
GModel PROTEC-12668; No.of Pages6 ARTICLE IN...
6
Please cite this article in press as: Azushima, A., et al., Prediction of effect of rolling speed on coefficient of friction in hot sheet rolling of steel using sliding rolling tribo-simulator. J. Mater. Process. Tech. (2009), doi:10.1016/j.jmatprotec.2009.08.005 ARTICLE IN PRESS G Model PROTEC-12668; No. of Pages 6 Journal of Materials Processing Technology xxx (2009) xxx–xxx Contents lists available at ScienceDirect Journal of Materials Processing Technology journal homepage: www.elsevier.com/locate/jmatprotec Prediction of effect of rolling speed on coefficient of friction in hot sheet rolling of steel using sliding rolling tribo-simulator Akira Azushima ∗ , Yoshifumi Nakata, Takahiro Toriumi Department of Mechanical Engineering, Graduate School of Engineering, Yokohama National University, 79-5, Tokiwadai, Hodogayaku Yokohama 240-8501, Japan article info Article history: Received 17 December 2008 Received in revised form 10 July 2009 Accepted 7 August 2009 Available online xxx Keywords: Hot rolling Coefficient of friction Rolling speed Steel abstract In order to reduce the rolling force and the roll wear, the lubricants have been used in hot rolling of steel. In order to evaluate the tribological behavior at the interface between roll and workpiece in hot steel rolling, it is important to measure the coefficient of friction and examine the effect of the tribological factors on the coefficient of friction. In this paper, the effect of the rolling speed on the coefficient of friction is investigated using the tribo-simulator testing machine for hot rolling developed by the authors. The workpiece used is SPHC. The roll material is SKD11 and the surface roughnesses are 0.05 m, 0.2 m and 0.8 m. The rolling tests are carried out at a temperature of 800 ◦ C during a rolling distance of 400 mm, changing the rolling speed from 15 to 70 m/min. The colza oil is used as a base oil and the emulsion concentrations are 0.1% and 3.0%. The coefficient of friction at an emulsion concentration of 3.0% is independent on the rolling speed. On the other hand, the coefficient of friction at an emulsion concentration of 0.1% decreases with increasing rolling speed in the lower range of rolling speed, but it increases in increasing rolling speed in the higher range of rolling speed. © 2009 Published by Elsevier B.V. 1. Introduction In the1970s, lubricants were used in hot sheet rolling of steel in order to reduce the rolling force and the roll wear. Mase (1979) reviewed that the rolling force with lubricant became 10–30% lower than those without lubricant in industrial mill. Lenard (2000) sim- ilarly reviewed that the tribological properties in hot rolling. Sato et al. (1978) examined the effect of the composition of rolling oils on the coefficient of friction laboratory hot rolling mill. Recently, hot/warm rollings with severely high reduction, such as a con- tinuous warm rolling (Nagai, 2003) and a super short interval multi-pass rolling (Kiuchi, 2005) have been developed to make the ultra-fine grained steels. The high reduction causes some troubles such as the increase of the rolling force, the occurrence of friction pick up and so on. To solve these problems, the new tribological sys- tem of lubricant and roll must be developed. For this development, the lubrication behavior at the interface between roll and work- piece in hot sheet rolling of steel must be quantitatively evaluated. Therefore it is desired that the data of the coefficient of friction under the wide range of tribological conditions are obtained. In order to measure the coefficient of friction, the authors (Azushima et al., 2006) developed a new simulation testing machine in the laboratory instead of the small scale hot rolling mill, the two disks ∗ Corresponding author. Tel.: +81 45 339 3861; fax: +81 45 339 3861. E-mail address: [email protected] (A. Azushima). testing machine (Inoue et al., 2003), the hot Timken test (Ikeda, 1999) and so on. From these coefficients of friction, the lubrica- tion model at the interface between roll and workpiece in hot sheet rolling of steel was proposed by the authors (Azushima et al., 2007a,b). Moreover, Azushima et al. (2008) discussed about the effect of surface roughness on coefficient of friction in hot rolling using the proposed lubrication model. In this paper, using the new simulation testing machine devel- oped by the authors, the coefficients of friction are measured changing the rolling speed and the surface roughness of roll. From these coefficients of friction, the effect of rolling speed on coeffi- cient of friction in hot sheet rolling of steel is predicted and the developed lubrication model is proposed. 2. Experimental 2.1. Simulation testing machine Fig. 1 shows the schematic representation of the simulation test- ing machine for the evaluation of the lubrication behavior in hot sheet rolling. This testing machine consists of a main-stand with 2- high, a sub-stand, a furnace and a tension device. An infrared image furnace is set between the main and the sub-stands. The specifica- tion of the simulation testing machine is summarized in Table 1. The rolling speed of the main-stand can be continuously changed up to 207 m/min using 37 kW DC motor, the timing belt and the elec- trical operated friction clutch. The rolling speed of the sub-stand 0924-0136/$ – see front matter © 2009 Published by Elsevier B.V. doi:10.1016/j.jmatprotec.2009.08.005
Transcript of GModel PROTEC-12668; No.of Pages6 ARTICLE IN...

G
P
Po
AD
a
ARRAA
KHCRS
1
irtieohtmuspttpTuoel
0d
ARTICLE IN PRESSModel
ROTEC-12668; No. of Pages 6
Journal of Materials Processing Technology xxx (2009) xxx–xxx
Contents lists available at ScienceDirect
Journal of Materials Processing Technology
journa l homepage: www.e lsev ier .com/ locate / jmatprotec
rediction of effect of rolling speed on coefficient of friction in hot sheet rollingf steel using sliding rolling tribo-simulator
kira Azushima ∗, Yoshifumi Nakata, Takahiro Toriumiepartment of Mechanical Engineering, Graduate School of Engineering, Yokohama National University, 79-5, Tokiwadai, Hodogayaku Yokohama 240-8501, Japan
r t i c l e i n f o
rticle history:eceived 17 December 2008eceived in revised form 10 July 2009ccepted 7 August 2009vailable online xxx
a b s t r a c t
In order to reduce the rolling force and the roll wear, the lubricants have been used in hot rolling ofsteel. In order to evaluate the tribological behavior at the interface between roll and workpiece in hotsteel rolling, it is important to measure the coefficient of friction and examine the effect of the tribologicalfactors on the coefficient of friction. In this paper, the effect of the rolling speed on the coefficient of frictionis investigated using the tribo-simulator testing machine for hot rolling developed by the authors. The
eywords:ot rollingoefficient of frictionolling speedteel
workpiece used is SPHC. The roll material is SKD11 and the surface roughnesses are 0.05 �m, 0.2 �mand 0.8 �m. The rolling tests are carried out at a temperature of 800 ◦C during a rolling distance of400 mm, changing the rolling speed from 15 to 70 m/min. The colza oil is used as a base oil and theemulsion concentrations are 0.1% and 3.0%. The coefficient of friction at an emulsion concentration of3.0% is independent on the rolling speed. On the other hand, the coefficient of friction at an emulsionconcentration of 0.1% decreases with increasing rolling speed in the lower range of rolling speed, but it
lling
increases in increasing ro. Introduction
In the1970s, lubricants were used in hot sheet rolling of steeln order to reduce the rolling force and the roll wear. Mase (1979)eviewed that the rolling force with lubricant became 10–30% lowerhan those without lubricant in industrial mill. Lenard (2000) sim-larly reviewed that the tribological properties in hot rolling. Satot al. (1978) examined the effect of the composition of rolling oilsn the coefficient of friction laboratory hot rolling mill. Recently,ot/warm rollings with severely high reduction, such as a con-inuous warm rolling (Nagai, 2003) and a super short interval
ulti-pass rolling (Kiuchi, 2005) have been developed to make theltra-fine grained steels. The high reduction causes some troublesuch as the increase of the rolling force, the occurrence of frictionick up and so on. To solve these problems, the new tribological sys-em of lubricant and roll must be developed. For this development,he lubrication behavior at the interface between roll and work-iece in hot sheet rolling of steel must be quantitatively evaluated.herefore it is desired that the data of the coefficient of friction
Please cite this article in press as: Azushima, A., et al., Prediction of effectusing sliding rolling tribo-simulator. J. Mater. Process. Tech. (2009), doi:10
nder the wide range of tribological conditions are obtained. Inrder to measure the coefficient of friction, the authors (Azushimat al., 2006) developed a new simulation testing machine in theaboratory instead of the small scale hot rolling mill, the two disks
∗ Corresponding author. Tel.: +81 45 339 3861; fax: +81 45 339 3861.E-mail address: [email protected] (A. Azushima).
924-0136/$ – see front matter © 2009 Published by Elsevier B.V.oi:10.1016/j.jmatprotec.2009.08.005
speed in the higher range of rolling speed.© 2009 Published by Elsevier B.V.
testing machine (Inoue et al., 2003), the hot Timken test (Ikeda,1999) and so on. From these coefficients of friction, the lubrica-tion model at the interface between roll and workpiece in hotsheet rolling of steel was proposed by the authors (Azushima etal., 2007a,b). Moreover, Azushima et al. (2008) discussed about theeffect of surface roughness on coefficient of friction in hot rollingusing the proposed lubrication model.
In this paper, using the new simulation testing machine devel-oped by the authors, the coefficients of friction are measuredchanging the rolling speed and the surface roughness of roll. Fromthese coefficients of friction, the effect of rolling speed on coeffi-cient of friction in hot sheet rolling of steel is predicted and thedeveloped lubrication model is proposed.
2. Experimental
2.1. Simulation testing machine
Fig. 1 shows the schematic representation of the simulation test-ing machine for the evaluation of the lubrication behavior in hotsheet rolling. This testing machine consists of a main-stand with 2-high, a sub-stand, a furnace and a tension device. An infrared image
of rolling speed on coefficient of friction in hot sheet rolling of steel.1016/j.jmatprotec.2009.08.005
furnace is set between the main and the sub-stands. The specifica-tion of the simulation testing machine is summarized in Table 1. Therolling speed of the main-stand can be continuously changed up to207 m/min using 37 kW DC motor, the timing belt and the elec-trical operated friction clutch. The rolling speed of the sub-stand

ARTICLE IN PRESSG Model
PROTEC-12668; No. of Pages 6
2 A. Azushima et al. / Journal of Materials Processing Technology xxx (2009) xxx–xxx
btwo
2
rrtiicTuzshistTf
�
wta
2
s2sasosui
Fig. 1. Simulation testing machine for hot rolling.
ecomes from one-sixth to one-twentieth of the rolling speed ofhe main-stand using the timing belt and the reducing gear. Theorkpiece strip moves at speeds from one-sixth to one-twentieth
f the rolling speed of the main-stand using the sub-stand.
.2. Measurement of coefficient of friction
Since the neutral point moves out of the exit point in the upperoll of the main-stand, the strip begins skid ding. This simulationolling is close to the slip rolling with the back tension. Fig. 4 showshe schematic representation of the simulation method. As shownn Fig. 2(a), the strip is first set on the table and a load of about 26 kNs applied at the sub-stand. Then, the strip edge is clamped with thehuck part of the tension device and a load of about 0.9 kN is applied.he strip is heated at a given temperature during a constant timesing the infrared image furnace. As shown in Fig. 2(b), the heatedone of the strip with a front tension secondly moves to the main-tand by rolling in the sub-stand. Next, as shown in Fig. 2(c) as theeated zone of the strip comes to the main-stand, the heated strip
s compressed at a given rolling reduction by the upper roll and thetrip is rolled at a constant sliding speed. Under these conditions,he rolling force P and the torque of the upper roll G are measured.he coefficient of friction can be calculated from P and G using theollowing equation:
= G
PR(1)
here R is the roll radius. The coefficient of friction is used in ordero understand the lubrication behavior at the interface between rollnd workpiece.
.3. Experimental procedures
The workpiece material used is SPHC. The strip with the dimen-ions of a thickness of 9 mm, a width of 22 mm and a length of750 mm is used. The roll material of the upper roll of the main-tand is SKD61 and the diameter is 100 mm. The surface roughnessre Ra = 0.05 �m, 0.2 �m and 0.8 �m. The strip is set on the table as
Please cite this article in press as: Azushima, A., et al., Prediction of effectusing sliding rolling tribo-simulator. J. Mater. Process. Tech. (2009), doi:10
hown in Fig. 4(a). The strip edge is clamped with the chuck partf the tension device and the strip is compressed by the rolls of theub-stand. The strip is heated at a constant temperature of 800 ◦Csing the infrared image furnace. The atmosphere in the infrared
mage furnace is controlled with Ar gas.
Table 1Specification of simulation testing machine for hot rolling.
Velocity of main roll, U ≤207 m/minRatio of velocity, rv 6.3–24Velocity of sub roll, V ≤8–32 m/minRolling load, P ≤200 kNRolling torque, G ≤800 NmTemperature of furnace, Tf ≤1100 ◦CForward tension, TF ≤3.5 kN
Fig. 2. Schematic representation of main part of simulation testing machine. (a)Heating workpiece, (b) transfer of workpiece, and (c) start to sliding rolling.
The experiments are carried out at constant sliding rolling con-ditions of a velocity ratio of 20, a rolling reduction of 0.3 mm anda furnace temperature of 800 ◦C, changing the rolling speed from15 m/min to 70 m/min. The colza oil is used as a base oil. The emul-sion concentrations are 0.1% and 3%. The emulsion temperature iscontrolled at 40 ◦C. The emulsion amount of 1.4 l/min is suppliedat the exit side of roll surface using the flat nozzle. The separatingrolling force and the torque are measured in order to measure thecoefficient of friction.
In order to measure the oil film thickness introduced in the inter-face between roll and workpiece when the rolling speed changes,the colza base oil with a calcium sulfonate of 30% is used and theemulsion concentration of the lubricant is 1%. In order to measurethe oil film thickness introduced, the amount of Ca on the surface ofthe rolled workpiece is measured using an energy-dispersive X-rayfluorescence analyzer.
3. Results of coefficient of friction
Fig. 3 shows the relationship between coefficient of friction androlling speed at emulsion concentrations of 0.1% and 3% for thecolza oil using the roll with a surface roughness of Ra = 0.05 �m.The coefficients of friction are independent on the rolling speed atan emulsion concentration of 3.0% and the values are around 0.1. Onthe other hand, at an emulsion concentration of 0.1% the coefficientof friction decreases with increasing rolling speed.
Fig. 4 shows the relationship between coefficient of friction androlling speed at emulsion concentrations of 0.1% and 3% for the
of rolling speed on coefficient of friction in hot sheet rolling of steel.1016/j.jmatprotec.2009.08.005
colza oil using the roll with a surface roughness of Ra = 0.2 �m. Thecoefficients of friction are also independent on the rolling speed atan emulsion concentration of 3.0% and the values are around 0.1. Onthe other hand, at an emulsion concentration of 0.1% the coefficientof friction decreases with increasing rolling speed up to a rolling
ARTICLE IN PRESSG Model
PROTEC-12668; No. of Pages 6
A. Azushima et al. / Journal of Materials Processing Technology xxx (2009) xxx–xxx 3
Fig. 3. Relationships between coefficient of friction and rolling speed for roll withsurface roughness of Ra = 0.05 �m.
Fs
sti
rccat0coan
Fs
ig. 4. Relationships between coefficient of friction and rolling speed for roll withurface roughness of Ra = 0.2 �m.
peed of 50 m/min and the values are slightly larger than those ofhe roll with a surface roughness of Ra = 0.05 �m. Over 50 m/min,t increases slightly with increasing rolling speed.
Fig. 5 shows the relationship between coefficient of friction andolling speed at emulsion concentrations of 0.1% and 3% for theolza oil using the roll with a surface roughness of Ra = 0.8 �m. Theoefficients of friction are also independent on the rolling speed atn emulsion concentration of 3.0% and the values are larger thanhose of the rolls with surface roughnesses of Ra = 0.05 �m and.2 �m and are around 0.125. On the other hand, at an emulsion
Please cite this article in press as: Azushima, A., et al., Prediction of effectusing sliding rolling tribo-simulator. J. Mater. Process. Tech. (2009), doi:10
oncentration of 0.1% the coefficients of friction at rolling speedsf 30 m/min and 50 m/min are independent on the rolling speednd the values are larger than those the rolls with surface rough-esses of Ra = 0.05 �m and 0.2 �m. Over 50 m/min, the coefficient
ig. 5. Relationships between coefficient of friction and rolling speed for roll withurface roughness of 0.8 �m.
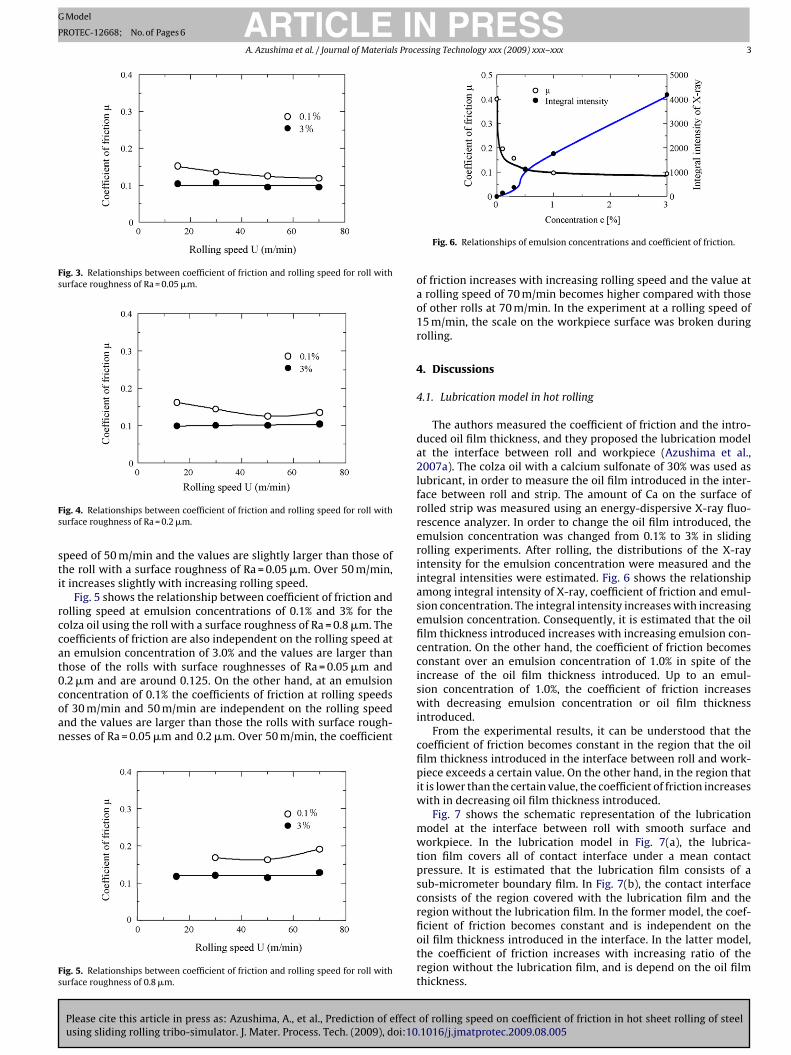
Fig. 6. Relationships of emulsion concentrations and coefficient of friction.
of friction increases with increasing rolling speed and the value ata rolling speed of 70 m/min becomes higher compared with thoseof other rolls at 70 m/min. In the experiment at a rolling speed of15 m/min, the scale on the workpiece surface was broken duringrolling.
4. Discussions
4.1. Lubrication model in hot rolling
The authors measured the coefficient of friction and the intro-duced oil film thickness, and they proposed the lubrication modelat the interface between roll and workpiece (Azushima et al.,2007a). The colza oil with a calcium sulfonate of 30% was used aslubricant, in order to measure the oil film introduced in the inter-face between roll and strip. The amount of Ca on the surface ofrolled strip was measured using an energy-dispersive X-ray fluo-rescence analyzer. In order to change the oil film introduced, theemulsion concentration was changed from 0.1% to 3% in slidingrolling experiments. After rolling, the distributions of the X-rayintensity for the emulsion concentration were measured and theintegral intensities were estimated. Fig. 6 shows the relationshipamong integral intensity of X-ray, coefficient of friction and emul-sion concentration. The integral intensity increases with increasingemulsion concentration. Consequently, it is estimated that the oilfilm thickness introduced increases with increasing emulsion con-centration. On the other hand, the coefficient of friction becomesconstant over an emulsion concentration of 1.0% in spite of theincrease of the oil film thickness introduced. Up to an emul-sion concentration of 1.0%, the coefficient of friction increaseswith decreasing emulsion concentration or oil film thicknessintroduced.
From the experimental results, it can be understood that thecoefficient of friction becomes constant in the region that the oilfilm thickness introduced in the interface between roll and work-piece exceeds a certain value. On the other hand, in the region thatit is lower than the certain value, the coefficient of friction increaseswith in decreasing oil film thickness introduced.
Fig. 7 shows the schematic representation of the lubricationmodel at the interface between roll with smooth surface andworkpiece. In the lubrication model in Fig. 7(a), the lubrica-tion film covers all of contact interface under a mean contactpressure. It is estimated that the lubrication film consists of asub-micrometer boundary film. In Fig. 7(b), the contact interfaceconsists of the region covered with the lubrication film and theregion without the lubrication film. In the former model, the coef-
of rolling speed on coefficient of friction in hot sheet rolling of steel.1016/j.jmatprotec.2009.08.005
ficient of friction becomes constant and is independent on theoil film thickness introduced in the interface. In the latter model,the coefficient of friction increases with increasing ratio of theregion without the lubrication film, and is depend on the oil filmthickness.

ARTICLE IN PRESSG Model
PROTEC-12668; No. of Pages 6
4 A. Azushima et al. / Journal of Materials Processing Technology xxx (2009) xxx–xxx
Fc
4
uio0naes5ap3
F0
ig. 7. Schematic representation of lubrication models. Emulsion concentration:≥ 1.0% (a) and c ≤ 1.0% (b).
.2. Effect of rolling speed on coefficient of friction
The effect of rolling speed on coefficient of friction is discussedsing the lubrication model proposed by the authors as shown
n Fig. 7 (Azushima et al., 2007a). Fig. 8 shows the photographsf workpiece surface after rolling at emulsion concentrations of.1% and 3% for the colza oil using the roll with a surface rough-ess of Ra = 0.05 �m, changing the rolling speed. The scale on thell workpiece surfaces and the fracture crack are observed. At anmulsion concentration of 3.0%, the appearances of the workpieceurface after sliding rolling at rolling speeds of 15 m/min, 30 m/min,0 m/min and 70 m/min are observed as similar. On the other hand,
Please cite this article in press as: Azushima, A., et al., Prediction of effectusing sliding rolling tribo-simulator. J. Mater. Process. Tech. (2009), doi:10
t an emulsion concentration of 0.1%, the color uneven of the work-iece surfaces after sliding rolling at rolling speeds of 15 m/min and0 m/min is observed.
ig. 8. Photographs of workpiece surface after rolling at emulsion concentrations of.1% and 3% for the colza oil using the roll with a surface roughness of Ra = 0.05 �m.
Fig. 9. Photographs of workpiece surface after rolling at emulsion concentrations of0.1% and 3% for the colza oil using the roll with a surface roughness of Ra = 0.2 �m.
Fig. 9 shows the photographs of workpiece surface after slidingrolling at emulsion concentrations of 0.1% and 3% for the colza oilusing the roll with a surface roughness of Ra = 0.2 �m, changing therolling speed. The scale on the all workpiece surfaces and the frac-ture crack are also observed. At an emulsion concentration of 3.0%,the appearances of the workpiece surfaces after sliding rolling atrolling speeds of 15 m/min, 30 m/min, 50 m/min and 70 m/min arealso observed as similar as those of the roll with a surface roughnessof Ra = 0.05 �m. On the other hand, at an emulsion concentration of0.1%, the ploughing tracks on the workpiece surfaces after slidingrolling at all rolling speeds are observed and it can be obtained thatthe surface appearance at a rolling speed of 50 m/min is smooth.
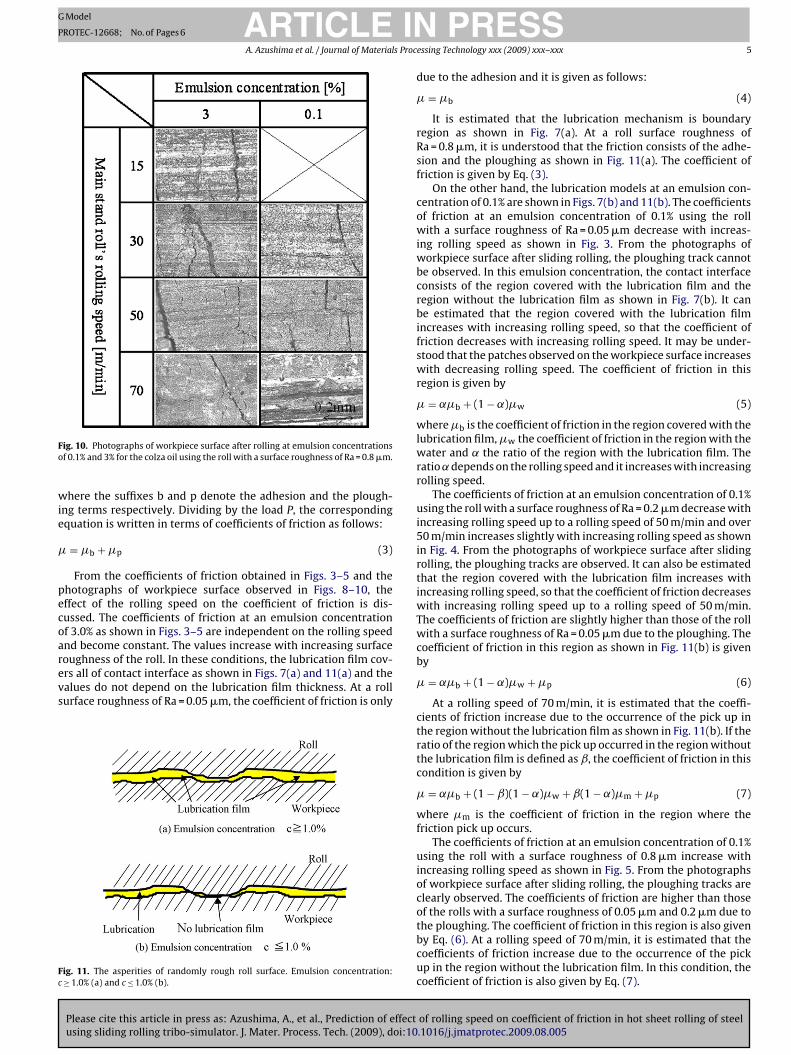
Fig. 10 shows the photographs of workpiece surface after slidingrolling at emulsion concentrations of 0.1% and 3% for the colza oilusing the roll with a surface roughness of Ra = 0.8 �m, changing therolling speed. The scale on the all workpiece surfaces and the frac-ture crack of the scale are also observed except the workpiece at arolling speed of 15 m/min. At an emulsion concentration of 3.0%, theploughing tracks on the workpiece surface after sliding rolling at allrolling speeds are observed similar to those after rolling at an emul-sion concentration of 0.1% using the roll with a surface roughnessof Ra = 0.05 �m. On the other hand, at an emulsion concentration of0.1%, the ploughing tracks on the workpiece surface after rolling atall rolling speeds are observed and in the surface at a rolling speedof 70 m/min, the failure on the track surface is observed.
In the schematic representation of the lubrication model at theinterface between roll with randomly rough surface and workpieceas shown in Fig. 11, the two main factors of the friction force actingat the interface between roll and workpiece must be considered.The first is the adhesion which occurs at the contact regions, andthe second is the ploughing in which the asperities of the harderroll plough a path through the softer workpiece.
of rolling speed on coefficient of friction in hot sheet rolling of steel.1016/j.jmatprotec.2009.08.005
The friction force F is given as follows:
F = Fb + Fp (2)
ARTICLE ING Model
PROTEC-12668; No. of Pages 6
A. Azushima et al. / Journal of Materials Proc
Fo
wie
�
pecoarevs
Fc
ig. 10. Photographs of workpiece surface after rolling at emulsion concentrationsf 0.1% and 3% for the colza oil using the roll with a surface roughness of Ra = 0.8 �m.
here the suffixes b and p denote the adhesion and the plough-ng terms respectively. Dividing by the load P, the correspondingquation is written in terms of coefficients of friction as follows:
= �b + �p (3)
From the coefficients of friction obtained in Figs. 3–5 and thehotographs of workpiece surface observed in Figs. 8–10, theffect of the rolling speed on the coefficient of friction is dis-ussed. The coefficients of friction at an emulsion concentrationf 3.0% as shown in Figs. 3–5 are independent on the rolling speednd become constant. The values increase with increasing surfaceoughness of the roll. In these conditions, the lubrication film cov-
Please cite this article in press as: Azushima, A., et al., Prediction of effectusing sliding rolling tribo-simulator. J. Mater. Process. Tech. (2009), doi:10
rs all of contact interface as shown in Figs. 7(a) and 11(a) and thealues do not depend on the lubrication film thickness. At a rollurface roughness of Ra = 0.05 �m, the coefficient of friction is only
ig. 11. The asperities of randomly rough roll surface. Emulsion concentration:≥ 1.0% (a) and c ≤ 1.0% (b).
PRESSessing Technology xxx (2009) xxx–xxx 5
due to the adhesion and it is given as follows:
� = �b (4)
It is estimated that the lubrication mechanism is boundaryregion as shown in Fig. 7(a). At a roll surface roughness ofRa = 0.8 �m, it is understood that the friction consists of the adhe-sion and the ploughing as shown in Fig. 11(a). The coefficient offriction is given by Eq. (3).
On the other hand, the lubrication models at an emulsion con-centration of 0.1% are shown in Figs. 7(b) and 11(b). The coefficientsof friction at an emulsion concentration of 0.1% using the rollwith a surface roughness of Ra = 0.05 �m decrease with increas-ing rolling speed as shown in Fig. 3. From the photographs ofworkpiece surface after sliding rolling, the ploughing track cannotbe observed. In this emulsion concentration, the contact interfaceconsists of the region covered with the lubrication film and theregion without the lubrication film as shown in Fig. 7(b). It canbe estimated that the region covered with the lubrication filmincreases with increasing rolling speed, so that the coefficient offriction decreases with increasing rolling speed. It may be under-stood that the patches observed on the workpiece surface increaseswith decreasing rolling speed. The coefficient of friction in thisregion is given by
� = ˛�b + (1 − ˛)�w (5)
where �b is the coefficient of friction in the region covered with thelubrication film, �w the coefficient of friction in the region with thewater and ˛ the ratio of the region with the lubrication film. Theratio ˛ depends on the rolling speed and it increases with increasingrolling speed.
The coefficients of friction at an emulsion concentration of 0.1%using the roll with a surface roughness of Ra = 0.2 �m decrease withincreasing rolling speed up to a rolling speed of 50 m/min and over50 m/min increases slightly with increasing rolling speed as shownin Fig. 4. From the photographs of workpiece surface after slidingrolling, the ploughing tracks are observed. It can also be estimatedthat the region covered with the lubrication film increases withincreasing rolling speed, so that the coefficient of friction decreaseswith increasing rolling speed up to a rolling speed of 50 m/min.The coefficients of friction are slightly higher than those of the rollwith a surface roughness of Ra = 0.05 �m due to the ploughing. Thecoefficient of friction in this region as shown in Fig. 11(b) is givenby
� = ˛�b + (1 − ˛)�w + �p (6)
At a rolling speed of 70 m/min, it is estimated that the coeffi-cients of friction increase due to the occurrence of the pick up inthe region without the lubrication film as shown in Fig. 11(b). If theratio of the region which the pick up occurred in the region withoutthe lubrication film is defined as ˇ, the coefficient of friction in thiscondition is given by
� = ˛�b + (1 − ˇ)(1 − ˛)�w + ˇ(1 − ˛)�m + �p (7)
where �m is the coefficient of friction in the region where thefriction pick up occurs.
The coefficients of friction at an emulsion concentration of 0.1%using the roll with a surface roughness of 0.8 �m increase withincreasing rolling speed as shown in Fig. 5. From the photographsof workpiece surface after sliding rolling, the ploughing tracks areclearly observed. The coefficients of friction are higher than thoseof the rolls with a surface roughness of 0.05 �m and 0.2 �m due to
of rolling speed on coefficient of friction in hot sheet rolling of steel.1016/j.jmatprotec.2009.08.005
the ploughing. The coefficient of friction in this region is also givenby Eq. (6). At a rolling speed of 70 m/min, it is estimated that thecoefficients of friction increase due to the occurrence of the pickup in the region without the lubrication film. In this condition, thecoefficient of friction is also given by Eq. (7).

ARTICLE ING Model
PROTEC-12668; No. of Pages 6
6 A. Azushima et al. / Journal of Materials Proc
Fig. 12. Distribution of the X-ray intensity for emulsion concentration of oil withcalcium sulfonate of 30%.
cisuscatoor
XifiCefiat
Fig. 13. Relationship between X-ray intensity and rolling speed.
In order to explain the effect of the rolling speed on theoefficient of friction at an emulsion concentration of 0.1%, thentroduced oil film thicknesses were measured changing the rollingpeed in rolling conditions at an emulsion concentration of 1.0%sing the roll with a surface roughness of Ra = 0.05 �m. Fig. 12hows the distribution of the X-ray intensity for the emulsion con-entration of the colza oil with the calcium sulfonate of 30%. Themount of Ca on the surface of rolled workpiece is analyzed andhe peak of the X-ray intensity for Ca is situated at photon energyf 3.69 keV. Since the integral intensity of Ca is proportional to theil film introduced, the oil film introduced in the interface betweenoll and workpiece can be qualitatively measured.
Fig. 13 shows the relationship between integral intensity of-ray and rolling speed. The integral intensity increases with
ncreasing rolling speed. Consequently, it is estimated that the oillm thickness introduced increases with increasing rolling speed.
Please cite this article in press as: Azushima, A., et al., Prediction of effectusing sliding rolling tribo-simulator. J. Mater. Process. Tech. (2009), doi:10
onsequently, the coefficient of friction becomes constant at anmulsion concentration of 3.0% in spite of the increase of the oillm thickness introduced since the lubrication film covered overll of contact region. On the other hand, at an emulsion concentra-ion of 0.1%, it is estimated that the coefficient of friction decreases
PRESSessing Technology xxx (2009) xxx–xxx
with increasing rolling speed since the region with the lubricationfilm increases with increasing rolling speed due to the increase ofthe introduced oil film with the rolling speed.
From the experimental results, the effect of rolling speed on thecoefficient of friction obtained using the tribo-simulator testingmachine and the developed lubrication model, the speed depen-dence of the coefficient of friction at the interface between roll andworkpiece in hot sheet rolling can be predicted.
5. Conclusions
(1) The coefficient of friction at an emulsion concentration of 3.0%was independent on the rolling speed and it increased withincreasing surface roughness of roll.
(2) The coefficient of friction at an emulsion concentration of0.1% decreased with increasing rolling speed for the rolls withsmooth surface roughness. However, it decreased with increas-ing rolling speed in the lower range of rolling speed, but itincreases in increasing rolling speed in the higher range ofrolling speed for the rolls with a rough surface roughness.
(3) The effect of the rolling speed on the coefficient of friction wasexplained using the proposed lubrication model.
Acknowledgements
This study was carried out as a part of research activities of Envi-ronment Conscious Ultrafine-Grained Steel Consortium of JRCM(The Japan Research and Development Center of Metals). Finan-cial support from NEDO (New Energy and Industrial TechnologyDevelopment) is gratefully acknowledged.
References
Azushima, A., Xue, W.D., Aoki, K., 2006. New evaluation method of lubricity of hotrolling oil. In: 9th International Conferences on Steel Rolling 2006, ATS, CD-ROM,S04-2 P103.
Azushima, A., Xue, W.D., Aoki, K., 2007a. Lubricant mechanism in hot rolling bynewly developed simulation testing. Annals of the CIRP 56 (1), 297–300.
Azushima, A., Xue, W.D., Yoshida, Y., 2007b. Influence of lubricant factors oncoefficient of friction and clarification of lubricant mechanism in hot rolling.Tetsu-to-Hagane 93 (11), 27–32 (in Japanese).
Azushima, A., Xue, W.D., Yoshida, Y., 2008. Effect of surface roughness of roll on coef-ficient of friction in hot rolling. Tetsu-to-Hagane 94 (4), 134–140 (in Japanese).
Ikeda, J., 1999. Recent trends in hot strip rolling oil. J. Jpn. Soc. Technol. Plast. 40,1031–1036 (in Japanese).
Inoue, T., Yamamoto, H., Watanabe, K., Nishida, K., Sugiura, T., 2003. Lubricity charac-teristics of particles mixed with organic and inorganic powders and their seizureprevention effect at high temperature. J. Jpn. Soc. Technol. Plast. 44, 266–270 (inJapanese).
Kiuchi, M., 2005. Integrated development of metal forming technologies for urtra-fine grained steel, advanced technology of plasticity 2005. In: Proc. 8th ICTP, pp.55–70.
Lenard, J.G., 2000. Tribology in metal rolling. Annals of the CIRP 49 (2), 567–590.Mase, T., 1979. Lubricants for hot rolling of strip and the effects by using them. J. Jpn.
of rolling speed on coefficient of friction in hot sheet rolling of steel.1016/j.jmatprotec.2009.08.005
Soc. Lubr. 24 (3), 144–149 (in Japanese).Nagai, K., 2003. Recent developments for ultrafine-grained steels. Q. Jpn. Weld. Soc.
21, 142–147 (in Japanese).Sato, K., Uesugi, H., Hagihara, H., Nogami, T., 1978. Correlation between chemical
composition and efficacy of hot rolling oils for steel strips. Journal of the JSTP 19(214), 942–949 (in Japanese).










![[PPT]PowerPoint Presentation - Ira A. Fulton College of ...ered/ME482/PPT_Lectures/Ch7-MachnOps.ppt · Web viewMachining Operations by Ed Red Objectives Introduce machining operations](https://static.fdocuments.us/doc/165x107/5aa21ccb7f8b9ac67a8caf75/pptpowerpoint-presentation-ira-a-fulton-college-of-eredme482pptlecturesch7-.jpg)







