
FSW .pdf
30
7/16/2019 FSW .pdf http://slidepdf.com/reader/full/fsw-pdf 1/30 FILE: MET 492-082 Week 6 Rev New REVISION DATE: 01 October 2003 PAGE: 1 W. J. Arbegast (605)-394-6924 E-Mail: [email protected] South Dakota School of Mines and Technology AMP SDSM&T Advanced Materials Processing Center Advanced Materials Processing Center Week 6 Friction Stir Joining: Characteristic Defects William J. Arbegast Director, Advanced Materials Processing Center South Dakota School of Mines and Technology Rapid City, South Dakota MET 492-Special Topics Friction Stir Processing October 8, 2003
description
defects
Transcript of FSW .pdf

7/16/2019 FSW .pdf
http://slidepdf.com/reader/full/fsw-pdf 1/30
FILE: MET 492-082 Week 6 Rev New
REVISION DATE: 01 October 2003PAGE: 1
W. J. Arbegast
(605)-394-6924E-Mail: [email protected]
South Dakota School o f Mines and Technology
AMPSDSM&T
Advanced Mater ials Processing Center Advanced Mater ials Processing Center
Week 6
Friction Stir Joining:
Characteristic Defects
William J. Arbegast
Director, Advanced Materials Processing Center
South Dakota School of Mines and Technology
Rapid City, South Dakota
MET 492-Special Topics
Friction Stir Processing
October 8, 2003

7/16/2019 FSW .pdf
http://slidepdf.com/reader/full/fsw-pdf 2/30
FILE: MET 492-082 Week 6 Rev New
REVISION DATE: 01 October 2003PAGE: 2
W. J. Arbegast
(605)-394-6924E-Mail: [email protected]
South Dakota School o f Mines and Technology
AMPSDSM&T
Advanced Mater ials Processing Center Advanced Mater ials Processing Center
Outline
Questions from previous week
Review of Quiz #3
Definition of a Defect
Source of Defects
Defect Types
Effect of Defects on Lap Joint Properties
Short Quiz #4

7/16/2019 FSW .pdf
http://slidepdf.com/reader/full/fsw-pdf 3/30
FILE: MET 492-082 Week 6 Rev New
REVISION DATE: 01 October 2003PAGE: 3
W. J. Arbegast
(605)-394-6924E-Mail: [email protected]
South Dakota School o f Mines and Technology
AMPSDSM&T
Advanced Mater ials Processing Center Advanced Mater ials Processing Center
What Is a Characteristic Defect in a Friction Stir Weld?
• A “ Characteristic Defect” is defined as a Microstructural or
Geometric Anomaly peculiar to a FSW that adversely affects
Form, Fit or Function.
• An “ Indication” is defined as a Microstructural or Geometric
Anomaly that DOES NOT adversely affects Form, Fit or Function
of a friction stir weld- BUT MAY NOT BE DESIRABLE
• A “ Defect” may adversely affect any or all of the following
properties
• Mechanical Properties (Ultimate, Yield, Elongation)
• Dynamic Properties (Fracture and Fatigue)
• Corrosion Resistance• Formabili ty and Ducti lity

7/16/2019 FSW .pdf
http://slidepdf.com/reader/full/fsw-pdf 4/30
FILE: MET 492-082 Week 6 Rev New
REVISION DATE: 01 October 2003PAGE: 4
W. J. Arbegast
(605)-394-6924E-Mail: [email protected]
South Dakota School o f Mines and Technology
AMPSDSM&T
Advanced Mater ials Processing Center Advanced Mater ials Processing Center
What Is a the Source of Defects in a FSW?
• Defects in Friction Stir
Welds are related to
Processing Temperatures,Metal Flow Patterns, and
Joint Geometry
• Both Processing
Temperatures and MetalFlow Patterns are a
Function of Processing
Parameters and Pin Tool
Design
• Joint Geometry is a
function of Fit-up and
Alignment
Begin Tip
Radius
Bottom Of
Tool
DISPLACED DOWN
AND BEHIND
PULLED INTO
FLOW ARM
THREADS ALTERNATELY FILL FROMLEADING THEN FLOW ARM MATERIAL IN
INITIAL INTERLEAVING ZONE
LAMINAR
INTERLEAVING
VORTEX SWIIRL
ZONE
FLOW ARM MATERIAL
PRIMARILY FROM
RETREATING SIDE
ADVANCING SIDE MATERIAL
INTERLEAVES WITH LEADING
SIDE MATERIAL
INITIAL FILL ZONE
VORTEX SWIRL ZONE AROUND PIN RADIUS
SHOWS VERY LITTLE VERTICAL FLOW MOTION
Based on Metallographic analysis of David Braun, LMMSS
Longitudinal View
Upper Material Feeds
Shoulder Zone
Initial Deformation
Zone
Extrusion
Zone
Vortex Swirl
Zone
Pmax
Vf
Shoulder
Zone
Pre- Heat
Zone
Forging
Zone
Initial Deformation
Zone
Extrusion
Zone
Vortex Swirl
Zone
Pmax
Vf Vf
Shoulder
Zone
Pre- Heat
Zone
Forging
Zone
FRONTREAR
t
ht
he
hs
Vf

7/16/2019 FSW .pdf
http://slidepdf.com/reader/full/fsw-pdf 5/30
FILE: MET 492-082 Week 6 Rev New
REVISION DATE: 01 October 2003PAGE: 5
W. J. Arbegast
(605)-394-6924E-Mail: [email protected]
South Dakota School o f Mines and Technology
AMPSDSM&T
Advanced Mater ials Processing Center Advanced Mater ials Processing Center
* Defects in BLUE are easily controlled by RPM and IPM parameters.** Defects in RED are related to penetration (LOP) and seam tracking (LOF).
FSW Processing Maps Can Be Used to
Determine Points of Optimum Metal Flow and
Points of Defect Formation
I P M
RPM
Faying Surface*
Scalloping*
Collapsed Nugget*
Wormhole*
Chip LOF*
Root Flow*
Surface Galling*
Surface LOF*
Ribbon Flash*
COLD
HOT
Lack of Penetration (LOP) **
Lack of Fusion (LOF) **
P r o c e s s
E n v e l o p eOperatingWindow
NominalSchedule
Excessive Indentation**
What are the Types of Defects in a FSW?
• Cold Processing Defects• Wormhole
• “ Chip” Lack of Fill
• Scalloping• Cold Lap (lap joints)
• Hot Processing Defects• Ribbon Flash
• Surface LOF
• Nugget Collapse• Surface Galling
• Faying Surface
• Root Flow Defect
• Sheet Thinning (lap joint)
• Geometry Related Defects• Lack of Penetration (LOP)
• Lack of Fusion (LOF)
• Excessive Indentation

7/16/2019 FSW .pdf
http://slidepdf.com/reader/full/fsw-pdf 6/30
FILE: MET 492-082 Week 6 Rev New
REVISION DATE: 01 October 2003PAGE: 6
W. J. Arbegast
(605)-394-6924E-Mail: [email protected]
South Dakota School o f Mines and Technology
AMPSDSM&T
Advanced Mater ials Processing Center Advanced Mater ials Processing Center
What Is a “ Wormhole” Defect in a FSW?
Description
An advancing side tunnel of inadequately consolidated and
forged material running in thelongitudinal direction.
Cause
Insufficient metal flow into theZone I interleaving area on theadvancing side above the swir lZone IV.
Created by excessive travelspeed (ipm) for givenrotational speed (rpm)
Cold weld
Too low weld pitch
Effect on mechanical properties
Severe wormhole creates areduction in mechanicalproperties
Inadequate fill of Advancing
Side above Swirl Zone
Advancing Side

7/16/2019 FSW .pdf
http://slidepdf.com/reader/full/fsw-pdf 7/30
FILE: MET 492-082 Week 6 Rev New
REVISION DATE: 01 October 2003PAGE: 7
W. J. Arbegast
(605)-394-6924E-Mail: [email protected]
South Dakota School o f Mines and Technology
AMPSDSM&T
Advanced Mater ials Processing Center Advanced Mater ials Processing Center
What Is a “ Chip Lack of Fill” Defect in a FSW?
Description
Similar to wormhole defect.
The void contains small
shards of metal that weresheared off the parent material(chips)
Cause
Insufficient heating results in
shearing and cutting of theparent metal leaving smallshards of metal wi thin thetunnel (wormhole).
Excessively cold weld
Too low weld pitch
Effect on mechanical properties Severe chip LOF creates a
reduction in mechanicalproperties
Advancing Side
Chip or
Shards of
Metal inVoid

7/16/2019 FSW .pdf
http://slidepdf.com/reader/full/fsw-pdf 8/30
FILE: MET 492-082 Week 6 Rev New
REVISION DATE: 01 October 2003PAGE: 8
W. J. Arbegast
(605)-394-6924E-Mail: [email protected]
South Dakota School o f Mines and Technology
AMPSDSM&T
Advanced Mater ials Processing Center Advanced Mater ials Processing Center
What Is a “ Scalloping” Defect in a FSW?
Description
A series of small voids locatedin the advancing side
interleaving Zone I along thelength of the weld.
Cause
Insuffic ient flow and metalforging in the forging zone.
Lower limiting case of thewormhole defect
Moderately cold weld
Insufficient forge pressure
Too low weld pitch
Effect on mechanical properties
Severe scalloping will show areduction in mechanicalproperties
Moderate scalloping may notshow effect on properties
Fracture Surface of Tensile Specimen
Longitudinal View
Welding Direction
Interlayer
Voids

7/16/2019 FSW .pdf
http://slidepdf.com/reader/full/fsw-pdf 9/30
FILE: MET 492-082 Week 6 Rev New
REVISION DATE: 01 October 2003PAGE: 9
W. J. Arbegast
(605)-394-6924E-Mail: [email protected]
South Dakota School o f Mines and Technology
AMPSDSM&T
Advanced Mater ials Processing Center Advanced Mater ials Processing Center
What Is a “ Ribbon Flash” Defect in a FSW?
Description
Excessive expulsion of material on the top surface
leaving a corrugated or ribbon-like effect along the retreatingside
Cause
Excessive forge load or plungedepth
Thickness mismatch betweenadvancing side and retreatingside
Excessively hot weld
Too high weld pitch
Effect on mechanical properties Excessive heating may result
in reduction in properties
Excessive flash may reducefatigue life

7/16/2019 FSW .pdf
http://slidepdf.com/reader/full/fsw-pdf 10/30
FILE: MET 492-082 Week 6 Rev New
REVISION DATE: 01 October 2003PAGE: 10
W. J. Arbegast
(605)-394-6924E-Mail: [email protected]
South Dakota School o f Mines and Technology
AMPSDSM&T
Advanced Mater ials Processing Center Advanced Mater ials Processing Center
What Is a “ Surface Lack of Fill” Defect in a FSW?
Description
A continuous or intermittenttop surface void on the
advancing side
Cause
Insufficient flow arm formationacross top surface
Insufficient forge pressure Improper backside support
Insufficient plunge depth.
Separation of the plates
Effect on mechanical properties Excessive surface lack of fi ll
may result in reduction inproperties
Advancing Side Advancing Side Advancing Side

7/16/2019 FSW .pdf
http://slidepdf.com/reader/full/fsw-pdf 11/30
FILE: MET 492-082 Week 6 Rev New
REVISION DATE: 01 October 2003PAGE: 11
W. J. Arbegast
(605)-394-6924E-Mail: [email protected]
South Dakota School o f Mines and Technology
AMPSDSM&T
Advanced Mater ials Processing Center Advanced Mater ials Processing Center
How Does Pressure Distribution Affect Surface Fill?
Anvil
Pin Diameter Lead Trail
1Anvil
Pin Diameter Lead Trail
2
Pin Diameter
Anvil
Lead Trail
3Anvil
Lead TrailPin Diameter
4
Shoulder Zone/
Flow Arm
Shoulder Zone/
Flow Arm
Retreating SideExtrusion Zone
Advancing SideExtrusion Zone
Swirl / Vortex
Zone
Advancing Retreating Advancing Retreating
Advancing Retreating Advancing Retreating

7/16/2019 FSW .pdf
http://slidepdf.com/reader/full/fsw-pdf 12/30
FILE: MET 492-082 Week 6 Rev New
REVISION DATE: 01 October 2003PAGE: 12
W. J. Arbegast
(605)-394-6924E-Mail: [email protected] Dakota School o f Mines and Technology
AMPSDSM&T
Advanced Mater ials Processing Center Advanced Mater ials Processing Center
How Does Pressure Distribution Affect Surface Fill?
BP BP
NBP NBP
NBP BP
BP NBP
1 2
3 4 NBP = No Back Pressure BP = Back Pressure
Retreating Side
Flow Arm
shoulder affected
zone
Retreating Side
Flow Arm
Shoulder affected
zone
Retreating Side
Extrusion Zone
Material
Retreating Side
Extrusion Zone
Material
Retreating Side
Flow Arm
shoulder affected
zone
Retreating SideExtrusion Zone
Material
Advancing Retreating

7/16/2019 FSW .pdf
http://slidepdf.com/reader/full/fsw-pdf 13/30
FILE: MET 492-082 Week 6 Rev New
REVISION DATE: 01 October 2003PAGE: 13
W. J. Arbegast
(605)-394-6924E-Mail: [email protected] Dakota School o f Mines and Technology
AMPSDSM&T
Advanced Mater ials Processing Center Advanced Mater ials Processing Center
How Does Pressure Distribution Affect Surface Fill?
Retreating
Side Extrusion
Zone Material
Flow Arm
Shoulder
Affected Zone
Swirl orVortex Zone
Beneath Pin
Tip
Cavity on Advancing side to be
filled with shoulder zone and
Advancing Side material
Ripple pitch same as weld
pitch- ie, rpm/ipm
Sample prepared with no
backside pressure on
retreating side
7/16/2019 FSW .pdf
http://slidepdf.com/reader/full/fsw-pdf 14/30
FILE: MET 492-082 Week 6 Rev New
REVISION DATE: 01 October 2003PAGE: 14
W. J. Arbegast
(605)-394-6924E-Mail: [email protected] Dakota School o f Mines and Technology
AMPSDSM&T
Advanced Mater ials Processing Center Advanced Mater ials Processing Center
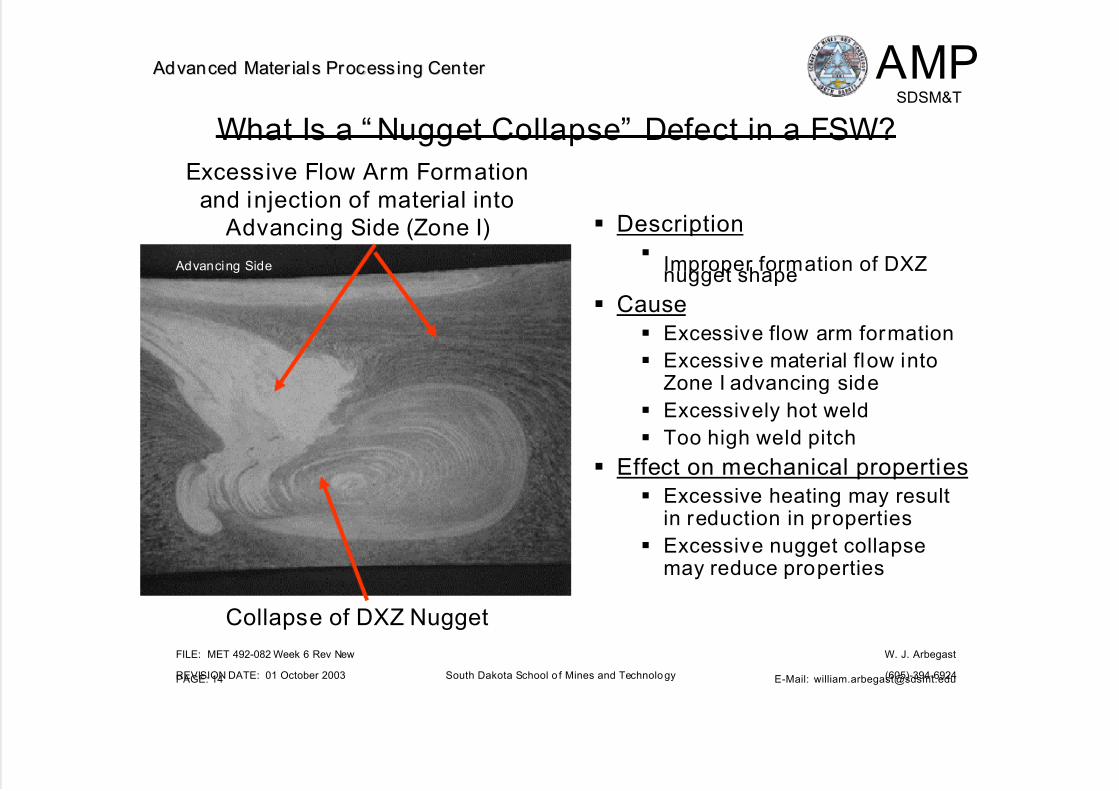
What Is a “ Nugget Collapse” Defect in a FSW?
Description
Improper formation of DXZnugget shape
Cause
Excessive flow arm formation
Excessive material flow intoZone I advancing side
Excessively hot weld
Too high weld pitch
Effect on mechanical properties
Excessive heating may resultin reduction in properties
Excessive nugget collapsemay reduce properties
Excessive Flow Arm Formation
and injection of material into
Advancing Side (Zone I)
Collapse of DXZ Nugget
Advancing Side

7/16/2019 FSW .pdf
http://slidepdf.com/reader/full/fsw-pdf 15/30
FILE: MET 492-082 Week 6 Rev New
REVISION DATE: 01 October 2003PAGE: 15
W. J. Arbegast
(605)-394-6924E-Mail: [email protected] Dakota School o f Mines and Technology
AMPSDSM&T
Advanced Mater ials Processing Center Advanced Mater ials Processing Center
What Is a “ Surface Galling” Defect in a FSW?
Description
Galling and tearing of themetal on the top surface of theweld beneath the pin tool
Cause
Sticking of metal to pin tool
Excessively hot weld
Too high weld pitch
Effect on mechanical properties
Severe surface gall ing mayreduce mechanical properties

7/16/2019 FSW .pdf
http://slidepdf.com/reader/full/fsw-pdf 16/30
FILE: MET 492-082 Week 6 Rev New
REVISION DATE: 01 October 2003PAGE: 16
W. J. Arbegast
(605)-394-6924E-Mail: [email protected] Dakota School o f Mines and Technology
AMPSDSM&T
Advanced Mater ials Processing Center Advanced Mater ials Processing Center
What Is a “ Faying Surface” Defect in a FSW?
Description
Discontinuous / continuousline of second phase particles
@ the location remnant of theoriginal faying surface
Cause
Original joint faying surfacenot broken up during FSW
Excessively hot weld
Too high weld pitch
Contamination of fayingsurface.
Improper seam tracking (toofar offset to advancing side)
Effect on mechanical properties Excessive faying surface
defect may result in reductionin properties1000X

7/16/2019 FSW .pdf
http://slidepdf.com/reader/full/fsw-pdf 17/30
FILE: MET 492-082 Week 6 Rev New
REVISION DATE: 01 October 2003PAGE: 17
W. J. Arbegast
(605)-394-6924E-Mail: [email protected] Dakota School o f Mines and Technology
AMPSDSM&T
Advanced Mater ials Processing Center Advanced Mater ials Processing Center
What Is the Point of Divergence?
Faying Surface is Contained
Within Thread Extrusion Zone
And is Consumed
Vf
w CL
ADVANCING
RETREATINGExtrusion Zone
Initial DeformationZone
Xdc2 r s
Vf
w CL
ADVANCING
RETREATINGExtrusion Zone
Initial DeformationZone
Xdc2 r s
Faying Surface is at Periphery
of Thread Extrusion Zone and is
Partially Broken Up
POD POD
The Point of Divergence (POD) is that point within the Initial Deformation
Zone ahead of the pin tool where the original Faying Surface begins to
transition around the pin tool
Too Hot
A Point of Divergence (POD) too far ahead of the pin tool results in the
faying surface defect

7/16/2019 FSW .pdf
http://slidepdf.com/reader/full/fsw-pdf 18/30
FILE: MET 492-082 Week 6 Rev New
REVISION DATE: 01 October 2003
PAGE: 18
W. J. Arbegast
(605)-394-6924
E-Mail: [email protected]
South Dakota School o f Mines and Technology
AMPSDSM&T
Advanced Mater ials Processing Center Advanced Mater ials Processing Center
What Is a “ Root Flow” Defect in a FSW?
Description
Chevron shaped f low patternsvisible on backside (root)
surface Cause
Excessive metal flow withinswir l zone beneath pin tip(Zone IV) and “ breakout” of flow patterns to back surface
Excessive pin length
Improper pin tip radius
Excessively hot weld
Too high weld pitch
Effect on mechanical properties
Excessive Root Flow Defectmay result in reduction inproperties
320 Demo Panel4.5X
Advancing Side Standard 320 Tool
0.320” 2195 (Root Flow)
Advancing Side
MP-1-M24.5X0.250” 2195 (Root Flow)
Flat Nosed Tool
Bottom
View of
Weld
Good
Root
Structure
Root
FlowDefect

7/16/2019 FSW .pdf
http://slidepdf.com/reader/full/fsw-pdf 19/30
FILE: MET 492-082 Week 6 Rev New
REVISION DATE: 01 October 2003
PAGE: 19
W. J. Arbegast
(605)-394-6924
E-Mail: [email protected]
South Dakota School o f Mines and Technology
AMPSDSM&T
Advanced Mater ials Processing Center Advanced Mater ials Processing Center
What Is a “ Lack of Penetration” Defect in a FSW?
Description
Remnant of or iginal fayingsurface on root side of weld
beneath DXZ Cause
Inadequate recrystallization of Swirl Zone IV on back surface
Insuffic ient metal flow in SwirlZone (IV)
Inadequate pin length
Improper pin tip radius
Cold weld
Too low weld pitch
Effect on mechanical properties
Excessive Lack of PenetrationDefect may result in reductionin properties
LOP
Faying
SurfaceRemnant
DXZ
Insuff icient Nugget Penetration

7/16/2019 FSW .pdf
http://slidepdf.com/reader/full/fsw-pdf 20/30
FILE: MET 492-082 Week 6 Rev New
REVISION DATE: 01 October 2003
PAGE: 20
W. J. Arbegast
(605)-394-6924
E-Mail: [email protected]
South Dakota School o f Mines and Technology
AMPSDSM&T
Advanced Mater ials Processing Center Advanced Mater ials Processing Center
LOF
What Is a “ Lack of Fusion” Defect in a FSW?
Description
Remnant of or iginal fayingsurface on root side of weld
beneath DXZ
Cause
Improper seam tracking
Weld seam is missed and
consequently one portion of aweld joint is not fused to anadjacent portion of a weld joint
Effect on mechanical properties
Excessive Lack of Fusion
Defect may result in reductionin properties
Faying
Surface
Remnant
DXZ
Sufficient Nugget Penetration but
Joint is Missed

7/16/2019 FSW .pdf
http://slidepdf.com/reader/full/fsw-pdf 21/30
FILE: MET 492-082 Week 6 Rev New
REVISION DATE: 01 October 2003
PAGE: 21
W. J. Arbegast
(605)-394-6924
E-Mail: [email protected]
South Dakota School o f Mines and Technology
AMPSDSM&T
Advanced Mater ials Processing Center Advanced Mater ials Processing Center
What are the Defects in a FSW Lap Joint?
Lap welds have two additional defect types in addition to thoseobserved in butt joints
SHEET THINNING DEFECT
COLD LAP DEFECT
Cold Lap Defect
Effective Shear Area
Retreating
Sheet Thinning Defect
Advancing
50x or iginal
Cold Lap Defect
Advancing
Effective
Shear Area
Sheet Thinning Defect
Retreating
Faying
Surface

7/16/2019 FSW .pdf
http://slidepdf.com/reader/full/fsw-pdf 22/30
FILE: MET 492-082 Week 6 Rev New
REVISION DATE: 01 October 2003
PAGE: 22
W. J. Arbegast
(605)-394-6924
E-Mail: [email protected]
South Dakota School o f Mines and Technology
AMPSDSM&T
Advanced Mater ials Processing Center Advanced Mater ials Processing Center
200X
TMZ DXZ
Sheet
Thinning
Defect
200X
TMZ DXZ
Sheet
Thinning
Defect
What is a Lap Joint Sheet Thinning (ST) Defect?
Description
Up-turning (or down-turning)of original joint line faying
surface resulting in reduct ionof sheet thickness in a lapweld
Cause
Hot processing parameterssetting up excessive vertical
flow patterns Faying surface is “ pulled” up
or down in the TMZ as a resultof these flow patterns
Effect on mechanical properties
Increasing the Sheet Thinning(ST) defect may decreases thelap shear strength
Increasing the ST defectreduces fatigue life
Advancing Side
Joint Line/
Faying
Surface
Top Sheet
Bottom Sheet

7/16/2019 FSW .pdf
http://slidepdf.com/reader/full/fsw-pdf 23/30
FILE: MET 492-082 Week 6 Rev New
REVISION DATE: 01 October 2003
PAGE: 23
W. J. Arbegast
(605)-394-6924
E-Mail: [email protected]
South Dakota School o f Mines and Technology
AMPSDSM&T
Advanced Mater ials Processing Center Advanced Mater ials Processing Center
What is a Lap Joint Cold Lap Defect (CLD)?
Description
A “ Dragging” of the original joint line into the DXZ on the
retreating side without mixingor consolidation
Cause
Cold processing parametersresulting in inadequate verticalmixing within DXZ
Faying surface is “ pulled”around pin and into the DXZ asa result of these flow patterns
Effect on mechanical properties
Increasing the Cold Lap Defect
(CLD) may reduces the lapshear strength
Retreating Side
Joint Line/
Faying
Surface
Top Sheet
Bottom Sheet

7/16/2019 FSW .pdf
http://slidepdf.com/reader/full/fsw-pdf 24/30
FILE: MET 492-082 Week 6 Rev New
REVISION DATE: 01 October 2003
PAGE: 24
W. J. Arbegast
(605)-394-6924
E-Mail: [email protected]
South Dakota School o f Mines and Technology
AMPSDSM&T
Advanced Mater ials Processing Center Advanced Mater ials Processing Center
What is a the Effective Shear Area (ESA)? Description
The effective Shear Area is that area where the faying surface in a lap joint isCONSUMED AND CONSOLIDATED to produce a SOUND JOINT
It is the remaining area within the DXZ when the Cold Lap Defect (CLD) is
subtracted from the width of the DXZ along the original joint line
Effect on mechanical properties
The Effective Shear Area (ESA) is that area that carries the load dur ing a lapshear test of a lap joint
Increasing the ESA increases the lap shear strength of a joint
50x or iginal
Cold Lap Defect
Advancing
Effective
Shear Area
Sheet Thinning Defect
Retreating

7/16/2019 FSW .pdf
http://slidepdf.com/reader/full/fsw-pdf 25/30
FILE: MET 492-082 Week 6 Rev New
REVISION DATE: 01 October 2003
PAGE: 25
W. J. Arbegast
(605)-394-6924
E-Mail: [email protected]
South Dakota School o f Mines and Technology
AMPSDSM&T
Advanced Mater ials Processing Center Advanced Mater ials Processing Center
How Do Processing Parameters Affect ST and CLD? The Sheet Thinning and Cold Lap Defect are “ Competing” defects
HOT welds INCREASE Sheet Thinning and DECREASE Cold LapDefect
COLD welds DECREASE Sheet Thinning and INCREASE Cold LapDefect
50 x
EffectiveShear Area
Sheet
Thinning
Cold Lap DefectLeading
5.0 x
Leading
FSW Direction
0.080”Sheet
50 x
EffectiveShear Area
Sheet
Thinning
Cold Lap DefectLeading
5.0 x
Leading
FSW DirectionFSW Direction
0.080”Sheet
Advancing
50 x
EffectiveShear Area
Sheet
Thinning
Cold Lap DefectLeading
5.0 x
Leading
FSW Direction
0.080”Sheet
50 x
EffectiveShear Area
Sheet
Thinning
Cold Lap DefectLeading
5.0 x
Leading
FSW DirectionFSW Direction
0.080”Sheet
Advancing

7/16/2019 FSW .pdf
http://slidepdf.com/reader/full/fsw-pdf 26/30
FILE: MET 492-082 Week 6 Rev New
REVISION DATE: 01 October 2003
PAGE: 26
W. J. Arbegast
(605)-394-6924
E-Mail: [email protected]
South Dakota School o f Mines and Technology
AMPSDSM&T
Advanced Mater ials Processing Center Advanced Mater ials Processing Center
How Do ST and CLD Affect Joint Strength? By controlling the direction of welding, the ST Defect can be
“ included” (Type I Joint) or “ excluded” (Type II Joint) from the loadpath in a lap shear test.
Type I
Sheet Thinning in Load PathCold Lap Defect
Effective Shear AreaFSW Direction
Pin Tool Rotation
Free Edge on Trailing Side+ST: reduce str ength
-ST: no effect on strength
Sheet Thinning in Load PathCold Lap Defect
Effective Shear AreaFSW DirectionFSW Direction
Pin Tool Rotation
Free Edge on Trailing Side+ST: reduce str ength
-ST: no effect on strength
Type II
Free Edge on Leading Side
+ST: no effect on strength
-ST: reduce strength
Cold Lap Defect in Load Path
Type II
Free Edge on Leading Side
+ST: no effect on strength
-ST: reduce strength
Cold Lap Defect in Load Path

7/16/2019 FSW .pdf
http://slidepdf.com/reader/full/fsw-pdf 27/30
FILE: MET 492-082 Week 6 Rev New
REVISION DATE: 01 October 2003
PAGE: 27
W. J. Arbegast
(605)-394-6924
E-Mail: [email protected]
South Dakota School o f Mines and Technology
AMPSDSM&T
Advanced Mater ials Processing Center Advanced Mater ials Processing Center
How Do ST and CLD Affect Joint Strength? Lap Shear Strengths is generally higher for Type II Joints
0
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
0.050 / 0.050 0.050 / 0.063 0.063 / 0.063 0.050 / 0.080 0.063 / 0.080 0.080 / 0.080
Welded Thickness (top / bottom sheet - in ches)
Load
(lbs)
Type II
Type I
CCW Pin Tool Rotation
Type II - Free Edge on Leading Side
Type I - Free Edge on Trailin g Side
Lap Shear Strength (pounds per inch of weld) for varioussheet thickness combinations- 2024 aluminum

7/16/2019 FSW .pdf
http://slidepdf.com/reader/full/fsw-pdf 28/30
FILE: MET 492-082 Week 6 Rev New
REVISION DATE: 01 October 2003
PAGE: 28
W. J. Arbegast
(605)-394-6924
E-Mail: [email protected]
South Dakota School o f Mines and Technology
AMPSDSM&T
Advanced Mater ials Processing Center Advanced Mater ials Processing Center
How Do ST and CLD Affect Fatigue Life? Placing the Sheet Thinning Defect in the Load Path can reduce fatigue
life for lap joint tests and “ peel” tests
y =5089x-0.179
R2
=0.997
y =5389.9x-0.1793
R2
=0.9999
0
200
400
600
800
1000
1200
1400
1600
1000 10000 100000 1000000
Cycles
L o a d ( l b s )
Type II
Type I
CCW Pin Tool Rotation
Type II - Free Edge on Leading Side
Type I - Free Edge on Trailing Side
y =528.71x-0.1944
R2
=0.9988
y =737.12x-0.2699
R2
=0.9515
0
50
100
150
200
250
100 1000 10000 100000 1000000
Number of Cycles to Failure
L o a d ( l b s )
Type IV
Type III
Type IV
FSW Direction
Type III
Fatigue Propert ies for 0.080” /0.080” 2024 aluminum
Friction Stir Lap Welds

7/16/2019 FSW .pdf
http://slidepdf.com/reader/full/fsw-pdf 29/30
FILE: MET 492-082 Week 6 Rev New
REVISION DATE: 01 October 2003
PAGE: 29
W. J. Arbegast
(605)-394-6924
E-Mail: [email protected]
South Dakota School o f Mines and Technology
AMPSDSM&T
Advanced Mater ials Processing Center Advanced Mater ials Processing Center
Summary
Defects in Frict ion Stir Welds are primarily related to Metal
Flow Patterns
Pin Tool Design and Joint Geometry can also induce
defects
Cold Welds can show defects unique to cold processing
parameters
Hot Welds have defect unique to hot processingparameters
Lap Joints have two additional defects over those seen in
butt joints (ST and CLD defects)
A defect is NOT A DEFECT UNLESS it adversely affectsFORM, FIT, or FUNCTION

7/16/2019 FSW .pdf
http://slidepdf.com/reader/full/fsw-pdf 30/30
FILE: MET 492-082 Week 6 Rev New
REVISION DATE: 01 October 2003
PAGE: 30
W. J. Arbegast
(605)-394-6924
E-Mail: [email protected]
South Dakota School o f Mines and Technology
AMPSDSM&T
Advanced Mater ials Processing Center Advanced Mater ials Processing Center
References
W.J. Arbegast, E.R. Coletta and Z. Li, "Characterization of
Friction Stir Weld Defect Types" , presented at the TMS 2001
Annual Spring Meeting, New Orleans, LA, February 11-15,
2001


















