Fundamentals of metal working
20
A presentation on FUNDAMENTALS OF METAL WORKING Submitted by: Raghav Saxena 2014PMT5403 Submitted to: Dr. V K Sharma Associate Professor MNIT,Jaipur Department of Metallurgical & Materials Engineering
-
Upload
raghav-saxena -
Category
Engineering
-
view
141 -
download
4
Transcript of Fundamentals of metal working

A presentation on
FUNDAMENTALS OF METAL WORKING
Submitted by:Raghav Saxena2014PMT5403
Submitted to:Dr. V K SharmaAssociate ProfessorMNIT,Jaipur
Department of Metallurgical & Materials Engineering

What is Metal
Working?
Metalworking is the process
of working with metals to
create individual parts,
assemblies, or large-scale
structures.
Useful shapes in metal can be
generated in two basic ways:
By plastic deformation process
i.e. Metal Forming Process (Example- Forging,
Rolling, Extrusion, etc.)
By metal removal or machining process
(Example- Shaping, milling, etc.)
Classification of Metal working
processes on the basis of the type of
forces applied:
Direct compression type processes
Indirect compression processes
Tension type processes
Bending processes
Shearing processes

Direct compression type processes:
Force is applied to the surface of the work piece,
and the metal flows at right angle to the direction
of the compression.
Examples: Forging, Rolling, etc.

Indirect compression processes:
The primarily applied forces are tensile, but the
indirect compressive forces developed by the
reaction of the work piece with the die reach
high values.
Examples: Wire Drawing, Tube Drawing, Extrusion,
Deep Drawing, etc.
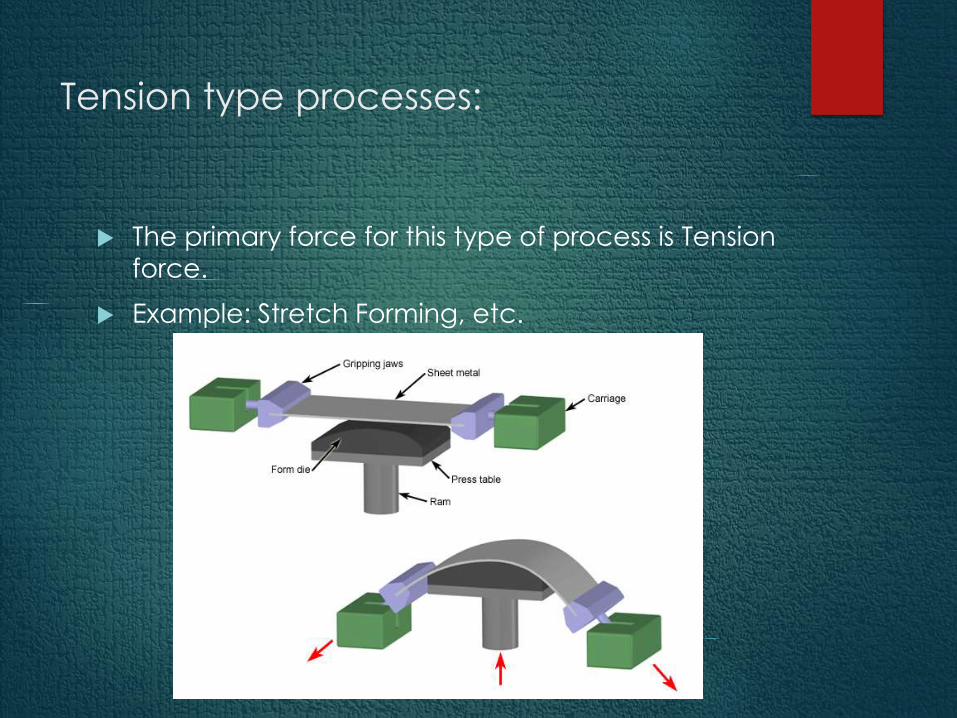
Tension type processes:
The primary force for this type of process is Tension
force.
Example: Stretch Forming, etc.
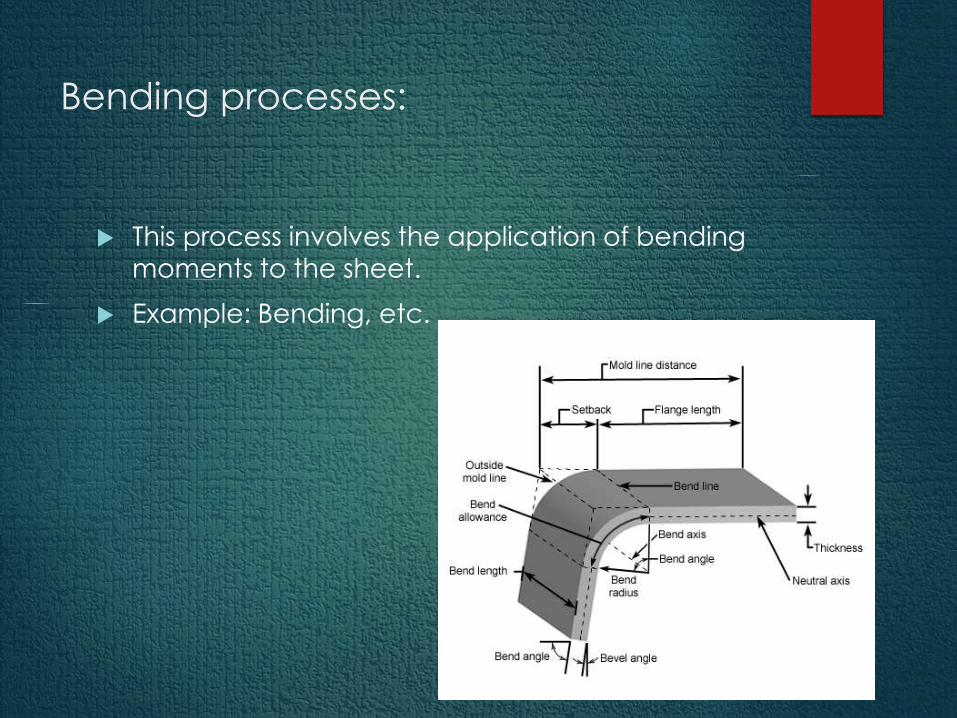
Bending processes:
This process involves the application of bending
moments to the sheet.
Example: Bending, etc.

Shearing processes:
This process involves the application of shearing
forces of sufficient magnitude to rupture the
metal in the plane of shear.
Example: Sheet metal operations like Blanking,
Piercing, etc.
Factors affecting
metal working:
Flow stress
Temperature
Strain Rate
Metallurgical Structure
Friction
Lubrication
Composition

Flow stress:
Flow stress is the true stress acting inside the
material.
It differs from engineering stress as it takes into account the changes in the dimensions of the
work piece.
To accurately predict the forming loads, we need
accurate values of stresses i.e. flow stress.
Flow curve is desirable to be drawn for actual
working conditions as the operations involve large
plastic strains.

Temperature:
On the basis of temperature, forming processes
are classified into Hot-working, Cold-working, &
Warm-working operations.
Hot working of metals is defined as deformation of
metal above recrystallization temperature, so that
recovery processes takes place simultaneously.

Cold Working of metals is defined as working of metals below recrystallization temperature, so that no recovery process is possible.
Warm Working of metals is plastic deformation of metal at temperature above room temperature but below recrystallization temperature.

If a metal is cold worked, its strength increases & ductility decreases with increase in percentage cold worked.
If a metal is hot worked, its strength decreases but ductility increases with increase in annealing temperature.
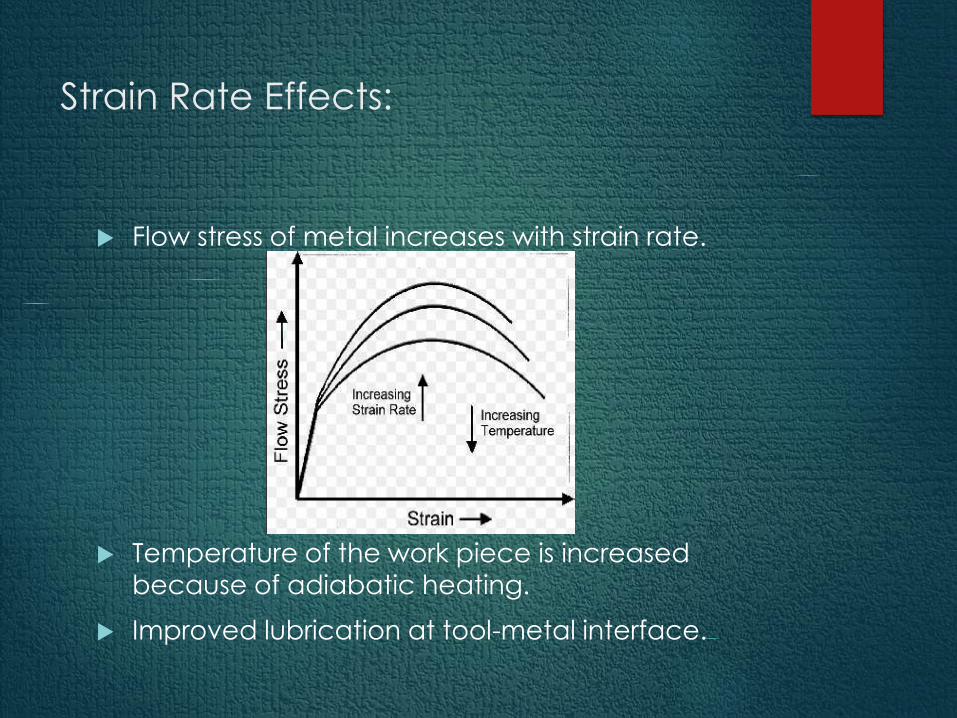
Strain Rate Effects:
Flow stress of metal increases with strain rate.
Temperature of the work piece is increased because of adiabatic heating.
Improved lubrication at tool-metal interface.

Metallurgical Structure:
The presence of preferred orientation causes
anisotropy of mechanical properties.
If the work piece is an alloy, the structure of other phases present inside the alloy may cause
softening or hardening.
Precipitation occurs with time & it changes the
mechanical properties depending upon their
nature.
These alterations in mechanical properties
ultimately changes flow stress.
Friction
Friction is the force resisting the relative motion of
solid surfaces, fluid layers, and material elements
sliding against each other.
It changes the normal pressure distribution over a
work piece & sometimes perform cold welding.
In hot working, sticking friction (where there is no relative motion between work piece & tool) is a
usual case.
Lubrication
Extra forces can be avoided if we use proper
lubrication.
Cold welding & heating is controlled when there exists a lubrication film between the tool-job
interface.
It improves surface finish of the product & thus
saving extra cost for finishing.
Boundary lubricants with extreme pressure (EP)
must be added to the fluid to form a boundary
film at the interface.
Composition:
The dependency of required load & mechanical
properties undoubtedly depends of the
composition of the job.
Metal with different alloying elements shows an
entirely different range of properties.
To attain desired characteristics, proper
composition of work piece must be selected with
minimum amount of impurities.