Gas-Barrier Seals Establish Beachheadinfohouse.p2ric.org/ref/33/32269.pdf · Gas-Barrier Seals...
8
Gas-Barrier Seals Establish Beachhea Driven by strict emissions requirements, gas barrier seals are winning new victories and converts in mechanical sealing technology. as-barrier seals are a revolu- tionary milestone in the mechanical sealing of rotating G equipment for the process industries. Adoption of gas-barrier sealing technology has been spurred by the fugitive emissions restrictions contained in the 1990 Clean Air Act Amendments (CAM) Title U, specifi- cally, the U.S. EPA's proposed National Emissions Standard for Hazardous Air Pollutants (NESJ IAP) or Hazardous Organic NESHAP (WON), subpart H of which addresses equipment leaks. Gas-barrier seals can be either contacting (based on boundary lubri- cation) or noncontacting (based on full fluid-film lubrication). Although gas-lubricated seals have been pro- duced in single and tandem designs, it is the gas-barrier double seal that, to date, has seen the greatest applica- tion potential (Photo 1). Users are increasingly specifying gas-barrier seals as they gain familiarity with the technology. TRADITIONAL ALTERNATIVES REVIEWED Before examining appropriate uses of gas-barrier seals, let's look at the traditional alternatives. Until recently, mechanical seals used with process pumps invariably have been lubricated with a liquid, either the pumped product or a barrier or buffer fluid in its liquid state. While effective for many routine services, liquid-lubricated seals in critical ser- vices are l i i t e d in terms of perfor- mance, maintenance and economics. A brief look at traditional liquid- lubricated seals will help highlight the performance benefits of gas-barri- er sealing technology. ~ Single seals. The most comn type of seal is the basic single, liqi lubricated seal design. Mour inside a seal chamber, a single can economically restrict VI+ (volatile hazardous air pollut,, emissions to less than 1000 pp provided the specific gravity of Photo 1: An example of a gas-barrier double seal (GB-200 Dura Se featuring a contacting design. 14 FEBRUARY 1995 PUMPS AND SYSTEMS MAC'
Transcript of Gas-Barrier Seals Establish Beachheadinfohouse.p2ric.org/ref/33/32269.pdf · Gas-Barrier Seals...

Gas-Barrier Seals Establish Beachhea Driven by strict emissions requirements, gas barrier seals are winning new victories and converts in mechanical sealing technology.
as-barrier seals are a revolu- tionary milestone in the mechanical sealing of rotating G equipment for the process
industries. Adoption of gas-barrier sealing technology has been spurred by the fugitive emissions restrictions contained in the 1990 Clean Air Act Amendments (CAM) Title U, specifi- cally, the U.S. EPA's proposed National Emissions Standard for Hazardous Air Pollutants (NESJ IAP) or Hazardous Organic NESHAP (WON), subpart H of which addresses equipment leaks.
Gas-barrier seals can be either contacting (based on boundary lubri- cation) or noncontacting (based on full fluid-film lubrication). Although gas-lubricated seals have been pro- duced in single and tandem designs, it is the gas-barrier double seal that, to date, has seen the greatest applica- tion potential (Photo 1) . Users are increasingly specifying gas-barrier seals as they gain familiarity with the technology. TRADITIONAL ALTERNATIVES REVIEWED
Before examining appropriate uses of gas-barrier seals, let's look at the traditional alternatives. Until recently, mechanical seals used with process pumps invariably have been lubricated with a liquid, either the pumped product or a barrier or buffer fluid in its liquid state. While
effective for many routine services, liquid-lubricated seals in critical ser- vices are l i i t ed in terms of perfor- mance, maintenance and economics. A brief look at traditional liquid- lubricated seals will help highlight the performance benefits of gas-barri- er sealing technology.
~
Single seals. The most comn type of seal is the basic single, liqi lubricated seal design. Mour inside a seal chamber, a single can economically restrict VI+ (volatile hazardous air pollut,, emissions to less than 1000 pp provided the specific gravity of
Photo 1: An example of a gas-barrier double seal (GB-200 Dura Se featuring a contacting design.
14 FEBRUARY 1995 PUMPS AND SYSTEMS MAC'

pumped product is 0.4 or greater. Single seals can accommodate envi- ronmental controls and can be bal- anced to withstand high seal chamber pressures.
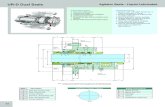
Dual seals. Dual seals are used when the leakage rate or safety of single seals is not adequate for a given application, such as toxic liq- uids whose leakage into the environ- ment would be hazardous. Dual seals are available in either pressurized or non-pressurized designs.
Non-pressurized dual seals. Non- pressurized, tandem seal arrange- ments are often specified where there are health, safety and environmental concerns. Under normal operating conditions the inner, or primary, seal is designed to withstand full product pressure. The outer seal operates in a suitable buffer fluid at atmospheric or very low pressure.
Pressurized dual seals. With pres- surized, dual (double) seals, a compat- ible barrier fluid is injected into the seal chamber at a point near the inner seal and exits at a point near the outer seal. The fluid is maintained between the two seals at a pressure higher than that of the product behind the impeller. Pressurized dual seals are required when the specific gravity of the pumped product is 0.4 or lower.
Liquid-lubricated dual seals, however, require a supply tank or reservoir of fluid that is circulated between the inner and outer seals. In addition, American Petroleum Institute specification API 682 requires that all liquid-lubricated dual seals incorporate a pumping device to circulate the liquid in a closed loop from the seal cavity, between the inboard and outboard seals, to the supply tank reservoir and back again. Depending upon operating condi- tions, cooling coils may have to be added to the reservoir to remove excess seal facegenerated heat.
Moreover, improper operation of liquid bufferharrier systems has been identified as a major cause of failure for liquid-lubricated dual seals. With their pumping rings and supply tanks, liquid-lubricated dual seals can also leak barrier fluid into both the process fluid side of a pump and the atmosphere. 'Qpical leak rates range from 2 to 5 cclday in both directions.
I
As a result, periodic maintenance on the supply tank reservoir is necessary. Maintenance cycles usually involve a weekly check of the liquid level in the tank reservoir and quarterly refills. GAS-BARRIER SEALING OVERVIEW
Compared with liquid-lubricated seals, gas-barrier sealing technology offers reliability, simplicity and lower operating costs. Gas-barrier seals embody more than 20 years' experi- ence with gas-lubricated, "dry-run- ning" sealing technology. Until recently, this technology could not be applied realistically to seals for process pump services, although dry- running seals had been developed and used for many years on equip- ment such as compressors, mixers and agitators. But, with the evolution of seal technology, advanced seal face materials, and exhaustive laboratory and field testing, seal designers have succeeded in applying gas lubrication technology to mechanical seals on typical ANSI and API process pumps.
Historically, the phrase "dry run- ning" refers to adverse seal operating conditions such as pump cavitation or loss of barrier fluid. Under such circumstances, dry running could quickly lead to seal damage or destruction. In the context of gas-bar- rier sealing technology, however, dry running refers to the fact that the fluid lubricating the seal faces is in a gaseous state rather than a liquid state. Thus, the following principles typically apply:
Seal faces are made of self-lubri-
cating, non-galling materials. One face is typically made of carbon- graphite, while the mating face is a relatively hard material with good thermal conductivity, such as silicon carbide or tungsten carbide.
Seal face flatness is critical to reducing gas leakage. Seal face deflec- tion, due to pressure or thermal gra- dients, is precisely controlled to reduce leakage and prevent failure. GAS-BARRIER SEALS EXAMINED
Gas-barrier double seals meet the most stringent (i.e., zero) emis- sions control requirements. With a gas-barrier seal, an inert gas such as nitrogen or instrument air serves as the seal face lubricant and coolant in place of a conventional liquid barrier. The gas-barrier also prevents leakage of pumped product to the atmos- phere. Moreover, gas-barrier double seals eliminate pumping rings, supply tanks, and the maintenance associat- ed with conventional dual-seal sys- tems. In the case of a double seal, the gas is injected at a pressure differen- tial of 20 psig to 50 psig (138 kPa to pressure. A purge through the seal is not required since the barrier is dead- ended.
Inner Seal. The inner seal of a typical contacting gas-barrier double seal uses conventional face sealing technology to minimize barrier gas leakage into the pump. The low dif- ferential pressures on the inner seal allow the use of conventional sealing faces. Inner seal leakage into the pump is less than 0.05 standard cubic
Application Report A chemical manufacturer in the southeastern United States had a criti-
cal process pump that cavitated continuously. This manufacturer decided to evaluate a gas-barrier double seal for this critical application, but first wanted to see if it would perform on a less critical condensate pump with a similar cavitation condition.
The condensate pump was a Goulds 3196 MT with a 1.750 in. (45 mm) diameter shaft, rotating at 1750 rpm. The condensate was at a tem- perature of 250 F (121 C). After attempting a pusher seal that gave them only one month of service life, the chemical manufacturer switched back to compression packing which performed better, but still lasted for only three months. They then installed a contacting gas-barrier double seal with a 40 psig (276 kPa) nitrogen barrier pressure. This seal has since been run- ning successfully for more than two years.
PUMPS AND SYSTEMS MAGAZINE FEBRUARY 1995 15

Photo 2: Inert gas flowing through the grooves of the outer seal rotor provides lubrication and cooling.
feet per hour (scfh) at a 50-psig differ- ential pressure. The inner rotor is made of specially formulated carbon with the same chemical resistance as traditional carbon, but with improved thermal and physical properties. The inner stator an be constructed of either tungsten carbide or silicon car- bide. This type of inner seal also can tolerate pressure reversals. If the bar- rier gas is lost, the seal continues to operate as a true single seal; a shift of the O-ring on the rotor causes the balance diameter to shift, allowing the seal faces to remain closed due to the process fluid pressure.
Outer Seal. With the contacting gas-barrier seal it is the outer seal that incorporates advanced sealing tech- nology that is the basis of gas-barrier operation. The outer seal uses a bi- directional slotted carbon rotor that allows the seal to operate ''dry'' up to 200 psig (1380 kPa). As shown in
Teikoku Canned Motor Pumps - Built For Your TOUGHEST Applications!
YOUR MOST SEVERE APPLICATIONS REQUIRE TOUGH PUMPS. THAT'S WHY OUR SEALLESS
CANNED MOTOR PUMPS ARE PRECISION-MANUFACTURED TO EXACTING QUALITY CONTROL
STANDARDS . . . FOR THE CLOSEST TOLERANCES IN THE BUSINESS. AND EACH TEIKOKU PUMP FEATURES THE PATENTED TEIKOKU ROTARY GUARDIAN (TRG) ELECTRONIC BEARING
MONITOR (shownatlefi) TO PREVENT UNSCHEDULED BEARING FAILURE -GIVING YOU LASTING
PERFORMANCE I N EVEN THE HARSHEST ENVIRONMENTS.
C A L L TODAY FOR MORE INFORMATION.
TEIKOKU USA, INC.
3 Allen Center, Suite 1585 Houston, Texas 77002-2535 USA Tel: (713) 659-2100. Fax: (713) 659-1991
PUMPS AND SYSTEMS MAGAZINE CIRCLE READER SERVICE NO. 163

Photo 2 angled slots or feed grooves on the rotor feed the pressurized gas to an annular groove to provide hydrostatic balancing. The total pres- sure drop occurs across the dam where all the sealing takes place. The feed grooves constantly force the gas through the faces to keep them cool and clear of wear debris that might be present. The pad on the outer seal rotor has two functions: 1) to act as a bearing support to reduce the overall unit loading and 2) to develop a slight lift due to thermally induced seal-face waviness in order to reduce the unit loading across the face. This design reduces seal face loading to one-quar- ter of that of a conventional seal design. GAS-BARRIER SEALS TESTED IN THE REAL-WORLD
Experience gained with dry-run- ning mixer seals has been applied in
producing gas-barrier seals that can consistently withstand the rigors of day-to-day operating conditions. Key areas addressed in developing gas- barrier double seals include:
Pressure reversals. The ability of a gas-barrier seal to handle pressure reversals has been verified by labora- tory and field testing.
Wear particle contamination. Wear particles from seal faces are the inevitable consequence of start-up and shut-down procedures. The groove depth on the outer rotor effec- tively accommodates such particles; the volume of gas flow through the grooves keeps the seal faces cool and clear of debris. .
Gus barrier quality. Gas-barrier seals can be forgiving to the presence of moisture in the gas supply; auxil- iary devices such as coalescing filters represent added cost and mainte- nance items.
Thermal transients. The faces of gas-barrier seals have been designed to withstand the effects of thermal transients and the higher-than-normal face deflection that may occur.
Speed considerations. Ideally, the sealing capability of a gas-barrier seal should be independent of shaft speed (i.e., capable of running at any speed from zero to its upper limit without excessive barrier leakage].
Bidirectional rotation. In addition to reducing the need for spares inven- torying, the bidirectional rotation capability of a gas-barrier seal makes it impossible to install the wrong seal in the wrong pump.
Gas barrier leakage. Compared with conventional liquid-barrier seals, leakage of the barrier gas from a gas- barrier seal during normal operation is negligible.
The influence of gas-barrier seal- ing technology on process operations
1 Patch-work reconditioning I only buys you time.
Remanufacturing buys you 1 a Waukesha. I
l
You chose WAUKESHA PDs to get quality and reliability. With the WAUKESHA Remanufacture Program, you still do - and at substantial savings. You also get FULL
Exchange policy minimizes downtime. Even after a second remanufacturing, you can relax. It’s still a WAUKESHA.
611 Sugar Creek Road, Delavan, WI 53115 U.S.A.;
____I_
FACTORY WARRANTY.
Contact your distributor or Waukesha Fluid Handling,
1-800-252-5200; FAX: 1-800-252-1088.
PSI and tem$rtures up to 300 degrees F.
Road, Delavan, WI 53115 U.S.A.; 1-800-252-5200; Contact Waukesha Fluid Handling, 611 Sugar Creek
FAX: 1-800-252-1088.
4.1 Waukesha U ma Fluid Handling @ A United Dominion Company @ A United Dominion Company
CIRCLE READER SERVICE NO. 185 CIRCLE READER SERVICE NO. 164
17

(Normally Plugged)
Temperature: -40 "F to 250 O F (-40 "C to 121 "C) -40 "F to Pressure: Full vacuum to 200 psig (1,380 kPa) Full vacu Speed: 0 to 3,000 fpm Shaft sizes: 1 .OOO in. to 2.750 in.
is seen in a number of key areas: reduced operating costs increased operating reliability extended mean time between planned maintenance (MTBPM) more effective compliance with EPA and OSHA regulations improved product quality.
REDUCED INSTALLATION AND OPERATING COSTS
Compared to liquid-lubricated dual seals and sealless pumps, gas-bar- rier seals provide sigmficant opportu- nities to reduce installation and operating costs. The gas-barrier seal can be connected to a plant source of nitrogen or instrument air. All that is required is a simple control system (i.e., a pressure gage, flowmeter, nee- dle valve and regulator), Figure 1. Pre- engineered and assembled gas control panels are available from gas-barrier seal manufacturers. Because the gas supply from in-plant headers is contin- uous, there is no need to monitor and replenish supply tanks; nor is there risk of seal failure resulting from a depleted supply tank. 'Qpical leakage rates, depending upon the type of gas- barrier sealing technology used, can
+ Q - r - ~ i l h n / a - 9 ~
vary from 0.1 sdh to 3 scfh. Gas-barrier seals eliminate the
need for barrier fluid cooling, han- dling and disposal. In addition, the cost of the gas is inconsequential compared to liquid barriers - even water. Estimated cost of nitrogen for operating a gas-barrier seal is $3 per year; estimated cost of cooling water for the barrier fluid of a liquid-lubri- cated double seal is $1,700 per year.
Moreover, operating power con- sumption of gas-barrier seals, whether contacting or noncontacting, is a small fraction of that required for liquid-barrier seals and sealless pumps. A liquid-barrier double seal operating at 3600 rpm and 200 psig, for example, would require approxi- mately five times as much power as a typical gas-barrier seal (approximate- ly 1.400 hp vs. only 0.280 hp for the gasbarrier seal). A sealless pump would require about double the power to achieve the same flow and head as a conventional pump sealed with a gas-barrier seal. INCREASED OPERATING RELIABILITY
The cartridge design of gas-barri- er seals simplifies installation and vir-
tually assures proper operation. Gas- barrier double seals also have been designed to withstand off-design pump operation, cavitation and dry- running conditions - all of which can cause rapid failure of liquid-lubri- cated seals and sealless pumps. With the cost to repair a pump averaging $3,500 2, the forgiving behavior of gas-barrier seals can translate into sig- nificant savings and improved pro- ductivity.
For the same reason, gas-barrier seals can provide a viable alternative to typical low emissions single-seal applications in which the chance of catastrophic failure exists. Transfer pumps, which are frequently subject to dry running, are a case in point. EXTENDED MTBPM
Unlike conventional liquid-lubri- cated seals, gas-barrier seals eliminate seal face-generated heat as a failure mechanism. With a contacting seal design, for example, seal face-generat- ed heat is only 1/10 to 1/100 that of a liquid-barrier pusher seal. Heat gen- erated at the seal faces is dissipated by gas passing between them, thus avoiding excessive bulk or seal face temperatures. This, plus the ability to accommodate upset, cavitation and dry-running conditions significantly reduces potential failure modes. With a design service life of up to five-plus years, gas-barrier seals are suited for numerous applications in the chemi- cal process, petrochemical/refinery, pulp and paper, power and pharma- ceutical industries. REGULATORY COMPLIANCE
Gas-barrier seals effectively elimi- nate the need for costly, time-consum- ing emissions monitoring of pumps
stances. Either new or existing pumps can be ouffttted with a gas-barrier seal and enlarged-bore seal chambers. The same zero-emissions/process fluid-con- tainment capabilities of gas-barrier seals further facilitate compliance with OSHA Process Safety Management requirement^.^
Sealless pumps and liquid-lubri- cated double seals can also qualify for exemption from EPA-mandated emissions monitoring. However, con- version to sealless pumps represents
handling highly toxic, hazardous Sub-
PUMPS A N D S Y S T E M S M A G A Z I N E

a major expenditure for equipment changeout including costly instru- mentation, plus high horsepower consumption. Liquid-lubricated dou- ble seals require elaborate barrier fluid systems and, for exempt status, no VHAPs can be used as the barrier fluid. In contrast to these more costly options, gas-barrier seals offer a reli- able, economical solution.
The gas-ibarrier seal can be
connected to a plant source of
nitrogen or instrument air.
IMPROVED PRODUCT QUALITY In most instances, application of
a gas-barrier, such as nitrogen, instrument air, steam or any other inert gas between double mechanical seals is not viewed as a source of contamination of the pumped process fluid. This is seen by many users as having a substantial advan- 1 tage over liquid-lubricated seals
i which, in the case of an inboard seal failure, can dump large amounts of barrier fluid into the process system and contaminate the product. 'Qpical leakage past the inner seal of a gas- barrier seal is 0.05 scfh at 50 psig; across the outer seal, typical leakage is 1.1 scfh at 200 psig. THINGS TO KNOW ABOUT GAS-BARRIER SEALS
The two major situations in which gas-barrier seals should be considered are:
the handling of hazardous and/or
any services critical to overall plant
For installation, gas-barrier seals require the enlarged-bore seal cham- bers as defined by the ANSIIASME %734 and AP15 standards. Gas-barrier
1 I
!
j 1
l
1
I
toxic process fluids
operations.
W E CAN M A U E THEM
S I T UP, LAY DOWN,
AND ROLL OVER.
A COMPLETE RANGE OF MOTORS: * 2,000 TO 20,000 H P
* HORIZONTAL OR VERTICAL * INDUCTION OR SYNCHRONOUS
* CUSTOMIZED AND SPECIAL DESIGNS * MOTOR STARTERS AND CONTROLS
* COMPETITIVE PRICING IDEAL ELECTRIC 330 E. FIRST ST. MANSFIELD, OH 44902 U.S.A. PHONE: ( 1 ) 4 19-522-36 1 1 FAX: ( 1 ) 4 1 9 - 5 2 2 - 9 3 8 6
CIRCLE READER SERVICE NO. 165
P H I L 1 ROCESS PUMPS
APumP that3 right
for your application
em. with Tuthill quality and reliability. -
Tuthill's broad range of process pumps includes heavy-duty HD process pumps for the most de- manding applications in the chemical processing, pulp and paper, and wastewater industries, as well as cost
effective Series 4000 pumps for abrasive liquids, paints and coatings.
Magnetically coupled Series 6000 and 7000 pumps are available in iron and stainless steel for applications involving
hazardous ortoxicfluids. The STinternalgear process pump available in cast iron, cast steel and stainless steel satisfies all applicable API 6lOand 676specifications.
Write, phone or fax for catalog.
Tel708389-2500 Fax 708388-0869 I n TUTHILL 1 y h i l l Pump Chicago, 12500SouthPu~askiRoad Illinois USA60658 A (p CORPORATION ivision
CIRCLE READER SERVICE NO. 166 PUMPS AND SYSTEMS MAGAZINE 19

seals are not recommended for use with process fluids containing more than 10% solids. The selection of contacting vs. noncontacting gas-bar- rier seal designs also depends on the application. Contacting gas-barrier seals are capable of bidirectional rotation and of accommodating upset conditions. They can also maintain a positive seal over the entire range of operating speeds, from 0 rpm to their maximum speed limit. 'hble I illustrates typical oper- ating specifications for both contact- ing and non-contacting gas-barrier seal designs.
Field reports indicate solid and growing acceptance of gas-barrier sealing technology. Economical oper- ation, forgiving designs and zero leak- age combine to make the gas-barrier seal a significant extension of mechanical sealing technology.
REFERENCES: "National Emissions Standard
for Hazardous Air Pollutants for Source Categories: Organic Hazardous Air Pollutants from Synthetic Organic Chemical Manu- facturing Industry and Other Processes Subject to the Negotiated Regulation for Equipment Leaks," EPA 40 CFR Part 63, Subpart H, 1994.
Ehlert, D., "Bearing Lubrication 'Ii-ends and Tips," Pumps and Systems, December 1993.
"Process Safety Management," OSHA 29 CFR 1910.119.
American National Standards Institute, American Society of Mechanical Engineers, New York, NY
American Petroleum Institute, Washington, DC.
William R Adams is Vice President of Technology for the Durametallic Corporation. He is also currently chair- man of the WG-3 Emissions Task Force o f STLE's Seals Technical Committee and a member o f the API 682 Seals Standards Committee. Randy R . Dingman is a Design Engineer in the Research and Development Department at Durametallic Corporation.

in a static cond
1 panel. Plant header ormally used as the
PUMPS AND SYSTEMS MAGAZINE FEBRUARY 1995 21