GMAW welding and brazing of thin sheet metal using modern power ...
29
Schwei Schwei ß ß technische Lehr technische Lehr - - und Versuchsanstalt und Versuchsanstalt SLV M SLV M ü ü nchen nchen - - Niederlassung der GSI mbH Niederlassung der GSI mbH GMAW welding and brazing of thin sheet metal using modern power sources F. Zech, Dr.-Ing. H. Cramer, L. Baum INNOVATIVE TECHNOLOGIES FOR JOINING ADVANCED MATERIALS 07 – 08 June Timisoara
Transcript of GMAW welding and brazing of thin sheet metal using modern power ...

SchweiSchweißßtechnische Lehrtechnische Lehr-- und Versuchsanstalt und Versuchsanstalt SLV MSLV Müünchen nchen -- Niederlassung der GSI mbH Niederlassung der GSI mbH
GMAW welding and brazing of thin sheet metal
using modern power sources
F. Zech, Dr.-Ing. H. Cramer, L. Baum
INNOVATIVE TECHNOLOGIESFOR JOINING ADVANCED
MATERIALS07 – 08 June
Timisoara
Timisoara 2007 2
User requests when applying GMAW:Avoidance of weld spatter and weld penetration flaws (lack of fusion) at start of bead
Limiting power peaks during arc re-ignitions to minimize weld spatter in spite of inhomogenities
Exact control of the heat input and the consumption rate for - joining very thin sheet metal (t ≤ 1,0 mm)- controlling component tolerances- material mixture (steel-aluminium)
Stable process under different conditions of the component surfaces and high working speeds
Easy way to set parameters
Short arc GMAW welding and soldering of thin sheet metal
Timisoara 2007 3
Short arc GMAW welding and soldering of thin sheet metal
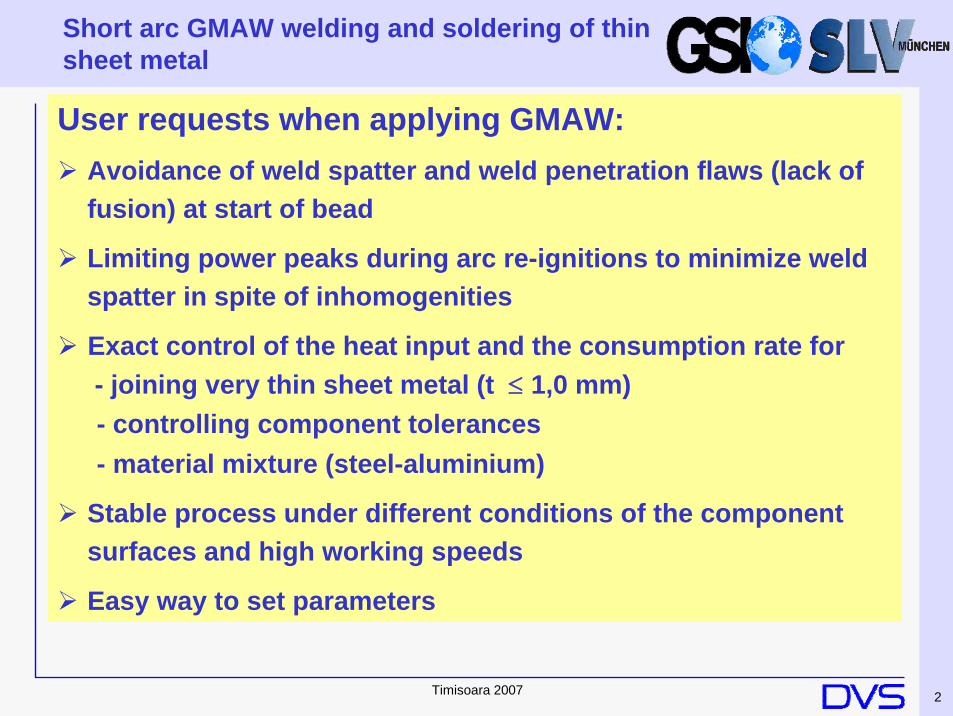
User requests - examples
- optimized welding startwithout spatter and lack of fusion
- possibility to join material mixtures
coated steel
aluminium
- back of coated steel without burning of the zinc content to avoid corrosion

Timisoara 2007 4
Short arc GMAW welding and soldering of thin sheet metal
User requests - examples
GMAW welding:controlling component tolerances on a three-member weld with different thickness(gap bridging on high alloy steel)
GMAW brazing:gap bridging without fusion of the coated steel andoptimized weld interface
Thickness of sheet: 1 mm and 2,5 mm

Timisoara 2007 5
GMAW welding and soldering of thin sheet metal
Solutions for short arc welding:• Optimizing the conventional short arc• Short arc with trigger points during process flow
CMT, CP, ColdArc, DIP-pulsed, FastROOT, STT process, ...• Short arc with controlled pulsed current
Solutions for pulsed arc welding:• GMAW DC pulsed electric arc welding• GMAW AC pulsed electric arc welding
Solutions for periodically changing electric arc output:• Alu pulse, double pulse, mixed pulse, Superpuls, ...

Timisoara 2007 6
Suitable metal transfer forms with GMAW welding of thin sheet metal
Shor
t arc
cyc
le(w
ith e
lect
ric a
rc in
terr
uptio
ns)
Puls
ed a
rc c
ycle
(with
out e
lect
ric a
rc in
terr
uptio
ns)
Working ranges
short arc
Timisoara 2007 7
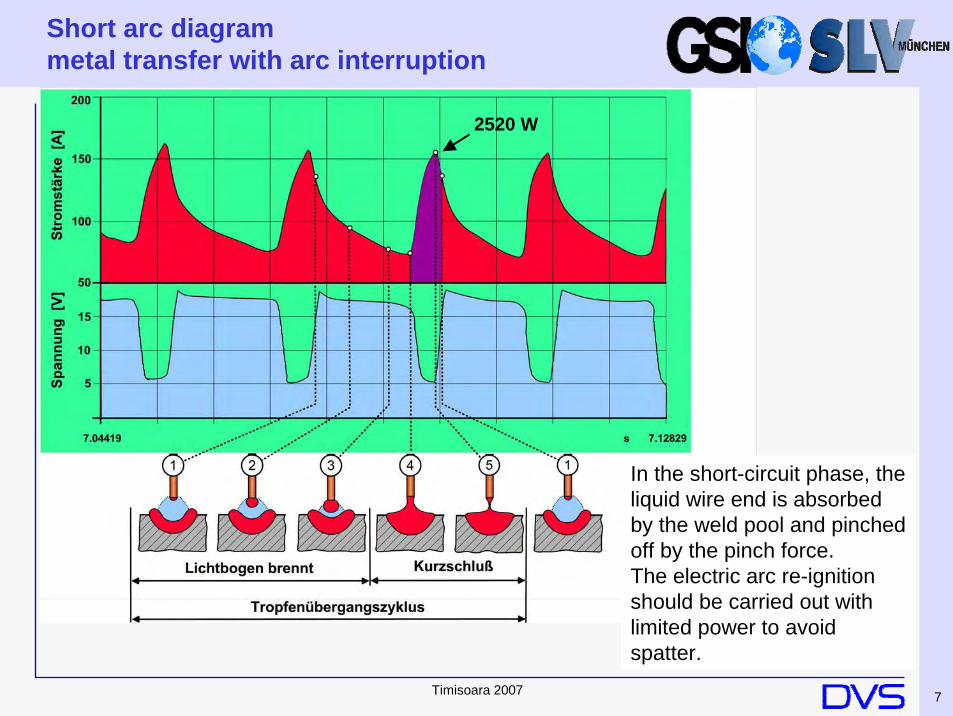
Short arc diagrammetal transfer with arc interruption
2520 W
In the short-circuit phase, the liquid wire end is absorbed by the weld pool and pinched off by the pinch force.The electric arc re-ignitionshould be carried out with limited power to avoid spatter.

Timisoara 2007 8
Short arc
Spatter due to current and power being too high during arc re-ignition
large smallThrottling effect Throttling effect
Characteristic curve slopeCharacteristic curve slope
Limited short-circuit current
Possibilities to influence the power peak during re-ignition
Timisoara 2007 9
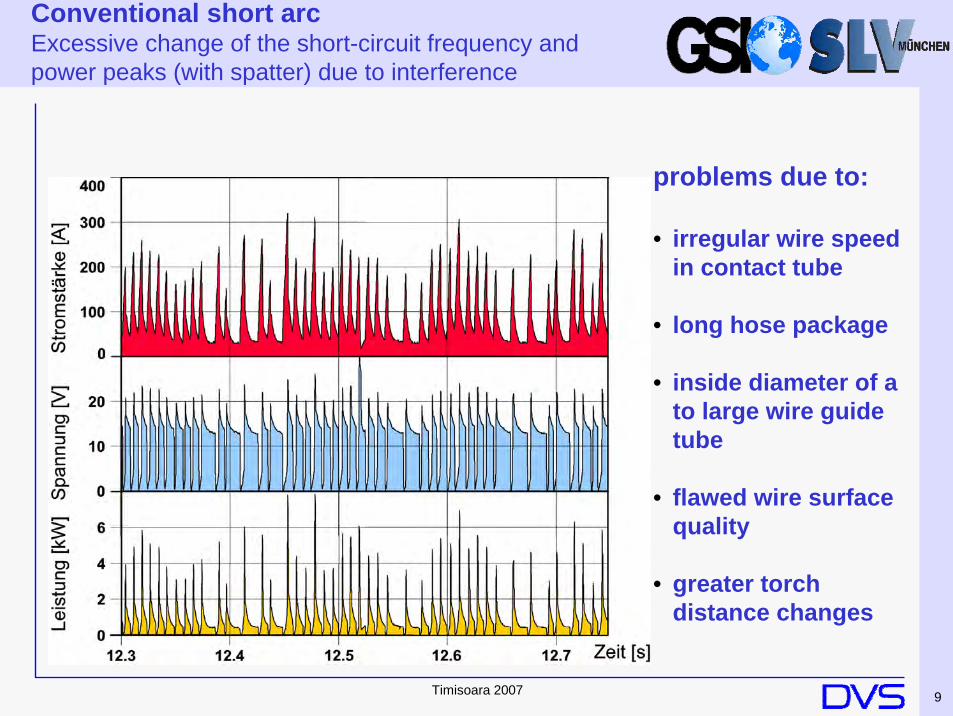
Conventional short arcExcessive change of the short-circuit frequency andpower peaks (with spatter) due to interference
problems due to:
• irregular wire speed in contact tube
• long hose package
• inside diameter of ato large wire guide tube
• flawed wire surface quality
• greater torch distance changes
Timisoara 2007 10
Advantages and disadvantages of short arc used with conventional welding plants
Advantages:• robust switching concepts• small number of parameters• limited costs
Disadvantages:• the electric arc ignition cannot be sufficiently optimized• due to costs, the dynamic properties of the power sources are
usually not variable at all or only to a limited extent• the electric arc power cannot be changed at the start and end of
bead

Timisoara 2007 11
coldArc – processA new high dynamic inverter switchingin connection with a very quick digital current regulation decreases the power peak significantly during re-ignition.
The result is a spatter-free, heat- and arc force-reduced joining process.
The arc is colder due to the powerreduction during re-ignition. Thin sheet can be welded or brazed with low heatinput.
t
t
Phase 1Lichtbogen brennt
Phase 2Kurzschluß
Phase 3Auflösung des Kurzschlussesund erneute Brennphase
t
Us
Us
Is
Is
ColdArc-processaccording to EWM
cold
Arc
co
nven
t. sh
ort a
rc
arc on short circuit
re-ignitionarc on

Timisoara 2007 12
current
voltage
arc power
coldArc-processaccording to EWM

Timisoara 2007 13
coldArc-processaccording to EWM
arc power
conventional short arc
arc power
coldArc
Power in time of re-ignition

Timisoara 2007 14
GMAW soldering with triggered short arc
ColdArc processCompany EWM
Basic material: H260+Z100
t = 1.0 / 2.5 mm
vL = 50 cm/min

Timisoara 2007 15
Triggered short arcSTT process (Surface-Tension-Transfer)
wire electrode:1.4316, 1.2 mmshielding gas:2.5 % CO2, residual Ar
Company LincolnQuick current reduction with electric arc re-ignition
Arc
pow
er [k
W]
volta
ge[V
] cu
rren
tint
. [A
]
Timisoara 2007 16
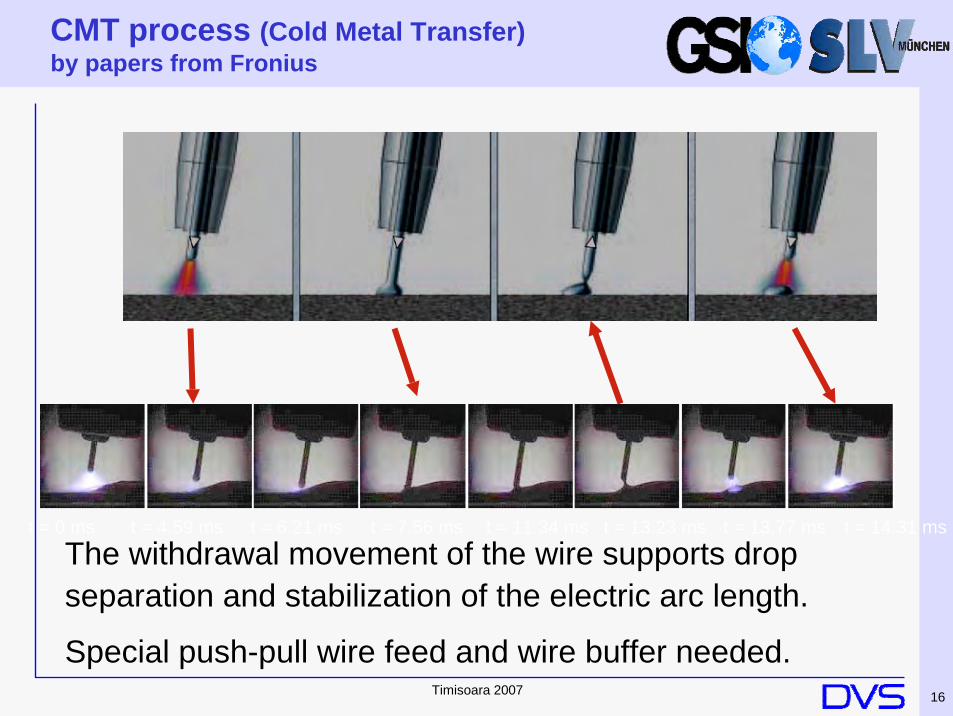
t = 0 ms t = 4.59 ms t = 6.21 ms t = 7.56 ms t = 11.34 ms t = 13.23 ms t = 13.77 ms t = 14.31 ms
The withdrawal movement of the wire supports dropseparation and stabilization of the electric arc length.
Special push-pull wire feed and wire buffer needed.
CMT process (Cold Metal Transfer)by papers from Fronius

Timisoara 2007 17
CMT process (Cold Metal Transfer)by papers from Fronius
curr
ent
int.
[A]
v
olta
ge [V
]
Electric arcinterruption

Timisoara 2007 18
CMT process (Cold Metal Transfer)by papers from Fronius
welding plant with special push-pull wire feed and wire buffer
Timisoara 2007 19
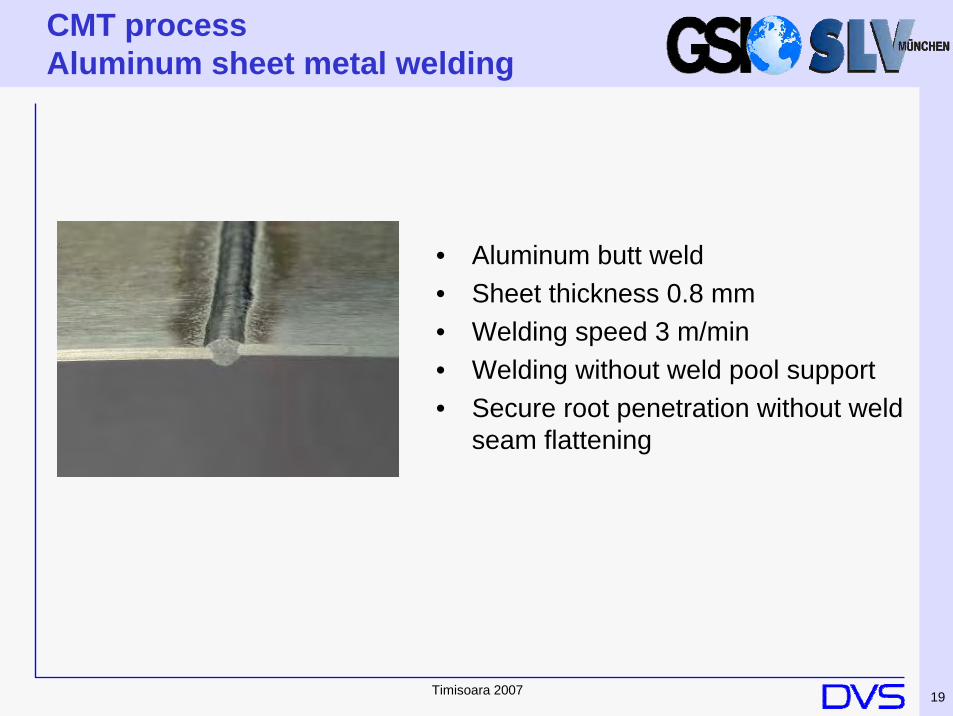
CMT processAluminum sheet metal welding
• Aluminum butt weld• Sheet thickness 0.8 mm• Welding speed 3 m/min• Welding without weld pool support• Secure root penetration without weld
seam flattening
Timisoara 2007 20
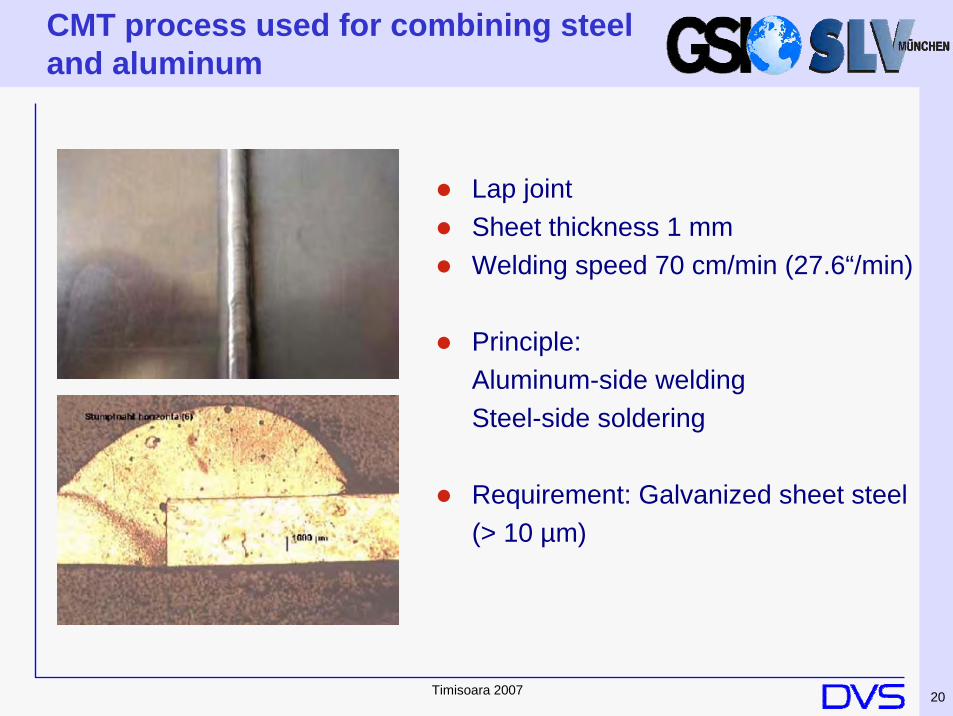
CMT process used for combining steel and aluminum
Lap jointSheet thickness 1 mmWelding speed 70 cm/min (27.6“/min)
Principle:Aluminum-side weldingSteel-side soldering
Requirement: Galvanized sheet steel(> 10 µm)

Timisoara 2007 21
GMAW pulsed arcMaterial transfer without electric arc interruption
pulse current (causes quick dropforming and droptransfer)
background current (avoids arc instabilities andforms the drop)
Cur
rent
inte
nsiti
y
time

Timisoara 2007 22
GMAW pulsed arccurrent forms
DC AC
conventional pulsed arc
pulsed arc with small interpulses to stabilize the process during the long background current time

Timisoara 2007 23
GMAW AC pulsed arcparameter diagram
Depending on software version, 4 to 8 time segments can be set within one period (15 to 40 parameters per period).
Parameter changes can be initiated for trigger points of short arc applications.
company
ELMATECH

Timisoara 2007 24
Polarity effects during GMAW welding
Electrode negative (negative polarity)- larger surface of arc attachment spot on
base material and on wire electrode end- colder wire electrode end - higher surface tension of the drop (bigger drops)
- less pinch effect caused by a lower current densitiy
- less penetration - higher deposition rate
Electrode positive (positive polarity)- smaller surface of arc attachment spot on base material and wire electrode end
- hoter wire electrode end - lower surface tension of the drop (smaller drops)
- higher pinch effect caused by higher current densitiy
- more penetration - lower deposition rate

Timisoara 2007 25
GMAW AC pulsed arc
High-speed pictures shows the differences between negative and positiv polarityduring a period

Timisoara 2007 26
Stro
mst
ärke
0Zeit
+
Stro
mst
ärke
0Zeit
+
14 % 45 %
GMAW AC pulsed arc: t = 1,5 mm , vD = 3,8 m/min, vS = 1 m/min
GMAW AC pulsed arc
Part of negative electrode low- more heat input- more penetration
Part of negative electrode high- less heat input- less penetration

Timisoara 2007 27
Rhythmical change between short arc and pulsed arcSuperpuls welding, company ESAB
3,23,2

Timisoara 2007 28
Summary
• Compared with step-switched welding rectifiers, transistorizedpower sources make it easier to optimize the electric arc ignition and the bead start and end.
• Spatter can be avoided with any type of short arc welding only if the power peaks are sufficiently low during the electric arc re-ignition.
• The quality of the available characteristic synergy curve should be considered when selecting a welding facility or line.
• The following special short arc types are currently ready for practical welding applications:CMT, ColdArc, dip transfer, SCW with pulsed current, SCW with minus polarity, STT, FastROOT, ...

Timisoara 2007 29
Summary (continued)
• The combination of pulsed and short arcs especially facilitates adapting the energy input per unit length and the optimizationof the bead profile in the upper metal sheet range.
• AC and DC pulsed arcs with intermediate pulses expand the application scope of the electric arc in the lower power range.
• Electric arc interferences due to flawed or insufficient wire electrodes and contact pipes as well as excessively long supply pipes can be avoided by the control functions of the systems only to a limited extent.
• Minimizing the electric arc power (energy input per unit length) increases the risk of weld seam flaws and joining defects. This means that processes and quality assurance inspections must usually be carried out more carefully.