Forecasting Energy Savings Using Activated Sludge
49
Design & Engineering Services Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04 Report Prepared for: Southern California Edison July 2007
Transcript of Forecasting Energy Savings Using Activated Sludge

Design & Engineering Services
Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04 Report
Prepared for: Southern California Edison
July 2007

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
Southern California Edison Design & Engineering Services July 2007
Acknowledgements
Southern California Edison’s Design & Engineering Services (DES) group is responsible for this project. It was developed as part of Southern California Edison’s Emerging Technology program under internal project number ET 06.04. This project was conducted by SCE project manager Roger Sung Ph.D., P.E. with overall guidance and management from Emerging Technologies Program Manager Henry Lau. For more information on this project, contact [email protected].
Disclaimer
This report was prepared for Southern California Edison (SCE) and funded by California utility customers under the auspices of the California Public Utilities Commission. Reproduction or distribution of the whole or any part of the contents of this document without the express written permission of SCE is prohibited. This work was performed with reasonable care and in accordance with professional standards. However, neither SCE nor any entity performing the work pursuant to SCE’s authority make any warranty or representation, expressed or implied, with regard to this report, the merchantability or fitness for a particular purpose of the results of the work, or any analyses, or conclusions contained in this report. The results reflected in the work are generally representative of operating conditions; however, the results in any other situation may vary depending upon particular operating conditions.

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
ABBREVIATIONS AND ACRONYMS BNR Biological nutrient removal
BOD Biological oxygen demand
cfm Cubic feet per minute
DO Dissolved oxygen concentration
E Average energy saving, percentage
ei Energy saving for the same hour
Ej Average saving for specified measurement points, percentage
ki Energy savings determined
kWh Kilowatt hour
MGD Million gallons a day
MLSSdaily Error caused by the fact that MLSS of a grab sample is not equal to daily average
MLSS Mixed liquor suspended solids concentration
MOV Most opened valve
Ni Relative blower load, percentage of maximum
NO2 Nitrite concentration in the activated sludge effluent
NO3 Nitrate concentration in the activated sludge effluent
P1 Pressure when constant pressure strategy is used
P2 Pressure when MOV strategy is used
Qi Hourly airflow usage, cfm
Qj Average 24 hour airflow for each of drop leg.
RAS Return activated sludge
RASSS Return activated sludge suspended solids
RASSSdaily Error caused by the fact that RASSS of a grab sample is not equal to daily average
Southern California Edison Page i Design & Engineering Services July 2007

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
SCE Southern California Edison
SRT Solids retention time, sometimes, also referred to as sludge age
SRTave True SRT
SRTcalc Calculated SRT
TSS Total suspended solids
TVSS Total volatile suspended solids
Southern California Edison Page ii Design & Engineering Services July 2007

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
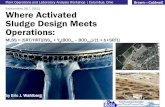
FIGURES Figure 1. Minimum Required Dissolved Oxygen Concentration to
Achieve Flocculation and Proper Settling in a fully mixed aeration tank ...................................................6
Figure 2. Energy Savings Achieved By Optimization Of DO Setpoint ...................................................................7
Figure 3. Energy Savings Achieved By DO Optimization Described In Example 1 ..............................................9
Figure 4. Effect Of Dissolved Oxygen Concentration Change On Energy Saving at t=200C ..........................................11
Figure 5. Effect Of Dissolved Oxygen Concentration Change On Energy Saving at t=250C ..........................................11
Figure 6. Example Of Measuring Diagram For An Aeration Tank With Three-Drop Legs...............................................12
Figure 7. Effect of Diurnal Flow and Influent Strength Amplitudes on Energy Saving Achieved by DO Control...16
Figure 8. Energy Reduction Achieved By DO Control Described In Example 4 ..............................................................18
Figure 9. Energy Savings Achieved By Implementation Of MOV Strategy At Systems Equipped With Centrifugal Blowers ..................................................................20
Figure 10. Energy Savings Achieved By Implementation Of MOV Strategy At Systems Equipped With Centrifugal Blowers Described In Example 2-5. ............................22
Figure 11. Effect Of (SRT Average/SRT Calculated) On Ratio Of (DO Required/DO Setpoint) When DO Setpoint=1 mg/l .24
Figure 12. Effect Of (SRT Average/SRT Calculated) On Ratio Of (DO Required/DO Setpoint) When DO Setpoint =2 mg/l. .....................................................................24
Figure 13 . Effect of (SRT average/SRT calculated) on ratio of (DO required/DO setpoint) when DO setpoint =3 mg/l.........25
Figure 14. Relative Solids Concentration Error At Constant RAS Flow.......................................................................26
Figure 15. DO/DO Setpoint Under Conditions Described In Example 7 ...........................................................................27
Figure 16. Energy Savings Calculated For Conditions Described In Example 3.1............................................................28
Figure 17. Typical Effect of Dissolved Oxygen Concentration on Ratio Between Actual and Maximum Bacteria Growth Rate.......................................................................34
Southern California Edison Page iii Design & Engineering Services July 2007

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
Figure 18. Required Relationship Between SRT and DO in a Complete-Mix Reactor to Maintain Good Sludge Settleability ............................................................36
TABLES Table 1. Factors Limiting Sludge Age Increase................................5
Table 2. Minimum Required Dissolved Oxygen Concentration To Achieve Flocculation And Proper Settling ......................6
Table 3. Flow And DO Readings Over 24 Hours for example 2.1 ......13
Table 4. Calculation of Hourly Energy Savings To Be Achieved By DO control automation ( example 2.1) ......................14
Table 5. Individual Energy Savings Achieved By DO Control Automation for example 2.2 ......................................14
Table 6. Total Energy Savings in example 2.2 ...............................15
Southern California Edison Page iv Design & Engineering Services July 2007

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
EQUATIONS Equation 1. Percent of Energy Savings Achieved By Automation of
DO Control In One Part of the Aeration Tank................12
Equation 2. Average Energy For The Plant Achieved By Automation Of DO Control..........................................................13
Equation 3. Energy Savings Achieved By DO Control A New Wastewater Treatment Plant......................................17
Equation 4. Energy Savings For Rotary Lube Blowers Achieved By Implementation Of The MOV Strategy .....................20
Equation 5. Weighted Average Of Energy Savings Achieved By Implementation Of The MOV Strategy.........................21
Equation 6. SRTave/SRTcalc For Constant RAS Flow Control Strategy .................................................................25
Equation 7. Effect of SRT on DO setpoint for conventional activated sludge plants. ............................................29
Equation 8. Energy Saving Achieved by Eliminating Undesirable Nitrification .............................................................29
Equation 9. Relationship between Food-to-Mass Ratio and Solids Retention Time ........................................................34
Equation 10. Aeration Requirements ...........................................37
Equation 11. Actual Oxygen Transfer Rate ...................................37
Equation 12. Standard Oxygen Transfer Rate ................................37
Equation 13. Energy Savings Achieved by Reduction of Dissolved Oxygen Concentration ..............................................38
Southern California Edison Page v Design & Engineering Services July 2007

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
CONTENTS EXECUTIVE SUMMARY __________________________________________________ 1
INTRODUCTION _______________________________________________________ 3
BRIEF DESCRIPTION OF AN ACTIVATED SLUDGE PROCESS _______________________ 4
SRT AND DO SETPOINTS OPTIMIZATION ____________________________________ 5
Sludge Age (SRT) Setpoint Selection Considerations....................5
DO Concentration Setpoint Selection Considerations....................5
Calculating Energy Saving Achieved By DO And SRT Setpoints Optimization...........................................................................................7
Background......................................................................7 Methodology For Forecasting Energy Savings Achieved By
DO And SRT Setpoints Optimization ................................8
CALCULATION OF ENERGY SAVINGS ACHIEVED BY DO CONTROL AUTOMATION ____ 10
Calculation Of Energy Savings Achieved By DO Control At An Existing Facility ...............................................................10
Background....................................................................10 Methodology for Forecasting Energy Savings Achieved by
DO Automation at an Existing Facility ............................12
Calculation Of Energy Savings Achieved By DO Control At A New Plant 15
Background....................................................................15 Methodology For Forecasting Energy Savings Achieved By
DO Automation At A New Facility ..................................17
Calculation Of Energy Savings Achieved by Implementation of the Most Open Valve Strategy .....................................................19
Background....................................................................19 Methodology Of Calculating Energy Savings Achieved By
Implementing The MOV Strategy ..................................21
Forecasting of Energy Savings Achieved by Automating Solids Retention Time (SRT) Control ................................................23
Forecasting Of Energy Savings Achieved by Automating SRT Control at the Nitrification and BNR Plants ...............................23
Background....................................................................23 Methodology of Forecasting Energy Savings Achieved by
Implementing Automatic Sludge Age Control at the Nitrification and BNR Plants .........................................26
Southern California Edison Page vi Design & Engineering Services July 2007

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
Forecasting of Energy Savings Achieved by Automating Solids Retention Time Control at the Conventional Activated Sludge Plant ........................................................................28
Background....................................................................28 Methodology of Calculating Energy Savings Achieved by
Implementation of Automatic Sludge Age Control............29
REQUIRED SOFTWARE AND HARDWARE FOR IMPLEMENTATION SETPOINT OPTIMIZATION, SRT AND DO CONTROL AUTOMATION ________________________ 31
APPENDIX A - ACTIVATED SLUDGE PROCESS _______________________________ 33
Typical configurations of activated sludge reactors (i.e., aeration tanks) ..........................................................33
Activated Sludge Process Parameters and Its Effect on System Performance...................................................33
Activated Sludge Process Parameters and It Effect on Energy Usage ............................................................37
APPENDIX B - GRAPHICAL APPROACH TO FORECASTING ENERGY SAVINGS ACHIEVED BY SRT AND DO OPTIMIZATION______________________ 38
APPENDIX C - GRAPHICAL APPROACH TO FORECASTING ENERGY SAVINGS ACHIEVED BY AUTOMATIC DO CONTROL______________________ 40
Southern California Edison Page vii Design & Engineering Services July 2007

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
Southern California Edison Page 1 Design & Engineering Services July 2007
EXECUTIVE SUMMARY Activated sludge is a secondary treatment process for sewage and industrial wastewater. In an activated sludge process, atmospheric air or pure oxygen is bubbled through primary treated industrial wastewater combined with organisms to develop a biological floc that reduces the organic content of the sewage. In all activated sludge plants, after the industrial wastewater has received sufficient treatment,the excess is discharged into settling tanks and the treated supernatant is run off to undergo further treatment before discharge.
Activated sludge is the most popular wastewater treatment process because it effectively removes both organic pollutants and nutrients, such as ammonia. It is, however, the most energy intensive process in wastewater treatment. According to Metcalf and Eddy, 2003, wastewater treatment requires 1,200-2,500 kWh for every million gallons per day (MGD) of water treated. About 55% of this energy is consumed in pumping oxygen to the aerobic microorganisms; a key element of an activated sludge process. Oxygen is provided as either pure oxygen or ambient air. Over 80% of wastewater treatment plants in Southern California Edison (SCE) territory use this process for wastewater treatment.
Dissolved oxygen (DO) concentration and solids retention time (SRT), sometimes interchangeably referred to as sludge age, are two of the most important operating parameters in activated sludge treatment. Results of extensive mathematical modeling of various modifications of the activated sludge process show that while SRT has a strong effect on removal efficiency, its impact on energy usage is minimal. DO, on the other hand, affects both energy usage and removal efficiency; furthermore, reducing the targeted DO always leads to energy savings. Reducing the DO often requires a corresponding increase in SRT. The proper combination of SRT and DO can be found by using either a trial and error method or by using recently-developed software, OPTImaster™. The California Energy Commission (CEC) has partially funded development of this software.
This report forecasts energy savings achievable by decreasing DO setpoints through DO and SRT optimization. Examples of energy-saving calculations achieved by decreasing DO setpoints are also provided in this report.
In some cases, due to the inadequate capacity of clarifiers or uncontrollable foaming, SRT values cannot be increased sufficiently to compensate for the reduction of DO. As a result, DO higher than the minimum values will be necessary to maintain proper treatment. For these cases, energy savings may be lower than predicted by the report.
Once target values of DO and SRT are selected, they need to be maintained precisely. The best method to maintain these targets is to use control systems that automatically adjust air and waste sludge flows based on real time measurements. Unfortunately, until recently, these control systems performed poorly and were unreliable. However, with funding from the CEC, advanced DO and SRT control systems (DOmaster™ and SRTmaster™) have been developed and proven to be more reliable than old systems.
Automation of DO and SRT control can produce energy savings. This report provides methodologies and graphs for forecasting energy savings achieved by the implementation of automatic DO and SRT controls. The methodologies are based on extensive mathematical modeling performed as a part of this project. The report also provides examples of energy savings forecasts using these methodologies.

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
In addition, this report also provides methods for calculating energy savings using the most open valve (MOV) strategy and examples of energy savings forecasts. Some of the presented methodologies were tested at the 32 million gallon a day Oxnard wastewater treatment plant. Results show that the difference between actual energy savings and forecasted values do not exceed 3.5%.
Southern California Edison Page 2 Design & Engineering Services July 2007

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
INTRODUCTION In an activated sludge process, atmospheric air or pure oxygen is bubbled through primary treated industrial wastewater combined with organisms to develop a biological floc that reduces the organic content of the sewage. In all activated sludge plants, once the industrial wastewater has received sufficient treatment, excess mixed liquor is discharged into settling tanks and the treated supernatant is run off to undergo further treatment before discharge.
Activated sludge is the most popular wastewater treatment process since it can effectively remove both organic pollutants and nutrients, such as ammonia. The majority of wastewater treatment plants in the Southern California Edison (SCE) service area use this process for wastewater treatment.
An activated sludge process is also the most energy intensive process in wastewater treatment. According to the popular textbook (Metcalf and Eddy, 2003), wastewater treatment requires 1,200-2,500 kWh of energy for every million gallons per day (MGD) of water treated. About 55% of this energy is used in pumping oxygen to the aerobic microorganisms, either in the form of pure oxygen or as ambient air.
This report provides methodology for calculating energy savings achieved by four major energy-saving measures for activated sludge processes:
Optimization of setpoints for dissolved oxygen (DO) concentration and solids retention time (SRT ), a.k.a. sludge age
Implementation of automatic DO control Implementation of the most open valve (MOV) control strategy Implementation of automated SRT control
The report also lists software and hardware necessary for the implementation of the above-mentioned optimizations and control strategies.
Southern California Edison Page 3 Design & Engineering Services July 2007

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
BRIEF DESCRIPTION OF AN ACTIVATED SLUDGE PROCESS An activated sludge process consists of two stages: aeration (oxygenation) and sedimentation (separation of water from solids). A vessel used for aeration is called an aeration tank, and a vessel used for solids separation, a clarifier. Aeration tanks can be divided into several compartments by walls or baffles. Each compartment can be operated either with oxygen supply (as air or pure oxygen), or without oxygen supply (as anaerobic or anoxic).
There are two major operational parameters for the control of an activated sludge process: DO concentration and SRT. DO is measured directly by analyzers; SRT is calculated as a ratio of solid mass in aeration basins to mass of solids removed (wasted) daily from an activated sludge system. SRT is also frequently referred to as sludge age.
The goals of an activated sludge process are:
Complete removal of soluble pollutants (soluble biological oxygen demand (BOD), and sometimes, ammonia)
Good flocculation, i.e., clumping of particles together
Good sludge settleability
These goals can be achieved by either increasing the DO concentration or increasing the amount of biomass in the aeration basin. Since biomass cannot be measured directly, biomass quantity can be expressed either as mass of total volatile suspended solids (TVSS) in aeration basins or as SRT.
A more detailed activated sludge process description is provided in Appendix 1.
Southern California Edison Page 4 Design & Engineering Services July 2007

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
SRT AND DO SETPOINTS OPTIMIZATION Mathematical modeling of the activated sludge process shows that energy can be saved by decreasing DO and simultaneously increasing sludge age. However, in addition to energy savings considerations, there are process reliability considerations that may limit the DO setpoint decrease and SRT setpoint increase. The reliability considerations are described below.
SLUDGE AGE (SRT) SETPOINT SELECTION CONSIDERATIONS To maintain required effluent quality, sludge age should be selected to correspond to the selected DO and at the same time meet maximum sludge age limitations. Factors limiting sludge age increase are presented in the Table 1.
TABLE 1. FACTORS LIMITING SLUDGE AGE INCREASE
TYPE OF ACTIVATED SLUDGE SYSTEM FACTORS
BOD removal only (no nitrification) Nitrification (i.e., usually sludge age must not exceed 4 days during cold weather and 2 days during warm weather)
All activated sludge systems Foam
All activated sludge systems Overloading clarifiers with mass of solids
Nitrification and Biological Nutrient Removal (BNR) activated sludge systems
Turbid effluent
DO CONCENTRATION SETPOINT SELECTION CONSIDERATIONS
Even with a very long sludge age, there is a minimum required DO concentration Table 2. Decreasing DO below values listed in Table 2 may lead to a deterioration of effluent quality caused by poor flocculation and sludge settling.
Southern California Edison Page 5 Design & Engineering Services July 2007

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
Southern California Edison Page 6 Design & Engineering Services July 2007
TABLE 2. MINIMUM REQUIRED DISSOLVED OXYGEN CONCENTRATION TO ACHIEVE FLOCCULATION AND PROPER SETTLING
CONFIGURATION OF THE AERATION TANK MINIMUM DO, MG/L
Aeration tank with round or square shape, or the first aerobic compartment in absence of upstream compartment with zero oxygen (air) supply in the first aerobic compartment
Determined by Figure 1
Aerobic compartment located downstream of compartment with zero oxygen (air) supply
1mg/l
0
1
2
3
4
5
6
0 0.5 1 1.5 2 2.5 3 3.5 4 4.
SRT,days
DO
,mg/l
5
FIGURE 1. MINIMUM REQUIRED DISSOLVED OXYGEN CONCENTRATION TO ACHIEVE FLOCCULATION AND PROPER
SETTLING IN A FULLY MIXED AERATION TANK

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
CALCULATING ENERGY SAVING ACHIEVED BY DO AND SRT SETPOINTS OPTIMIZATION
BACKGROUND
Selecting the optimum DO concentration and sludge age (SRT) can be accomplished by using either a trial and error method, which requires significant time and labor investment, or the recently developed OPTImaster™ software (Ekster and Associates Inc., Fremont, CA). The equipment necessary for implementing sludge age and DO optimization is listed in later in this report.
An investment in software or labor-time can be justified based on the energy savings achievable by DO and SRT optimization. The methodology of forecasting energy savings by DO and SRT optimization is presented below. The methodology is based on the assumption that DO and SRT are controlled automatically, but baseline (original) setpoints are not optimal. Energy savings achieved by DO and SRT optimization can be calculated using Figure 2, which was developed based on extensive mathematical modeling of the activated sludge process described in details in Appendix 2.
-60
-50
-40
-30
-20
-10
0
10
20
30
40
50
60
70
80
90
100
0 1 2 3 4 5 6
Exisiting DO set point,mg/l
En
erg
y s
avin
gs,
% DO=0.5mg/l
DO=1mg/l
DO=1.5mg/l
DO=2mg/l
DO=2.5mg/l
DO=3mg/l0.5
1
1.5
2
2.5
NEW DO SETPOINT
3.0
FIGURE 2. ENERGY SAVINGS ACHIEVED BY OPTIMIZATION OF DO SETPOINT
Southern California Edison Page 7 Design & Engineering Services July 2007

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
METHODOLOGY FOR FORECASTING ENERGY SAVINGS ACHIEVED BY DO AND SRT SETPOINTS OPTIMIZATION
To calculate energy savings achieved by setpoints optimization, it is necessary to:
1. Find baseline DO setpoints on the X axis of Figure 2.
2. Draw a line perpendicular to the X axis until it crosses the line with the new DO setpoint.
3. Draw a line parallel to the X axis until it crosses the Y axis.
4. The reading on the Y axis equals forecasted energy savings.
An interesting feature of this method is an ability to forecast energy savings knowing only DO setpoints before and after optimization. Knowledge of sludge age is not necessary, since mathematical modeling showed that energy demand for each variation of the activated sludge system is practically independent of sludge age (see Appendix 2).
Example 1. Forecasting energy savings achieved by DO and SRT optimization.
DO and SRT control systems are in place.
The DO setpoint is 3 mg/l.
By optimizing SRT and DO setpoints, it is expected to reduce DO setpoint to 1 mg/l.
Calculate energy savings achieved by SRT and DO setpoints optimization.
Solution
1. On Figure 2 find DO=3 mg/l on the X axis (see example on Figure 3).
2. Draw line perpendicular to X axis until it reaches 1mg/l DO curve.
3. Draw line parallel to X axis until it reaches Y axis.
4. Energy savings forecast is 29%.
Southern California Edison Page 8 Design & Engineering Services July 2007

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
-60 -50 -40 -30 -20 -10
0 10 20 30 40 50 60 70 80 90
100
0 1 2 3 4 5 6
Existing DO set point, mg/l
Energy savings,% DO=0.5mg/l
DO=1mg/lDO=1.5mg/lDO=2mg/l
DO=2.5mg/lDO=3mg/l
0.5
1 1.5
2 2.5
NEW DO SETPOINT
3.0
FIGURE 3. ENERGY SAVINGS ACHIEVED BY DO OPTIMIZATION DESCRIBED IN EXAMPLE 1
Reduction of DO often requires a corresponding increase in SRT. In some cases, see reasons listed in the Table 1, the increase in SRT beyond a certain value may not be possible. In such cases DO cannot be reduced to 1mg/l; correspondingly DO and SRT setpoint optimization will provide less energy savings than predicted by Figure 2 for DO=1mg/l.
Southern California Edison Page 9 Design & Engineering Services July 2007

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
CALCULATION OF ENERGY SAVINGS ACHIEVED BY DO CONTROL AUTOMATION
This section provides information about forecasting energy savings achieved by automation of DO control at existing and new treatment plants. Automation of DO control can be coupled to the implementation of the MOV strategy for automatic control of centrifugal and rotary lube blowers.
CALCULATION OF ENERGY SAVINGS ACHIEVED BY DO CONTROL AT AN EXISTING FACILITY
BACKGROUND Traditionally, energy savings achieved by automatically maintaining constant DO concentration could be calculated only by using mathematical modeling. A new, simplified forecasting approach that does not require computer modeling is presented below.
The results of mathematical modeling showed that the energy savings achieved with automated DO control is dependent on water temperature, DO setpoint, and actual DO readings. The graphs below (see Figure 4 and Figure 5) provide an opportunity to forecast energy savings without performing mathematical modeling. A family of DO setpoint (targets) curves is represented on each graph. Current DO readings are located on the X axis and energy savings are located on the Y axis. Figure 4 and Figure 5 differ from each other only by water temperature.
Since energy consumed by a blower is roughly proportional to blower airflow output, Figure 4 and Figure 5 were developed based on the assumption that the percentage of energy savings is equal to the percentage of airflow reduction. Appendix 3 contains a detailed description of the methodology used for developing Figure 4 and Figure 5.
Southern California Edison Page 10 Design & Engineering Services July 2007

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
Southern California Edison Page 11 Design & Engineering Services July 2007
-60
-50
-40
-30
-20
-10
0
10
20
30
40
50
60
70
80
90
100
0 1 2 3 4 5 6
DO readings,mg/l
En
erg
y s
avin
gs,
% DO=0.5mg/l
DO=1mg/l
DO=1.5mg/l
DO=2mg/l
DO=2.5mg/l
DO=3mg/l
0.5
1
1.5
2
2.5
DO SETPOINT
3.0
FIGURE 4. EFFECT OF DISSOLVED OXYGEN CONCENTRATION CHANGE ON ENERGY SAVING AT T=200C
-70
-60
-50
-40
-30
-20
-10
0
10
20
30
40
50
60
70
80
90
100
110
0 1 2 3 4 5 6
DOreadings,mg/l
En
erg
y s
avin
gs,
% DO=0.5mg/l
DO=1mg/l
DO=1.5mg/l
DO=2mg/l
DO=2.5mg/l
DO=3mg/l
0.5
1
1.5
2
2.5
3
DO SETPOINT
FIGURE 5. EFFECT OF DISSOLVED OXYGEN CONCENTRATION CHANGE ON ENERGY SAVING AT T=250C

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
Southern California Edison Page 12 Design & Engineering Services July 2007
METHODOLOGY FOR FORECASTING ENERGY SAVINGS ACHIEVED BY DO AUTOMATION AT AN EXISTING FACILITY
The following steps are essential for calculating energy savings that can be achieved by DO control automation:
1. Measure on-line airflow and DO for a 24-hour interval
To obtain such measurements use either existing on-line DO meters or portable DO meters with a recording device. DO meter accuracy should be 0.05 mg/l or better. INSITEIG INC. of Slidell, Louisiana, for example, manufactures such meters. If air is supplied to an aeration tank by more than one pipe (drop leg), measure airflow through each pipe and DO concentration in an area of aeration tank area where the pipe supplies air (see Figure 6).
Drop leg
Drop leg
Drop leg
AERATION TANK
Flow meter
Flow meter
Flow meter
DO meter
DO meter
DO meter
FIGURE 6. EXAMPLE OF MEASURING DIAGRAM FOR AN AERATION TANK WITH THREE-DROP LEGS
2. Measure water temperature in the aeration tank once per 24 hours
3. Determine desired DO setpoint by operators
4. Depending on water temperature, determine percent of energy savings for each of 24 hours using either Figure 4 or Figure 5 depending on the water temperature:
Apply actual DO reading to the X axis Follow the line perpendicular to the X axis until it hits a desired DO
and airflow meters (i.e., measurement point) using the following formula:
setpoint curve Follow the line that is perpendicular to the Y axis
5. Calculate percent of energy saved over 24 hours for each combination of DO
EQUATION ERGY SAVINGS ACHIEVED BY AUTOMATION OF DO CONTROL IN ONE PART OF THE 1. PERCENT OF EN
AERATION TANK
Ej=Σ (Qi*ei)/ Σ(Qi),%
urement point, % Qi-hourly airflow usage, cfm
Where Ej-average saving for a meas

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
Ei-energy saving for the same hour determined using one of the Figures (4 or 5) based on hourly DO reading and DO setpoint
6. Calculate average energy saving for the plant
EQUATION 2. AVERAGE ENERGY FOR THE PLANT ACHIEVED BY AUTOMATION OF DO CONTROL
E=Σ (Ej*Qj)/ Σ(Qj),% Where E - average energy saving, % Ej - average 24-hour saving for each drop leg as calculated by the methodology described in the previous step Qj - average 24-hour airflow for each of drop leg
Examples of energy savings calculations are provided below - Examples 2.1 and 2.2.
Example 2: Calculate airflow reduction (i.e., energy reduction) achieved by DO control automation of one diffuser grid
The following are results of flow and DO recordings. Readings were taken at 20 degrees Celsius and setpoint of dissolved oxygen is equal to 1.0 mg/l.
TABLE 3. FLOW AND DO READINGS OVER 24 HOURS FOR EXAMPLE 2.1
TIME Q, CFM
DO READING,
MG/L TIME Q, CFM
DO READING,
MG/L TIME Q, CFM
DO READING,
MG/L
0-1 100 1.0 8-9 200 1.7 16-17 200 1.7
1-2 100 3.2 9-10 200 1.5 17-18 200 2
2-3 100 3.5 10-11 200 1.2 18-19 200 2.2
3-4 100 4.0 11-12 200 1.1 19-20 200 2.5
4-5 100 3.2 12-13 200 1.0 20-21 200 2
5-6 100 1.7 13-14 200 1.1 21-22 200 1.5
6-7 100 1.5 14-15 200 1.3 22-23 200 1.7
7-8 100 0.8 15-16 200 1.5 23-24 200 2
Sum 4,000
Southern California Edison Page 13 Design & Engineering Services July 2007

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
Solution
7. Perform calculations according to steps 4 and 5.
TABLE 4. CALCULATION OF HOURLY ENERGY SAVINGS TO BE ACHIEVED BY DO CONTROL AUTOMATION ( EXAMPLE 2.1)
TIME Q, CFM
DO READIN
G, MG/L
E,% (BASED
ON FIGURE
5) Q*E TIME Q, CFM
DO READI
NG, MG/L
E,% (BASED
ON FIGURE 5) Q*E
0-1 100 1 0 0 12-13 200 1.0 0 0 1-2 100 3.2 32 3200 13-14 200 1.1 1.5 300 2-3 100 3.5 36 3600 14-15 200 1.3 4.4 880 3-4 100 4 43 4300 15-16 200 1.5 7 1400 4-5 100 3.2 32 3200 16-17 200 1.7 10 2000 5-6 100 1.7 10 1000 17-18 200 2 15 3000 6-7 100 1.5 7 700 18-19 200 2.2 17 3400 7-8 100 0.8 -5 -500 19-20 200 2.5 22 4400 8-9 200 1.7 10 2000 20-21 200 2 15 3000 9-10 200 1.5 7 1400 21-22 200 1.5 7 1400 10-11 200 1.2 3 600 22-23 200 1.7 10 2000 11-12 200 1.1 1.5 300 23-24 200 2 15 3000
Sum 4,000 44,580
Average saving is E1=44580/4000=11.1%
Example 2.2 Calculate airflow reduction achieved by DO control automation of all drop legs in a plant consisting of two aeration tanks with three drop legs located in each aeration basin. The following are results of calculations of airflow savings for each drop leg.
TABLE 5. INDIVIDUAL ENERGY SAVINGS ACHIEVED BY DO CONTROL AUTOMATION FOR EXAMPLE 2.2
Q, CFM EJ,% Q, CFM EJ,%
AERATION TANK#1 AERATION TANK#2
Drop Leg1 167 9.7 Drop Leg1 180 9.9
Drop Leg2 200 11.1 Drop Leg2 190 10.5
Drop Leg3 170 10.3 Drop Leg3 160 10.1
Sum 1,067
Solution
Based on Equation 2, savings can be calculated as follows:
Southern California Edison Page 14 Design & Engineering Services July 2007

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
TABLE 6. TOTAL ENERGY SAVINGS IN EXAMPLE 2.2
Q, CFM EJ,% QJ*EJ Q, CFM EJ,% QJ*EJ
AERATION TANK#1 AERATION TANK#2
Drop Leg1 167 9.7 1,620 Drop Leg1 180 9.9 1,782
Drop Leg2 200 11.1 2,220 Drop Leg2 190 10.5 1,995
Drop Leg3 170 10.3 1,751 Drop Leg3 160 10.1 1,616
Sum 1,067 10,984
Σ(Qj)=1,067cfm
Σ (Qj*ej)= 10,984 cfm*%
Average annual airflow reduction for all legs is equal to:
E=10984/1067=10.3%
CALCULATION OF ENERGY SAVINGS ACHIEVED BY DO CONTROL AT A NEW PLANT
BACKGROUND
For a nonexistent wastewater treatment plant, computer modeling is the most accurate method of calculating energy savings achieved by DO control automation. Twenty-four hour patterns of influent flow and sewage should be used for input to a model.
In absence of a model, Figure 7 can be used.
Southern California Edison Page 15 Design & Engineering Services July 2007

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
EFFECT OF DIURNAL FLOW AND INFLUENT STREGTH AMPLITUDES ON ENERGY SAVING ACHIEVED BY CONTROLLING DO AUTOMATICALLY
y = -26.827x2 + 109.33x - 82.216
R2 = 0.9985
y = -16.686x2 + 81.017x - 64.257
R2 = 0.9995
0
5
10
15
20
25
30
35
1.00 1.20 1.40 1.60 1.80 2.00 2.20
FLOW AMPLITUDE
EN
ER
GY
SA
VIN
GS
, %
INFLUENT STRENGTH
FLOW
FIGURE 7. EFFECT OF DIURNAL FLOW AND INFLUENT STRENGTH AMPLITUDES ON ENERGY SAVING ACHIEVED BY
DO CONTROL.
The graph depicted on Figure 7 was developed based on the results of mathematical modeling described in Appendix 3. However, accuracy of energy savings calculations using this figure may be inferior to the results of the model-based customized computer modeling, because actual 24-hour patterns of influent strength and flow can be different from the ones that were assumed for development of Figure 7.
Southern California Edison Page 16 Design & Engineering Services July 2007

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
METHODOLOGY FOR FORECASTING ENERGY SAVINGS ACHIEVED BY DO AUTOMATION AT A NEW FACILITY
To determine the energy savings using Figure 7, the following steps need to be taken:
1. Record hourly readings of influent flow using a flow meter and a recording device. Within the same 24 hours, collect hourly samples of influent using an ISCO automatic sampler. Analyze 24 samples for BOD.
2. Determine daily maximum flow and BOD.
3. Calculate daily average flow and BOD.
4. Calculate sewage strength amplitude by dividing daily maximum BOD by daily average BOD.
5. Calculate flow amplitude by dividing daily maximum flow by daily average flow.
6. Find amplitude value for flow on the X axis of Figure 7. From that point on the X axis draw a line perpendicular to the X axis until it reaches the flow curve, and then draw a line parallel to the X line until it reaches the Y axis.
7. Repeat similar procedure for calculating energy savings based on BOD variation.
EQUATION 3. ENERGY SAVINGS ACHIEVED BY DO CONTROL A NEW WASTEWATER TREATMENT PLANT
100*((1+e1/100)*(1+e2/100)-1), %
Where e1-energy savings determined based on flow amplitude using Figure 7
E2-energy savings determined based on BOD amplitude using Figure 7
Example 4: Forecast energy savings for the new treatment plant if the automatic DO control becomes a part of the design.
Average influent flow is 10 MGD
Average influent BOD is 200 mg/l
Peak influent flow is 13.5 MGD
Peak influent BOD is 240 mg/l
Southern California Edison Page 17 Design & Engineering Services July 2007

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
Solution
1. Calculate flow amplitude:
13.5/10=1.35
2. Calculate energy savings using Figure 7
e1=15% (see Figure 8)
3. Calculate BOD amplitude:
e1=240/200=1.2
4. Calculate energy savings using Figure 7
e2=10% (see Figure 8)
5. Total energy savings is equal to:
100 * ((1 + 15/100) * (1 + 10/100) -1) = 26.5%
0
5
10
15
20
25
30
35
1.00 1.10 1.20 1.30 1.40 1.50 1.60 1.70 1.80 1.90 2.00 2.10
AMPLITUDE
AIR
FL
OW
RE
DU
CT
ION
, %
INFLUENT STRENGTH
FLOW
FIGURE 8. ENERGY REDUCTION ACHIEVED BY DO CONTROL DESCRIBED IN EXAMPLE 4
Southern California Edison Page 18 Design & Engineering Services July 2007

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
CALCULATION OF ENERGY SAVINGS ACHIEVED BY IMPLEMENTATION OF THE MOST OPEN VALVE STRATEGY
BACKGROUND
To implement automatic DO control strategy, blower flow output has to be adjusted. There are two possible methods of adjusting blower output: constant pressure and MOV. As shown below, the MOV method is more energy efficient than the constant pressure method.
Constant pressure method:
Maintaining constant blower discharge pressure is a popular method of adjusting blower output. This control strategy is based on the following control routine: when airflow demand to individual drop leg increases, a valve supplying air to that drop leg opens, and, because of that, blower discharge pressure drops. When blower discharge pressure drops, a blower controller increases blower output to bring pressure back to the original value.
The constant pressure method is not optimal, since the optimal pressure setpoint value varies over a 24-hour period due to fluctuations of head losses. Therefore, during low flow periods, higher than needed pressure is maintained, and as a result, energy is wasted.
MOV method:
Selection of optimum pressure setpoint is automated using the MOV control strategy. The goals of this strategy are maintaining minimum blower discharge pressure while satisfying airflow demand to each diffuser grid. These goals are achieved by simultaneously maintaining airflow setpoints at each grid and keeping at least one valve completely opened. The fact that at least one valve within an air distribution system is completely opened is an indication that blower discharge pressure does not exceed required minimum and, as a result, no energy is wasted on overcoming avoidable head losses.
The pressure setpoint is automatically selected minute-by-minute. During most of the day (except peak flow time), the MOV control strategy allows reduction of discharge pressure as compared to the traditional constant pressure setpoint strategy. At the same time, airflow demands to each diffuser grid are always satisfied. In addition, even during peak flow period pressure setpoint determined by the MOV strategy is usually lower than the setpoint determined by the constant pressure strategy because the MOV strategy does not require safety margin usually applied to the selection of constant pressure setpoint.
Energy savings is a function of pressure reduction achieved by implementation of MOV strategy. Relationship between energy savings and pressure reduction varies for different types of blowers. For the rotary lube blowers the formula for forecasting energy savings is presented below.
Southern California Edison Page 19 Design & Engineering Services July 2007

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
Southern California Edison Page 20 Design & Engineering Services July 2007
EQUATION 4. ENERGY SAVINGS FOR ROTARY LUBE BLOWERS ACHIEVED BY IMPLEMENTATION OF THE MOV STRATEGY
e= (P1 -P2)/P1 *100% Where e - energy savings, P1 - pressure when constant pressure strategy is used P2 - pressure when MOV strategy is used
For centrifugal blowers energy savings achieved by implementation of MOV strategy can be forecasted using Figure 9. The graph depicted on this figure establishes a relationship among the pressure reduction achieved by implementation of the MOV strategy, the energy savings, and relative blower output.
0
2
4
6
8
10
12
14
0 10 20 30 40 50 60 70 80 90 10
RATIO BETWEEN FLOW AND MAXIMUM FLOW,%
EN
ER
GY
SA
VIN
GS
,%
0
PRESSURE REDUCTION BY 0.2 PSI PRESSURE REDUCTION BY 0.5 PSI
PRESSURE REDUCTION BY 3 PSI PRESSURE REDUCTION BY 1 PSI
PRESSURE REDUCTION BY 1.5 PSI
FIGURE 9. ENERGY SAVINGS ACHIEVED BY IMPLEMENTATION OF MOV STRATEGY AT SYSTEMS EQUIPPED WITH
CENTRIFUGAL BLOWERS

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
METHODOLOGY OF CALCULATING ENERGY SAVINGS ACHIEVED BY IMPLEMENTING THE MOV STRATEGY
Energy savings achieved by implementing the MOV strategy can be calculated as follows:
1. Measure airflow through each drop leg using existing airflow meters.
2. Select drop leg that corresponds to maximum airflow value .
3. Open completely a valve installed on the drop leg corresponding to the maximum airflow.
4. Record blower discharge pressure and blowers output over 24 hours using an existing pressure gage and airflow meters.
5. Determine daily minimum and maximum blower airflows, and calculate daily average blower airflow.
6. Determine discharge pressures that corresponded to these airflows.
7. Calculate differences between these pressure recordings and constant pressure that was used as a setpoint for constant pressure when the traditional control strategy was used.
8. Calculate energy savings based on these pressure differences using Equation 4 or Figure 9, depending on the type of a blower used.
9. Calculate weighted average of energy savings calculated in step 8 using Equation 5.
EQUATION 5. WEIGHTED AVERAGE OF ENERGY SAVINGS ACHIEVED BY IMPLEMENTATION OF THE MOV
STRATEGY
Weighted average=Σ (Ni*ki)/ Σ(Ni),% Where Ni - relative blower load, % of maximum Ki - energy savings determined in step 8.
Example 5: Determine energy savings achieved by implementing the MOV strategy at an aeration system equipped with a centrifugal blower. Constant pressure setpoint is 8 PSI. Minimum pressure readings were recorded as follows: 7.5 PSI when airflow reached 24-hour peak, 7.0 PSI when airflow was equal to 24-hour minimum, 7.2 PSI when airflow was equal to 24-hour average. Twenty-four hour peak, minimum and average flows were equal to 90%, 20%, and 40% of maximum rated blower flow. Solution
1. Pressure differences are equal correspondingly to:
(8.0-7.5)=0.5PSI, (8.0-7.0)=1PSI, (8-7.2)=0.8 PSI
2. Using Figure 9, energy savings achieved by MOV implementation are 1.8% when blower airflow reaches a 24-hour peak, and 0% for both 24-hour minimum and 24-hour average flows (Figure 10).
Southern California Edison Page 21 Design & Engineering Services July 2007

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
Southern California Edison Page 22 Design & Engineering Services July 2007
0
2
4
6
8
10
12
14
0 10 20 30 40 50 60 70 80 90 10
RATIO BETWEEN FLOW AND MAXIMUM FLOW,%
EN
ER
GY
SA
VIN
GS
,%
0
PRESSURE REDUCTION BY 0.2 PSI PRESSURE REDUCTION BY 0.5 PSI
PRESSURE REDUCTION BY 3 PSI PRESSURE REDUCTION BY 1 PSI
PRESSURE REDUCTION BY 1.5 PSI
FIGURE 10. ENERGY SAVINGS ACHIEVED BY IMPLEMENTATION OF MOV STRATEGY AT SYSTEMS EQUIPPED WITH
CENTRIFUGAL BLOWERS DESCRIBED IN EXAMPLE 2-5.
3. Based on Equation 5 weighted average savings achieved by MOV implementation is:
(1.8*90% +0*40% +0*50%)/ (90%+50%+40%) = 0.9%
Example 6: Solve example 5 for a rotary lube blower. Solution Energy savings can be calculated using Equation 4 and Equation 5: 100%*((8-7.5)/8*90% +(8-7)/8*40%+ (8-7.2)/8*50%)/ (90%+40%+50%)=8.7% From these examples it is obvious that implementation of the MOV strategy for aeration systems equipped with rotary lube blowers usually provides more energy savings than for aeration systems equipped with centrifugal blowers.

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
FORECASTING OF ENERGY SAVINGS ACHIEVED BY AUTOMATING SOLIDS RETENTION TIME (SRT) CONTROL Waste flow from activated sludge plants is calculated based on constant SRT control criterion. When SRT is calculated manually, mixed liquor suspended solids (MLSS) and returned activated sludge suspended solids (RASSS) concentrations are sampled using a grab sample once a day. Based on laboratory results waste flow is calculated and adjusted. Automatic SRT control systems, similar to SRTmaster, are based on on-line MLSS and RASSS measurements using total suspended solids on-line analyzers. Calculation and adjustment of waste flow are performed every 15 minutes. Automation of SRT control reduces energy usage because it allows maintaining SRT precisely, and as a result, an increase of DO concentration, that is usually required for compensation of imprecise control of SRT, can be avoided.
This section discusses methods of forecasting energy savings achieved by implementation of automatic SRT control at nitrification and conventional activated sludge plants.
FORECASTING OF ENERGY SAVINGS ACHIEVED BY AUTOMATING SRT CONTROL AT THE NITRIFICATION AND BNR PLANTS
BACKGROUND Due to errors in SRT calculations, actual SRT may be lower than optimal. To compensate for SRT reduction, DO concentration needs to be increased. An increase of DO requires additional aeration that leads to energy waste. To quantify the required DO increase, computer modeling was performed. Results of modeling are summarized in Figure 11 through FIGURE 13. The graphs differ from each other by the different DO setpoints. Based on the (DO/DO setpoint) value determined using one of these graphs, it is possible to calculate a new DO setpoint and energy savings associated with the DO reduction. Automating SRT control, and as a result the ability to maintain higher SRT value, makes DO reduction possible.
Southern California Edison Page 23 Design & Engineering Services July 2007

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
1
1.2
1.4
1.6
1.8
2
2.2
1 1.1 1.2 1.3 1.4 1.5
SRTave/SRTcalc
DO
/DO
set
po
int
SRT=15 days
SRT=10 days
SRT=5days
FIGURE 11. EFFECT OF (SRT AVERAGE/SRT CALCULATED) ON RATIO OF (DO REQUIRED/DO SETPOINT) WHEN
DO SETPOINT=1 MG/L
1
1.5
2
2.5
3
3.5
4
1 1.1 1.2 1.3 1.4 1.5
SRTave/SRTcalc
DO
/DO
set
po
int
SRT=15 days
SRT=10 days
SRT=5days
FIGURE 12. EFFECT OF (SRT AVERAGE/SRT CALCULATED) ON RATIO OF (DO REQUIRED/DO SETPOINT) WHEN
DO SETPOINT =2 MG/L.
Southern California Edison Page 24 Design & Engineering Services July 2007

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
1
1.2
1.4
1.6
1.8
2
2.2
2.4
2.6
2.8
3
1 1.1 1.2 1.3 1.4 1.5
SRTave/SRTcalc
DO
/DO
set
po
int
SRT=15 days
SRT=10 days
SRT=5days
FIGURE 13 . EFFECT OF (SRT AVERAGE/SRT CALCULATED) ON RATIO OF (DO REQUIRED/DO SETPOINT) WHEN DO
SETPOINT =3 MG/L
To use Figure 11 through FIGURE 13 it is necessary to determine the ratio of true average SRT to the manually calculated SRT (SRTave/SRTcalc). This ratio is a function of the SRT calculation error associated with the traditional SRT control method. This error consists of laboratory error and error caused by the fact that values of MLSS and RASSS in grab samples are not equal to daily averages. The latter error depends on the method of RAS flow control: constant RAS flow, or constant (RAS FLOW/ INFLUENT FLOW) ratio. Using literature data for average laboratory error and results of mathematical modeling, it was determined that for plants using constant (RAS FLOW/ INFLUENT FLOW) ratio control strategy, the value of true SRT to calculated SRT (SRTave/SRTcalc) is equal to 1.16.
Error! Reference source not found. describes SRTave/SRTcalc in a case when RAS flow is constant.
EQUATION 6. SRTAVE/SRTCALC FOR CONSTANT RAS FLOW CONTROL STRATEGY
SRTave/SRTcalc =1.1*(1 + MLSSdaily/100)*(1 + RASSSdaily/100) where MLSSdaily and RASSSdaily are errors caused by the fact that MLSS and RASSS of grab samples are not equal to daily averages. MLSSdaily and RASSSdaily are determined by the graph depicted on Figure 14. This graph summarizes results of mathematical modeling.
Southern California Edison Page 25 Design & Engineering Services July 2007

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
0
5
10
15
20
25
30
35
40
45
50
1 1.2 1.4 1.6 1.8 2
INFLUENT FLOW AMPLITUDE
AV
ER
AG
E E
RR
OR
, %
MLSS
RASSS
FIGURE 14. RELATIVE SOLIDS CONCENTRATION ERROR AT CONSTANT RAS FLOW.
METHODOLOGY OF FORECASTING ENERGY SAVINGS ACHIEVED BY IMPLEMENTING AUTOMATIC SLUDGE AGE CONTROL AT THE NITRIFICATION AND BNR PLANTS
1. Depending on RAS control strategy, either calculate SRTave/SRTcalc by using
Equation 6, or use the 1.16 value. 2. Based on the ratio of SRTave/SRTcalc and the SRT setpoint, determine the
required increase of the DO setpoint using Figure 11 through FIGURE 13. To use these figures, find SRTave/SRTcalc value on the X axis, draw a line perpendicular to the X axis until it reaches the curve with the value that is closest to the operating SRT setpoint, and then, from that intersection, draw a line parallel to the X axis.
3. Divide the current DO setpoint by the value determined in the previous step to determine the new DO setpoint after implementation of the automatic SRT control.
4. Using Figure 2, determine the energy savings achieved by DO setpoint reduction.
Southern California Edison Page 26 Design & Engineering Services July 2007

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
Example 7: Determine energy savings achieved by implementing automatic SRT control at the BNR plant. Setpoints of SRT=10 days, DO=1.5 mg/l, temperature is 20°C. Ratio of return flow to influent flow from clarifiers is constant. Solution
1. For constant RAS flow/influent flow ratio, SRTave/SRTcalc = 1.16.
2. Using Figure 11, determine that (DO/DO setpoint) is equal to 1.22 (see example on Figure 15)
1
1.2
1.4
1.6
1.8
2
2.2
1 1.1 1.2 1.3 1.4 1.5
SRTave/SRTcalc
DO
/DO
set
po
int
SRT=15 days
SRT=10 days
SRT=5days
FIGURE 15. DO/DO SETPOINT UNDER CONDITIONS DESCRIBED IN EXAMPLE 7
3. New DO setpoint can be calculated as:
DOold/1.22=1.5/1.22=1.2 mg/l
4. There is no curve in Figure 2 for reduction of the DO setpoint from 1.5mg/l to 1.2 mg/l, so the curve for energy savings achieved by reduction from 1.5mg/l to 1.0 mg/l should be used, since it is the closest. Using Figure 2, forecasted energy savings achieved by the reduction of the DO setpoint from 1.5 mg/l to 1 mg/l can be estimated as 7% (see example on Figure 16).
5. Since the reduction of the DO setpoint will be only from 1.5 mg/l to 1.2 mg/l, savings should be prorated and will be only
(1.5mg/l-1.2mg/l)/(1.5 mg/l-1.0mg/l)*7%=4%.
Southern California Edison Page 27 Design & Engineering Services July 2007

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
-60
-50
-40
-30
-20
-10
0
10
20
30
40
50
60
70
80
90
100
0 1 2 3 4 5 6
exisitng DO set point,mg/l
En
erg
y sa
vin
gs,
% DO=0.5mg/l
DO=1mg/l
DO=1.5mg/l
DO=2mg/l
DO=2.5mg/l
DO=3mg/l0.5
1
1.5
2
2.5
NEW DO SETPOINT
3.0
FIGURE 16. ENERGY SAVINGS CALCULATED FOR CONDITIONS DESCRIBED IN EXAMPLE 3.1.
FORECASTING OF ENERGY SAVINGS ACHIEVED BY AUTOMATING SOLIDS RETENTION TIME CONTROL AT THE CONVENTIONAL ACTIVATED SLUDGE PLANT
BACKGROUND At conventional activated sludge plants, errors in calculating SRT may lead to undesirable nitrification and the need to maintain a higher DO setpoint than necessary to avoid settling problems. Both these problems can be eliminated by using automatic SRT control and, as a result, energy will be saved. Methodologies for forecasting energy savings achieved by implementation of automatic SRT control at the conventional activated sludge plants are presented below.
To maintain good sludge settleability it is necessary to maintain a certain DO-SRT relationship. It is impossible to maintain the target SRT value precisely using manual SRT control. As a result, to maintain good settleability, the DO setpoint needs to be increased. Based on a literature research, Error! Reference source not found. was developed to describe the required increase in DO when SRT decreases.
Southern California Edison Page 28 Design & Engineering Services July 2007

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
EQUATION 7. EFFECT OF SRT ON DO SETPOINT FOR CONVENTIONAL ACTIVATED SLUDGE PLANTS.
DOnew=DOold-0.275* ((SRTnew) 2-(SRTold) 2) +2.185*(SRTnew-SRTold)
Where:
DOnew, SRTnew-corresponding to new DO and SRT values (after implementation of automatic SRT control)
DOold, SRTold - correspondingly old DO and SRT values (before implementation of automatic SRT control).
As was described earlier, the potential SRT calculation error consists of laboratory errors and errors caused by the fact that MLSS and RASSS in grab samples are not equal to daily averages. Using data of average laboratory error and results of mathematical modeling, it was determined that (SRTave/SRTcalc) ratio = 1.22 for plants that use constant (RAS FLOW/ INFLUENT FLOW) ratio control strategy. Equation 6 describes SRTave/SRTcalc in cases when RAS flow is a constant. Automation of SRT control leads to an increase of actual SRT and a reduction of the DO setpoint and, as a result, to energy savings.
In addition, a precise automatic maintenance of the SRT setpoint and reduction of the DO setpoint may lead to elimination of undesirable nitrification. The percent of energy savings achieved by eliminating undesirable nitrification can be calculated using Error! Reference source not found..
EQUATION 8. ENERGY SAVING ACHIEVED BY ELIMINATING UNDESIRABLE NITRIFICATION
Enh3=100%*(4.33* NO3 +2.87* NO2) / (4.33* NO3 +2.87* NO2 +K*BOD) Where: Enh3- energy savings, % BOD –BOD concentration in the activated sludge influent NO3, NO2-corresponding nitrate and nitrite concentrations in the activated sludge effluent K - coefficient ranging from 0.8 to 1.0. Value of 0.9 is recommended.
METHODOLOGY OF CALCULATING ENERGY SAVINGS ACHIEVED BY IMPLEMENTATION OF AUTOMATIC SLUDGE AGE CONTROL
1. Depending on RAS control strategy, either calculate SRTave/SRTcalc by using equation 6, or use 1.22 value.
2. Calculate SRTnew = SRTold * (SRTave/SRTcalc)
3. Calculate ΔDO using Equation 7.
4. Calculate the new DO setpoint by subtracting ΔDO from the existing DO setpoint.
5. Calculate energy savings using Figure 2.
Southern California Edison Page 29 Design & Engineering Services July 2007

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
6. Calculate energy savings achieved by elimination of undesirable nitrification using Equation 8.
Steps 1-5 are very similar to the ones presented in Example 7. The difference is that the new DO setpoint is determined by Equation 7 instead of using Figure 11 through FIGURE 13. An example of performing calculations discussed in Step 6 is provided below.
Example8: Calculate energy savings achieved by eliminating undesirable nitrification. Influent BOD is equal 150 mg/l Effluent NO3= 6 mg/l Effluent NO2= 1 mg/l
Solution
According to Equation 8, energy savings can be calculated as follows:
Enh3 = 100(4.33*6+2.87*1) / (4.33*6+2.87*1+0.9*150) = 17.6%
Southern California Edison Page 30 Design & Engineering Services July 2007

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
REQUIRED SOFTWARE AND HARDWARE FOR IMPLEMENTATION SETPOINT OPTIMIZATION, SRT AND DO CONTROL AUTOMATION This section discusses software and hardware requirements for on-line SRT and DO optimization and automation systems. Requirements for each of three systems are discussed separately.
1. Implementation of the optimization software requires the following hardware:
PC with WINDOWS operating system and Microsoft Excel
Process and laboratory data needs to be entered into spreadsheet once a day either manually or transferred automatically from the existing databases
2. Implementation of the dissolved oxygen control software requires:
Dissolved oxygen meters with accuracy of at least 0.05mg/l (one for each aerated compartment)
Motor or pneumatically actuated valves (one for each aerated compartment)
Air flow meter (one for each aerated compartment)
Actuator for blower flow control
Blower air flow meter
Programmable logic controller (PLC)
All listed above meters and actuators need to be electronically connected to the PLC
PC with WINDOWS operating system electronically connected to PLC
3. Implementation of the sludge age (SRT) control software requires:
Total suspended solids (TSS) meters (one for each mixed liquor channel and another one for each return pump station). For medium size plans only two TSS meters are usually required
PLC or Input/Output unit
PC with WINDOWS operating system electronically connected to a PLC or Input/Output unit
One of the following waste flow control options is required:
Southern California Edison Page 31 Design & Engineering Services July 2007

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
a. waste pump with stop/start buttons
b. valve modulation using an actuator
c. pump speed control using a variable frequency drive (VFD )
For control options (b) and (c) a flow meter transferring readings to the PLC or Input/Output unit is required. In addition, a pump starter for option a., VFD controller for option c., and valve actuator for option b. need to be electronically connected to a PLC or Input/Output unit.
Southern California Edison Page 32 Design & Engineering Services July 2007

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
APPENDIX A - ACTIVATED SLUDGE PROCESS TYPICAL CONFIGURATIONS OF ACTIVATED SLUDGE REACTORS (I.E., AERATION TANKS)
1. Complete-mix
In a complete-mix reactor, it is assumed that complete mixing of the feed with the entire biomass in the reactor occurs instantaneously, and uniformity of solids throughout the reactor is achieved right away. As a result, the process parameters at the end of the reactor are the same as the process parameters at any location within the reactor. Aeration tanks with round or square configurations are ideal complete mix reactors. Rectangular compartments within aeration tanks, partially separated by baffles or walls, can be considered complete mixed reactors.
2. Plug-flow reactor
In a plug-flow reactor, there is very little longitudinal mixing among fluid particles. As a result, process parameters at the exit of the reactor are different from the ones at the beginning or at the middle of the reactor. Because aeration in an aeration tank always has some mixing taking place, there are no “ideal” plug flow reactors.
3. Complete-mix reactors in series
The series of complete mix reactors is used to model the flow regime that exists in aeration tanks equipped with several compartments. Each compartment within an aeration tank is often considered a complete mixed reactor, while series of these compartments may create flow conditions approximating the plug flow mode.
ACTIVATED SLUDGE PROCESS PARAMETERS AND ITS EFFECT ON SYSTEM PERFORMANCE An activated sludge process consists of two major processes: oxidation and solids separation. Pollutants are removed through one or both of these two processes.
An activated sludge system removes three different types of pollutants:
1. Soluble carbonaceous pollutants are expressed as soluble biochemical oxygen demand (BOD). Soluble BOD is completely oxidized and converted to settleable biomass that is separated later from clean water in the clarifiers. Microorganisms called heterotrophs use soluble BOD for the formation of new biomass.
2. Particulate carbonaceous pollutants are expressed as particulate BOD. Particulate BOD is absorbed into the biomass that is separated later from clean water in the clarifiers. Particulate BOD may be oxidized completely or partially.
3. Ammonia. Most of ammonia is oxidized to nitrite (NO2) and nitrate (NO3). Nitrite and nitrate are discharged with effluent or removed by the denitrification process as nitrogen gas. A small portion (2%-7%) of the ammonia is accumulated into the settleable biomass that is later separated from clean water in the clarifiers as sludge.
Southern California Edison Page 33 Design & Engineering Services July 2007

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
Soluble BOD and ammonia are removed mostly by the oxidation process. Particulate BOD is removed by both oxidation and separation processes. As a result, the effect of process parameters on process performance needs to be discussed separately for oxidation and separation processes.
First, process parameters on the oxidation process will be discussed. Removal of BOD and ammonia (NH3) through oxidation depends on the amount of biomass and biomass activity: an increase of BOD and NH3 removal is directly proportional to both the biomass oxidation activity and the amount of biomass. The biomass oxidation activity can be expressed as a ratio of bacteria growth rate under normal conditions to the maximum growth rate of these bacteria under ideal conditions. This ratio, as expected, generally increases with an increase of DO concentration. However, this relationship is governed by a diminishing return correlation: i.e., an increase of DO concentration leads to an increase of the fraction of maximum growth rate by a smaller percentage than the percentage of the DO increase Figure 17.
0
10
20
30
40
50
60
70
80
90
0 1 2 3 4 5 6
DO,mg/l
FR
AC
TIO
N O
F M
AX
IMU
M, %
FIGURE 17. TYPICAL EFFECT OF DISSOLVED OXYGEN CONCENTRATION ON RATIO BETWEEN ACTUAL AND
MAXIMUM BACTERIA GROWTH RATE
Biomass quantity can be expressed either as mass of total volatile suspended solids (TVSS) in aeration basins or solids retention time (SRT).
EQUATION 9. RELATIONSHIP BETWEEN FOOD-TO-MASS RATIO AND SOLIDS RETENTION TIME
Y*F/M=1/SRT+k
Where
Y-yield (constant)
F-BOD mass coming to the activated sludge system
M-biomass quantity, expressed as TVSSS
Southern California Edison Page 34 Design & Engineering Services July 2007

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
K-decay coefficient (constant)
SRT- solids retention time
SRT is equal to ratio of solids mass in aeration basins to mass of solids removed (wasted) daily from an activated sludge system. SRT is also frequently referred to as sludge age.
Based on the discussions above it is clear that soluble BOD and ammonia removals are functions of both DO and SRT. Therefore, the same ammonia and soluble BOD removal could be accomplished by an increase of either DO or sludge age.
A separation process for removal of particulate BOD consists of two steps. First, solids containing particulate BOD need to be flocculated (i.e., particles are clumped together), and then biomass separated from water by settling in clarifiers. Both adsorption and separation mechanisms are much more complex than the oxidation mechanism.
Flocculation depends mostly on concentration of dissolved oxygen. In order to achieve good flocculation, most experts agree that DO=1 mg/l is adequate. In rare cases DO as low as 0.5 mg/l was sufficient. To achieve good settling properties, process parameter requirements for a complete-mix reactor are different from reactors with two or more compartments.
Settling ability of the activated sludge depends on the configuration of an activated sludge reactor (aeration tank), dissolved oxygen concentration, and biomass quantity. It was found that achieving good sludge settleability in a complete-mix reactor is possible only if dissolved oxygen concentration is correlated to biomass quantity. The following relationship, Figure 18, between DO and SRT is required for a complete-mix reactor to achieve good settling properties. Considering that the nitrification process may take place at SRT of 2-3 days in warm Southern California climate, minimum DO in a complete mix reactor used for conventional (no nitrification required) treatment is 3-3.5 mg/l, Figure 18. This DO value can be decreased to as low as 1mg/l if an aeration tank is compartmentalized (i.e., baffles are installed) and the first compartment is not aerated.
Southern California Edison Page 35 Design & Engineering Services July 2007

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
Southern California Edison Page 36 Design & Engineering Services July 2007
0
1
2
3
4
5
6
0 0.5 1 1.5 2 2.5 3 3.5 4 4.
SRT,days
DO
,mg/l
5
FIGURE 18. REQUIRED RELATIONSHIP BETWEEN SRT AND DO IN A COMPLETE-MIX REACTOR TO MAINTAIN GOOD
SLUDGE SETTLEABILITY
The same graph can be extrapolated (if needed) and then applied to the first compartment of an aeration tank in the absence of an anaerobic or anoxic (i.e., DO<0.3 mg/l) compartment upstream. If the aeration tank is equipped with an anaerobic or anoxic compartment upstream of the aerobic compartment, DO equal to 1 mg/l is usually adequate for each aerobic compartment for good settleability and the aerobic SRT is larger than 2-3 days.
Summary of the considerations discussed above is presented below:
For nitrification and biological nutrient removal plants, selection of SRT and DO should be based on full ammonia removal criterion and good sludge settleabilty and flocculation criterion.
Good sludge settleability and flocculation are required criteria for SRT and DO selection for all other activated sludge systems.
Ammonia removal can be increased by either increasing DO or increasing SRT.
The DO setpoint cannot be lower than 1 mg/l to satisfy flocculation requirements.
The DO setpoint for a complete mixed reactor can not be lower than 3 mg/l to satisfy non-bulking requirements.
The DO setpoint can not be lower than 1 mg/l for all other types of reactors.
The SRT for conventional (no ammonia removal) plants should not exceed 2-3 days in warm climate to avoid nitrification.
The effect of SRT on sludge settleability cannot be defined quantitatively in a compartmentalized reactor. As a result, SRT setpoints are site specific for most activated sludge systems.

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
ACTIVATED SLUDGE PROCESS PARAMETERS AND IT EFFECT ON ENERGY USAGE The following are process related facts that have impacts on energy usage:
Oxygen demand is a function of the amount of BOD and ammonia
An exact mathematical relationship between oxidation demand and activated sludge process parameters are very complex and difficult to describe quantitatively
Energy usage is directly proportional to the aeration requirement
The aeration requirement is directly proportional to the oxygen demand and inversely proportional to the oxygen transfer efficiency Equation 10
EQUATION 10. AERATION REQUIREMENTS
Airflow=Oxygen demand/AOTR
Where: AOTR is a transfer rate
According to Metcalf and Eddy's Wastewater Engineering textbook, in the actual oxygen transfer rate (AOTR) equation (see below), AOTR is negatively related to the dissolved oxygen concentration
EQUATION 11. ACTUAL OXYGEN TRANSFER RATE
AOTR=SOTR*α*F*1.024T-20 (0.95*Cs,T,H-DO)/Cs,20 Where : AOTR-actual oxygen transfer rate SOTR-standard oxygen transfer rate in tap water at 20C α –oxygen transfer correction factor for waste F-Fouling factor Cs,T,H-oxygen saturation concentration in clean water at temperature T and altitude H DO-oxygen concentration in an aeration tank Cs,20 -oxygen saturation concentration in clean water at 20C and 1atm
An increase of DO causes reduction of OTR, increase air demand and waste of energy.
In the case of fine bubble diffusers, oxygen transfer efficiency is an inverse function of air velocity. The following formula is often used to describe clean water oxygen transfer efficiency for fine bubble diffusers:
EQUATION 12. STANDARD OXYGEN TRANSFER RATE
SOTR =K/(airflow)0.18 K- coefficient
Southern California Edison Page 37 Design & Engineering Services July 2007

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
APPENDIX B - GRAPHICAL APPROACH TO FORECASTING ENERGY SAVINGS ACHIEVED BY SRT AND DO OPTIMIZATION
To determine the combined effect of SRT and DO on aeration demand, mathematical modeling of an activated sludge process has been performed. Commercially available computer models (Hydramantis, Canada) of various activated sludge configurations (conventional, BNR, nitrification, etc.) were used to calculate airflow and oxygen demands for multiple combinations of sludge age and DO. Assumptions used in modeling are provided at the end of this appendix.
Modeling results showed that for each configuration of an activated sludge system, process parameters (i.e., DO and SRT) did not affect oxygen demand. Aeration demand, however, was increased when DO was increased because an increase of DO reduces the oxygen transfer rate (see Equation 11), and as a result, aeration demand requirements increase (Equation 10).
Modeling results also showed that minimum aeration demand was achieved at DO=1 mg/l in aeration tanks used for the BNR and nitrification processes and in aeration tanks equipped with anaerobic selector. For aerations tanks performing as complete-mix reactors minimum aeration demand was achieved at DO=3mg/l.
Based on the modeling results, it was concluded that sludge age does not need to be considered when calculating energy savings achieved by optimization and automation of an activated sludge process. At the same time in order to maintain proper process performance, sludge age must correspond to the selected DO concentration. Sludge age that corresponds to the optimum dissolved oxygen concentration is site specific, and, until recently, could be found by a trial and error method. Recently, Ekster and Associates Inc., with funding from the CEC, developed a more precise and faster method for sludge age selection. Software that is based on this method is commercially available under the name OPTImasterTM.
Based on the modeling results the following equation for energy saving forecasting has been developed:
EQUATION 13. ENERGY SAVINGS ACHIEVED BY REDUCTION OF DISSOLVED OXYGEN CONCENTRATION
E=100*(1-((0.95*Cs,T,H-CDOold)/(0.95*Cs,T,H-CDOnew))1.18),% Using this equation, a family of curves was generated. These curves provide an opportunity to determine, graphically, reduction of airflow demand achieved by the reduction of the DO target. This graph is presented in earlier in this report.
Southern California Edison Page 38 Design & Engineering Services July 2007

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
Modeling assumptions
The following assumptions were used for modeling:
Clarifiers designed for maximum flow and sludge volume index less than 170 ml/g
Return sludge flow is proportional to influent flow
Foam control measures are in place
Maximum sludge age is 30 days
Complete-mix reactor, BOD removal system
SRT=1-3 days
DO>=1 mg/l
Correlation between SRT and DO is determined by Figure 1
No nitrification takes place (Effluent NO3<0.5 mg/l is an indicator of absence of the nitrification process)
BOD removal systems with anaerobic selectors
SRT=2-4 days
Aerobic SRT=1-3days
DO>=1 mg/l
No nitrification (Effluent NO3<0.5 mg/l is an indicator of absence of the nitrification process)
Nitrification and biological nutrient removal systems
SRT>=3 days
DO>=1 mg/l
Effluent NH3<0.5 mg/l
Southern California Edison Page 39 Design & Engineering Services July 2007

Forecasting Energy Savings Using Activated Sludge Optimization and Automatic Control ET 06.04
Southern California Edison Page 40 Design & Engineering Services July 2007
APPENDIX C - GRAPHICAL APPROACH TO FORECASTING ENERGY SAVINGS ACHIEVED BY AUTOMATIC DO CONTROL
Airflow usage was compared between two airflow control methods: constant DO - variable airflow (i.e., DO control) and constant airflow - variable DO (i.e., no DO control). It was assumed that when DO is not constantly maintained, airflow was equal to the airflow demand during the peak time.
A commercially available activated sludge computer model (Hydramantis, Canada) was used to calculate airflow usage when DO was constant throughout the day. Calculations were performed at several DO setpoints. The same model was used to calculate DO for the case when airflow was constant and equal to the airflow during the peak time.
Both types of calculations were performed for two water temperatures 20C and 25C, and several flow and sewage strength amplitudes. Based on the modeling results relative difference of an airflow usage was calculated. This difference was graphed as a function of corresponding DO values (see Figure 4 and Figure 5 in the main part of the report). It was also graphed as a function of amplitudes (see Figure 7).