
FUNDICIONES FERREAS Y NO FERREAS EN … · 2 FUNDIDORES. JUNIO 2009 EDITORIAL Por primera vez se...
40
1 FUNDIDORES. JUNIO 2009 FUNDICIONES FERREAS Y NO FERREAS EN ARENA, COQUILLA Y FUNDICION A PRESION JUNIO 2009 • N.º 159 Albert Director David Varela Publicidad Porfiria Rodríguez Administración Dr. Jordi Tartera Asesor Técnico Inmaculada Gómez José Luis Enríquez Antonio Sorroche Colaboradores NÚÑEZ DE BALBOA 37, 3° D 28001 MADRID TEL. 915 765 609 - FAX: 915 782 924 www.metalspain.com [email protected] Por su amable y desinteresada colaboración en la redacción de este número, agradecemos sus informaciones, realización de re- portajes y redacción de artículos a sus autores. FUNDIDORES aparece mensual- mente nueve veces al año (excepto enero, julio y agosto). Los autores son los únicos responsables de las opiniones y conceptos por ellos emi- tidos. Queda prohibida la reproduc- ción total o parcial de cualquier texto o artículos de FUNDIDORES sin previo acuerdo con la revista. EDITA CAPITOLE PRESS DISEÑO APM MAQUETACIÓN MFC - Artes Gráficas, S.L. IMPRESIÓN MFC - Artes Gráficas, S.L. Depósito legal: M. 16.827-1991 ISSN: 1132 - 0362 Comité de Orientación D. Abilio Caetano Álvarez de Lara Pág. EDITORIAL ..................................................................... 2 INFORMACIONES ............................................................. 4 Calentamiento de moldes de fundición • Molde de silicona para series de 100 piezas • Pequeños, pero resistentes • Incorporación de Domènec Creus • Bilbao Exhibition Centre: Negocios para to- dos en European Future Energy Forum • Se han conseguido ahorros significativos con el cambio del pretratamiento de fosfato de cinc a la tecnologÍa Oxsilan ®• Fundición de Arena: molde y ma- cho impreso directamente con CAD • AFM reúne en San Sebastián a las principales empresas eu- ropeas de máquinas-herramienta • Plantas para desengrase de metales. ARTÍCULOS IMF introduce el concepto de desmoldeo “Impacto Cero” ............................... 17 Mezcladores de arena y resina MAV-100 para producción de noyos Por Crisanto Cerdán, EIL-FOUNDRY MACHINES . .................................. 18 Z Corporation presenta el nuevo material compuesto ZP150, diseñado para obtener partes impresas en 3D más robustas, colores intensos y blancos más blancos ............ 20 Células robotizadas ABB FlexWasher para limpieza y rebarbado de piezas .............. 21 Hispamig, la fuerza del fuego........................................................... 23 AEtech diseña una aplicación que mejora la productividad industrial hasta un 25% ...... 25 Hornos a crisol, a combustible y eléctricos .............................................. 26 KUKA Systems aplica DELMIA Automation de Dassault Systèmes a la ingeniería de planta ............................................................................... 28 Valor añadido mediante un procedimiento de limpieza optimizado ...................... 29 GEOMET ® : Altas prestaciones anticorrosión con capa fina ............................. 31 DOSSIER proveedores ................................................................. 32 VARIOS .............................................................................. 33 EMPLEO ............................................................................. 35 GUÍA ................................................................................. 36 ÍNDICE DE ANUNCIANTES ....................................................... 40 SERVICIO LECTOR ................................................................ 40 D. Ignacio Sáenz de Gorbea Nuestra Portada IMF DIECASTING Cami frente a l’Estacio, s/n - Apartado 468 43800 VALLS (Tarragona) Spain GSM: +34 690 074 627 Tel. +34 977 609 904 - Fax +34 977 604 266 [email protected] www.imfdiecasting.com 91229 F-JUNIO 09 N159.qxd 19/6/09 12:07 Página 1
-
Upload
truongmien -
Category
Documents
-
view
233 -
download
0
Transcript of FUNDICIONES FERREAS Y NO FERREAS EN … · 2 FUNDIDORES. JUNIO 2009 EDITORIAL Por primera vez se...

1FUNDIDORES. JUNIO 2009
FUNDICIONES FERREAS Y NO FERREAS EN ARENA,COQUILLA Y FUNDICION A PRESION JUNIO 2009 • N.º 159
AlbertDirector
David VarelaPublicidad
Porfiria RodríguezAdministración
Dr. Jordi TarteraAsesor Técnico
Inmaculada GómezJosé Luis EnríquezAntonio SorrocheColaboradores
NÚÑEZ DE BALBOA 37, 3° D 28001 MADRID
TEL. 915 765 609 - FAX: 915 782 924www.metalspain.com
Por su amable y desinteresadacolaboración en la redacción deeste número, agradecemos susinformaciones, realización de re-portajes y redacción de artículos asus autores.
FUNDIDORES aparece mensual-mente nueve veces al año (exceptoenero, julio y agosto). Los autoresson los únicos responsables de lasopiniones y conceptos por ellos emi-tidos. Queda prohibida la reproduc-ción total o parcial de cualquier textoo artículos de FUNDIDORES sinprevio acuerdo con la revista.
EDITACAPITOLE PRESS
DISEÑOAPM
MAQUETACIÓNMFC - Artes Gráficas, S.L.
IMPRESIÓNMFC - Artes Gráficas, S.L.
Depósito legal: M. 16.827-1991ISSN: 1132 - 0362
Comité de Orientación
D. Abilio Caetano Álvarez de Lara
Pág.
EDITORIAL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
INFORMACIONES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
Calentamiento de moldes de fundición • Molde de silicona para series de 100 piezas • Pequeños,pero resistentes • Incorporación de Domènec Creus • Bilbao Exhibition Centre: Negocios para to-dos en European Future Energy Forum • Se han conseguido ahorros significativos con el cambiodel pretratamiento de fosfato de cinc a la tecnologÍa Oxsilan® • Fundición de Arena: molde y ma-cho impreso directamente con CAD • AFM reúne en San Sebastián a las principales empresas eu-ropeas de máquinas-herramienta • Plantas para desengrase de metales.
ARTÍCULOSIMF introduce el concepto de desmoldeo “Impacto Cero” . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
Mezcladores de arena y resina MAV-100 para producción de noyos Por Crisanto Cerdán, EIL-FOUNDRY MACHINES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
Z Corporation presenta el nuevo material compuesto ZP150, diseñado para obtener partes impresas en 3D más robustas, colores intensos y blancos más blancos . . . . . . . . . . . . 20
Células robotizadas ABB FlexWasher para limpieza y rebarbado de piezas . . . . . . . . . . . . . . 21
Hispamig, la fuerza del fuego. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
AEtech diseña una aplicación que mejora la productividad industrial hasta un 25% . . . . . . 25
Hornos a crisol, a combustible y eléctricos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
KUKA Systems aplica DELMIA Automation de Dassault Systèmes a la ingeniería de planta . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
Valor añadido mediante un procedimiento de limpieza optimizado . . . . . . . . . . . . . . . . . . . . . . 29
GEOMET®: Altas prestaciones anticorrosión con capa fina . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
DOSSIER proveedores . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
VARIOS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
EMPLEO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
GUÍA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
ÍNDICE DE ANUNCIANTES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
SERVICIO LECTOR . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
D. Ignacio Sáenz de Gorbea
Nuestra Portada
IMF DIECASTING
Cami frente a l’Estacio, s/n - Apartado 46843800 VALLS (Tarragona) Spain
GSM: +34 690 074 627Tel. +34 977 609 904 - Fax +34 977 604 266
[email protected] www.imfdiecasting.com
91229 F-JUNIO 09 N159.qxd 19/6/09 12:07 Página 1

2 FUNDIDORES. JUNIO 2009
EDITORIAL
Por primera vez se publican en FUNDIDORES FICHAS TÉCNICAS poniendo en primer plano las compa-
ñías que presentan su catálogo. En la época económica actual, en la cual es importante comunicar para
proponer las soluciones más adaptadas, tanto a nivel económico como a nivel técnico, esta iniciativa es
positiva.
También se publica en FUNDIDORES información sobre técnicas de fundición para optimizar la produc-
ción.
El primer artículo está escrito por IMF, que introduce el concepto de desmoldeo “impacto cero”. IMF srl,
uno de los principales fabricantes mundiales de maquinaria de fundición y especialmente de las zonas
dedicadas a la fabricación de moldes de arena ligada con resinas, ha introducido el concepto “Impacto
Cero” de los procesos de piezas en el desmoldeo y más allá. Destacan la mejora de las condiciones de
trabajo en la recogida de las piezas en el desmoldeo. Todas las operaciones son realizadas en una cabina
totalmente cerrada con acceso mediante puertas correderas.
EIL-FOUNDRY MACHINES en una presentación escrita por Crisanto Cerdán, describe las mezcladoras de
arena y resina MAV-100 para producción de noyos. Esta nueva planta totalmente AUTOMATIZADA
consta de una línea de mezclado para silicato y otra para beta-set o isocure, alimentando varias dispara-
doras. Con esta nueva instalación, el cliente ha reducido sustancialmente los consumos en materias pri-
mas y energía; ha mejorado la calidad de sus machos y multiplicado la capacidad productiva de esta sec-
ción. La automatización de la planta con software integral a medida de las necesidades del cliente,
permite su funcionamiento con un solo operario.
Otro tema de mucha importancia para mejorar gastos, es el prototipado rápido. Z Corporation presenta
un nuevo material compuesto zp150, diseñado para obtener partes impresas en 3D más robustas, colores
intensos y blancos más blancos. E zp®150 es un material compuesto de alta calidad para sus impresoras
3D ZPrinter® 450 y ZPrinter® 650. El zp150 mejora la resistencia y el color de los modelos impresos tri-
dimensionales para CAD en 3D.
Una importante ventaja del zp150 es que, por primera vez, es posible utilizar agua como agente endure-
cedor para el acabado de modelos multicolor, lo que lo convierte en la solución ideal para prototipos ini-
ciales y entornos educativos.
MOLDE DE SILICONA PARA SERIES DE 100 PIEZAS
Con el objetivo de dar solución a las necesidades de hoy, Tecno Disseny lanza como novedad única en
el mercado, la fabricación del molde de silicona especial para la fabricación de 100 piezas. Se añade,
como complemento positivo a la propia construcción de 100 piezas, el hecho de que estos moldes de si-
licona hacen posible incorporar modificaciones durante el proceso de fabricación de la mencionada pre-
serie.
Además de esta información, publicamos noticias sobre fabricantes de Hornos, como INPE o TALLERES
de PLENCIA, control y medidas, centro I+D, tratamientos de superficie y todos los asuntos que son indis-
pensable en las fundiciones de hoy, que tienen que tener las tecnologías más económicas y novedosas
para los mercados de hoy.
LAS TECNOLOGÍAS PARA LOS MERCADOS DE HOY
La Redacción
91229 F-JUNIO 09 N159.qxd 19/6/09 12:07 Página 2

91229 F-JUNIO 09 N159.qxd 19/6/09 12:07 Página 3

INFORMACIONES
CALENTAMIENTO DE MOLDESDE FUNDICIÓN
Línea continua instalada en ITALICA DE
ESCULTURAS, S.A. (Barcelona) para
calentamiento de moldes de fundición
a la cera perdida, totalmente automáti-
ca y con calentamiento a gas natural,
para una producción de 30 moldes/hora.
INPE proporciona instalaciones en
continuo, semi-continuo y estáticos con
calentamiento eléctrico o gas, regula-
ción proporcional con o sin atmósfera
controlada para:
PROYECTOS PERSONALIZADOSACORDES A SUS NECESIDADES
Especialmente indicados para:
– La indutria del automóvil
– Herramientas
– Tornillería
– Muelles y Ballestas
– Piezas moldeadas
– Aluminio
– Armamento
– etc...
Servicio Lector 1
MOLDE DE SILICONA PARASERIES DE 100 PIEZAS
Tras largo tiempo de investigación con-
tinuada de nuestros productos, y con el
objetivo de dar solución a las necesi-
dades de nuestros clientes, Tecno
Disseny lanza como novedad única en
el mercado, la fabricación del molde de
silicona especial para la fabricación de
100 piezas.
Se añade, como complemento positi-
vo a la propia construcción de 100 pie-
zas, el hecho de que estos moldes de
silicona hacen posible incorporar modi-
ficaciones durante el proceso de fabri-
cación de la mencionada preserie.
Materiales plásticos funcionales simi-
lares a PA, ABS, PC, PP, POM, EPDM,
en monomateria y sobremoldeados
bimateria de variada gama de durezas
shore A.
Acabados pulidos, matizados, textura-
dos con grabados según referencia
específica, transparente cristal, trans-
parente color, pintados, etc.
Piezas de gran tamaño 1850 x 600 x
600 ó 10 kg de peso y materiales de
resistencia térmica 160°C.
Servicio Lector 2
PEQUEÑOS, PERORESISTENTES
Mediciones de gran exactitud con losinstrumentos Testo de bolsillo.
Los instrumentos Testo de la gama
Pocket Line son ideales para medicio-
nes rápidas y exigentes en aplicaciones
diarias en los sectores de la calefacción,
la ventilación y el aire acondicionado.
Todos los instrumentos son sencillos de
usar, manejables y tan pequeños que
caben en cualquier bolsillo de camisa
o pantalón.
Con sensores profesionales y fiables –
como el sensor de humedad patentado
Testo – mediciones estables y precisas
quedan garantizadas.
Los instrumentos de la gama Pocket
Line pueden medir los siguientes pará-
metros:
– testo 810: temperatura ambiente y tem-
peratura superficial por infrarrojos
– testo 610: humedad y temperatura
ambiente
– testo 606-1: humedad en materiales
– testo 606-2: humedad en materiales,
humedad y temperatura ambiente
– testo 510: presión diferencial
– testo 511: presión absoluta
– testo 460: rpm
– testo 540: intensidad de luz
– testo 410-1: velocidad, temperatura
– testo 410-2: velocidad, temperatura y
humedad
Prácticos accesorios permiten trans-
portar o manejar de varias maneras
estos instrumentos, que se entregan con
un protocolo de calibración: la tapa
acoplable protege el visualizador y las
teclas contra posibles golpes y el des-
gaste diario; si el operario no desea lle-
varlos en el bolsillo, puede hacerlo
mediante el estuche de cinturón o la
cinta de muñeca.
Estos otros instrumentos de la gama son
particularmente adecuados para medi-
ciones en lugares de difícil acceso: el
visualizador giratorio facilita la lectura
de los valores en cualquier posición y
el clip de sujeción sirve para transpor-
tarlos con total seguridad:
– testo 905-T1: temperatura por inmer-
sión/penetración
– testo 905-T2: temperatura superficial
– testo 405: velocidad y temperatura
– testo 605-H1: humedad y temperatura
ambiente
Con alrededor de 1700 empleados en
todo el mundo, Testo AG es fabrican-
te líder en sistemas fijos y portátiles de
medición electrónicos. Gracias a su
continua dedicación a la investigación
y desarrollo, la empresa establece los
estándares en el campo de la tecnolo-
gía de medición.
Servicio Lector 3
4 FUNDIDORES. JUNIO 2009
91229 F-JUNIO 09 N159.qxd 19/6/09 12:07 Página 4

91229 F-JUNIO 09 N159.qxd 19/6/09 12:07 Página 5

INFORMACIONES
INCORPORACIÓN DE DOMENEC CREUS
Comercial Soler, S.A, tiene el placer de
anunciar la incorporación de Domènec
Creus, como Director de la División
Seguridad. Domènec, ha desarrollado,
durante los últimos 15 años, la función
de Director Comercial y Marketing para
Europa en Federal Signal Corporation,
líder mundial del sector. Comercial
Soler S. A., y Sirena Spa., lideran el mer-
cado Español y Portugués de la señali-
zación industrial, con esta incorpora-
ción ponemos en marcha nuestro plan
estratégico de diversificación a otros
segmentos de mercado como la seña-
lización para vehículos de emergencia
y servicios (Policía, Bomberos,
Ambulancias, Grúas, Servicios muni-
cipales, etc.). y los sistemas de aviso a
la población.
Servicio Lector 4
BILBAO EXHIBITION CENTRE:NEGOCIOS PARA TODOS ENEUROPEAN FUTURE ENERGYFORUM
Más de 3.500 líderes internacionalesde los negocios, inversores, respon-sables políticos del máximo nivel yempresarios han estado presentes enel European Future Energy Forum,que se acaba de celebrar en BilbaoExhibition Centre.
Las 10 sesiones principales, a cargo de
profesionales del máximo nivel, confi-
guran buena parte de la agenda de las
mañanas, aunque también hubo espa-
cios más interactivos por la tarde para
abordar cuestiones específicas y fomen-
tar la creación de redes de contactos
entre los participantes. Las más de 120mesas redondas y los 14 talleres deexpertos programados ofrecen muchas
más oportunidades para hablar, for-
mular preguntas e intercambiar cono-
cimientos.
La ceremonia de apertura conta con la
intervención de oradores de la talla de:
• Patxi López, Lehendakari del Gobierno
Vasco.
• Dr. Sultán Ahmed Al Jaber, Presidente
Ejecutivo de Masdar.
• D. José Luis Bilbao, Diputado General
de Bizkaia.
• Bianca Jagger, Presidenta del Consejo
Mundial para el Futuro (World Future
Council).
FUNDIDORES. JUNIO 2009
91229 F-JUNIO 09 N159.qxd 19/6/09 12:07 Página 6

INFORMACIONES
• Paul Horsman, Coordinador de la
Campaña de Energía Pacífica, Green-
peace International.
• Charles Soothill, Vicepresidente Supe-
rior de Tecnología, Alstom Power.
• Dr. René Umlauft, Presidente de la
División de Energías Renovables,
Siemens Energy Sector.
• Guillermo Ulacia, Presidente y Conse-
jero Delegado de Gamesa.
• Dr. Hermann Scheer, Presidente del
Foro Parlamentario Internacional sobre
Energías Renovables, Miembro del
Bundestag alemán.
• Esteban Morras, Consejero Director
General de Acciona Energía.
• Luis Atienza, Presidente de Red Eléc-
trica Española y ex-ministro español.
• Xabier Viteri, Consejero Delegado de
Iberdrola Renovables.
Servicio Lector 5
SE HAN CONSEGUIDOAHORROS SIGNIFICATIVOSCON EL CAMBIO DELPRETRATAMIENTO DEFOSFATO DE CINC A LATECNOLOGÍA OXSILAN®
Adam Opel GmbH en Kaiserslautern,Alemania, es un importante proveedorde componentes del bastidor. Loscomponentes confeccionados en lafábrica de Kaiserslautern incluyen,entre otros, ejes delanteros y traserospara el Opel Insignia. Aquí es dondeChemetall GmbH ha reconvertido conéxito la línea de pretratamiento a sunueva tecnología Oxsilan®. Los exce-lentes resultados se sustentan en gran-des incrementos de productividad,mejoras en la calidad y ahorros de cos-tes de seis dígitos.
Durante décadas Adam Opel GmbH en
Kaiserslautern ha disfrutado de una
reputación excelente como fabricante de
componentes. La compañía ubicada en
la zona Rhineland-Palatinate produce
principalmente chasis para el Opel
Insignia - el coche del año 2009. Los
componentes son pretratados para dar-
les mayor protección a la corrosión y
optimizar la adherencia de la pintura, y
es en esta línea de pretratamiento en la
que recientemente se ha hecho la con-
versión a la nueva tecnología Oxsilan.
Ha costado unos dos años de intenso
trabajo de desarrollo conjunto entre
Chemetall y Opel Kaiserslautern, con-
tando además con la directa participa-
ción del Centro de Desarrollo de
Rüsselsheim, durante los cuales el pro-
91229 F-JUNIO 09 N159.qxd 19/6/09 12:07 Página 7

INFORMACIONES
ceso se ha probado extensamente para
asegurar la óptima calidad y funciona-
lidad. El proceso Oxsilan pasó todas las
pruebas definidas en las especificacio-
nes globales. En Opel, estas incluyen un
test cíclico de corrosión, un test de nie-
bla salina, un test de adherencia de pin-
tura y una prueba de resistencia al gra-
villonado. En el verano de 2008, el nue-
vo proceso Oxsilan se introdujo pau-
latinamente en la planta Opel en
Kaiserslautern, y el nuevo proceso está
completamente operativo desde el
febrero del 2009.
Independientemente de otras modifi-
caciones en el flujo de producción, la
introducción del proceso Oxsilan ha
dado como resultado un incremento en
la velocidad de la línea de 2,4 a 3,1
m/min, y por tanto, una mejora signi-
ficativa en la productividad de la plan-
ta. El tiempo de tratamiento con el ante-
rior proceso de fosfato era de 90 segun-
dos, sin embargo ahora la planta está
funcionando con Oxsilan en sólo 60.
Además, con el proceso Oxsilan se ha
eliminado una de las etapas de enjua-
gue de los lavados finales. Por consi-
guiente en comparación con un fosfato
convencional, el nuevo proceso requie-
re mucha menos agua de enjuague.
La tecnología Oxsilan casi no produce
lodos. Sólo se producen pequeñas
cantidades de hidróxido de hierro, debi-
das al ligero ataque de decapado del
baño de conversión sobre el acero.
Consecuentemente, se simplifica enor-
memente el tratamiento de las aguas
residuales. En Opel se ha suprimido el
tratamiento de aguas residuales, ya que
estas, actualmente, se reciclan y reuti-
lizan de nuevo. También, se ahorran los
altos costes de calefacción, ya que esta
no es necesaria puesto que el baño de
Oxsilan funciona a temperatura
ambiente, alrededor de 25 °C.
Respecto a este nuevo proceso, el
Director de esta Planta de Opel,
Michael Schmitt, ha comentado: “ Se
han sobrepasado nuestras expectativas.
La tecnología Oxsilan nos permite
producir componentes de mejor calidad
y, al mismo tiempo, a un costo más
bajo. Este proceso ha contribuido a ase-
gurar el futuro de la Fábrica de Opel en
Kaiserslautern”. Desde la implanta-
ción del proceso, Opel ha logrado un
aumento en la productividad de un 30
por ciento y unos ahorros de costos de
seis dígitos. Schmitt añade: “Basados en
estos resultados positivos, otras fábricas
de Opel están estudiando la posibilidad
de cambiar al Oxsilan.“
La siguiente tabla detalla los ahorros
obtenidos en la planta de Opel de
Kaiserlautern / Alemania por el cambio
a la nueva tecnología Oxsilan, dando
como resultado una cifra de sies dígi-
tos en reducción de costos:
Servicio Lector 6
FUNDICIÓN DE ARENA:MOLDE Y MACHO IMPRESODIRECTAMENTE CON CAD
Las imprentas ProMetal RCT™ dispen-
san micro-gotas de resina en finas capas
en un medio especialmente permeable.
Este proceso permite la creación de
moldes y machos de arena especial-
mente complejos a partir de CAD, eli-
minando el antiguo proceso de hacer
un modelo para crear un macho o un
molde. Este proceso produce rápida-
mente muy precisos y uniformados mol-
des y machos, reduciendo el tiempo
para obtener piezas. La flexibilidad para
modificar y ajustar el diseño del mol-
de se utiliza para mejorar la colada,
reducir el peso y adicionar formas
complejas a los componentes.
- material cuya eficiencia es compro-
bada en la industria
- ningún suporte adicional al nivel de
estructura
- nigún acabado
- moldes y machos imediatamente dis-
ponibles para fundir (aglomerante bajo
inferior al 2%)
- posibilidad de formas complejas inte-
riores imposibles de obtener con otras
técnicas.
ProMetal RCT S-15™ es adaptado para
fundiciones y profesionales del diseño.
El sistema S-15™ produce los moldes y
machos más complejos directamente a
partir del CAD. La posibilidad de fundir
en tan pocas horas, evitando procesos
intermedios, mejora toda la cadena de
producción de la fundición.
Volumen: 1500 x 750 x 700 mm
ProMetal RCT S-Print™ es ideal para
talleres equipados con instalaciones
para fabricar modelos. Este sistema per-
mite la realización de los más com-
plejos moldes, sin esfuerzo, mientras
que la producción sigue de forma para-
lela con componentes convencionales,
resultando un tiempo mejorado de reac-
ción y una optimización de producti-
vidad en toda la cadena de producción
de la fundición.
Volumen: 750 x 380 x 400 mm
Servicio Lector 7
8 FUNDIDORES. JUNIO 2009
Ahorros en energía de calefac-
ción -16%
Eliminación de lodos de fosfato -3%
Ahorros en consumo de agua -5%
Reducción de gastos de mante-
nimiento (Calefacción, limpieza
química) -18%
Ahorros en energía eléctrica -8%
Ahorros en tratamiento de aguas -50%
91229 F-JUNIO 09 N159.qxd 19/6/09 12:07 Página 8

91229 F-JUNIO 09 N159.qxd 19/6/09 12:07 Página 9

91229 F-JUNIO 09 N159.qxd 19/6/09 12:07 Página 10

91229 F-JUNIO 09 N159.qxd 19/6/09 12:07 Página 11

91229 F-JUNIO 09 N159.qxd 19/6/09 12:07 Página 12

91229 F-JUNIO 09 N159.qxd 19/6/09 12:07 Página 13

91229 F-JUNIO 09 N159.qxd 19/6/09 12:07 Página 14

91229 F-JUNIO 09 N159.qxd 19/6/09 12:08 Página 15

91229 F-JUNIO 09 N159.qxd 19/6/09 12:08 Página 16
17FUNDIDORES. JUNIO 2009
IMF INTRODUCE EL CONCEPTO DE DESMOLDEO “IMPACTO CERO”
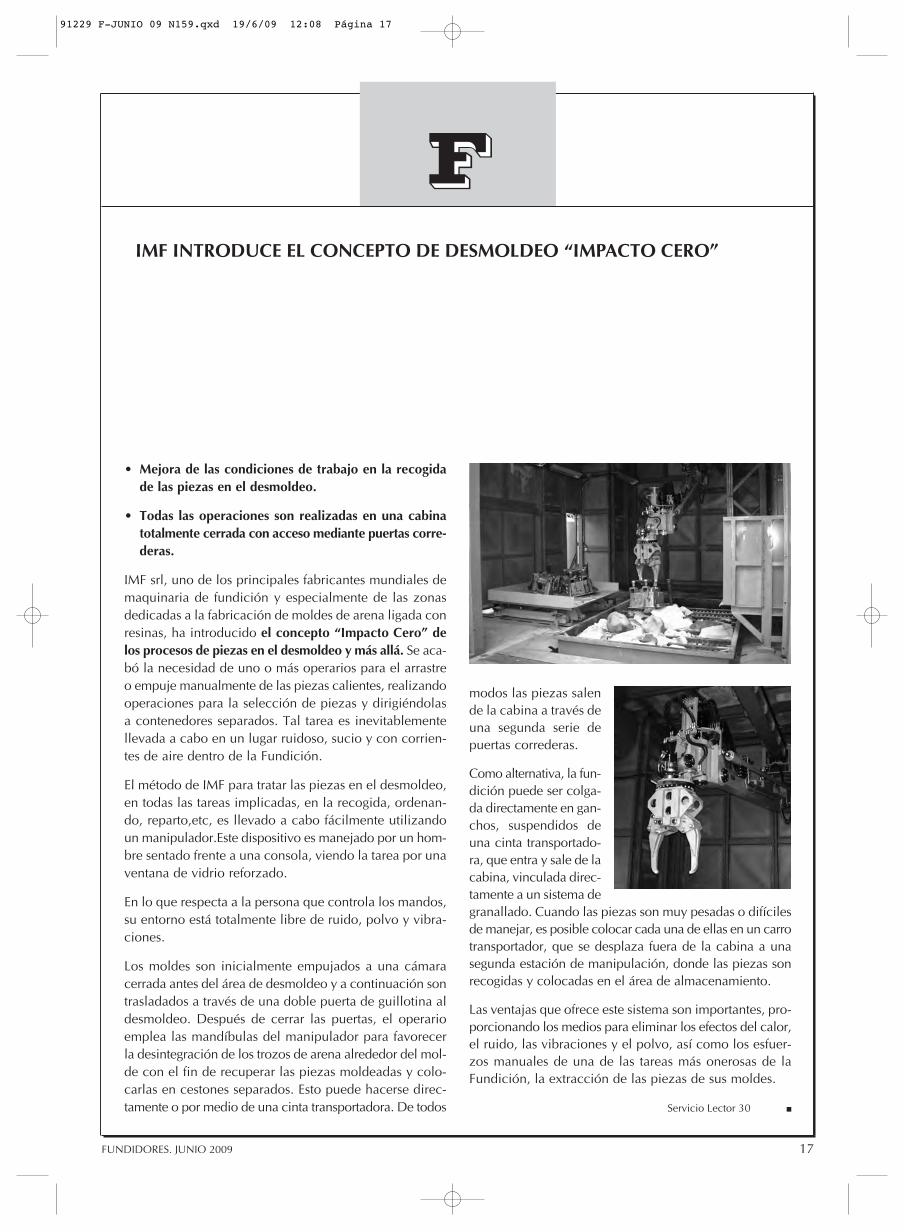
• Mejora de las condiciones de trabajo en la recogidade las piezas en el desmoldeo.
• Todas las operaciones son realizadas en una cabinatotalmente cerrada con acceso mediante puertas corre-deras.
IMF srl, uno de los principales fabricantes mundiales de
maquinaria de fundición y especialmente de las zonas
dedicadas a la fabricación de moldes de arena ligada con
resinas, ha introducido el concepto “Impacto Cero” delos procesos de piezas en el desmoldeo y más allá. Se aca-
bó la necesidad de uno o más operarios para el arrastre
o empuje manualmente de las piezas calientes, realizando
operaciones para la selección de piezas y dirigiéndolas
a contenedores separados. Tal tarea es inevitablemente
llevada a cabo en un lugar ruidoso, sucio y con corrien-
tes de aire dentro de la Fundición.
El método de IMF para tratar las piezas en el desmoldeo,
en todas las tareas implicadas, en la recogida, ordenan-
do, reparto,etc, es llevado a cabo fácilmente utilizando
un manipulador.Este dispositivo es manejado por un hom-
bre sentado frente a una consola, viendo la tarea por una
ventana de vidrio reforzado.
En lo que respecta a la persona que controla los mandos,
su entorno está totalmente libre de ruido, polvo y vibra-
ciones.
Los moldes son inicialmente empujados a una cámara
cerrada antes del área de desmoldeo y a continuación son
trasladados a través de una doble puerta de guillotina al
desmoldeo. Después de cerrar las puertas, el operario
emplea las mandíbulas del manipulador para favorecer
la desintegración de los trozos de arena alrededor del mol-
de con el fin de recuperar las piezas moldeadas y colo-
carlas en cestones separados. Esto puede hacerse direc-
tamente o por medio de una cinta transportadora. De todos
modos las piezas salen
de la cabina a través de
una segunda serie de
puertas correderas.
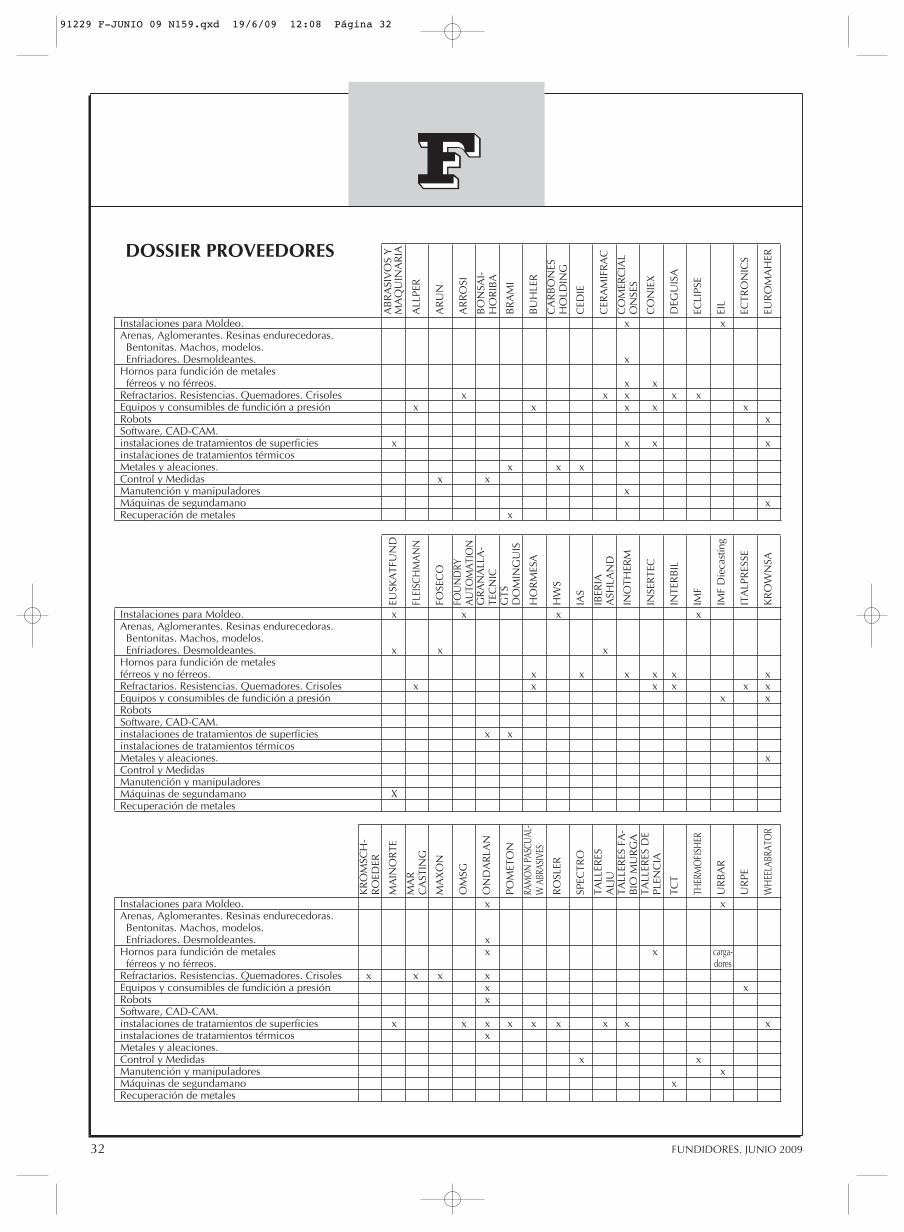
Como alternativa, la fun-
dición puede ser colga-
da directamente en gan-
chos, suspendidos de
una cinta transportado-
ra, que entra y sale de la
cabina, vinculada direc-
tamente a un sistema de
granallado. Cuando las piezas son muy pesadas o difíciles
de manejar, es posible colocar cada una de ellas en un carro
transportador, que se desplaza fuera de la cabina a una
segunda estación de manipulación, donde las piezas son
recogidas y colocadas en el área de almacenamiento.
Las ventajas que ofrece este sistema son importantes, pro-
porcionando los medios para eliminar los efectos del calor,
el ruido, las vibraciones y el polvo, así como los esfuer-
zos manuales de una de las tareas más onerosas de la
Fundición, la extracción de las piezas de sus moldes.
Servicio Lector 30 ■
91229 F-JUNIO 09 N159.qxd 19/6/09 12:08 Página 17

• La nueva planta totalmente AUTOMATIZADA cons-ta de 1 línea de mezclado para silicato y otra para beta-set o isocure, alimentando varias disparadoras.
Con esta nueva instalación, el cliente ha reducido sus-
tancialmente los consumos en materias primas y energía;
ha mejorado la calidad de sus machos y multiplicado la
capacidad productiva de esta sección. La automatización
de la planta con software integral a medida de las nece-
sidades del cliente, permite su funcionamiento con un solo
operario.
Y todo ello cumpliendo con las más estrictas exigencias
de Seguridad e Higiene y Medioambientales. Normas CE.
VOLUMEN SUMINISTRO:
• Cubas del mezclador con chapa de acero especial anti-
desgaste.
• Brazo del mezclador con paletas intercambiables en
forma de “U”.
• Paleta fija de batido antidesgaste.
• Motor-Reductor de giro paletas con 2 Velocidades de
mezcla y 2 Sentidos de giro.
• Válvulas mariposa de entrada de arena al mezclador.
• Dosificación automática de arenas por Volumen o por
Peso.
• Dosificación automática de resinas por Volumen (mayor
precisión) o por Tiempo (bombas de engranes)
• Dosificación automática de aditivos
• Compuerta inferior de descarga automática de la mez-
cla por gravedad.
• Ciclo automático de trabajo
• Circuito eléctrico de seguridad protección operario
aperturas compuerta de la cuba.
• Armario eléctrico controlado por PLC.
• Programas de mezcla para suministro automático a
varias máquinas.
• Incluida válvula 3 vías para toma de muestras.
• Mezcladores para una o varias máquinas.
EQUIPOS OPCIONALES
OPCIONALES :
• Dosificación automática de arenas por Volumen o por
Peso (células de carga).
• Dosificación automática de resinas por Volumen (mayor
precisión) o
18 FUNDIDORES. JUNIO 2009
MEZCLADORES DE ARENA Y RESINA MAV-100 PARA PRODUCCIÓN DE NOYOS
Por Crisanto Cerdán, EIL-FOUNDRY MACHINES
Dosificación resinas por volumen.
91229 F-JUNIO 09 N159.qxd 19/6/09 12:08 Página 18

• Dosificación automática de resinas por Tiempo (bom-
bas de engranes.)
• Dosificación automática de aditivos.
• Carros de alimentación de arena a disparadora.
• Transporte neumático de arenas. Enviadores.
• Depósitos calorifugados de resinas.
• Bombas de trasiego para resinas.
• Silos para arena.
• Instalaciones “llaves en manos”.
Servicio Lector 31 ■
Dosificador aditivos. Programación por recetas.
Enviador neumático.
Carro alimentación arena mezclada
¿ Cómo estar informadode lo interesanteen los tratamientos térmicos ?
.. . leer la revistaTRATAMIENTOS TERMICOS
Para recibir los números del 2009,sólo tiene que enviarnos completo el cupón adjunto.
Suscripción Nacional 2009: 115 eurosSuscripción Europea 2009: 135 euros - Países de Latinoamérica: 141 US $
Solamente …
Rogamos tomen nota de nuestra suscripción para el 2008 a la revista TRATAMIENTOS TERMICOS.
EMPRESA: ..............................................................................................
NOMBRE: ...............................................................................................
DIRECCION: ..........................................................................................
......................................................... C. POSTAL ....................................
......................................................................(Firma y sello)
Enviar a: Núñez de Balboa 37, 3° D - 28001 MADRID
91229 F-JUNIO 09 N159.qxd 19/6/09 12:08 Página 19

Z Corporation ha presentado hoy el zp®150, un material
compuesto de alta calidad para sus impresoras 3D ZPrinter®
450 y ZPrinter® 650. El zp150 mejora la resistencia y el color
de los modelos impresos tridimensionales para CAD en 3D,
a la vez que genera blancos más blancos para aplicaciones
tales como el modelado arquitectónico, en el que el blan-
co auténtico suele ser la norma habitual.
Una importante ventaja del zp150 es que, por primera vez,
es posible utilizar agua como agente endurecedor para el
acabado de modelos multicolor, lo que lo convierte en la
solución ideal para prototipos iniciales y entornos educa-
tivos. El zp150 presenta asimismo las siguientes mejoras
con respecto a otros exitosos materiales compuestos de Z
Corporation:
• aumento de un 40 por ciento de la resistencia “en ver-
de”, con el consiguiente aumento de la facilidad de uso
• aumento de un 40 por ciento de la resistencia final en
comparación con piezas endurecidas con Z-Bond 1010
• mejora apreciable de la intensidad de los colores y el bri-
llo de los blancos
• aumento del 100 por cien de la resistencia de las piezas
endurecidas con agua mediante un proceso fácil y lim-
pio que acaba las piezas con un chorro de agua
“La capacidad para imprimir pequeños rasgos es muy impor-
tante para nosotros”, afirma Aaron Brackett, director de inge-
niería mecánica de Enterasys Networks, proveedor líder de
soluciones de hardware de redes y software de seguridad.
“Este nuevo material nos permite realizar prototipos de deta-
lles como aletas de disipadores de calor y conectores de
espiga con mayor precisión y realismo que antes de utili-
zar nuestra ZPrinter 450”.
El nuevo material es el último adelanto para el sector de
Z Corporation, fabricante de las impresoras 3D más rápi-
das del mundo y las únicas capaces de imprimir en varios
colores. Además del hardware, Z Corporation proporcio-
na un potente paquete de software, que incluye su gama
de herramientas de optimización de la impresión 3D ZEdit™
Pro 3D, y piezas ecológica a los precios más bajos.
“El nuevo material de construcción zp150 ejemplifica nues-
tro compromiso con la mejora de la experiencia de impre-
sión 3D”, afirmó John Kawola, CEO de Z Corporation. “En
muchos sentidos, estos materiales posibilitan una mejora
de facto de las capacidades de las ZPrinters existentes, por
lo que permiten a los usuarios crear piezas de una calidad
aún mayor sin adquirir una nueva máquina”.
Disponibilidad
El zp150 ya está disponible a través de la red mundial de
distribuidores de Z Corporation.
Acerca de Z Corporation
Z Corporation fabrica productos que permiten a los usua-
rios capturar, editar e imprimir datos 3D con una veloci-
dad, facilidad, versatilidad y viabilidad económica sin pre-
cedentes. Entre estos productos se incluyen las impresoras
3D de alta definición más rápidas del mundo, máquinas
que producen modelos físicos en 3D a partir de datos digi-
tales en varios colores, y escáneres 3D portátiles exclusi-
vos -máquinas de mano que digitalizan superficies tridi-
mensionales en tiempo real. La tecnología de Z Corp. está
haciendo posible una amplia gama de aplicaciones en los
campos de la manufactura, ingeniería civil, ingeniería inver-
sa, sistemas de información geográfica (SIG), medicina y
entretenimiento. Para conocer las últimas noticias y obte-
ner información sobre Z Corp., visite www.zcorp.com.
Servicio Lector 32 ■
20 FUNDIDORES. JUNIO 2009
Z CORPORATION PRESENTA EL NUEVO MATERIAL COMPUESTO ZP150,DISEÑADO PARA OBTENER PARTES IMPRESAS EN 3D MAS ROBUSTAS,COLORES INTENSOS Y BLANCOS MÁS BLANCOS
91229 F-JUNIO 09 N159.qxd 19/6/09 12:08 Página 20

En nuestro afán por mantenernos a la vanguardia en el
desarrollo de robots y aplicaciones robotizadas útiles y
100% industriales para las empresas de Fundición y
Industria General, ABB División Robótica, ha desarrolla-
do tres células flexibles estandarizadas, para efectuar la
limpieza y el rebarbado de piezas, mediante el empleo
de agua a alta presión denominadas “FlexWasher W30,
W40 y W50”.
Durante años, los fabricantes se han enfrentado al requi-
sito de incrementar la calidad de las piezas producidas y
a la problemática derivada de la limpieza y la elimina-
ción de rebabas, en piezas de geometría cada vez más
compleja.
Los altos costes y el tiempo requerido en estos procesos,
necesarios para asegurar dicha calidad, han sido un con-
tinuo quebradero de cabeza en Fundidores y
Mecanizadores.
Nuestro objetivo ha consistido en desarrollar células robo-
tizadas de limpieza y rebarbado flexibles, capaces de adap-
tarse a las múltiples referencias de piezas presentes en
nuestros clientes.
Las células robotizadas “FlexWasher” emplean agua direc-
tamente de la red de abastecimiento, sin necesidad de aña-
dir detergentes ni consumir energía al no requerir un calen-
tamiento previo. Dicha agua es dirigida a alta presión y
control variable entre 135 ÷ 600 bar, con el ángulo de
ataque y la velocidad de avance adecuada, sobre las aris-
tas de pieza, superficies o cavidades a rebarbar y/o lim-
piar. Para ello, se emplean boquillas especiales, situadas
bien en puestos fijos (W40 y W50) con el robot manipu-
lando y orientando la pieza a dichas boquillas o bien mani-
puladas directamente por el robot (W30) y la pieza posi-
cionada en un utillaje fijo.
Las cabinas, cuentan con alimentadores utillados de pie-
zas, que separan convenientemente la descarga y carga
de operario de la zona de trabajo del robot y se com-
plementan con cerramientos de seguridad adecuados a
las condiciones de humedad y presión que se dan en el
interior de la célula.
21FUNDIDORES. JUNIO 2009
CÉLULAS ROBOTIZADAS ABB FLEXWASHER PARA LIMPIEZA Y REBARBADODE PIEZAS
91229 F-JUNIO 09 N159.qxd 19/6/09 12:08 Página 21

En estas cabinas es posible la limpieza y el rebarba-
do de piezas hasta unas dimensiones máximas de 800
x 800 x 800 Mm.
El agua utilizada se hace pasar a través de un filtro y
se recircula para volverse a reaprovechar, reducien-
do considerablemente el consumo de agua.
Opcionalmente es posible incorporar un filtro para la
separación de aceites.
Para adaptarse a esta tarea, el robot ABB incorpora
una protección especial para trabajar en este tipo de
entornos muy exigentes denominada “Foundry Prime”
adaptado a trabajar en ambientes con el 100% de
humedad y alta presión, para lo cual además de con-
tar con un índice de protección IP67 para todo el
robot, incorpora un tratamiento especial resistente a
la oxidación en ambientes hasta un pH de 9.0.
Igualmente, teniendo en cuenta las restricciones de
espacio en planta existentes en nuestros clientes y
las necesidades de garantizar una alta productividad,
estas células son muy compactas y se montan sobre
una bancada común a todos los equipos, facilitan-
do su transporte dentro o fuera de planta y asegu-
rando una puesta en marcha en un tiempo muy redu-
cido.
Con significativos ahorros en consumo eléctrico, agua
empleada en el proceso sin necesidad de tratamien-
to, unido a la no presencia de detergentes, espacio
reducido y la alta disponibilidad de la célula, cree-
mos haber aportado una solución eficaz al eterno pro-
blema de la limpieza y rebarbado de piezas.
Actualmente contamos con 65 instalaciones en fun-
cionamiento en clientes tales como Ford y Toyota y
su rango de aplicación cubre desde Fundiciones,
Fabricantes de motores, Empresas de mecanizado,
Empresas de ensamblaje de componentes y Industrias
aeronáuticas.
Servicio Lector 33 ■
22
Rogamos tomen nota de nuestra suscripciónpara el 2009 a la revista MOLDES
Nombre ..............................................................................
Empresa .............................................................................
Dirección ...........................................................................
.................................... código postal ................................
■■ Adjunto cheque de euros (IVA incluido)
....................................................(Firma y sello)
Enviar a MOLDES - Núñez de Balboa 37, 3° D - 28001 MADRID
LA REVISTA DIRIGIDA A LOS FABRICANTESDE MOLDES
UNA REVISTA INDISPENSABLE
Como revista en idioma castellano dedicada en ex-clusiva a los Moldes, Modelos y Matrices, MOLDESestá abierta a todas las empresas y Asociaciones delSector.
MOLDES trata la actualidad de las técnicas y delos mercados de los moldes. La revista comienzacon una sección de información especializada so-bre las novedades técnicas y los últimos proce-sos que se desarrollan en el mercado. Despuéshay una sección dedicada a presentar los mediosde producción y a continuación se publican artí-culos técnicos de las dinámicas compañías co-merciales y artículos de alto nivel procedentesde los profesionales de los moldes y de los cen-tros de I+D del sector.
Con una tirada cubriendo todo el sector, se publi-can las informaciones más novedosas y los artícu-los de más actualidad.
Es una revista dinámica, abierta a todos los profe-sionales del sector y donde su empresa tiene su lu-gar.
Todas las demás informaciones (suscripciones, pu-blicidad, temarios…) en internet:
www.metalspain.com
Precio de suscripción a MOLDES para el año 2009 (IVA incluido):Un año España: 105 euros. Europa: 130 euros.
Países de Latinoamérica: 135 US $.
Núñez de Balboa 37, 3° D - 28001 MADRIDTel.: 915 765 609 - Fax: 915 782 924
91229 F-JUNIO 09 N159.qxd 19/6/09 12:08 Página 22

La compañía ha confiado en el sistema de gestión empre-sarial de Geinfor para mejorar su proceso de fabricación
Hispamig se constituyó en el año 1994 con el fin de fabri-
car antorchas de soldadura para los sistemas de Robótica,
Mig/Mag, Tig así como sus repuestos. Ergodani, Indutig, WOS,
son algunas de sus marcas registradas a nivel mundial y sus
productos se comercializan en muchos países dentro y fue-
ra de la CEE. En constante evolución, la calidad, el servicio
y la innovación junto a un equipo humano excepcional, les
han hecho posible alcanzar una posición líder en el mer-
cado del sector ofreciendo soluciones y alternativas.
Sus productos cumplen con rigor todas las directivas y nor-
mas existentes por una entidad certificada de prestigio inter-
nacional, así como la certificación de empresa calidad ISO
9001, que abarca desde el diseño hasta el servicio post-
venta. Su mayor riqueza es el departamento de I + D + I
que les permite avanzar mas y mejor día a día, por ello ofre-
cen avances tecnológicos en los productos y nuevos dise-
ños los cuales aportan tecnología a los procesos mas com-
plejos de soldadura.
“Soluciones al servicio del soldador” es su eslogan, el cual
refleja su función en el sector. Todo el producto que desa-
rrollan es para la mejora y desaparición de los problemas
más comunes en el mundo de la soldadura.
Necesidades de la empresa
Teniendo en cuenta la gran competencia latente en su mer-
cado (fundamentalmente venida de Asia), necesitaban una
Solución de Gestión que pudiera ayudarles en su objetivo
de ser más competitivos. Partiendo de la base de un sector
“con una necesidad real de calidad”, necesitaban un siste-
ma que les facilitara “normalizar” las diferentes “islas de infor-
mación” de la empresa, y que tuviera la capacidad suficiente
como para poder integrar todas las áreas de la compañía,
Gerencia, Comercial, Administración, Compras, Contabilidad,
Almacén, Producción y Recursos Humanos. Además nece-
sitaban un sistema de futuro, que fuese escalable tanto en
funcionalidades como en usuarios, y que les facilitase un rápi-
do crecimiento y les acompañase en el mismo.
¿Por qué Geinprod?
“En principio, GEINPROD nos aportaba una solución inte-
grada a todos y cada uno de nuestros departamentos, pero
de manera modular, con lo que podríamos ir creciendo a
nuestro paso. Buscábamos un sistema de futuro, que nos
facilitase sin excesivos gastos ni complejas actualizaciones,
crecer en número de usuarios y en funcionalidades en la
medida que lo fuésemos necesitando.”
“Valoramos especialmente el potencial que nos ofrecía el
Módulo de Análisis Gerencial; con el que disponemos de
herramientas como los Cubos OLAP, con los que genera-
mos de manera ágil e intuitiva nuestros “cuados de man-
dos; o las Hojas de Cálculo vinculadas al Plan Contable,
que de forma automática nos facilitan la creación de flu-
jos de caja, informes de ratios, balances, etc”
“Por otra parte, el profundo conocimiento de nuestras nece-
sidades por parte del fabricante, y la completa adecuación
del sistema a las mismas, sin necesidad de desarrollos a
medida, y de grandes inversiones de difícil retorno, fueron
un punto determinante.”
Módulos y Funcionalidades implantadas
Ingeniería y Configuración de Producto, Gestión de
Producción, Simulador de Cargas de Centros, Gestión de
Almacenes, Compras, Control Lotificado, Ubicaciones
Erráticas, Captura de Datos en Planta, MRPII, Gestión de
Partidas, Gestión de ventas, Facturación, Post-venta,
Seguimiento de cobros – pagos, Contabilidad Financiera y
Analítica, Recursos Humanos, Análisis Gerencial (cuadro de
mandos). La última funcionalidad en implantarse ha sido
la Gestión de Ubicaciones Erráticas en Almacén, dentro del
Módulo de LOGÍSTICA.
Proceso de implantación
Actualmente Hispamig cuenta con 10 licencias del ERP
GEINPROD en funcionamiento.
Tras el Análisis inicial y la definición del comité de segui-
miento entre la empresa y la consultora, la implantación
se inició con el Módulo de Ingeniería y Configuración de
23FUNDIDORES. JUNIO 2009
HISPAMIG, LA FUERZA DEL FUEGO
91229 F-JUNIO 09 N159.qxd 19/6/09 12:08 Página 23

Producto, a partir del cual se montó la Gestión de
Producción.
En la segunda fase se implementaron las funcionalidades
de Almacén, RRHH, incluyendo el control horario y de pre-
sencia y la definición de los fichajes del personal, tanto para
el control horario, como para la producción. Se siguió con
la Captura de datos en Planta con la instalación y puesta
en marcha de los terminales de taller, con Compras, Ventas,
Facturación y Finanzas, con el control de la gestión de
cobros y pagos, y con la Contabilidad Analítica y
Financiera. Una vez generada la información suficiente, se
implantó el Módulo de Análisis Gerencial y se crearon los
diferentes “cubos de decisión” que facilitan a la Gerencia
la creación de los diversos cuadros de mando.
La formación, tanto a los usuarios como a los responsables
de cada área se fue impartiendo de manera gradual, simul-
táneamente a la puesta en marcha de las distintas funcio-
nalidades.
Beneficios que ha aportado GEINPROD
Ahora disponemos de una información unificada y sin erro-
res, que está disponible para cada uno de los departamentos
en tiempo real. La Captura de Datos en Planta nos ha faci-
litado el trabajo de los operarios y lo ha hecho más eficaz.
El control del Almacén por Ubicaciones Erráticas nos ha
permitido una importante mejora en la gestión del mismo,
no sólo con una notable reducción de stock, sino con un
mejor aprovechamiento de la superficie útil y con una opti-
mización del trabajo de los operarios.
Esto ha generado un ahorro de tiempo y de costos en el
proceso de albaranar y de preparación de pedidos supe-
rior al 50%. El conocimiento del stock real nos facilita rea-
lizar los reaprovisionamientos de manera rápida y efecti-
va. De manera que podemos calcular unos stocks mínimos
y máximos mucho más ajustados a la realidad de nuestra
empresa y de nuestro mercado. Esto ha hecho que nues-
tra gestión de compras sea mucho más eficaz y que se ade-
cue a las necesidades y disponibilidades reales.
Finalmente, el Módulo de Análisis Gerencial nos permite
generar nuestros propios “cuadros de mandos”, disponiendo
de la información necesaria y en tiempo real para la toma
de decisiones.
Servicio Lector 34 ■
91229 F-JUNIO 09 N159.qxd 19/6/09 12:08 Página 24

• AEmes permite gestionar y controlar todas las fases de
producción, mejorando tanto la rentabilidad de la
empresa que lo instala como la calidad de sus productos
AEtech, empresa catalana especializada en el diseño yrealización de instalaciones eléctricas y de automatiza-ción, impulsa una de sus herramientas estrella en un
momento de crisis en el que las empresas buscan solu-
ciones que les ayuden a reducir costes y a mejorar su efi-
ciencia. Se trata de AEmes, un software que permite ges-
tionar todas las fases de producción de una fábrica e inte-
grarlas con la gestión de las áreas de administración a tra-
vés de una única aplicación. Así, se consigue controlar
en tiempo real cualquier punto del proceso de fabrica-
ción, desde la entrada de materias primas hasta la salida
del producto final, sin tocar un solo papel y con una tra-
zabilidad totalmente completa.
Las principales ventajas que presenta esta solución son
la mejora de la productividad de las empresas de hasta
un 25%, la optimización de timings en los procesos y una
reducción significativa de costes de fabricación de hasta
un 15%. Además, como apunta Joan Vidal, Director deAEtech, “AEmes garantiza la mejora de la calidad obte-
nida y su repetividad a lo largo de distintos procesos”. El
sistema trabaja en base a la gestión de los equipos y los
datos que se registran durante la fase de producción en
las distintas líneas productivas.
Son cerca de una veintena las empresas que ya trabajan
con el programa AEmes. AEtech lleva invertidos en esta
aplicación un total de 1,7 M€ y cuenta con clientes de
todos los sectores, siendo el de la alimentación uno de
los fundamentales. En este mercado los clientes de AEtechhan conseguido mejorar ampliamente sus resultados solo
con la simple aplicación del nuevo software para la ges-
tión de la producción.
AEtech, empresa especializada en el diseño y realización
de instalaciones eléctricas y de automatización, inició sus
actividades en 1980. Con tres décadas de experiencia a
sus espaldas, la compañía apuesta por estar siempre al día
de las últimas novedades tecnológicas que presenta el sec-
tor. Sus 30 años de experiencia en el diseño y desarrollo
de procesos de automatización posiciona la empresa
como uno de los principales referentes en el mercado. La
calidad, la seriedad, el rigor en el cumplimiento de los
compromisos y una apuesta firme por la innovación son
los pilares sobre los que AEtech sustenta su filosofía de
negocio. La empresa cuenta con 125 trabajadores, la
mayoría de ellos ingenieros técnicos y en 2008 alcanzó
una facturación de 17,5 M€. Entre los más de 800 clien-
tes de la compañía se encuentran Nestlé España, Esteve
Química, Sanofi-Aventis, Vall Companys, Haribo, Invest,
Mango o Torraspapel.
Servicio Lector 35 ■
25FUNDIDORES. JUNIO 2009
AETECH DISEÑA UNA APLICACIÓN QUE MEJORA LA PRODUCTIVIDADINDUSTRIAL HASTA UN 25%
91229 F-JUNIO 09 N159.qxd 19/6/09 12:08 Página 25

HORNOS A CRISOL
■ FUSIÓN Y MANTENIMIENTO DE ALEACIONES NO
FÉRRICAS
Los diseños que presenta el presente catálogo se refieren
a los procesos de fusión en crisol de metales y aleacio-
nes no férricas, bronce, latón, aluminio, zamak, etc...
■ VENTAJAS DE LA FUSIÓN EN CRISOL
• Menores mermas por oxidación del metal fundido.
• Facilidad del cambio de la aleación a fundir con la sim-
ple sustitución del crisol.
■ GAMA DE FABRICACIÓN
Nuestro programa de fabricación contempla todos los
tamaños de hornos capaces de acoger la amplia gama de
crisoles standarizados que existe en el mercado.
Así mismo en función de la comodidad operativa, nues-
tros diseños le ofrecen la posibilidad de elegir entre hor-
nos estáticos (fijo) o hornos basculantes.
■ HORNOS FIJOS Y BASCULANTES
HORNOS ELÉCTRICOS
• SISTEMA DE CALENTAMIENTO mediante un interior
de paneles equipados con resistencia eléctrica conveni-
nentemente dimensionada.
• MÍNIMO COSTE DE MANTENIMIENTO. Los paneles
calefactores son recuperables, pueden ser reparados por
el propio usuario en caso de avería.
• MÍNIMOS TIEMPOS MUERTOS. El cambio de paneles
se realiza sin necesidad de sacar el crisol y con el horno
caliente.
■ ECONOMÍA
Nuestro sistema de tapas permite el acceso al caldo fun-
dido ajustando su apertura al tamaño real del cazo.
El sistema de regulación de temperatura se realiza median-
te tiristores, modulando la potencia hasta los mínimos nive-
les exigibles.
Este sistema de control permite alargar la vida de los ele-
mentos calefactores en un 20%.
■ RENDIMIENTO TÉRMICO
Garantizado por el excelente aislamiento térmico, cons-
tituido a base de fibras cerámicas de baja densidad y gran
poder aislante.
26 FUNDIDORES. JUNIO 2009
HORNOS A CRISOL, A COMBUSTIBLE Y ELECTRICOS
Talleres de Palencia, S.L.
Horno basculante a gas
natural/propano.
Horno basculante
eléctrico.
91229 F-JUNIO 09 N159.qxd 19/6/09 12:08 Página 26

■ VIDA DEL CRISOL
Su calentamiento uniforme a lo largo de toda su superfi-
cie lateral, evita tensiones derivadas de un calentamien-
to irregular.
HORNOS A COMBUSTIBLE
1.- Instalamos el sistema de combustión exigido por el pro-
pio cliente fundamentalmente (gasoil, gas natural, propano,
etc).
2.- Fabricamos toda la gama de hornos adecuados a todos
los tipos de crisoles que se hallan en el mercado.
■ EL CAMBIO DEL CRISOL
Resulta rápido y fácil pues sólo es necesario retirar el ani-
llo superior de protección.
■ SALIDA DE HUMOS
Atendiendo a criterios de operatividad en el propio lugar
de trabajo las salidas de humos las diseñamos bajo dos
criterios diferentes:
• Precalentamiento de la carga - Los gases producto de
la combustión salen por el borde superior del crisol.
• Evacuación por chimenea- este sistema permite un acce-
so más cómodo del operario al metal fundido para labo-
res de desescoriado, desgasificación, etc.
• No necesita ningún tipo de anclaje.
• Posibilidad de instalar un intercambiador de calor para
precalentar el aire de combustión y obtener elevados ren-
dimientos térmicos.
■ RENDIMIENTO ÓPTIMO
• Cuando la potencia instalada es alta, la colocación de
un intercambiador de calor en la chimenea de salida de
gases provoca el precalentamiento del aire de la com-
bustión, lo que determina un ahorro de cmbustible de has-
ta un 20%.
• La cámara de combustión dispone de un canal de segu-
ridad para evacuación del caldo encaso de rotura del cri-
sol.
• La cámara de combustión la construimos a base de masa
refractaria de un excelente comportamiento al choque de
la llama.
• Aislamiento térmico a base de fibras cerámicas de baja
densidad y gran poder aislante.
■ SEGURIDADES
Independientemente del combustible a usar nuestra ins-
talación posee todas las seguridades exigidas por la nor-
mativa vigente.
Esto es:
• Seguridad de detección de llama.
• Seguridad de encendido del quemador.
• Presostatos en el circuito de combustible y en el de aire.
• Ciclo de control y encendido controlados mediante autó-
mata programable.
■ MANIOBRA DE BASCULAMIENTO
• Totalmente segura en el vertido toda vez que el eje de
giro del horno esta alineado con el pico de colada evi-
tando el desplazamiento de este.
• Plataforma de acceso a la zona superior para las labo-
res de limpieza.
• Accionamiento mediante pulsadores sobre bomba
hidráulica.
■ GARANTIA Y ASISTENCIA
Garantizamos el suministro de respuestos durante toda la
vida en activo del horno.
Servicio Lector 36 ■
27FUNDIDORES. JUNIO 2009
Horno basculante a
gasoil/gas natural.
Horno eléctrico para alta
temperatura
Panel calefactor.
91229 F-JUNIO 09 N159.qxd 19/6/09 12:08 Página 27

28 FUNDIDORES. JUNIO 2009
• Los lanzamientos son ahora rápidos y libres de erro-res gracias a la validación virtual del sistema
Dassault Systèmes (DS) (Euronext Paris: #13065, DSY.PA),
líder mundial en soluciones para la gestión del ciclo de
vida de productos y 3D, anuncia que KUKA Systems
GMBH (Augsburg, Alemania), fabricante de soluciones de
automatización, ha apostado por la solución DELMIA
Automation para la ejecución virtual de las instalaciones
de producción que KUKA planifica y construye.
Líder tecnológico en ingeniería de planta y sistemas, KUKA
es consciente de la importancia de invertir en nuevas tec-
nologías para mantenerse a la cabeza en el desarrollo de
procesos de fabricación y conceptos de instalación inno-
vadores. Junto a la validación geométrica, cada vez es más
importante definir, controlar y monitorizar digitalmente
los sistemas automatizados en un entorno virtual 3D. Esto
acorta el tiempo de desarrollo, reduce costes tanto en la
mano de obra como en la inversión de capital e incre-
menta la calidad inicial del programa PLC y la producti-
vidad global de la fábrica.
La solución DELMIA Virtual Commissioning permite a los
ingenieros industriales vincular el modelo de fabricación
virtual con el actual sistema de control y la controlado-
ra robot. La compañía puede entontes conducir y evaluar
escenarios “what if” para optimizar la producción, faci-
litando que sea correcta a la primera.
Cuando tengan que integrar cambios en los planes exis-
tentes, el uso de DELMIA Automation tendrá un impac-
to significativo en la planificación de las líneas de fabri-
cación de KUKA. Cualquier cambio propuesto debe ser
explorado de antemano en el modelo virtual de las plan-
tas. Para ello, es importante combinar el PLC y control
robot actuales con la planta virtual. Los programas diri-
girán de este modo el modelo virtual. “Ésta es la única
forma de confirmar el rendimiento del sistema de fabri-
cación antes de construirlo: utilizando DELMIA
Automation”, destaca Günter Minuta, director de producto
de Tecnologías de Control en KUKA Systems. “Con esta
solución, esperamos ganancias sustanciales de eficiencia
para nuestros clientes en el futuro. Cuando reconfigure-
mos las plantas, aplicaremos este enfoque KUKA al lan-
zamiento virtual”, añade Christian Fedrowitz, director de
Procesamiento de Datos Técnicos en KUKA Systems.
“KUKA logrará, de forma consistente, un incremento en
la calidad, al mismo tiempo que reducirá las actuales para-
das de producción, puesto que nuestra solución eliminará
muchos errores que ocurren con frecuencia durante la
construcción del sistema”.
La decisión de KUKA de implantar DELMIA Automation
es una prueba de que el tema de la automatización y la
simulación ha llegado a la industria. La solución es una
extensión natural de la oferta PLM de Dassault Systèmes.
Mientras que las soluciones PLM simplifican y mejoran
la gestión de productos de punto a punto, las soluciones
de Automatización validan y mejoran el comportamien-
to interno de los sistemas de control.
Sobre KUKA Systems
KUKA es un desarrollador internacional de plantas de auto-
matización flexibles basadas en robots para los sectores
de automoción, aeroespacial, energía y producción.
Aproximadamente 3.780 empleados contribuyen con sus
ideas, conceptos y soluciones para la producción auto-
matizada, así como en productos y servicios para casi
todas las tareas de procesamiento industrial de los mate-
riales metálicos y no metálicos. Con filiales en Europa,
América y Asia, la compañía tiene una presencia global
de ventas y marketing. Las ventas de KUKA alcanzaron
los 855 millones de euros en el año contable 2008. Para
más información, visite www.kuka-systems.com.
Servicio Lector 37 ■
KUKA SYSTEMS APLICA DELMIA AUTOMATION DE DASSAULT SYSTEMES ALA INGENIERIA DE PLANTA
91229 F-JUNIO 09 N159.qxd 19/6/09 12:08 Página 28

29FUNDIDORES. JUNIO 2009
Tanto en la producción como en el mantenimiento: elobjetivo de la limpieza industrial es proporcionar la lim-pieza necesaria para la elaboración o bien el perfecto fun-cionamiento del producto. Las exigencias aumentan mien-tras hay cada vez una mayor presión sobre los precios porlo que es imprescindible un procedimiento de limpiezaadecuado a las necesidades. La séptima feria parts2cle-an presenta soluciones para la limpieza de piezas eficienteen cuanto a costes y ecología que es reproducible y sir-ve para prácticamente todo tipo de productos. La FeriaLíder Internacional para la limpieza en producción y man-tenimiento se celebra desde el 20 hasta el 22 de octubrede 2009 en Stuttgart, Alemania. Al mismo tiempo queparts2clean se celebra este año también la feria interna-cional para protección anticorrosión, conservación yembalaje COROSAVE.
Han aumentado enormemente las exigencias en cuanto a
la limpieza de superficies y piezas por lo que es necesa-
rio un mayor esfuerzo de limpieza de piezas en casi todos
los sectores de la industria de producción. Al mismo tiem-
po la presión de costes obliga a una producción cada vez
más eficiente. Como medida para evitar costosas paradas
de máquinas y plantas y/o acortar los tiempos de mante-
nimiento, la limpieza industrial juega un papel cada vez
más importante también en el ámbito de Maintainance,
Repair and Overhaul (MRO). Tanto en la producción como
en los procedimientos MRO se trata de solucionar las tare-
as de limpieza de la forma más económica y ecológica
posible.
parts2clean: plataforma de información y abastecimien-to para procedimientos de limpieza optimizados.
Independientemente de si se trata de tareas de limpieza
muy complicadas o más bien simples: no existe la única
solución correcta con la que se consigue la necesaria lim-
pieza de manera eficiente y ecológica. Es imprescindible
adaptar el concepto de limpieza perfectamente a la tarea
para poder aprovechar las posibilidades existentes de bajar
los costes y aumentar la calidad en los procedimientos de
limpieza. Para ello es necesario conocer el potencial de
las diferentes tecnologías de limpieza y de su uso óptimo.
parts2clean proporciona este conocimiento como feria
especializada con la más amplia oferta para la limpieza
en producción y mantenimiento. La Feria Líder
Internacional se celebra desde el 20 hasta el 22 de octu-
bre de 2009 en Stuttgart, Alemania.
Estrategias de limpieza para la producción
La amplia oferta de parts2clean hace posible que los usua-
rios de los diferentes sectores industriales como automo-
ción, industria electrónica, de semiconductores y ali-
menticia, maquinaria, instalaciones, tecnología médica,
aeroespacial, hidráulica y neumática, mecánica fina e inge-
niería de precisión puedan realizar conceptos de limpie-
za adaptados a las necesidades que hacen que todo el pro-
ceso de producción sea más eficiente. El procedimiento
que se adapta perfectamente (p.e. procedimientos quími-
cos húmedos como limpieza de rociado, de inmersión y
de ultrasonido o métodos secos como CO2 y limpieza de
plasma), la duración del tratamiento y el número de pasos
de procedimiento se pueden identificar según los factores
principales geometría de la pieza, material, tipo y grado
de suciedad, medio de limpieza, eficacia y exigencias de
limpieza. Dependiendo del objetivo también puede tener
sentido combinar diferentes procedimientos.
Los modernos sistemas de automatización y de manejo
como p.e. robots permiten una rápida adaptación del pro-
cedimiento de limpieza a las diferentes piezas y las nece-
sidades cambiadas. En cuanto a los medios de limpieza,
los desarrollos e innovaciones conllevan una mayor ren-
tabilidad, hacen que los procesos sean más ecológicos y
duren menos tiempo. También el tratamiento de los medios
influye mucho en la calidad y el coste del proceso de lim-
pieza. Mediante eficaces sistemas de filtración y de sepa-
ración (p.e. separadores de aceite, filtros de partículas, fil-
tros de membrana, tratamientos de agua) como se presentan
en la feria parts2clean se puede aumentar el tiempo de per-
manencia de los baños y reducir el coste de eliminación.
Los recipientes de limpieza empleados influyen en gran
medida el resultado, el tiempo y los costes de limpieza en
VALOR AÑADIDO MEDIANTE UN PROCEDIMIENTODE LIMPIEZA OPTIMIZADO
91229 F-JUNIO 09 N159.qxd 19/6/09 12:08 Página 29

el proceso batch. parts2clean también ofrece soluciones
innovadoras cuando se trata del control y de la docu-
mentación de la limpieza conseguida.
Limpieza en procesos MRO
Cuando se trata de procesos de limpieza en el manteni-
miento por un lado el objetivo es el mantenimiento o bien
la recuperación de la función y de la eficacia de las máqui-
nas y plantas. Por otro lado se trata de tareas en los que se
tienen que eliminar recubrimientos existentes, por ejem-
plo recubrimientos de herramientas o barnizados, ya sea
para renovar el recubrimiento o comprobar la pieza. Para
minimizar los tiempos de parada es primordial llevar a cabo
los trabajos de mantenimiento en todo caso en el menor
tiempo posible. Un procedimiento que normalmente hace
posible una limpieza eficaz de máquinas, plantas y formas
sin desmontaje es el chorro de CO2. Este proceso seco se
puede usar tanto para la limpieza de los componentes de
propulsores como la eliminación de barnizados y de recu-
brimientos. La limpieza de vapor seco-aire comprimido es
aconsejable para eliminar grasas, aceites, grafitos y demás
suciedad superficial de manera rápida y eficaz de máqui-
nas de producción como por ejemplo máquinas de papel,
plástico, fundición, prensado, troquelado, fresado y CNC,
líneas de producción y plantas robotizadas. Mediante ultra-
sonido los componentes de máquinas y dispositivos se pue-
den limpiar cumpliendo con las altas exigencias de limpieza.
Las características específicas de este procedimiento per-
miten limpiar módulos enteros como por ejemplo engra-
najes o motores sin necesidad de desmontarlos.
Foro especializado y congreso internacional parts2clean
Para complementar la información de los participantes en
la feria se ofrece un foro especializado en alemán con una
duración de tres días que imparte conocimientos relacio-
nados con la limpieza en producción y mantenimiento.
El 19 y el 20 de octubre se realiza además por primera vez
en el marco de parts2clean un congreso internacional en
inglés y alemán con el título “exigencias, tecnologías, mer-
cados en todo el mundo”. El objetivo de este evento orga-
nizado con Fraunhofer Allianz Reinigungstechnik como
socio cooperador es ofrecer tanto a los usuarios como a
los fabricantes de tecnologías de limpieza una base para
establecerse con éxito en nuevos mercados.
Evento paralelo COROSAVE
Al mismo tiempo que parts2clean se celebra este año tam-
bién la feria internacional para protección anticorrosión,
conservación y embalaje COROSAVE. Cubre todo el espec-
tro de la protección anticorrosión temporal en la produc-
ción y la conservación y el embalaje de módulos y com-
ponentes durante el almacenamiento y el transporte. A los
visitantes les facilita informarse acerca de las soluciones para
dos importantes tareas en producción y mantenimiento.
Servicio Lector 38 ■
¿ Cómo estar informadode lo interesanteen los tratamientos térmicos ?
.. . leer la revistaTRATAMIENTOS TERMICOS
Para recibir los números del 2009,sólo tiene que enviarnos completo el cupón adjunto.
Suscripción Nacional 2009: 115 eurosSuscripción Europea 2009: 135 euros - Países de Latinoamérica: 141 US $
Solamente …
Rogamos tomen nota de nuestra suscripción para el 2008 a la revista TRATAMIENTOS TERMICOS.
EMPRESA: ..............................................................................................
NOMBRE: ...............................................................................................
DIRECCION: ..........................................................................................
......................................................... C. POSTAL ....................................
......................................................................(Firma y sello)
Enviar a: Núñez de Balboa 37, 3° D - 28001 MADRID
91229 F-JUNIO 09 N159.qxd 19/6/09 12:08 Página 30

31FUNDIDORES. JUNIO 2009
El GEOMET® es un recubrimiento de base acuosa com-
puesto de cinc y aluminio dentro de una matriz inorgá-
nica, 100% sin cromo. Garantiza una protección eficaz
contra la corrosión de las piezas de acero, fundición y
otros metales ferricos: piezas roscadas, tornillos, tuercas,
grapas de fijación, piezas de embutición , discos de fre-
no... El método de aplicación utilizado es la inmersión
en frío dentro de una dispersión acuosa o la pulveriza-
ción. Las exigencias de resistencia mínima a los ensayos
de niebla salina son de 480 h a 1000 h para las piezas
en serie y se cumplen con grosores de 5 a 10 µm.
La gama GEOMET® está homologada por todos los fabri-
cantes de automoción: BMW, DAIMLERCHRYSLER,
FÍAT, FORD, GM, HONDA, IVECO, PEUGEOT-CITRO-
EN, RENAULT, TOYOTA, VOLKSWAGEN, VOLVO
TRUCKS...
Acabados: la función montaje de conjuntos roscados cadavez mejor controlada.
En busca permanente de la mejor calidad, los fabrican-
tes de automoción expresan una demanda creciente sobre
el coeficiente de fricción. Esta es la razón por la cual
DACRAL realiza una gran labor de investigación sobre
acabados lubricados llamados PLUS®.
DACRAL tiene en cuenta las técnicas de montaje - ator-
nillado, las superficies de apoyo y la geometría de las pie-
zas con el fin de ofrecer soluciones conformes con la
demanda.
Acabados de color negro para un excelente aspecto delas piezas revestidas.
Si las piezas revestidas en GEOMET® son hoy mayorita-
riamente de color gris- plata, se pide cada vez más el aca-
bado negro PLUS® ML BLACK.
Consiste en la aplicación de un recu-
brimiento standard GEOMET® sobre el
cual se añade un acabado inorgánico
negro.
El recubrimiento duplex conseguido se
llama GEOBLACK® y conviene per-
fectamente para el tratamiento de las
piezas en cesta y suspendidas, en par-
ticular, las piezas roscadas. Existe tam-
bién un acabado negro llamado
ROTOR PLUS BLACK, destinado a los
discos de freno y a los tambores el cual
en una sola capa ofrece un aspecto
negro regular.
Servicio Lector 39 ■
GEOMET®: ALTAS PRESTACIONES ANTICORROSIÓN CON CAPA FINA
91229 F-JUNIO 09 N159.qxd 19/6/09 12:08 Página 31
32 FUNDIDORES. JUNIO 2009
Instalaciones para Moldeo. x xArenas, Aglomerantes. Resinas endurecedoras. Bentonitas. Machos, modelos.Enfriadores. Desmoldeantes. x
Hornos para fundición de metales férreos y no férreos. x x
Refractarios. Resistencias. Quemadores. Crisoles x x x x xEquipos y consumibles de fundición a presión x x x x xRobots xSoftware, CAD-CAM. instalaciones de tratamientos de superficies x x x xinstalaciones de tratamientos térmicosMetales y aleaciones. x x xControl y Medidas x xManutención y manipuladores xMáquinas de segundamano xRecuperación de metales x
AB
RA
SIV
OS Y
MA
QU
INA
RIA
ALLPER
AR
UN
AR
RO
SI
BO
NSA
I-H
OR
IBA
BR
AM
I
BU
HLER
CA
RB
ON
ES
HO
LD
ING
CED
IE
CER
AM
IFR
AC
CO
MER
CIA
LO
NSES
CO
NIE
X
DEG
UIS
A
EC
LIP
SE
EIL
EC
TR
ON
ICS
EU
RO
MA
HER
Instalaciones para Moldeo. x x x xArenas, Aglomerantes. Resinas endurecedoras. Bentonitas. Machos, modelos.Enfriadores. Desmoldeantes. x x x
Hornos para fundición de metales férreos y no férreos. x x x x x xRefractarios. Resistencias. Quemadores. Crisoles x x x x x xEquipos y consumibles de fundición a presión x xRobotsSoftware, CAD-CAM. instalaciones de tratamientos de superficies x xinstalaciones de tratamientos térmicosMetales y aleaciones. xControl y MedidasManutención y manipuladoresMáquinas de segundamano XRecuperación de metales
EU
SK
ATFU
ND
FLEI
SCH
MA
NN
FO
SEC
O
FOU
ND
RY
A
UTO
MA
TIO
NG
RA
NA
LLA
-TEC
NIC
GTS
DO
MIN
GU
IS
HO
RM
ESA
HW
S
IAS
IBER
IA
ASH
LA
ND
INO
TH
ER
M
INSER
TEC
INTER
BIL
IMF
IMF D
iecast
ing
ITA
LPR
ESSE
KR
OW
NSA
Instalaciones para Moldeo. x xArenas, Aglomerantes. Resinas endurecedoras. Bentonitas. Machos, modelos.Enfriadores. Desmoldeantes. x
Hornos para fundición de metales x x carga-férreos y no férreos. dores
Refractarios. Resistencias. Quemadores. Crisoles x x x xEquipos y consumibles de fundición a presión x xRobots xSoftware, CAD-CAM. instalaciones de tratamientos de superficies x x x x x x x x xinstalaciones de tratamientos térmicos xMetales y aleaciones.Control y Medidas x xManutención y manipuladores xMáquinas de segundamano xRecuperación de metales
MA
INO
RTE
KR
OM
SC
H-
RO
ED
ER
MA
R
CA
STIN
G
MA
XO
N
OM
SG
ON
DA
RLA
N
PO
METO
N
RAM
ON
PA
SCU
AL-
W A
BRA
SIV
ES
RO
SLER
SPEC
TR
O
TA
LLER
ES
ALJU
TA
LLER
ES F
A-
BIO
MU
RG
ATA
LLER
ES D
EPLEN
CIA
TC
T
THER
MO
FISH
ER
UR
BA
R
UR
PE
WH
EELA
BR
ATO
R
DOSSIER PROVEEDORES
91229 F-JUNIO 09 N159.qxd 19/6/09 12:08 Página 32

33FUNDIDORES. JUNIO 2009
VARIOSPARA ESTAR PRESENTE
EN ESTA RÚBRICA:
CONTACTAR [email protected]
TEL. 91 576 56 09
SSSSEEEE VVVVEEEENNNNDDDDEEEEMÁQUINA INYECCIÓN CÁMARA FRÍA
Marca: Italpresse SC 550 con CAM 2MMUY BUEN ESTADO. Año 1999. PRECIO A PREGUNTAR
Interesados llamar o escribir al:0049-221-9853103
[email protected] de contacto: Kerstin RypczynskiPVM Die Casting Machines GmbH
Más de 200 máquinas de venta. Ve la página:www.pvm-online.com 6
SE VENDEMÁQUINA INYECCIÓN CÁMARA FRÍA
Marca: Colosio PFO 500MUY BUEN ESTADO. Año 1998. PRECIO A PREGUNTAR
Interesados llamar o escribir al:0049-221-9853103
[email protected] de contacto: Kerstin Rypczynski
PVM Die Casting Machines GmbHMás de 200 máquinas de venta. Ve la página:
www.pvm-online.com7
SE VENDEMÁQUINA INYECCIÓN CAMARA FRIA
Marca: Italpresse IP 700MUY BUEN ESTADO. Año 1989. PRECIO A PREGUNTAR
Interesados llamar o escribir al:0049-221-9853103
[email protected] de contacto:Kerstin Rypczynski
PVM Die Casting Machines GmbHMás de 200 máquinas de venta. Ve la página:
www.pvm-online.com 8
SSSSEEEE VVVVEEEENNNNDDDDEEEEMÁQUINA INYECCIÓN CÁMARA FRÍA
Marca: Italpresse M500MUY BUEN ESTADO. Compl. revisada 2006. PRECIO A PREGUNTAR
Interesados llamar o escribir al:0049-221-9853103
[email protected] de contacto: Kerstin RypczynskiPVM Die Casting Machines GmbH
Más de 200 máquinas de venta. Ve la página:www.pvm-online.com 9
SE VENDE EMPRESASE VENDE EMPRESAEmpresa portuguesa proveedora de materiales y productos para el tratamiento de superficies
(galvanotécnia), en plena actividad, cede parte o totalidad de su capital.
Asunto serio y confidencial. Interesados enviar e-mail: [email protected]
Telf. (00351) 91 420 28 00 10
SE VENDESE VENDECARRUSEL MARCA AZPI DE 61 PLACAS
DE 1,20 X 80 cm.MÁQUINAS DE MOLDEO – GRANALLADORA
MOLINO PREPARACIÓN DE ARENASDESMOLDEADORA
Teléfono de contacto: 605 986 76811
SSSS EEEE VVVV EEEE NNNN DDDD EEEEHorno de Tratamientos DUM
Modelo 1000C/AAET, con tres carros.Disponile de cuadro eléctrico con control
de programa de temperatura y seguimiento de curva de calentamiento.
Teléfono de contacto 696 985 381Contacto: Eduardo Cores 12
SE VENDEHorno de Inducción de Frecuencia en Red con cuba de 4TM y potencia de 500 Kw.
Teléfono de contacto:
94225029613
SE VENDESE VENDE100 Contenedores metálicos usados de 800x500x400 mm. Repuestos máquina inyección aluminio Idra OL 560:
4 Pistones diámetro 60 mm. 6 Pistones diámetro 60 mm. Cobre-berilio 2 Pistones diámetro 90 mm. 5 Pistones diámetro 90 mm. Cobre-berilio 3 Contenedores diámetro 60 mm. 1 Contenedor diámetro 90 mm. Tel. 943 199 290 – Fax 943 199 434 14
SE VENDEREPUESTOS MAQUINA INYECCION ZAMAK BUHLER 250:
6 Boquillas para gas 5 Boquillas puntera cono 3 Columnas diámetro 100 mm. 5 Columnas sujeción cuello cisne 1 Crisol 2 Cuellos cisne-sifón diámetro 70 mm.3 Mangos pistón 2 Tuercas columna diámetro 100 mm.Tel943 199 290 – Fax 943 199 434 15
SE VENDECÉLULA AUTOMÁTICA DE MOLDEO POR INYECCIÓN A CAMARA FRIA
IDRA OL 900 PRP Año 1999QUADRO DE COMANDO: Euroelectronics S5 115 U - CPU 943
HORNO WESTOMAT W 1200 SL DG • WOLLIN PSMT 324ROBOT REIS RV 60 • PRENSA REIS SEP 10-30 II
Interesados llamar o escribir al:0049-221-9853103
[email protected] de contacto: Iris Stippler-von Massow
PVM Die Casting Machines GmbHMás de 200 máquinas de venta. Ver la página: www.pvm-online.com 16
91229 F-JUNIO 09 N159.qxd 19/6/09 12:08 Página 33

34 FUNDIDORES. JUNIO 2009
VARIOSSE VENDE
MÁQUINA INYECCIÓN CÁMARA FRÍAMarca: COLOSIO PFO 1200MUY BUEN ESTADO. Año 2001Interesados llamar o escribir al:
Persona de contacto: Iris Stippler-von MassowPVM Die Casting Machines GmbH
Más de 200 máquinas de venta. Ver la página: www.pvm-online.com17
SE VENDEMÁQUINA INYECCIÓN CÁMARA FRÍA
Marca: ITALPRESSE 700Compl. revisada año2007
QUADRO DE COMANDO: SIEMENS S7PRECIO A PREGUNTAR
Interesados llamar o escribir al:0049-221-9853103
[email protected] de contacto: Iris Stippler-von Massow
PVM Die Casting Machines GmbHMás de 200 máquinas de venta. Ve la página: www.pvm-online.com
18
SE VENDEMÁQUINA INYECCIÓN CÁMARA FRÍA
Marca: COLOSIO PFO 500MUY BUEN ESTADO. Año 1999
PRECIO A PREGUNTARInteresados llamar o escribir al:
Persona de contacto: Iris Stippler-von MassowPVM Die Casting Machines GmbH
Más de 200 máquinas de venta. Ver la página: www.pvm-online.com19
SE VENDEINSTALACIÓN NUEVA DE MOLDEO POR GRAVEDAD
compuesta de:2 coquilladoras basculantes de 950 x 800
1 coquilladora basculante 600 x 5001 horno de mantenimiento de crisol Dugopa de 300Kg
tipo Mark III – tamaño 2Teléfono de contacto: 629 36 24 24
Contacto: Mikel 20
SE VENDE1 horno INSERTEC reberbero basculante de
2000kg para Aluminio y Zamaccámara de fusión + cámara de mantenimiento
1 cinta de lingoteras INSERTEC de 90 unidades1 espectro ARL3460 base Aluminio y Zamac
Tel. 630 57 07 26 21
RELACION DEEQUIPAMIENTOS
2 Maquinas de Moldeo INT. ALONSO m/ JA-2Automáticas revisadas CE
1 COMPRESOR PUSKAS DE 100 CV1 COMPRESOR CELLATA DE 100 CV
Los compresores disponen de secador y filtros año 2003 y 2004
2 SILOS semi nuevos de 25/30 tn.1 SILO de 10 tn.1 PARRILLA de desmoldeo medidas 2000x2000mm1 PARRILLA de desmoldeo medidas 2500x2500 mm1 GRUA JASO DE 3.2 TN.
1 FILTRO MOYVEN año 2003 de 18.000 m3
1 SOPLANTE DE 18.000 m3 con caseta insonora3 Soplantes de 12 y 18.000 m3
2 SIN.FIN seminuevos de 1.500 mm entre ejes de descarga
1 HORNO eléctrico basculante, marca “NABER”. Capacidad 570Kgs. aluminio.
1 CUCHARA Hidráulica. Capacidad 300 Kgs. aluminio.
1 CINTA transportadora seminueva de 8.500 mm
2 ENVIADORES NEUMÁTICOS.
1 MEZCLADOR discontinuo Loramendi, con 2 bombas1 MEZCLADOR discontinuo 50 Litros.
2 MEZCLADORA continúa OMEGA 22 (9Tn.)1 MEZCLADORA continúa LORAMENDI (6Tn.)1 MEZCLADORA articulada continua IMF (12/15 Tn.)
1 MANIPULADOR de motas IMF.1 MESA COMPACTADORA (1 x 1 metro)
1 DISPARADORA Machos HANSBERG (6 Litros).2 DISPARADORA Machos HANSBERG (12 Litros).1 DISPARADORA Machos LORAMENDI (5 Litros).
1 GASIFICADOR de amina LORAMENDI.
10 SONDAS DE NIVEL para silos de arena1 ALMACEN FRIGORIFICO para recuperadora de arena de12
tns/hora.1 VOLTEADORA para cajas/motas de 1200x1000 mm1 CARRUSEL con dos carros transfer y 18 placas/carros de
1400x1100 mm1 PULIDORA DE PROBETAS METALOGRAFICA (nueva).1 CHORREADORA DE SOBREPRESIÓN.
EUSKATFUND, S.L.Pol. Ind. Goiain
C/. San Blas nº11 – Pab.27Telf.945465581 Fax.945465953
01170 Legutiano (alava)E-mail: [email protected]
http://euskatfund.com
SE VENDEused DIDION DRUM Type BD 60
Zoran Tesic • Managing - Director TCT Tesic GmbH · Im Kurzen Busch 11
D-58640 Iserlohn Tel.: +49 (0)2371 77 26-12 · Fax.: +49 (0)2371 77 26-10
E-Mail: [email protected]
91229 F-JUNIO 09 N159.qxd 19/6/09 12:08 Página 34

35FUNDIDORES. JUNIO 2009
EMPLEOMARBO DESMOLDEANTES Y LUBRICANTES
POR IMPORTANTE EXPANSIÓN DE MERCADO, NECESITAMOS INCORPORAR
AGENTES Y/O DISTRIBUIDORESEN DISTINTAS ZONAS. PREFERENTEMENTE “ZONA NORTE”
INTERESADOS ENVIAR DATOS A: MARBO HISPANA SL,FAX +34932043554 o e-mail: [email protected]
www.gruppomarbo.com E-59
EMPRESA DEDICADA AL DESARROLLODE PRODUCTOS PLÁSTICOS NECESITA
AGENTES COMERCIALES POR REGIONES.
INTERESADOS CONTACTAR:
FUNDICIÓN DE HIERRO
Busca JEFE DE VENTASFunciones: Departamento de Ventas adjunto a Dirección.
Se requiere: Buena presencia, vehículo propio, experiencia acreditadaen puestos similares, informática, disponibilidad para viajar.Se ofrece: Incorporación a la empresa, sueldo según valía.
Enviar C.V. con fotografía a:Apartado de Correos 125 - 06800 MÉRIDA
Ref. JEFE DE VENTAS E-66
Importante Empresa de Fabricación y Comercialización deequipos y productos para la Fundición de Aluminio precisaal mejor Comercial, a tiempo completo, con residencia enel País Vasco, para desarrollar funciones Técnicas-Comer-ciales. Imprescindible dedicación completa, dominio de in-glés, conocimientos básicos. Valorable dominio de ale-mán, Ingeniería Técnica…
SSSS EEEE BBBB UUUU SSSS CCCC AAAA NNNNDELEGADOS COMERCIALES ZONAS
CATALUÑA Y MADRID CENTRO-NORTESUNTEC MAQUINARIA TECNICA, S.L.Avda. de Castilla, 32 Nave 52
28830 San Fernando de Henares -MadridTef. 91-677 7734 Fax 91-677 8890
E-62
COMERCIALZONA MADRID
Empresa que comercializa productos para la fundiciónbusca representante para la zona centro que visite con
regularidad las fundiciones.Teléfono de contacto: 679 397 869 E-61
Empresa especializada en fabricación de MOLDES para inyección de Plásticos ubicada en Guipúzcoa
Solicita FRESADOR CNCSe valorará:
* Experiencia y conocimiento de moldes* Experiencia en Fresado CNC
* Experiencia en Mecanizado de Alta VelocidadInteresados enviar por FAX Curriculum y fotografía reciente
a la atención del GerenteNúmero de fax: 943 786 234 E-63
SSSS EEEE BBBB UUUU SSSS CCCC AAAACOMERCIAL ZONA NORTE
• Empresa Internacional dedicada a la fabricaciónde maquinaria de Fundición.
• Busca representante para la zona norte que visiteperiódicamente las fundiciones.
Teléfono de contacto: 677 47 59 05E-64
Empresa de Inyección de Plásticos precisa para su tallerde construcción de moldes y mantenimiento de utillajes
MOLDISTAPara la construcción de moldes sencillos de inyección de plásticos.
Residencia en Burgos, cualquier edad. No es necesario conocimientos de CNC ni informática.
Condiciones a convenir. Dirigirse a:Transformaciones Plásticas ITAL s.l.
Pol. Ind. Villalonquejar - c/ Montes de Oca 909001 BURGOS - Telf: 947.298587 Sr. Carlos E-65
VIZCAYAPreciosa Línea «Grance» de Niquelados CROMADO
Se busca persona responsable, con ganas de trabajar, para que busquetrabajo de Niquelado o Cromado, le dé marcha y la dirija.
Abstenerse llamar curiosos o personas que no sepan de quéva el asunto.
Tel.: 609 - 94 78 84 E-67
Empresa en expansión busca
TÉCNICO EN INYECCIÓNDE ZAMAK Y ALUMINIO
para llevar división
Interesados llamar al 618 37 49 67E-2
Información [email protected]
Tel. 91 576 56 09
91229 F-JUNIO 09 N159.qxd 19/6/09 12:08 Página 35

36 FUNDIDORES. JUNIO 2009
GUIA
HORNOSINDUSTRIALEStalleres de plencia, s.l.
C/ Olabide, nº 17 • 48600 Sopelana • Vizcaya (España)Telfs.: +34 94 676 68 82 - +34 94 676 68 95 • Fax: +34 94 676 69 12
www.hornos-tp.com • [email protected]
REZINCLAJE 99, S.L.Se compra y se transforma todo tipo de residuos de zamak –5–:
Espumas, bebederos, piezas, virutas secas, etc.
Gestor Autorizado de Residuos no Peligrosos:145/V/RPN/CV
Teléfono: 96 141 09 36 - Fax: 96 141 16 07Móvi l : 657 840 092
E-mail: [email protected]
CERTIFICADO ISO 9001Nº REC 514/2005
● Para tratamientos térmicos.● Fusión de aluminio y sus alea-
ciones.● Filtros para aluminio. Colada
intermitente.● Automáticos y de cinta sin-fín.
● Secado y polimerización conrenovación gradual de aire.
● Adaptación de instalaciones anuevas fuentes de energía.
● Aplicaciones termo-eléctricas.● Cerámica.
PARA ESTAR PRESENTEEN ESTA RÚBRICA
Contactar con [email protected]
Tel. 91 576 56 09
MAQUINARIA DE PRODUCCIÓN EUROPEA S.L.
Pol. Ind. Can Ribó - Isidre Nonell, 5 - 08911 Badalona (Barcelona)Tel (34) 93 464 01 78 - Fax (34) 93 389 46 48
http: // www.mpe.es - e.mail: [email protected]
Gama ALNAT: gases, atmósferas, procedimientos yservicios para mejorar la calidad y productividad
en procesos de tratamiento térmicos, sinterizado, sol-dadura en horno y galvanizado
Tel.: 91 502 93 00 - Fax: 91 502 93 30AIR LIQUIDE
www.airliquide.es
AIR L IQUIDE
91229 F-JUNIO 09 N159.qxd 19/6/09 12:08 Página 36

37FUNDIDORES. JUNIO 2009
GUIA
Central:P.I. Riera de Caldes, C/La Forja, nave 2 • 08184 Palau-Solità i Plegamans (Barcelona)Tel.: 93-864.84.89 • Fax: 93-864.91.32 • www.coniex.com • [email protected]
– Inyectoras cámara caliente y fría. Hornos, Equipos de Vacío, Atemperadores, Prensas, Células robotiza-das y fungibles.
– Maquinaria, productos y procesos para el Tratamiento de superficies por:• VIBRACION.• GRANALLADO y CHORREADO.• LAVADO y DESENGRASE industrial.
– Depuración de aguas de Vibración.– Maquinaria y productos para prototipaje por BAJA FUSION en moldes de caucho.
NUESTROS TÉCNICOS Y LABORATORIO DE APLICACIONES QUEDAN A SU DISPOSICIÓN
Gabiria 2, 1º N - 20305 IRUNTel.: 943 631 339 - Fax: 943 631 [email protected] - www.sefatec.net
Un referente europeo para el sector de fundiciónSoluciones en ingeniería para el sector de fundición
✓ Auditorias, Diagnósticos y Planes DirectoresIndustriales.
✓ Planes de inversiones y Estudios de Factibilidad.✓ Elaboración de Anteproyectos.✓ Ejecución de Proyectos. ✓ Especificaciones Técnicas para Consulta de
Proveedores y Subcontratistas:– Fabricantes de equipos.– Empresas de Obra civil (fluidos, energías,
tratamientos de emisiones, etc.).
✓ Selección de Proveedores y Subcontratistas.✓ Consultas y Análisis de Ofertas y Pedidos.✓ Recepción de Equipos e Instalaciones.✓ Seguimiento de Obra civil. ✓ Dirección del Montaje y Seguimiento de la
Puesta en Producción.✓ Seguimiento del Funcionamiento de las Ins-
talaciones durante el periodo de Garantía.
91229 F-JUNIO 09 N159.qxd 19/6/09 12:08 Página 37
38 FUNDIDORES. JUNIO 2009
GUIA
www.kanthal.com
KANTHALSANDVIK ESPAÑOLA [email protected]
INGENIERIA Y MATERIALESPARA HORNOS INDUSTRIALES
• Resistencias eléctricas hasta 2.000° C.• Sistemas de combustión Autorrecuperadores a gas de Bajo Nox.• Refractarios y aislantes de Fibra.• Transformaciones de hornos.• Asesoramiento técnico.• Análisis y simulaciones de procesos térmicos.
ofic. Barcelona ofic. Bilbao Ofic. Madrid(Zona Este): (Zona Norte): (Zona Centro/Oeste/Portugal)
c/ Verneda, s/n - Pol. Ind. Roca c/ Simón Bolivar, 27. Dpto. 29 Avda. de San Pablo, 36 08107 MARTORELLES (Barcelona) 48013 BILBAO 28820 Coslada (Madrid) Telf.: 935 717 540 - 935 717 500 Telf.: 944 278 673 Tel.916605177
Fax: 935 717 586 Fax: 944 278 817 Fax.916605176
91229 F-JUNIO 09 N159.qxd 19/6/09 12:08 Página 38

39FUNDIDORES. JUNIO 2009
GUIA
COMERCIAL ONSÉS S.L.AL SERVICIO DE LA FUNDICION INYECTADA
DE METALES NO FÉRRICOS
No duden en consultarnos sobre estos temas u otros temas de su interés
• Maquinaria nueva y de ocasión de cámara fría y cámara caliente.• Coquilladoras manuales y automáticas.• Sistemas de lubrificación de moldes y extracción de piezas.• Consumibles de primera calidad.• Desmoldeantes y lubricantes. Realizamos estudio personalizado.• Refrigeradores y termorreguladores de aceite y de agua (sistema patentado).• Crisoles en acero inox. para aluminio y de hierro para magnesio.• Hacemos proyectos de moldes, de sistemas de depuración de aguas residuales
y de cintas transportadoras y otros sistemas de movimentación de materiales.• Otros útiles necesarios en cualquier fundición.
Polg. Ind. nº 225 nave 3 – Apdo. Correos 216 – 43800 VALLS (Tarragona) SPAIN
Tel. (+34) 977 60 37 33 – Fax: 977 60 93 47
www.comercialonses.com – e-mail: [email protected]
91229 F-JUNIO 09 N159.qxd 19/6/09 12:08 Página 39

GUIAINDICE DE ANUNCIANTES
Pág.
ASHLAND ............................................................. 38ABIFA...................................................................... CONTRAP. 4ASHLAND ............................................................................... 38CERAMIFRAC ......................................................................... 37CARBONES HOLDING GMBH.................................................. 10COMETAL ................................................................................. 9CONIEX ................................................................................... 37DEGUISA ................................................................................ 37EUSKATFUND ........................................................................... 3FABIO MURGA........................................................................ 38FLEISCHMANN ....................................................................... 37FOSECO .................................................................................. 11FOUNDRY SERVICE ................................................................ 12GRANALLATECNIC ................................................................. 39HORIBA BONSAI..................................................................... 38HORNOS PUJOL ..................................................................... 38IMF ......................................................................................... 15IMF DIECASTING ........................................................ PORTADAINALI....................................................................................... 39INSERTEC............................................................................... 40MANGUITOS ARROSI ............................................................... 7MAXON................................................................................... 13MEKATROK ............................................................................ 39METEF..................................................................... CONTRAP. 2MODELOS VIAL ...................................................................... 40MPE ........................................................................................ 36POMETON ............................................................................. 38PROMETAL ............................................................................... 5REZINCLAJE ........................................................................... 36ROSLER ................................................................................. 36SAHA ...................................................................................... 36SEFATEC................................................................................. 37SPECTRO ............................................................................... 39TALLERES ALJU ..................................................................... 40TALLERES DE PLENCIA ......................................................... 36TCT ......................................................................................... 14TROFEC .................................................................................. 36URBAR.................................................................... CONTRAP. 4WHEELABRATOR ................................................................... 39
SERVICIOLECTOR
JUNIO 2009
ENVIAR A:
Núñez de Balboa 37, 3° D - 28001 MADRIDTel.: 915 765 609 - Fax: 915 782 924
✃
MODELOS VIAL, S.L.UTILLAJE PARA FUNDICIÓN
FOUNDRY PATTERNS AND TOOLINGS
MODELOS Y UTILLAJES DE PRECISION POR CAD-CAMMODELOS EN:
Madera, metal, plástico y poliestireno, coquillas de gravedad,coquillas para cajas de machos calientes, placas para cáscara.
Larragana, 15 - 01013 Vitoria/Gasteiz Alava (Spain)Tel.: 945 25 57 88 (3 líneas) - Fax: 945 28 96 32
e-mail: [email protected] Departamento técnico: [email protected]
FUNDIDORES. JUNIO 200940
91229 F-JUNIO 09 N159.qxd 19/6/09 12:08 Página 40


















