
Galvanizing Symposium São Paulo, Brasil - · PDF fileGalvanizing Symposium São...
236
30/9/2009 1 ssential Galvanizing Symposium São Paulo, Brasil September, 25, 2009 Dr. Frank E. Goodwin, IZA Zinc…es for life
-
Upload
truongnguyet -
Category
Documents
-
view
214 -
download
0
Transcript of Galvanizing Symposium São Paulo, Brasil - · PDF fileGalvanizing Symposium São...
30/9/2009
1
essential
for life
Galvanizing Symposium
São Paulo, Brasil
September, 25, 2009
Dr. Frank E. Goodwin, IZA
Zinc
…essential
for life

30/9/2009
2
essential
for life
Session 1
• Zinc Alloys and Their Effects on the Steel
Coating
• Influence of Steel Alloying Elements on Al
Consumption and Fe Release into the
Zinc
…essential
for life Consumption and Fe Release into the
Bath
• Methods of Control of Chemical
Composition of Steel Coating
30/9/20093
essential
for life
Zinc…essential
for life

30/9/20094
essential
for life
Zinc…essential
for life
30/9/20095
essential
for life
Zinc…essential
for life
30/9/20096
essential
for life
Zinc…essential
for life

30/9/2009
7
essential
for life
Zinc
…essential
for life
Iron and Steel Engineer, March 1962; From Data
Collected in 1911
Optimum “tightness” seen at 0.2% Al, regardless of Temperature

30/9/20098
essential
for life
Zinc…essential
for life

30/9/20099
essential
for life
Zinc…essential
for life
30/9/200910
essential
for life
Zinc…essential
for life

30/9/200911
essential
for life
Zinc…essential
for life
30/9/200912
essential
for life
Zinc…essential
for life
30/9/200913
essential
for life
Zinc…essential
for life

30/9/200914
essential
for life
Zinc…essential
for life
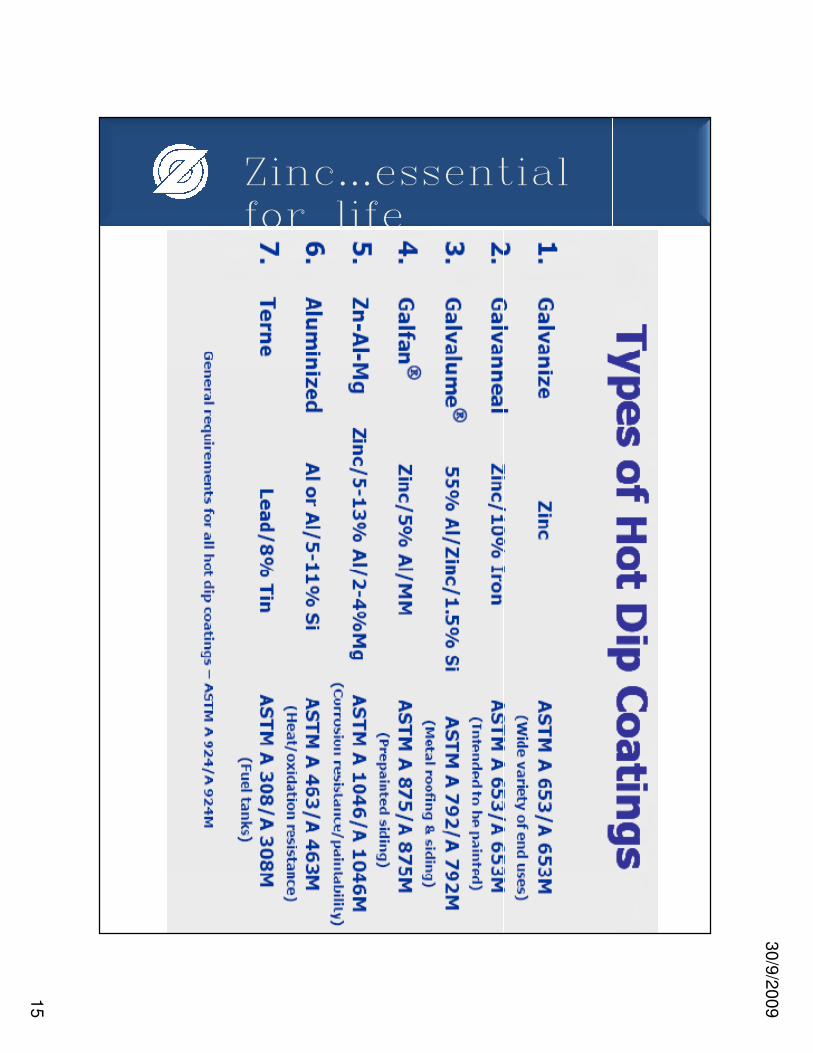
30/9/200915
essential
for life
Zinc…essential
for life

30/9/200916
essential
for life
Zinc…essential
for life

30/9/200917
essential
for life
Zinc…essential
for life

30/9/200918
essential
for life
Zinc…essential
for life
30/9/200919
essential
for life
Zinc…essential
for life

30/9/200920
essential
for life
Zinc…essential
for life

30/9/200921
essential
for life
Zinc…essential
for life
30/9/200922
essential
for life
Zinc…essential
for life

30/9/200923
essential
for life
Zinc…essential
for life
30/9/2009
24
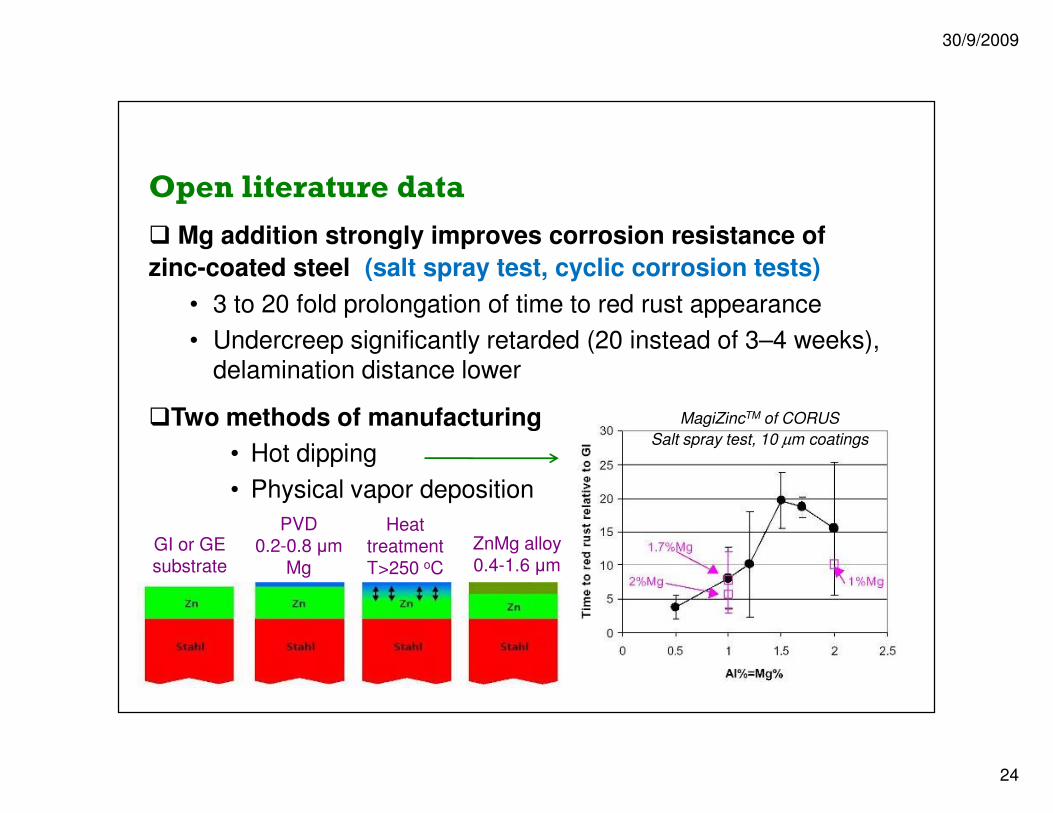
Open literature data
� Mg addition strongly improves corrosion resistance of
zinc-coated steel (salt spray test, cyclic corrosion tests)
• 3 to 20 fold prolongation of time to red rust appearance• Undercreep significantly retarded (20 instead of 3–4 weeks),
delamination distance lower
�Two methods of manufacturing�Two methods of manufacturing
• Hot dipping• Physical vapor deposition
MagiZincTM of CORUS
Salt spray test, 10 µm coatings
ZnMg alloy 0.4-1.6 µm
PVD0.2-0.8 µm
Mg
Heat treatmentT>250 oC
GI or GE substrate
30/9/2009
25
essential
for life
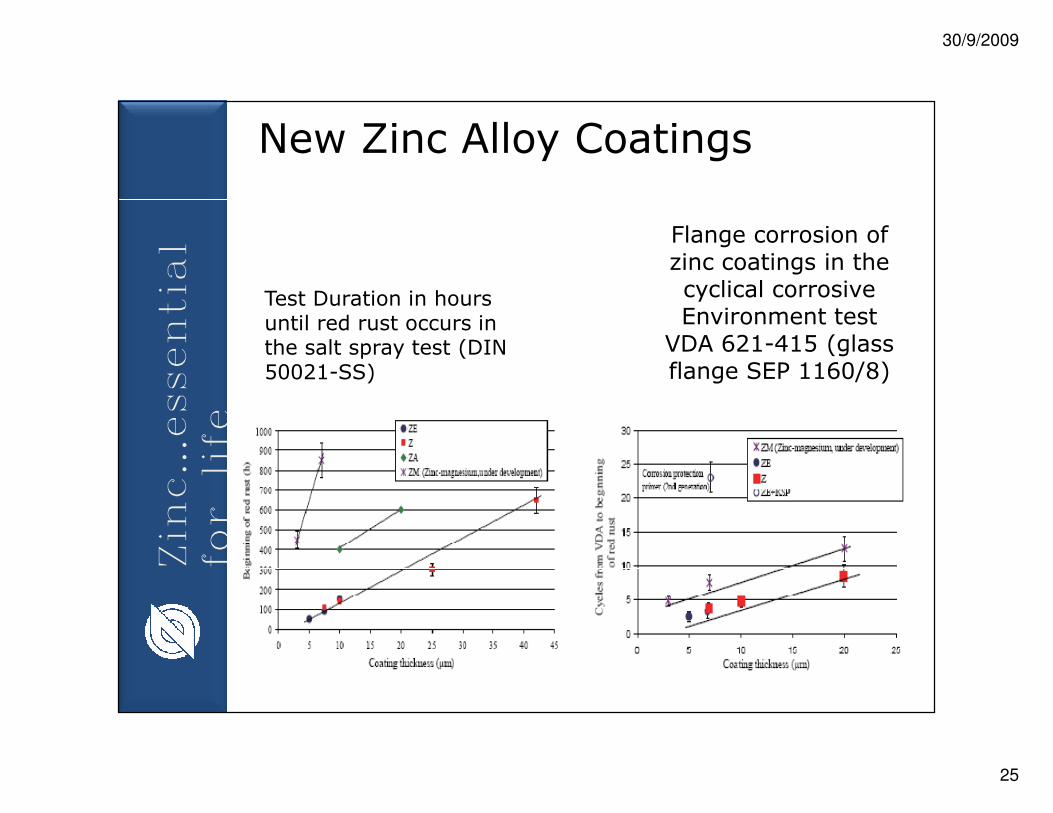
Flange corrosion ofzinc coatings in thecyclical corrosiveEnvironment test
VDA 621-415 (glassflange SEP 1160/8)
Test Duration in hours until red rust occurs in the salt spray test (DIN 50021-SS)
New Zinc Alloy CoatingsZinc
…essential
for life
30/9/2009
26
essential
for life
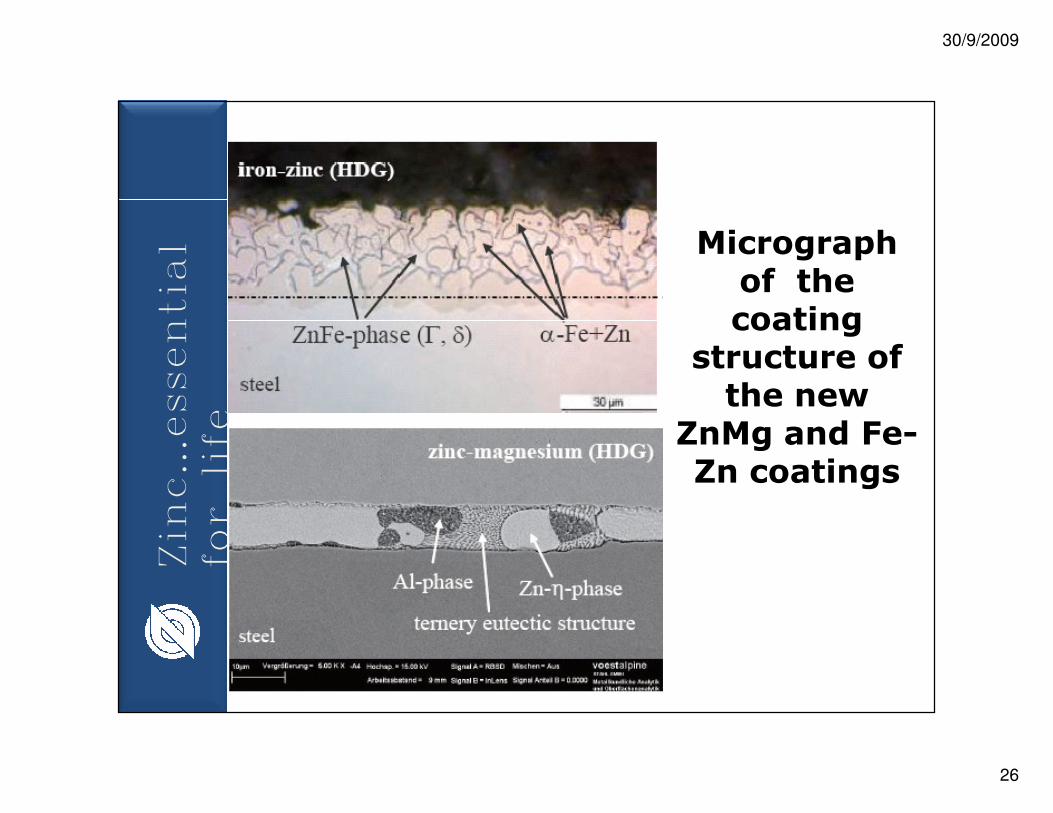
Micrograph of the coating
structure of the new
Zinc
…essential
for life
the new ZnMg and Fe-Zn coatings

30/9/2009
27
essential
for life
Session 1
• Zinc Alloys and Their Effects on the Steel
Coating
• Influence of Steel Alloying Elements on Al
Consumption and Fe Release into the
Zinc
…essential
for life Consumption and Fe Release into the
Bath
• Methods of Control of Chemical
Composition of Steel Coating

30/9/2009
28
essential
for life
Influence of Steel Alloying Elements on Al Consumption and Fe Release into the Bath
• No organized examination of effects of steel grades has been found
• Effects of other line operating variables has been studied
Zinc
…essential
for life • The effect of steel composition on interface
structures produced in galvanized coatings has been studied
• These studies give us some idea of the effects of steel composition on release to the bath
30/9/2009
29
essential
for life
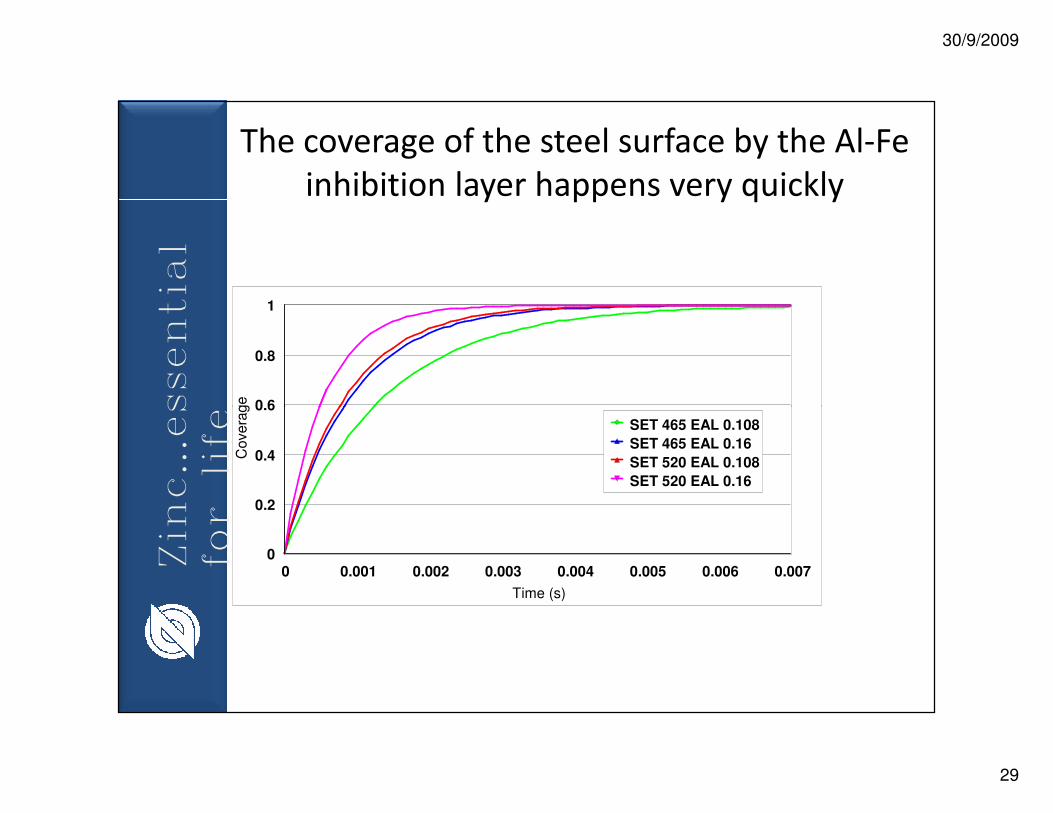
The coverage of the steel surface by the Al-Fe
inhibition layer happens very quickly
0.6
0.8
1
Cov
erag
e
Zinc
…essential
for life
0 0.001 0.002 0.003 0.004 0.005 0.006 0.007
Time (s)
0
0.2
0.4
0.6
Cov
erag
e
SET 465 EAL 0.108
SET 465 EAL 0.16
SET 520 EAL 0.108
SET 520 EAL 0.16
30/9/2009
30
essential
for life
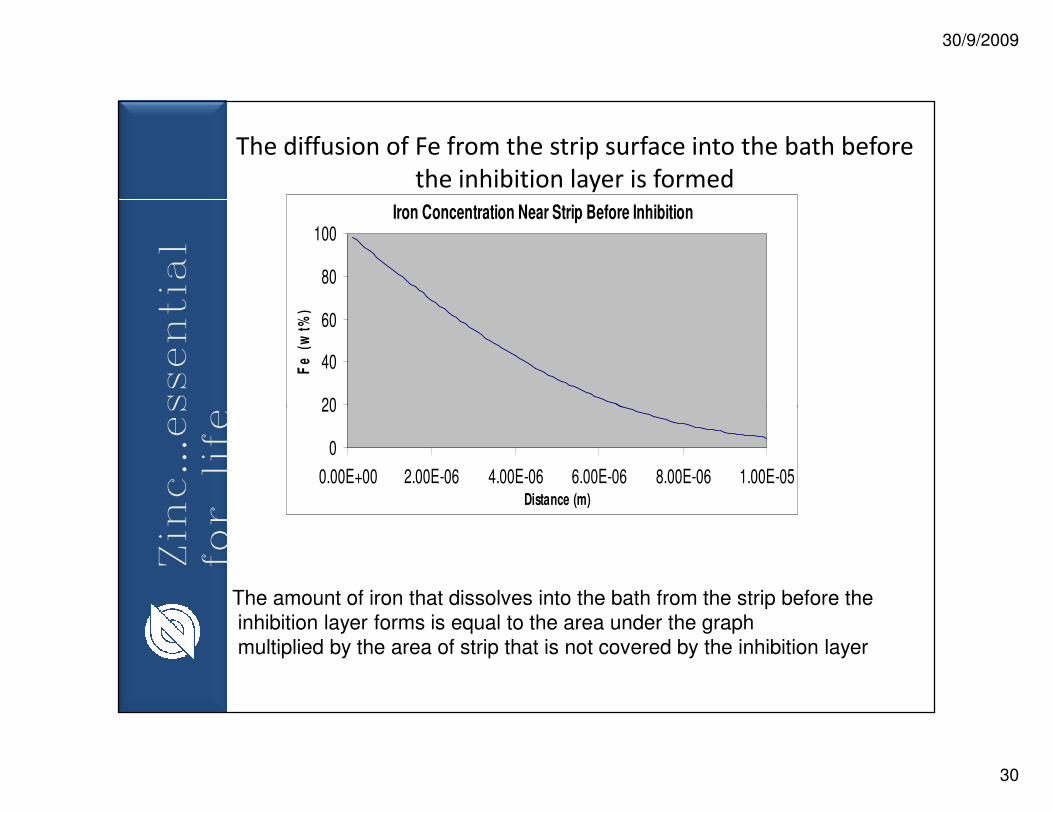
The diffusion of Fe from the strip surface into the bath before
the inhibition layer is formed
Iron Concentration Near Strip Before Inhibition
20
40
60
80
100
Fe
(w
t%)
Zinc
…essential
for life
0
20
0.00E+00 2.00E-06 4.00E-06 6.00E-06 8.00E-06 1.00E-05Distance (m)
The amount of iron that dissolves into the bath from the strip before theinhibition layer forms is equal to the area under the graphmultiplied by the area of strip that is not covered by the inhibition layer

30/9/2009
31
essential
for life
• For a line speed of 80m/min, a strip width of
1m, effective aluminium of 0.108wt% and a
strip entry temperature of 460°C the
Initial Fe dissolution into bathZinc
…essential
for life
strip entry temperature of 460°C the
amount of iron dissolution that occurs
before the inhibition layer forms is 89.60
mg/m2 (of coil, not surface area), for a steel
with 100% Fe on the surface. The amounts
and identities of alloying elements affect
this result
30/9/2009
32
essential
for life
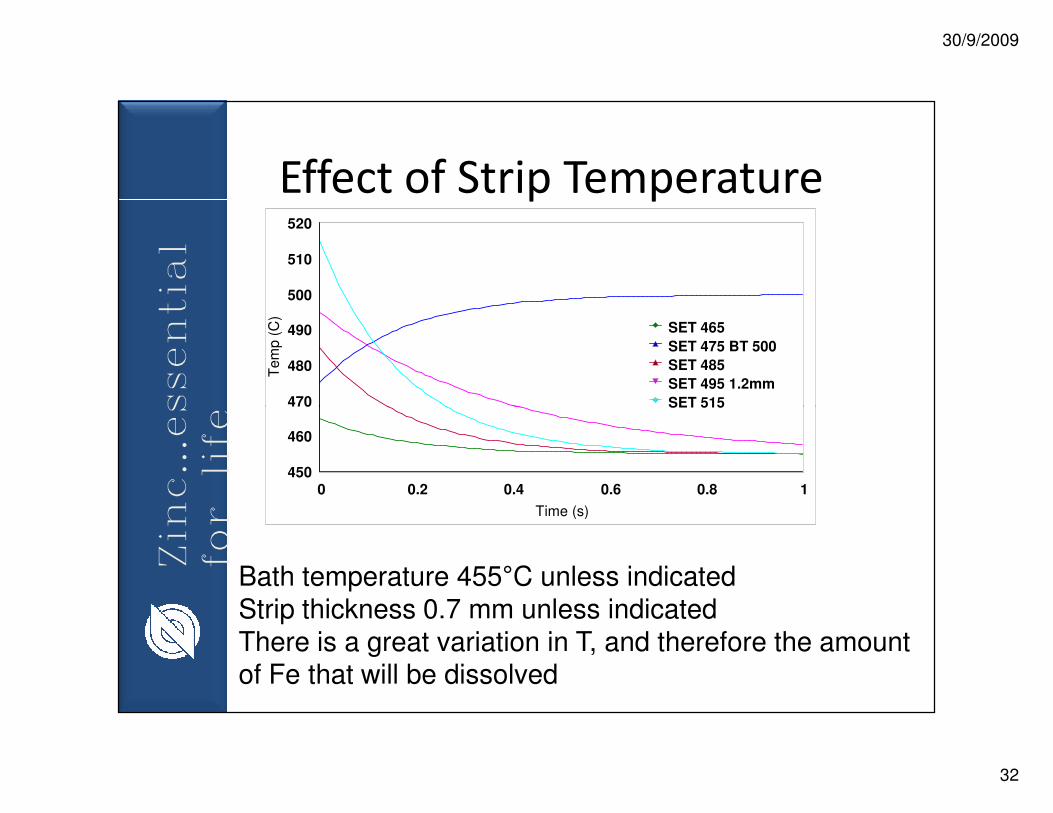
Effect of Strip Temperature
470
480
490
500
510
520
Tem
p (C
)
SET 465
SET 475 BT 500
SET 485
SET 495 1.2mm
SET 515
Zinc
…essential
for life
0 0.2 0.4 0.6 0.8 1
Time (s)
450
460
470 SET 515
Bath temperature 455°C unless indicatedStrip thickness 0.7 mm unless indicatedThere is a great variation in T, and therefore the amount of Fe that will be dissolved

30/9/2009
33
essential
for life
Variation of inhibition layer thickness
with Al and T
200
250
300
Thi
ckne
ss (
nm)
SET 465 EAL 0.108
SET 465 EAL 0.135
SET 465 EAL 0.2
SET 520 EAL 0.16
Zinc
…essential
for life
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
Time (s)
0
50
100
150
Thi
ckne
ss (
nm)
30/9/2009
34
essential
for life
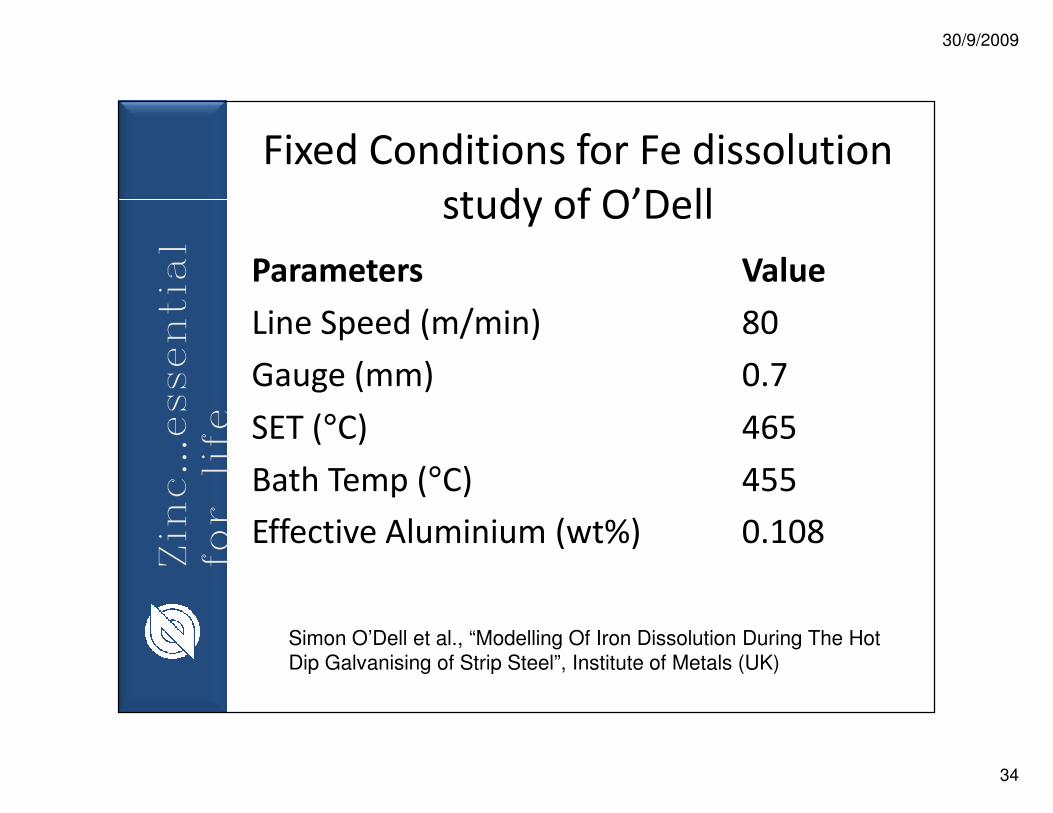
Fixed Conditions for Fe dissolution
study of O’Dell
Parameters Value
Line Speed (m/min) 80
Gauge (mm) 0.7
SET (°C) 465
Zinc
…essential
for life SET (°C) 465
Bath Temp (°C) 455
Effective Aluminium (wt%) 0.108
Simon O’Dell et al., “Modelling Of Iron Dissolution During The Hot Dip Galvanising of Strip Steel”, Institute of Metals (UK)
30/9/2009
35
essential
for life
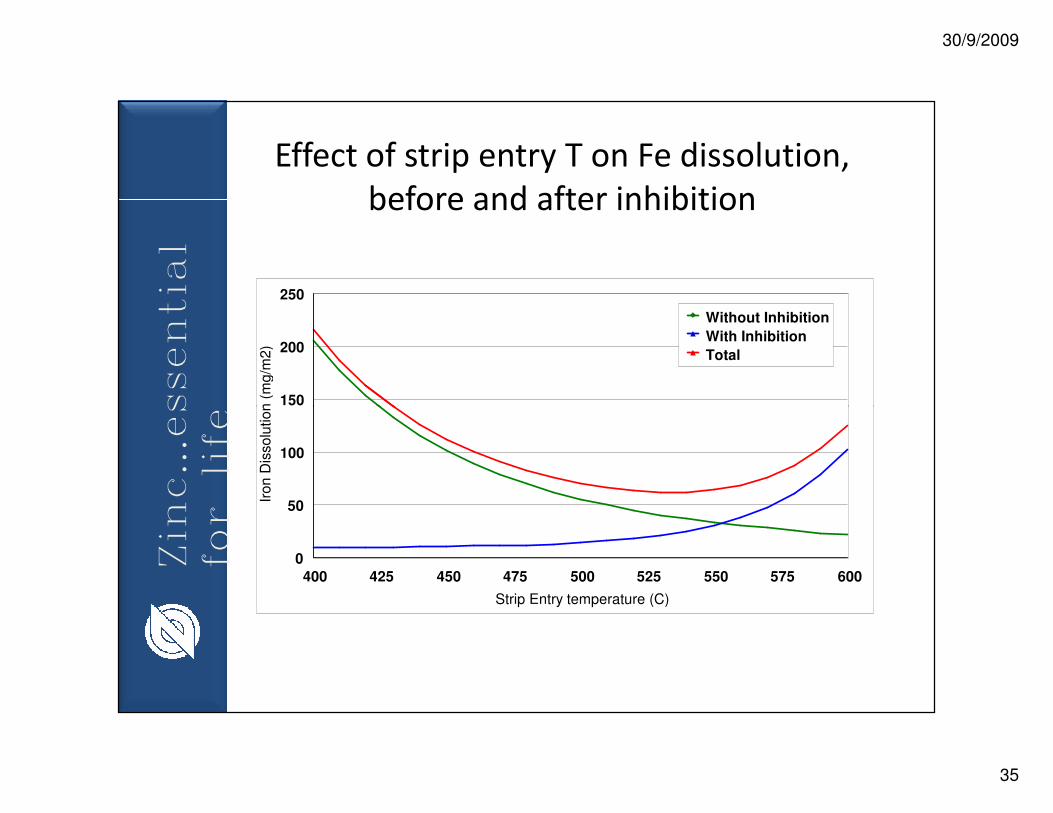
Effect of strip entry T on Fe dissolution,
before and after inhibition
150
200
250
Iron
Dis
solu
tion
(mg/
m2)
Without Inhibition
With Inhibition
Total
Zinc
…essential
for life
400 425 450 475 500 525 550 575 600
Strip Entry temperature (C)
0
50
100
150
Iron
Dis
solu
tion
(mg/
m2)
30/9/2009
36
essential
for life
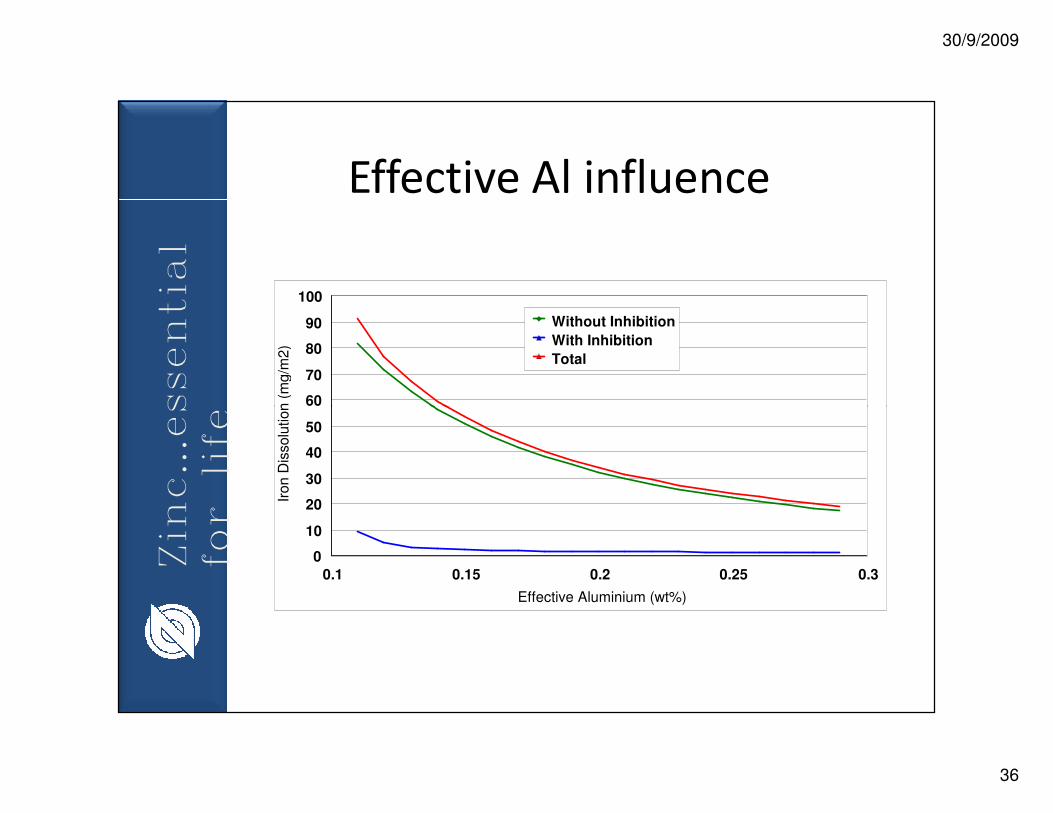
Effective Al influence
60
70
80
90
100Ir
on D
isso
lutio
n (m
g/m
2)
Without Inhibition
With Inhibition
Total
Zinc
…essential
for life
0.1 0.15 0.2 0.25 0.3
Effective Aluminium (wt%)
0
10
20
30
40
50
60
Iron
Dis
solu
tion
(mg/
m2)
30/9/2009
37
essential
for life
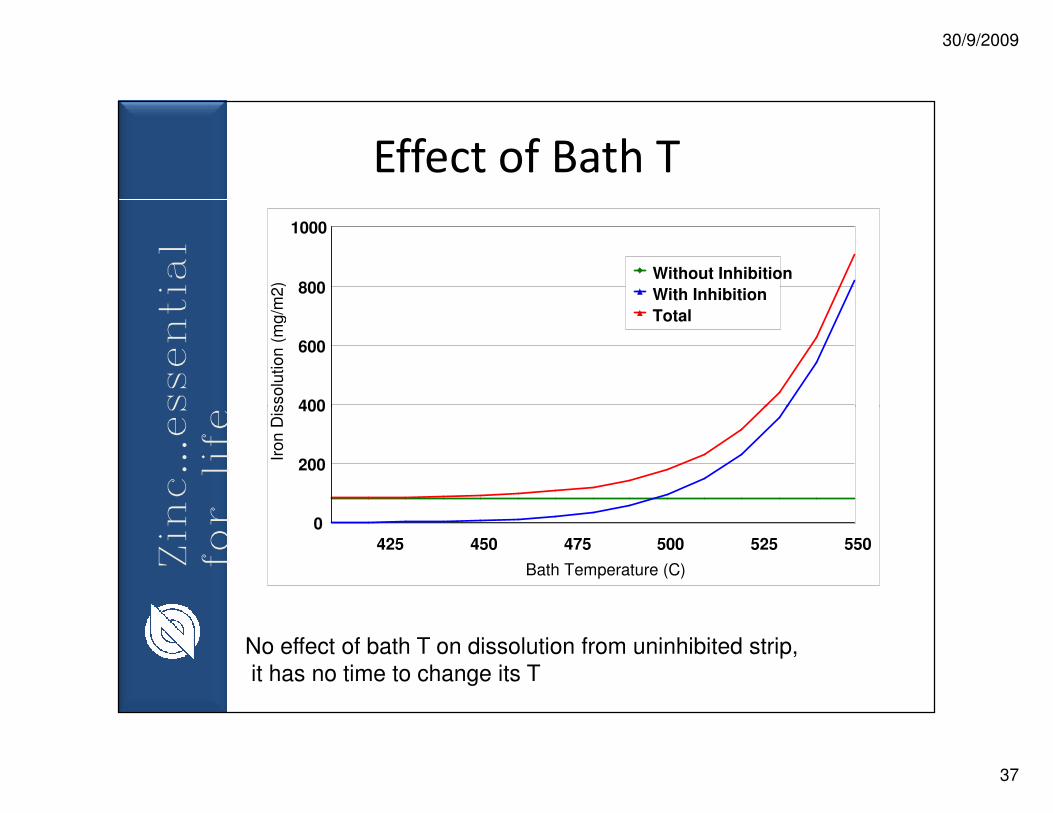
Effect of Bath T
400
600
800
1000
Iron
Dis
solu
tion
(mg/
m2)
Without Inhibition
With Inhibition
Total
Zinc
…essential
for life
425 450 475 500 525 550
Bath Temperature (C)
0
200
400
Iron
Dis
solu
tion
(mg/
m2)
No effect of bath T on dissolution from uninhibited strip,it has no time to change its T
30/9/2009
38
essential
for life
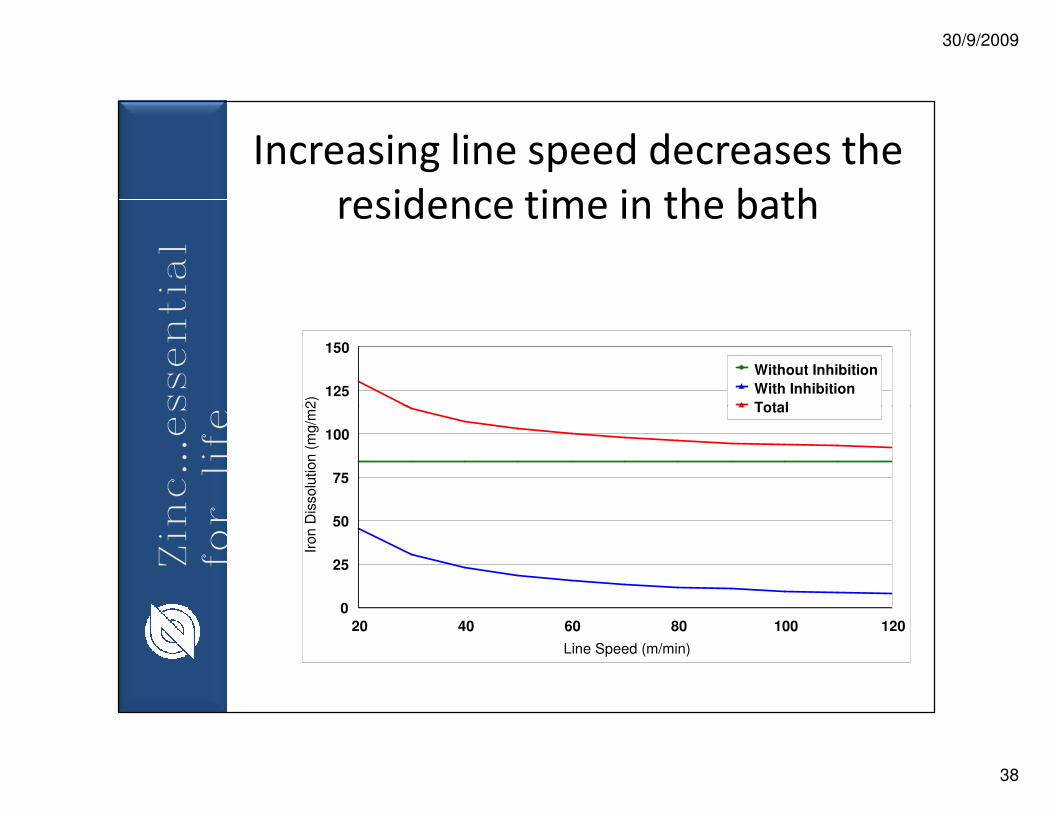
Increasing line speed decreases the
residence time in the bath
125
150
Iron
Dis
solu
tion
(mg/
m2)
Without Inhibition
With Inhibition
Total
Zinc
…essential
for life
20 40 60 80 100 120
Line Speed (m/min)
0
25
50
75
100
Iron
Dis
solu
tion
(mg/
m2) Total

30/9/2009
39
essential
for life
Combining Al and Strip Entry T
200
Zinc
…essential
for life
0.11
0.15
0.19
0.23
0.27
0
50
100
150
I r o n D i s s o l u t i o n
( mg / m2 )
S t r i p E n t r y
T e mp e r a t u r e ( C )
E f f e c t i v e
A l u mi n i u m ( w t %)

30/9/2009
40
essential
for life
Effect of Steel Composition on
Intermetallic Layer Formation
• Zn-Al-Fe inhibition layer
• Fe-Zn phases forming after
• Thickness and composition of layer
influenced by steel compositions and
Zinc
…essential
for life influenced by steel compositions and
process variables

30/9/2009
41
essential
for life
Compositions provided by Suppliers 1,2,3Zinc
…essential
for life

30/9/2009
42
essential
for life
Process Conditions from Suppliers 1,2,3Zinc
…essential
for life

30/9/2009
43
essential
for life
Samples and Conditions from Supplier 4Zinc
…essential
for life

30/9/200944
essential
for life
Co
mp
ositio
ns fro
m S
up
plie
r 5Zinc…essential
for life

30/9/2009
45
essential
for life
Process Conditions from Supplier 5Zinc
…essential
for life
30/9/200946
essential
for life
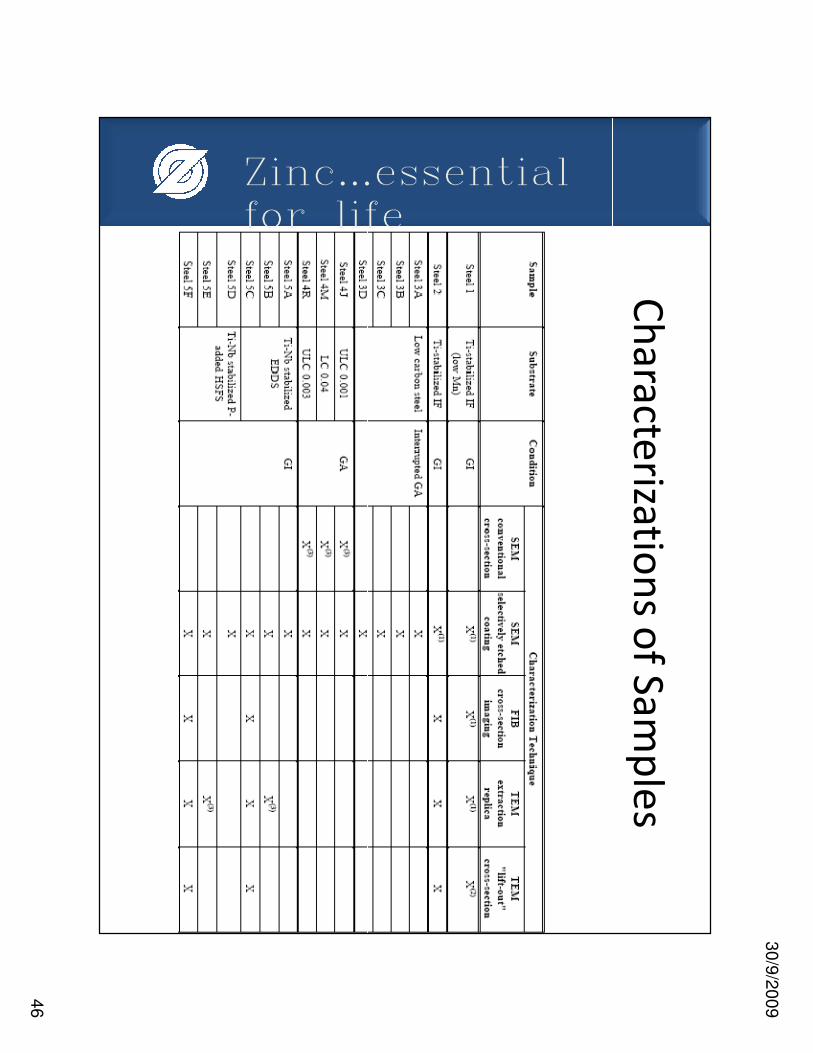
Ch
ara
cteriza
tion
s of S
am
ple
sZinc…essential
for life
30/9/200947
essential
for life
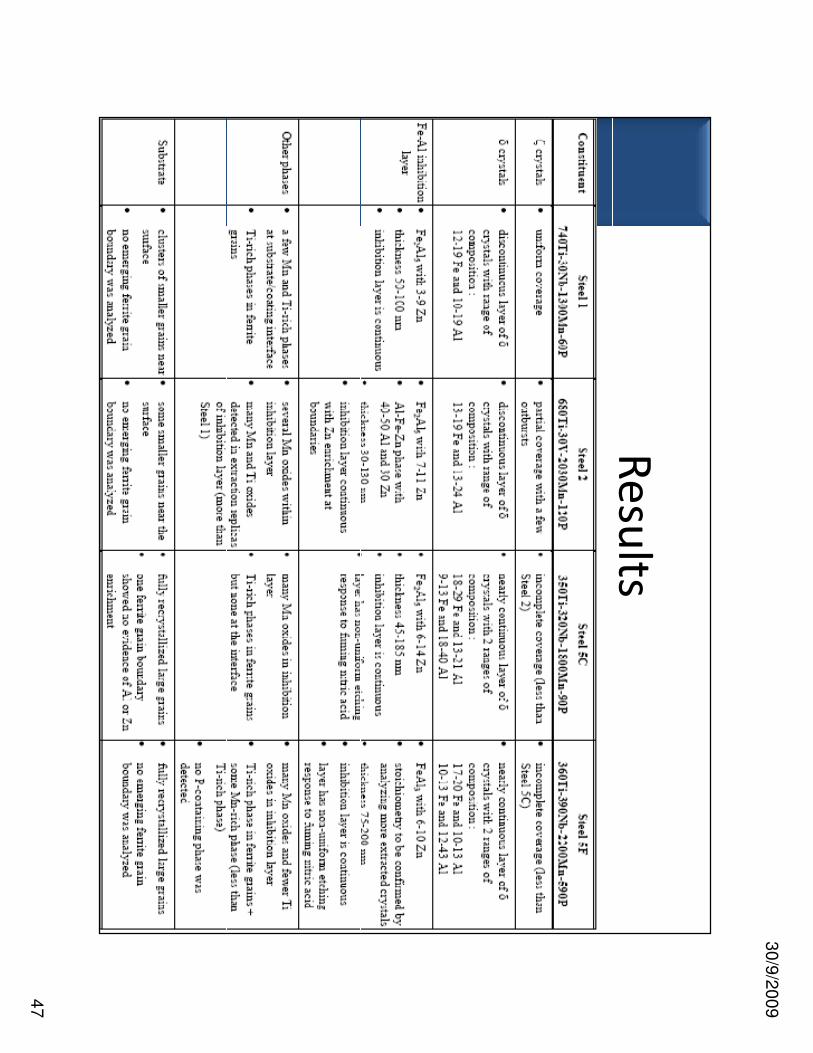
Re
sults
Zinc…essential
for life
30/9/2009
48
essential
for life
Session 1
• Zinc Alloys and Their Effects on the Steel
Coating
• Influence of Steel Alloying Elements on Al
Consumption and Fe Release into the
Zinc
…essential
for life Consumption and Fe Release into the
Bath
• Methods of Control of Chemical
Composition of Steel Coating

30/9/2009
49

30/9/2009
50
30/9/2009
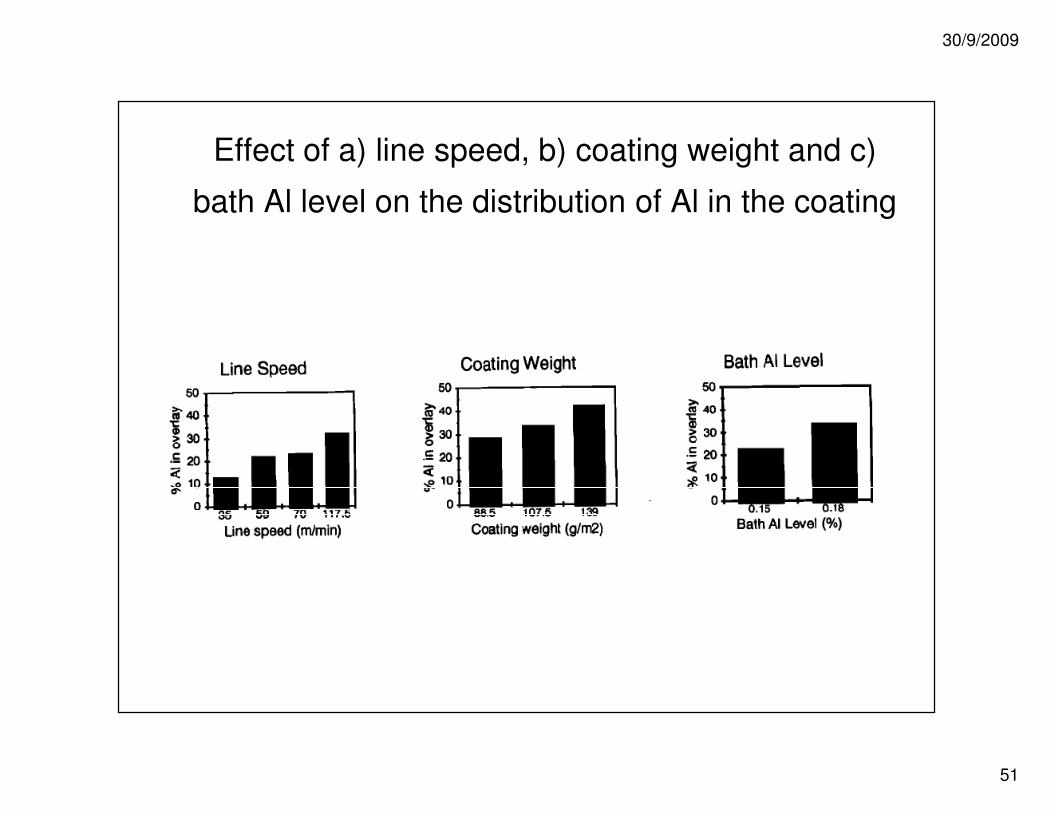
51
Effect of a) line speed, b) coating weight and c)
bath Al level on the distribution of Al in the coating

30/9/2009
52

30/9/2009
53
essential
for life
Session 2
• Processing of materials AHSS (DP and
TRIP)
Zinc
…essential
for life
30/9/2009
54
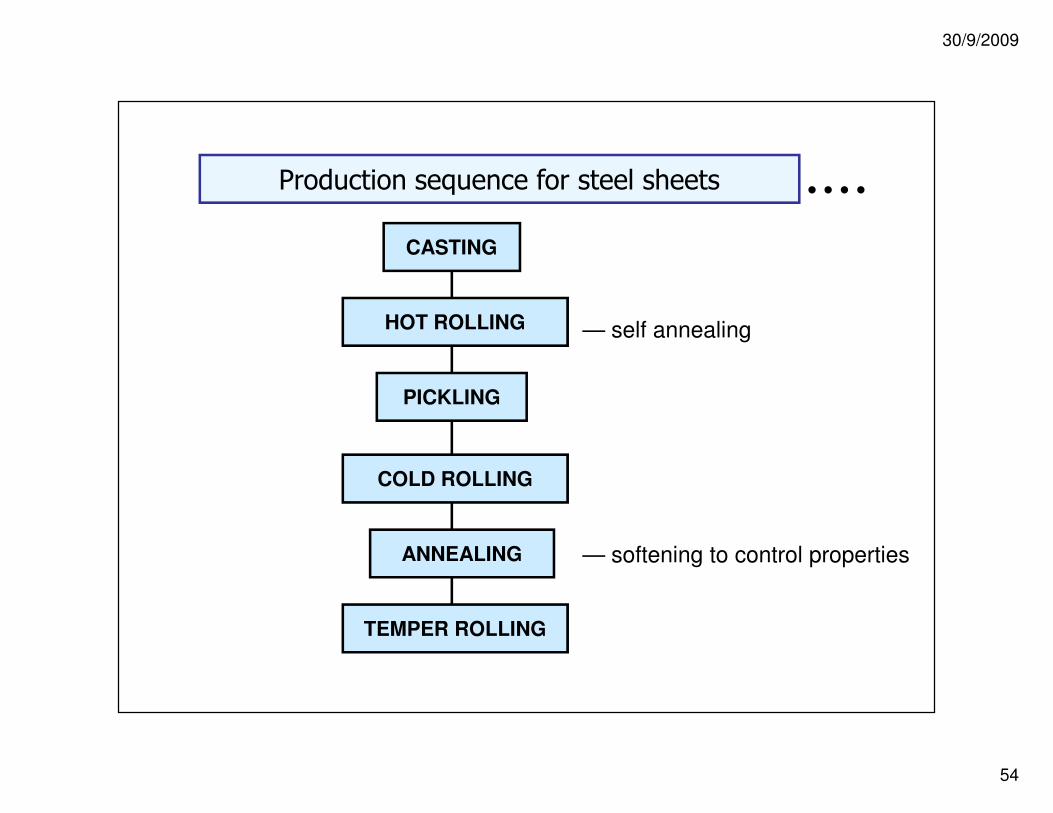
Production sequence for steel sheets • • • •
CASTING
HOT ROLLING — self annealing
PICKLINGPICKLING
COLD ROLLING
ANNEALING
TEMPER ROLLING
— softening to control properties

30/9/2009
55
Property Changes in Annealing
STRENGTHor
HARDNESSRECOVERY
.
Grain Growth
RECRYSTALLIZATION
REX.START
REX.FINISH
Temperature
(REX)
30/9/2009
56
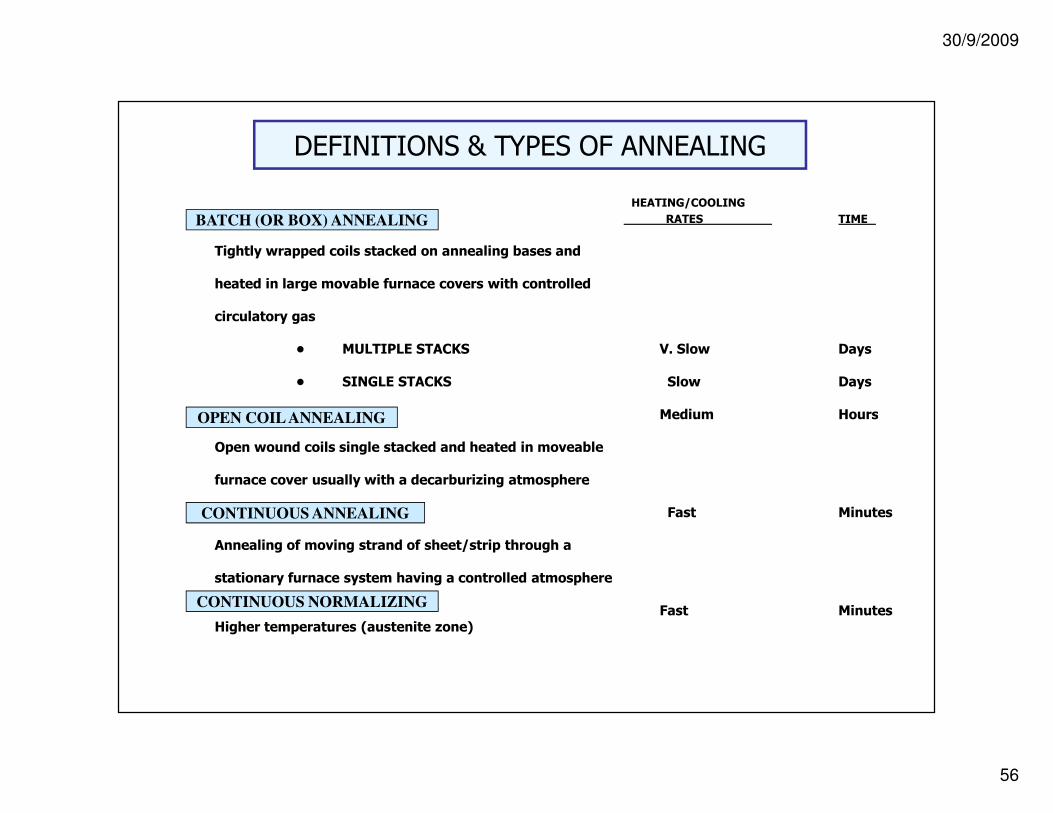
DEFINITIONS & TYPES OF ANNEALING
BATCH (OR BOX) ANNEALING
HEATING/COOLING
RATES TIME
Tightly wrapped coils stacked on annealing bases and
heated in large movable furnace covers with controlled
circulatory gas
• MULTIPLE STACKS V. Slow Days
• SINGLE STACKS Slow Days
Medium HoursOPEN COIL ANNEALING
CONTINUOUS ANNEALING
CONTINUOUS NORMALIZING
Medium Hours
Open wound coils single stacked and heated in moveable
furnace cover usually with a decarburizing atmosphere
Fast Minutes
Annealing of moving strand of sheet/strip through a
stationary furnace system having a controlled atmosphere
Fast MinutesHigher temperatures (austenite zone)

30/9/2009
57
Evolution of Modern CA
Characteristics of BA and old CA
BA CATemp.
2 – 20 hrs
25 to 50° F/hr.
10 – 120 secs.
15 to 60° F/s
• Grain Size Large (controlled) SmallDuctility High Low OK for CQ/DQ
(Grade1,2-SAE J2329)• Crystal texture Good Poor
Deep drawability High Low Not OK for DDQ(Grade 3,4-SAE J2329)
• Quench/Strain aging None YesStretcher – Strains None Yes
Time, days Time, mins.
Slow heat & cool/long soak Rapid heat & cool/short soak
30/9/2009
58
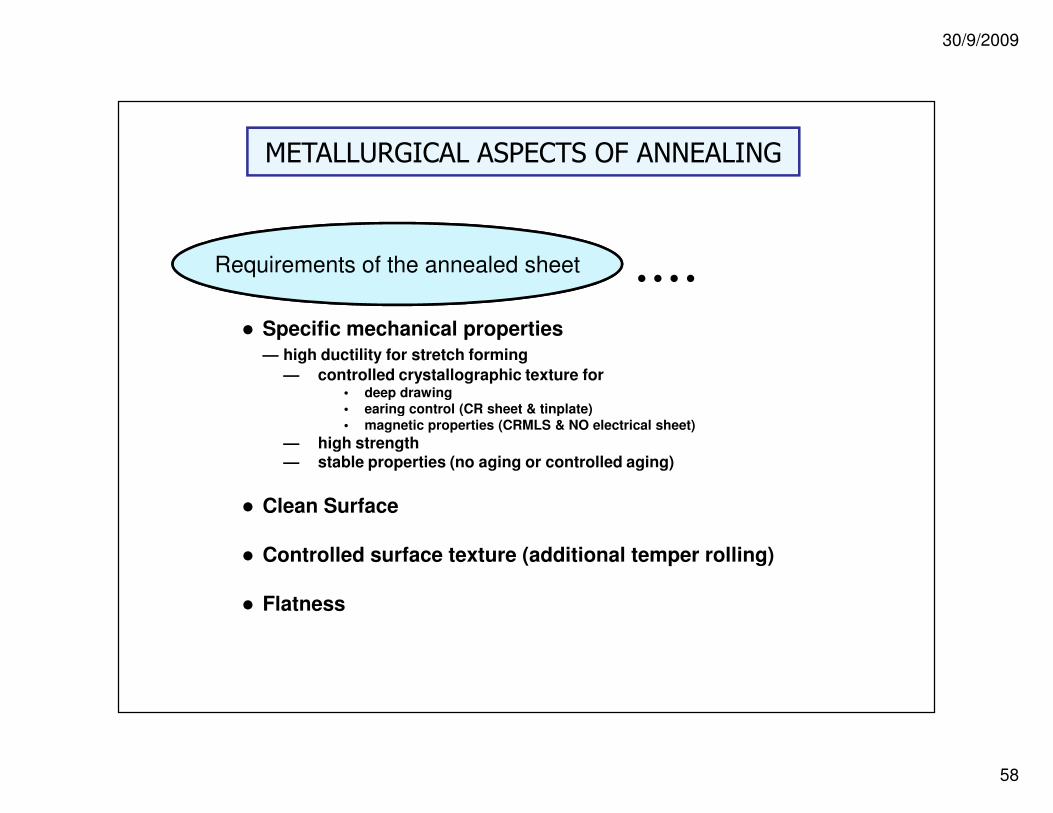
METALLURGICAL ASPECTS OF ANNEALING
� Specific mechanical properties— high ductility for stretch forming
— controlled crystallographic texture for • deep drawing• earing control (CR sheet & tinplate)
Requirements of the annealed sheet• • • •
• earing control (CR sheet & tinplate)• magnetic properties (CRMLS & NO electrical sheet)
— high strength— stable properties (no aging or controlled aging)
� Clean Surface
� Controlled surface texture (additional temper rolling)
� Flatness

30/9/2009
59
METALLURGICAL ASPECTS OF ANNEALING
� Steel Composition— C
— Solid solution elements (Mn, Si, P) — Carbo-nitrides
• Allll N, Ti (& Nb) CN affect crystallographic texture – hence, deep
drawability, /earing and strengths
Annealed sheet characteristics are affected by • • • •
drawability, /earing and strengths— Interstitial-free (IF) steels
� Hot rolling— Finishing and coiling temperatures affect crystallographic texture – deep
drawing /earing and strength
� Cold reduction— affects recrystallization temperature, grain size and crystallographic texture
� Annealing Process— effects of above may differ for BA and CA— cooling rates affect quench/strain aging

30/9/2009
60
Modern CA Process
CA for CR (EG coated) sheets
CA for hot-dipped products
— significantly expanded application in last 20 years• more flexibility• quicker throughput
— change has been facilitated by• new metallurgy (steel composition and processing)• new steelmaking• overaging section in-line
CA for hot-dipped products
— increased demand for HD products by automotive— new metallurgy and steelmaking has enabled
���� similar properties to CR BA for low strength high forming grades— no significant changes in annealing cycles
• trend to higher cooling rates before the pot• trend to modify cooling for AHSS
— no overaging sections
30/9/2009
61
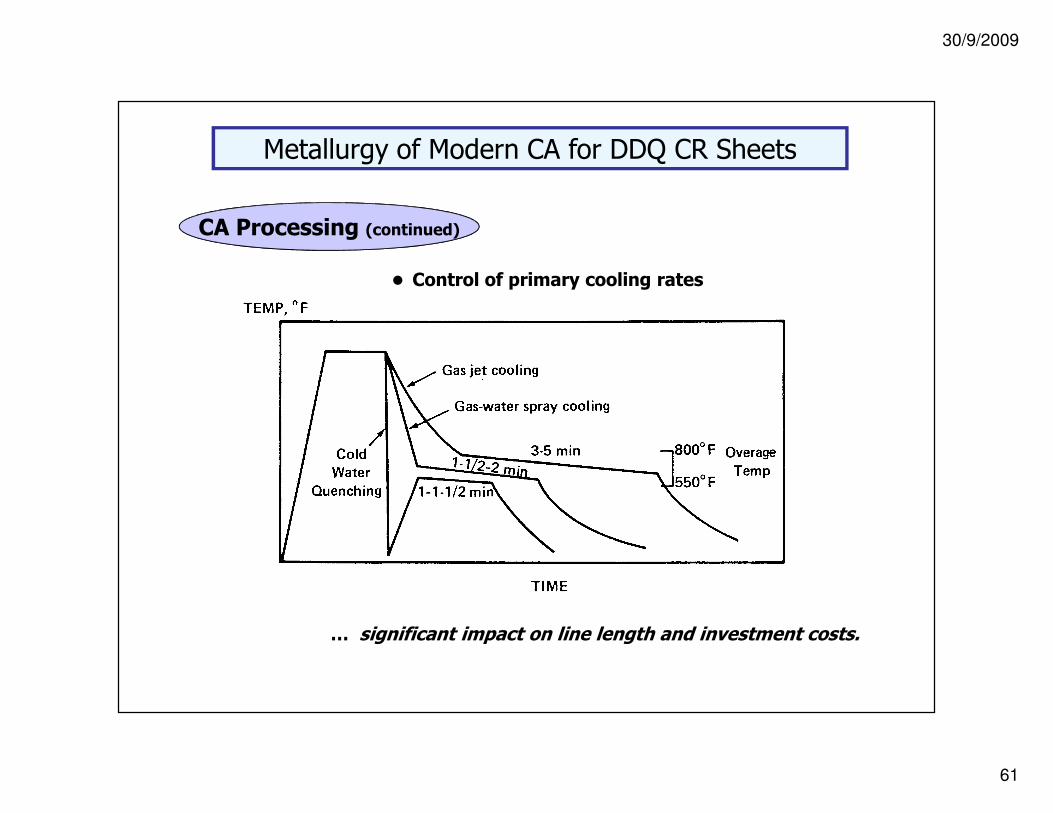
Metallurgy of Modern CA for DDQ CR Sheets
CA Processing (continued)CA Processing (continued)
� Control of primary cooling rates
… significant impact on line length and investment costs.
30/9/2009
62
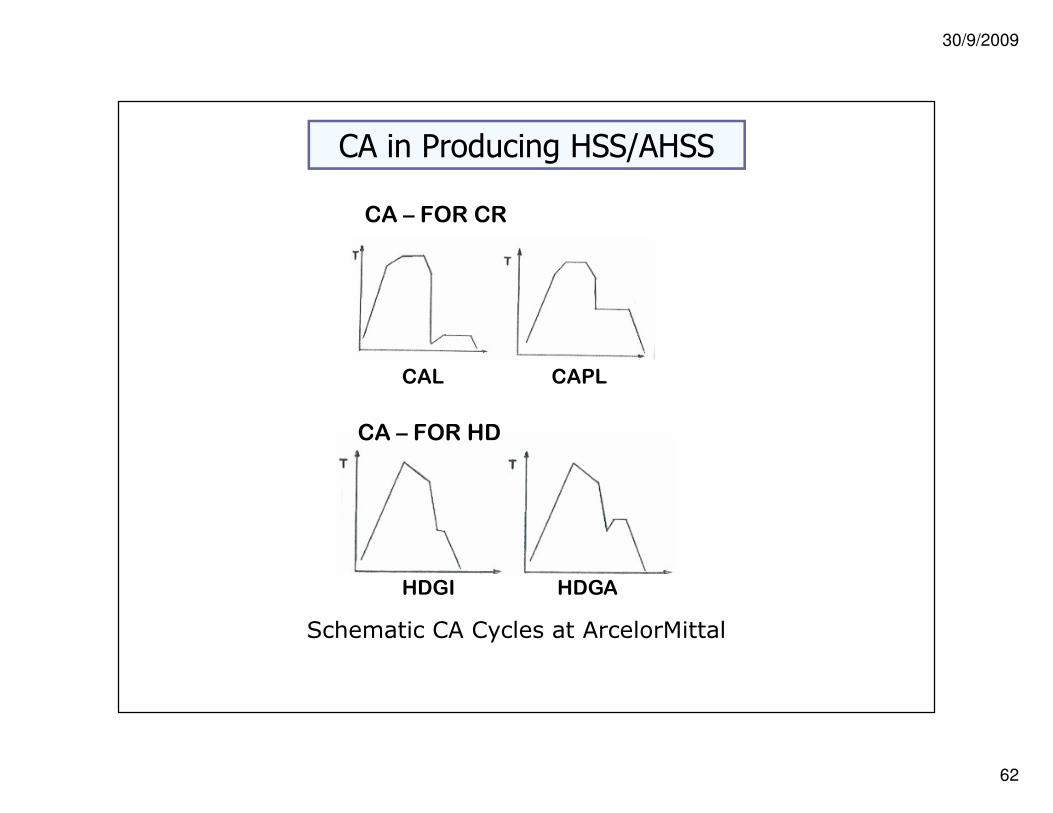
CA in Producing HSS/AHSS
CA – FOR CR
CAL CAPL
CA – FOR HD
HDGI HDGA
Schematic CA Cycles at ArcelorMittal

30/9/2009
63
Types of HSS/AHSS
� YS• ULSAB: > 207 MPa (30 ksi)• SAE J2340: > 180 MPa (26 ksi)
���� TS – AISI: >270 MPa (39 ksi)
� Solid Solution Strengthening
• C (including BH)• Mn• P
Definition of HSS
Four general categories
���� HSLA (Grain size/precipitation strengthening)
• V• Nb• Ti
���� Transformation strengthening
• Bainite• Martensite• Dual Phase• TRIP (TRansformation Induced Plasticity)• Complex Phase
���� Recovery Annealing
30/9/2009
64
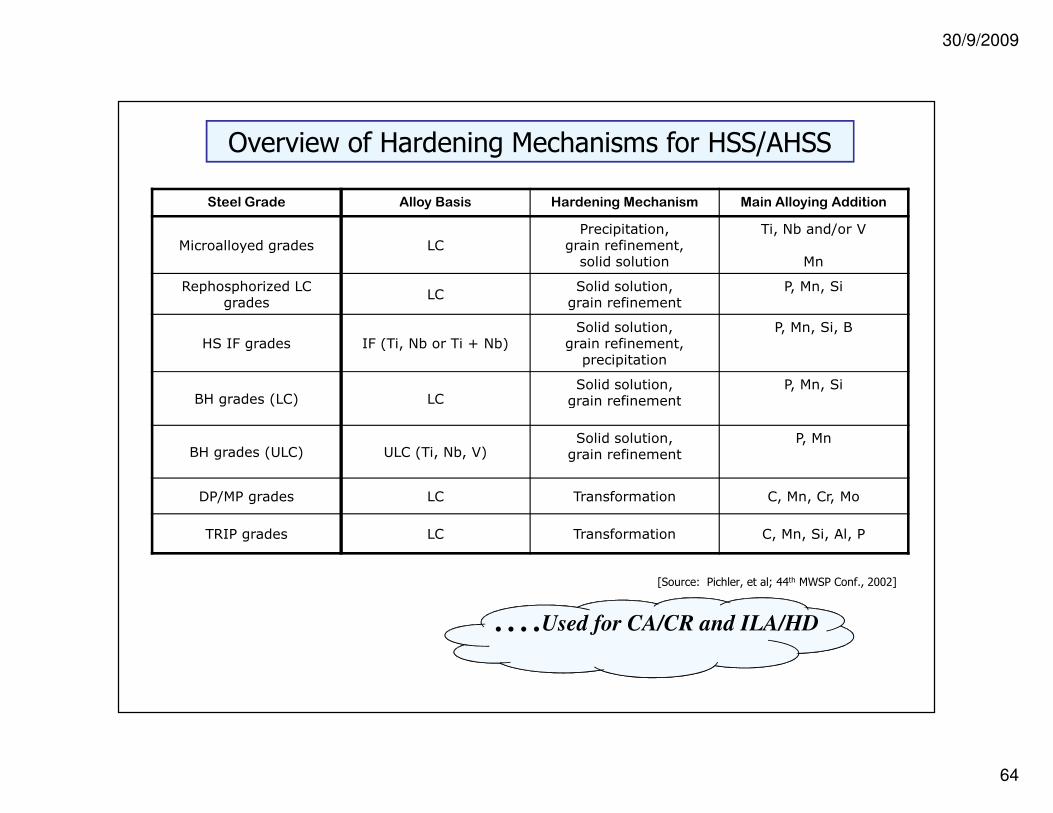
Overview of Hardening Mechanisms for HSS/AHSS
Steel Grade Alloy Basis Hardening Mechanism Main Alloying Addition
Microalloyed grades LCPrecipitation,
grain refinement, solid solution
Ti, Nb and/or V
Mn
Rephosphorized LC grades
LCSolid solution,
grain refinementP, Mn, Si
HS IF grades IF (Ti, Nb or Ti + Nb)Solid solution,
grain refinement, precipitation
P, Mn, Si, B
BH grades (LC) LCSolid solution,
grain refinementP, Mn, Si
grain refinement
BH grades (ULC) ULC (Ti, Nb, V)Solid solution,
grain refinementP, Mn
DP/MP grades LC Transformation C, Mn, Cr, Mo
TRIP grades LC Transformation C, Mn, Si, Al, P
[Source: Pichler, et al; 44th MWSP Conf., 2002]
• • • •Used for CA/CR and ILA/HD

30/9/2009
65
CA for AHSS
Transformation Strengthening
Principle: Transform to complex (multiple)phases; bainite, martensite and retained austenite
Keys: • Composition control to produce Keys: • Composition control to produce required phases with a given CAcycle
• Low alloy steels (C, Mn, Si, Mo, etc.)
• Intercritical annealing to provide+ starting structure with
high C
γγ
α
30/9/2009
66
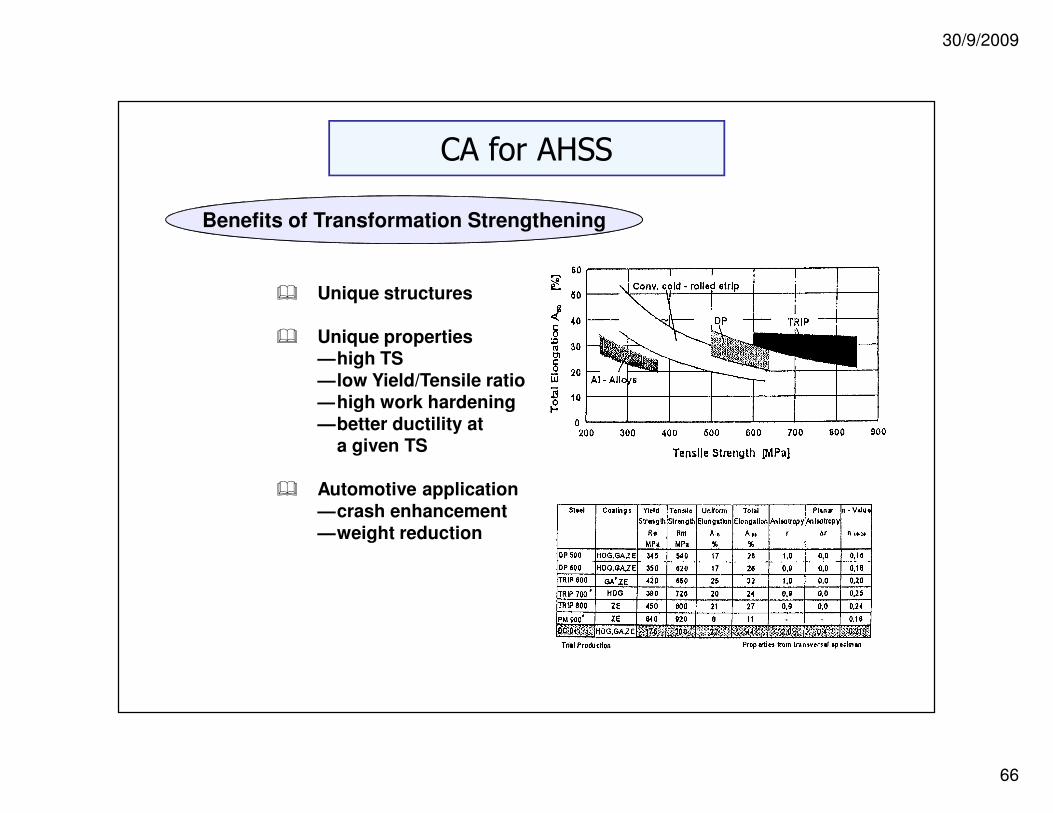
CA for AHSS
Benefits of Transformation Strengthening
� Unique structures
� Unique properties—high TS—low Yield/Tensile ratio—high work hardening—high work hardening—better ductility at
a given TS
� Automotive application—crash enhancement—weight reduction

30/9/2009
67
CA for AHSS
Transformation Strengthening
CR HD
√√√√ √√√√
� Ferrite - Martensite—better strength-ductility
relationship—low YS/TS ratio
Dual Phase
—low YS/TS ratio—high work hardening
� Proportions of martensite canbe changed by composition/primary cooling
� Growing demand for HDDPfrom automotive (crash improvement/weight reduction)
30/9/2009
68
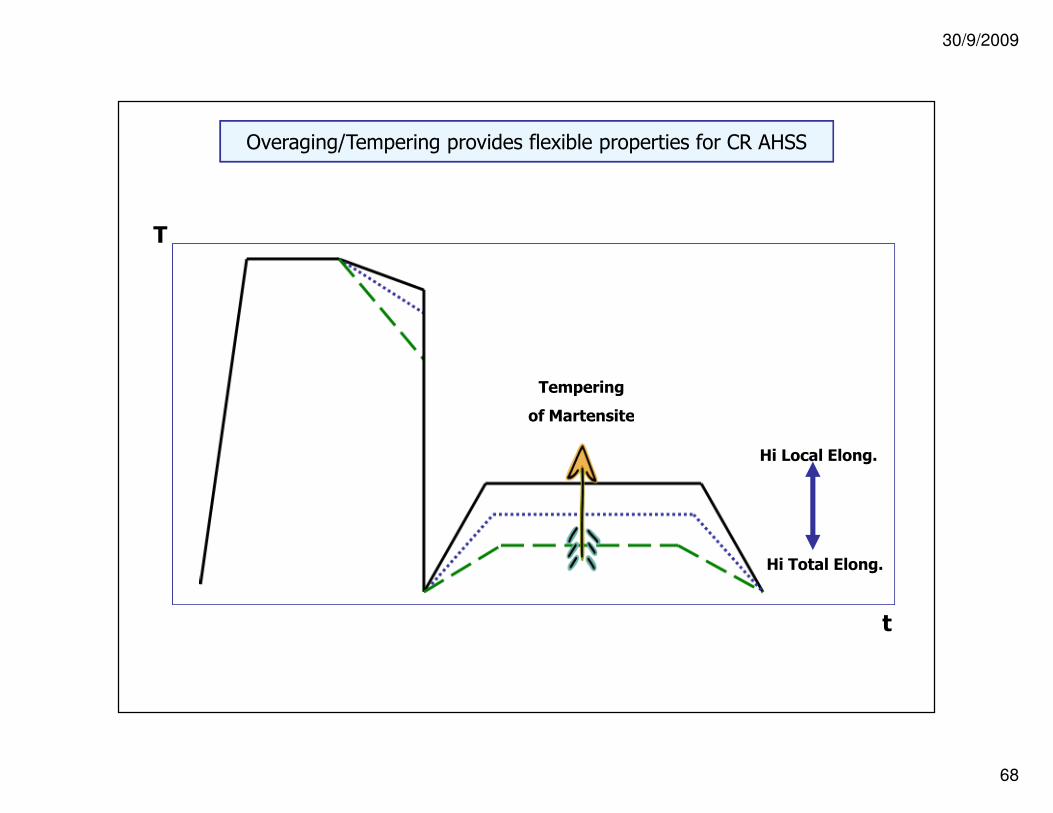
Overaging/Tempering provides flexible properties for CR AHSS
T
Tempering
of Martensite
t
of Martensite
Hi Local Elong.
Hi Total Elong.

30/9/2009
69
Effect of Overaging/Tempering on Elongation of CR-980 MPa sheet
Overaging/Tempering
Temperature
Yield
Strength
(MPa)
Tensile
Strength
(MPa)
Total
Elongµ
Hole Exp.(ג)*
Low 660 1010 17 25
Intermediate 720 1010 15 35Intermediate 720 1010 15 35
High 790 1080 13 50
[Source: Kobe Steel]
ג* = DF – D I
DI
D I = initial hole diameter
DF = final hole diameter

30/9/2009
70
Effect of Alloying on AHSS Transformation Strengthening Products
Schematic TTT Behavior
[Source: Ehrhardt, et al; AHSS Proceedings 2004]
30/9/2009
71
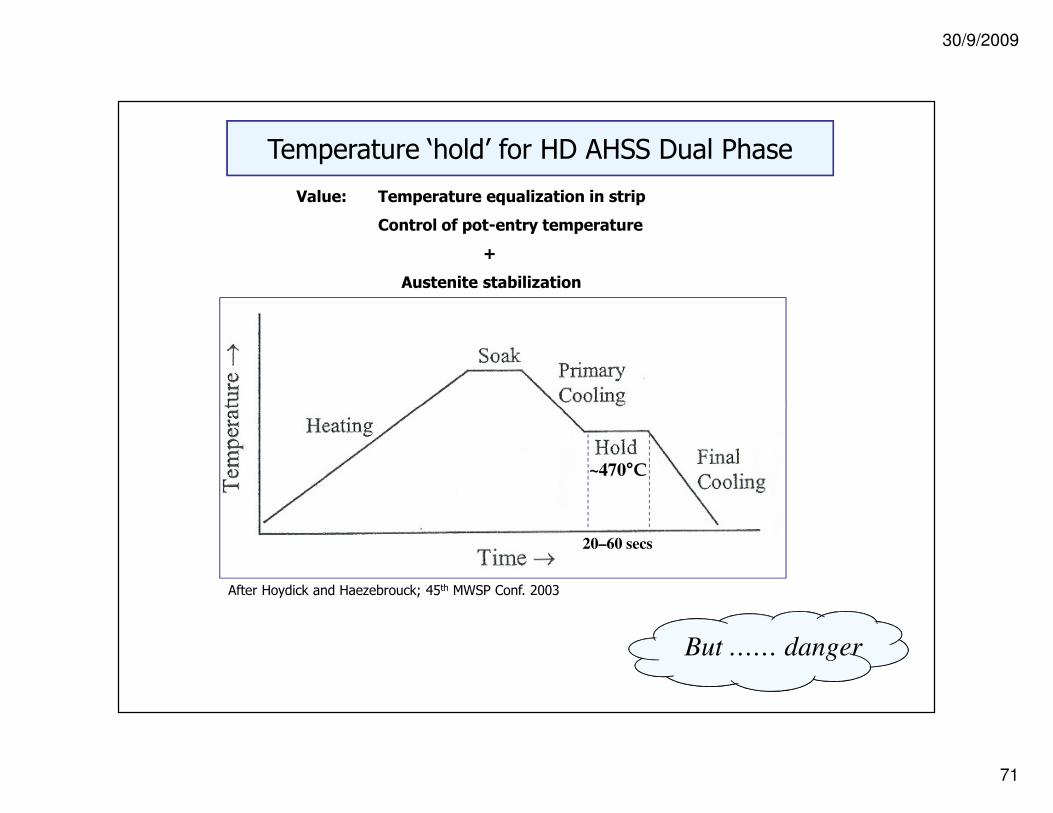
Temperature ‘hold’ for HD AHSS Dual Phase
Value: Temperature equalization in strip
Control of pot-entry temperature
+
Austenite stabilization
~470°C
20–60 secs
After Hoydick and Haezebrouck; 45th MWSP Conf. 2003
But …… danger
30/9/2009
72
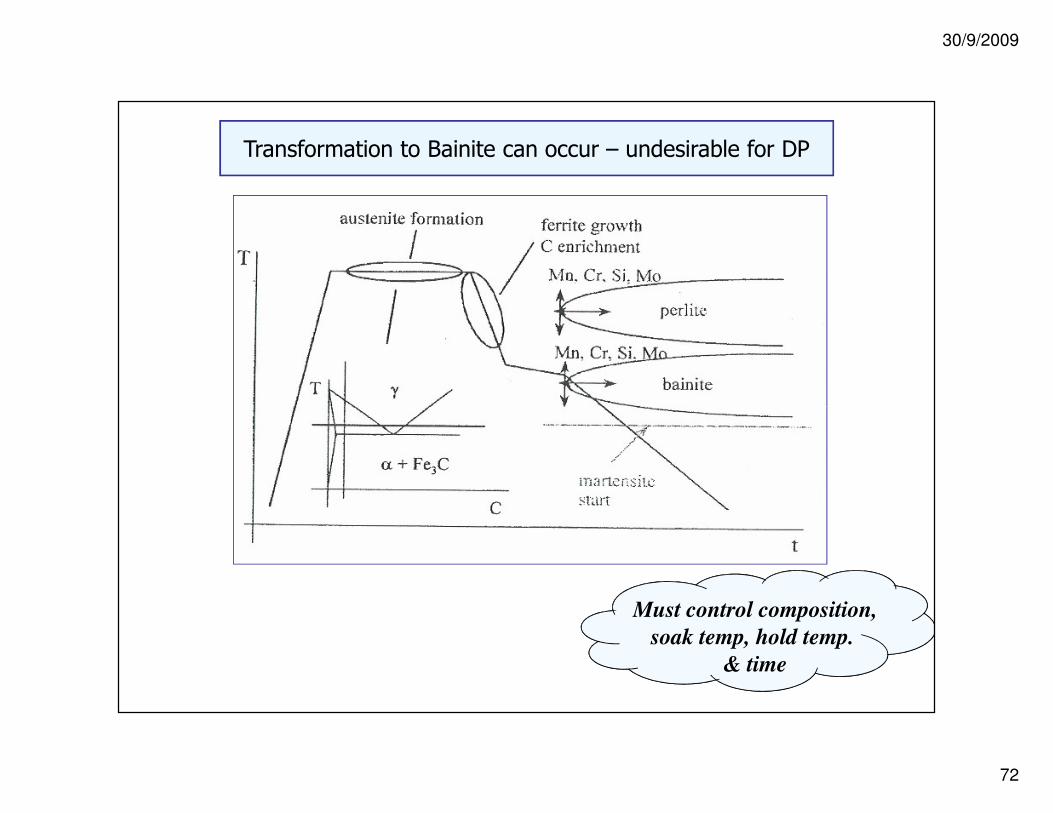
Transformation to Bainite can occur – undesirable for DP
Must control composition,
soak temp, hold temp.
& time

30/9/2009
73
Effect of C Austenite/Martensite % on Tensile Strength
Base Steel
Mn: 1.6-2.2%
Cr & Mo: ~ 0.4%Cr & Mo: ~ 0.4%
Aℓ: 0.04%
30/9/2009
74
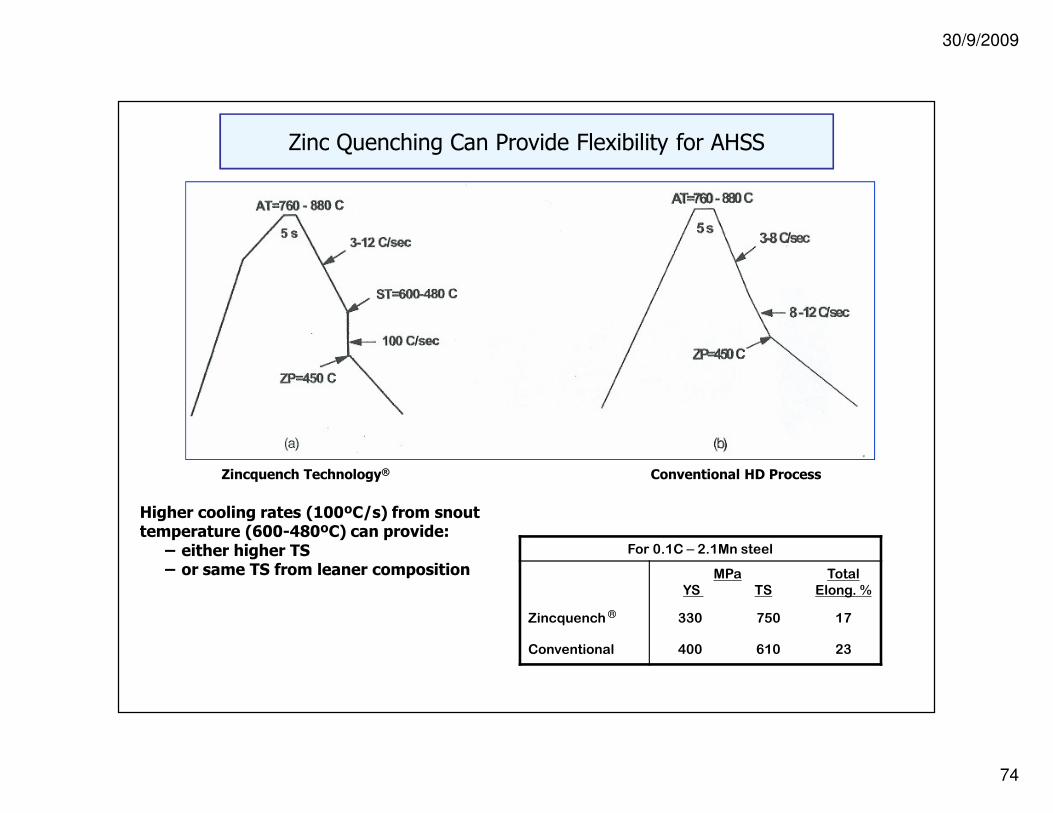
Zinc Quenching Can Provide Flexibility for AHSS
For 0.1C – 2.1Mn steel
MPaYS TS
Total Elong. %
Zincquench ® 330 750 17
Conventional 400 610 23
Zincquench Technology® Conventional HD Process
Higher cooling rates (100ºC/s) from snout temperature (600-480ºC) can provide:
– either higher TS– or same TS from leaner composition
30/9/2009
75
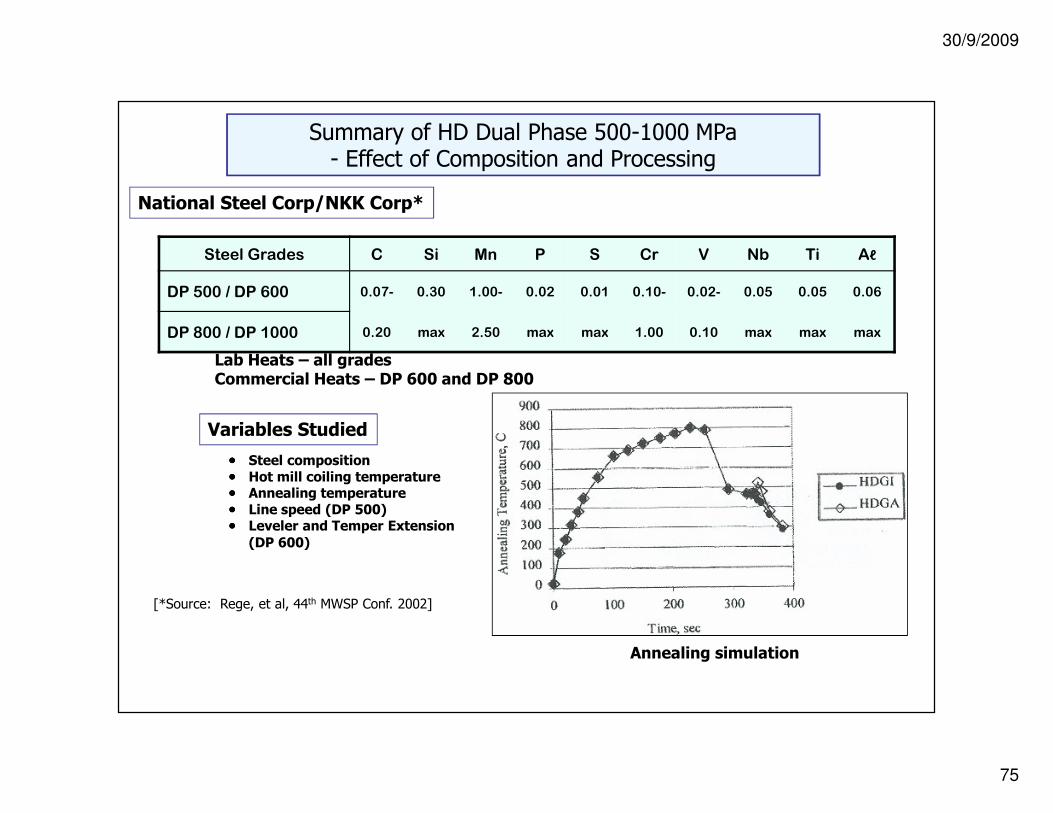
Summary of HD Dual Phase 500-1000 MPa- Effect of Composition and Processing
National Steel Corp/NKK Corp*
Steel Grades C Si Mn P S Cr V Nb Ti Aℓ
DP 500 / DP 600 0.07- 0.30 1.00- 0.02 0.01 0.10- 0.02- 0.05 0.05 0.06
DP 800 / DP 1000 0.20 max 2.50 max max 1.00 0.10 max max max
Lab Heats – all gradesCommercial Heats – DP 600 and DP 800
Variables Studied
���� Steel composition���� Hot mill coiling temperature���� Annealing temperature���� Line speed (DP 500)���� Leveler and Temper Extension
(DP 600)
[*Source: Rege, et al, 44th MWSP Conf. 2002]
Annealing simulation

30/9/2009
76
Schematic Summary of ICA on Tensile Properties – DP 600
[Source: Rege, et al, 44th MWSP Conf. 2002]

30/9/2009
77
Summary of ICA on Tensile Properties – DP 500-1000
Steel Grade Production
Yield
Strength,
MPa
Tensile
Strength,
MPa
Total
Elong.
%
װ value(4-6%)
װ value(10-15%)
Yield
Ratio, %
DP500 Commercial 350 580 29 0.23 0.19 60
DP600 Commercial 350 610 28 0.21 0.17 57DP600 Commercial 350 610 28 0.21 0.17 57
DP800 Commercial 530 890 17 0.16 0.12 60
DP1000 Laboratory 590 1030 14 0.14 0.10 57
[Source: Rege, et al, 44th MWSP Conf. 2002]

30/9/2009
78
Principles for AHSS Transformation Strengthened TRIP
Schematic TTT Behavior
[Source: Ehrhardt, et al, AHSS Proc. 2004]

30/9/2009
79
Composition and Annealing Optimization for TRIP
Tailor composition to CA cycle (e.g., 0.2C/1.5Mn/V5 Si) – C+ Mn prevent pearlite.
Hold to form bainitic ferrite (promoted by Si and Aℓ).
growth of ferrite
prevent pearlite formation
promote bainitic ferrite formation
prevent precipitation of cementite
(pearlite)
bainitic ferrite is very low in C.
C in ɤ is maximized resulting in retained ɤ (RA) after post pot cooling
• • • •
[After Pichler, et al, 44th MWSP Conf. 2002]

30/9/2009
80
Classic Bainite versus Bainitic Ferrite
[Source: Ehrhardt, et al: AHSS Proceedings, 2004]

30/9/2009
81
Carbon Diffusion and Microstructure – DP and TRIP(CR and HDG)
DP
[After Ehrhardt, et al., AHSS Proceedings, 2004]
Carbon content of ɤ Process time
DP
RA (TRIP)
30/9/2009
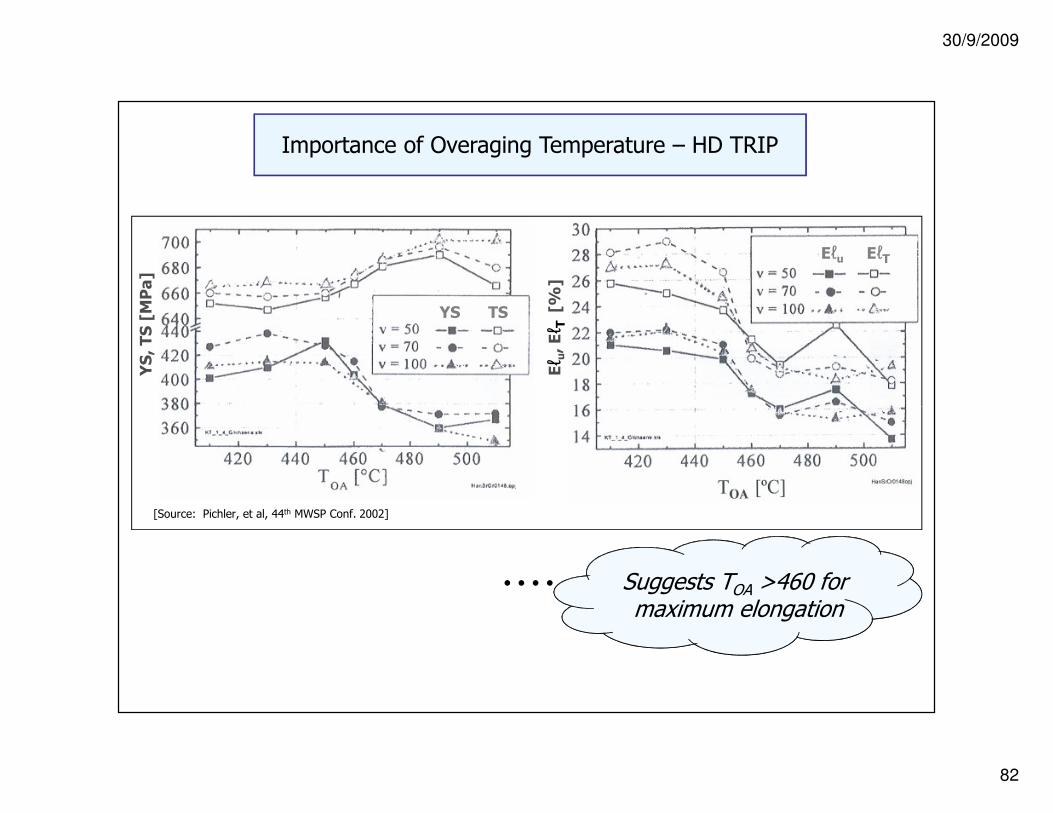
82
Importance of Overaging Temperature – HD TRIPYS, TS [MPa]
Eℓ u, Eℓ T
[%]
YS TS
Eℓu EℓT
[Source: Pichler, et al, 44th MWSP Conf. 2002]
• • • • Suggests TOA >460 for maximum elongation
30/9/2009
83
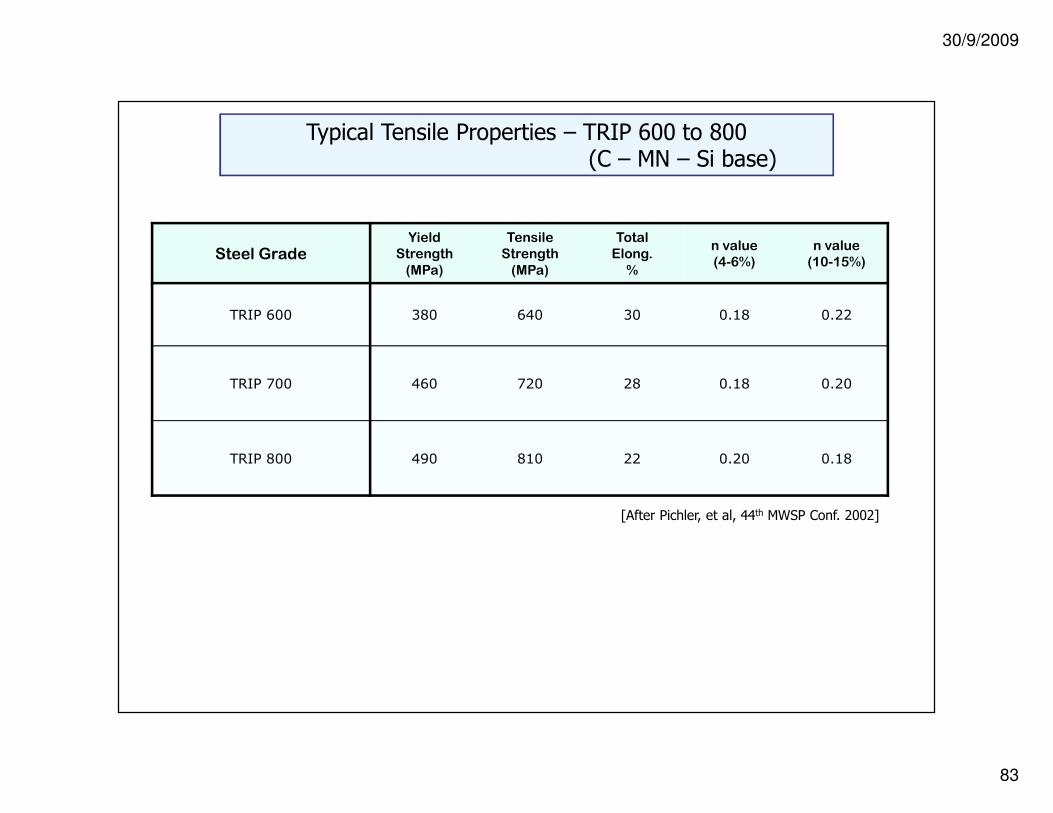
Typical Tensile Properties – TRIP 600 to 800(C – MN – Si base)
Steel GradeYield
Strength(MPa)
TensileStrength(MPa)
TotalElong.
%
n value(4-6%)
n value(10-15%)
TRIP 600 380 640 30 0.18 0.22
TRIP 700 460 720 28 0.18 0.20
TRIP 800 490 810 22 0.20 0.18
[After Pichler, et al, 44th MWSP Conf. 2002]
30/9/2009
84
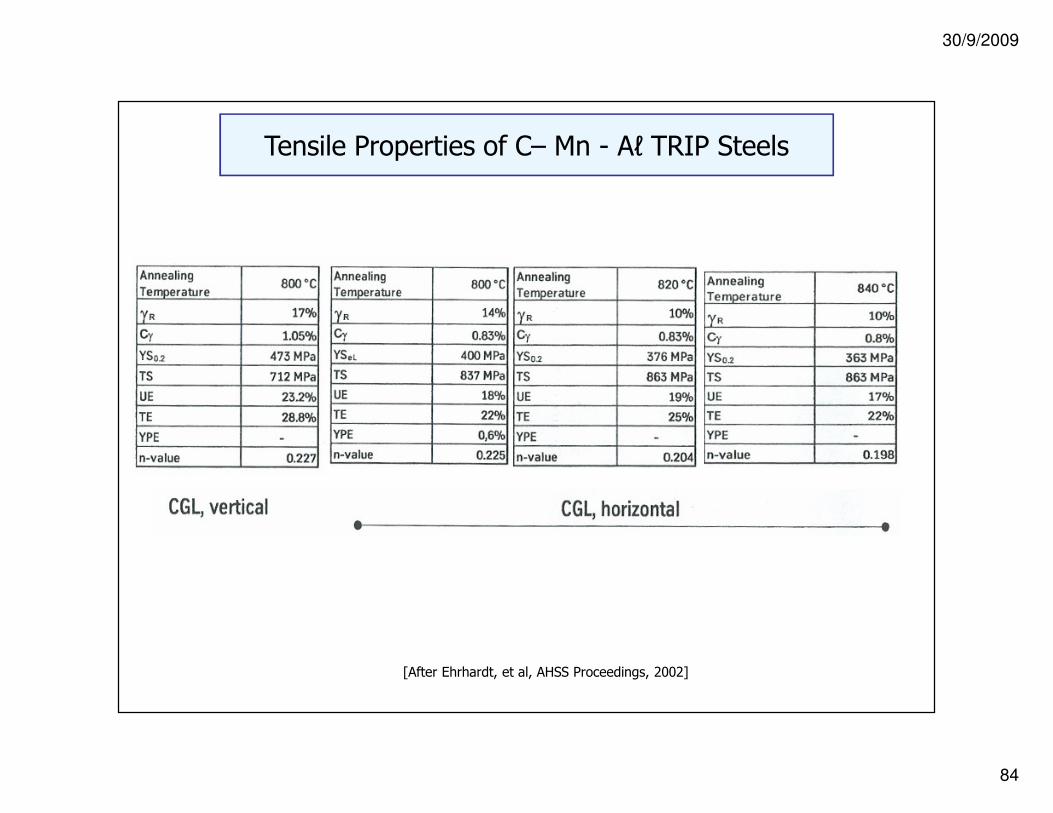
Tensile Properties of C– Mn - Aℓ TRIP Steels
[After Ehrhardt, et al, AHSS Proceedings, 2002]

30/9/2009
85
Challenges for TRIP Steels
Production� Rich compositions (0.2 C/1.5 Mn/1.5 Si or 1.5 Aℓ)
―Steel making ―Hot-mill processing/surfaces
―CR surface for CA or HD processing
���� Critical tailoring of composition/processing to specific CAL or HDL
―Interaction of composition, annealing temperature andoveraging temperatureoveraging temperature
Application� Rich compositions
―Welding���� Benefit for cost/price���� Fatigue durability

30/9/2009
86
Strengthening Mechanisms - AHSS
Complex Phase Steels
� Many phases
-upper & lower bainite
-martensite / retained ɤ
• • • •
-ferrite
� Fine precipitates
-micro alloys (Nb, Ti, V)
� Very fine grains
� Better ductility
than martensite steels

30/9/2009
87
Typical Composition/Microstructure of CP Steels
Composition, wt % C Mn Si Aℓ Cr V/Nb/Ti ~0.1 1.5-1.70 0.3-0.6 0.03 0.1-0.30 Yes
Microstructure
• • • • More widely available as HR and CR products than HD
[Source: Ehrhardt, et al, AHSS Proceedings, 2004]
(Bainite)

30/9/2009
88
Complex Phase (Bainite rich) Steels
―Lower total elongation than DP or TRIP
―Better hole expansion due to finer multi-phase structure

30/9/2009
89
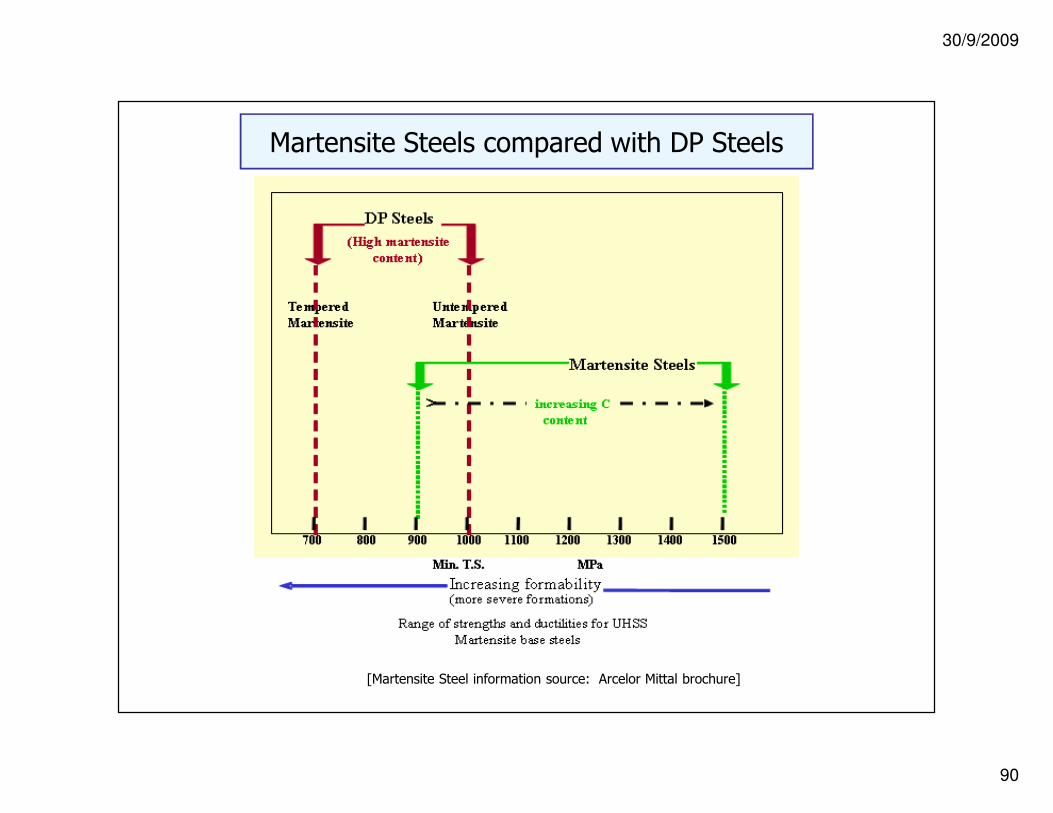
AHSS – Transformation Strengthened Steels - Martensite Grades
Characteristics …...
• C-Mn Steels
• Continuous normalizing (CN)
or high ILA temperatures
(CR CA) followed by rapid
coolingcooling
• High strengths
(600 to 1000 MPa TS)
• Limited forming
-bumper reinforcements
-side impact structures
• • • • Corrosion resistance addedby electrogalvanizing
30/9/2009
90
Martensite Steels compared with DP Steels
[Martensite Steel information source: Arcelor Mittal brochure]

30/9/2009
91
Unique class of UHSS – Recovery Annealed Steels
CR HD
Availability: √√√√ √√√√
� C and HSLA steels
� Limit annealing
conditions to recovery stage only
STRENGTHor
RECOVERY
Recovery annealed (500-1000 MPa TS)
recovery stage only(prevent recrystallization)
� Only small recovery of
ductility
� Low forming applications
— roll forming— stamping of simple
shapes— bumper reinforcements,
side impact structures
.
Grain Growth
orHARDNESS
RECRYSTALLIZATION
REX.START
REX.FINISH
Temperature

30/9/2009
92
Elo
ngati
on
(%
) 50
60
70 Low Strength
Steels (<270MPa)
Ultra High Strength
Steels (>700MPa)
High Strength
Steels
IF Conventional HSS
Ductility – Strength of HSS and AHSS
CA Processes
Reviewed for HSS/AHSS
Elo
ngati
on
(%
)
Tensile Strength (MPa)
0
10
20
30
40
0 600 1200300 900 1600
DP, CP
TRIP
AHSS
MART
HSLA
IF
Mild
IF-HS
BH
CMn
ISO
Conventional HSS
30/9/2009
93
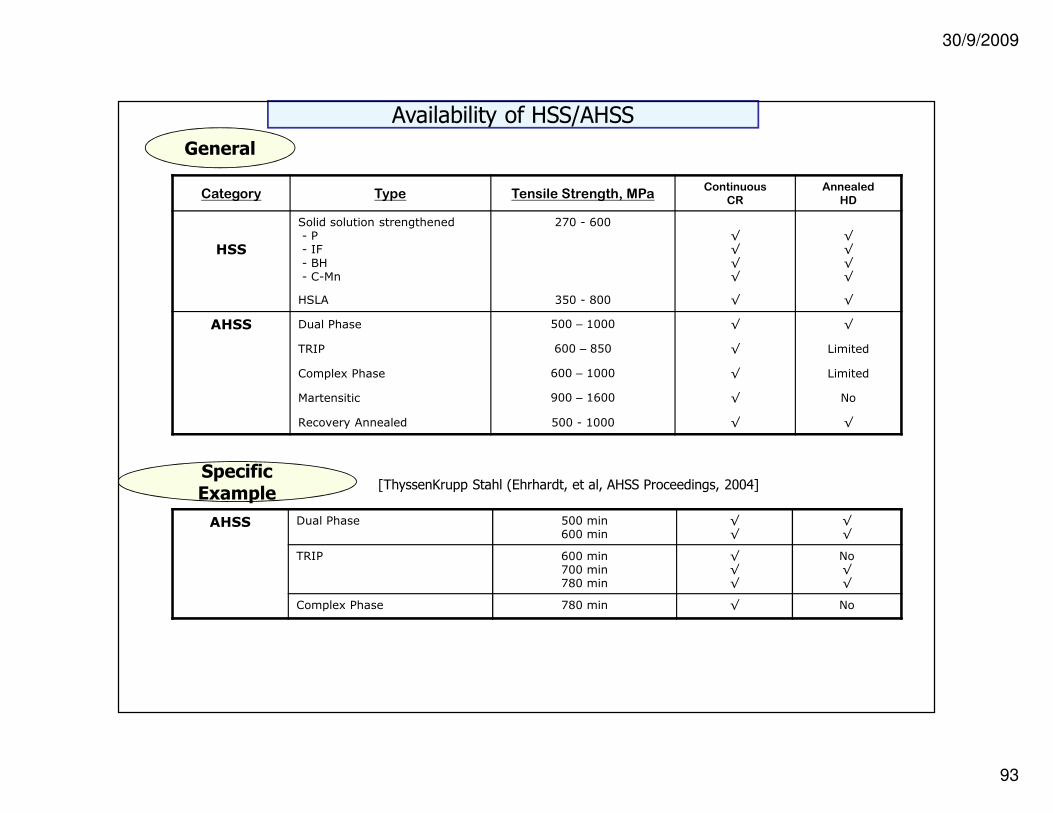
Availability of HSS/AHSS
General
Category Type Tensile Strength, MPaContinuous
CRAnnealed
HD
HSS
Solid solution strengthened- P- IF- BH- C-Mn
270 - 600√√√√
√√√√
HSLA 350 - 800 √ √
AHSS Dual Phase 500 – 1000 √ √
TRIP 600 – 850 √ Limited
Complex Phase 600 – 1000 √ Limited
Martensitic 900 – 1600 √ No
Specific Example
Recovery Annealed 500 - 1000 √ √
[ThyssenKrupp Stahl (Ehrhardt, et al, AHSS Proceedings, 2004]
AHSS Dual Phase 500 min600 min
√√
√√
TRIP 600 min700 min780 min
√√√
No√√
Complex Phase 780 min √ No

30/9/2009
94
essential
for life
Session 3
• On line measurement of Fe in the bath
• Influence of chemical composition of GA
coating on powdering defect
• GA material with zeta free
Zinc
…essential
for life • GA material with zeta free
30/9/200995
essential
for life
Zinc…essential
for life
30/9/200996
essential
for life
Zinc…essential
for life
30/9/200997
essential
for life
Zinc…essential
for life

30/9/200998
essential
for life
Zinc…essential
for life

30/9/200999
essential
for life
Zinc…essential
for life

30/9/2009
100
essential
for life
Zinc…essential
for life

30/9/2009
101
essential
for life
Zinc…essential
for life
30/9/2009
102
essential
for life
Zinc…essential
for life

30/9/2009
103
essential
for life
Analytical Techniques
Zinc…essential
for life

30/9/2009
104
essential
for life
Zinc…essential
for life

30/9/2009
105
essential
for life
Teck
Al S
en
sor P
rincip
les
Zinc…essential
for life

30/9/2009
106
essential
for life
AlS
en
sor™
an
d A
lVie
we
r™Zinc…essential
for life
30/9/2009
107
essential
for life
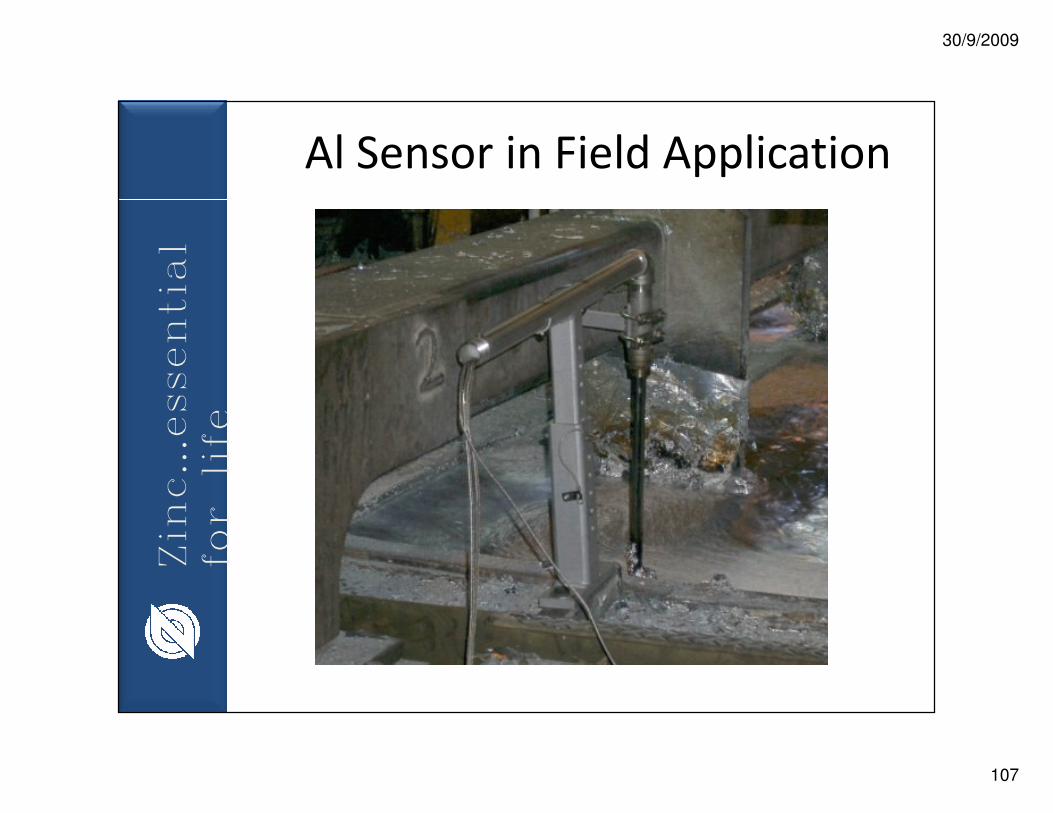
Al Sensor in Field ApplicationZinc
…essential
for life

30/9/2009
108
Teck Electrochemical Sensor
30/9/2009
109
essential
for life
BACKGROUND OF LIBS
• LIBS principle of measurement
• On-line LIBS measurement of aluminum and
iron content in zinc bath of Sorevco plant
Zinc
…essential
for life iron content in zinc bath of Sorevco plant
• Comparison with Teck Cominco probe
30/9/2009
110
essential
for life
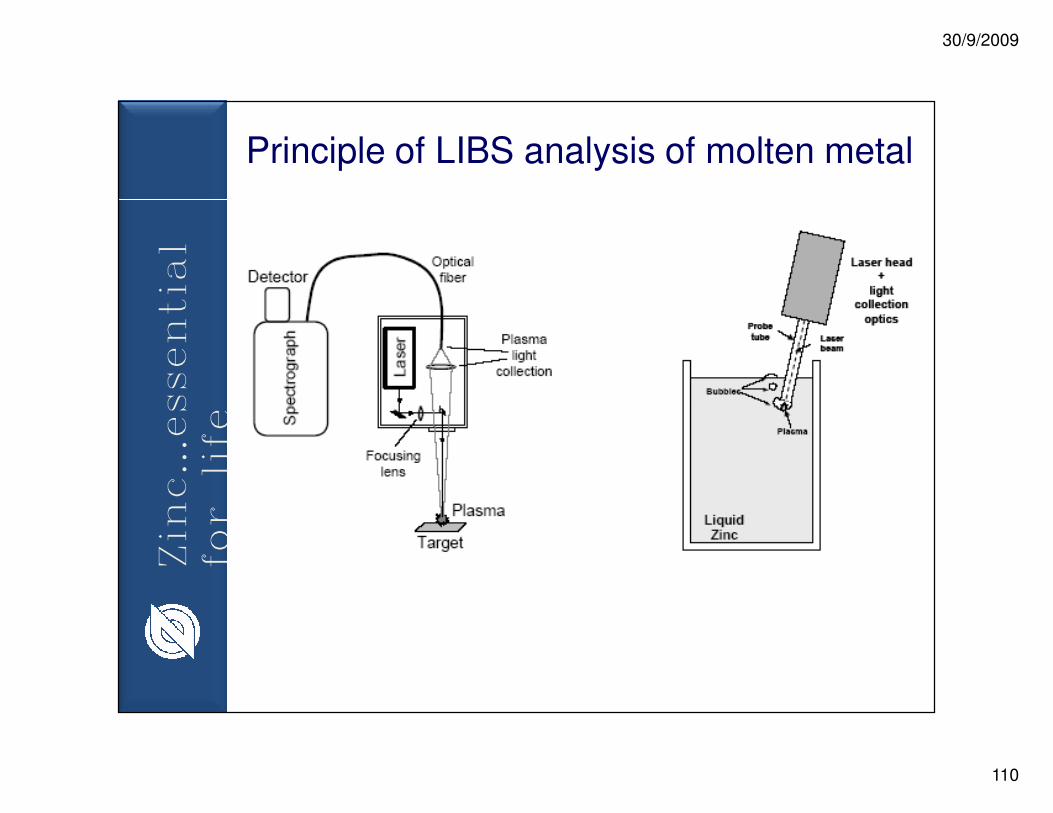
Principle of LIBS analysis of molten metalZinc
…essential
for life
30/9/2009
111
essential
for life
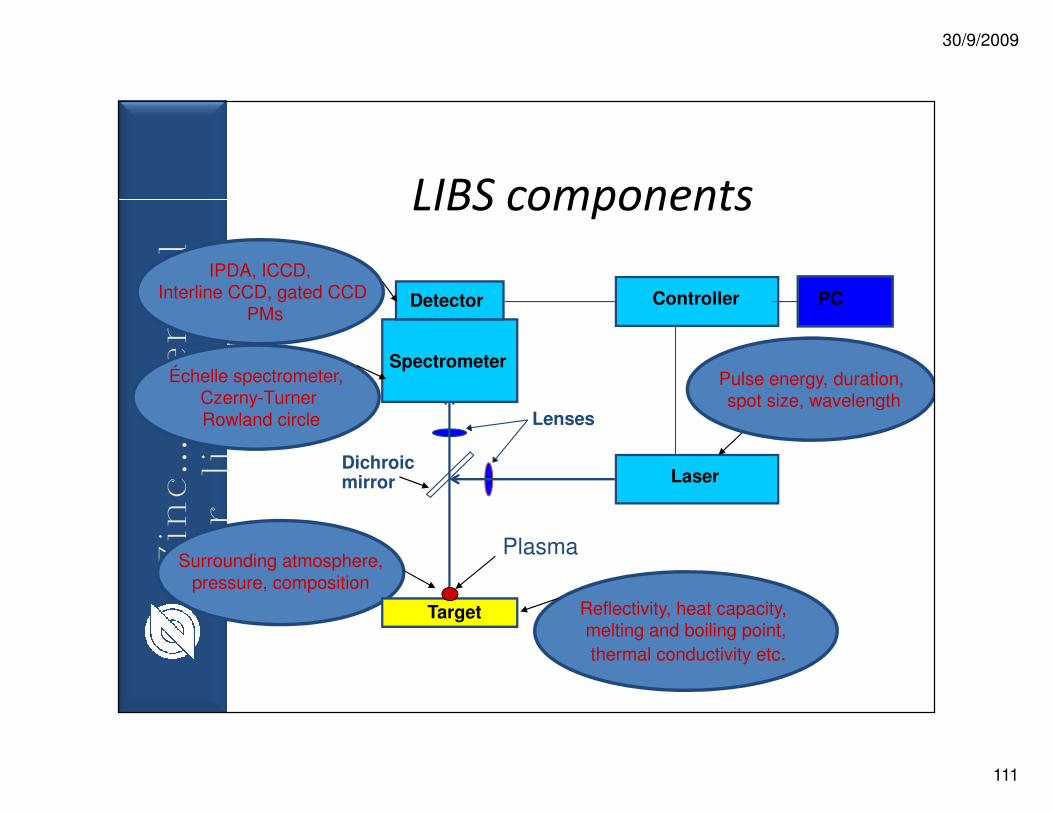
LIBS components
Spectrometer
Detector Controller PC
Pulse energy, duration,spot size, wavelength
Échelle spectrometer,Czerny-Turner
IPDA, ICCD,Interline CCD, gated CCD
PMs
Zinc
…essential
for life
Surrounding atmosphere,pressure, composition
Target
Laser Dichroic mirror
Lenses
Plasma
spot size, wavelength
Reflectivity, heat capacity, melting and boiling point,thermal conductivity etc.
Czerny-TurnerRowland circle
30/9/2009
112
essential
for life
Problems and difficulties
• Problems related to the laser-liquid interaction– Splashing of the liquid caused by powerful laser
pulses
– Generation of waves perturbing the surface
Zinc
…essential
for life
– Generation of waves perturbing the surface
– Aerosols and particles ejected
• Difficulties related to the molten metal– Surface is not representative of the bulk
– Diffusion of some elements to the surface
– The sensor should be sufficiently rugged for plant
use

30/9/2009
113
essential
for life
Problems and difficulties
• Problems related to the LIBS technique when compared with conventional techniques
Zinc
…essential
for life
– Reproducibility is poorer than conventional techniques
– LIBS sensitivity is in the range of ppm which is poorer than conventional techniques
30/9/2009
114
essential
for life
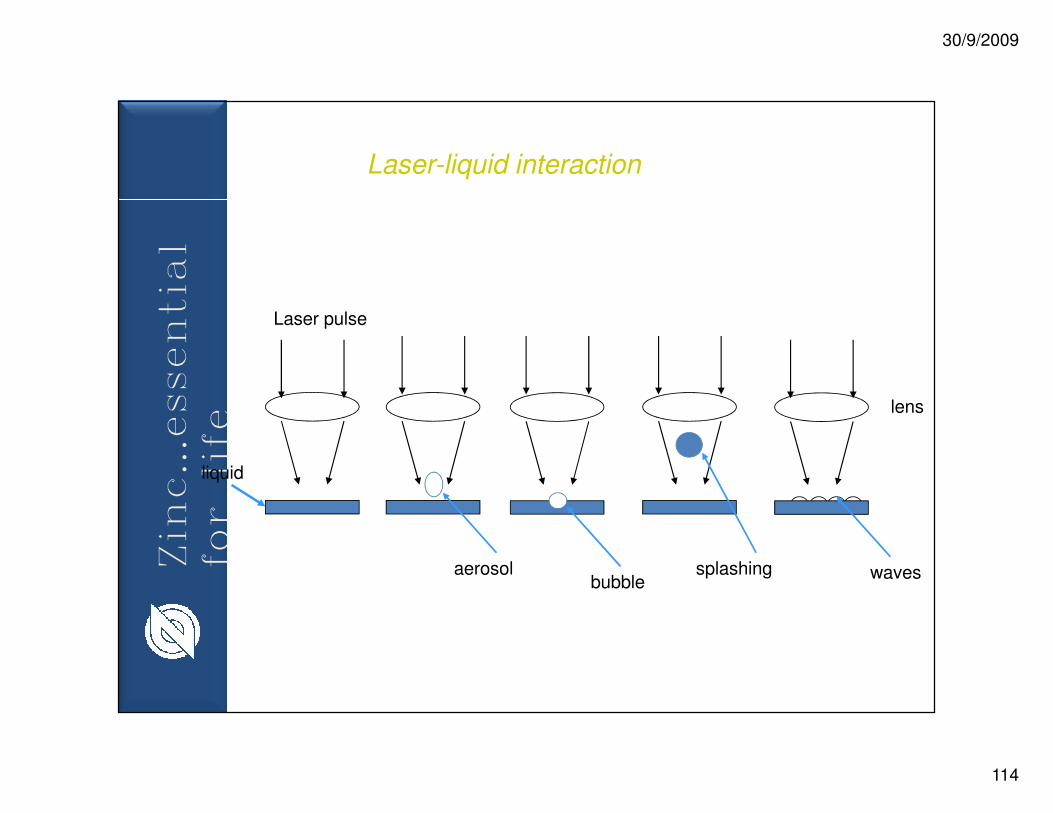
lens
Laser pulse
Laser-liquid interactionZinc
…essential
for life
bubbleaerosol
lens
waves
liquid
splashing
30/9/2009
115
essential
for life
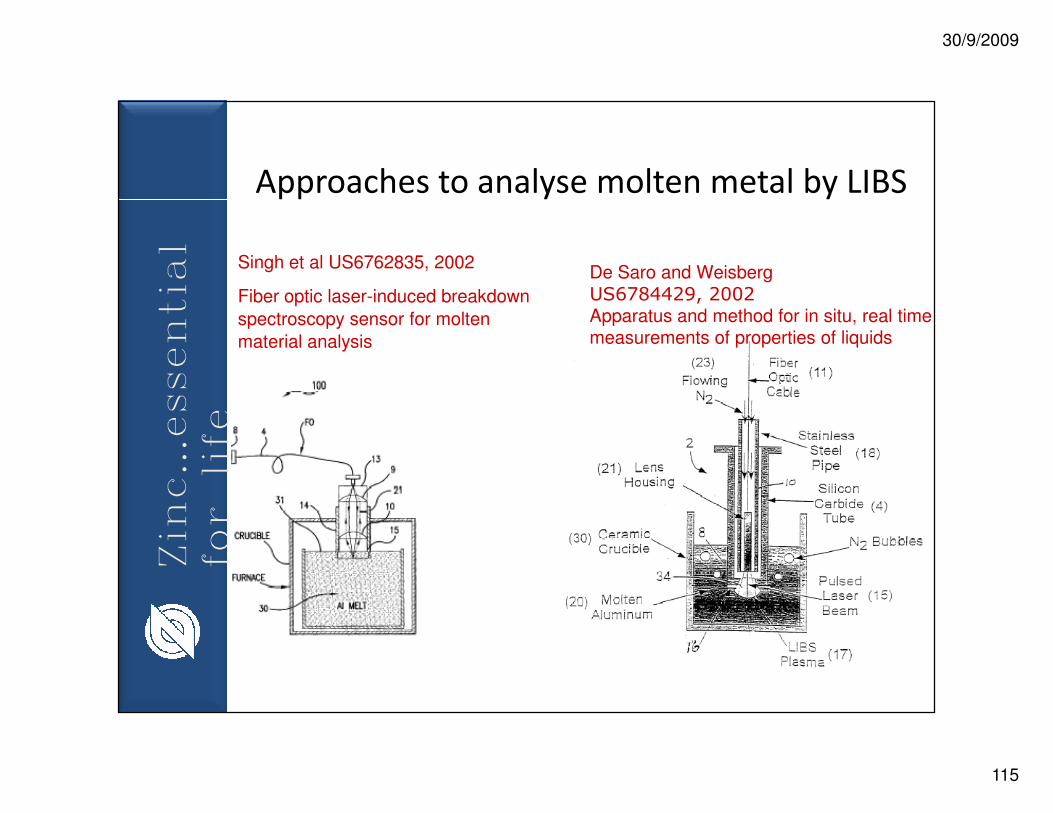
Approaches to analyse molten metal by LIBS
De Saro and WeisbergUS6784429, 2002Apparatus and method for in situ, real time measurements of properties of liquids
Singh et al US6762835, 2002
Fiber optic laser-induced breakdown spectroscopy sensor for molten material analysis
Zinc
…essential
for life

30/9/2009
116
essential
for life
LIBS of molten zinc
Principle
Laser head+
light collection optics
Laser head+
light collection optics
Dynamic approach:Bubbles ensurethat a frequentlyrenewed surface
is analysed
Dynamic approach:Bubbles ensurethat a frequentlyrenewed surface
is analysed
Zinc
…essential
for life
Zinc bathZinc bath
GasflowGasflow
LaserbeamLaserbeam
PlasmaPlasma
Probetube
Probetube
BubblesBubbles
is analysedis analysed
Slag
30/9/2009
117
essential
for life
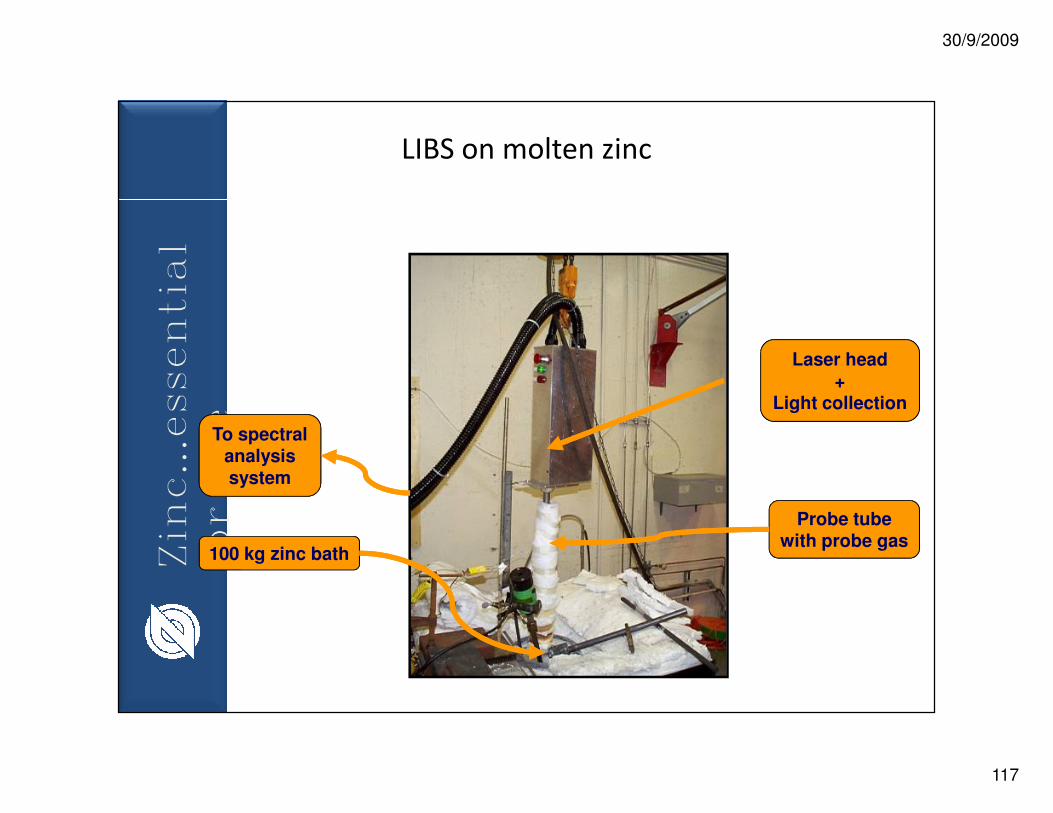
LIBS on molten zinc
Laser head+
Light collection
Zinc
…essential
for life
Light collection
To spectralanalysissystem
100 kg zinc bath
Probe tubewith probe gas

30/9/2009
118
essential
for life
LIBS
of m
olte
n zin
c
Typ
ical LIB
S sp
ectru
mLIB
S o
f mo
lten
zinc
Typ
ical LIB
S sp
ectru
m
(4 eV)
Al 308.22 (4 eV)
Zn 307.59 (4 eV)
Zn 303.58 (8 eV)
Zn 307.21 (8 eV)
Al 309.27 (4 eV)
Zn 301.84 (8 eV)
Spectrum
for zinc bath with 0.12%
Al and 0.04%
Fe (nom
inal)S
pectrum for zinc bath w
ith 0.12% A
l and 0.04% F
e (nominal)
Zinc…essential
for life
Fe 302.06 (4 eV)
Al 308.22
Zn 307.59 (4 eV)
Zn 303.58
Zn 307.21 (8 eV)
Al 309.27 (4 eV)
Zn 301.84 (8 eV)
30/9/2009
119
essential
for life
Al 3
08.2
2 / Z
n 30
7.59
4
5
6
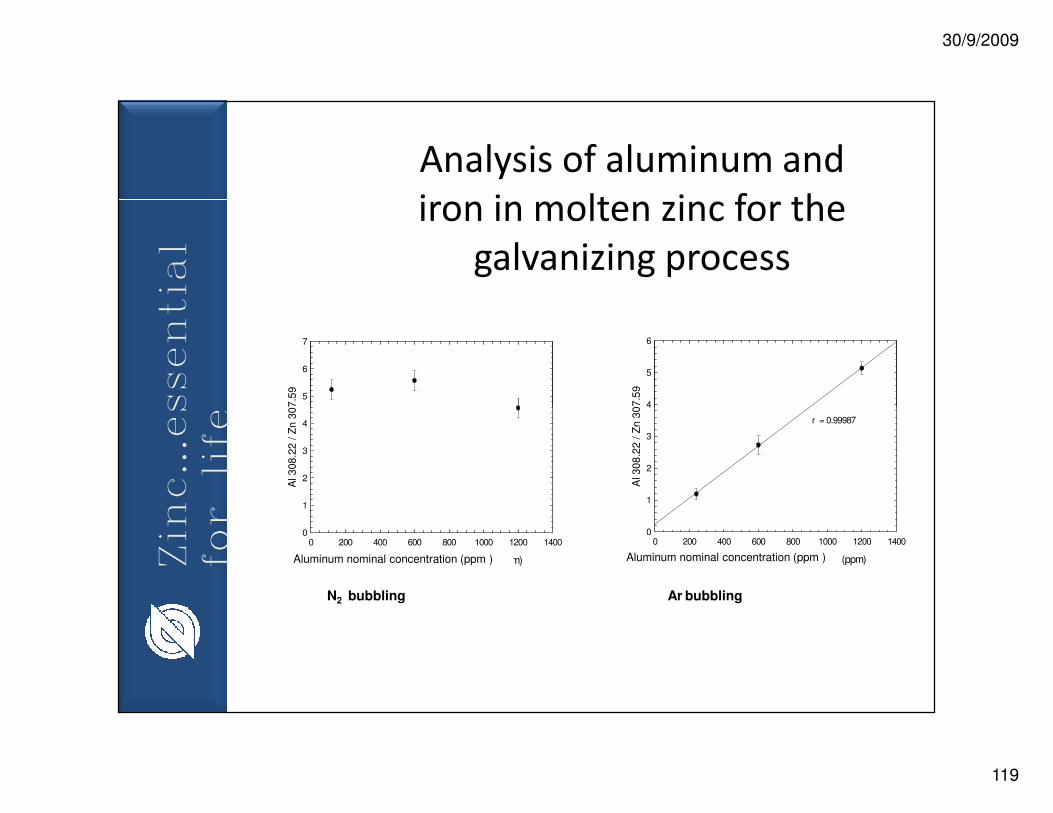
Analysis of aluminum and
iron in molten zinc for the
galvanizing processA
l 308
.22
/ Zn
307.
59 5
6
7
Zinc
…essential
for life
Concentration nominale d'aluminium (ppm)
0 200 400 600 800 1000 1200 1400
Al 3
08.2
2 / Z
n 30
7.59
0
1
2
3
4
r = 0.99987
Concentration nominale d'aluminium (ppm)
0 200 400 600 800 1000 1200 1400
Al 3
08.2
2 / Z
n 30
7.59
0
1
2
3
4
Aluminum nominal concentration (ppm )Aluminum nominal concentration (ppm )
N2 bubbling Ar bubbling

30/9/2009
120
essential
for life
LIBS of molten zinc
Experimental sequence of bath
additionsZinc
…essential
for life
30/9/2009
121
essential
for life
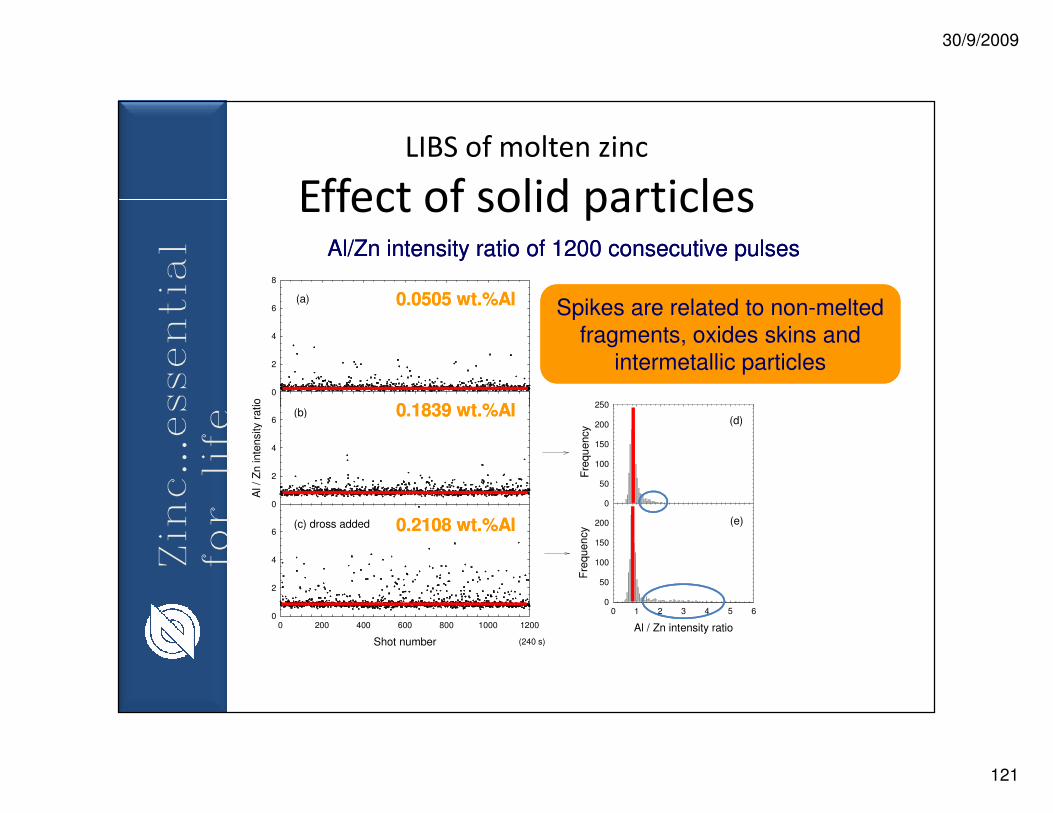
LIBS of molten zinc
Effect of solid particles
0
2
4
6
8
Al /
Zn
inte
nsity
rat
io
(a)
(b)250
0.0505 wt.%Al0.0505 wt.%Al
0.1839 wt.%Al0.1839 wt.%Al
Spikes are related to non-melted fragments, oxides skins and
intermetallic particles
Spikes are related to non-melted fragments, oxides skins and
intermetallic particles
Al/Zn intensity ratio of 1200 consecutive pulsesAl/Zn intensity ratio of 1200 consecutive pulses
Zinc
…essential
for life
(240 s)
Al /
Zn
inte
nsity
rat
io
0
2
4
6
Shot number
0 200 400 600 800 1000 12000
2
4
6
(b)
(c) dross added
Fre
quen
cy
0
50
100
150
200
250
Al / Zn intensity ratio
0 1 2 3 4 5 6
Fre
quen
cy
0
50
100
150
200
(d)
(e)
0.1839 wt.%Al0.1839 wt.%Al
0.2108 wt.%Al0.2108 wt.%Al

30/9/2009
122
essential
for life
LIBS of molten zinc
Effect of solid particles
• Analytical depth of LIBS is
small : 50 nm.
• FeZn and FeAlZn
intermetallic particles are Plasma
Ablated thickness
Zinc
…essential
for life
intermetallic particles are
always wetted by molten
zinc.
• Larger particles can rise
the molten surface
Solid particles
Small particles Large particles

30/9/2009
123
essential
for life
LIBS of molten zinc
Effect of solid particles
Fe
/ Zn
inte
nsity
rat
io
0.04
0.05
0.06
0.07
ICP-AESICP-AES LIBS resultsLIBS results
Zinc
…essential
for life
Al / Zn intensity ratio
0.0 0.2 0.4 0.6 0.8 1.0F
e / Z
n in
tens
ity r
atio
0.00
0.01
0.02
0.03
Fe/Al obtained with LIBS does not follow the trendobserved with total-Fe/total-Al
Fe/Al obtained with LIBS does not follow the trendobserved with total-Fe/total-Al

30/9/2009
124
essential
for life
LIBS of molten zinc
LIBS vs. ICP-AES
0.00 0.01 0.02 0.03 0.04
LIB
S: F
e / Z
n in
tens
ity r
atio
0.00
0.01
0.02
0.03
0.04
0.05
0.06
0.07
liquid (6.7 g cm−3)liquid + FeZn7Al (7.2 g cm−3)
liquid + Fe2Al5Zn (4.5 g cm−3)
(a)
0.00 0.05 0.10 0.15 0.20 0.25
LIB
S: A
l / Z
n in
tens
ity r
atio
0.0
0.2
0.4
0.6
0.8
1.0
liquid (6.7 g cm−3)liquid + FeZn7Al (7.2 g cm−3)
liquid + Fe2Al5Zn (4.5 g cm−3)
(c)
FeFe AlAl
Zinc
…essential
for life
LIBS data treatment leads to Al and Fe in solutionLIBS data treatment leads to Al and Fe in solution
ICP analysis: [Fe] total (%)
0.00 0.01 0.02 0.03 0.04
ICP analysis: [Fe] effective (%)
0.00 0.01 0.02 0.03 0.04
LIB
S: F
e / Z
n in
tens
ity r
atio
0.00
0.01
0.02
0.03
0.04
0.05
0.06
0.07
(b)
ICP analysis: [Al] total (%)
0.00 0.05 0.10 0.15 0.20 0.25
ICP analysis: [Al] effective (%)
0.00 0.05 0.10 0.15 0.20 0.25
LIB
S: A
l / Z
n in
tens
ity r
atio
0.0
0.2
0.4
0.6
0.8
1.0
(d)
30/9/2009
125
essential
for life
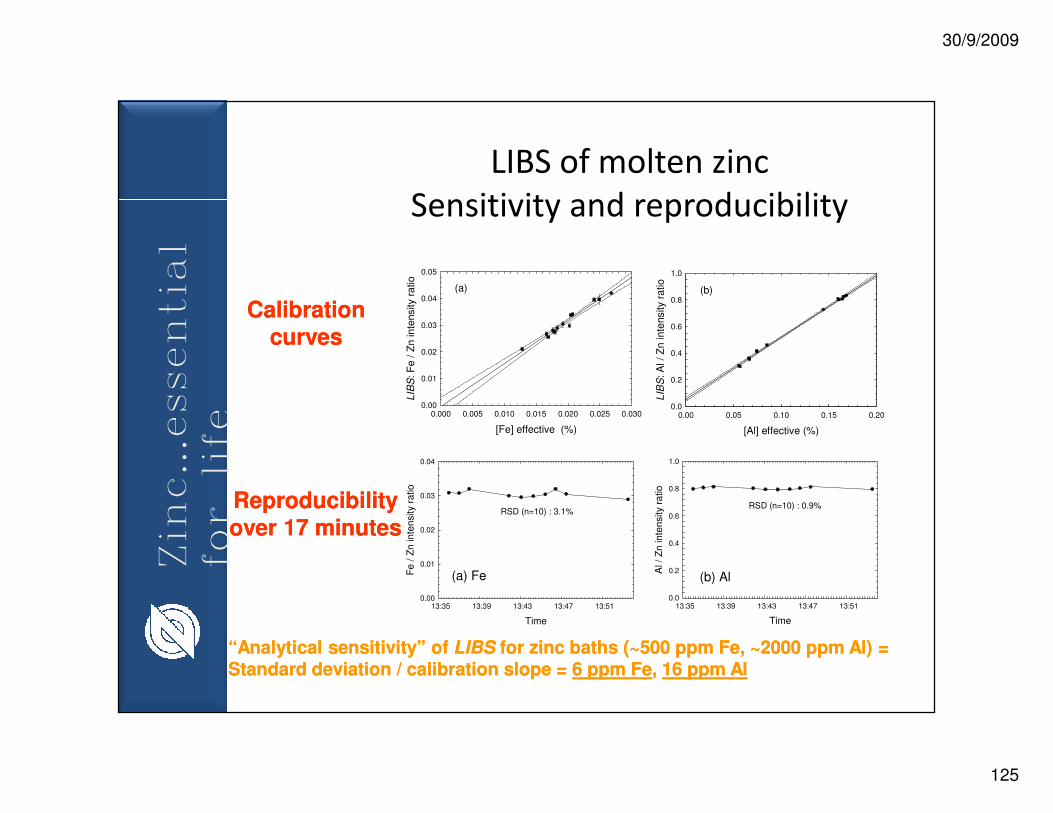
LIBS of molten zinc
Sensitivity and reproducibility
LIB
S: F
e / Z
n in
tens
ity r
atio
0.00
0.01
0.02
0.03
0.04
0.05
LIB
S: A
l / Z
n in
tens
ity r
atio
0.0
0.2
0.4
0.6
0.8
1.0
(a) (b)
Calibration
curves
Calibration
curves
Zinc
…essential
for life [Fe] effective (%)
0.000 0.005 0.010 0.015 0.020 0.025 0.0300.00
[Al] effective (%)
0.00 0.05 0.10 0.15 0.200.0
Time
13:35 13:39 13:43 13:47 13:51
Al /
Zn
inte
nsity
rat
io
0.0
0.2
0.4
0.6
0.8
1.0
RSD (n=10) : 0.9%
Time
13:35 13:39 13:43 13:47 13:51
Fe
/ Zn
inte
nsity
rat
io
0.00
0.01
0.02
0.03
0.04
RSD (n=10) : 3.1%
(a) Fe (b) Al
Reproducibility
over 17 minutes
Reproducibility
over 17 minutes
“Analytical sensitivity” of LIBS for zinc baths (~500 ppm Fe, ~2000 ppm Al) =Standard deviation / calibration slope = 6 ppm Fe, 16 ppm Al“Analytical sensitivity” of LIBS for zinc baths (~500 ppm Fe, ~2000 ppm Al) =Standard deviation / calibration slope = 6 ppm Fe, 16 ppm Al

30/9/2009
126
essential
for life
LIBS probe inserted into zinc bath at Sorevco
plantZinc
…essential
for life
30/9/2009
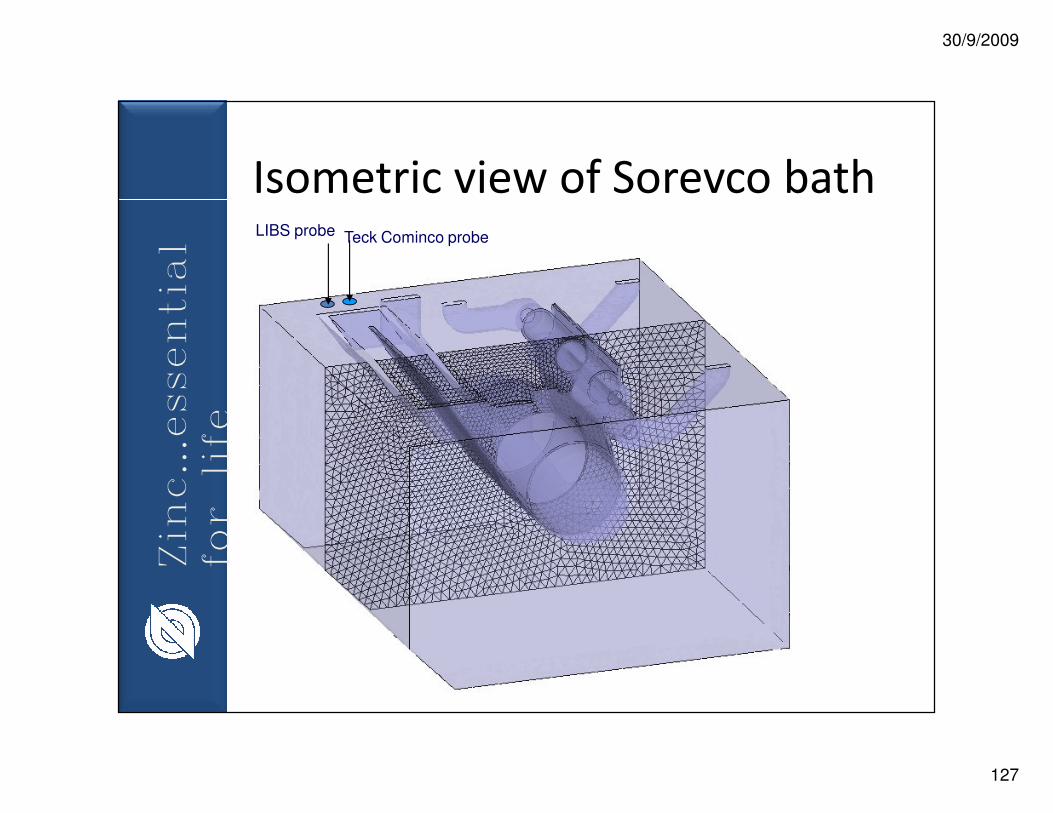
127
essential
for life
Isometric view of Sorevco bathLIBS probe Teck Cominco probe
Zinc
…essential
for life

30/9/2009
128
essential
for life
Ingot addition in Sorevco zinc bath
LIBS probe
Zinc
…essential
for life
30/9/2009
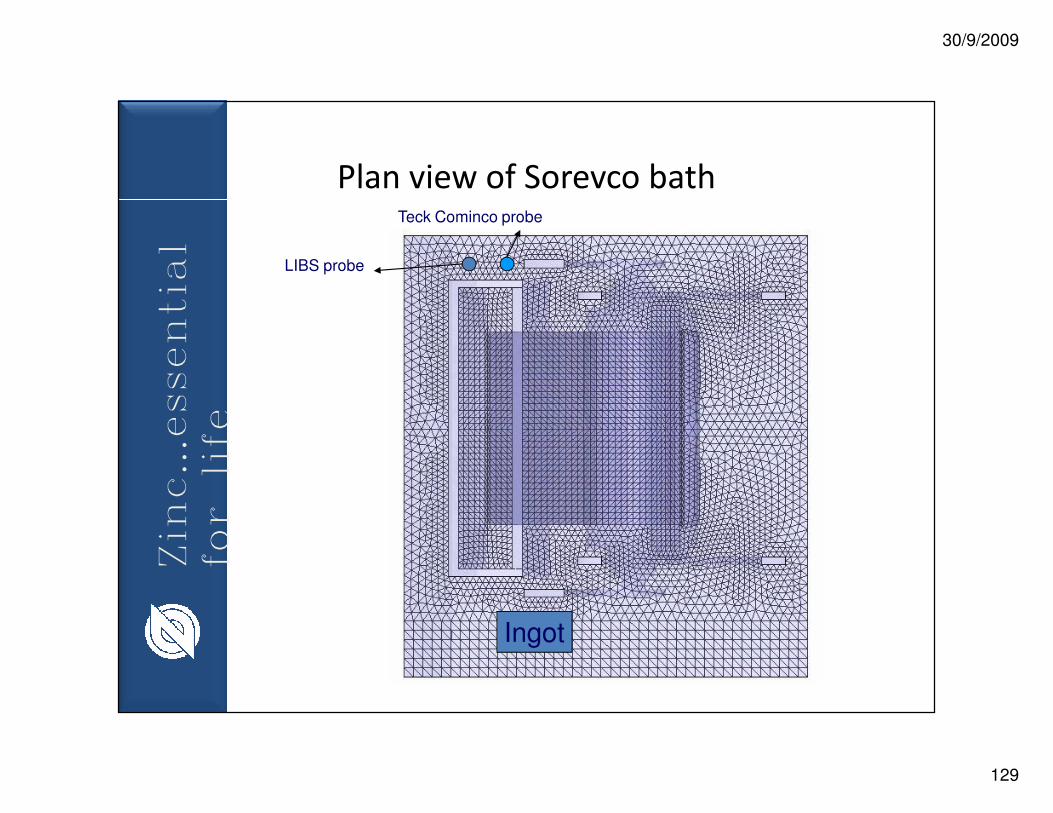
129
essential
for life
Plan view of Sorevco bath
LIBS probe
Teck Cominco probe
Zinc
…essential
for life
Ingot
30/9/2009
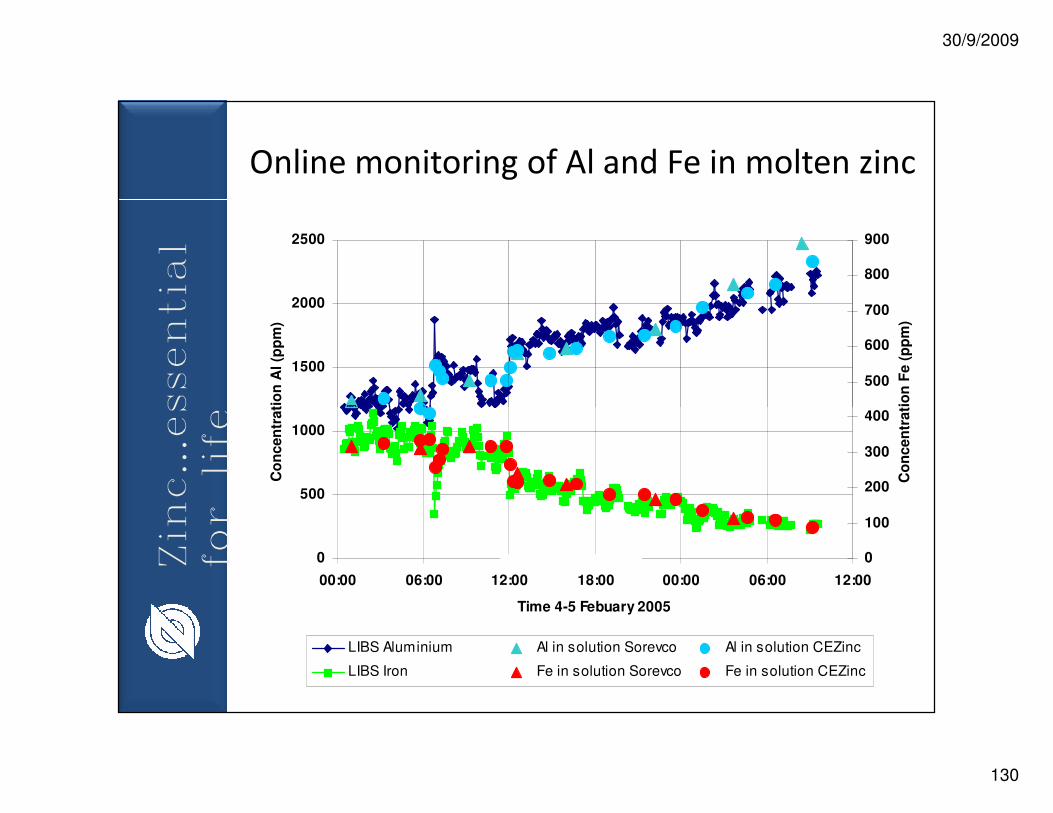
130
essential
for life
Online monitoring of Al and Fe in molten zinc
1500
2000
2500
Co
ncen
trati
on
Al (p
pm
)
500
600
700
800
900
Co
ncen
trati
on
Fe (
pp
m)
Zinc
…essential
for life
0
500
1000
00:00 06:00 12:00 18:00 00:00 06:00 12:00
Time 4-5 Febuary 2005
Co
ncen
trati
on
Al (p
pm
)
0
100
200
300
400
Co
ncen
trati
on
Fe (
pp
m)
LIBS Aluminium Al in solution Sorevco Al in solution CEZinc
LIBS Iron Fe in solution Sorevco Fe in solution CEZinc

30/9/2009
131
essential
for life
Comparison of realtime measurements of
aluminum in zinc bath of Sorevco obtained by
LIBS and Teck Cominco probe
1500
2000
2500
Co
nc
en
tra
tio
n A
l (p
pm
)
Zinc
…essential
for life
0
500
1000
00:00 06:00 12:00 18:00 00:00 06:00 12:00
Time 4-5 Febuary 2005
Co
nc
en
tra
tio
n A
l (p
pm
)
LIBS Aluminium Al in solution Sorevco Al in solution CEZinc TeckCominco
Each point of LIBS corresponds to an average of 5 minutes

30/9/2009
132
essential
for life
1500
2000
2500C
on
ce
ntr
ati
on
Al
(pp
m)
Comparison of realtime measurements of
aluminum in zinc bath of Sorevco obtained by
LIBS and Teck Cominco probe
Comparison of realtime measurements of
aluminum in zinc bath of Sorevco obtained by
LIBS and Teck Cominco probe
Zinc
…essential
for life
0
500
1000
00:00 06:00 12:00 18:00 00:00 06:00 12:00
Time 4-5 Febuary 2005
Co
nc
en
tra
tio
n A
l (p
pm
)
LIBS Al 10 min Al in solution Sorevco Al in solution CEZinc TeckCominco
Each point of LIBS corresponds to an average of 10 minutes

30/9/2009
133
essential
for life
Comparison of realtime measurements of
aluminum in zinc bath of Sorevco obtained by
LIBS and Teck Cominco probe
Comparison of realtime measurements of
aluminum in zinc bath of Sorevco obtained by
LIBS and Teck Cominco probe
2000
2500
Co
nc
en
tra
tio
n A
l (p
pm
)
Zinc
…essential
for life
Each point of LIBS corresponds to an average of 30 minutes
0
500
1000
1500
00:00 06:00 12:00 18:00 00:00 06:00 12:00
Time 4-5 Febuary 2005
Co
nc
en
tra
tio
n A
l (p
pm
)
Libs Al 30 min Al in solution Sorevco Al in solution CEZinc TeckCominco

30/9/2009
134
essential
for life
Zoom showing the additions during the transition from GA to
GI. The bath was containing 100 tonnes of molten zinc
1000
1500
2000
2500
Co
nc
en
tra
tio
n A
l (p
pm
)
150
200
250
300
350
400
Co
nc
en
tra
tio
n F
e (
pp
m)
Co
nce
ntr
ati
on
Fe
(pp
m)
Zinc
…essential
for life
B= Blue Jumbo (1 tonne with 4.5% Al) W= White Jumbo (1 tonne with 1% Al)
B
0
500
05:00 06:00 07:00 08:00 09:00 10:00 11:00
Time 4 Febuary 2005
Co
nc
en
tra
tio
n A
l (p
pm
)
0
50
100
150
Co
nc
en
tra
tio
n F
e (
pp
m)
LIBS Aluminium Al in solution Sorevco Al in solution CEZincLIBS Iron Fe in solution Sorevco Fe in solution CEZinc
Co
nce
ntr
ati
on
Fe
(pp
m)

30/9/2009
135
essential
for life
Zoom showing the additions during the transition from GA to
GI. The bath was containing 100 tonnes of molten zinc
1000
1500
2000
2500
Co
ncen
trati
on
Al (p
pm
)
200
250
300
350
400
Co
ncen
trati
on
Fe (
pp
m)
Co
nce
ntr
ati
on
Fe
(pp
m)
Zinc
…essential
for life
0
500
1000
11:00 12:00 13:00 14:00 15:00 16:00 17:00
Time 4 Febuary 2005
Co
ncen
trati
on
Al (p
pm
)
0
50
100
150
Co
ncen
trati
on
Fe (
pp
m)
LIBS Aluminium Al in solution Sorevco Al in solution CEZincLIBS Iron Fe in solution Sorevco Fe in solution CEZinc
Co
nce
ntr
ati
on
Fe
(pp
m)
B=Blue Jumbo (1 tonne with 4.5% Al) W=White Jumbo (1 tonne with 1% Al)
B
WW W
W

30/9/2009
136
essential
for life
Conclusions
• Simultaneous on line measurements of dissolved (effective)Al and Fe
content in the Sorevco galvanizing bath using the LIBS system and the
Teck Cominco probe for Al composition.
• Successful, long duration trial during galvannneal to galvanize
transition.
• The LIBS system shows excellent sensitivity to changes in bath
Zinc
…essential
for life
• The LIBS system shows excellent sensitivity to changes in bath
composition following ingot additions.
• Excellent agreement between the Al measurements from the two
methods of measurements and the analytical results obtained by ICP.
• Analysis of results on composition variations is still in progress.
• Numerical modeling using new data in progress.
30/9/2009
137
essential
for life
Zinc…essential
for life
30/9/2009
138
essential
for life
Zinc…essential
for life
30/9/2009
139
essential
for life
Zinc…essential
for life

30/9/2009
140
essential
for life
Zinc…essential
for life

30/9/2009
141
essential
for life
Zinc P
roductsZinc…essential
for life

30/9/2009
142
essential
for life
Zinc…essential
for life
30/9/2009
143
essential
for life
10% vs. 5%
barsZinc…essential
for life

30/9/2009
144
essential
for life
Brightener Bar MicrostructuresZinc
…essential
for life
30/9/2009
145
essential
for life
Session 3
• On line measurement of Fe in the bath
• Influence of chemical composition of GA
coating on powdering defect
• GA material with zeta free
Zinc
…essential
for life • GA material with zeta free

30/9/2009
146
Hot Dip Galvanized Steel Sheet
Item
Zinc (GI) Zinc Alloy (GA) One& Half (G90/A01)
Zn Zn-Fe Alloy Zn
Film Composition
13.8 µm
6.3 µm
13.8 µm
98 g/m^2 45 g/m^2 98 g/m^2
Steel Sheet Steel Sheet Steel Sheet
Zn-Fe Alloy
Coating Weight (per
side) (oz/ft^2)
<g/m^2>
0.12-1.00
<35-300>
0.12-0.30
<35-90>
0.12-0.33
<35-90>
Thickness (Inch)
<mm>
0.009-0.177
<0.23-4.5>
0.016-0.177
<0.4-4.5>
0.016-0.126
<0.4-1.6>

30/9/2009
147
Electrogalvanized Steel Sheet
EG EGA Zn Multi ZnO
Coating Weight(per side)
(oz/ft2)
<g/m2>
0.12-0.33
<3-100>
0.033-0.13
<10-40>
0.033-0.13
<10-40>
20+3.5 g/m2
<0.4-1.6>
20 g/m2 + l um
(30)
Thickness
(in)
<mm>
0.016-0.126
<0.4-3.2>
0.016-0.126
<0.4-3.2>
0.016-0.126
<0.4-3.2>
0.016-0.063
<0.4-1.6>
0.016-0.063
<0.4-1.6>

30/9/2009
148
Comparison of Weldability Lobesfor GI & GA Material

30/9/2009
149
Paint Delamination at Scribes
30/9/2009
150
Galvannealing & Coating Morphology
GALVANNEALING
• Galvanneal coatings are diffusion coatings that exposed galvanized steel to an annealing temperature around 500C to produce a fully alloyed
COATING MORPHOLOGY• Type O-under alloyed coating
containing mostly zeta phase.• Type 1-optimum alloyed
coating with less than a 1 micron gamma layer and a top layer of delta phase mixed with
500C to produce a fully alloyed coating of Fe-Zn phases.
layer of delta phase mixed with a small amount of zeta phase.
• Type 2-over-alloyed coating with gamma layer greater than 1 micron and overlay of delta phase containing basal plane cracks.

30/9/2009
151
Galvanneal Growth Sequence
• Formation of Fe2Al5 (Zn) inhibition layer in galvanizing bath.• Diffusion of Zn into Fe as inhibition layer breaks down.• Formation of zeta and delta phases as outbursts.• Gamma phase saturates quickly near 1 micron.• Zeta phase grows quickly and eventually disappears.• Delta phase continues to grow at the expense of other phases:
• at short times delta has extended solubility for Fe and Al compared with equilibrium
• Delta phase growth from zeta and eventual cracking of delta phase.

30/9/2009
152
Characteristic of Fe-Zn Intermetallic Compound
Phase Compoun
d
% Fe Hardness (Hv 0.01 kp/mm2)
Gamma Fe3Zn10 21 ~ 28 496
Delta 1* FeZn7 7 ~ 12 Delta 1k 355Delta 1 p 263-320
Zeta FeZn13 5 ~ 6 192-231
Eta Zn 0.03 35
Base steel Fe 100 ~100

30/9/2009
153
GalvannealedGalvannealedTypical GA Structures
η ξ
δ
ζ
δ
Fe-Flash
δδδ
Γ Γ Γ
Steel Steel Steel
Under-AlloyedMarginal Alloying
(Fe-Flash option)
Fully Alloyed
30/9/2009
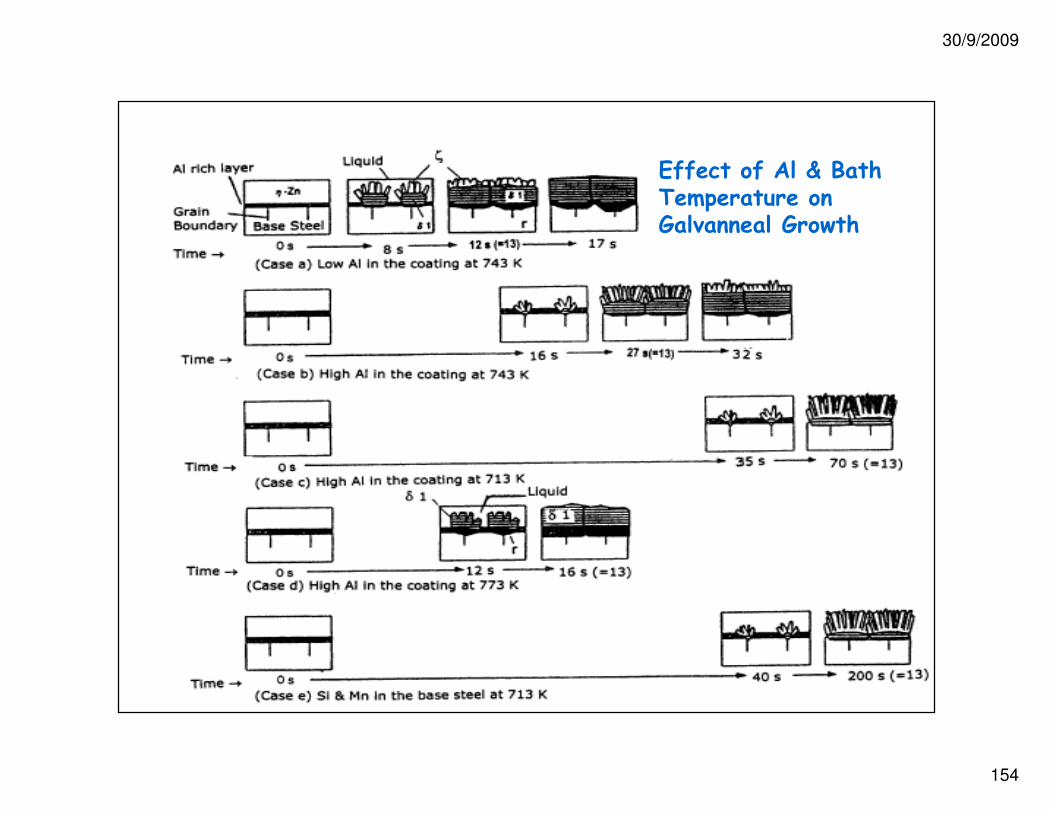
154
Effect of Al & BathTemperature onGalvanneal Growth

30/9/2009
155
GALVANNEAL COATING WEIGHTS
• Hot Dip Galvanized Coating
• ~35~60 g/m2 per side, some up to 90 g/m2 per • ~35~60 g/m2 per side, some up to 90 g/m2 per side
• Fully alloyed with iron

30/9/2009
156
Galvannealed Current Production Method

30/9/2009
157
30/9/2009
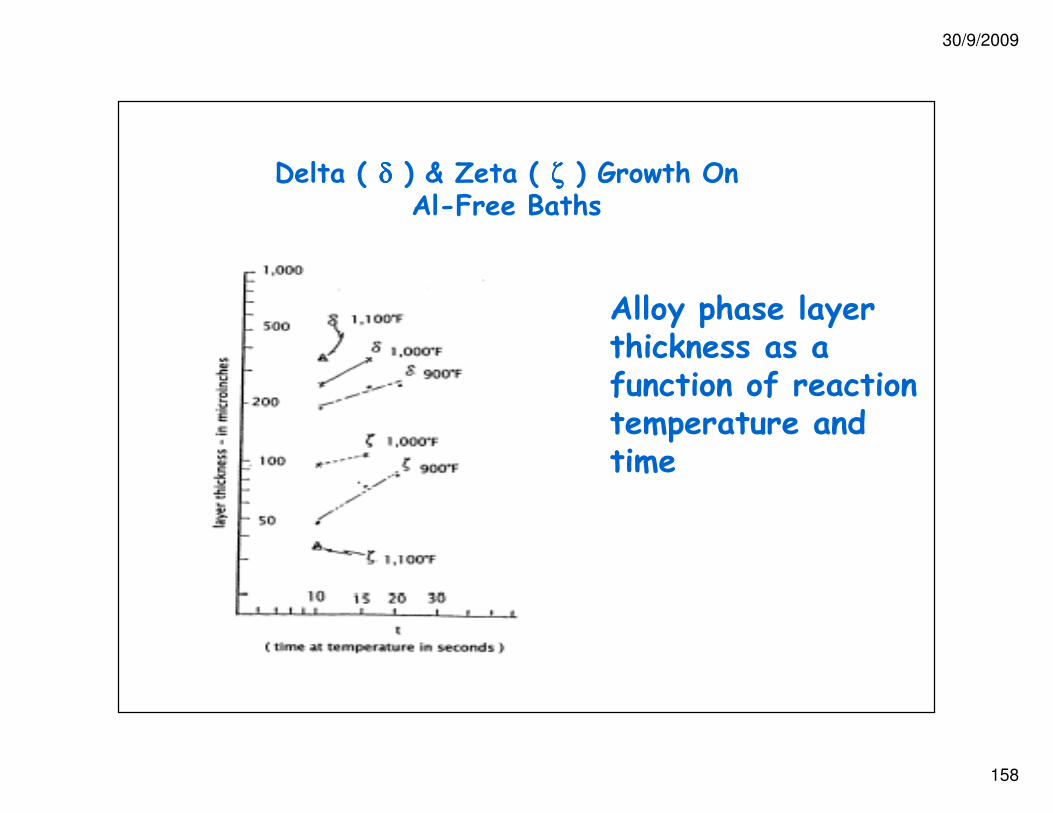
158
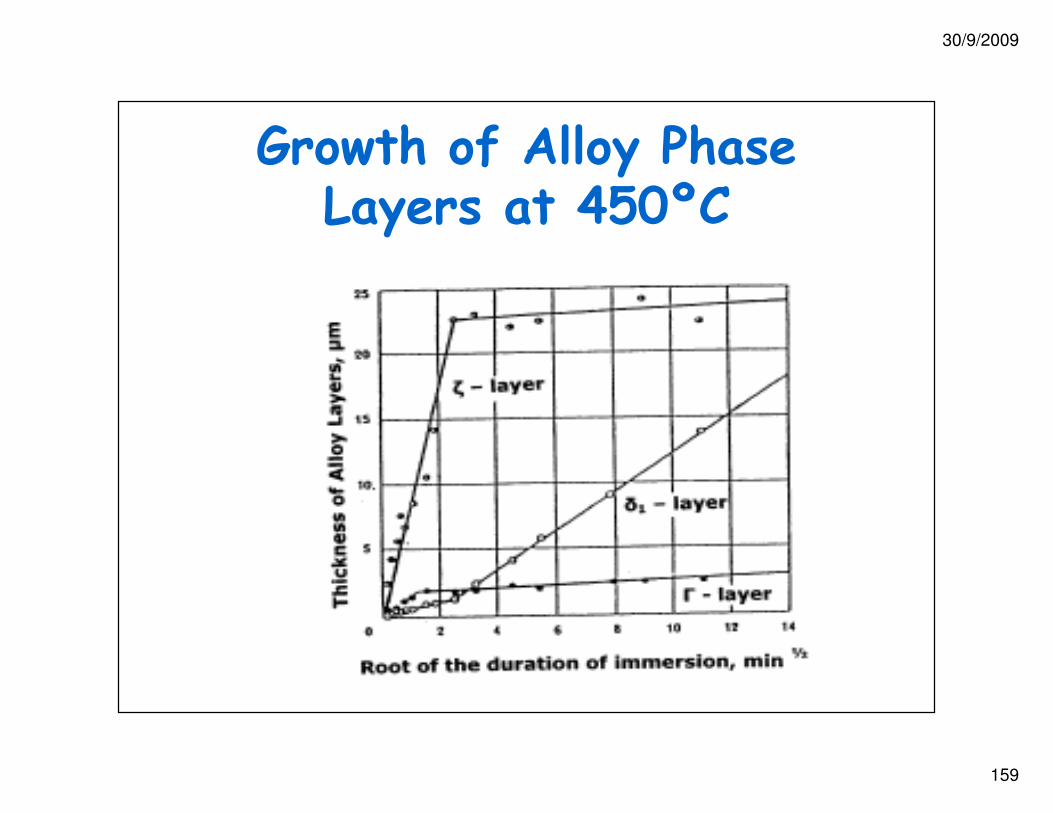
Alloy phase layerthickness as a function of reactiontemperature and
Delta ( δδδδ ) & Zeta ( ζζζζ ) Growth OnAl-Free Baths
temperature andtime
30/9/2009
159
Growth of Alloy Phase Layers at 450ºC

30/9/2009
160
SUBSTRATE COMPOSITION
• Grain boundary reactivity solutes increase alloying rate:– Ti added to ensure clean grain boundaries for
increased reactivity of Zn with Fe to form galvanneal phases.phases.
– IF steels containing Ti and/or Nb that form carbides at high temperature prevent segregation of C to grain boundaries at lower temperatures.
– Grain boundary segregants decrease alloying rate and prevent Zn from diffusing down grain boundaries and reacting with Fe (C and P).

30/9/2009
161
BATH COMPOSITION
• EFFECTS:– Low Al-reaction is continuous with a planar
interface between all phase layers because of diffusion.diffusion.
– High Al (0.2%)-reaction is discontinuous due to outburst reactions.

30/9/2009
162
Reaction curves for the transformation of Fe2Al5 to delta phase at various Al contents
in the bath.
30/9/2009
163
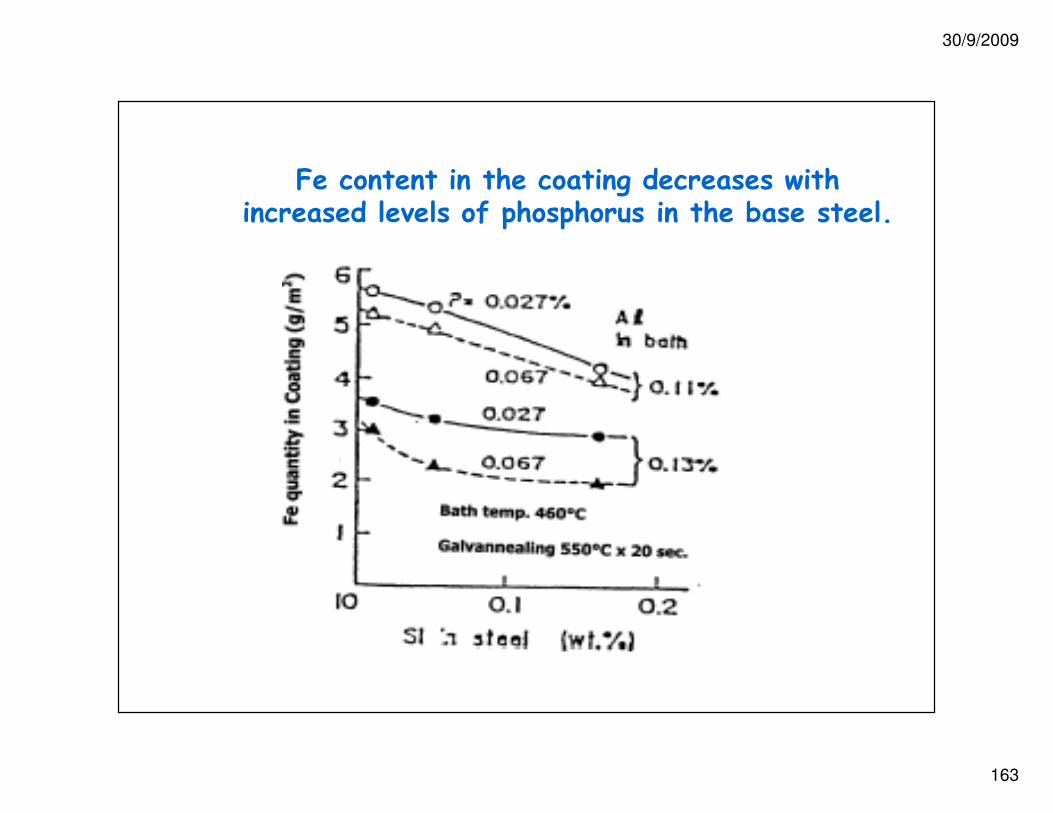
Fe content in the coating decreases withincreased levels of phosphorus in the base steel.
30/9/2009
164
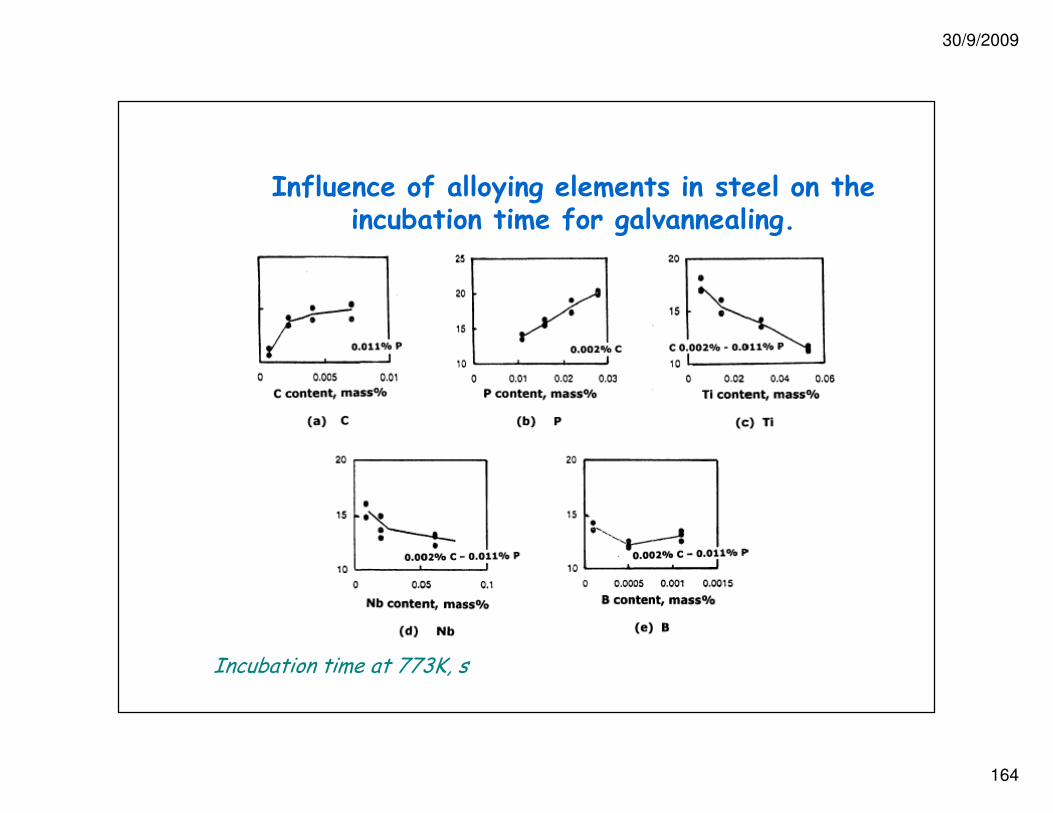
Influence of alloying elements in steel on theincubation time for galvannealing.
Incubation time at 773K, s

30/9/2009
165
Influence of base steeltypes on Galvannealing
rates.
Influence of base steel types on amount of
ΓΓΓΓ-phase

30/9/2009
166
Woodgrain Coating Appearance Analysis

30/9/2009
167
Effect of 0.06% P in ULC steel on Alloying Behavior During Galvannealing

30/9/2009
168
Effect of Si in Steel on Alloying Rate

30/9/2009
169
GALVANNEAL SURFACE STRUCTURE
• Surface roughness effects formability and paintability.
• Craters form on the surface from solidification • Craters form on the surface from solidification shrinkage.
• High Al bath composition causes more outbursts.

30/9/2009
170
Effects of Temperature and Soaking Time onPowdering Resistance.(After Lucas etal., 1989)

30/9/2009
171
Effects of δδδδ1 and ΓΓΓΓ Phases on Powdering Resistance(After Lucas etal., 1989).

30/9/2009
172
Schematic illustration of a crater crosssection
(from Carless, etal., 1998)

30/9/2009
173
Metallographic presentation of galvannealedcoating with and without craters
(from Hamers, etal., 1998)

30/9/2009
174
Powder rank plotted vs. crater density.Individual points are labeled by sampling &
coating weight in gm/m2

30/9/2009
175
Friction rank plotted against powder rank

30/9/2009
176
Stone Chipping Simulation
30/9/2009
177
Chipped Samples
30/9/2009
178
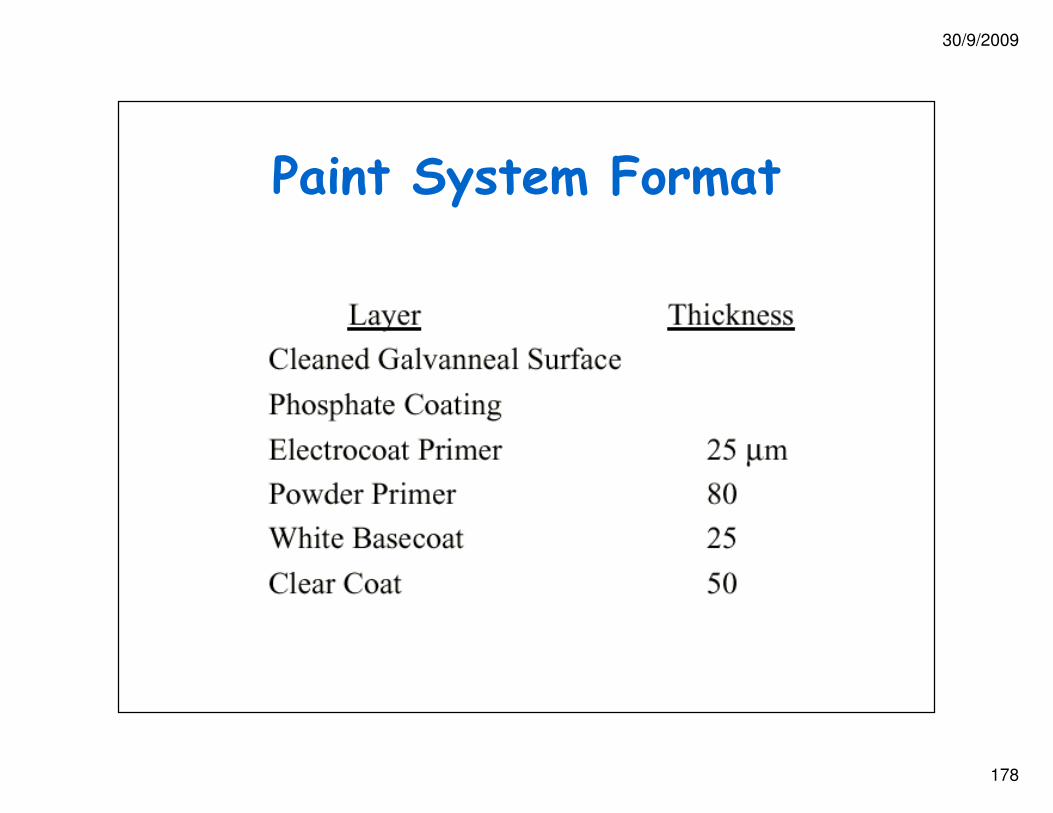
Paint System Format

30/9/2009
179
Stone Chip Data
30/9/2009
180
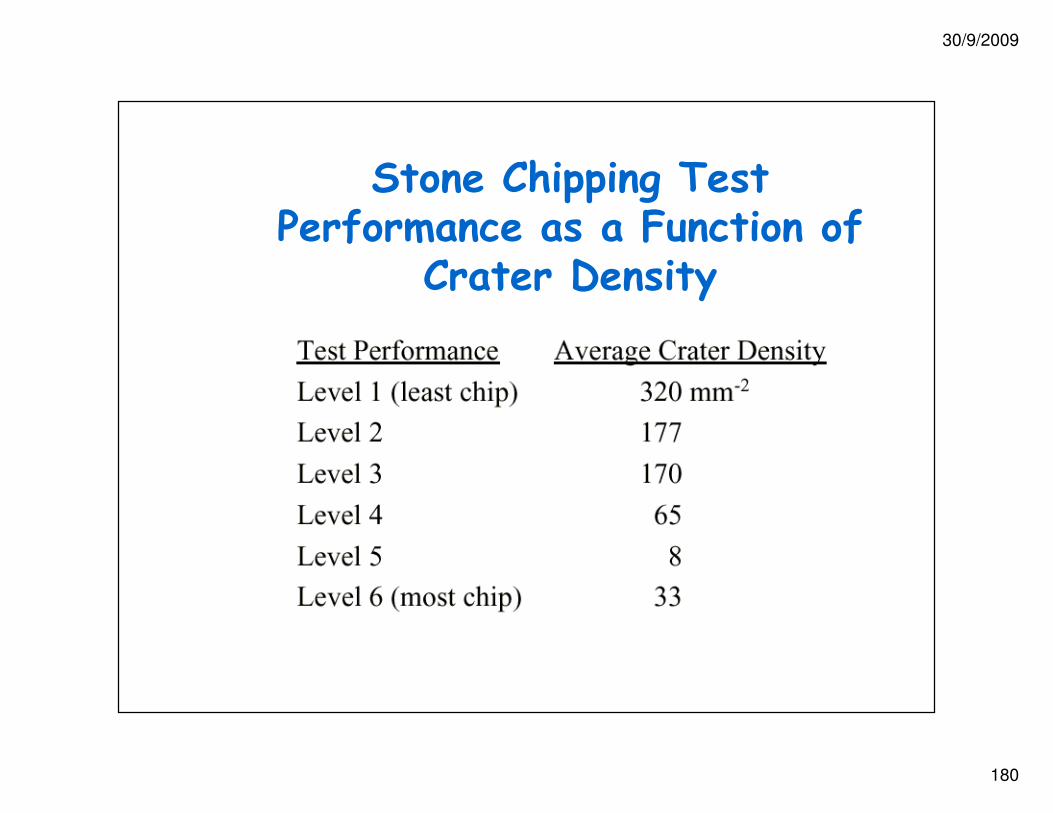
Stone Chipping Test Performance as a Function of
Crater Density

30/9/2009
181
Effect of Substrate Roughness on As-ProducedGalvanneal Roughness

30/9/2009
182
Relationship Between Temper Extension& Surface Roughness – Galvannealed
Steel Sheet
30/9/2009
183
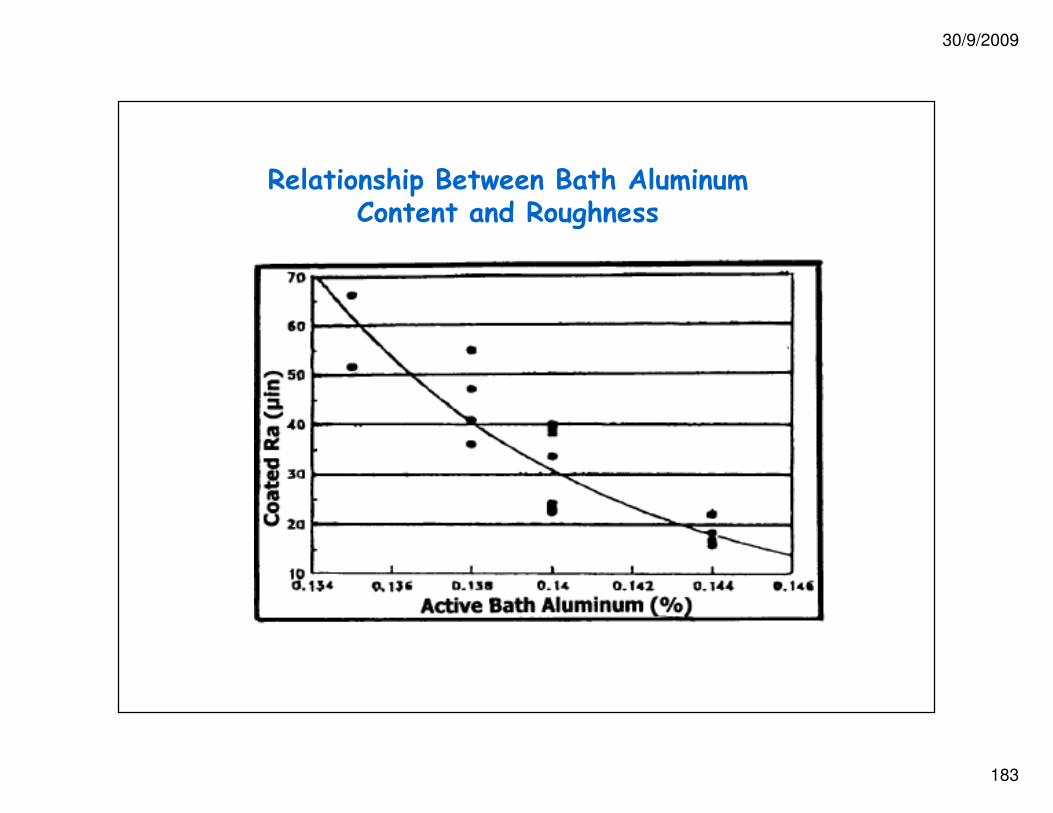
Relationship Between Bath AluminumContent and Roughness

30/9/2009
184
Relationship Between Roughness & FrictionGalvannealed Steel

30/9/2009
185
Expanded Region of the Iron-Zinc Phase Diagram Showing the Four Main Phases &
the Samples Studied

30/9/2009
186

30/9/2009
187
Session 3
• On line measurement of Fe in the bath
• Influence of chemical composition of GA coating on powdering defectGA coating on powdering defect
• GA material with zeta free
30/9/2009
188
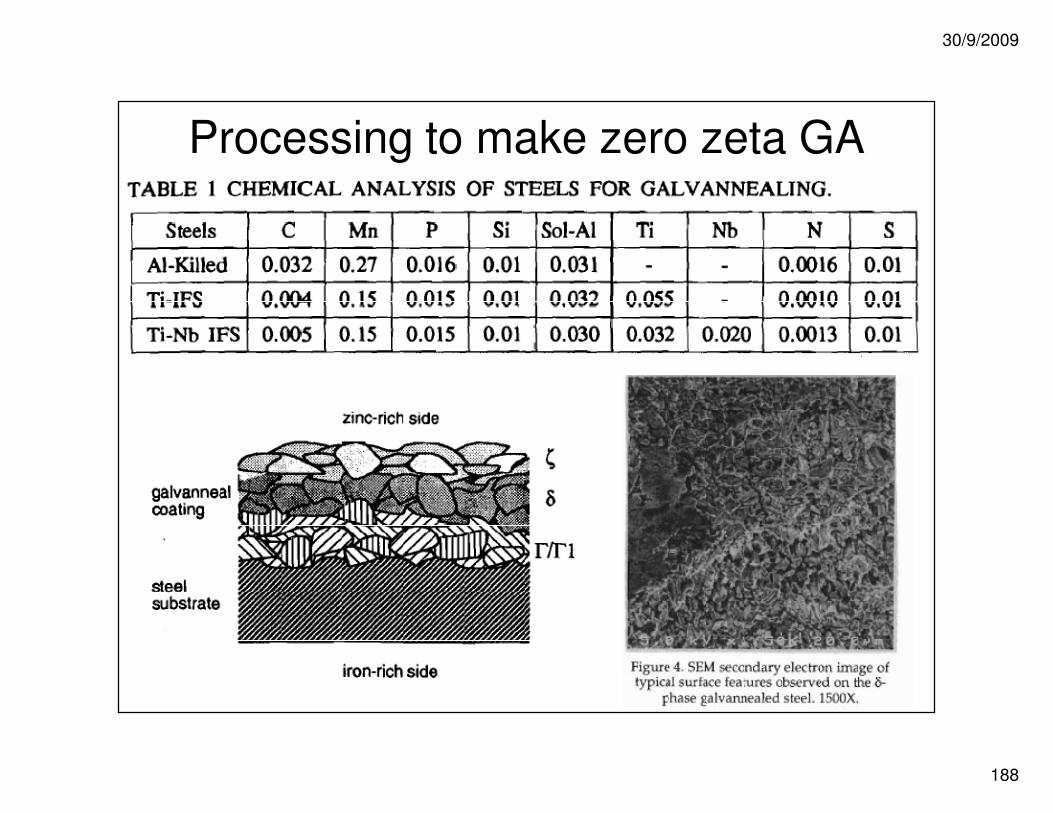
Processing to make zero zeta GA
30/9/2009
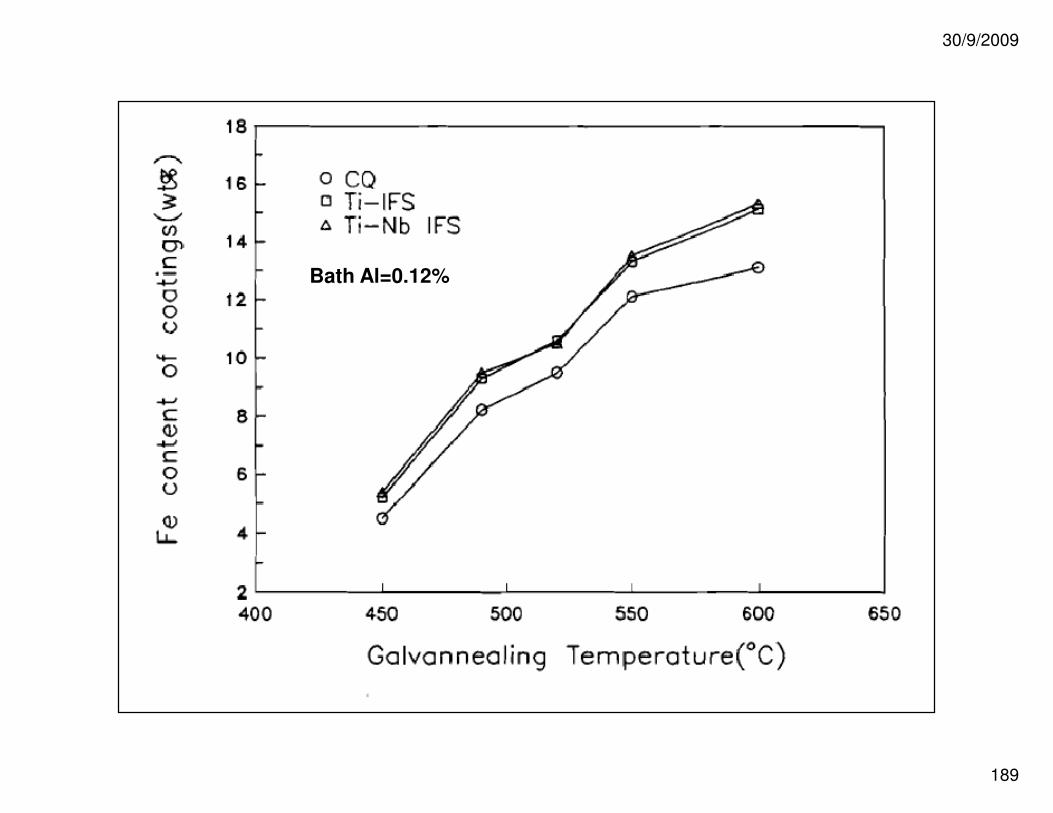
189
Bath Al=0.12%
30/9/2009
190
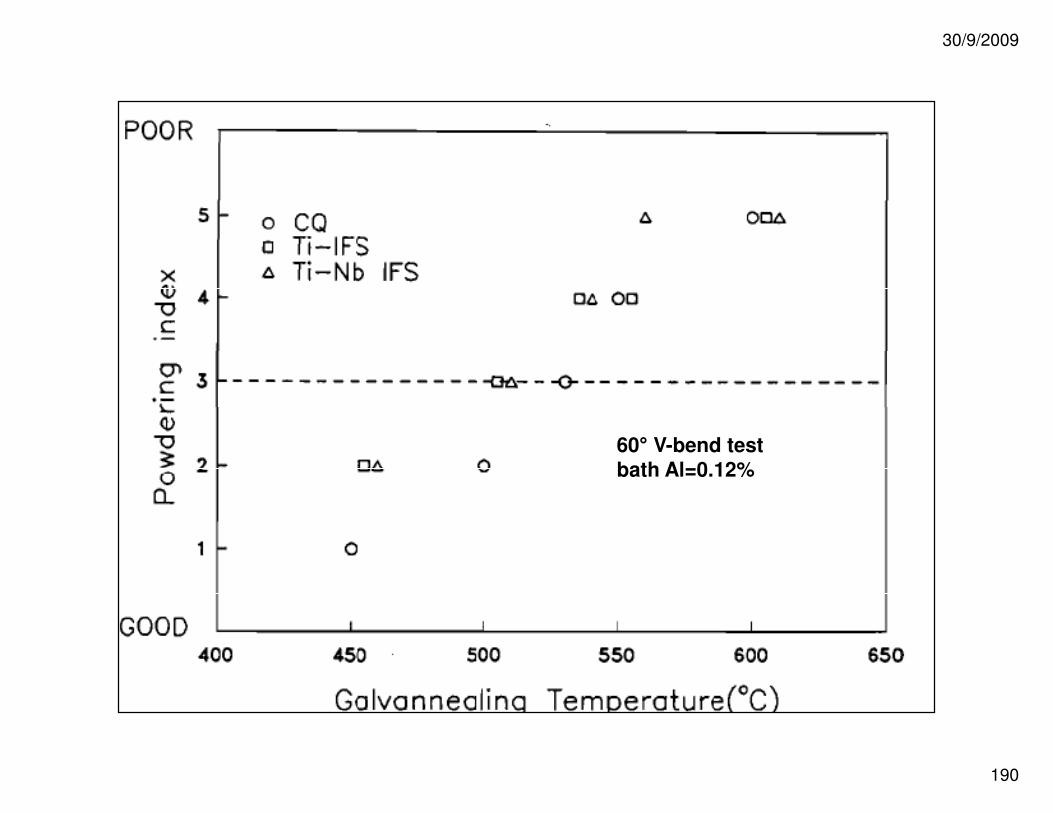
60° V-bend testbath Al=0.12%
30/9/2009
191
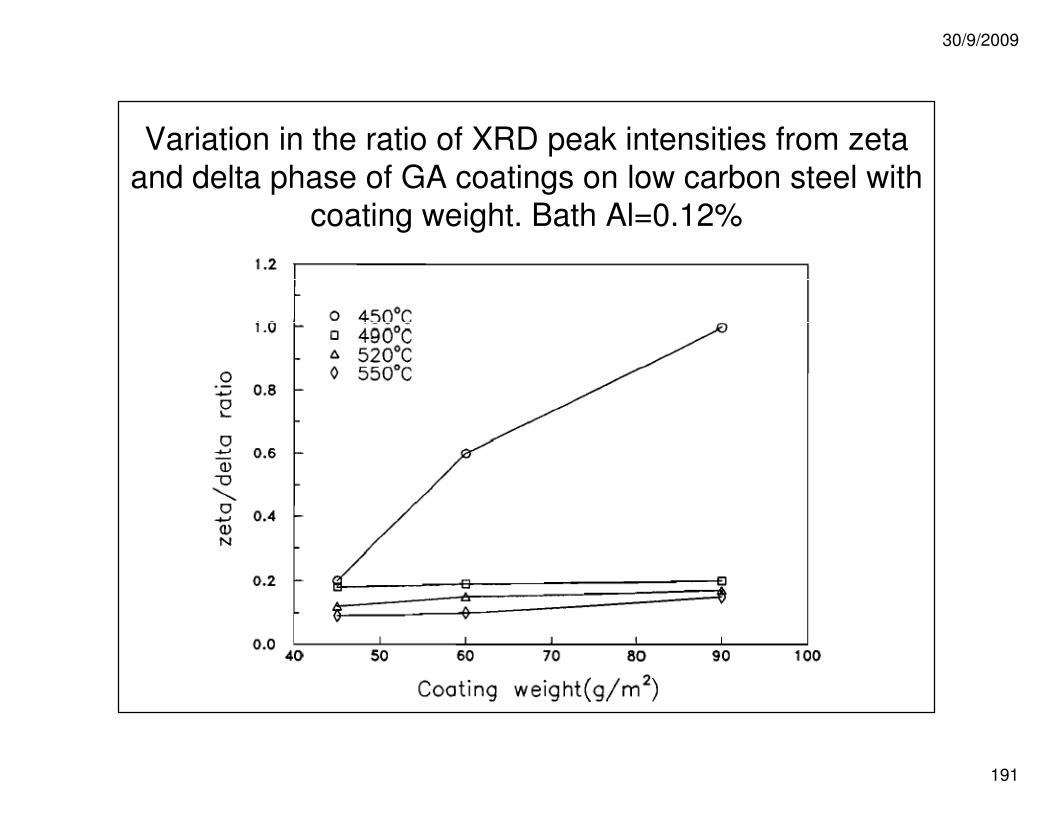
Variation in the ratio of XRD peak intensities from zeta and delta phase of GA coatings on low carbon steel with
coating weight. Bath Al=0.12%

30/9/2009
192
Variation in the ratio of XRD peak intensities from zeta and delta phase of GA coating on AI-killed low carbon steel with Fe
content. (Bath Al 0.12 %, gavannealing T=520°C
30/9/2009
193
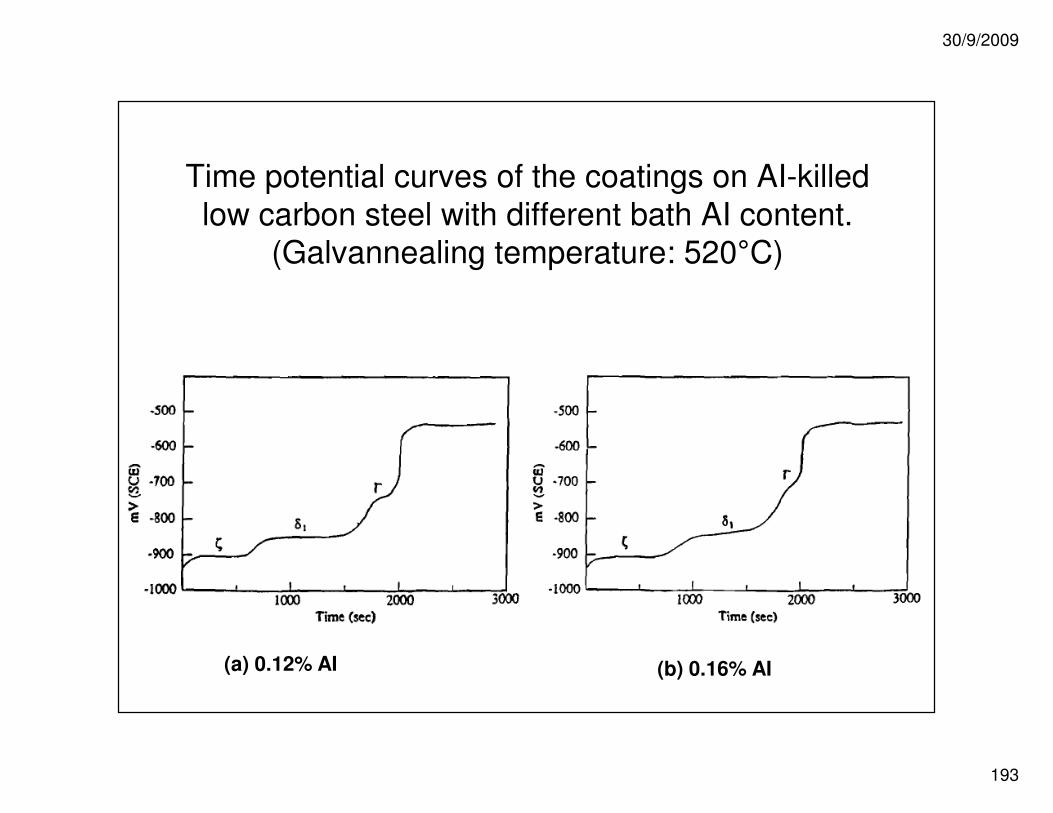
Time potential curves of the coatings on AI-killed low carbon steel with different bath AI content.
(Galvannealing temperature: 520°C)
(a) 0.12% AI (b) 0.16% AI

30/9/2009
194
XRD Analysis of GA
30/9/2009
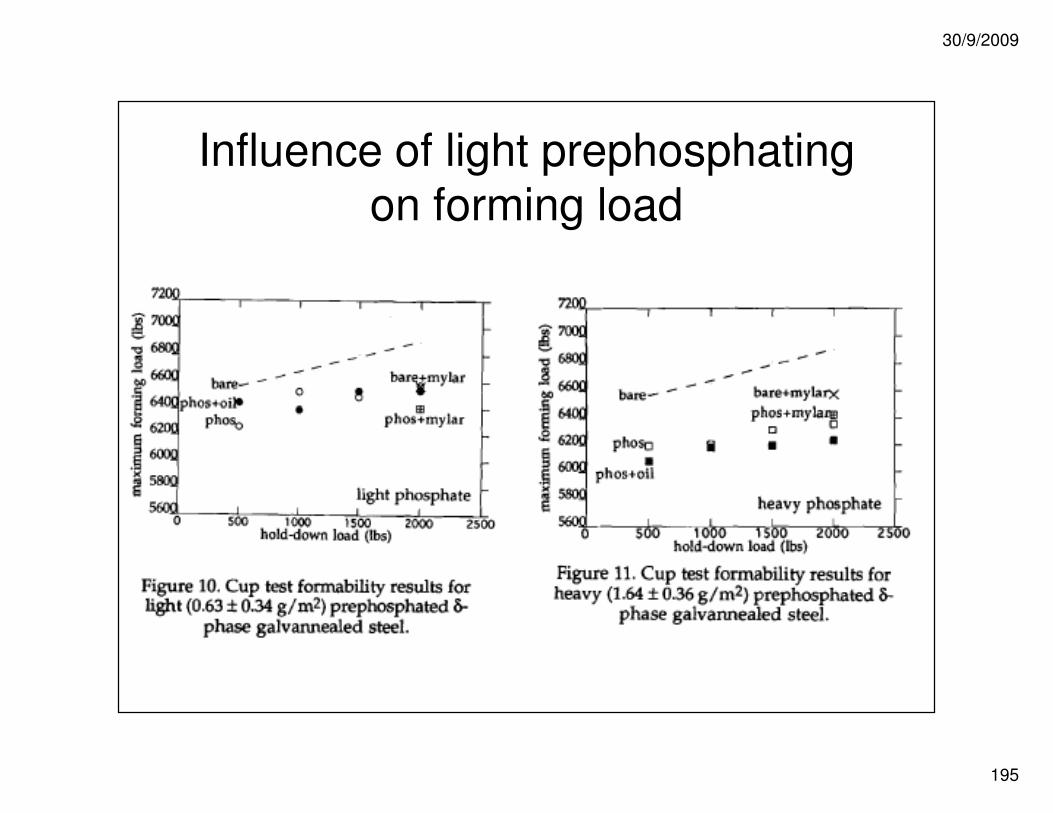
195
Influence of light prephosphating on forming load

30/9/2009
196
30/9/2009
197

30/9/2009
198
Cup Test Formability Results for Bare, Light &Heavy Prephosphated Galvannealed Steel.
Average and One Standard Deviation are Shown.

30/9/2009
199

30/9/2009
200
30/9/2009
201
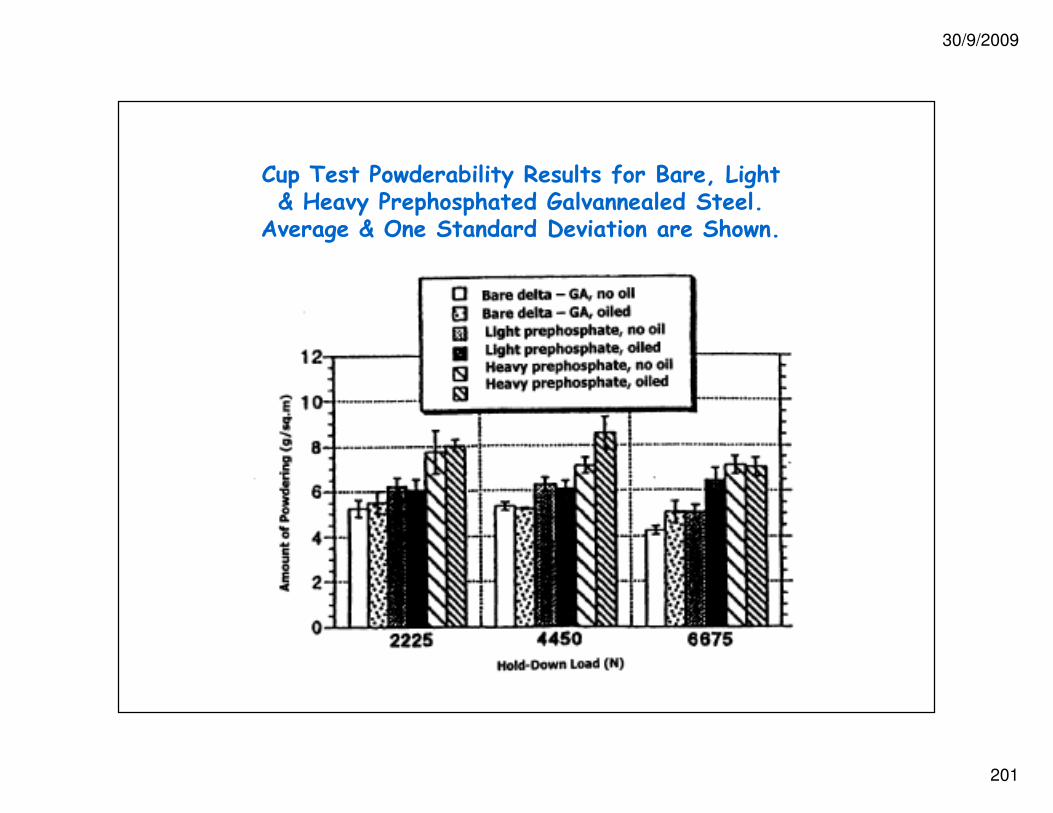
Cup Test Powderability Results for Bare, Light& Heavy Prephosphated Galvannealed Steel.
Average & One Standard Deviation are Shown.

30/9/2009
202

30/9/2009
203
30/9/2009
204
Session 4
• Galvanizing wire: defects and coating control

30/9/2009
205
Two basic groups of galvanized wire:
• Mild steel wire: C<0.25%. 343MPa<UTS<686MPa,
• used for barbed wire, netting, fencing• used for barbed wire, netting, fencing
• Hard Steel wire: C>0.25%, normally 0.40%<C<0.70%, 1176MPa<UTS<1961MPa
• used for springs, ropes, cables
Mild steel wires require in-line annealing, hard steel grades require heating to zinc temperature

30/9/2009
206
Recent Developments
• Increase speed of operation and number of wires on each line
• Total line length<120m• Total line length<120m• Galvanizing bath length<8 m• Galvanizing bath capacity<50 tonnes Zn• Immersion heaters increasing in use• Use of Pb-free patenting: replaced by hot
gas fluidized beds

30/9/2009
207
Typical Line Capabilities
Wire diameter: 1.5~3.8mm Power of product line: 371k W Power of product line: 371k W Speed of product line: 5~30m/minProducing ability (daily output): max.12T (3.8mm), min. 5T(1.5mm)Daily work time: 24h Size of product line: 70m x 3m Weight of product line: about 30T

30/9/2009
208
Heat Treating of Mild Steel
• Pb patenting still widely used but is being replaced by fluidized bed furnaces. The bed is normally alumina particles that are suspended in the particles that are suspended in the gas burner stream.
• The length of the patenting or fluidized bed determines the hardness of the wire

30/9/2009
209
Basic Process Steps
• Cleaning: can be degreased in Pb patenting bath or by use of hot alkaline degreaser
• Pickling: H2SO4 (10-14%) is • Pickling: H2SO4 (10-14%) is cheaper but requires heating, is quicker than HCl (14%)
• Inhibitors prevent attack on base metal after removal of scale
30/9/2009
210
Pretreatment Section

30/9/2009
211
Acid Rinse Tank

30/9/2009
212
Recycling of Pickling solutions
• H2SO4: precipitate Fe salts by cooling, return purified acid to pickle tanktank
• HCl: Add NH4OH and H2O2 to oxidize Fe+2 to Fe+3 and precipitate Fe(OH)3
30/9/2009
213
Fluxing
• Wet process: blanket of molten zinc ammonium chloride flux on top on bath.
• Dry process: immerse in tank of flux • Dry process: immerse in tank of flux before drying and immersing in zinc bath. Zinc ammonium chloride used with strength of 30% at T=80°C, wetting agent added, then dry at T<150°C
30/9/2009
214
Defects from Pretreatment Section
• Incomplete removal of drawing lubricants- problem with alkalinity of cleaning solution-consider brushing of heavy deposits-consider brushing of heavy deposits
• Incomplete removal of oxide scale-dilution of acid by carryover from rinsing section-too much oxidation from heat treatments

30/9/2009
215
Defects from Pretreatment Section
• Burn marks from overheating of flux- Maximum T ~=180°C
30/9/2009
216

30/9/2009
217
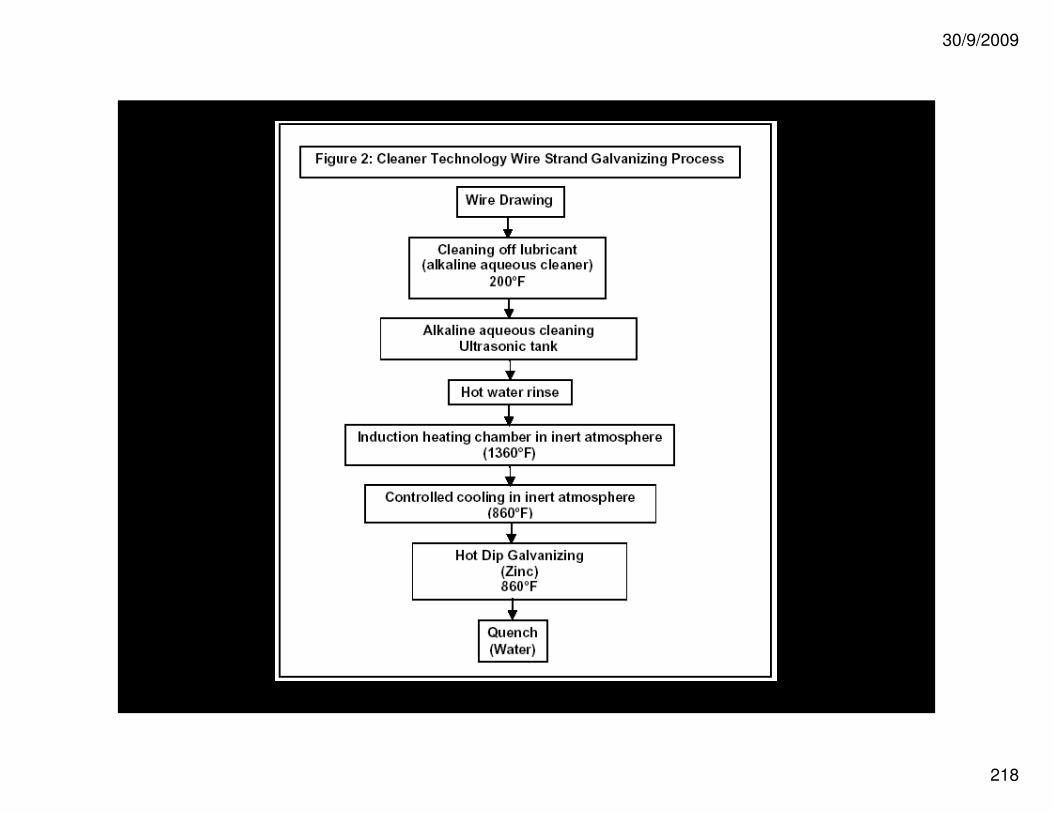
Thermal Profile of Wire Galvanizing
TRADITIONAL PROCESS
Annealing process Galvanizing process
Steps of process
Annealing Lead Water Acid Water Flux Drier Zinc Water
30/9/2009
218

30/9/2009
219
Dipping into the Zinc Bath
• Guide Rolls or ceramic sinker skids used to guide wire through bath
• Guide rolls can be pure Fe or 316L stainless steel
• Skids are made of a castable refractory
30/9/2009
220
Entry to Zinc Bath
30/9/2009
221
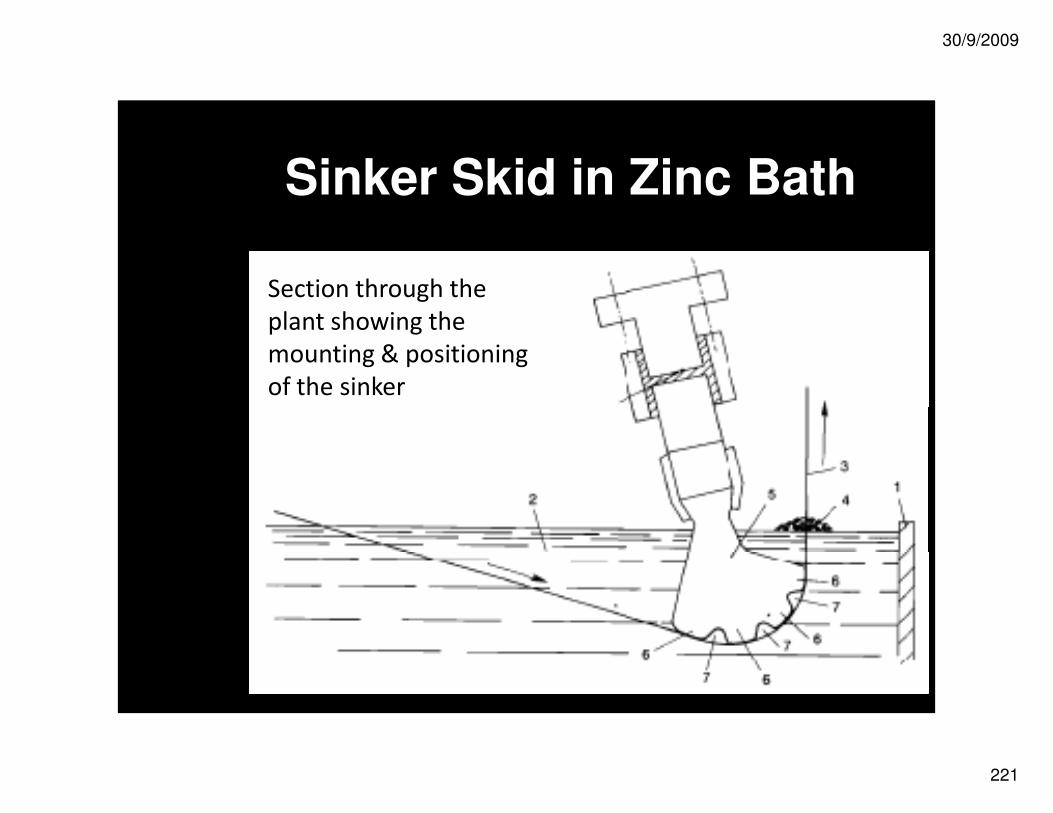
Sinker Skid in Zinc Bath
Section through the
plant showing the
mounting & positioning
of the sinker

30/9/2009
222
Defects from Coating Section
• Bare Spots-Usually from problems in pretreatment section-Dross pickup from bath surface can also -Dross pickup from bath surface can also cause problems – use of top flux can help
• Rough Spots- From drawing problems, overpickling or low Al in the zinc bath
30/9/2009
223
Exit from the Zinc Bath and Coating Control
• For heavy coatings, exit through a charcoal bed can be sufficient
• For thinner coatings (40-100 g/m²), this is traditionally followed by pad wiping, but gas wiping increasingly used to increase line speeds.

30/9/2009
224
Gas Wiping Apparatus
US Patent 3,707,400
30/9/2009
225
Defects from Coating Control
• Bamboo effect-Too heavy of coating to support before solidification – improve with oxygen-free exit, lowering of height of coating control exit, lowering of height of coating control device, increase cooling (mist)
• Poor concentricity-Vibration of exiting wire – low line tension-Poor condition of wiping device

30/9/2009
226
Adherence Defects
• Poor Al control in the bath: try to keep >0.14% dissolved Al (not including dross)
• Temperature and mixing of the bath are importantimportant
• Pretreatment of Surface to remove dirt and oxides

30/9/2009
227
30/9/2009
228
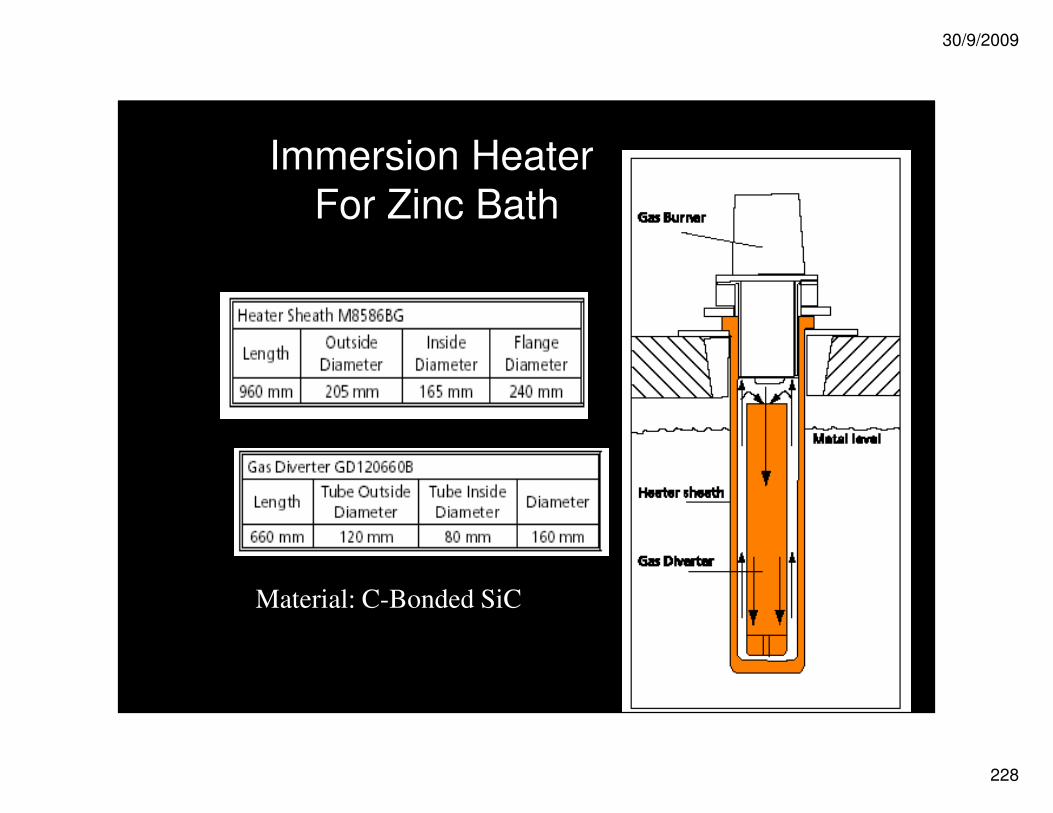
Immersion HeaterFor Zinc Bath
Material: C-Bonded SiC

30/9/2009
229
SiC Sheath& Gas
Diverter
www.morganmms.com
Typical melting capacity: 720 kg.hr
Typical efficiency: 65%
30/9/2009
230
Treatments after Galvanizing
• Traditional: Cr+6 passivation• Developing: Cr-free treatments • Developing: Cr-free treatments
including silicates, thin organic films• Phosphates with fluorides of Mn,Mo
and Ti (Henkel)• Polycarboxylate dissolved in acid
(BASF)

30/9/2009
231
Wire Take-Up

30/9/2009
232
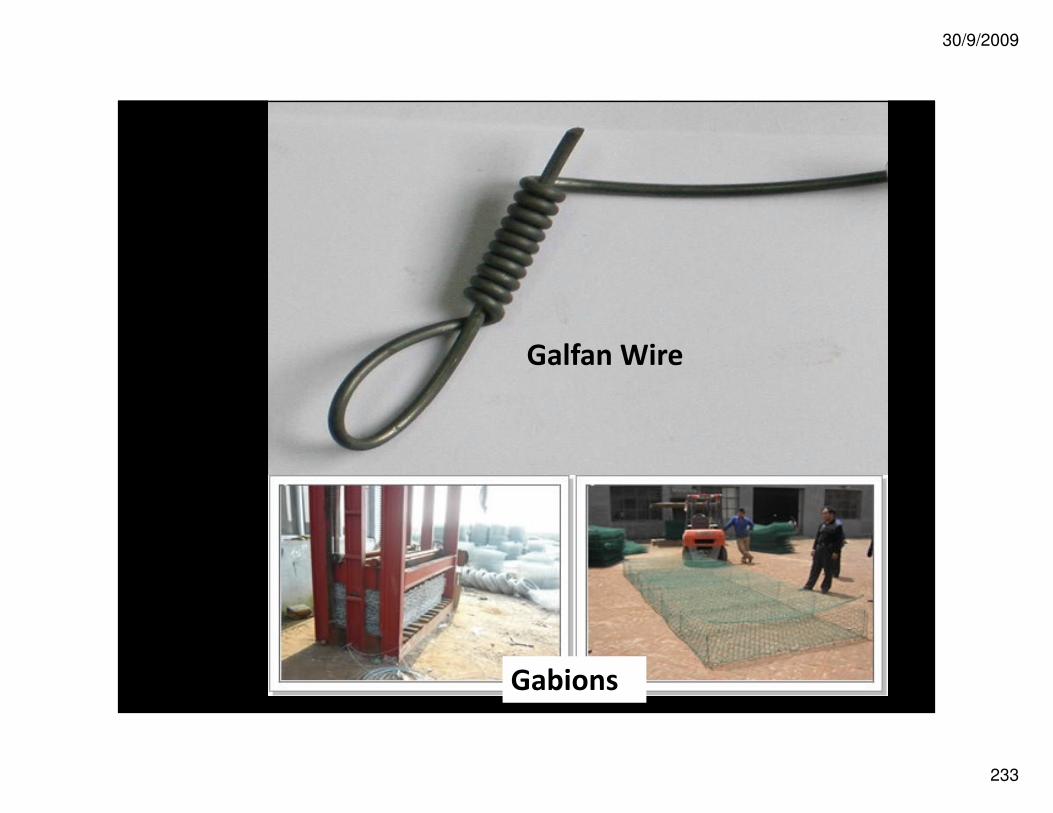
Galfan® Wire
• Better ductility and corrosion resistance than normal galvanized wire
• Used in fishing and mining ropes, • Used in fishing and mining ropes, ACSR wire, utility strand, springs, fence wire, gabions, animal cages
• Requires double-dip process
30/9/2009
233
Galfan Wire
Gabions

30/9/2009
234
Double-Dip Process for Galfan
• Normal galvanizing process performed, most of normal zinc coating wiped off
• Wire goes immediately to dipping in • Wire goes immediately to dipping in Zn-5%Al bath. The Fe-Zn intermetallic is transformed to Al-Fe-Zn and the Zn-5% coating is solidified over this. Gas wiping is used to control the thickness.

30/9/2009
235
Assessing Quality
1 2 3
Nominal diameter of zinc coated wire mm
Minimum mass per unit area of zinc
coating g/m2
Approximate equivalent average
thickness µm
1.20-1.50 215 30
1.51-1.80 230 32
1.81-2.20 245 34
2.21-2.50 260 36
2.51-3.50 275 38
3.51-5.00 290 40
Mass per unit area of the zinc coating for SABS 675
& SABS 935 class 1. (Heavy galvanized wire)

30/9/2009
236
Coating Adherence
Dimensions in millimeters
1 2 3
Mandrel Diameter
Wire diameter d Mandrel
Over Up to & including
Diameter
- 3.8 4d
3.8 5.0 5d


















