Industry Limited, Jaykaypuram, Kankroli,
Rajasthan, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture Before Modification Picture After Modification
JK Tyre & Industry Limited (formerly known as JK Industries Limited), is the flagship company under the umbrella of JK Organization. JK Tyre manufactures entire range of tyres for all four-wheeler vehicles\ being manufactured in India. JK tyres have pioneered Radial tyre technology in India in 1977 and still has largest market share. JK Tyre has largest share of business with Maruti and Tata Motors, the largest vehicle manufacturers in India. JK Tyre also provides complete range of technical services for tyre care. The annual turnover of the unit fir the year 2006-07 is US$ 0.25 billion.
This is an innovative idea of the in-house team to optimize the plants energy consumption. In tyre plants Cooling Tower (CT) are used to remove process heat. In the original system, the unit 's two different plants sections in the same premises, were having separate cooling towers for catering to the process cooling demand. Both these CT's were under-utilized. The process heat was required to be removed at particular pressure & flow. In this regard, pressure of one of cooling tower water was measured near another plant. Based upon study , one inline pump was incorporated to increase the water pressure, so that the same cooling tower could also cater another plant. This measure resulted in elimination of on cooling tower.
Total investment : 2,500 US$
10 First year energy cost savings : 3,232 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 135
13 Annual electricity consumption after, MWh 105
14 First year electricity savings, MWh 30
15 First year tons of CO mitigated 30 2
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 3002
99

1. ID: 97 Title of measure Sector: Tyre Industry
2 Survey Year: 2007 Technology: Energy Efficient
Fans
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6MRF is one of India's most trusted tyre manufacturing company having plants at Tamil Nadu, Andhra Pradesh,Goa, Puducherry and Kerala. MRF crossed US$ 1.2 billion turn over during 2006-07.
MRF has the widest product range among the domestic tyre companies as it makes tyres for all class of vehicles from trucks to two-wheelers and go-karts.MRF Kottayam unit started during 1969 having more than 1600 direct work force.
7
Previously 550 watts, three phase fans were widely being used through out the plant for man cooler applications. The in house team conducted the survey and recommended that 180 watts single phase air circulators with same sweep can replace the existing fans at many locations. The unit took the initiative to replace 17 nos 550 watts with 180 watts capacity fans.
Replacement of high watt fans
with low watt fans for man cooler
8
MRF Tyres Limited, Vadavathoor, P.O,Kottayam, Kerala, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
9 Total investment : 2,250 US$
10 First year energy cost savings : 3,950 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 65
13 Annual electricity consumption after, MWh 21
14 First year electricity savings, MWh 44
15 First year tons of CO mitigated 442
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 4402
Picture Before Modification Picture After Modification
100

1 ID: 98 Title of measure Sector:
2 Survey Year: 2007 Energy Conservation By spara- Technology: Pipeline
ting Low / High Pressure Lines Modification
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6JK Tyre & Industry Limited (Formerly known as JK Industries Limited), is the flagship company under the umbrella of JK Organization. JK Tyre manufactures entire range of tyres for all four-wheeler vehicles being manufactured in India. JK Tyres have pioneered Radial tyre technology in India in 1977 and still has largest market share. JK Tyre has largest share of business with Maruti and Tata Motors, the largest vehicle manufacturers in India.JK Tyre also provides compete range of technical services for tyre care. The annual turnover of the unit fir the year 2006-07 is US$ 0.25 billion.
7
In the Kankroli unit, the plant air compressors were installed to cater to plant pneumatic equipments. Air house was equipped with reciprocating compressors which were running at pressure of 7 bar. Plant sections pressure requirement was adjusted by PRV(Pressure reducing valve) at plant's different locations. In order to stop this wastage of power, the in-house team incorporated a new system in the air house and separated air compressors for catering different pressure demands. This helped in avoiding losses due to generation of air at high pressure and then localized reduction at plant's different sections.
8
9
Tyre Industry
M/s J K Tyre & Industry Limited, Jaykaypuram, Kankroli,
Rajasthan, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
Picture Before Modification Picture After Modification
Total investment : 2,500 US$
10 First year energy cost savings : 22,627 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh -
13 Annual electricity consumption after, MWh -
14 First year electricity savings, MWh 210
15 First year tons of CO mitigated 210 2
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 2,1002
101

1. ID: 99 Title of measure Sector: Tyre Industry
2 Survey Year: 2007 Technology: Energy Efficient
Mini Freezers
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6MRF is one of India's most trusted tyre manufacturing company having plants at Tamil Nadu, Andhra Pradesh, Goa, Puducherry and Kerala. MRF crossed US$ 1.2 billion turn over during 2006-07.
MRF has the widest product range among the domestic tyre companies as it makes tyres for all class of vehicles from trucks to two-wheelers and go-karts. MRF Kottayam unit started during 1969 having more than 1600 direct work force.
7
In the unit, a 5.5HP freezer (compressor and cooling fan) with Freon 12 refrigerant is used for green tube splice area cooling. 10 nos. freezers were being used for this purpose. The in-house team took the initiative to study the possibility of energy conservation and recommended to replace all 10 nos. freezers with 32 nos. 200 watts Mini freezers with R143 refrigerant for energy reduction. In addition to this, cooling line size was also reduced and only top most portions were kept open for ice formation. All other pipelines were insulated to avoid wastage.
Use of energy efficient freezer for
tube curing line
8
MRF Tyres Limited, Vadavathoor, PO, Kottayam, Kerala, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
9 Total investment : 17,525 US$
10 First year energy cost savings : 20,825 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 285
13 Annual electricity consumption after, MWh 54
14 First year electricity savings, MWh 231
15 First year tons of CO mitigated 231 2
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 2,310 2
MRF Tyres Picture After Modification
102

1. ID: 100 Title of measure Sector: Tyre Industry
2 Survey Year: 2007 Technology: Lubrication
System
3 Name of the Company :
4 Agency that executed the project : In-house
5 Year of Implementation : 2006-07
6JK Tyre & Industry Limited (Formerly known as JK Industries Limited), is the flagship company under the umbrella of JK Organization. JK Tyre manufactures entire range of tyres for all four-wheeler vehicles being manufactured in India. JK Tyres have pioneered Radial tyre technology in India in 1977 and still has largest market share. JK Tyre has largest share of business with Maruti and Tata Motors, the largest vehicle manufacturers in India.
JK Tyre also provides compete range of technical services for tyre care. The annual turnover of the unit fir the year 2006-07 is US$ 0.25 billion.
7
Earlier motorized lubrication system was in operation which was running continuously. New pneumatic type lubrication units have been installed by the in-house team which run only for 1 min in every one hrs for providing suitable lubrication to mill points.
Energy Saving by replacing
motorized Lubrication system
8
M/s J K Tyre & Industry Limited ,Jaykaypuram, Kankroli,
Rajasthan, INDIA
Unit Profile:
Description of Energy Conservation Measure:-
9 Total investment : 375 US$
10 First year energy cost savings : 501 US$
11 First year additional savings beyond energy (i.e. water, raw materials etc.): Nil
12 Annual electricity consumption before, MWh 8
13 Annual electricity consumption after, MWh 2
14 First year electricity savings, MWh 6
15 First year tons of CO mitigated 62
16 Assumed sustainability, years 10
17 Expected tons of CO mitigated throughout life cycle 60 2
JK Tyres, Kankroli Plant Picture After Modification
103


















