Fruit powder
41
Fruit Powders PREETI BIRWAL PH.D (DE) ICAR-NDRI
-
Upload
preeti-birwal -
Category
Food
-
view
269 -
download
1
Transcript of Fruit powder

Fruit Powders
PREETI BIRWAL
PH.D (DE)
ICAR-NDRI
Introduction
The popularity of fruits may be attributed to consumer perception oftheir health benefits.
In the case of fruit juices, many consumers are now looking for healthyalternatives to the traditional carbonated beverages.
Fruits are rich in dietary fibre as well as phytonutrients, especiallyantioxidants, and have no cholesterol.
The availability in the market of natural fruit juices derived from freshfruits is a welcome alternative
Fruits are important sources of vitamins and carbohydrates. They arenaturally sweet and low in calories. Different fruits contain different typeof vitamins, so it is important to have a variety of fruits.
Fruits are the important intake of our daily diet life. There is no cause ofside effect by fruits because it provides necessary vitamins to our body.The vitamins are important to humans for providing energy to awayfrom various kinds of sickness
Fruit Powder
The powder can be used as an ingredient for cooking food or as a
flavoring agent in some products. Its advantages consist of
(a) a long shelf life at ambient temperature due to low water
activity,
(b) low logistic expenditures due to little weight and volume, and
(c) vast multi disciplinary uses.
One of the widely spread methods of preserving such products
consists in drying both fruits and berries as well as organization of
production of various kinds of the new products in a form ofpowders either from juices and extracts ( totally soluble) or powders
obtained from whole fruits including cellular tissue and other
components of fruits which undergo processing to two directions are:
I- production of soluble fruit-dairy powders by spray drying;
2- production of fruit and vegetable powders by convective
drying.
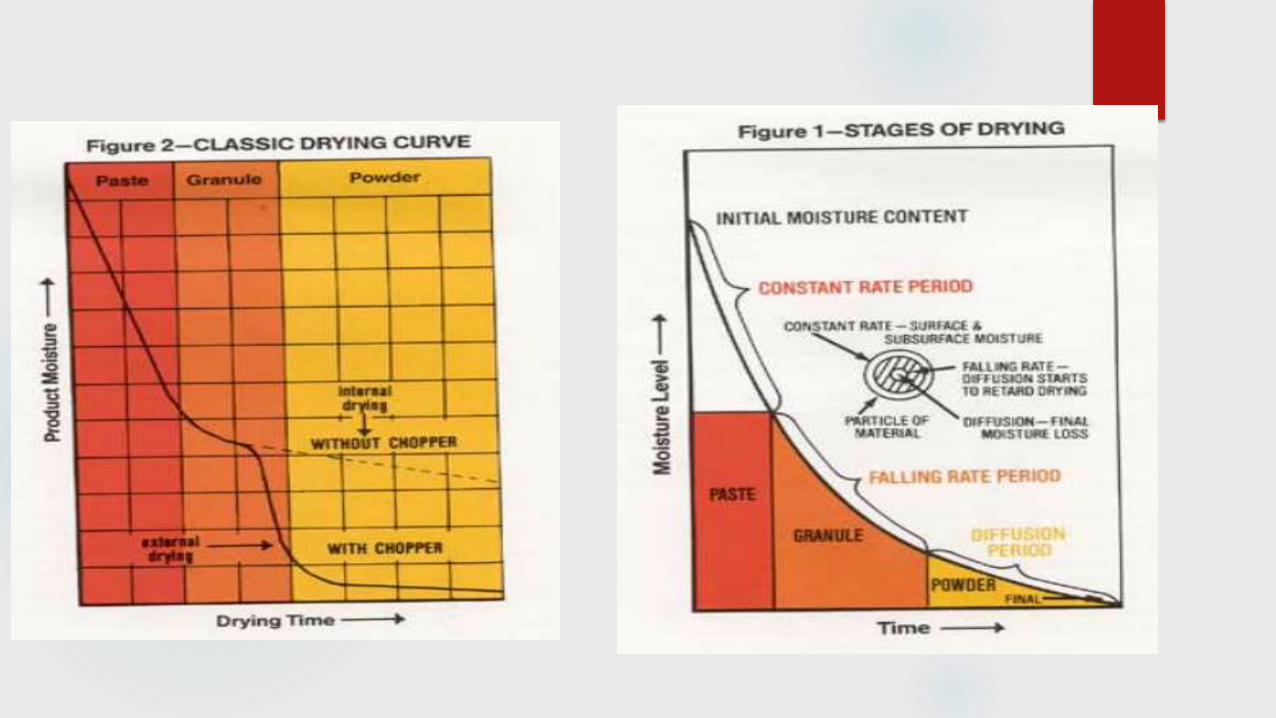
The drying of pure (without any additives) juices from fruits is quite Complex. It is determined primarily by the thermoplastic properties of the drying material as well as the considerably hygroscopic nature of the powder-like product.
Chemical composition of juices is very complex too, approx. 90% of dry substances in juices and purees made up of hydrocarbons: monosaccharides (glucose, fructose), disaccharides (saccharose) and polysaccharides.
To the nutrient substances are added hydrocarbons, nitrogen containing substances, organic acids, plyphenol substances, vitamins etc. Under the influence of temperature and air oxygen inside the spray drying chamber various complicated transformations of component substances may take place which reveal themselves in changing of color and decrease of the nutrient quality.
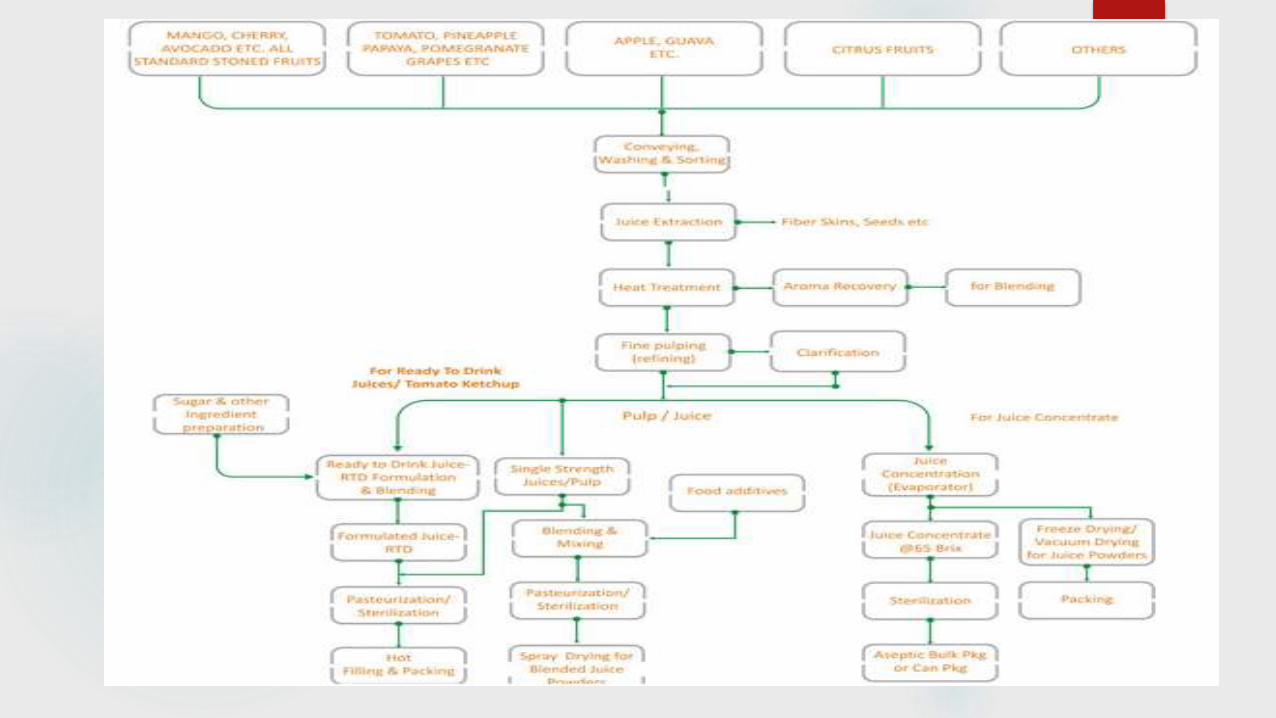
Steps
Sorting
Grading
Cleaning
Sulphating
Alkaline dip
Blanking
Juice extraction
Clarification
Filtration
Juice concentration
Drying
Drying
Drum Drying
Spray Drying
Freeze Drying
Microwave and dielectric Drying
Spouted Bed Drying
Pneumatic and Flash Drying
Superheated Steam Drying
Fluidization Bed drying
Foam Drying
Rotary
Belt and Tunnel Drying
Fruits and Vegetables
Fruit puree( Grapes, apple,
cherry)
Grape juice
Lime juice
Pear juice
Pineapple juice
Mango juice
Orange juice
Citrus juices
Blueberry juice
Beetroot juice
Carrot juice
Passion fruit juice
Acerola juice
Coconut juice
Other vegetable juices
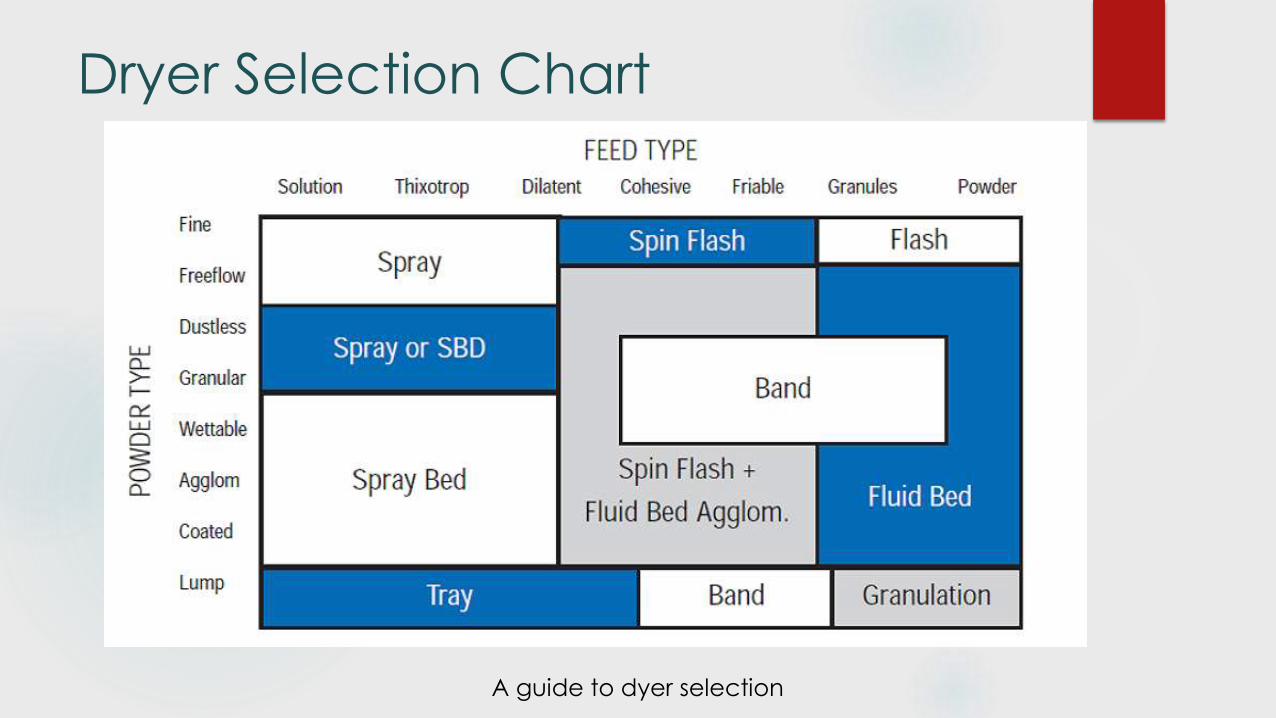
Dryer Selection Chart
A guide to dyer selection
FORMULATION AND EVALUATION OF A POWDER
Production of powder by drum dryer using maltodextrin and Arabic
gum as adjuncts
MD were preferred in facet of appearance, color, and overall liking,
while those with AG were favored in their aroma and taste.
Micro-encapsulated powders
Sugar-rich products
Fruit powder is just one step past drying fruit, too; after a brief
conditioning phase, all you have to do is pulverize it. For best color, taste and texture, use the freshest, ripest fruit available.

Powder characteristics
Bulk density
Particle morphology
Angle of repose
Wettability
Dispersion
Solubility
Moisture content
Free flowing
Fine
Dustless
Granules
Agglomerated
Lumps
Hygroscopic
Hydrophobic
Thermoplastic
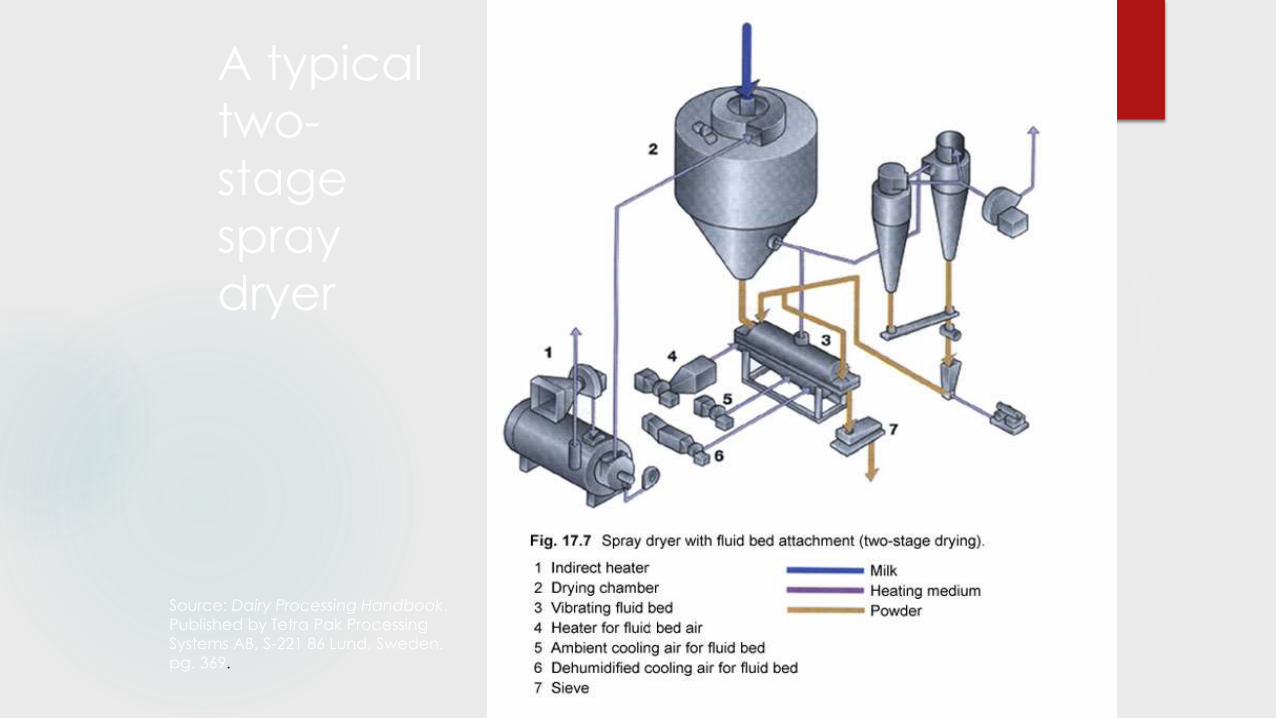
A typical
two-
stage
spray
dryer
Source: Dairy Processing Handbook.
Published by Tetra Pak Processing
Systems AB, S-221 86 Lund, Sweden.
pg. 369.
Operating conditions
Electricity heater heated inlet air until 80-200°C.
when outlet air temperature was in the range of 100-110°C.
Rotary atomizer with 25000-rpm speed.
Cyclone with effective diameter 10 cm separated the air-powder
mix.
The ambient air ambient temperature is about 20-25°C and relative
humidity of 35-45%.
0.5-0.8 g cm3 density.
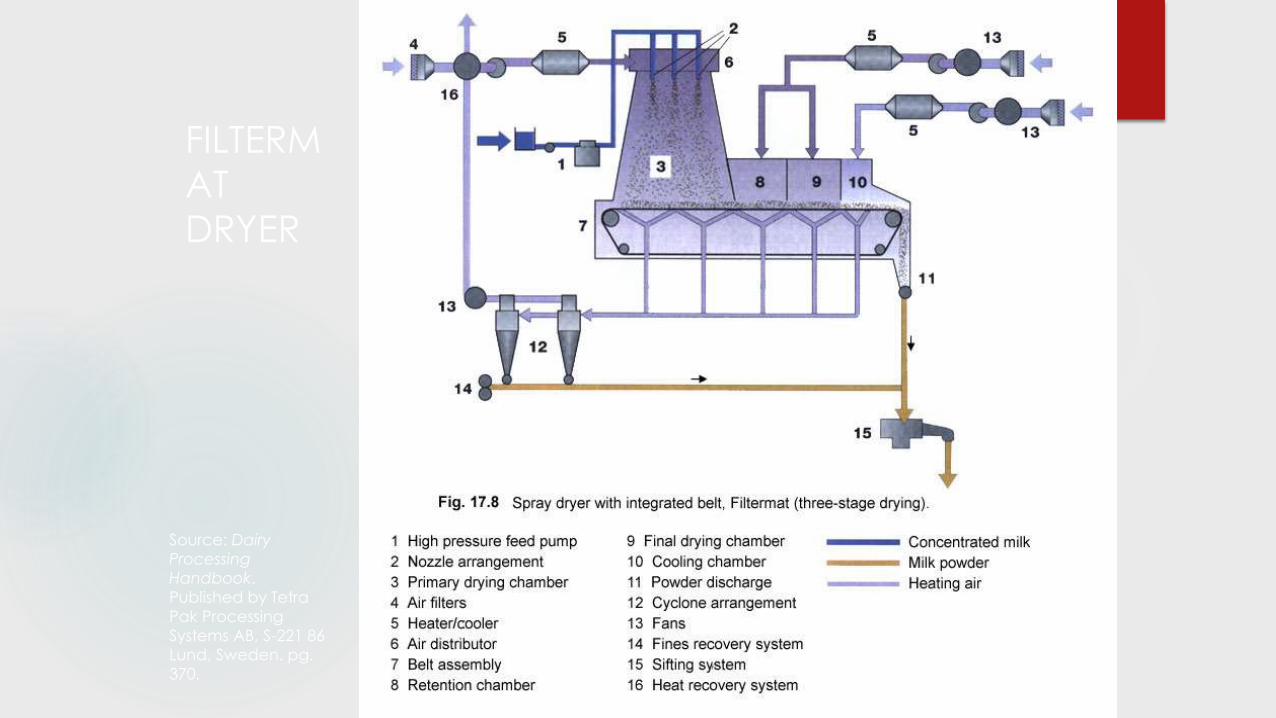
Source: Dairy
Processing
Handbook.
Published by Tetra
Pak Processing
Systems AB, S-221 86
Lund, Sweden. pg.
370.
FILTERM
AT
DRYER
Factors Affecting Powder Properties
Inlet temperature
Powder properties such as moisture content, bulk density, particle size,
hygroscopicity and morphology were affected by inlet temperature.
It was found that at a constant feed flow rate, increasing the inlet air
temperature reduced the residual moisture content.
Increased temperature caused the reduction in bulk density. An
increase in the inlet air temperature often results in a rapid formation of
dried layer on the droplet surface and particle size and it causes the
skinning over or casehardening on the droplets at the higher
temperatures. This leads to the formation of vapor-impermeable films
on the droplet surface, followed by the formation of vapor bubbles
and, consequently the droplet expansion increase of drying air
temperature generally causes the decrease in bulk, particle density
and provides the greater tendency to the particles to hollow
higher inlet air temperature leads to the production of larger
particles and causes the higher swelling.
The higher drying temperature is lower the moisture content and
increase its hygroscopicity (its capacity to absorb ambient
moisture). This is related to the water concentration gradient
between the product and the surrounding air, which is great for the
less moist powder.
On the other hand, the increase of inlet air temperature has
reduced the yield and it might be caused by melting of the powder
and cohesion wall and therefore the amount of powder production
and yield was reduced
When the inlet air temperature was low, the particles showed a
shriveled surface, while increasing drying temperatures resulted in a
larger number of particles with smooth surface.
Air flow rate
The increased residence time led to the greater degree of moisture
removal.
As a result, an increase of the drying air flow rate, decrease theresidence time of the product in the drying chamber and it leads to
have higher moisture contents.
In addition, the effect of drying air flow rate of powder bulk density
depends on its effect on moisture content due to the sticky nature
of the product.
Atomizer speed
The residual moisture content was decreased when increasing the
atomizer speed.
At higher atomizer speed, the smaller droplets were produced and more moisture was evaporated resulting from an increased contact
surface.
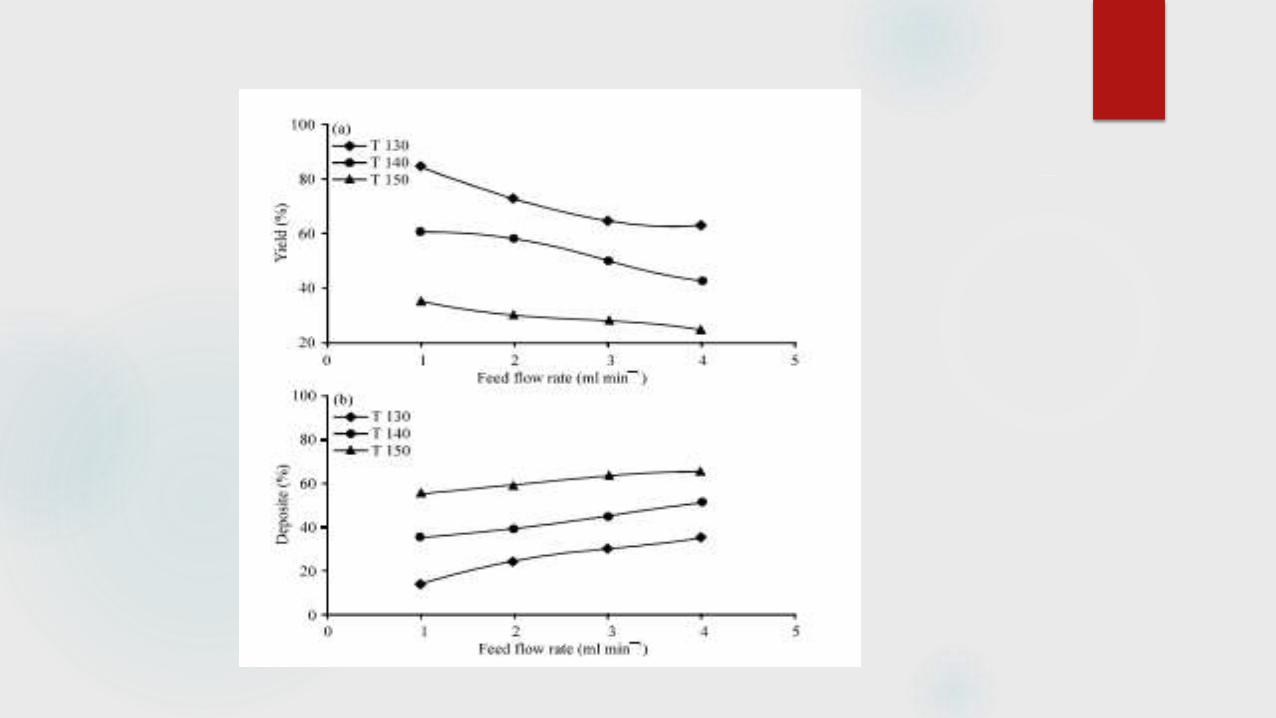
Feed flow rates
Higher flow rates imply in a shorter contact time between the feed
and drying air and making the heat transfer less efficient and thus
caused the lower water evaporation.
The higher feed flow rate showed a negative effect on process yield
and that was resulting the decreased heat, mass transfer and the
lower process yield. In addition, when higher feed rates were used,
a dripping inside the main chamber was observed, when the
mixture was passed straight to the chamber and that was not
atomized and finally resulting the lower process yield.
Type of carrier agent
The result showed that the higher the maltodextrin dextrose
equivalent (DE) causes higher the moisture content in the powder.
This probably due to the chemical structure of high-DE maltodextrins, which have a high number of ramifications with
hydrophilic groups, and thus can easily bind to water molecules
from the ambient air during powder handling after the spray drying.
Additionally, higher maltodextrin DE caused the increase in bulk
density in the powder due to its stickiness.
The higher maltodextrin DE was produced the lower glass transition
temperature and it lower the elevation of the Tg in fruit pulp-maltodextrin mixture
The result was revealed that the particles produced with
maltodextrin 10DE showed the lowest moisture adsorption rate,
while the samples were produced with maltodextrin 20DE and gum Arabic had more hygroscopic and with faster water adsorption and
the lower moisture in the powders
The different type of carrier agent was having the variance in
powder solubility
Problems
Some researchers claimed that drying of fruit juice could producethe fruit powder that reconstituted rapidly to a fine productresembling the original juice.
Nonetheless, there are some difficulties in drying the fruit juice withhigh sugar content due to their thermoplasticity and hygroscopicityat high temperatues and humidity levels causing their packagingand utilization in trouble
These characteristics are attributed to low molecular weight sugarssuch as fructose, glucose and sucrose and organic acids such ascitric, malic and tartaric that are the major solids in fruit juices
The low glass transition temperature (Tg), high hydroscopy, lowmelting point, and high water solubility of these solids lead to highlysticky or rubbery product when dried
Natural hygroscopic and thermoplastic property physical properties
of fruit juice aided to drying.
These of fruit juice is the basis problem in transport and agent materials include corn syrup; natural gums, sucrose, handling of fruit
juice powder produced in spray malt dextrin etc…caused powder
production and prevent dryer agent materials include corn syrup;
natural gums, sucrose, malt dextrin
The drum drying parameters such as
drying temperature,
Feed rate,
rotation speed,
feed concentration, and
surrounding air condition
are influential to the attributes of drum-dried food such as particle size,
bulk density, moisture content, and solubility
Stickiness issues during spray drying
• Stickiness on the drier wall (spray drying)
• Wet and plastic appearance
• Agglomeration and clumping in packing container
• Operational problems
• Losses
Sticky
product
Hot air
Non-sticky
product
Products exhibiting stickiness during drying
• Products with high amount of sugars or organic
acids
– Fruit juices/pieces/purees/leathers
– Honey
– Molasses
– Whey (acid or sweet)
– High DE maltodextrins (DE>30)
– Pure sugars- glucose, sucrose, fructose
– High acid foods
• High fat foods
Major factors causing stickiness
• High hygroscopicity
• High solubility
• Low melting point temperature
• Low glass transition temperature
(related to thermoplasticity)
What is a glass transition?
– Amorphous
• non-aligned molecular structure
• very hygroscopic
• go through glass transition
• predominant in dried food
– Crystalline
• aligned molecular structure
• non hygroscopic
• no glass transition
Physical states of dried solid materials
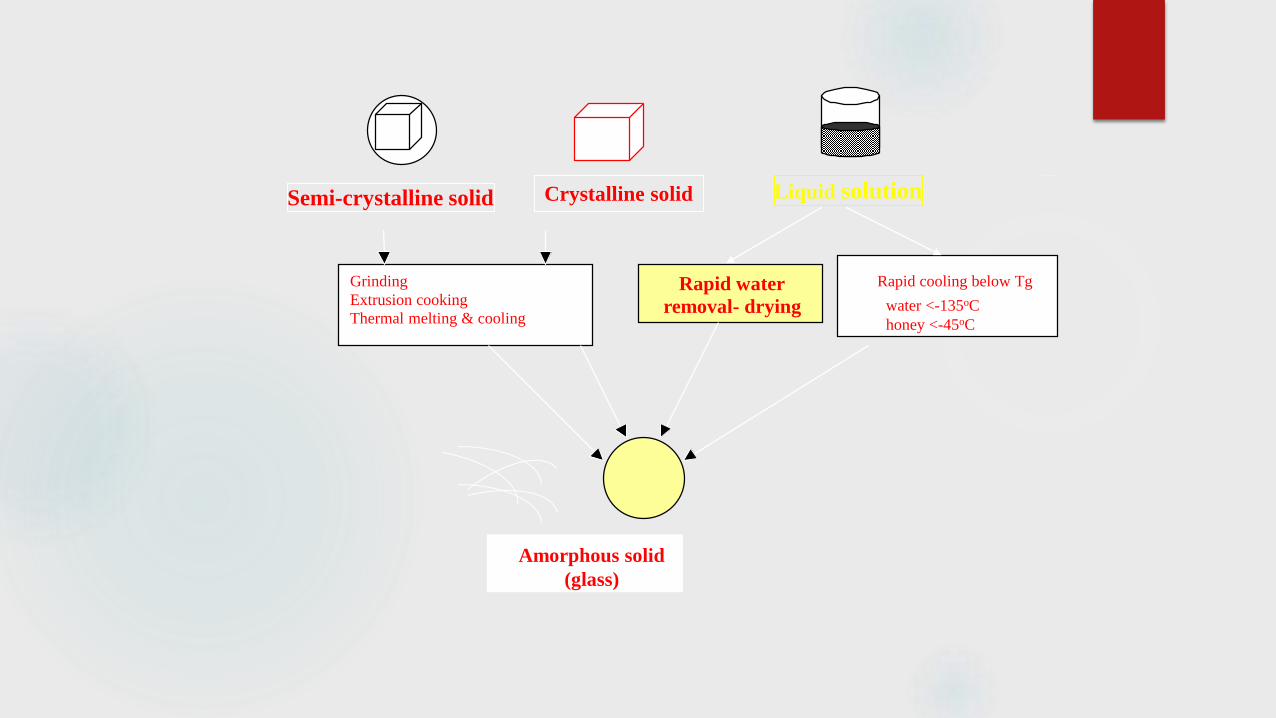
Semi-crystalline solid Liquid solution
Grinding
Extrusion cooking
Thermal melting & cooling
Rapid water
removal- drying
Rapid cooling below Tg
water <-135oC
honey <-45oC
Amorphous solid
(glass)
Crystalline solid
Solid Liquid
Glass transition
Stickiness
Property of an amorphous solid

_______________________________________________________
Food materials Tg (oC)abc
_______________________________________________________
Fructose 14
Glucose 31
Galactose 32
Sucrose 62
Maltose 87
Lactose 101
Citric acid 6
Tartaric acid 18
Malic acid -21
Lactic acid -60
Maltodextrins
DEd
36 (MW=550) 100
DE 25 (MW=720) 121
DE 20 (MW=900) 141
DE 10 (MW=1800) 160
DE 5 (MW=3600) 188
Starch 243e
Ice-cream f -34.3
Honeyg -42 to -51
Glass transition temperature of various food materials
Spray drying of sticky product
some guideline
• Drying below the glass transition temperature (often
not feasible)
• Mild drying temperature conditions
• Increasing the Tg by adding high molecular weight
materials (such as maltodextrins)- a predictive
approach needed according to the composition
• Immediate cooling of the product below its Tg
• Appropriate drier design to suit the sticky product
The thermoplasticity and hygroscopicity troubles occurring in drying the fruit
juice with high sugar content can be overcome by adding some drying carriers such as maltodextrin (MD) and Arabic gum (AG).
These drying adjuncts are high molecular weight compounds that have high
Tg , accordingly, they can raise the Tg Value of feed and the subsequent
powder.
MD is the most popular in spray drying due to its physical properties such as
high water solubility; while, AG is recommended
For fruit juice drying due to its emulsification properties and ease of dissolution
in water.
MD consists of b-D-glucose units linked mainly by glycosidic bonds and are
typically classified by their dextrose equivalent (DE).
MD could improve the stability of fruit powder with high sugar content
because it reduced the stickiness and agglomeration problems during storage.
Dust Prevention
Dust generation can lead to a number of problems for food powders.
These can be summarised as follows:
(i) Health problems, in particular allergy problems;
(ii) (ii) contamination and plant hygiene issues due to dust settling and
sticking onto equipment; and (iii) fire/explosion hazards.
(iii) Sensors for measuring carbon-monoxide have been developed
and are already industrially implemented in the dairy industry
Changes during Storage
Loss of vitamins
Loss of natural pigments
Browning reaction and rill of sulphrous groups
Oxidative degradation and flavor loss
Texture and reconstitute ability
Glass transition point
Microbiological hazard