Friction
5
MAY 2009 44 Friction stir welding (FSW) is a rela- tively new joining process that has exhib- ited many advantages over traditional arc welding processes, including greatly re- ducing distortion and eliminating solidi- fication defects. Because melting does not occur and joining takes place below the melting temperature of the material, a very-high-quality weld can be created with low heat input, minimal distortion, no filler material, and no fumes. Friction stir welding is also highly efficient and more environmentally friendly than traditional welding methods. For the pipeline industry in particular, FSW is advantageous because, compared to conventional fusion welding processes such as arc and laser beam welding, FSW is highly energy efficient, with reduction in energy usage of 60 to 80% not uncom- mon. Friction stir welding offers better weld quality because it is immune to the welding defects caused by solidification in fusion welding. It offers high weld joint strength, is a highly productive method of welding, and can join dissimilar materials and composites. Until recently, applications for FSW have been limited mostly to aluminum and other low-melting alloys, and because FSW equipment is not inherently portable, it was not applicable for on-site construction of large and complex struc- tures such as pipelines, bridges, and re- finery vessels. Recent technology break- throughs in tool composition and technol- ogy, however, have increased FSW’s join- ing capability to include high-strength steels and other high-melting-tempera- ture materials. Also, portable equipment Friction Stir Process Now Welds Steel Pipe JEFFREY DEFALCO ([email protected]) is business manager, Welding Automation, ESAB Welding & Cutting Systems, Florence, S.C. RUSSELL STEEL ([email protected]) is product manager, Smith MegaDiamond Inc., Provo, Utah. BY JEFFREY DEFALCO AND RUSSELL STEEL The process offers tremendous advantages in productivity and cost savings for the pipeline industry Fig. 1 — A friction stir pipe weld in process.
-
Upload
rojasluisc9330 -
Category
Documents
-
view
10 -
download
0
Transcript of Friction

MAY 200944
Friction stir welding (FSW) is a rela-tively new joining process that has exhib-ited many advantages over traditional arcwelding processes, including greatly re-ducing distortion and eliminating solidi-fication defects. Because melting does notoccur and joining takes place below themelting temperature of the material, avery-high-quality weld can be created withlow heat input, minimal distortion, nofiller material, and no fumes. Friction stirwelding is also highly efficient and moreenvironmentally friendly than traditionalwelding methods.
For the pipeline industry in particular,FSW is advantageous because, comparedto conventional fusion welding processessuch as arc and laser beam welding, FSWis highly energy efficient, with reductionin energy usage of 60 to 80% not uncom-
mon. Friction stir welding offers betterweld quality because it is immune to thewelding defects caused by solidificationin fusion welding. It offers high weld jointstrength, is a highly productive method ofwelding, and can join dissimilar materialsand composites.
Until recently, applications for FSWhave been limited mostly to aluminumand other low-melting alloys, and becauseFSW equipment is not inherentlyportable, it was not applicable for on-siteconstruction of large and complex struc-tures such as pipelines, bridges, and re-finery vessels. Recent technology break-throughs in tool composition and technol-ogy, however, have increased FSW’s join-ing capability to include high-strengthsteels and other high-melting-tempera-ture materials. Also, portable equipment
Friction Stir ProcessNow Welds Steel Pipe
JEFFREY DEFALCO ([email protected]) is business manager, Welding Automation,ESAB Welding & Cutting Systems, Florence, S.C. RUSSELL STEEL ([email protected])is product manager, Smith MegaDiamond Inc., Provo, Utah.
BY JEFFREY DEFALCO AND RUSSELL STEEL
The process offerstremendous
advantages inproductivity
and cost savingsfor the pipeline
industry
Fig. 1 — A friction stir pipe weld in process.
Defalco Feature May 09:Layout 1 4/8/09 4:54 PM Page 44

45WELDING JOURNAL
specific to FSW orbital welding can nowperform girth welds in the field. This fur-ther enables this useful technology to beapplied for pipe welding.
Friction stir welding of ferrous alloysis particularly useful in production envi-ronments where welding repair and directcosts are high. From a mechanical capa-bility standpoint, FSW of up to 1⁄2 in. (12.7mm) maximum on steels is very repeat-able, and development is currently under-way to expand this capability up to 3⁄4 in.(19 mm). The world currently has an esti-mated 6200 miles (10,000 km) of onshorepipelines used to transport oil and gas,with capital expenditure estimated as ex-ceeding $16 billion. More than half of theworld’s undeveloped hydrocarbon re-serves are remote from potential users,and very large pipelines, up to 56 in. (1.42 m) diameter are required to trans-port the fuel to market. The weldingprocess used to make the site girth weldshas a significant bearing on the total costof the pipeline. FSW offers significant costimprovements over the current practiceof using mechanized or automated gasmetal arc welding (GMAW) processes.
The FSW process is relatively easy tocontrol in the presence of adverse envi-ronmental conditions, and the weld pa-rameters are robust. Because it is capableof single-pass welds, FSW saves time andreduces the pipeline welding logistics con-siderably. This equipment can also be op-erated by a nonwelder, which can savelabor cost but, more importantly, ad-dresses the current shortage of qualifiedwelders.
The Friction Stir WeldProcess
The FSW process was patented in 1991by The Welding Institute (TWI) for use withlow-melting-temperature materials such asaluminum, brass, and copper. FSW is asolid-state welding process in which a non-consumable tool is rotated along the inter-face between two materials to be joined.The tool consists of a protruding pin, whichis plunged into the workpieces, and a largerconcentric “shoulder” that is maintainedon the surface of the joint. The concave sur-face of the shoulder produces a mixture offrictional heating and forging pressure.Frictional heating created by the shoulderand pin rotation in contact with the basematerial produces a local plasticized regionaround the tool. As the tool moves alongthe weld joint, the plasticized material isdisplaced. Under the heat and forging pres-sure of the tool, a fully consolidated metal-lurgical bond is produced — Figs. 1, 2.
Welding parameters for FSW consistof the travel speed of the tool with respectto the base material, the rotational speedof the tool, and the forging pressure ap-
plied by the tool. These parameters aregoverned by the tool geometry (i.e., shoul-der and pin diameter), mechanical prop-erties of the material to be joined (i.e.,flow stress), and material thickness.
The process was originally limited tolow-melting-temperature materials be-cause initial tool materials could not holdup to the stress of “stirring” higher tem-perature materials such as steels, stainlesssteels, and nickel-based alloys. This prob-lem was recently solved with the introduc-tion of new tool material technology usingvery hard materials such as polycrystallinecubic boron nitride (PCBN), tungsten rhe-nium, and ceramics. The use of a liquid-cooled tool holder and telemetry systemhas further refined the process and capa-bility — Fig. 3.
Tool materials required for FSW ofhigh-melting-temperature materials re-quires high “hot” hardness for abrasionresistance, along with chemical stabilityand adequate toughness at temperature.Material developments are advancing rap-idly in different tool materials, each ma-terial having specific advantages for dif-ferent applications. Shown in Fig. 4 aretool profiles of a 6-mm pin tool before andafter more than 100 ft of friction stir weld-ing in A36 steel. Little tool wear is pres-ent, without tool fracture or cracking.
During the FSW process, microstruc-turally distinct regions are characterizedmuch like those found in arc welds. Theseinclude the following (Fig. 5): A) the un-affected base material, B) heat-affectedzone (HAZ), C) thermal mechanically af-fected zone (TMAZ), and D) the stir zone(SZ) or weld nugget. The SZ consists of
fine equiaxed grains. Recrystallization hasoccurred in order to relieve the highamount of plastic strain introduced by theFSW process. Adjacent to the SZ are theTMAZ and HAZ regions. The TMAZ isdistinguished by an elongated plasticallydeformed grain structure. The HAZ, justas in an arc weld, is the region that has ex-perienced an elevated thermal cycle buthas not undergone any deformation.
An advancing and retreating side ofthe weld occurs with FSW. The side of theweld in which the tool rotation and thetravel direction is in the same direction isconsidered the advancing side. The sideof the weld in which the tool rotation isopposite to the travel direction is consid-ered the retreating side. Distinct mi-crostructural features are present in these
Fig. 2 — Examples of friction stir welds.
Fig. 3 — An example of the latest tool, toolholder, and telemetry system technology.
Defalco Feature May 09:Layout 1 4/8/09 4:55 PM Page 45

MAY 200946
areas depending upon the material beingjoined, FSW tool geometries, and thewelding parameters. Also, because of im-pinging heat and mechanical variationsbetween the advancing and retreatingsides, different alloys can be joined together.
Weld Characteristics inFSW Steel Applications
Friction stir welding produces a refinedmicrostructure compared to that of theoriginal base metal. Materials such as stain-less steels and nickel-based alloys exhibit afine equiaxed grain structure on the orderof 5–10 μm. This is typically the case withferritic steels as well; however, ferritic steelsundergo an allotropic phase transforma-tion, and the resulting as-welded mi-crostructure is quite unique and not fullyunderstood. These microstructures are de-pendent upon the welding parameters se-lected. Excellent welds have been producedin API Grades X65, X80, and X100, alongwith traditionally unweldable L80 steels.Stringent pipeline qualifications requiremechanical testing along with impact test-ing for specified toughness. Further tests,including crack tip opening displacement(CTOD), are required for strain-based
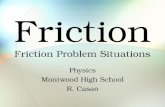
pipeline design. API Grade X65 steel 1⁄4-in.-thick girth welds have shown excellent me-chanical properties, including overmatchedweld and HAZ, and Charpy impact prop-erties with significant improvements usingFSW — Fig. 6.
Excellent CTOD tests have been re-ported in various API grades of steel withweld nuggets showing significantly highervalues that that of the base metal, whilesome reports have shown unsatisfactoryresults while exhibiting high Charpy im-pact values. As the FSW technology de-velops for pipeline applications, a firm un-derstanding of the effects of steel chem-istry, welding parameters, and tool designis required for field implementation.
Traditionally nonweldable API GradeL80 used for well casings has also shownexcellent weld properties with mechani-cal properties equivalent to the base metaland maintaining 21% elongation throughthe weld.
For example, in welding trials of APIGrade X80 steel, a single weld pass wasmade at partial penetration due to the smallamount of material available. Weld pene-tration was 0.187 in. (5 mm) of the full 0.787in. (20 mm) thickness. The material exhib-ited excellent weldability, producing fullyconsolidated welds under parameters of550 rev/min and 4 in. (100 mm)/min.
Advantages of High-Melting-Temperature FSW
The low heat input and lack of solidi-fication defects in the weld provide fric-tion stir welding with a number of impor-tant advantages over fusion welding.These include the following:
1. No filler metal is used, providing sig-nificant cost savings in materials
2. The process can be fully automated3. The energy input is efficient as all
heating occurs at the tool/workpiece interface
4. Minimum postweld inspection is re-quired due to the solid-state nature andextreme repeatability of FSW
5. Depending on the target alloy, FSWis tolerant to interface gaps and requireslittle preweld preparation
6. No weld spatter needs to be removed7. The postweld surface finish can be
exceptionally smooth with very little to noflash
8. No solidification-related cracking,porosity, or oxygen contamination occurs
9. Little or no distortion is found in thebase metal
10. No operator protection is requiredas there are no harmful emissions
11. Weld mechanical and fatigue prop-erties are improved
12. The joint can be joined in a singlepass
In addition, FSW offers these advan-tages over traditional welding methods inpipelines:
1. Single-pass welds reduce time andmoney related to weld schedules, consum-ables, and propensity of weld failures.
2. Lower consumable costs. New FSWtool material and geometry designs prom-ise even longer tool life than currentlypromised.
3. Friction stir welding is a repro-ducible, machine tool welding process
Fig. 4 — A new 6-mm pin tool (left) and one shown after more than 100 ft of weld in A36 steel.
Fig. 5 — Microstructural regions of a friction stir weld: A — Unaffected base metal; B —heat-affected zone (HAZ); C — thermal mechanically affected zone (TMAZ); D — stir zone(SZ).
Defalco Feature May 09:Layout 1 4/13/09 7:39 AM Page 46

47WELDING JOURNAL
where wire chemistry and power supplyvariances are not issues.
4. Does not require direct involve-ment/supervision, nor does the operatorneed to be a skilled welder.
5. Very low degrees of distortion, lead-ing to greater precision in assembly andreduced rectification.
6. Reduce number of welding stationsdue to faster completion rates.
7. Fewer weld parameters to monitor,making it less cumbersome in the field.
8. All-position welding facilitating or-bital or other out-of-position scenarios.
9. Has been used on many associativegrades of steel up to API 5L-X100.
10. Significant economic advantagesover current GMAW practices.
11. Able to perform full circumferen-tial welds without stopping. Start and stopoverlap quality is very high quality as theprocess will weld over itself.
12. Able to operate in the wide tem-perature swings inherent to global fieldoperation without special modificationsto the equipment.
13. Very low energy consumption,mostly related to driving the welding spindle
14. Promises to greatly reduce weld-related rework by further reducing fielddefects.
Beyond the Linear Weld
Until recently, FSW has been typicallyutilized in linear butt and lap joint config-urations. To make this technology appli-cable for on-site applications, such aspipeline welding, a portable, rotating ma-chine needed to be developed. In additionto the advantages mentioned earlier, FSWon pipe can be completed in a single out-of-position pass that is not affected bygravity. Load data and process parame-ters developed on flat plate were used tofacilitate the design of rotary pipe weld-ing fixtures and operation parameters.
This portable pipe welding machinewas designed to be a field-ready, stand-alone machine that was capable of fric-tion stir welding stationary pipe typical ofthat found in the assembly of a pipeline.This machine was designed to producesingle-pass, complete joint penetrationwelds on 12 in. (305 mm) ID pipe with awall thickness up to 0.5 in. (13 mm). Themachine is designed to weld butt joints inpipe segments using a spindle head thattraverses the joint with the FSW tool onthe outside while an expandable mandrelsupports the backside of the weld on theinside of the pipe.
In a typical linear weld, as welding oc-curs, specific loads act on the FSW tool.These consist of the force that opposes thetravel direction of the weld (X axis load)and the force acting against the tool shoul-
Fig. 6 — Results of Charpy V-notch tests on 1⁄4-in.-thick API Grade X65 steel.
Fig. 7 — An operator sets up the orbital FSW machine.
En
erg
y, J
Defalco Feature May 09:Layout 1 4/8/09 4:56 PM Page 47

der (Z axis load). The tool depth into theplate is controlled through the Z axis load,which can be set to a specific value depend-ing upon the tool design and material thick-ness. The X axis loads were monitored atvarious welding parameters on typical hor-izontal welds to establish important designcriteria such as load capacities, tool holderconcentricity requirements, tool offset pa-rameters, and rigidity requirements of thesystem. This information was then extrap-olated to suit a rotary application.
As one would expect, the portable or-bital welding machine adds a W-axis todrive the spindle and FSW head assem-blies circumferentially around the pipe.A clamping fixture clamps and holds thetwo segments of pipe together for butt-joint welding — Fig. 7. To provide the in-ternal pipe support to prevent wall col-lapse due to the high pressures exerted bythe FSW process, an internal, expandableanvil was designed.
An inherent problem with FSW is thepresence of an extract hole after the weldis completed. On linear joints such as inplate, a run-off tab is often used. This tabis removed after the weld is completed.The same solution was used for removingthe exit hole for pipe welding. For a fullcircumferential weld, a run-off tab was fix-tured over a joined portion of the pipe
near the starting point of the weld afterthe weld had begun. The joint consists ofthe weld overlapping at the beginning andthen moving off-axis on a run-off tab tocomplete the weld. After the weld is com-pleted, the entire assembly unclamps forremoval from the finished weld joint.
The FSW pipe machine is designed tofunction in a field environment and requiresonly one operator — Fig. 7. Additional peo-ple may be required to attach, detach, andmove the machine to the next joint. Thisbasic machine design can also be config-ured to weld pipe in a vertical position andfor a variety of diameters. It can also beused for bead welds. Large-diameter pipescan also be retrofitted for multiple weldingheads for increased productivity.
Technology Development
Friction stir welding is a technology inconstant development. This technologybecomes more and more attractive as thetool technology allows for thicker sectionwelding. Currently the thickness is lim-ited, but single-pass welding of API gradesof steel is being developed for thicknessesup to 1 in. Tool designs needed for weld-ing tubular geometries are more complexthan those used for linear welding and thecontrol systems needed require a higher
level of sophistication, such as control al-gorithms that vary parameters to main-tain a specific tool temperature.
Trends in pipe development havemoved toward the development of higher-strength steels for use in pipelines. Thesenew high-strength grades provide cost sav-ings; however, they also introduce diffi-culties in welding while using conventionalwelding methods. Although FSW hasmany advantages over its fusion weldingcounterparts, careful parameter develop-ment is needed to understand the essen-tial variables that are required for frictionstir welding in these special grades of steel.
SummaryFriction stir welding of out-of-position
welds such as that involved for pipe weld-ing offers tremendous advantages in pro-ductivity and cost savings for the pipelineindustry. This disruptive technology has thepotential to significantly alter the way thisindustry does business in the comingdecades.◆
Acknowledgments
The authors want to acknowledge thesupport provided by Dr. Zhili Feng of OakRidge National Laboratory by his provid-ing the Charpy V-Notch results for X65.
MAY 200948
Defalco Feature May 09:Layout 1 4/13/09 7:51 AM Page 48