FOR DOUBLE FORTIFICATION · 2005-02-09 · Figure 4.8: Iodine retention of double fortified batches...
122
APPROPRIATE TECHNOLOGIES FOR DOUBLE FORTIFICATION OF SALT RIZWAN YUSUFALI A thesis submitted in conforrnity with the requirements for the Degree of Master of Applied Science Graduate Department of Chernical Engineering and Applied Chemistry University of Toronto Q Copyright by Rizwan Yusufali 200 1
Transcript of FOR DOUBLE FORTIFICATION · 2005-02-09 · Figure 4.8: Iodine retention of double fortified batches...

APPROPRIATE TECHNOLOGIES
FOR DOUBLE FORTIFICATION OF SALT
RIZWAN YUSUFALI
A thesis submitted in conforrnity with the requirements
for the Degree of Master of Applied Science
Graduate Department of Chernical Engineering and Applied Chemistry
University of Toronto
Q Copyright by Rizwan Yusufali 200 1

National Library I*I of Canada Bibliothèque nationale du Canada
Acquisitions and Acquisitions et Bibliographie Services services bibliographiques
395 Wellington Street 395. nie Wellington OtfawaON K1AON4 OttawaON K1AON4 Canada canada
The author has granted a non- exclusive licence allowing the National Library of Canada to reproduce, 10x1, distriiute or seil copies of this thesis in microform, paper or electronic formats.
The author retains ownership of the copyright in this thesis. Neither the thesis nor substantial extracts fiom it may be printed or otherwise reproduced without the author' s permission.
L'auteur a accordé une Licence non exclusive permettant à la Bibliothèque nationale du Canada de reproduire, prêter, distribuer ou vendre des copies de cette thèse sous la foxme de microfiche/film, de reproduction sur papier ou sur format électronique.
L'auteur conserve la propriété du droit d'auteur qui protège cette thèse. Ni la thèse ni des extraits substantiels de celle-ci ne doivent être imprimés ou autrement reproduits sans son autorisation.

APPROPRIATE TECHNOLOGIES
FOR DOUBLE FORTIFICATION OF SALT
BY
RIZWAN YUSUFALI
A thesis submitted in conformity with the requirements
for the Degree of Master of Applied Science
Graduate Department of Chernical Engineering and Applied Chernistry
University of Toronto
Q Copyright by Rizwan Yusufali 2001
ABSTRACT
Techniques for double fortification of salt with iodine and iron suitable for
implementation into developing countries were investigated. The technology's
simplicity, cost efficiency and versatility will be important. The basic premise of the
work was that encapsulation will protect iodine and iron frorn reactions with each other
and with moisture and irnpunties that are normally present in the salt.
Cocrystallization and agglornention followed by encapsulation were employed in
producing premix particles. With cocrystallization there was little control of iodine
content, particle size, and reproducibility. Agglomeration yielded positive results and
premix particles of sirnilar size to that of salt with required iodine and iron content, and
acceptable colour were achieved. Pilot scale studies on agglomeration were performed
successfull y.
The best formulation for double fortification retained more than 90% iodine over 3
months at 40°C and 100%RH. The stable formulations consisted of potassium iodide or
iodate dispersed within a dextrin rnatrix and encapsulated with soy stearine or polyrnethyl
methacrylate. As little as 20% soy stearine and 6% polymethyl methacrylate
encapsulation level were found to be sufficient.

ACKNOWLEDGEMENTS
1 would like to convey my sincerest gratitude to Professor Levente L. Diosady for his
guidance and kind advice during this project and for giving me the opportunity to work
on a cause that may improve the lives of countless people around the world.
My thanks also go to Joseph Alberti for his support, Professor Ron Hancock for his help
with NAA, Paul Jowlabar, Susan Abel at Weetabix and Peter Ozols at Guelph Food and
Technology Centre for their help with pilot scale tests.
I cannot forget my fnends Francesca A p m e s e , Bih King Chen, Dr. Lei Xu, Ildiko
Railleanu, Iftikhar Turi, David Balke, Anne-Sophie Parazols and the entire Food
Engineering group for their input, moral support and invaluable friendship.
Lastly and certainly not in the least, I would like to thank my parents, my wife Insiya and
the rest of my family for offering their kind words of encouragement, undying support
and patience. 1 could not have done anything without you.

TABLE OF CONTENTS
ABSTRACT ................................................................................................................................. I I
ACKNOWLEDGEMENTS ............................................................................................... I I I
TABLE OF CONTENTS ............................ ......, ....................................................... IV
L I OF F U S ......................................................................................................... VI
LIST OF TABLES ...................................................................................................................... IX
1. INTRODUCTION ......................,....................................*......*....,............................................. i
2. THEOFUTICAL BACKGROUND .... ........ .............. .......... ... . . . . . 6
2. I IODlNE AND IRON DEFICIENCY DISORDERS ................................................................................... 6 2.1. I lodine Deficiency 6
2.2 CHEMISTRY OF IRON AND IODINE ............................................................................................... f 0 2.3 SELECTION OF A VEHICLE AND FORTINING COMPOUNDS .................................. .., .................. 14
7.3.1 Choice And Dosage Of Iodine Compound 16
2.3.7 Selection .4nd Dosage Of Iron Compound 19
2.4.2 Approaching The Design Of Size Enlargement Processes 28
2.4.3 Size En largement Equiprnrnt And Practice 30
2.5 ENCAPSULATION ....................................................................................................................... 36 2.5 1 Choice Of Encapsu lant 37
2.52 Surface Characreristics Of Films 39
2.5.3 Solvent SeIection 40
3.1 MATERIALS ....................................................................................................................................... 42 3.2 EQUIPMEM .......................... - .............................................................................................. 42 3.3 EXPERIMEMAL PROCEDURE ........................................................................................................... 44
3.3.1 Pan Aggiomeration 44
3.3.2 Spray Cooting 44
3.3.3 Spray Drying 45
3.4 A N A L ~ C A L METHODS ......................................................................................................... 46 3.4.1 Moisture Content 46
3 .42 Iodine Anafysrj 47

3.4.3 lron .Jnu/ysis
3.4.4 Particle Si=e Distribution
3.5 SAMPLE S T O U G E AND PACLIGMG ............................................................................................... 49
3. RESULTS AND DISCUSSION ............................................................................ so 4 . 1 CO-CRY STALLIZ.~TION. .................. . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . -........... . . . . . 5 1 4 2 AGGLOMERATION AND SlZE ENLARGEMENT ..................................................... . .............. . . . . 56 4.3 OPTIMIZATION OF PREMIX FORMULATIONS ............................................................................. 62
-1.3.1 Eflect Of Storage Conditions On Iodine Retention 63
4.3.2 Effect of Adàition of SHMP Stabilizer on Iodine Retention 6 J
4.3.3 Eflect of Qpe of lron on Iodine Retention 63
4 . 4 SELECTION OF OPTIMAL ENCAPSULATING AGENTS ............................................................................ 69 4.5 OFTIMIZATION OF ENCAPSULATION LEVEL AND FORMULATION ...... .... ... .............................. 7 1
4.5.1 1odine Retention 73
4.5.2 fron Conversion 74
4.5.3 Colour Change In Double Fortifed Salt 75
5. CONCLUSIONS ................................................................................................................... 93
6. RECOMMENDATIONS ................................................................................................ 94
7. REFERENCES .................................................................................................................. 96
8. NOMENCLATURE ..................................................................................................... 103
9. APPENDICES .................................................................................................................... 1 OJ
9.1 EXPEUMENTAL RESULTS ................................................................................................................. IO4 9.1.1 Summury ofresults of shellac encrrpsuluted batches 10-4
9.1.2 Surnmary ofresults of Zein Encapszdated Batches 1 05
9.1.3 Surnmary of shellac encapsulated Km3 premix batches srored at d~flerent conditions, different iron sources. und with or without stabilizers. 106
9.1.4 Resulrs ofscreening fesis for dtf/erent encapsulanfs 107
9.1.5 Summary of results of experimental mns/or optimization of encapsu fation level and vpe ofencapsulant, iron source unci iodine source 1 08
92 SAMPLE CALCULAT~ONS .......................................................................................... . ................ . 1 12 9.2.1 Iodate A nulysis II2
LIST OF FIGURES
Figure 2. ka ) Thyroxine (3.5.3 : 5 '-tetraiodothyronine{TJ)): b) 3.53 'triiodothy'onine (T3)
Figure 2.7: Salr fortified rvith ferrous sulphare heptahydrate ujer exposure to 100% humidity and -(O"C over 3 tnorrths. ferrous srilphare (le#), encoprlared ferrous srdphate (right)
Figure 2.3: Cross secrional view of an ideal encupsulated par ficle
Figure 7.4: The rate processes of agitative agglot~rernrion. which inclide powckr wetiing. granule growth, granule consolidation and granule attrition.
Figure 2.5: Cirt-out view of a Wurster Process Chatnber
Figure 2.6: Spruy Dryer
Figure 3.1: Diagram of rotating pan used for agglomeration and spruy couring of particles.
Figrire 3.2: Flow diagrarn of a typical cocrystullizarion procehrc?
Figrire 3.3: ,.1 Ru- Tap sieve shaker with a stock of sieves
Figure 4.1: Diagram illustraring bonding and attrition of HOi and NaCl crystais
Figure 4.2: Slability of sheliuc encupsulated KIOJ pretr~ix usedfor Joiible fortijkation of salt with ferro us fimarate
Figiirr 4.3: Stability ojzein encapszrlated HO3 prentix irsedfor clodde fortificotiorr of sait wirh ferro us fimarute
Figure 4.4: Iodine retention 13% shellac-encapsulated KlOJ barches, single and double fortified withjerrous suiphate and stored under room conditions and 4U"C-1 O O % R H
Figure 4.5: Comparison of iodine retention in batchcs contairiing 13% shelluc- encapsulated KlOJ premix and ferrous sulphate wilti dlflerent aniounts of SHMP
Figure 4.6: Comparison of iodine retention benveen single fortified sali and double fortified salt with ferrous fumarate and ferrous sulphate respectiveiy, srored under JO"C and I O O % R H - iodine source -1 3% shellac encapsulated KIOJ premix
Figure 1.7: Iodine retention of double fort@ed batches with Kï03 premix encapsulated by d~rerent encapsulan fs and unencapsulatedjërrous fimarute
Figure 4.8: Iodine retention of double fortified batches with HO3 premix encapsulated by dlrerent encapsulants and encapsulated ferrous fimurate
Figure 4.9: .Retention of iodine in batches double fortiped with soy stearine encapsulated HO3 premk and soy stearine encapsuiated ferrous fimarate premix d e r 3 months of storage at JO"C und 1 OO%RH.

Fipire 4.10: Conversion of ferrot iron to ferric iron in barches dotible fortified rvith soy stearine encapsulated Kiû3 premiic and soy srearine encapstrlared ferrous fimurate premk after 3 months of storage ut 4O"C und 1OO%RH.
Figure 4. / I : Appearance of double forrijied salt samples aper 3 months of srorage under #O"C crnd 100% RH.
Figure 4. II: Retention of iodine in batches double forfified with soy stearine encapszdated KIOJ prenrix and soy stearine encapsirlated ferroils sulphute premir aJer 3 mortrhs of srorage ut 4O"C and 1 OO%M
Figure 4.13: Conversion of ferrous iron io ferric irori in barches double forrifiedivirh soy stearine encapsulated K/OJ prerrtir und soy sreurine encupsdated ferrous siilphare prernir a)er 3 rnonrhs of storage ar 4O"C and I OO%RH. 75
Figure 4.14: Appearance of double fort fted salt samples afrer 3 ntonths of srorage trnder 4O"C and 100% RH. 79
Figure 4.15: Retention of iodine in batches double forrified wirh polyntethyl niethacrylare encapsulared KIOJ prenrir and soy srearine encapsulared ferrous fiimarate prernix afrer 3 monrhs of srorage ar 4O"C and I O O % R H . 80
Figure 4.16: Conversion of ferrous iron io ferric iron in barches double forrrjied wirh polymer~l methactylare encapsulared WOJ premix and soy stearine encapsuZaied ferrous fumarate premi-r afrer 3 moriths of storage ar 30°C und 1 OO%RH.
Figzire 4.17: Appearance of double forrified salt samples afrer 3 months of storage under 4O"C and 100% RH.
Figzrre 4.18: Retention of iodine in barches double forrijied wirh polyniethyl methacr/klte encapsdated HO3 premk und soy stearine encapstilured ferrous sulphate prernix afier 3 rnonrhc of storage ur 4VC and 1 OO%RH. 82
Figure 4 19: Conversion of ferrous iron to ferric iron in batches double forti/ied wirh polymethyl merhacrylare encapsulated KlOJ premix and soy stearine encapsulated ferrous sulphate premix aifer 3 monrhs of srorage ai J#C and I OO%RH. 82
Figure 4.20: Appearcmce of double fortified salr samples a$er 3 months of storage under JO"C and 100% RH. 83
Figure 421: Retention of iodine in batches doublefortl/ied with soy sreurine encapsulated Hpremix and soy stearine e~cap~u~asedferrous fimarate premix aftet 3 months of storage ut JVC and I OO%RH. 84
Figure 4.22: Conversion of ferrous iron IO femic iron in balches double fortijiede with soy stearîne encapsdated KI prrmir and soy stemine encapdated /errousfimarate premir d e r 3 month of storage ut 4VC and 1 OO%RH.
Figure 4.23: Appearance of doublejortified salt samples ufier 3 month of s~orage under 40°C and 100% RH.
vii

Figure X 24: Retention of iodine in batclies double fortrfied wirh soy srrarine encnpsz duted KI premix m d soy srearine encapsu la1 ed ferrom suiphrire pretnir afrer 3 months of storage at M C and I OO%RH.
Figure 4.25: Conversion of ferrous iron ro ferric iron in batches dozrbIeJorr$ed wirh soy srearine encapsulated KI premir und soy stearirie encopsztIated ferrous szrlphare premk afrer 3 rnonrhs of storage at 4O"C and I OO%M
Figzrre 4.26: Appearance of double fort9ed saif samples ajler 3 monrhs of storage zrnder N C and 100% RH.
Figure 4.27: Relention of iodine in batches double forrified rvith polyniethyl merhacrylare encapsulated Kl preniir and soy srearine encapsulated ferrous fimarate premix ajler 3 month of srorage a[ 4O"C and I OO%RH.
Figure 4.28: Conversion of ferrola iron to ferric iron in barches double forr~jied with poiymerItyln~erhacryIate encapsulared KI prenlir and soy stearine encapsulated ferrous fumarate premir afier 3 nionths of storage at 4#'C und I OO%RH.
Figure 4.29: Appearance of double fort~jied sait samples afer 3 rnonths of sroruge under 4O"C and 100% RH.
Figzrrr 4. JO: Rereniiori of iodine in barches double for~ijied rvith po lynlerhyl ethacrylate encapsulated K i premix and soy srearine encapslrlared errozlr szdphate premk after 3 monrhr of sforage al 4 ü î and I OO%RH.
Figure 4.3 1: Conversion of ferrous iron ro fenic iron in batches double forri/ied ivitlr polyntethylmerhacry late encapsulated KI premir and soy stearine encopsulated ferrous sulphare premir afier 3 months of storage ar 4û"C cind I OO%RH.
Figiire 4.32: .4ppearance of double fortifie J sait satnples afer 3 month of srorage under 4O"C and 100% RH.

LIST OF TABLES
Table 2.1:
Table 2.2:
Table 2.3:
Table 2.4:
Table 2.5:
Table 3. Ir
Table 3.2:
Table 4.1:
Table 4.2:
Table 4.3:
Tuble 4.4:
Table 4.5:
Tuble 4.6:
Table 4.7:
Absorbe J iron requirenrents (nzg/clay) ar d~jiereni sruges of the hirmun lye cycle
Physical propert ies of iodine and ifs conipo~rnds
Salt iodizat ion leve ls in selecred CO unrries
Comnrrrciai~v available ironfcirt~ficunts und iheir e_Oecriveness und i m character ist ics
Properries of selected encapstrlating agen rs
List of chernicals used
Operating condirions for pilot scaje spray drying mrs.
Coniparison of Traditional Forrificarion Vs. The Prent ir A pproach
Sunmn~ary of resrtlis ofco-crysrallizarian batches
Variation in iodine content betweens samples and befiveen replicure analyses runs.
Summury of restilrs of caking rrrns
Operut h g purumerers for 1 kg pi10 i scale agg20t)trrarion rtrn
Operuring purorneters for 5 kg pif or scule ugglonieration rtrn
Combimions sr iidied for oprin~izurion of prem ix formitlarion und encapsularion level
1. INTRODUCTION
In recent years there has been an increased global awareness of micronutrient
deficiencies. Iron and iodine deficiencies in particular have the largest detrimental effect
on human health and well-being. lron and iodine deficiency collectively impacts over 2
billion people around the world. Food fortification is an efficient way of combating these
problems.
lnsufficient intake of iodine in the diet causes cretinisrn. deaf mutism, goitre, leads to
stunted growth, miscmiages. as well as infant and neonatal mortality. These diseases
collectively known as lodine Deficiency Disordes (IDD) c m be easily prevented by
consumption of adequate arnounts of iodine. The average daily requirement of iodine is
about 150 pg (Merck Manual, 1997)
The speciai biological importance of iodine ax-ises frorn the fact that it is a constituent of
the thyroid hormones thyroxine (3.5,Y.j'-tetraiodothyronine(T4)) and 33.3 . -
hiiodothyronine(T3). Both these hormones play a role in controlling the body%
metabolism. In children these hormones are also essential for normal physical growth
and mental develo pment.
Iodine occurs most abundantly in nature in oceans. It was present during the primordial
development of the earth, but large amounts were leached from the surface soi1 by
glaciation, snow, and rain, and were canied by wind and ninning water into the sea. As a

result. highland populations tend to be more iodine deficient and generally have higher
occurrences of IDD.
Iron deficiency (ID) is the most common nutritional disorder in the developing world and
the most common cause of nuvitional anaemia in young children and women of
reproductive age. The economic and social consequences of iron deficiency are
enormous. Lack of suficient iron in the diet can lead to anaemia which in turn Ieads to
increased matemal mortality, foetal growth retardation, prenatal and postnatal monality,
reduced development of motor skills and learning capacity, lowered physical activity and
reduced immunity to diseases.
About one third of the body iron is storage iron (existing as femtin and haemosiderin).
The rest of the body's iron is functional. existing mainly as haernoglobin in blood.
myoglobin in muscles and lesser amounts in iron containing enzymes. Iron deficiency
develops only when storage iron is depleted and there is insufficient iron absorption to
counteract the amount lost fiom the body through faeces, desquamated mucosal and skin
cells, and rnenstrual blood loss among women.
Iron deficiency is harder to combat as imn status is associated less with intake and
depends more on the bioavaîlability of the consumed iron. The presence of iron
absorption inhibitors or enhancers can also alter the d d y iron requirement.
Iron deficiency has in the past tended to suffer relative neglect as a micronutrient
deficiency. In the last decade an improved understanding of the detrimental

consequences of iron deficiency and increased success of global iodine fortification has
led to a more concertrd action to provide iron in the diet.
With the success of global iodization programs and the "doability" of providing
micronutnents through a vehicle such as salt, a more focussed prognm was developed to
provide both iron and iodine in normal table salt. Salt has proven to be an ideal vehiclc
for combating rnicronutrient deficiencies especially in the developing countries because it
is cheap, its consumption is generally uniform throughout the population strata and is not
dependent on socio-economic status, and it has low potential for excessive intake.
This research focuses on overcoming the problems associated with double fortification
(DF) of salt with iodine and iron and at the same time developing a suitabie technique for
double fortification which is relatively simple and cheap to implernent.
Adding iron and iodine concurrently to salt is not without its own challenges. The fact
that salt in most developing countries is highly impure poses a problem for its double
fortification with iodine and iron. Iron is normally added as its ferrous (Fw) form and
this can be easily oxidized to the femc (Fe+++) Form which is less bioavailable and
usually imparts a metailic taste and a brownish red colour to the salt. Iodine on the other
hand is normally added either as its iodide or iodate compound and can be easily
converted to its elemental state (12) through reduction or oxidation and in the presence of
high humidity and sunlight. The fiee iodine sublimes and evaporates easily into the
atmosphere and is no longer present in the diet. In addition having iodate and iron(I1)

present at the same time can trigger a redox reaction when the two are in contact to
release iodine and convert iron(I1) to iron(II1).
Several research groups have focussed on increasing the stability of double fortified salt
through the addition of stabilizing agents (Narasinga Rao, 1975) and through better
packaging of salt (Diosady, 1998). These approaches have yielded some mixed results.
A more feasible approach seems to be that which physically protects the active
ingredirnts from adverse effects. Diosady and Alberti proved that encapsulating
potassium iodine within a dextnn matrix through spny drying produced a stable salt with
negligible iodine losses. This project is a follow-up on the idea of isolating the active
ingredients and hence eliminating contact with impurities md moisture.
Although spny drying yielded good results, a technique for producing a similar product
that was less expensive. more versatile and yielded the desired size was needed. In this
project several methods were investigated of agglomerating and microencapsulating the
iodised and iron fortified particles. This premix was more concentrated with the
micronutrients and thus it could be easily mixed with locally available salt to obtain the
desired dose.
Another important aspect of this study was to optimise the formulation of the premix.
Several binding agents for agglorneration, fillers to alter dosage and encapsulants to form
the physical b h e r were tested for their suitability.

The stability of al1 the batches was monitored for three months under 40°C and 100%
relative hurnidity for loss of iodine and conversion of iron. These conditions are the
worst encountered by salt during storage, transportation and distribution. Batches that
showed good stability also undenvent bioavailability studies for iron.
Pan granulation or agglomeration was found to be a feasible method and pilot scale
studies of up to jkg were performed to see if the process could be scaled up to produced
larger amounts of premix.
2. THEORETICAL BACKGROUND
2.1 Iodine And Iron Deficiency Disorders
Healthy humans require iodine, an essential component of thyroxine and
trîiodothyronine. Inadequate consumption of iodine leads to insufficient production of
these hormones, which affect many parts of the body. particularly muscle, hem, Iiver.
kidney and the developing brain. The healthy human adult body contains 15-15 mg of
iodine of which 70-80 percent is in the thyroid gland. The normal iodine intake is about
100-150 pg per day, of which the thyroid has to trap about 60 pg per day to maintain
adequate thyroxine supply.
The basic effect of iodine deficiency is to interfere with the production of thyroid
hormones. because iodine is an essential constituent of the TJ and T3 molecules.
Inadequate hormone production leads to the disease States collectively known as the
iodine deficiency disorders. or IDD. These consequences include mental retardation,
defects in the development of the nervous system, goitre (enlarged thyroid), physical
sluggishness, growth retardation, reproductive failure, increased childhood mortality, and
ultimately leads to economic stagnation.
Iodine deficiency has been called the world's majsr cause of preventable mental
retardation. Its severity c m Vary from mild intellectual blunting to frank cretinism, a
condition that includes gross mental retardation, deaf mutism, short stature, and various
other defects.

Insufficient iodine intake triggen the release of the hormone TSH. which in turn signals
the thyroid gland to increase the uptake of iodine from the blood Stream. If the diet Iacks
iodine for an rxtended period, the cells of the thyroid gland swell causinç the thyroid
gland to enlarge, a condition more commonly known as goitre.
Consumption of too much iodine can also lead to goitre. This condition is known as
hyperthyroidism. Hyperthyroidism does occur is a small fraction of individuals who are
deficient in iodine and are suddenly exposed to high doses of iodine. The thyroid in this
case is overactive.
Universal Salt Iodisation (USI) does put a small fraction of the population at risk through
hyperthyroidisrn and may not benefit people who are on low sodium diets or avoid salt
consumption. However, the number of people whose lives c m be improved makes these
problems insignificant.
2.1.2 Iron Deficiency
Nutritional iron deficiency is a major problem in developing countries. The only proven
way it can be elirninated is through increasing the iron intake. This can either be done by
providing medicinal iron (supplementation) or by adding iron to the diet (fortification).
Fortification has been proven to be more efficient, especially because it is less expensive,
does not require highly paid professionals to dispense and administer dosage, and if put
in foods such as salt, virtually eliminates risks of overdose.

Iron in the hurnan body c m be classified into two categories, functional iron (mostly as
haemoglobin in the blood and myoglobin in the muscles) and, storage iron (as ferritin and
haemosiderin). Iron deficierky develops when the storage iron is depleted and the
consurnption is inadequate to cover the loss. If the loss of stonge iron continues
functional iron may become depleted and this leads to iron deficiency anaemia. Iron c m
be lost from the body through menstnial blood loss, blood in the faeces (usually onset by
a digestive tract disease and parasites), and desqumated inucosal and skin cells.
(Clydesdale et al. 1985)
Iron deficiency is harder to combat than sorne of the other nutrient deficiencies due to the
fact that the iron requirement is different for individuals of different age and gender. Iron
deficiency is associated with the actual amount of iron absorbed that may not depend on
the amount of iron consumed. The presence of iron absorption enhancers (such as
vitamin C, and chromium) or inhibiton (such as nicotine, phytic acid and other chelating
agents) can alter the amount of iron available. (Fornon et al. 1992)
In our study we aim to supplement the diet by adding about a third of the daily iron
requirement to salt. This decision was based on the assurnption that many other food
sources also contain iron. Iron absorption in the body occurs almost entirely in the
duodenurn, which makes up about 7 cm of the whole digestive tract. Normally o d y a
quarter of the available iron is actually absorbed by the hurnan body. The table below
lists the daily absorbed iron requirernent for humans at different stages of theirs Iives. It
should be noted that pregnant women have much higher iron demands and in this case

fortification programs are generally not enough. Extra iron supplementation during
pregnancy would be essential.
1 Age and physiological group 1 ivedian absorbed iron requirement - - -
4- 1 1 month infants 1 0.96 1 12-23 rnonth preschool children 24-59 month preschool children 6- 1 1 yr schoolchildren 12-1 6yr adolescent girIs
0.6 1 0.70 1.17 3.02
12-16yr adolescent boys Adult men Non-pregnant wornen
1.82 1.14 2.3 8 . -
Pregnant women ( 1 " trimester) Pregnant women (20a trimester)
-
Table 2.1: Absorbed iron requirements (mg/day) at diifment stages of the human life cycle
Source: FAO/WHO 1988
1 6 (largely blood expansion) -
Pregnant women (3" trimester) ' 1 O ( l a ~ ~ l y j i x t a l &wh)
When the iron stores in the body are depleted and insufficient iron is consumed to
counteract the loss, iron deficiency anaernia occurs. Iron is essential for the oxygen
transport by haemoglobin and myoglobin, as well as being a component of many
enzymes which are required for the adequate fùnctioning of brain cells, muscle cells, and
the cells of the immune system. Lack of sufficient iron can lead to increased matemal
mortality, increased risk of foetal growth retardation, prenatal and postnatal mortality,
cornpromised development of motor skills and learning capacity, growth failure, poor
physical developmeni , lowered physical activity (Iethargy), and decreased immunity to
disease. (Gillespie, 1996)
Lactating women Post-meno~ausal women
1.3 1 0.96

2.2 Chemistry Of Iron And Iodine
Iodine (12) is a dark violet non-metallic element, belonging to group VI1 in the periodic
table. It is insoluble in water but soluble in ethanol and many other organic solvents.
Iodine is required as a trace elemeni by living organisms; in animals it is concenuated in
the thyroid gland as a constituent of the thyroid hormones thyroxine (3,5.3',5'-
tetraiodothyronim(T4)) and. 3,5,3'-triiodothyronine (T3).
a) TETUIODOTHYRONINE (THYROXINE)
Figure 2.1 a) Thyroxine (3$,3',5'-tetraiodotby ronine(T4)); b) 333'-triiodothyronine (T3)
In fortification of food, iodine is usually introduced as the iodide or iodate of potassium,
calcium or sodium. In salt iodization, potassium iodate is found to be more stable than its
iodide counterpart in the presence of high humidity and moisture, and is therefore the

cornpound of choice in developing countries where salt has higher moisture. (Venkatesh
Mannar, Dunn, 1995). Potassium iodide is used most frequently in developed countries
with refined salt. The criteria for selection of iodine and iron compounds are discussed in
more detail as a separate section in this thesis. Iodide oxidation and iodate reduction
genenlly leads to the formation of volatile iodine:
21' -+ I2 + 2e' (oxidation)
21'' + I Oe' -, I2 (reduction)
The rate of oxidation of iodide to volatile iodine depends on pH and concentration of
iodide. It has been found that the partitioning ratio of free iodine species in air increases
with decreasing pH and decreasing iodide concentration (Evans et a1.1993). It is also
widely accrpted that iodide oxidation can also be catalyzed by high temperature. sunlight.
and the presence of moisture and trace metal impurities.
Salt in most developing countries contains high levels of impurities, is poorly stored and
distributed, and in some cases the surface temperature of salt stored in humid sheds or
under sunlight can be as high as 80°C. Al1 these conditions favour the conversion of
iodide or iodate salts into fiee iodine. Solar sea salt in most developing corntries also
contains magnesium and calcium chlorides as impurities, hydrolysis of these salts in
water produces an acid:
MgCh Mg(0H)CI + HCl (2) (*similarly with Ca")
(3) (*similarly with Ca")

The resultant acid facilitates the decornposition of iodide or iodate as follows when
sunlight and oxygen are present:
At elevated temperature, the reaction proceeds as follows:
The research on stable iodized salt has been prirnarily based upon elirninating conditions
that promote the formation of volatile iodine species. The focus has been on improving
the quality of salt to reduce impurities. addition of basic stabilizing agents, since at higher
pH the decomposition of iodide or iodate is greatly reduced (Venkatesh Mannar 1995.
Narasingha Rao 1994, Evans 1993), improving the packaging of fortified salt (Diosady et
al. 1998), addition of reducing agents such as dextrose (Diosady et al. 1998) and
dehydnting free flowing agents such as calcium silicate. and encapsulation of iodine.
The addition of iron to iodized salt, in essence double fortification, poses fùrther
challenges to fortification. The most important oxidation states of iron are +2 and +3.
though coordination complexes with +4 and +6 states are also known. Ferrous ( ~ e " )
compounds are usually pale green due to the ~ e " ion or complex ions. Ferric compounds
are usually yellow, orange or brown, depending on the extent of hydrolysis. Ferrous iron
is usually used in food fortification due to its higher bioavailability. Through oxidation,
the ferrous form can be easily converted to its femc form which is less bioavailable and
darker in colour:
Fe* (green) --b FeM(orange/red) + e-

This reaction is more likely to occur under acidic conditions or in the presence of an
oxidizing agent, but it rnay also occur through air oxidation at a Iow pH. The rate at
which iron oxidation occurs is largely dependant on the nature of the food and the
conditions under which it is stored. Trivalent iron salts react with iodide to produce free
iodine which escapes easily:
The reduction of iodate cm be accelerated by the presence of ferrous salts. A redox
reaction between ~ e " and 1" occurs very easily to yield volatile iodine and oxidation of
ferrous to femc:
These reactions occur in aqueous systems. This means that moishm needs to be present
for the reaction to proceed and results in this study confirm that at higher moisture levels
the loss of iodine and the conversion of ferrous iron to femc iron is indeed accelerated.
Eliminating rnoisture has proven to be an effective method to increase the stability of
double fortified salt. In the past the approach has been to eliminate moisture through
better salt packaging. This option is however not feasible in many developing countries
as it would greaatly increase the price of salt. Other solutions such as puriQing salt,
adding stabilizers and chelating agents would also increase the pnce of salt and make it
unaf5ordable to the targeted population.
A possible alternative to producing double Fortified salt which is stable for longer
periods, i.s. at Irast 6 months, would be to encapsulate the active ingredient with a water
insoluble shell and hence isolate the active ingredient from moisture, trace metals, and
other impunties. This method would also increase the price of the salt, but if the
technology were made simple enough, the impact on cost would be minimal.
Administering iron in non-food systems would be much more expensive in cornparison.
A concentrated premix approach would also greatly reduce the arnount of material that
would have to go through extra processing since only the premix would need to be
treated instead of the entire sait batch. This thesis primarily focuses on using
encapsulation methods for the preparation of premixes.
2.3 Seleetion Of A Vehicle And FortiQing Compounds
The selection of the right food vehicle and micronutrient compounds is of utmost
importance to any successful fortification program. In selecting the food vehicle the
target population, their habits, customs and beliefs and most importantly their safety are
of primary concem.
Iron and iodine deficiency impacts the highest number of people in developing countries.
The population at greatest risk is living in poverty with inadequate access to nutritionally
complete foods. This should be kept in mind when identifj4ng the fortification
approaches suitable to overcome the nutritional deficiencies.

A suitabie food vehicle is the one that meets the following criteria:
1.
II.
III.
IV.
v.
VI.
I t is crntrally processed
It is technologically and economically fortifiable. The marginal extra cost if any
should be such that the fortified food rernains within economic reach of the
poorest groups who are likely to be most at risk or the cost m u t be borne by
health agencies/govemments.
It can be made available to the target or total population through an effective
distribution system.
It is consumed in fairly constant or predictable arnounts. Allowing calculation of
required fortification levels and ensuring no risk of over-consurnption.
It will not result in significant change in taste, texture. appearance or colour on
addition of forti ficant.
It is acceptable and frequently consumed by the target or total population.
Salt is one of the very few food commodities that meets nearly al1 of the criteria for a
food fortification vehicle. Salt has been successfully fortified with iodine since the early
1900s. Iodised salt has virtually eliminated IDD in most developed nations. Salt that is
double fortified with both iron and iodine is however a more recent idea. Many groups
have tried to double fortiQ salt with varied arnount of success. University of Toronto has
successfully dernonstrated that iodine dispersed within a dexvin matrix through spray
drying and ferrous fumarate added to salt resulted in a formulation that was stable for up
to one year (Diosady 1996, Diosady et d. 1998). India has also initiated several
pmgrams to double fortifi salt with iron and iodine and has s h o w that a combination of
chelating agents (Sodium hexametaphosphate, or EDTA) and other stabilising agents

such as sodium bicarbonate and sodium caseinate can improve the long terni stability of
fonified sait (Narasingha Rao 1994).
2.3.1 Choice And Dosage Of Iodine Compound
Iodine is normally introduced as the iodide or iodate of potassium, calcium or sodium.
Table 2.2 below shows some important physical properties of these compounds:
Table 2.2: Physical properties of iodine and its compounds
Source: CRC Handbook 1964
Salt iodization programs use both potassium iodide (KI) and potassium iodate (Kï03)
%
iodine
100
86.5
65.0
76.5
59.5
85.0
64.0
Mol.
wt.
253.8
293.9
498
166.0
214.0
149.9
197.9
Name
lodine
Calcium
iodide
Calcium
iodate
Potassium
iodide
Potassium
iodate
Sodium
iodide
Sodium
iodate
extensively for iodization. Table 2.3 lists typical iodine sources and iodization Ievels:
Chernical
formula
11
Cal2
Ca(IOt)2.6H20
KI
K I 0 3
NaI.2HI0
NaIO3
m.p '
OC
113
740
d. 35
686
560
651
d.
b.p
OC
184 atm
1100
--
1330
d.
1304
-
Solubility in water @IL)
O'C
--
646
-
1780
47.3
1590
-
2O'C
-
676
1 .O
1440
81.3
1790
25.0
3OC
0.3
690
4.2
1520
117
1900
90.0
4OoC 1 6O0C 0.4
708
6.1
1600
128
2050
150
0.6
740
13.6
1760
185
2570
210

Country
Austral ia -
-
7
- - - -
- -
- - - - -
Iodine compound used
Carneroon
Levei Of Iodization At
Potassium iodate
I
Production (mg Ikg Salt)
65
Potassium iodate
Canada 7
China 1 Potassium iodate
50
40
Ecuador
Potassium iodide
I
Potassium iodide 1 40
Germany
77
India
b
Indonesia
Nigeria 1 Potassium iodate 1 50
Potassium iodate 1
Kenya
35
Potassium iodate
Potassium iodate
30
25
Potassium iodate
I
Panama 1 Potassium iodate/iodide
100
67- 1 O0 I
USA 1 Potassium iodide
--
Table 2.3 Salt iodization levels in selected countries Source: Universal Salt Iodization resource Kit CD-ROM, Micronutrient Initiative.
The high solubility of EU enables dispersion by atomized sprays on very dry crystals.
However, KI in sait is not very stable and can be easily lost by oxidation to iodine under
the conditions mentioned in section 2.2. It can also be lost if the iodized salt packages
become damp, resulting in migration of iodide fiorn the salt to the fabric, and subsequent
evaporation if the fabric is pervious. This loss can be lessened when the salt is very pure
(+99.5%) and dry (moisture less than 0.1 %), and by the addition of stabilizers such as
sodium thiosulphate and caicium hydroxide, andor drying agents such as magnesium
carbonate or cafcium carbonate.
77
Zimbabwe
Most people in iodine deficient areas use unrefined salt that c m be effectively
supplemented with Ho3 without added carriers or stabilizers, as iodate is more stable
Potassium iodate 50
under adverse climatic conditions. It is also less likely to migrate from the bag as it is
only sparingly soluble in water at low temperatures. The Joint FAOIWHO Expert
Comrnittee on Food Additives has approved the Provisional Maximum Tolerable Daily
Intake (PMTDI) for iodine of I mg/day from al1 sources. Even at the highest dosages
currently used, iodine intake through iodized salt is unlikely to exceed 20% of this value.
In double fortification with ferrous compounds it would be prudent to use KI since
ferrous cornpounds c m easily reduce iodate to iodine and result in oxidation of iron from
ferrous to femc. The presence of dexuin, which is also a reducing agent, would also
accelerate this reaction.
The recommended minimum daily requirement of iodine varies from l5Oug to 200ug.
There is no universal specification for the level of iodine to be added to salt to achieve
this dose. This is because nurnerous factors influence the selection of an appropriate
level for a given population, including per capita consumption of sait in the region, the
degree of iodine deficiency in the region, transit losses, and the required shelf life. The
per-capita consumption of sdt in different countnes around the world varies fiom 3g to
2Og per day. (Venkatesh Mannar et al 1994)

23.2 Selection And Dosage Of Iron Compound
The Iron source or fortificant has to be bioavailable, safe, affordable, and relatively
stable. It also has to conform to food and dmg regulations like any other food product.
The bioavailability is dependent on the presence or absence of iron enhancers and
inhibitors present in the diet, the iron status of the individual, the amount of iron present
in the meal. the form of iron and other physico-chernical factors such as particle size and
surface area of the iron particle (Bjom-Rasmussen, 1976)
The selection of an iron source often entails a compromise between the use of inert
compounds that are poorly absorbed and chemically reactive forms with high
bioavailability. Highly soluble iron forrns have the highest bioavailability yet are also
most likely to affect the stability, coloiir, and odour of foods. Ferric iron sources on the
other hand are more inert and have lower activity but are poorly absorbed (Gillespie.
1 996).
The average daily salt consurnption is around 10g per person. Assuming that this will
supply one third of the 3mg daily iron requirement, through a fortificant with a
bioavailability of 1 O%, the target iron level in sait needs to be 1 mg/g or 1000ppm.
Excess iron is toxic, causing vomiting, diarrhoea, and damage to the intestine. Iron
consumed in excess arnounts over longer periods of time causes iron overload disease
(haemochromatosis). This condition is potentially fatal but treatable. The symptoms of
excess iron include skin pigmentation, results in liver disease, diabetes rnellitus,

hypothyroidism. chronic fatigue. arthritis. and may cause infertility and impotence. More
than 6Omg/kg body weight iron is toxic. A person weighing 60kg would therefore need
to consume 3.6 g of iron or 3.6 kg of salt fortified at IOOOppm Fe to be harmful. Normal
salt consumption is approximately 1 Og per day.
There are several iron compounds that could be used in salt fortification. Their choice
depends on their bioavailability, colour. solubility and stability over the long nin. The
table below lists the sources of iron and their relative cost and relative bioavailability:

Common Vehicles I KEY: G=Good. F=Fair. P=Pwr - = Information not availablc
R=Rccornmcndcd. V-Vakible. NR=Not rccommendcd
Rrlativc Cost Factor: = 100 X Bioavailability factor in humans
% iron
Bioûvailability factor G= 1. F=2. P-3
Freely water soluble Ferrous sulphate.7H20 Ferrous gluconate Ferrous lactate -- -
Ferri~ ammonium citrate Ferrous ammonium sulphate Ferric choline citrate Slowly soluble Dned ferrous sulphate Ferric glycerophosp hate Ferric citrate Ferric sulphate Ferric sacchante Ferric chloride Poorly soluble Ferrous fumante Ferrous succinate
Ferrous citrate Almost insoluble or insoluble Ferric pyrophosphate Ferric orthophos~hate . . Sodium uon ~ v r o ~ h o s ~ h a t e .- . . Reduced elemental iron
a. Reduced by hydrogen b. Reduced bv carbon monoxide
d
c. Carbonyl iron d. Reduced by electrolysis
-
Femc oxide Femc hydroxide Ferrous carbonate Iron Corn plex Compounds Sodium Femc EDTA
Table 2.4 Commercially available iron fortificants and their effectiveness and use characteristics Source: A nonymous, XII INA CG Meeting Combating Iron Deficiency Anenrio Thro tigh Food Fort@ation Technoiogy. International ~Vutritional Anemia Consultative Group, Washington, Decernber 1990, page 18, table 3.
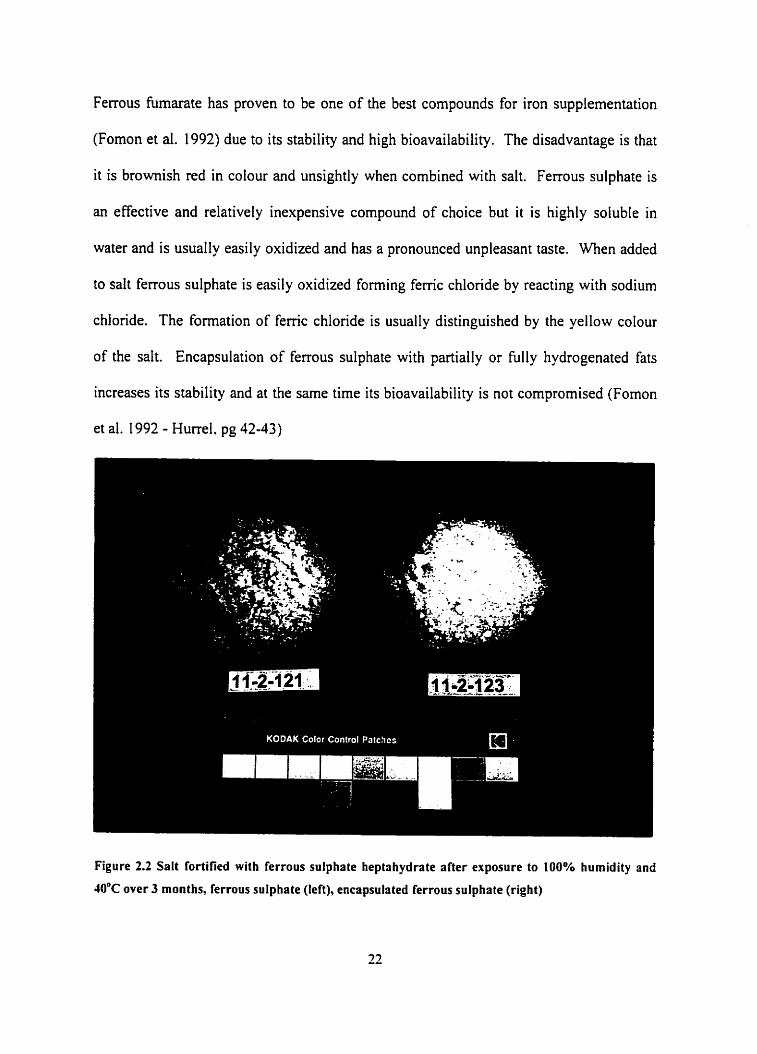
Ferrous fumarate has proven to be one of the best compounds for iron supplementation
(Fomon et al. 1992) due to its stability and high bioavailability. The disadvantage is that
it is brownish red in colour and unsightly when cornbined with salt. Ferrous sulphate is
an effective and relatively inexpensive compound of choice but it is highly soluble in
water and is usually easily oxidized and has a pronounced unpleasant taste. When added
to salt ferrous sulphate is easily oxidized forming femc chloride by reacting with sodium
chloride. The formation of femc chloride is usually distinguished by the yellow colour
of the salt. Encapsulation of ferrous sulphate with partially or fully hydrogenated fats
increases its stability and at the sarne time its bioavailability is not compromised (Fomon
et al. 1992 - Hurrel. pg 42-43)
Figure 2.2 Salt fortified with ferrous sulphate heptahydrate after exposure to 100% humidity and
40°C over 3 mon ths, ferrous sulphate (lefi), encapsulated ferrous sulphate (righ t)

2.4 Developing A Method For Double Fortification
The benefits of adding iron and iodine simultaneously to salt are obvious and have been
discussed in the previous sections. Developing a technique that can be applied in doing
so successfully without compromising the appeamnce, stability, taste and texture of the
sait and keeping the whole process within suingent cost criteria is a far greater challenge.
University of Toronto and in particular the food engineering group under the supervision
of Professor Diosady has made significant strides towards developing stable double
fortified salt. The approach has been based on the idea of keeping iron and iodine from
contact with impurities, moisture and other reactive agents in salt. A simple technique of
doing so in food engineering is to create a waterproof barrier around the active
ingredients. This procedure is known as encapsulation or microencapsulation.
Encapsulation of substances to preserve their characteristics or to enhance their
performance and palatability is not a new idea Many different products from
pharmaceuticals to foods flavon increasingly make use of microencapsulation
technologies. Its use in salt fortification however has not been exploited due to the high
costs of typicai encapsulation processes.
The idea of physically separating the active ingredients from hannful effects was tint
studied using spray drying rnethods. This breakthrough involved dispersing Ki within a
particle made from dextrin, a partially water-soluble starch compound, which sewed as a
physical barrier between the two elements (iron and iodine). The double-fortification

technology was developed with support from the Micronutrient Initiative (MI) and IDRC.
MI is a non-profit organization that aims to eliminate health problems resulting fiom
deficiencies in iron, iodine, vitamin A and other essential micronutrients.
This spray drying system gave good results both in t ems of stability of the double
fortified salt and its acceptance in field studies performed in Ghana which involved 5000
people (Diosady 1998, I&II).
With the success of spray drying, a method which was less expensive, was desired. This
report discusses the techniques which can be applied as an alternative to spray drying and
how some of the disadvantages of spray drying were overcome.
There are several aspects which nred to be considered in fortiQing salt using
microencapsulated ingredients:
1,
II.
III.
IV.
The iron and iodine premix must have the same particle size as that of salt to
prevent segregation.
Iodine dosage requirements are low, and in order to avoid risks of overdose, it
needs to be diluted before encapsulation to main a safe level for addition to salt.
The particles have to be unifom before encapsulation can take place.
The particles have to have suficient hardness and tensile strength to avoid
breakdown during mixing with salt.

V. When mixed with sait the distribution of the particles should be uniforni,
segregation of premix within the sait can lead to overdose or lack of micronutrient
in the diet.
In principle, design of the particle was simple, have the active nutrient in the centre
distributed within and edible rnatrix, encapsulate the particle with a water impervious
layer. The particles should be about 100-200 times more concentrated than the required
dose. These would then be diluted with normal salt to attain the required iodine and iron
levels within the salt. As it is unlikely that each processor cari actually make the
encapsulated micronutrients, a premix must be centnlly made and distributed to
processors, to mix with local salt. Practical considerations limit the amount of premix to
- 1% of the salt (Diosady, 1998). Higher dilution ratios would lower costs but at the
sarne time increase risks of overdose.
In designing premix containing the micronutrients for addition into salt, several criteria
had to be considered. The daily requirernent of iodine is very low and therefore the
concentration of iodine in the premix should not exceed 5%. Iodide or iodate salts could
thus not be directly encapsulated, as they could be potentially toxic at those leveis. Iron
compounds on the other hand could be directly encapsulated. as the daily requirement for
iron is higher. The particle size of the premix and the salt also had to be similar to
prevent segregation of micronutrients which would result in delivery of very high or low
doses of nutrients to the consumer.

Fortilled Particle
Encapsulant
Active ingredient Core ! \
' Inert matrix (fillers and binders)
Figure 2.3 Cross sectional view of an ideal encapsulated particle
Spray drying proved to be an effective method for addition of active nutrients to the salt.
Unfortunately spray drying is expensive and produces very fine particles which easily
segregate unless the salt is milled to match the particle size. Milling salt would be
tremendously costly and would also alter the flow characteristics of the salt which would
not be readily accepted by consumes. A method that would produce particles with the
particle size typical of local salt, containing the required dosage levei, and physical
characteristics was thus needed. The cost and complexity of the enrire process also had
to be within the reach of developing countries.
2.4.1 Size Enlargemen t
Size enlargement is any process whereby small particles are gathered into larger,
relatively permanent masses in which the original particles can still be distinguished. The
terrn encompasses a variety of unit-operations or
particle agglomeration. Agglomeration processes
processing techniques dedicated to
can be loosely broken down into

agitation and compression methods. Agitative processes include fluid-bed. spray-drying,
pan (or disc), drum, and mixer grmulators. Compression agglomeration processes
include tableting or briquetting, and extrusion processes.
The leed in size enlargement processes typically consists of a mixture of solid
ingredients, referred to as the formulation, which includes an active ingredient, binders,
fillers or diluents, lubncants, andor colours or dyes.
The agglomeration c m be perfomed in several ways. The solvent or slurry can be
ûtomized onto the bed of particles which either coats the particle or granule surfaces
promoting agglorneration, or the spray drops c m form small nuclei in the case of powder
feed which subsequently c m agglomerate. The solvent or slurry may contain a binder, or
solid binder may be present as a component of the feed. Altematively, the solvent may
induce dissolution and recrystallization of soluble particles of solid binder.
At the level of manufacturing plant, the size-enlargement process cm involve several
peripheral unit operations such as milling, blending, drying and or cooling, and
classification to increase product yield and uniforrnity. In addition an added
encapsulation step may be involved to M e r enhance product characteristics.

2.3.2 Approaching The Design Of Size Enlargement Processes
2.4.2.1 Agglomeration Kinetics
Four key rate processes control granulation. These include wetting, coalescence or
growth, consolidation. and breakage. These processes combined control granule size and
porosity, and they may be influenced by formulation or pmcess design changes.
Growth
I I f(size, porosity)
l 1 f(openring variables + materid vririablcs)
L
tnsolidation
Figure 2.4 The rate processes of agitative agglomeration, which incfude powder wetting, granule growth, granule consolidation and granule attrition. Source: Perry9s Chernical Engineer's Handbook, 71b Ed. 1997. pg 20-59, Fig 20-63.
Initial wetting of the particles by the binding fluid is strongly idluenced by spray or fluid
distribution as well as feed formulation properties. In the coalescence stage, partially
wetted primary particles and larger nuclei coalesce to form granules composed of several
particles. The term nucleation is typically applied to the initial coalescence of primary

particles in the imrnediate vicinity of the larger wetting drop. As the granules grow, the
compaction forces of the bed, due to agitation, consolidate them.
2.3.2.2 Product Characterization
Powders are agglomerated to change their physical and physicochemical properties. Key
agglomerate properties are size, porosity. bulk density, strength, and their associatrd
distributions. These properties directly affect end-use attributes of the product such as
attrition resistance. flowability, bulk-solid perrneability, wettability and dispersibility,
appearance, or active-agent reiease rate.
Size: Aggiomerate mean size and size distribution are both important properties.
Sieve analysis is the most common sizing technique. Handling of the sarnple durinç
sieving analysis can cause changes to the size distribution through coalescence or
breakage. Online measurement techniques using laser diffraction techniques are now also
available.
Porosity and Density: There are three important mesures of density of granular
or agglomerated materials:
Bulk density pb (related to the volume occupied by the bulk solid), the apparent or
agglomerate density pg (related by the volume occupied by the agglomerate including

interna1 porosity) and the true or skeletal-solids density p,. These densities are related to
each other and the interagglornerate voidage ~ b , and the intra-agglomerate porosity E,:
Strength of Aggiomerates: Agglomerate hardness c m be quantified through its
tensile strength, its resistancc to attrition (fi-iability), the rate at which it can disintegrate
in a Iiquid medium, or its fracture toughness. The strength of agglomerates is important
if the agglomerates are subjected to further processes such as encapsulation. sieving, or
mixing with another solid.
2.43 Size Enlargement Equipment And Practice
Size enlargement equipmrnt can be divided into 3 major categorîes. tumbling
granulaton; spray granulators, fluidized bed gnnulators. and pressure compaction
granulators.
3.4.3.1 Tumbling Grmulators
In himbling granulators, the particles are set in motion by the tumbling action caused by
gravitational and centrifuga1 forces. The particles are thus caused to collide with each
other and consolidate into larger particles. Tumbling granulaton are nonnally used ir.

making particles in the size range of lmm to 20mm. Drum and disc (pan) granulators are
the most common types of tumbling granulators.
Disc or pan granulators consist of a rotating, tilted disc or pan with a rim. The powder is
fed onto the pan and the binding solution or wetting agent is sprayed as the disc forces
the powder to tumble within the pan. It is important to balance the pan angle and rotation
speed in order to ensure that the powder does not flow as a dead mass or is Forced to the
rim of the pan due to centrihgal forces.
The required disc rotation speed is given in terms of critical speed, Le.. the speed at
which a single particle is held stationary on the rim of the disc due to centripetal forces.
The cntical speed. N, is given by:
Where g = acceleration due to gravity
@ = angle of the disc to the horizontal
D = Diameter of the pan
Disc granulaton range in size from laboratory rnodels 30 cm in diameter to production
units of 10 meters in diameter with throughputs of 100 tonh .

Wan et al. ( 1985 & 1986) suggests that there are many factors that can affect the particle
characteristics in a pan agglomerator such as size. hardness. friability, and bulk density.
The important factors among these are:
Pan loading: Increasing the mass of material increases the average pellet
diameter and also increases the bulk density and friability of the particles.
Residence tirne: Increasing the residence time of feed increases the average pellet
diameter but after some period the added agitation has a negative effect on particle size
due to breakage of agglornerates by attrition forces. Increased residence time however
increased the sphericity of pellets.
Agitation speed: Increasing the agitation speed decreased the average pellet
diameter. At very high agitation speeds the bulk powder is immobilized on the pan rim
due to centrifuga1 forces. Very low agitation speeds are also not efficient since
insufficient momenturn is created to cause the rolling of the powder.
Inclination angle: The angle of inclination does not have much effect on the
pellet characteristics. It does nevertheless have a significant effect on the efficiency of
the process in terms of spillage, spray-powder contact and the overall rolling motion of
the bulk powder.

Powder formulation: This is probably the most important variable in
Pelletization technologies. The choice of binder, bulk material, filler and solvent are of
utmost importance to the characteristics of the final pellet.
Mixer granulators work on a similar principle as pan granulaton, the only difference
being the powder motion is through paddles or mixing blades as opposed to centrifuga1
and gravitational forces.
2.4.3.2 Fluidized Bed and Related Granulators
In fluidized bed granulators, the particles are suspended in the chamber by air nther than
mechanical agitation. Fluidized bed technoiogy is one of the rnost versatile techniques
for both agglomeration and coating/encapsulation applications. The product also has a
narrow particle size distribution. The simplest fluidized bed granulator is the Wurster
colurnn show in figure 2.5, many versions of this design are now in use the only
difierence between hem being the orientation of the colurnn, air handling unit, and the
spray nonles. Fluidized bed columns essentially operate on a batch mode although some
continuous cofumns are available.
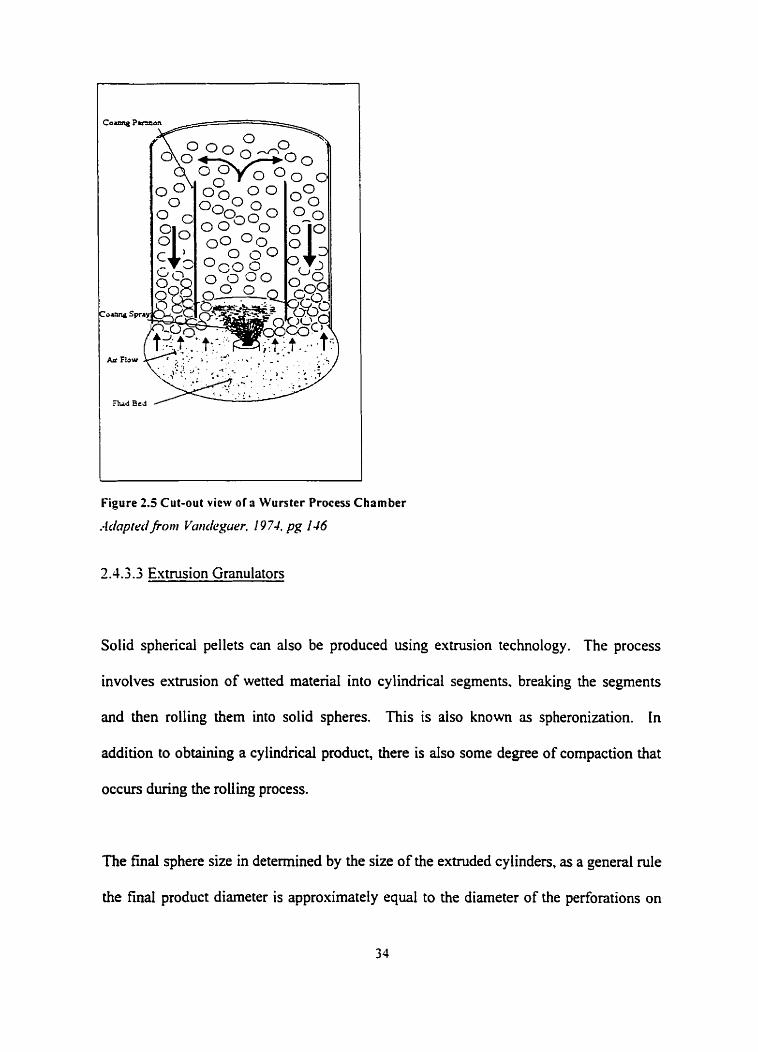
Figure 2.5 Cut-out view of i~ Wurster Process Cham ber
..L ciopred fiorn Vunclcguer. 1 9 74, pg 146
2.4.3.; Extrusion Granulators
Solid spherical pellets c m also be produced using extrusion technology. The process
involves extrusion of wened material into cylindrical segments. breaking the segments
and then rolling them into solid spheres. This is also known as spheronization. In
addition to obtaining a cylindrical product, there is aiso some degree of compaction that
occurs during the rolling process.
The final sphere size in determined by the size of the extruded cylindea, as a general rule
the final product diameter is approximately equal to the diameter of the perforations on

the extruder die. The advantages of using this process are the product size is very
uniform, the process time is very shon, and pellets with active ingredient content of as
high as 90% have been produced (Conine and Hadley, 1970).
To prepare the solid spheres, the following operations are involved: (1 ) dry blending, (2)
wet granulation, (3) extrusion, (4) rolling in a marumerizer, (5) drying, and (6) screening.
The mammerizer consists of a shallow cylindrical chamber with a horizontally spinning
plate. The extmded cylinders are rolled against the manimerizer walls by the spinning
plate into spherical balls.
2.3.3.4 Spray Drying
Spray drying is widely used in the flavour industry to protect volatile and reactivr
matenals from degradation. Although most oflen considered a dehydration process.
spray drying can be used as an encapsulation process when it entraps "active" matenal
within a protective matrix.
The process is conducted in a spray dryer such as the one s h o w in figure 2.6 below. The
matenal to be dried is sprayed in the form of small droplets into a cylindrical chamber. in
which hot gas circulates, supplying the heat necessary for evaporation. Atomizers are
chosen according to the material nature. The powder produced is collected at the bonom
or at one of the sides of the drying chamber

Figure 2.6 Spray Dryer
Source: http://www.enrropie. fr/En/dryer/ index-htm
2.5 Encapsulation
Once a uniforrn core pellet is achieved, fominç a physical barrier around it can funher
protect the active ingredient within the core matrix. This procedure is called
encapsulation or microencapsulation. There are several factors involved in achieving a
proper film around a particle and these include: (1) the choice of encapsulant, (2) the type
of solvent used, (3) The encapsulation procedure, and (4) the thickness of the film itself.
Encapsulation if done properly generally protects the active ingredient. There are many
different encapsulants which are used in the food and dmg industry and also in many
chemicai industries such as fertilizers for controlled release of active ingredient and for
increasing the shelf life, palatability and appearance of food and drugs.

In double fortification of salt, the main concem is to preserve the stability of iodine and
iron and thus it would be beneficial to keep the active nutrients. Le. iron and iodine from
corning into contact with water and other impurities in the salt. Thrre is however a
compromise which needs to be reached when encapsulating iron and iodine, more
protection could increase the stability of iron and iodine but at the sarne tirne it may
greatly reduce the nutrients bioavailability. It is therefore important that the problem be
approached fiom both sides.
2.5.1 Choice Of Encapsulant
Encapsulation c m be generally classified into three distinct groups: sugar coating, film
coating, and compression coating. Sugar coating is probably the one most commonly
used, perhaps for historical reasons. Film coating however is quickly replacing sugar
coating in man. application due to the wide range of encapsulants that are now available
and its relative ease of use. low process times, and greater overall efficiency.
The choice of encapsulant is of paramount importance to any encapsulation process. The
properties of the final product c m be greatly altered by the encapsulant and its properties.
There are several encapsulants which were investigated in this study and are commonly
used in the pharmaceutical and food indutries, these are listed in the table below.

l I 1 organic solvents I
Encapsulant
1 10- 15%. sol. in aq.
Common solvents Soiubiity in water
Shellac
I 1 solutions of
iMelting point
Soy stearine 1 Insoluble Ethanol. methylene ( 65°C
I I 1 methylene chloride.
1 1 5- 1 20°C t
Zein Insoluble
Insoluble 95% Ethanol. ether
ethano lamines.
Aq. alcohols,
l
d. 300°C
1 aq. solutions with
Polymethyl 1 Insoluble
methacry late
Polyethylene glycol
pH> 1 1.5
Methy lene chloride.
E thy lcellulose
Depends on extent
Soluble
Palmitic acid
1 ceilulose 1 on amount of 1 chloride
insoluble
Carboxy methyl
absolute alcohol
Water. methylene
Insoluble
Table 2.5 Pro perties of selected enca psuiating agents
Previous studies have shown that eliminating rnoisnire is of utmost importance in
stabilizing iodised or iodated salt. It was therefore desirable to have an encapsulant
which would was impervious to water. Also the salt can get very wet under humid
conditions and the encapsulant should not deteriorate under these conditions.
of polymerization
30-50°C -
chIoride
Methy lene chloride.
Solubility depends
I 1 substitution
depending on MW
Sofiens i 40°C
ethyl acetate.
methano l
Hexane. methy Iene
chloride, hot alcohol
Water, methylene
I
63 -6JUC

The important criteria for a suitable encapsulants are; it should be edible, it should be
easiiy digested by the body, it should conform to local beliefs, it should meet food
regulations, and it should not impart a highly distinguishable colour or taste to the sait.
2.5.2 Surface Characteristics Of Films
For optimum results, the film surface should adhere to the solid underlying surface and
form a continuous unbroken shell around the particle. Although this is a goal of all
encapsulation processes. it is almost impossible to achieve. Any film will have
imperfections but these usually cm be reduced to acceptable levels with the right process
conditions and proper selection of encapsulant.
Porter (Tablet Coating. 1-IV) classifies film imperfections into the following types:
Picking: occurs when drying is inefficient, or where an over-ambitious rate of
application of coating solutions is utilized. Al1 of these produce a wet bed. this results in
adjacent particles sticking together and on subsequent turnbling, are broken apart. This
leads to films fragments king removed from one particle and sticking to another.
Peeüng: is an extension of picking, this is when the encapsulation bed is ailowed
to become very wet resulting in attrition and wearing off of larger sections of film onto
the bed.

Bridging: Occurs when the film surface foms a bndge across and indent of
fracture on the particle surface. The film section over the indent is thus not bonded
properly to the underlying surface and is easily chipped off dunng agitation or tumbling.
Orange peel effect (roughness): This usually occurs when a spray technique is
used to transfer the film ont0 the particle. Tiny droplets of solution are continually dned
on the surface and are unable to coalesce resulting in a rough film surface. This can be
reduced by using a higher spray rate, increasing the drying time, or using a plasticizer.
Cracking: occun when there are stresses on the particles and the film surface is
not elastic enough to absorb the stresses. This can be reduced by addition of plasticizers
or using a more elastic film.
2.5.3 Solvent Selection
The solvent used to dissolve the encapsulant will also influence the final film properties.
The volatility of the solvent will determine the process conditions and the drying rate.
Long drying times will result in a wet encapsulation bed and lead to picking, peeling and
secondary agglomeration of particles. A very fast drying rate wiil result in rough film
surfaces, and cracking of the film.
The flammability, toxicity and overall hazard limits of solvents also have ro be kept in
mind and handlcd accordingly. Two solvents, 95% erhanoi (food grade) and methylene
chlonde were used to dissolve the encapsulants before spraying.
Methylene chloride is widely used in the pharmaceutical industry for various enteric
coating and film coating processes. It is not flarnmable but being a chlorinated
hydrocarbon, it needs to be handled with care. There are some concems with using
methylene chlonde as it may be a possible carcinogen. Since only small batches were
encapsulated in the labontory the exposure to methylene chlonde was minimal. Also al1
encapsulation and agglomeration was performed in the fumehood to avoid exposure to
solvents. At an industrial level, spraying a melted encapsulant as opposed to its solution
is more feasible.

3. EXPERIMENTAL
3.1 Materials
The chemicals that were used in this study are listed in table 3.1 below with their
specifications and suppliers.
Chemical Supplier Carboxy methyl cellulose Herman Laue Spice Co. Carrageenan Herman Laue Spice Co. Dextrine Casco Ethanol Aldrich Ferrous fiimarate Aldrich Ferrous sulphate heptahydrate Aldrich Guar Gwn Herman Laue Spice Co. Hydroxy propyl cellulose Herman Laue Spice Co. Methyl methacrylate Sigma Methy lene chloride BDH chernicals Microcrystalline cellulose Herman Laue Spice Co. Palrnitic acid AIdrich Polyethylene glycol (PEG ZOO0 Sigma
Description Food grade Food grade Modified starch # 7071 Food grade ACS grade ACS grade Food grade
Analyticai grade - 1 1 & PEG 8000) 1 1 1
1 1 - Soy stearine 1 Canamera foods 1 Fully hydrogenated soy oil
Potassium iodate Potassium iodide Shellac Sodium chloride (salt) Sodium hexametaphosphate
Table 3.1 List of chemicals used
Aldrich Aldrich
Cargill foods Inc. Aldrich
Zein
3.2 Equipment
ACS grade ACS grade
Topflo' uniodised salt ACS grade
Pan agglomeration was c h e d out in a rotating pan. The pan was 30 cm in diameter and
Sigma
6 cm deep. The pan inclination angle and the rotation speed were variable. A diagram of
(MP - 60°C) Food Grade
the pan is shown in figure 3.1.

SlDE VlEW FRONT VIEW
Figure 3.1 Diagram of rotating pan used for agglomeration and spray coating of particles.
The same pan agglomerator was used for spray coating the agglomented particles. A thin
layer chromatography (TLC) spray bottle (250ml) from VWR tvas used as an atomizer
for spnying the binder solution and encapsulant solution during agglomeration and
encapsulation runs respectively.
Pilot scale spray drying was performed at the Guelph Food Technology Centre with a
Bowen BLSA spray dryer.
Co-crystallization was performed in g las beakers of different sizes and stimng was
either done through a BrinkmannB stirrer or a stimng rod attached to a rnotor. A water
bath was used to aid in evaporation of the N a C M Iiquor.
Dry blending of solid powders was done in a glas jar for small batches, and in a LeRoy
Somer 5L i-ibbon blender for larger batches. Occasionally. when it was necessary to mil1
the agglornerates to smaller sizes, a Braun cof3ee gnnder and a Retsch mill, mode1 No.
ZM1 were used as appropriate.

UVNis spectroscopy was done in a Perkin Elmer UVNis spectrophotometer.
3.3 Experimental Procedure
3.3.1 Pan Agglomeration
A typical pan agglornention run consisted of blending the dry powder formulation in the
ribbon blender or g las jar. The powder was thrn fed in to the pan and the pan angle and
rotation speed were adjusted until a cascading motion in the pan was achieved. The
binding solution (either water, or other dissolved binding agent in water) was then
spnyed ont0 the powder in the pan using a TLC atomizer hooked up to an air supply at 3-
jpsi. Once the powder was agglomerated, the granules were placed in a baking pan and
dned in an oven at 50°C until the particles were dry to touch. The aggregates were then
separated by size using a stack of Tyler@ sieves and a Ro-tap@ sieve shaker for 7
minutes.
3.3.2 Spray Coating
Spray coating of the particles was also done in the pan agglornerator. nie particles to be
encapsulated were fed into the rotating pan and set in motion. The encapsulant was
dissolved in either alcohol or methylene chlonde and sprayed using a TLC atomizer ont0
the particles. It was sornetimes necessary to dry the particles in-between spraying. This
was done by using a heat gun. The m a s of the particles was measured before and afier
each run to determine the level of encapsulation. The concentration of the encapsulant
was varied to alter its viscosity to enable spraying.

33.3 Spray Drying
Semi pilot scale spray drying r u s were performed at the Guelph Food Technology
Centre (GFTC). The centre's Bowen BLSA spray dryer was used for both runs. The two
nins were canied out on blarch 25, 1999 and March 26, 1999. The feed solution
contained 12% (wlw) solids. The dextrin was first dispersed in a 1 : 1 mixture with water
in a blender. The slurry was then diluted with enough water in the feed tank to rnake a
12% solids feed mixture. KI equal to 2% of the total solids was added to the feed tank
directly. The feed solution was preheated to 88OC with mixing before being pumped
through the spray dryer. The following spray dryer conditions were used for both mns:
Variable Set point
Nozzle size
L I
Inlet heater temperature measured 1 157+2'C
80 (medium)
lnlet heater temperature set point 162 - + 2°C
I 1 inlet temperature 1% 2 1°C
Outlet temperature 84 + IUC
Cyclone Pressure drop 1.49 kPa
Temperature at the bonom of the chamber
I
Feed Temperature 1 88 + 4°C
87 5 2'C
Air pressure at dual nozzie
- - - - - - -- - - -
Table 3.2 Operating conditions for pilot scale spray drying runs.
275 kPa
Moyno purnp setting
33.4 Co-crystalliza tion
We attempted to produce crystals of sait containing up to 5% of KI or KI03 to produce
the appropriate dilution of KVKI03, and to obtain particles which would not segregate on
mixing with salt. The flow diagram of a typical approach which was used is as follows:
I
3

,/ /'
/'
: Paddle mixer j ,, O , 95 g NaCl ,,y' : 4 (Evaporation) i-;Lb
/' ,' t a I 60°C 1
/ / I
I /
DRY 1
I .' IODINE CONTENT ')
y ANALYSIS L - -P. - - -- A
5gure 3.2: Flow diagram of a typicai CO-crystallization run
3.4 Analytical Methods
3.4.1 Moisture Content
The moisture content of samples was determined gravimetrically. Samples weighing noi
less than 5g were weighed into alurninum bats previously dried in the oven at 1 lOoC to
remove moisture. The samples were then dned in an oven at 1 1 O°C for 12-24 hours or
until two identical weight readings were achieved. The difference in weight was the loss
in moisture of the samples and the % moisture determined as foIlows:
% Moisture = Mass of dry sarnple * 1001 Mass of original sample
3.4.2 Iodine Analysis
3.4.2.1 Iodate Analysis
The iodine content of iodated samples was measured through iodometric titration. This
method involves using a reducing agent to liberate free iodine. Excess KI is then added
to stabilize the fiee iodine. The presence of free iodine is indicated by the addition of a
few drops of 3% starch solution. The free iodine is then consumed by standard sodium
thiosulphate solution. The iodine content cm easily be calculated from the volume of
thiosulphate needed to consume the fiee iodine in any given sarnple.
3 .-LX Iodide Analysis
The iodine content of iodized samples was measured using epithermal neutron activation
analysis (ENAA) using a slowpoke nuclear reactor with the help of Professor Ronald
Hancock at the Royal Military College in London, Ontario.
In this method, 1-2 g samples of salt are weighed into polyethylene vials. These vials are
then shielded with a cadmium shell and imdiated at 10 kW for 3 minutes using a neutron
flux of 5.0 x 10" cm-*s". The cadmium shell is used to reduce interferences due to the
high proportion of chlorine and sodium present in the sarnple. Following irradiation,
there is a time delay of 6 minutes, after which the gamma emissions at 443 keV are
measured using a hyper pure germanium based gamma ray spectrometer. The
concentrations OF iodine in the samples can then be calculated based on a calibration
curve obtained from a series of standard samples ranging in iodine concentration From
200 to 2000 ppm.
3.33 Iron AnaIysis
Iron analysis was performed using the method developed by Harvey, Smart and Edwards
(1955). This meihod involves forming a complex of iron(1I) and iron(11l) with 1 JO-
phenanthroline. The absorbance of the resulting complex is then rneasured at 396 nm and
520 nm and correlated to calibrated data to determine the total iron and the ferrous
content of samples sirnultaneously. The main advantage of this method is that it not only
gives the total iron content but also differentiates between ferrous and femc iron.
3.4.4 Particle Size Distribution
Particle size distribution analysis was performed using a set of Tyler@ screens ranging in
size from 50pm-4mm and a RoTap@ sieve shaker. Sarnples, no less than 25 g were
separated using the stack of sieves and a RoTap sieve shaker for 7 minutes. The
separated particles were then weighed to determine the fraction of particles of the size
range of two adjacent sieves.

ÿÿ p.^;-::-.;.;:--- .. .$-. .Y- .-: .: . t-
Figure 3.3 A Ro-Tap sieve shaker with a stack of sieves
3.5 Sample Storage And Packaging
AI1 sarnples which were tested for long term stability were placed in LDPE bags and
stored in a closed air tight oven maintained at 40°C and completely saturated with
moisture ( 1 00% RH). The samples were taken out of the oven at regular intervals and
analyzed for iodine and iron content and visually inspected for colour changes.

4. RESULTS AND DISCUSSION
The work presented in this thesis covers two major areas. Identification of a suitable
technique for double fortification of salt involved the physical aspects of producing
iodine and iron fortified particles to be added to salt. The methods uied here were CO-
crystallization and agglomeration followed by encapsulation.
The second area of study involved deriving a suitable formulation of the active
ingredients and the premix particles. In this part of the study the type of binders. fillers,
active inçredients, and several types of encapsulants were tested in terms of their
stability, colour, and taste.
The approach to double fortification of salt in this study was based on adding a premix
containing high concentrations of iodine and iron to regular salt. This approach was
different fiom the normal approach to fortiQing an entire batch of sa11 with iodine and
iron. This method has many advantages over traditional salt fortification programs.
Table 4.1 gives a cornparison of traditional fortification programs to the premix
approach:
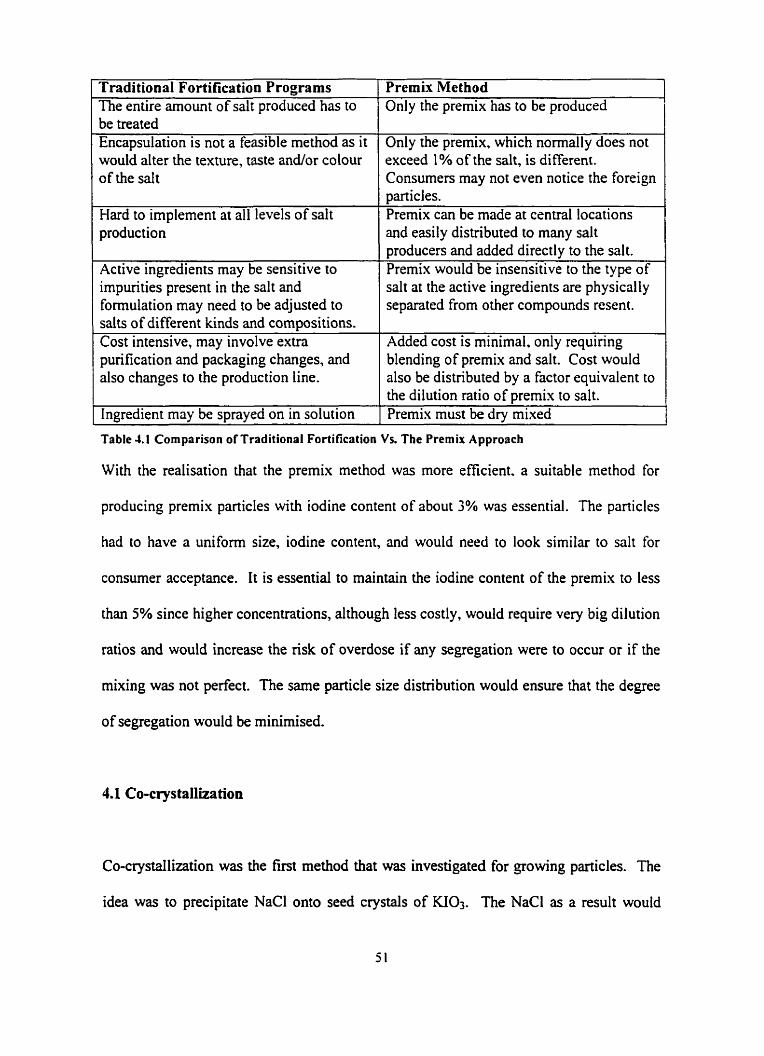
Traditional Fortification Programs The entire amount of salt produced has to
1 ofthe salt 1 Consumen may not even notice the foreign
Premix Method Only the prernix has to be produced
be treated Encapsulation is not a feasible method as it would alter the texture, taste andhr colour
Only the premix, which norrnally does not exceed 1% of' the salt, is different.
/ Hard to implement at al1 levels of sait particles. Premix c m be made at central locations
production
Active ingredients may be sensitive to impurities present in the salt and formulation may need to be adjusted to
and easily distributed to many salt producers and added directly to the salt. Premix would be insensitive to the type of salt at the active ingredients are physically separated from other compounds resent.
salts of different kinds and compositions. Cost intensive, may involve extra
Table 4.1 Comparison of Traditional Fortification Vs. The Premix Approach
With the realisation that the premix method was more efficient. a suitable method for
producing premix particles with iodine content of about 3% was essential. The particles
had to have a uniform size, iodine content, and would need to look similar to salt for
consumer acceptance. It is essential to maintain the iodine content of the premix to less
than 5% since higher concentrations, although less costly, would require very big dilution
ratios and would increase the risk of overdose if any segregation were to occur or if the
mixing was not perfect. The same particle size distribution would ensure that the degree
of segregation would be minimised.
Added cost is minimal, only requiring purification and packaging changes, and also changes to the production line.
[ngredient may be s~raved on in solution
Co-crystdlization was the fmt method that was investigated for growing particles. The
idea was to precipitate NaCl onto seed crystals of KI03. The NaCl as a result would
blending of premix and salt. Cost would also be distributed by a factor equivalent to the dilution ratio of premix to salt. Premix must be dry mixed

encapsulate the KI03 crystal and protect it from reaction. Co-crystallization has been
appiied in some specialized products successfully.
Sixteen runs were performed here in trying to CO-crystallize KI03 and NaCl
simultaneously. The process panmeters that were varird were temperature of solution,
rate of evaporation and addition of precipitation aids.
A typical CO-crystallization run involved starting with a saturated liquor containing 95%
NaCl and 5% KI03. nie saturated solution was then slowly heated under gentle mixing
to evaporate the water and initiate precipitation of the crystals. Once most of the solution
had evaparated the crystals were filtered under vacuum and dried. The iodine content
was then determined by taking several samples randomly from the batch. On radier runs
it was round that the crystals lumped together upon drying and these lumps caked on to
the equipment. The amount of caking was greatly reduced in Iater runs by washing the
crystals with ethanol before drying. This removed any residual water.
It was found that most nins performed by CO-crystallization were unsuccesshil. The
particles obtained using this method were uneven in size. On some occasions the entire
batch caked and formed one large lump that had to be crushed d o m to size. The iodine
distribution was very poor within the batches and aiso between batches indicating that the
particle chemicai composition was highly non-homogeneous and could not be controlled.
Table 4.2 gives a s u m a r y of the results of the iodine content and the variation depicted
by the relative standard deviation (%MD) of batches produced by CO-crystallization.

1 3.3 55.0 Poor White Particles show uneven 2 8.3 114.0 Poor White surface c haracteristics 3 0.0 - Poor White - from white powder ta 4 2.6 10.0 Poor White translucent crystals. 5 5.7 9.5 Poor White
'
suggesting segregation 6 4.4 9.6 Poor White of NaCl and KI03. 7 5.7 4.7 Poor White 8 13.9 147.0 Poor - White 9 10.1 87.8 Poor White 10 6.3 12.7 Poor White 11 1.8 14.3 Poor White 12 1 . 0 ' 132.8 Poor White 13 2.0 24.8 Poor White 14 4.2 47.7 Poor White 15 3.8 16.5 Poor White 16 6.7 8 Poor White Mean 4.99 ,*CC= Co-crystallization Median 4.3
Mode l;:9 Standard Deviation 3.59 Sample Variance Range 13.9 Minimum O Maximum 13.9
, Confidence LeveI 1.57 I
(90.0%) I
TabIe 4.2 Summary of results of CO-crystallintion batches
I t is important to note that the variation in iodine content was due to the uneven
distribution of iodine and not due to analytical variation. This was confirmed by doing
replicate anaiytical determinations of iodine content on each simple. It was also found
that the variation between replicates of the same sample was less than 5%. This is s h o w
in table 4.3 below. The iodine content was measured by titrimetric methods, which is
highly reproducible and accurate.

Sarnple l~a t ch # Date Method i Iodine content (%KI03) Avg. SD %RSD, t 1
l Replicate i 1 3 3 4
1 1 5-14-98 CC 1 1.7 3.5 3.3 5.8 3 1.8 54.5 2 J.7 3.3 2.4 6 3 1.9 56.2 Average 11.7 3.4 2.4 5.9 3 1.8 55.3 SD 0.00 0.14 0.07 O. 14 %RSD 0.0 4.2 3.0 '2.4
3 - 64-98 CC 1 33.1 5.4 1.8 3.8 8 9 112.8 3 22.7 3.3 1.7 3.8 8 1 O l l ~ . - i ' Average 122.4 5.1 1.8 3.8 8 910 114.1 SD ,O.Q 0.07 0.07 0.00 % M D / 1.9 1.3 -1.0 0.0
Table 1.3 Variation in iodine content betweens samples and between replicate analyses runs.
The hieh variation in iodine content is probably dur to independent precipitation of K I 0 3
and NaCI. It is possible that the two species crystallized sepantely. This is likely since
crystallization is essentially a purification technique and crystal growth is more likely to
occur on like species. On closer examination of the crystals it was observed that rhere
was slieht bondinç brtween the KI03 and NaCl crystals. NaCl crystals are cubic and
MO3 crystals are monoclinic or cylindricd. The bonding between the NaCl and KIOl
was very weak however and the crystals broke apart easily. This was possibly due to the
shape of the crystals and the hgility of Ki03 crystals, which stuck out like needles from
the NaCl crystais. Since the K I 0 3 crystals were very fragile they broke off fiom the
NaCl crystals through attrition. A possible mechanism of this is suggested in figure 4.1
below.

La Cubic a crystal
Figure 4.1 Oiagram iIlustrating bonding and attrition o f K1O3 and NsCl crystals
From these results it was evident that another method had to be used to produce the
premix. Co-crystallization wasn't successfûl but we did discover that if we could form a
cake or larger aggregate witb even distribution of iodine within the cake. we could mil1
the larger aggregate to essentially any size and get particles with even iodine content and
size. With this in mind, a series of expenments with different formulations were
designed to try and agglomerate powder into larger aggregates. These are discussed in
the following section.

4.2 Agglorneration And Size Enlargement
Fine particles c m be agglomerated into larger granules easily using a range of processes.
This idea is applied in pharmaceutical and fertilizer industries extensively in growing
particles. While crystallization is more of a chernical reaction; size enlargement is a
physical process. At first we started with simply forming a cake by mixing fine
granulated salt (60%). KI03 (5%), NaHC03 (Wb), and dextnn (30Y0). The powdered
ingredients were wetted with water and thoroughly mixed to get an even composition.
The wrt paste was then dned to form a cake. The cake was found to have sufficient
hardness. and was milled using a cofTee grinder and a Retsch mill. The particles were
then separated to size using a stack of sieves. The agglomerates using this mediod were
found to be homogenous in terms of size. colour and iodine content. The iodine content
could also be controlled easily by altenng the powder formulation. Other binding agents
such as guar çum. cmgeenan and ethylcellulose were also tned as replacements for
starch but it was found that starch had better bonding strength.

22 Caking 4.3
distribution
Mode Standard Deviation Sample Variance Range Minimum
4
5.7 Narrow Pale yellow
4.3 0.27
0.07 0.6 4.1
Pale yellow Pale yellow
Narrow White Narrow White
Comments
Particles appeared homogenous, hard, and particle size could be controlled by milling and subsequent screening.
Table 4.4 Surnrnary of results of caking runs
Initial batches tumed pale yellow and it was suspected that this might be due to either
formation of iodine or due to Maillard reactions in the dextrin. Detemination of iodine
content of browned batches showed no change in iodine concentration and therefore the
browning was assumed to be due to Maillard reactions. Maillard reactions usually cause
browning of sugars under high temperatures and in the presence of moisture. The drying
temperature was reduced to jO°C from 100°C and subsequent batches did not show much
colour change.
In order to reduce the complexity of the premix and the process even M e r , a simpler
formulation was desired. From spray-drying experience (Diosady et al., 1998), it had
been proven that KI dispersed within a dextrin matrix was stable. The same formulation,
98% dextrin and 2% KI or KlO3, was thus used in agglomeration mns too. The dextrin
provided the bonding force as well as acted as a diluent/filler.
Caking provided a steady supply of premix core particles but it also involved cnishing the
larger agglomerates. The crushing step was found to be energy uneconomical and
redundant and therefore a method of agglomeration where the particle growth rate could
be controlled was desired. If the growth rate is controlled and particles are not
agglomented beyond the required size, crushing could be reduced or eliminated. We
therefore looked into different s i x enlargement processes and selected pan
agglomention as an alternative method. A lab scale pan agglomentor, shown in figure
3.1. was built with a 3Ocm x 6cm pan anached to a variable speed moior. Pan
agglornerators are used extensively to form pellets. The sizes of the pellets in a pan
agglornerator depend on spray droplet size. powder formulation, pan rotation speed. and
angle. Pan agglornerators can also be used in a continuous mode.
It was found that pan agglomeration could be used very easily to fonn premix granules.
The powder formulation was not altered and pan rotation speeds of 20-25 rpm. and tilt
angle of 40-45' were found to be optimum. The moisture content of the powder could
not exceed 30% as at higher moisture the powder balled into a large m a s .
Iodized premix wouid be required in large quantities and therefore it was essential that
the technology that was used to form these premix particles could aiso be scaled up to
meet the requirements. Two pilot scale pan agglomeration were tried in two rotating

pans of incremental sizes at the Weetabix plant in Cobourg. In the first run a 10L pan
was used with the following operating conditions:
Formulation: Feed
termination
3% Ki and 98% dextrin 1
35-45 (Variable) 11 Table 4.5 Operating parameters for 1 kg pilot scale agglorneration run
The first pilot scale run gave a yield of 45% of particles in the 3 0 0 ~ to 7 IOpm range.
There was slight browning of the premix and this is believed to be dur to Maillard
reactions as there was no loss in iodine content afier browning. The iodine content of the
premix was detemined through NAA and was found to be 1.5% I (2% KI).
The second pilot scale run in a lOOL pan was done under the following conditions:
Formulation: 1 2% Ki and 98% dextrin Feed 1 5 kg Pan angle 1 40" (Fixed) Pan rotation speed 1 30 rpm Moisture content of the powder at 1 25% termination I 1
Table 4.6 Operating parameters for 5 kg pilot scale agglomeration run
The yield of particles in the 300pm to 7 1 O p range here was found to be close to 50%.
Pan agglomeration is cheap, easy and versatile technique for making pellets. Once the
pellets are made, they need to be m e r protected through encapsulation. Encapsdation
would form a physicai bmier around the core containing the active ingredients (iron or
iodine) thus isolating them and preventing contact with moisture and other impurities in
the salt. It was discovered that the same rotating pan could be used to spray coat the
premix granules by simply substituting the water with an encapsulant solution. The
encapsulant had to be rdible, proiect the core against moisture, and should easily
decompose in the digestive tract. The solvent for the encapsulant on the other hand had
to be fairly volatile to enable quick drying between layers of coats, a slowly drying
solvent would cause the encapsulant solution to be tacky and stick the agglomerates into
bigger clurnps. The core particles also had to be insoluble in the encapsulant as the
particle integrity had to be maintained dunng spray coating.
One of the first encapsulants that was tried was shellac. The reason for this was shellac
was soluble in 95% ethanol, it is extensively used in the pharmaceutical industry for
protective coating on various dnig dosage forms, and it is accepted as a safe food
ingredient.
Zein is an alcohol soluble protein. film former. which also met the encapsulant selection
criteria as it readily forms coherent films and was also selected for the preliminary study.
Pan gnnulated KIOl premix was thus encapsulated with shellac and zein at different
levels and used as a premix in double fortified salt. The iodated premix was added to salt
with ferrous fumarate and stored in an oven maintained at 40°C and 100%RH. Samples
were taken from each of the batches at 2-week intervals for iodine content
determinations.

lodinr mtentlon of batches encapsulated with shellac
STORED AT 40*C, 100% RH Shrllac encapsufated KIO, pmmix + femus fumarate
100ppml. 10OOppmFe ---- . . - - - - - - - - - - -. - -.
Figure 4.2 Stability of shellac encapsulated K10, premix used for double fortification of salt with ferrous fumarate
From figures 4.2 and 4.3 it is evident that less than 20% iodine remained in the salt after
8 weeks of storage. The storage conditions were selected to simulate humid tropical
climates. The iodine retention in shel lac-encapsulated batc hes was similar to zein-
encapsulated batches. The retention of iodine however was not sufficient and thus a
series of experiments were performed to determine the cause of the reduction of KI03 to
free iodine. In these experiments 13% shellac-encapsulated KI03 premix was stored
under different conditions to determine the effect of storage conditions, type of salt, type
of iron on the stability of iodated salt. The effect of adding sodium hexametaphosphate
(SHMP) stabilizer was also investigated.

lodine retention of batches encapsulated with zein
STORED AT 40 O C . 100% RH Zoin &ncapsulatld WU, pmmlx + h m u s fumarate
1 OOppml, t 000ppmFe
Figure 1.3 Stability of zein encapsulated KIO, premix used for double fortification of salt with ferrous fumarate
1.3 Optimization Of Premix Formulations
Agglomeration followed by encapsulation with shellac and zein did not result in very
promising results in the preliminary tests. We could however agglornerate the particles
very easily using a rotating pan and subsequently spray coat the particles with different
encapsulants. Although the stability results were discouraging, we believed that
optimizing the formulation of the pellet would improve stability. A series of experiments
were thus designed where shellac encapsulated iodized premix was used in double

fortification of salt with different iron sources, under different conditions of storage and
in the presence of SHMP stabiiizer.
43.1 Effect Of Storage Conditions On Iodine Retention
Two batches of 13% shellac-encapsulated KI03 premix were stored at 40°C and 100%
RH. One of the batches was used as a control and was single fortified; the other baich
was double fortified with 7% shellac-encapsulated ferrous sulphate. A third batch with a
sirnilar double fortified mix was stored under room conditions. It was found that the
single fortified batch under humid conditions and the double fortified batch under roorn
conditions retained almost 80% iodine after 8 weeks of storage. The double fortified
batch stored under humid conditions retained less than 30% iodine after a similar time
period as s h o w in figure 4.4. This shows that the stonge conditions are important to
iodine stability.
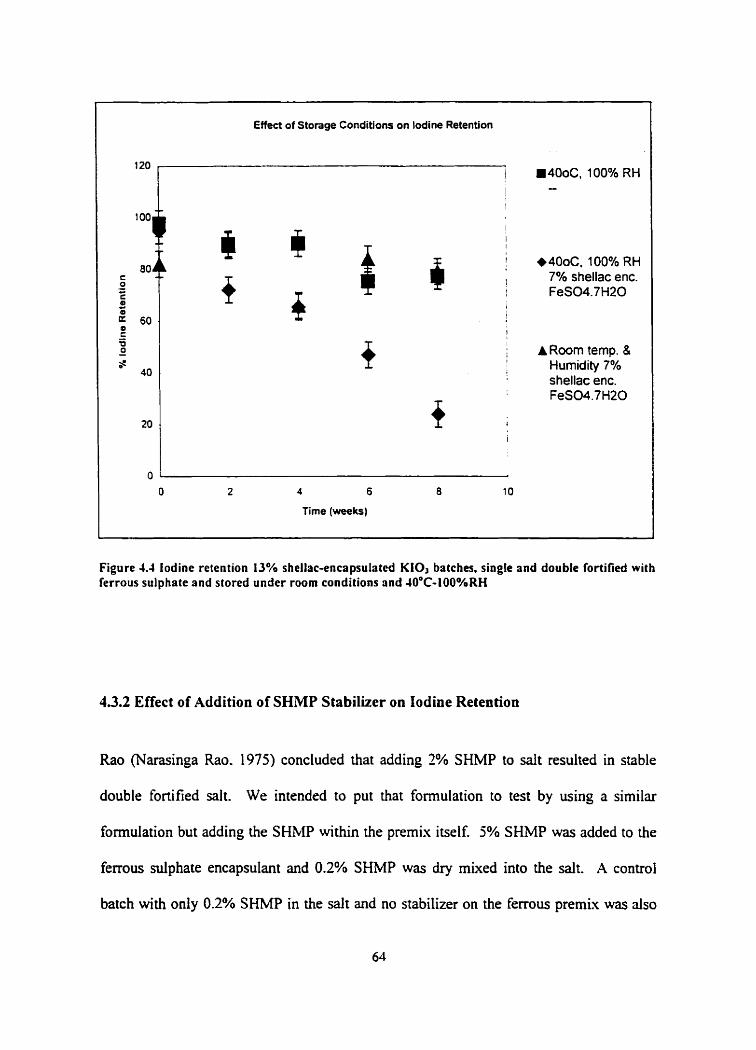
Effect of Storage Conditions on lodine Retention
O 2 4 6 8 IO
Time (weeks)
+40oC. 100% RH 7% shellac enc. FeS04.7H20
A Room temp. & Humidity 7% shellac enc. FeS04.7H20
Figure 4.4 lodine retention 13% shellac-encapsulated MO, batches, single and double fortified with ferrous sulphate and stored under room conditions and 40°C-100°hRH
4.3.2 Effect of Addition of SHMP Stabilizer on Iodine Retention
Rao (Narasinga Rao. 1975) concluded that adding 7% SHMP to salt resulted in stable
double fonified salt. We intended to put that formulation to test by using a simiiar
formulation but adding the SHbP within the premix itself. 5% SHMP was added to the
ferrous sulphate encapsulant and 0.2% SHMP was dry mixed into the salt. A control
batch with only 0.2% SHMP in the salt and no stabilizer on the ferrous premix was also
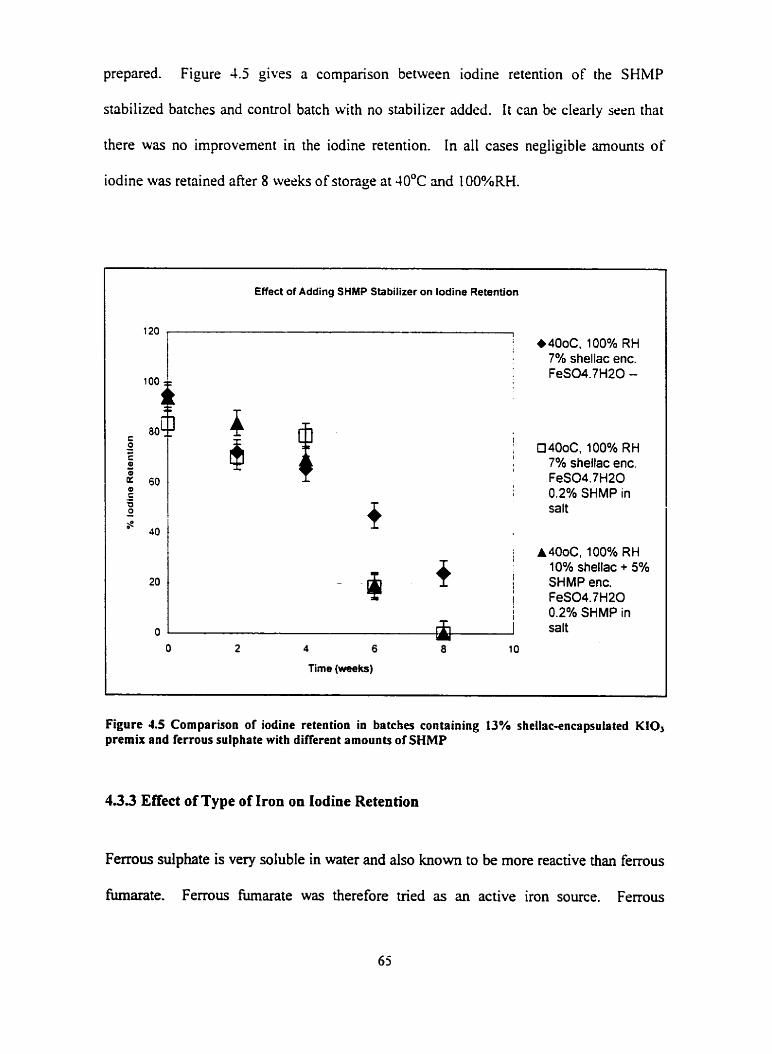
prepared. Figure 4.5 gives a cornparison between iodine retention of the SHMP
stabilized batches and control batch with no stabilizer added. It can be clrarly sern that
there was no irnprovrment in the iodine retention. In all cases negligible amounts of
iodine was retained after 8 wecks of storage at 40°C and 1OO%RH.
Effect of Adding SHMP Stabilizer on lodine Retention
Time (weeks)
+40oC, 100% R H 7% shellac enc. FeS04.7H20 -
040oC, 100% RH 7% shelfac enc. FeS04.7H20 0.2% SHMP in salt
A40oC, 100% RH 10% shellac + 5% SHMP enc. F eS04.7H20 0.2% SHMP ifl salt
Figure 4.5 Cornparison o f iodine retention in batches containing 13% shellac-encapsulated KIO, premix and ferrous sulphate with different amounts of SHMP
4 3 3 Effect of Type of Iron on Iodine Retention
Ferrous sulphate is very soluble in water and also known to be more reactive than ferrous
fumarate. Ferrous fumarate was therefore tried as an active iron source. Ferrous

furnarate is recornmended over ferrous sulphate in iron supplernentation due to its highrr
stability, less palpable taste, and high bioavailabiliiy. The disadvantage in using ferrous
fumarate however, is its distinctly obvious colour. 40% fat encapsulated ferrous Fumarate
manufactured by WatsonTM was used to double fortify salt together with 13% shellac-
encapsulated KI03 Premix.
It was found that ferrous fumarate did not react significantly with the KIOi prernix and
there was no distinct colour change in the salt after 8 weeks of storage under humid
conditions. The iodine retention was close to 70% and the 30% loss in iodine was
comparable to single fonified salt. which had 20% loss under similar storage conditions.
It can therefore be concluded that ferrous fumarate resuited in a more stable double
fonified formulation and had a lower impact on iodine retention.

Effect of Type of lron on lodine Retention
Time (weeks)
A Watson enc. Ferrous furnarate (60%)
+ 7% s hellac enc. F eS04.7H20
Figure 1.6 Comparison of iodine retention between single fortified salt and double fortified salt with ferrous fumarate and ferrous sulphate respectively, stored under 40°C and 100°hRH - iodine source - 13OA shellac encapsulated KIO, premix
The best formulation at this stage was found to be with the shellac encapsulated KI03
premix and 10% encapsulated ferrous fûmarate manufactured by Watson Foods. The
ferrous Fumarate however, had a very small particle size and easily segregated.

Although the formulations did not yield stable double fonified salt, we had made
progress in some fundamental areas of double fortification:
We could agglomerate premix particles to essentially any size up to 4 mm.
We could spray coat the premix particles as long as the material dissolved in a
volatile organic solvent. We had identified methylene chloride and ethanol as
effective solvents.
The pan agglomeration and encapsulation could be scaled up to 5 kg batch sizes.
This technique was simple and highly cost efficient, an important criteria for
application of this technology in developing countries.
The stability of double fortified salt under high humidity and temperatures needed to be
solved. We believed that if a suitable encapsulant was used. which would form an
impervious layer around the active compounds and prevent moisture frorn pemtrating
into the core of the prernix, the stability of iodine and iron could be enhanced. Seven
encapsulants, which were used comrnonly in food and dmg coatings, were short-listed
and their effect on the stability of double fortified salt was studied.

1.1 Seleetion of Optimal Encapsulating Agents
Preventing moisture and impurities fiom coming into contact with iodine and iron and
preventing contact between the active ingredients would prevent them from reacting. A
suitable encapsulating agent would therefore have to be impervious to water, and form a
continuous film around the premix particle. It would also have to be digested by the
body easily to make the micronutrients bioavailable.
Seven encapsulants were tried for this study. K I 0 3 particles were agglomerated and
subsequently coated at a 40% encapsulation levels with each of the encapsulants. Fenous
fumante was also agglomerated and coated with soy stearine at 10% encapsulation
levels. Each of the encapsulated KI03 premix was used to fortib salt together with
ferrous fumarate and encapsulated ferrous furnarate respectively. Each of the 14 batches
were stored at 40°C and 100% RH for three rnonths and anaiyzed for iodine content at the
end of this time penod. Figures 4.7 and 4.8 depict the iodine retention of each of the
batches after 3 months of storage.
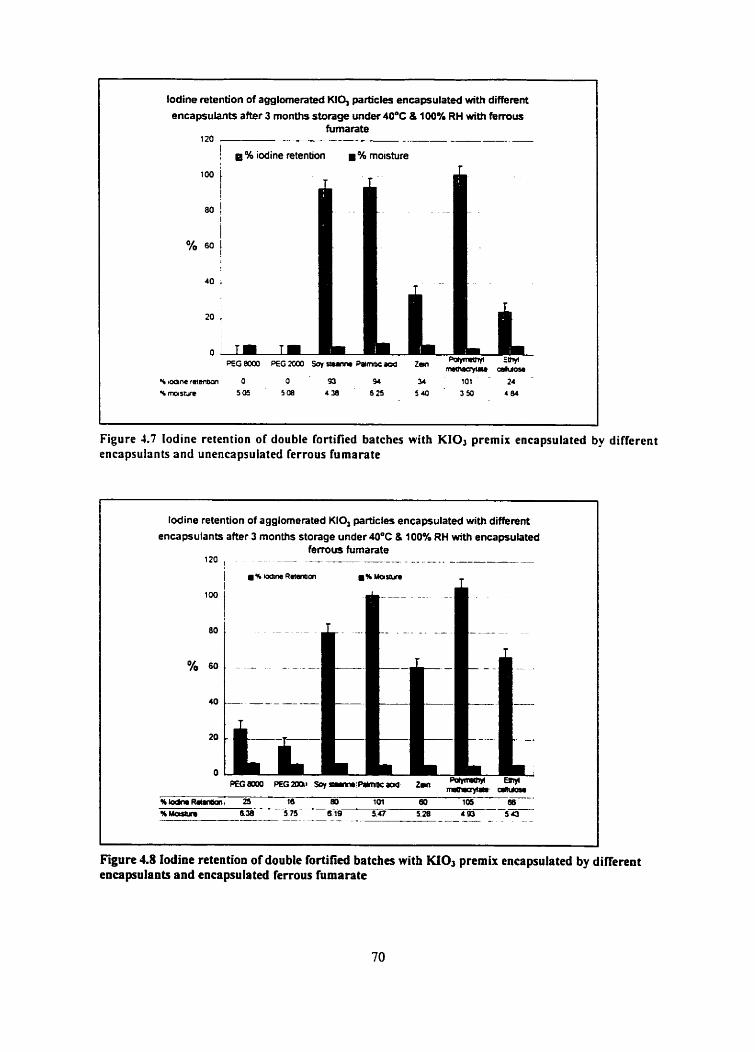
lodine retention of agglomerated K I 4 particles encapsulated with different
encapsubnts after 3 rnonths storage unch 40% 8 100% RH with ferrous fumarate
120 ------ ! g % lodine retention . % rnoisture
7
Figure 4.7 lodine retention o f double fortified batches with KIO, premix encapsulated by different encapsulants and unencapsuiated ferrous fumarate
lodine retenüon of agglomerated KIO, particles encapsulated with different encapsulants after 3 months storage under 4û°C % 100% RH with encapsulated
Figure 4.8 Iodine retention of dou ble fortified batches with K I 0 3 premix encapsulated by dimeren t encapsulants and encapsulated ferrous fumarate

At 40% encapsulation levels, soy stearine. palmitic acid, and polymethyl methacrylate
encapsulated batches showed incredible stability. nie 40% encapsulation level was
chosen as overkill, if an encapsulant did not work at this level it was not feasible to
pursue it. Following successfÙl identification of three possible encapsulants. soy stearine
and polymethyl methacrylate were chosen for further optimization studies. Palmitic acid
and soy stearine both contain predominantly the same chemical species in different ratios
and therefore soy stearine was chosen since it was cheaper and more easily accessible.
Polymethyl methacrylate was chosen for its film forming properties. Film coating as
opposed to layer coating requires less encapsulation.
With the two rncapsulants identitied a series of experimental combinations were
designed. We used a factorial approach involving two iodine compounds. KI and KIO,.
two encapsulants (soy srearine and polymethyl methacrylate) and two iron species
(ferrous fumarate and ferrous sulphate). Ferrous sulphate was included in the study
because it is more soluble and imparts less drastic colour change to the salt. It is
nevertheless more reactive and less stable.
4.5 Optimization of Encapsulation Level and Formulation
At 40% encapsulation levels we achieved double fortified salt which was stable for 3
months under very harsh climatic conditions. This was essentiaily done to screen out
poor encapsulating agents and to reduce the number of experimental nuis required. The
level of encapsulation on the premix particles was M e r optimized by perfoming a
series of experimental nins containing premix particles at different levels of
encapsulation. The Following combinations were studied:

5%, IO%, 20%. 30% soy stearine encapsulated agglomerated K1O3 1 iodine Premix Agglomerated KI03 in dextrin
encapsulated agglomerated KI03
Iron Premir I
Agglomented KI in dextrin l 3%, 6%, 9% soy stearine encapsulated agglomented HO3
Agglomerated ferrous fumante I
1 5%, 30% soy stearine encapsulated agglomented ferrous fumarate
Ferrous sulphate 1 3 0% soy stearine encapsulated ferrous sulphate
Table 4.7 Combinations studied for optimization of premix formulation and encapsulation level
Al1 combinations of the above iron and iodine premixes were used to double fortify salt.
Sample bags of 50g each, were stored in an oven maintained at 40°C and 100%RH for 3
months. The initial iodine content was 50ppm and iron content lOOOppm in the salt. The
moisture content, iodine content and iron content were measured at the end of the 3
months. Iron content was analyzed using the 1,lO-phenanthroline complex method and
the conversion of ferrous iron to ferric iron was noted. The samples were also
photographed to compare any colour change that had occurred.

4.5.1 Iodine Retention
There are essentially two iodine compounds, potassium iodate and potassium iodide, that
are used in iodization of salt. Potassium iodate is more favoured in developing countries
and is recommended for salts with higher rnoisture contents. KIO, however, can be
easily reduced in the presence of ferrous salts to free iodine. For optimizing the
formulation, both iodine compounds were investigated.
Figures 4.94.3 1 give a summary of the results of iodine retention. iron conversion and
the colour of the salt after three rnonths of storage under 40°C and 100% RH. The iodine
retention is irnproved by increasing the level of encapsulation on both the iodinr premix
and iron prernix. There are several observations that can be made looking at the surface
plots in figures 4.12, 4.15,4.18,4.21,4.24,4.27, and 4.30. The iodine stability increases
at increased levels of encapsuiation. This is intuitive since increased tilm thicknrss
would reduce the rate of rnoisture transport into the premix core and also provide
increased resistance to fiee iodine migration into the surrounding atmosphere from within
the core. The type of iron compound also had an impact on the iodine retention of salt,
ferrous fumarate encapsulated batches showed improved stability when compared to
fenous sulphate encapsulated batches. This was especially true for premixes containing
no3. This is because fenous sulphate is more soluble and more reactive than ferrous
+ùrnarate. The ferrous ion can easily reduce iodate to free iodine:
It was also observed that KI fortified batches had higher stability than KIO, fortified
batches. This is due to the fact that both the iodide and ferrous species are in their
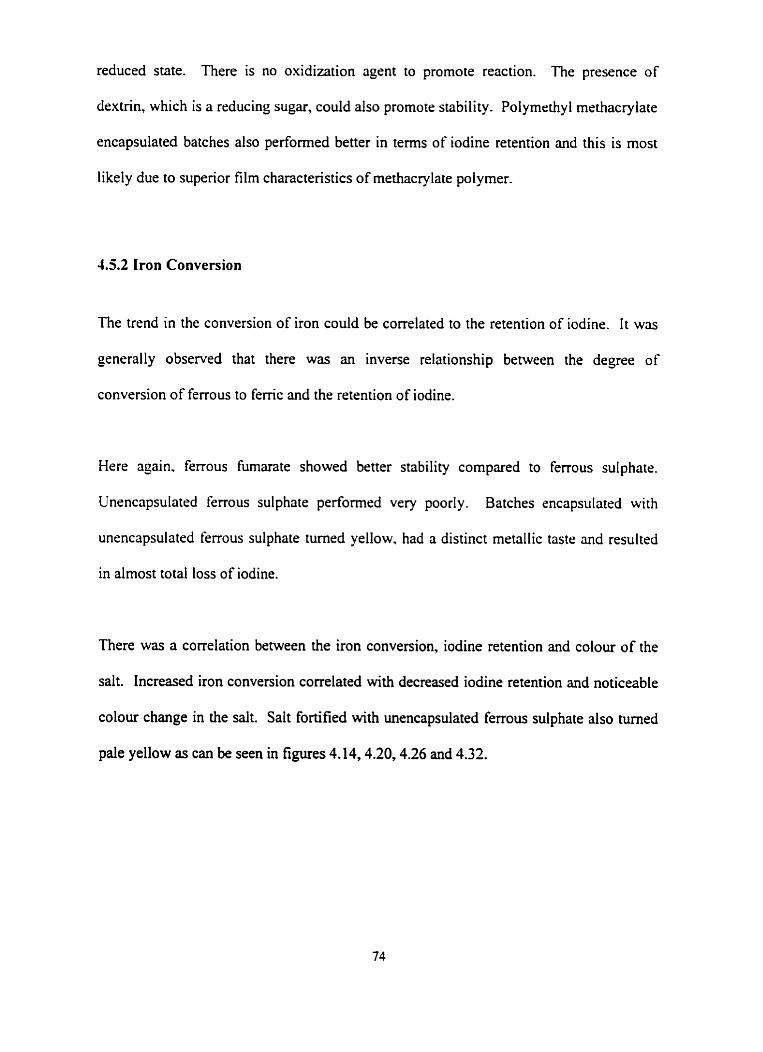
reduced state. There is no oxidization agent to promote reaction. The presence of
dextrin, which is a reducing sugar, could also promote stability. Polymethyl mcthacryiate
encapsulated batches also performed beaer in tems of iodine retention and this is most
likel y due to superior film characteristics of methacry late pol ymer.
4.5.2 Iton Conversion
The trend in the conversion of iron could be correlated to the retention of iodine. It was
generally observed that there was an inverse relationship between the degree of
conversion of ferrous to femc and the retention of iodine.
Here açain, ferrous fumarate s howed better stability compared to ferrous su1 phate.
Unencapsulated Ferrous sulphate perfonned very poorly. Batches encapsulated with
unencapsulated ferrous sulphate turned yellow. had a distinct rnetallic taste and resulted
in almost total loss of iodine.
There was a correlation between the iron conversion, iodine retention and colour of the
salt. Increased iron conversion correlated with decreased iodine retention and noticeable
colour change in the sait. Salt fortified with unencapsulated ferrous sulphate also m e d
pale yellow as can be seen in figures 4.14,4.20,4.26 and 4.32.
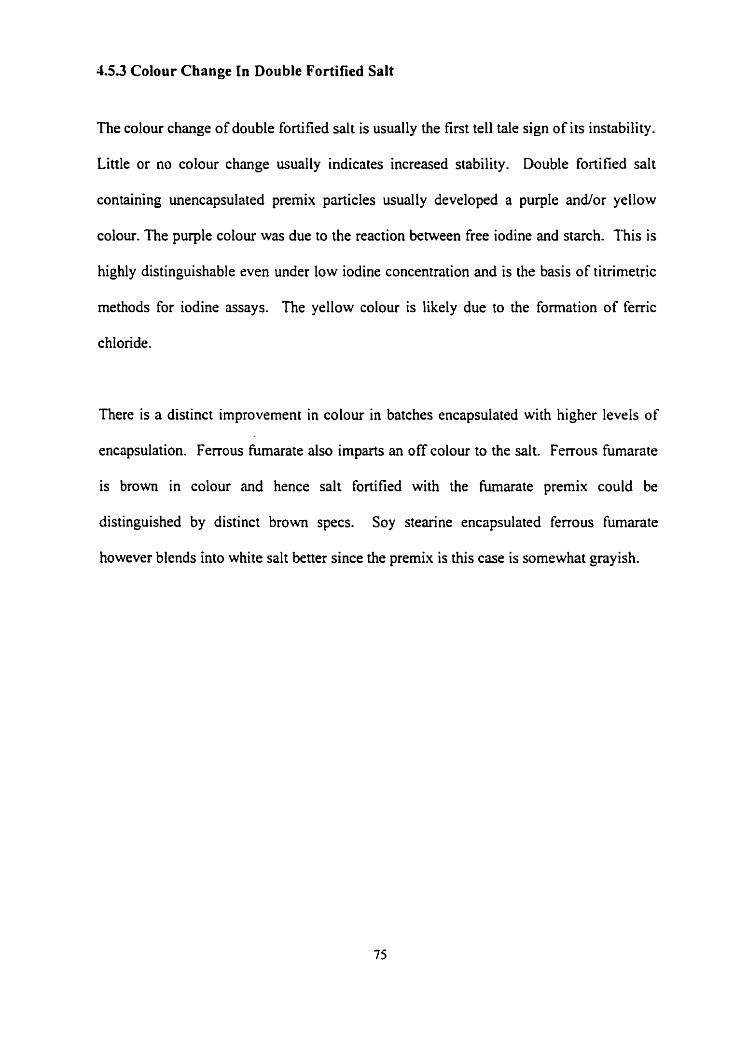
4.53 Colour Change In Double Fortified Salt
The colour change of double fortified salt is usually the first tell tale sign of its instability.
Little or no colour change usually indicates increased stability. Double fortified salt
containing unencapsulated premix particles usually developed a purple andor yellow
colou.. The purple colour was due to the reaction between free iodine and starch. This is
highly distinguishable even under low iodine concentration and is the basis of titrimetric
methods for iodine assays. The yellow colour is likely due to die formation of femc
chloride.
There is a distinct irnprovement in colour in batches encapsulated with higher levels of
encapsulation. Ferrous fumarate also imparts an off colour to the salt. Ferrous fumarate
is brown in colour and hence salt fortified with the himarate premix could be
distinguished by distinct brown specs. Soy stearine encapsulated ferrous furnarate
however blends into white salt better since the premix is this case is somewhat grayish.
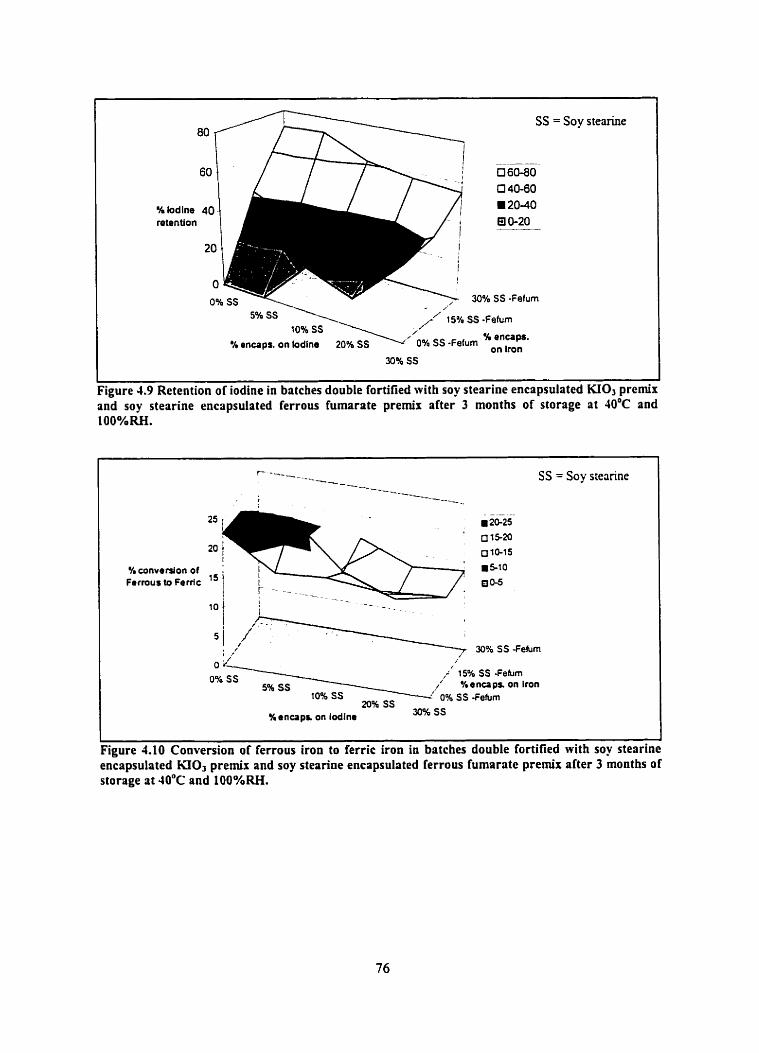
SS = Soy stearine
30% SS -Fefum
/ 15% SS -Fetum 10% SS
0% SS -Fefum % encaps.
# encaps. on bdlne 20% SS on lron
--
Figure 1.9 Retention of iodine in batches double fortified with soy stearine encapsulated KIO3 premix and soy stearine encapsulated ferrous fumarate premir after 3 months of storage at 40°C and
. - - ..
120-25
20 010-15
% conversion of Fermur to Ferric lS
r - - - - _ - a03
-. -. -
0% / , 0% SS ,; 15% SS -Fefum
,' % encaps. on lron 5%ss 10% SS -------.
20% SS ' 0% SS Jehm
% encrpr on iodine 30% SS
Figure 4.10 conversion of ferrous iron to ferric iron in batehes double fortified with soy stearine encapsulated N O 3 premix and soy stearine encapsulated ferrous fumarate premix after 3 months of storage 3t 40°C and lOO%RH.

Level of sov stearine enca~sulation on ferrous fumarate d
0% SS Fefum 15% SS Fefum 30% SS Fefum
Figure 4.1 1 Appearance of double fortified salt samples after 3 months of storage under 40°c and 100% RH.

- -
SS = Soy steanne
30% SS -FeS04
, encaps. on iron -F eSO4
l Figure 4.12 Retention of iodine in batches double fortified with soy stearine eneapsulated KIOS premix and soy stearine encapsulated ferrous sulphate premix after 3 monihs of stonge at 40°C and I OOO/o RH.
SS = Soy stearine
I Figure 4.13 Conversion of ferrous iron to ferric iron in batehes double fortified with soy stearine
t
encapsulated KI@ premix and soy stearine encapsulated ferrous sulphate premix alter 3 months of

Figure 4.14 Appearance of double fortified salt samples after 3 months of storage under 40°c and 100% RH.

100
80
X lodine 60 retention
40
% encaps. on iadine 9% MM
SS =
methy l
Soy stearine
methacry late
1
'igure -1.15 Retention of iodine in batches double fortified with polymethyl methacrylate encapsulated KIO, premix and soy stearine encapsulated ferrous fumarate premix after 3 months of storage at 10°C and 100°/'RH.
-
r--- --- _ l-- . . _ SS = Soy stearine
- - --- ._. _ MM = rnethyl rnethacrylate
-
'igure 4.16 Conversion of ferrous iron to ferric iron in batches double fortified with
1 SYO SS -Fefum W encaps. on iron
?4 encaps. on iodine 9% MM
poÏymethylmethacrylate encapsulated KIO, premix and soy stearine encapsulated ferrous fumarate premix after 3 months of storage at 40°C and lOO%RH.

LeveI of sov stearine enca~sulation on ferrous fumarate 0% SS Fefum 1 15% SS Fefum 30% SS Fefum
Figure 4.17 Appearance of double fortified salt samples after 3 months of storage under JOOc and 100°h RH.

SS = Soy
: = rnethy l
I Figure 4.18 Retention of iodine in batches double fortified with polymethyl methac-late encapsulated K I 0 3 premix and soy stearine encapsulated ferrous sulphate premix after 3 months of storage at 40°C and 100°/~RH.
r ss = SOY stearinr: 1
. 04060
Ferrous to Femc
30% SS -FeS04
% encaps. on imn 0% 2: ;4 MM
0% SS -FeSîM % encaps. on iodine '% MM 9% MM
I Figure 4.19 Conversion of ferrous iron to ferric iron in batehes double fortifîed with
I
polymethylmethacrylate encapsulated KIO, premix and soy stearine encapsulated ferrous sulphate premix after 3 months of storage at JO°C and 100°hRH.
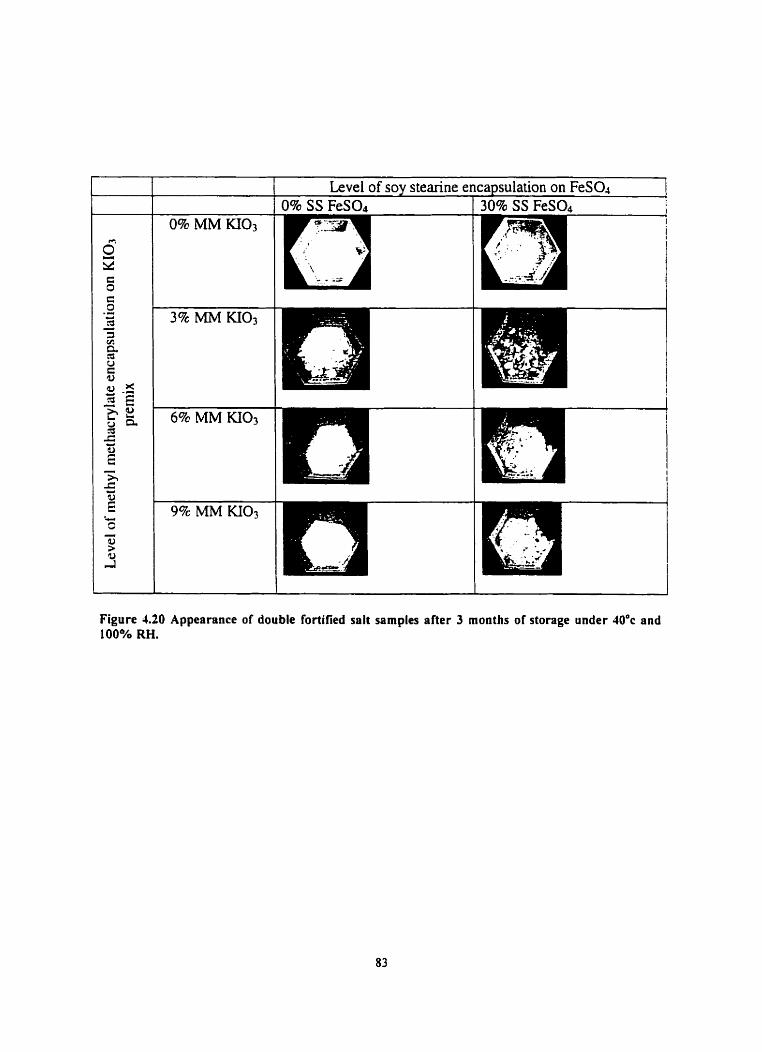
Figure 1.20 Appearance of double fortified salt samples after 3 months of storage under 40°c and 100% RH.
1 - -
1 Level of sov stearine enca~sulation on FeSOd

SS = Soy stearine
X lodine retention 40
I
30% SS -Fefum
% encaps. on lodine 20%
25 'h conversion of Fenous to Ferric 20
15
1 O
5
O
0%
I
= Soy stearint:
1
-
Ggure 4.22 Conversion of ferrous iron to ferric iron in batches double fortified with soy stearine
Figure 4.21 Retention of iodine in batches double fortifiecl with soy stearine encapsulated KI premix and soy stearine encapsulated ferrous fumarate premix after 3 months of storage at 40°C and
encapsulated KI premix and soy stearine encapsulated ferrous fumarate premix after 3 months of storage at 40°C and 100°hRH.

15% SS Fefum :mus fumarate 30% SS Fefum
Figure 4.23 Appearance of double fortified salt sarnples after 3 months of storage under 40°c and 100% RH.

1 SS = Soy stearine
1
% bdine Mention
30% SS -FeSOs
encaps. on iron
i -FeS04
l Figure 4.24 Retention of iodine in batches double fortified with soy stearine encapsulated KI premix
I
and soy stearine encapsuiated ferrous sulphate premix after 3 months of storage ai 40°C and
SS = Soy stearine
-- - -
% encaps. on iodine 30% SS
Figure 4.25 Conversion of ferrous iron to ferric iron in batcha double fortified with soy stearine encapsulated KI premix and soy stearine encapsuhted lerrous sulphate premix after 3 months of

Figure 4.26 Appearance of double fortified salt sarnples after 3 months of storage under 40°c and 100% RH.

- Figure 4.27 Retention of iodine in batches double fortified with polymethyl methacrylate encapsulated KI premix and soy stearine encapsulated ferrous fumarate premir after 3 months of
SS = Soy stearine
MM = methyl methacrylate
Ok encaps. on iodine 9% MM
storage at 40°C and 10O0/~RH.
-
yigure 4.28 Conversion of ferrous iron to ferric iron in batches double fortified with
- -
?.- - - - - -- _ SS = Soy stearine -- .
-- -. MM = rnethyl methacplate
0 30-40 0 20-30
O r b conversion of Ferrous to F emc
30% SS -Fefum
X encaps. on iodine 9% MM
potymethylrnethacrylate encapsuiated Kt premix and soy stearine encapsulated ferrous fumarate premix after 3 months of storage at 40°C and îOOOhRH.
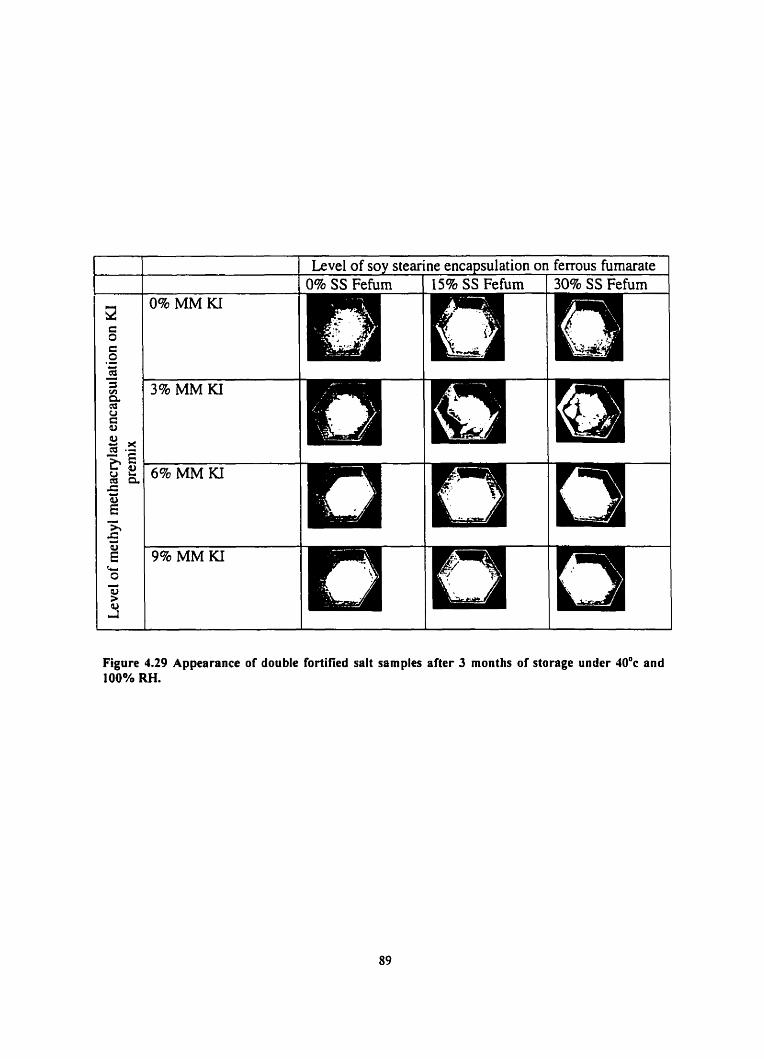
Level of soy stea 0% SS Fehm
le enca~sulation on ferrous fumarate 30% SS Fehm
Figure 4.29 Appearance of double fortified salt samples after 3 months of storage under 40% and 1OO0/o RH.

36 lodine retention
SS = Soy stearine
= methyl methacrylate
1 J
Figure 4.30 Retention of iodine in batches double fortified with polymethyl methaerylate encaasulated KI premix and soy stearine encapsulated ferrous sulphate prernix nfter 3 months of
SS = Soy stearine
Ferfaus to Ferric
30% SS -FeS04
W encaps. on iron
Figure 4.31 Conversion of ferrous iron to ferric iron in batches double fortified with polymethylmethacrylate oncapsulated KI premix and soy stearine encapsutated ferrous sulphate premir alter 3 months of storage at 40°C and 100°YéRH.

Level of sov stearine enca~suiation on Fesch 1
Figure 4.32 Appearance o f double fortified salt samples after 3 months of storage under 40% and 100% RH.

The results s h o w in figures 4.9-4.32 indicate that at increasing levels of encapsulation
on both iron and iodine premix, the iodine retention was increased and the conversion of
ferrous iron to femc iron was reduced. At low levels of encapsulation or under no
encapsulation of premix, there was drastic colour change in the salt. The purplish blue
colour is due to the formation of free iodine which reacts with starch to give the blue
cornplex. The yellowing of salt was only observed when ferrous sulphate was present,
this is most likely due to the formation of femc chloride.
The reaction of iron and iodine in al1 combinations which were not stable indicate that the
film around the premix particles was not entirely impervious. This problem can be
circumvented by increasing the level of encapsulation. as cm be seen by the results at
encapsulation levels of 30% and higher. The film characteristics may also improve at
production level since better processing equipment and more control would be available.
Film formulation also plays a vital role in the stability of the double fortified salt and
studies on other film forming agents is recommended.

5. CONCLUSIONS
The simuItaneous precipitation of NaCl and KI03 was not feasible in the
labontory. The iodine content and particle size could not be controlled
sufficiently to produce uniform prernix particles to be used for fortification of
salt.
Agglomeration followed by encapsulation could be easily performed in a rotating
pan. This technology is versatile. cheap and easily transferable to developing
counuies.
Production of premix particles through pan granulation could be scaled up to
1Okg without cornpromising yield and particle charactenstics.
Encapsulation of prernix particles wirh shellac and zein did not have a significant
impact on the stability of double fonified salt. In both these cases less than 20%
iodine was retained after 3 months of stonge under JOOC and 100% RH.
Soy stexine, palmitic acid and polyrnethyl methacrylate had a significant impact
on improving the stability of double fonified salt. Encapsulation by these
compounds resulted in more than 80% iodine retention in double fonified salt
after 3 months storage at 40°C and 100QRH.
Encapsulation of iron premix had a more significant impact on iodine retention
than encapsulation of iodine premix. When fenous sulphate was used the need
for encapsulation was more important than when ferrous fumarate was used.
Encapsulation with soy stearine required at least 20% encapsulation levels. in
cornparison, 6% encapsulation with polymethyl methacrylate was sufficient.
Addition of stabilizers such as SHMP, NafIC03, and Na2C03 did not have a
significant impact on the stability of salt.
It was found that KI was more stable in the presence of ferrous saits than KI03
10. Encapsulation of particles containing the active ingndients and their subsequent
addition to salt was identified as an effective method for double fortification of
salt. This approach was relatively cheap and reduced processing significantly as
only the premix particles had to be treated.

6. RECOMMENDATIONS
Pan agglomeration could be used for particle size enlargement and encapsulation. The
disadvantage with it is that the product has a very wide particle size distribution.
Encapsulation can also be performed using the same equipment however the solvent for
encapsulation in this method has to be fairly volatile to ensure quick dryng and prevent
further agglomeration. Other methods such as fluidized bed processing would allow a
wider selection of formulations to be used and may improve particle charactenstics.
Fluidized bed processing, however, is more expensive. We need to keep an open rnind
and not make a strong comrnitrnent to any specific method at this point since both simple
and complex methods of processing could be used depending on their availability in
different coun tries.
Agglomeration followed by encapsulation for added protection has shown superior
stability, more encapsulanrs need to be investigated as there may be better performing
formulationst
Medium scale pilot tests on agglomeration resulted in yields of up to 50%. Larger scale
tests with commercial equipment should result in better, more uniform film coating and
therefore higher yield and better performance.
Colour of the final pmduct will have a significant impact on its acceptability within
consumers, at this point ferrous fumante is a mon superior iron supplement but its
obvious colour may not be received by consumers. Research on different compounds
that may mask the colour is needed.
Currently, the approach is to manufacture two separate premixes for iron and iodine
respectively which are then added to salt. A premix with both the active nutrients in one
stable particle is highly desirable. This would hirther reduce processing cost, simplify
premix-salt blending, and reduce shipping costs.
The bioavailability of iron is greatly dependent on the iron compound itself, the rnatrix
within which it is supplemented, and the medium of supplementation that is used. It is
important to perform detailed efficacy studies on final formulations and there has to be
constant communication and information exchange between researchen, medical
professionals and consurnen involved.
Double fortification of salt with iodine and iron will tremendously irnprove the health and
well being of individuals. The benefits rnay not be obvious to the targeted population
immediaiety. It is therefore important that fortification programs include education and
consumer awareness into the agenda.

7. REFERENCES
Ahem, E; Swan, A; Ahern, V; The Prevalence of Iron Deficient Erythropoiesis
and Anaemia in Rural Jamaican Comrnunity. Br. J. of Haematoiogy, 22,273-280,
1972.
Anandaraman, S ; Reineccius, G; Stability of Encapsulated Orange Peel Oil, Food
Technology. 88-93. November 1986.
Anonymous. XII NACG Meeting, Combating Iron Deficiency Anemia Through
Food Fortification Technology. International Nutritional Anemia Consultative
Group, Washington, December 1990.
Anonyrnous; Handbook on Human Nutritional Requirements. Food and
Agnculture Orgaanization, Rome, ??.
Anonyrnous; www.idrc.ca/mi/idddocs/idd595.htm; D D Newsletter, Vol. 1 1, No.2,
May 1995.
Bangs. W; Reineccius, G; Characterization of Selected Materials for Lemon Oil
Encapsulation by Spray Drying. Journal of Food Science, Vo1.55, No.5, 1356- 1358,
1990.
Beard, J: Borel, M: Iron Deficiency and Thermoregulation. Nutrition Today, 41-
45, SeptemberIOctober 1988.
Bhandari, B; Dumoulin, E; Richard, H; Noleau, 1; Lebert, A; Flavor Encapsulation
by Spray Drying: Application to Citral and Linalyl Acetate. Journal of Food
Science, Vol. 57, No. 1.2 17-231, 1992.
Bjorn-Rasmussen. E; Hailberg. L; Rossander, L; Absorption of 'fortification' iron.
Br. J. Nutr., 37,375-388, 1977.

10. Callender, S; Warner, G; Iron Absorption from Bread. The Am. J. of Clin. Nutr.,
vol. 21, No. 10, 1170-1 174, October 1968.
11. Carmel, R; Weiner, J; Johnson, C; Iron Deficiency Occurs Frequently in Patients
With Pernicious Anemia. JAMA, Vol 257, No.8, February 1987.
12. Chauhan, S; Bhatt, A; Bhatt, M; Majeethia, K; Stability OF Iodised Salt with
Respect to Iodine Content, Research and Industry. Vol. 3 7 , 3 8 4 1, March 1992.
13. Clydesdale, F.M; Wierner, K.L (editon); Iron Fortification of Foods. Academy
Press Inc. Florida, 1985.
14. Conine, J; Hadley, H; Preparation of SrnaIl Solid Pharmaceutical Spheres. Dmg
and Cosmetics International, 38-4 1, April 1970.
15. Cook, J; Reusser, M; Iron Fortification: An Update. The Amencan Journal of
Clinical Nutrition, 38,648-659, October 1983.
16. DeMaeyer, E.M; Lowenstein, F.W; Thilly, C.H; The Control of Endemic Goitre.
World Health Organization, Geneva 1979.
17. Diosady, L. L.; Alberti, J. O; Venkatesh Mannar, M.G.; FitzGeraid, S.; S tability of
Iodine in iodized salt used for correction of iodine-deficiency disorders. II. Food
and Nutr. Bull., vol. 19, no. 3,340-250, 1998.
18. Diosady, L. L; Alberti, J. O; Stability of Iodine in Iodized Salt Used for Correction
of Iodine Deficiency Disorders. Final report to PATH Canada, February 1998.
19. Dobbing, J (Ed.); Brain, Behaviour, and Iron in the Infant Diet. 29-190, Springer-
Verlag, New York, Date ??.
20. Dziezak, J. D; Microenutpsulation and Encapsulated Ingredients. Food
Technology, 136-15 1, April 1988.
21. Elwood, P; Newton, J; Brown, D; Absorption of Iron from Bread. The Am. J. of
Clin. Nutr., vol. 21, No. 10, 1162-1 169, October 1968.

22. Evans, G; Mirbod, S; Jervis. R; The Volatilkation of Iodine Species Over Dilute
Iodide Solutions. The Canadian Journal of Chernical Engineering, Vol. 71-76 1-765,
October 1993.
23. Fomon, S; Zlotkin, S (Eds.); Nutritional Anemias. Nestle Nutrition Workshop
Series, Vol. 30, Raven Press, N a York, 1992.
24. Fonner, D; Banker, G; Swarbrick, J; Micromeritics of Granular Pharmaceutical
Solids 1.3 ournal of Pharmaceutical Sciences, Vo1.55, No. 2, 181-186, Febmary 1966.
25. Gillespie, S; Major Issues in Developing Effective Approaches for the prevention
and Control of Iron Deficiency. Work in Progress - Report prepared for
Micronutrient Initiative and UNICEF. September 1996.
26. Graves, R; Uses for Microencapsulation in Food Additives. Cereal Science Today,
Vol. 17. NO. 4, 107-109. April 1972.
27. Harnby, N: Edwards. M.F; Nienow, A.W (editon); Mixing in the Process
Industries. znd Ed., Buttenvonh-Heinemann, 19xx.
28. Harvey, A.E; Smart, LA; Amis, E.S; Simultaneous Spectrophotometric
Determination of IronflI) and Total Iron with lJ0-Phenanthroline, Analyücal
Chemistry. Vol. 27, No. 1, January 1955.
29. Hetzel, Basil S; The Story of Iodine Deficiency. Oxford University Press - Delhi,
1989.
30. Holman, J; Preparation of Iodized Salt For Goitre hophylaxis. Bull. World
Hedth Organization, 9.23 1-239, 1953.
31. Jackson, L; Lee. K; Microencapsulated Iron for Food Fortification. Journal of
Food Science, Vol. 56, No. 4, 1047-1050, 199 1.
32. Kapur, P; Kinetics of Granulation by Non-Random Coalescence Mechanism.
Chernicd Engineering Science, Vol. 27,1863- 1869, 1972.
33. Kawashima, Y; Takagi, H; Takenaka, H; Wet Spherical Agglomeration of Binary
mixtures, II. Chem. Pharm. Bull. Vol. 29, No. 5, 1403-1409, 1981.
34. Kelly, F; Studies on the Stability of Iodine Compounds in Iodized Salt. Bull.
World Health Organization, 9.71 7-230. 1953.
35. Kondo, Asaji; Microcapsule Processing & Technology. Marcel Dekker inc. New
York, NY, 1979.
36. estensen, H; Particle Agglomeration in High Shear Mixers. Powder Technology,
88, 197-202, 1996.
37. Kuhn. LN; Layrisse, M; Martinez, C; Walker, R.B; Observations on the Mechanism
of Iron Absorption. The Am. J. of Clin. Nutr., Vol. 21, No. 10, 1184-1 188, October
1968.
3 8. Layrisse, M; Mminez-Toms, C; Fe(1II)-EDTA cornplex as iron fortification. Am.
I. Clin. Nutr. 30: 1 166-1 174, 1977.
39. hynsse, M; Martinez-Torres, C; Roche. M; Effect of Interaction of Various Foods
on Iron Absorption. The Am. J. of Clin. Nutr., Vol. 21, No. 10, 1175-1 183, October
1968.
40. Lozoff, B; Jiminez, E; Wolf, A; Long Term Developmental Outcorne of Infants
with Iron Deficiency. The New England Journal of Medicine, Vo1.325, No. 10,687-
694, September 199 1.
41. Markel, H; "When it rains it Pours": Endemic Goitre, Iodized Salt, and David
Murray Cowie, MD. Amencan Journal of Public Health, Vol. 77. No. 2,219-229,
Febmary 1987.
42. Marks, A; Sciarra, J; Effect of Size on Other Physicai Properües of Granules and
Their Corresponding Tablets. Journal of Pharmaceuticd Sciences, Vo1.57, No. 3,
497-504, March 1968.
43. McKeman, W; Microencapsulation in the Flavour Industry. Part 1. Flavour
Industry, 596600, December 1973.
14. McKernan, W; Microencapsulation in the Flavour Industry. Part II. Flavour
industry, 7 1-74, February 1973.
45. Miranda, S; Yaeger, S; Horning in On the Best Size reduction Method. Chernical
Engineering, 102-1 10, November 1998.
46. Mutka, J; Nelson, D; Preparation of Encapsulated Flavors with High Flavor
Level. Food Technology, 154- 157, April 1988.
47. Narasinga Rao, B.S; Fortification of Salt with Iron and Iodine to Control
Anaemia and Goitre: Development of a New Formula with Good Stability and
Bioavailability of Iron and Iodine. Food and Nutr. Bull., vol. 15. no. 1,32-39, 1994.
18. Narasinga Rao, B.S; Prabhavathi, T; An In Vitro Method for Predicting the
Bioavailability of Iron from Foods. The Am. I. of Clin. Nutr. 3 1. 169-175, January
1975.
49. Nuasinga Rao, B.S; Vijayasanthy, C; Fortification of Common Salt with Iron:
Effect of Chemical Additives on Stability and Bioavailability. The Am. I. of
Clinical Nutr. 28, 1395- 140 1, Decernber 1975.
50. Pauletti, M; Amestoy, P; Butter Microencapsulation as Affected by Composition
of Wall Material and Fat. Journal of Food Science, Vo1.64, N0.3~279-282, 1999.
5 1. Perry, Robert H.; Green, Don W. (editors); Perry's Chemical Engineers'
Bandbook, 7Lb Ed. McGraw-Hiil, New York 1997.
52. Porter, S; Tablet Coating Part 1. Drug and Cosmetics International* 82-93, May
1981.
53. Porter, S; Tablet Coating Part 2. Drug and Cosmetics International, 47-, June 1981.

54. Porter, S; Tablet Coating Part 3. Drue and Cosrnetics International, 42-44, August
1981.
55. Porter, S; Tablet Coating Part 4. Dnig and Cosmetics International. 1981.
56. Reineccius, G; Carbohydrates for Flavor Encapsulation. Food Technology, 144-
149, March 1991.
57. Rosenberg, M; Talmon, Y; Kopelman, LI; Factors Affecting Retention in Spray-
Dried Microencapsulation of Volatile Materials. J . Agric. Food Chem., 38, 1288-
1294, 1990.
58. Rosenberg, M; Talmon. Y; Kopelman, LJ; The microstructure of Spray-Dried
microcapsules. Food Microstructure, Vol. 7. 15-23. 1988.
59. Rutgen. R; Longitudinal Mixing of Granular Materiai Flowing Through a
Rotating Cylinder. Chemical Engineering Science, Vo1.20, 1079-1087, 1965.
60. Sastry, K.V.S; Fueatenau, D.W; Mechanisrns of Agglomerate Growth in Green
Pelletization. Powder Technology 7,97- 105. 1973.
61. Sayers, M; Lynch, S; Charlton, R; Bothwell, T; Walker, R; Mayet, F; The
Fortification of Salt with Ascorbic Acid and Iron. British Journal of Haematology,
28,483495, 1974.
62. Shemngton, P; Liquid Phase Relationships in Fertilizer Granulation by a
Layering Process. The Canadian Journal of Chemical Engineering, Vo1.47,308-3 16,
June 1969.
63. Skoog, D; West, D; Holler, F; Fundamentals of Analytical Chemistry, 5& Ed.
Saunders College Pub. New York, 1988.
64. Sooch, S; Deo, M; Karmarkar, M; Kochupillai, N; Ramachandran, K;
Ramalingaswami, V; Prevention of Endemic Goitre with iodised Salt. Bull. World
Health Organization, 49,307-3 12, 1973.

65. Sood, S; Bane j i , L; Ramalingaswami, V; Phil, D; Geographical Pathology of Iron
Deficiency with Special Reference to India. The Am. J. of Clin. Nutr. Vol. 21, No.
10, 1149-1 155, October 1968.
66. Suwanik, R et al; Fortification of Common Salt with Iron and Iodine
Compounds..Journ~1 of Medical Association Thailand, Vo1.62, Suppl. 1,6-11, April
1979.
67. Todd, R; Microencapsulation and the Flavour Industry. The Fiavour Industry,
768-77 1. November 1970.
68. Uhl, V. W; Gray, J. B; (eds.) MIXING - Theory and Practice Vol. III. Acadernic
Press, New York, 1986.
69. Vandegaer, J.E (Ed.); Microencapsulation - Processes and Applications, Plenum
Press, New York, 1974.
70. Venkatachalarn, P.S; Iron Metabolism and Iron Deficiency in India. The Am. I. of
Clin. Nutr. 21, No. 10, 1 156- 1 161, October 1968,
7 1. Venkatesh Mannar, MG; Dunn, J.T; Salt Iodization for the Elimination of Iodine
Deficiency. ICCIDD press, Netherlands, 1995.
72. Wan, L. S. C; Jeyabaian, T; Effect of Binders on the Formation of Pellets. 1.
Water, Alcohol and Alcohol- Water Mixtures. Chem. P h m . Bull. 34 (1 1) 4744-
4752,1986.
73. Wan, L. S. C; Jeyabaian, T; Operating conditions for the formation of pellets.
Chem. P h m . Bull. 33 (12) 54495457,1985.
74. Windholz, M et ai (editon); The Merck Index, 9'h Ed. Merck & Co. hc, NJ, USA,
1976.

8. NOMENCLATURE
Abs
O C
P
DFS
E
Fe
FeFum
a 3
I
rnD
K
PPm
RH
rpm
RSD
Pm
Absorbance
Degrees Ceicius
Densi ty
Double Forti fied Salt
Porosi ty
Chemical syrnbol for iron
Short for ferrous fumarate
grands
Chemical syrnbol for iodine
Iodine Deficiency Disorden
Chemical symbol For Potassium
Parts per million
Relative humidity
Revolutions per minute
Relative standard deviation
Micrometer (lo4 meter)

9. APPENDICES
9.1 Experirnental Results
9.1 -1 Summary of results of shellac encapsulated batches
IDate: 126th Feb. 1999 - 27th AD^. 1999 1 Batch
1 I 1 1
1 15% shellac 1 1111 1001 0.51 0.241 1
# ' - - , Double fortified sait, contained -100ppm I as shellac encapsulated K103 agglomerates and 1000 pprn Fe as fenous fumarate.
Time (weeks)
O
I 1 I 1
1 (1 0% shellac 1 110) 101 1 0.51 I
1 I I 1
1 11 5Oh shellac 88 ( 1001 0.31 0.22 1
Level of encapsukttion of iodine prticie
0% shellac
Iodine (ppm)
97
2
4
1 8 10% shellac 1 111 131 35.41 1.841
lodine (%)
100
0% shellac 5% shellac 10% shellac 1 Solo shellac
0% shellac 5% shellac 10% shellac
6
%RSD
1.1
32 40 14 24
7 12
O 20
0% shellac 5% shellac 10% shellac 15% shellac
Moisture content (Oh)
0.20
30 32 36
m
30 38 12 29
7 12
O 23
5% shellac 1 0% shellac 15% shellac
r I
28 31 32
O O
13
O O
17
6.5 5.2
39.2 4.9
I J
0.56 0.55 0.43 0.33
I
39.6 6.4 -
8.1
- --
15.7
3.6 3.3 1.8
1.81 1.53 2.27 1 -65
2.29 2.24 1.93
1.41 1.37 1 38
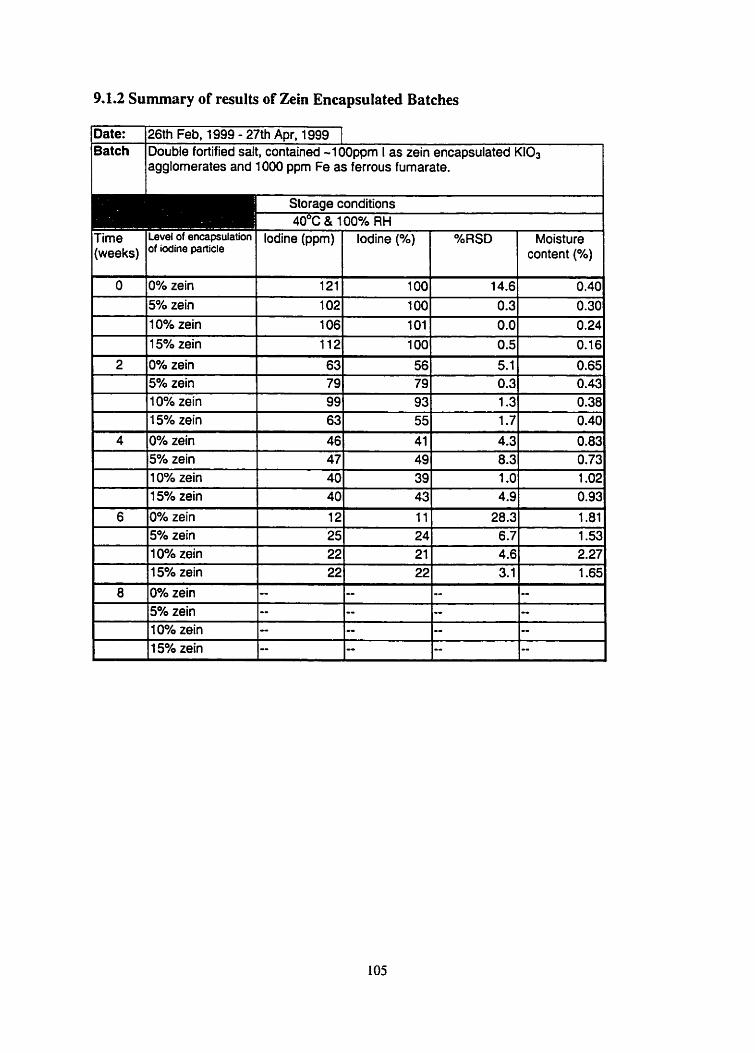
9.1.2 Summary of results of Zein Encapsulated Batches
Levd of encapsulation %RSD Moisture
Date: Batch
26th Feb, 1999 - 27th Apr. 1999 1 Double fortified salt, contained -1 00ppm I as zein encapsulated K103 agglomerates and 1000 ppm Fe as ferrous fumarate.
O 0% zein 5% zein 10% zein
1 5% zein 2
4 10% zein 5% zein 10% zein 15% zein
63 79 99 63
0% zein 5% zein 10% zein 15% zein
121 102
1 06 112
46 47 40 40
C î 4
56 79 93 55
-- -- -- --
8
100 100 1 O1 100
5.1 0.3 1.3 1.7
0.83 0.73 1 .O2 0.93
41- 49
.)-
-- -- --
O%zein 5% zein 10% zein 1 5% zein
14.6 0.3 0.0 0.5
0.65 ,
0.43 0.38 0.40
4.3 8.3
-- -- -- --
- -- - -
0.40 0.30 0.24 0.16
39 43
1 .O 4.9

9.1.3 Sumrnory of shellac encapsulated K I 4 premix batclies stored nt diff'ercnt conditions, different iron sources, und witti ur without stabilizers.
1 Batches fonified with 13% sliellrc encapsulated KIO, premix
Room temp. & Humidity 40°C, 100% RH
7% shellac enc. FeS04.7H20
7% shellac enc. FeSO4.7H20
7% shellac enc. FeS04.7H20
5% SHMP enc. FeS04.7H20
0.2% SHMP in salt 3.2% SHMP in 5al t
110% shellac + 15% SHMP enc. FeS04.7H20 Watson enc. Ferrous fumarate (60%)
retention "-i--
20 weeks
7

9.1.4 Results of screening tests for different encapsulants
1 1 Oh lodlne retention 1
I
PEG 2000 1 901 01 -.
Encapsulant
PEG 8000
FeFum
soy stearine l ~ a l m ~ l c acid Zein Polyrnethyl methacryiate Ethyl cellulose
PEG 8000 1 931 251 16.53
Encapsulant
%RSD
--
O Month - FeFum
1 04
% moisture
5.05
3 Month - FeFum
O
3.14 5.66 3.14 2.1 1 9.43
99 90 80 87 99
Enc. FeFum
PEG 2000 Soy stearine Palmitic acid Zein Polymethyl methacryiate Ethvi cellulose
% moisture
I
93 94 34
101 24
O Month - Enc. FeFum
91 93 97 91 96
105
3 Month - Enc. FeFum
%RSD
16 80
101 60
105 66
5.89 0.00 1.10 2.60
19.00 2.09


9.1.5 Summary of results of experimental runs for optirnization of encapsulation level and type of encapsulant, iron source and iodine source (conta. ..)
encaps. on iodine premix (%)
11-2-47 KI Soy stearine 10 --- 11-2-49 KI Soy stearine 20
l ron iource
Fef um
Fefum
Fefum
Fefum
Fef um
Fef um
Fef um
Fef um
Fef um
Fefum
Fef um
Fefum
Fef um
Fef urn
Fef um
Fef um
Fef um
Fef um
Fef um
Fef um
Fefum
Fef um
Fef urn
Fef um
encaps. Type of l~eve l of
premix
3 months at 40°C & 100%RH Iodinc 1 9b lodine 1 %RSD 1 % Iron l ~ o i s t u r e
&y stearine j 0 1 6; j 9; Soy stearine
Soy stearine 15 56 92
Soy stearine 1 30 1 65 1 100
Soy stearine 1 O 1 16 1 38
Soy stearine
Soy stearine
Soy stearine
Soy stearine
Soy stearine
Soy stearine
1 ;; 1 :; Soyslearine 1 Soy stearine
Soy stearine 28 65
Soy stearine 1 15 1 32 1 76
O
15
30
O
1 5
30
1 1 I 1 1 I
Soy stearine 1 30 1 64 1 96 1 3.2 1 11 1 1.83
59
52
46
6
34
39
Soy stearlne
Soy stearine
Soy stearine
Soy stearine
Soy stearine
Soy stearine
100
95
85
14
79
87
30
O
15
30
O
1 5
Soy stearine
Soy stearine
3 1
72
73
72
61
63
O
15
76
1 O0
1 O0
1 O0
88
94
57
59
20.6
9.0
7.5
7.0
5.1
5.0
84
88
18
16
16
15
12
11
3.7
3.2
1.90
1.75
2.75
4.09
2.98
2.45
14
12
3.32
4.46
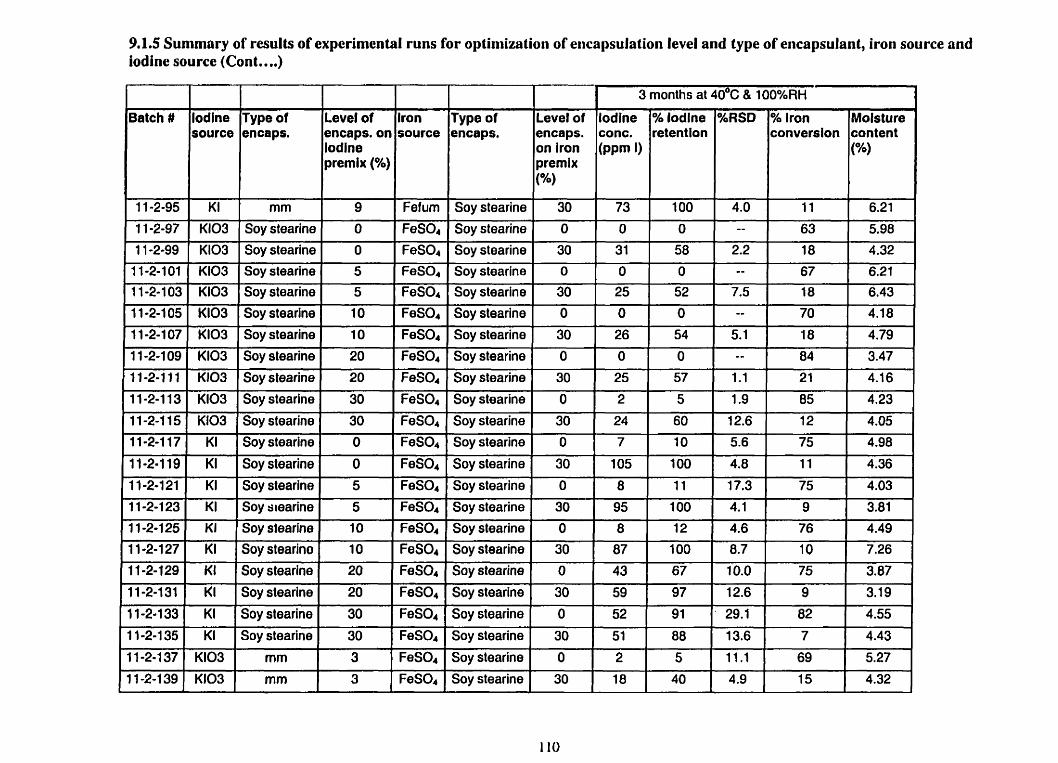
9.1.5 Surnrnary of results of experimental runs for optiniirmtion of eiicapsulation level and type of encapsulant, iron source and iodine source (Cont.. .,)
lodlne Type of Level of Iton Type of Level of lodine % lodine %RSD source encaps. encaps. on source encaps. encaps. conc. retentlon
lodine on iron (ppm 1) premix (%) premix
(%)
KI mm 9 Fefum Soy stearine 30 73 100 4.0
KI03 Soy stearine O FeS04 Soy stearine O O O -- KI03 Soy stearine O FeS04 Soy stearine 30 31 58 2.2
KI03 Soy stearine 5 FeSO, Soy stearine O O O -- KI03 Soy stearine 5 FeSO, Soy stearine 30 25 52 7.5
KI03 Soystearine 10 FeSO, Soy stearine O O O -- KI03 Soy stearine 10 FeSO, Soy stearine 30 26 54 5.1
KI03 Soy stearine 20 FeS0, Soy stearine O O O -- KI03 Soystearine 20 FeSO, Soy stearine 30 25 57 1.1
KI03 Soy stearine 30 FeS0, Soy stearine O 2 5 1.9
KI03 Soy stearine 30 FeS04 Soy stearine 30 24 60 12.6
KI Soy stearine O FeS04 Soy stearine O 7 10 5.6
KI Soy stearine O FeS04 Soy stearine 30 105 1 O0 4.8
KI Soy stearina 5 FeS0, Soy stearine O 8 11 17.3
KI Soy siearine 5 FeS0, Soy stearine 30 95 1 O0 4.1
KI Soy stearine 10 FeSO, Soy stearine O 8 12 4.6
KI Soy stearino 10 FeS04 Soy stearine 30 87 1 O0 8.7 m 1
KI 1 Soystearlne 1 20 1 FeSQ ( Soy stearine 1 O 1 43 1 67 1 10.0 I
KI Soy stearine 20 FeS04 Soy stearine 30 59 97 12.6 ~ KI Soy stearine 30 FeS0, Soy stearine O 52 91 29.1 1
I 1 I I I 1 I 1
KI 1 Soy stearine 1 30 1 FeSO, 1 Soystearine 1 30 1 51 1 88 1 13.6 1 KI03 1 mm 1 3 1 F ~ S Q 1 soy stearine 1 O 5
% lron IMolsture-
1 1 -2-1 39
conversion lcontent
1
KI03 mm 3 1 FeS04 1 Soy stearine 18 40 4.9 30 1

9.1.5 Summary of results of experimental runs for optimiuition of eiicapsulation level and type of encapsulant, iron source and iodine source (Cont.. ..)
lodine Type of Level of encaps. encaps. on
iodine prernix (%)
lron source
F&04
FeS04
FeS04
FeSO,
Soy stearine * Type of encaps.
Soy stearine
1 Soy stearine
conversion Level of encaps. on iron premix (%)
O
30
content
4.61
4.87
I 1 I I I
FeSO, 1 Soy stearine 1 O 1 8 1 12 1 15.9 1 66 1 3.54
Soy stearine
Soy stearine
Soy stearine
Soy stearine
Soy stearine
30
O
30 -
O
30
82
8
85
8
76
100
12
100
12
1 O0
7.6
4.1
8.2
4.0
3.8
15
68
13
5.00
4.33
5.55
72
14
4.65
5.50

9.2 Sample Calculations
9.2.1 Iodate Analysis
Iodate content was determined by using titrîmetnc methods. In this method the iodate ion is first reduced to free iodine by excess r in the presence of an acid. The iodine forms a purple complex in the presence of starch. The iodine is then neutralized with sodium thiosulphate until the purple colour disappean.
S tep 1: S tandardization of thiosulphate:
The strength of thiosulphate is first determined by neutnlizing a standard solution of I ~ ' with the thiosulphate solution.
For example: Vol. of thiosulphate required to neutralize 2 ml of standard I'+ solution = 5.3 1 ml Concentration of standard f + solution = 178 .O9 pg Is+/ml Strength of thiosulphate = 178.09 * 2 1 5.3 1 = 1
Iodate Analysis:
Mass of sample: 6.36g Titre vol.: 0.73mI Na2S203 Concentration of 1% (0.734 NatSr03 * 67.07 pg 1~+lrn1 Na&03)/ 636g
7.7 pg ig5+lg = 7.7 ppm I'+
7.7 ppm 1% * 214126.9 = 13 ppm MO3
* Ail lem three replicates of each titration were performed