
Food Pro Clean Line - Alan Fourie
19
26 September 2014 Alan Fourie Senior Application Specialist DuPont Nutrition and Health SSA Imagine trouble-free UHT processing for hours and hours!
-
Upload
african-dairy-conference-and-exhibition -
Category
Food
-
view
192 -
download
1
description
The presentation will focus on the application of the FoodPro® Cleanline enzyme Glycerophospholipid Cholesterol Acyltransferase (GCAT) in the milk, which converts cholesterol to cholesterol esters and lysophospholipids. Lysophospholipids are surface-active amphiphiles that will act as biosurfactants and prevent protein aggregation and promote refolding of proteins (chaperone-like properties), resulting in various processing advantages and increased emulsion stability when used in the manufacture of milk and dairy products. GCAT can reduce free cholesterol in milk by as much as 65 to 85%, which could potentially be an important advantage from a nutritional point of view when producing milk and dairy products.
Transcript of Food Pro Clean Line - Alan Fourie

View drawing guides
1. Right-click on slide and
select ’Grid and Guides...’
2. Check ’Display drawing
guides on screen’
3. Select ’OK’
26 September 2014
Alan Fourie
Senior Application Specialist
DuPont Nutrition and Health SSA
Imagine trouble-free UHT processing for hours and hours!

Text starts with no bullet
Click once on
’Increase Indent’ for bullet
and click max. three times
for more bulletdesign
To get previous design back,
click on ’Decrease Indent’
Change Date and insert
Presentation Title under
>Insert >Header and Footer
and write in Fixed Date field
and field ‘Footer’ >Apply to All
Deactivate by clicking
off the checkboxes
What is FoodPro® Cleanline?
9/25/2014
“The Modification of Milk Surface Properties by
Glycerophospholipid Cholesterol Acyltransferase (GCAT)”
Abstract:
The presentation will focus on the application of the FoodPro® Cleanline
enzyme Glycerophospholipid Cholesterol Acyltransferase (GCAT) in the milk,
which converts cholesterol to cholesterol esters and lysophospholipids.
Lysophospholipids are surface-active amphiphiles that will act as
biosurfactants and prevent protein aggregation and promote refolding of
proteins (chaperone-like properties), resulting in various processing
advantages and increased emulsion stability when used in the manufacture
of milk and dairy products. GCAT can reduce free cholesterol in milk by as
much as 65 to 85%, which could potentially be an important advantage from
a nutritional point of view when producing milk and dairy products.

Text starts with no bullet
Click once on
’Increase Indent’ for bullet
and click max. three times
for more bulletdesign
To get previous design back,
click on ’Decrease Indent’
Change Date and insert
Presentation Title under
>Insert >Header and Footer
and write in Fixed Date field
and field ‘Footer’ >Apply to All
Deactivate by clicking
off the checkboxes
What is your UHT unit performance today?
How often is the UHT system being cleaned per day?
What is the cost of cleaning chemical for each
cleaning cycle?
How many hours/tons of production capacity is lost
per day due to production stop for CIP?
Any product quality issues like taste or creaming?
3

Text starts with no bullet
Click once on
’Increase Indent’ for bullet
and click max. three times
for more bulletdesign
To get previous design back,
click on ’Decrease Indent’
Change Date and insert
Presentation Title under
>Insert >Header and Footer
and write in Fixed Date field
and field ‘Footer’ >Apply to All
Deactivate by clicking
off the checkboxes
What is an enzyme?
› An enzyme is a protein that catalyzes
a chemical reaction
› Works by selectively binding to
substrate
› Enzyme reactions are less energy
consuming and create much less
waste compared to reactions using
chemicals
4 4 4
4
Text starts with no bullet
Click once on
’Increase Indent’ for bullet
and click max. three times
for more bulletdesign
To get previous design back,
click on ’Decrease Indent’
Change Date and insert
Presentation Title under
>Insert >Header and Footer
and write in Fixed Date field
and field ‘Footer’ >Apply to All
Deactivate by clicking
off the checkboxes
› Temperature
• Each enzyme has an optimum/ideal temperature which
leads to highest number of enzyme/substrate
interactions
› pH
• Each enzyme has an optimum/ideal pH which leads to
highest number of enzyme/substrate interactions
› Inhibitors and activators
• Enzyme inhibitors are molecules that bind to enzymes
and decrease their activity
› Enzyme concentration
› Substrate concentration
What influences enzyme activity
5

Acyltransferase
FoodPro® Cleanline
O
O
CH3
O
P
OH
O
ON
+
CH3
CH3
CH3
OH+
Lyso-phospolipid (enzyme modified phospholipids)
Phospolipid
(phosphatidylcholin) Cholesterol
Cholesterolester
+
13
149
810
1712
11
15
16
75
6
20
CH318
CH3191
23
22
4
24
2
3
H
H
H
H
OH
CH3
CH3
CH3
+
Enzyme reaction with acyltransferase in milk
6
13
149
810
1712
11
15
16
75
6
20
CH318
CH3191
23
22
4
24
2
3
H
H
H
H
O
CH3
CH3
CH3
O
CH3
O
O
O
CH3
O
CH3
O
P
OH
OO N
+
CH3
CH3
CH3

Text starts with no bullet
Click once on
’Increase Indent’ for bullet
and click max. three times
for more bulletdesign
To get previous design back,
click on ’Decrease Indent’
Change Date and insert
Presentation Title under
>Insert >Header and Footer
and write in Fixed Date field
and field ‘Footer’ >Apply to All
Deactivate by clicking
off the checkboxes
Why this new development?
During the production of UHT milk, the heating surface of the heating unit foul due to
build up of proteins and sugars and minerals from the milk
This results in pressure building in the system and reduced heat transfer. When the
pressure becomes too high and the heat transfer is reduced, the unit needs to be
cleaned
This can also result in burnt taste of the UHT milk
Cleaning and sterilisation takes time, up to 2 hours, and takes significant amounts of
cleaning compounds
This can lead to:
Not meeting overall performance on capacity, cost and quality
High costs for cleaning: hours spent and chemicals consumed
Product rejection due to taste
7

Without FoodPro ® Cleanline,
After 11 hours run time
With FoodPro ® Cleanline,
Milk enzymation 15 ppm 6 – 8 hours
at 5°C ,
After 15 hours run time
Industrial scale trials in tubular heat equipement, plant capacity 13 000
L/hour
Effect of FoodPro® Cleanline on fouling
8

Fouling of heat exchangers in the dairy industry is a quite severe problem, both
technically and economically.
During a normal working cycle, the heat exchanger is subject to undesired
material accumulation along its working surfaces, normally referred to as
Fouling.
Fouling formation causes increased pressure drop over plate heat exchangers,
and also leads to reduced heat transfer and thereby increased energy
consumption.
Result: loss of production capacity as well as increased costs for manpower,
energy and detergent consumption during processing and cleaning.
The enzymatic treatment of milk will greatly reduce fouling rates
Effect of FoodPro® Cleanline on fouling
9
Text starts with no bullet
Click once on
’Increase Indent’ for bullet
and click max. three times
for more bulletdesign
To get previous design back,
click on ’Decrease Indent’
Change Date and insert
Presentation Title under
>Insert >Header and Footer
and write in Fixed Date field
and field ‘Footer’ >Apply to All
Deactivate by clicking
off the checkboxes
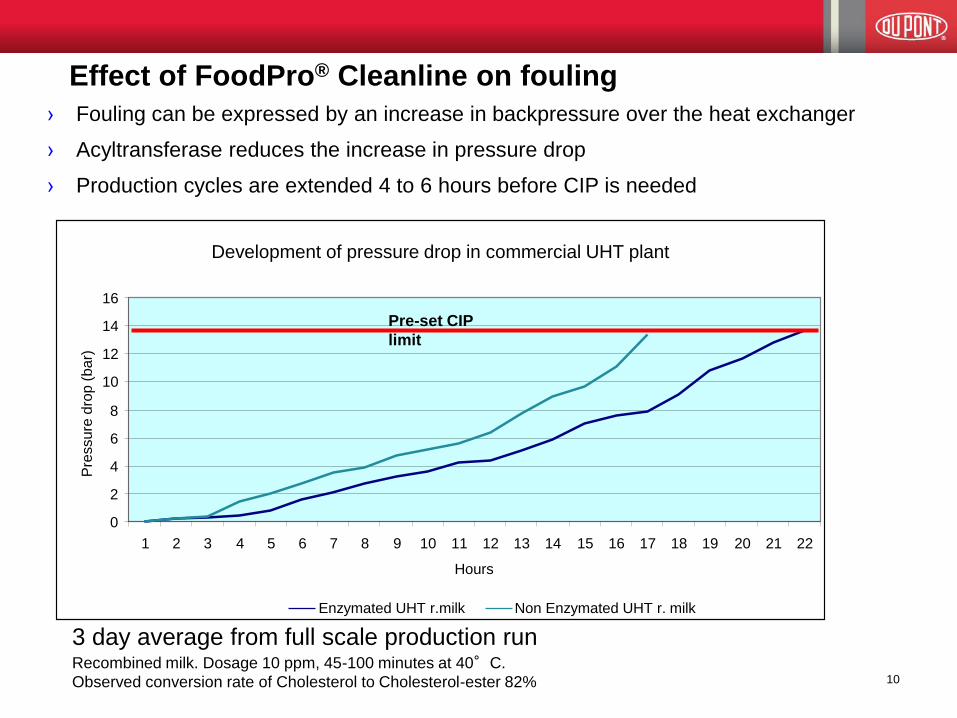
Effect of FoodPro® Cleanline on fouling
Development of pressure drop in commercial UHT plant
0
2
4
6
8
10
12
14
16
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
Hours
Pre
ssure
dro
p (
bar)
Enzymated UHT r.milk Non Enzymated UHT r. milk
Pre-set CIP
limit
3 day average from full scale production run Recombined milk. Dosage 10 ppm, 45-100 minutes at 40°C.
Observed conversion rate of Cholesterol to Cholesterol-ester 82%
› Fouling can be expressed by an increase in backpressure over the heat exchanger
› Acyltransferase reduces the increase in pressure drop
› Production cycles are extended 4 to 6 hours before CIP is needed
10

11
› Native phospholipids always form lamellar bi-layers and cholesterol is commonly found in biological membranes (native milk fat globules being a typical example)
› Cholesterol-esters are, like triglycerides, entirely hydrophobic and thus do not play a role in membrane formation like cholesterol normally does
› Lyso-phospholipids are less hydrophobic than phospholipids and, therefore, can more readily associate with hydrophobic amino acids in denaturated whey proteins, and have a better ability to bind proteins to the interphase between fat and water
› Lyso-phospholipids prevent protein aggregation and promote refolding of proteins* (chaperone-like properties)
› These functions will impact the accumulation of denatured proteins on hot surfaces (fouling)
* Biochemical and Biophysical Research Communications 289, 1268–1274 (2001)
The theory behind the anti-fouling effect

Plate heat exchanger
Fouling on heat exchanger
Clean heat exchanger
Fouling may vary depending on UHT Plants
Tubular heat exchanger
We expect FPCL will be more efficient in an indirect system where fouling
accumulates on the exchange surfaces (e.g. equipment where there is no direct
contact between the product and the heating media, such as plate or tubular
heat exchangers)
12

Text starts with no bullet
Click once on
’Increase Indent’ for bullet
and click max. three times
for more bulletdesign
To get previous design back,
click on ’Decrease Indent’
Change Date and insert
Presentation Title under
>Insert >Header and Footer
and write in Fixed Date field
and field ‘Footer’ >Apply to All
Deactivate by clicking
off the checkboxes
Practical experience with FoodPro® Cleanline :
increased run-time
Dosage 10 ppm, 2-14 hours at 4°C.
Trials repeated 6 times
always with more than
doubling of possible run-
time.
Observed 40-45% reduction
of organic material in CIP
water after enzymated
product compared to
reference
Pilot scale trials with condensed milk (UHT) 13
0
2
4
6
8
10
12
14
16
Reference Enzymated
Run time (hours)
Run time

Text starts with no bullet
Click once on
’Increase Indent’ for bullet
and click max. three times
for more bulletdesign
To get previous design back,
click on ’Decrease Indent’
Change Date and insert
Presentation Title under
>Insert >Header and Footer
and write in Fixed Date field
and field ‘Footer’ >Apply to All
Deactivate by clicking
off the checkboxes
Emulsion stability effect of FoodPro® Cleanline
Enzymation of milk with FoodPro ® Cleanline will decrease the surface tension
and thereby increase the efficiency of the homogeniser
Increased protein incorporation in the fat globule membrane will increase
resistance against coalescence, without increased tendency to flocculation
14
Creaming of UHT-milk is reduced by FPCL treatment

Text starts with no bullet
Click once on
’Increase Indent’ for bullet
and click max. three times
for more bulletdesign
To get previous design back,
click on ’Decrease Indent’
Change Date and insert
Presentation Title under
>Insert >Header and Footer
and write in Fixed Date field
and field ‘Footer’ >Apply to All
Deactivate by clicking
off the checkboxes
15
Enzyme addition recommendation
Enzyme dosage depends on process time and temperature.
2 main recommendations:
Addition to the retention tank, after
fat standardisation, at 5-10°C.
Enzyme reaction for 2 hours
minimum and up to 36 hours before
UHT treatment.
Enzyme dosage 10-12 ppm
For recombined milk: Enzyme addition
at 40-50°C in the recombination tank.
Enzyme reaction for 30 minutes
minimum and up to 4 hours, prior to
UHT treatment.
Enzyme dosage 4-6 ppm

Text starts with no bullet
Click once on
’Increase Indent’ for bullet
and click max. three times
for more bulletdesign
To get previous design back,
click on ’Decrease Indent’
Change Date and insert
Presentation Title under
>Insert >Header and Footer
and write in Fixed Date field
and field ‘Footer’ >Apply to All
Deactivate by clicking
off the checkboxes
FoodPro® Cleanline potential benefits:
• Higher factory output
• Labor cost savings
• Lower cleaning chemical costs
• Less quality issues
• Higher sales because of a better tasting product
• Fewer complaints on creaming
• Easy to implement (no investment needed)
• Reduced environmental impact (water, CO2 and chemicals)
16

Text starts with no bullet
Click once on
’Increase Indent’ for bullet
and click max. three times
for more bulletdesign
To get previous design back,
click on ’Decrease Indent’
Change Date and insert
Presentation Title under
>Insert >Header and Footer
and write in Fixed Date field
and field ‘Footer’ >Apply to All
Deactivate by clicking
off the checkboxes
What is your potential value? Example:
Example : Dairy working 300 days/year, 24 hours/day, production capacity 13000
liters/hour. 2 CIP/day of 2 hours each. Possibility to go down to 1 CIP/day when
using FoodPro® Cleanline 17

FoodPro® Cleanline
FEATURE
Modification of milk
phospholipids
POTENTIAL BENEFIT
Reduced fouling
Reduced consumption of energy,
water & chemicals
Reduced organic material in
waste water
Reduced creaming
POTENTIAL GAIN
Higher factory output, higher
profits
Reduced costs
(labour, chemicals, energy,
recycling)
Reduced environmental
impact
Increased market
share/customer satisfaction
18

Copyright © 2011 DuPont or its affiliates. All rights reserved. The DuPont Oval Logo, DuPont™, The miracles of science™ and all products denoted with ™ or ® are registered trademarks or trademarks of E. I. du Pont de Nemours and Company or its affiliates.
Images reproduced by E. I. du Pont de Nemours and Company under license from the National Geographic Society.
1/17/2012 19


















