
Foaming Conditions of Porous Aluminum in Fabrication of ...
6
Foaming Conditions of Porous Aluminum in Fabrication of ADC12 Aluminum Alloy Die Castings by Friction Stir Processing Yoshihiko Hangai 1 , Yuichiro Ozeki 1; * and Takao Utsunomiya 2 1 Department of Mechanical System Engineering, Graduate School of Engineering, Gunma University, Kiryuu 376-8515, Japan 2 Research Organization for Advanced Engineering, Shibaura Institute of Technology, Saitama 337-8570, Japan Porous aluminum is expected to be used as a multifunctional material because of its light weight, high energy absorption and high sound- insulating properties. Recently, a precursor method based on FSP has been developed to improve the cost-effectiveness and productivity of fabricating porous aluminum. Aluminum alloy die castings have the advantages of high productivity, low cost and high recyclability. Thus, it is expected that, by using aluminum alloy die castings in the FSP route, the improved cost-effectiveness and productivity of porous aluminum can be realized. In this paper, the most important parameters of the precursor method, i.e., the holding temperature, holding time and the amount of alumina powder added to the precursor as a stabilization agent, were considered. Experiments under two sets of conditions were carried out to fabricate porous aluminum with high porosity and high quality (a uniform pore size distribution with highly spherical pores). It was shown that closed-cell porous aluminum with a porosity of about 65% was successfully fabricated using ADC12 aluminum alloy die castings. When the holding time during foaming was fixed at 12 min, high-porosity and high-quality porous aluminum was obtained by adding 10 mass% alumina at holding temperatures of 933 K and 963 K (slightly higher than the melting point of ADC12 aluminum alloy). When the amount of alumina added was restricted to 5 mass% and the holding temperature was fixed at 933 K or 963 K, it was demonstrated that high-porosity and high-quality porous aluminum can be obtained with a holding time of 10 min and a holding temperature of 933 K. [doi:10.2320/matertrans.MAW200904] (Received April 28, 2009; Accepted June 12, 2009; Published July 29, 2009) Keywords: porous metals, friction stir processing, aluminum alloy, porosity, foam, die casting 1. Introduction Porous aluminum is expected to be used as a multifunc- tional material because of its light weight, high energy absorption and high sound-insulating properties. 1) However, the application of porous aluminum is very limited mainly owing to its low cost-effectiveness and low productivity. 1) It is expected that a precursor method 2–8) will enable the fabrication of closed-cell porous aluminum with both high- porosity and high-quality (a uniform pore size distribution and highly spherical pores). In this precursor method, a blowing agent is first mixed into the aluminum alloy matrix. Next, the mixture is heat-treated to release the gases from the blowing agent and expand the aluminum alloy. However, the use of expensive aluminum alloy powder as a starting material and the need for many time-consuming and complicated fabrication processes prevent the precursor method from being used for practical applications. 1) Recently, a precursor method based on friction stir processing (FSP) has been developed 9–11) to improve the cost-effectiveness and productivity of fabricating porous aluminum. FSP 12,13) is a solid-state process involving the generation of friction heat and intense plastic deformation by simply inserting a rotating tool with a probe and a shoulder and allowing it to traverse through the aluminum alloy matrix. In the FSP route, the precursor is fabricated by mixing a blowing agent powder and a stabilization agent powder into aluminum plates using the stirring action of FSP. FSP has many advantages. First, it is a simple process with an extremely short processing time. Second, it can generate an intense stirring action in the aluminum alloy matrix. Third, it does not require inconvenient heating processes with high energy consumption before processing. Fourth, it does not generate deleterious gas and noise. These advantages of FSP make it highly suitable for the fabrication of porous aluminum. Also, many types of aluminum alloy plates can be used as the starting materials depending on the type of application the porous aluminum will be used for. Of course, aluminum alloy plates fabricated by die casting can be used. Aluminum alloy die castings have various advantages, such as high productivity, low cost and high recyclability. Thus, it is expected that the cost-effectiveness and productivity of porous aluminum can be realized by applying the FSP route using aluminum alloy die castings. In previous studies on the fabrication of porous aluminum using FSP, A1050 10) and A4045 9) porous aluminum were successfully fabricated. However, the detailed foaming conditions necessary to obtain high-porosity and high-quality porous aluminum are still not clear. Also, the fabrication of ADC12 11) porous aluminum was attempted using gases intrinsically contained in aluminum alloy die castings and without a blowing agent powder. However, high-porosity porous aluminum has not yet been obtained. It is currently considered that a blowing agent powder is necessary to obtain high-porosity porous aluminum. In this paper, ADC12 porous aluminum was fabricated by the FSP route using a blowing agent powder. The most important parameters of the precursor method that affect the foaming properties of porous aluminum, that is, the holding temperature during the heating process, the holding time during the heating process and the amount of stabilization agent powder added to the precursor, were considered. Two experiments were carried out to fabricate porous aluminum with high-porosity and high-quality by the FSP route using aluminum alloy die castings. In experiment I the holding time remained constant, and the optimum holding temper- ature and amount of alumina added as a stabilization agent were investigated. In experiment II the holding temperature and the amount of alumina added remained constant, and the optimum holding time was investigated. * Graduate Student, Gunma University Materials Transactions, Vol. 50, No. 9 (2009) pp. 2154 to 2159 #2009 The Japan Institute of Metals
Transcript of Foaming Conditions of Porous Aluminum in Fabrication of ...

Foaming Conditions of Porous Aluminum in Fabrication of ADC12
Aluminum Alloy Die Castings by Friction Stir Processing
Yoshihiko Hangai1, Yuichiro Ozeki1;* and Takao Utsunomiya2
1Department of Mechanical System Engineering, Graduate School of Engineering, Gunma University, Kiryuu 376-8515, Japan2Research Organization for Advanced Engineering, Shibaura Institute of Technology, Saitama 337-8570, Japan
Porous aluminum is expected to be used as a multifunctional material because of its light weight, high energy absorption and high sound-insulating properties. Recently, a precursor method based on FSP has been developed to improve the cost-effectiveness and productivity offabricating porous aluminum. Aluminum alloy die castings have the advantages of high productivity, low cost and high recyclability. Thus, it isexpected that, by using aluminum alloy die castings in the FSP route, the improved cost-effectiveness and productivity of porous aluminum canbe realized. In this paper, the most important parameters of the precursor method, i.e., the holding temperature, holding time and the amount ofalumina powder added to the precursor as a stabilization agent, were considered. Experiments under two sets of conditions were carried out tofabricate porous aluminum with high porosity and high quality (a uniform pore size distribution with highly spherical pores). It was shown thatclosed-cell porous aluminum with a porosity of about 65% was successfully fabricated using ADC12 aluminum alloy die castings. When theholding time during foaming was fixed at 12min, high-porosity and high-quality porous aluminumwas obtained by adding 10mass% alumina atholding temperatures of 933K and 963K (slightly higher than the melting point of ADC12 aluminum alloy). When the amount of alumina addedwas restricted to 5mass% and the holding temperature was fixed at 933K or 963K, it was demonstrated that high-porosity and high-qualityporous aluminum can be obtained with a holding time of 10min and a holding temperature of 933K. [doi:10.2320/matertrans.MAW200904]
(Received April 28, 2009; Accepted June 12, 2009; Published July 29, 2009)
Keywords: porous metals, friction stir processing, aluminum alloy, porosity, foam, die casting
1. Introduction
Porous aluminum is expected to be used as a multifunc-tional material because of its light weight, high energyabsorption and high sound-insulating properties.1) However,the application of porous aluminum is very limited mainlyowing to its low cost-effectiveness and low productivity.1)
It is expected that a precursor method2–8) will enable thefabrication of closed-cell porous aluminum with both high-porosity and high-quality (a uniform pore size distributionand highly spherical pores). In this precursor method, ablowing agent is first mixed into the aluminum alloy matrix.Next, the mixture is heat-treated to release the gases from theblowing agent and expand the aluminum alloy. However, theuse of expensive aluminum alloy powder as a startingmaterial and the need for many time-consuming andcomplicated fabrication processes prevent the precursormethod from being used for practical applications.1)
Recently, a precursor method based on friction stirprocessing (FSP) has been developed9–11) to improve thecost-effectiveness and productivity of fabricating porousaluminum. FSP12,13) is a solid-state process involving thegeneration of friction heat and intense plastic deformation bysimply inserting a rotating tool with a probe and a shoulderand allowing it to traverse through the aluminum alloymatrix. In the FSP route, the precursor is fabricated bymixing a blowing agent powder and a stabilization agentpowder into aluminum plates using the stirring action of FSP.FSP has many advantages. First, it is a simple process with anextremely short processing time. Second, it can generate anintense stirring action in the aluminum alloy matrix. Third, itdoes not require inconvenient heating processes with highenergy consumption before processing. Fourth, it does notgenerate deleterious gas and noise. These advantages of FSP
make it highly suitable for the fabrication of porousaluminum. Also, many types of aluminum alloy plates canbe used as the starting materials depending on the type ofapplication the porous aluminum will be used for. Of course,aluminum alloy plates fabricated by die casting can be used.Aluminum alloy die castings have various advantages, suchas high productivity, low cost and high recyclability. Thus, itis expected that the cost-effectiveness and productivity ofporous aluminum can be realized by applying the FSP routeusing aluminum alloy die castings.
In previous studies on the fabrication of porous aluminumusing FSP, A105010) and A40459) porous aluminum weresuccessfully fabricated. However, the detailed foamingconditions necessary to obtain high-porosity and high-qualityporous aluminum are still not clear. Also, the fabrication ofADC1211) porous aluminum was attempted using gasesintrinsically contained in aluminum alloy die castings andwithout a blowing agent powder. However, high-porosityporous aluminum has not yet been obtained. It is currentlyconsidered that a blowing agent powder is necessary to obtainhigh-porosity porous aluminum.
In this paper, ADC12 porous aluminum was fabricated bythe FSP route using a blowing agent powder. The mostimportant parameters of the precursor method that affect thefoaming properties of porous aluminum, that is, the holdingtemperature during the heating process, the holding timeduring the heating process and the amount of stabilizationagent powder added to the precursor, were considered. Twoexperiments were carried out to fabricate porous aluminumwith high-porosity and high-quality by the FSP route usingaluminum alloy die castings. In experiment I the holdingtime remained constant, and the optimum holding temper-ature and amount of alumina added as a stabilization agentwere investigated. In experiment II the holding temperatureand the amount of alumina added remained constant, and theoptimum holding time was investigated.*Graduate Student, Gunma University
Materials Transactions, Vol. 50, No. 9 (2009) pp. 2154 to 2159#2009 The Japan Institute of Metals

2. Experimental Procedure
2.1 FSP procedureFigure 1 shows a schematic illustration of the FSP route
used in this study. Al-Si-Cu aluminum alloy ADC12(equivalent to A383.0 aluminum alloy) plates of 3mmthickness, 110mm width and 180mm length were used. Theplates were manufactured conventionally using a coldchamber die-casting machine. The casting pressure wasapproximately 40MPa and the temperature of the moltenmetal was 953K. Table 1 shows the chemical composition ofthe ADC12 aluminum alloy used in this study. Twoaluminum plates were stacked with the blowing agentpowder and stabilization agent powder distributed betweenthem. FSP was carried out using an SHH204-720 FSWmachine manufactured by Hitachi Setsubi Engineering Co.,Ltd., as shown in Figs. 1(b)–(f). The FSP tool has a columnarshape with a screw probe. The diameter of the tool shoulderis 17mm. The diameter of the tool probe is 6mm and itslength is 5mm. SKH51 high-speed tool steel was used as thetool material. The traversing speed of the tool was 100mm/min and its rotating rate was 1000 rpm throughout theexperiments. A tilt angle12) of 3� was used.
Titanium(II) hydride (TiH2, <45 mm) powder and alumi-na (�-Al2O3, �1 mm) powder were used as the blowingagent and stabilization agent, respectively. The stabilizationagent was used to stabilize the pore structure and to preventthe release of gases from porous aluminum by improving
its viscosity during the foaming process.14,15) The powderswere placed along the path of the FSP tool, as shown inFig. 1(a), in an area of 10mm width and 140mm length.The amounts used were 1mass% TiH2 and 0–10mass%Al2O3, relative to the mass of the aluminum with dimen-sions of 140mm� 10mm� 5mm (i.e., the area over whichTiH2 and Al2O3 were distributed and the length of the toolprobe). Multipass FSP16,17) was applied to obtain a largearea of precursor by traversing different regions and tothoroughly mix TiH2 and Al2O3 by traversing the same FSPregion more than once.
The procedure of multipass FSP applied in this study is asfollows. First, as shown in Figs. 1(b) and (c), FSP is carriedout to the right of the region where TiH2 and Al2O3 wereplaced (1st FSP). Second, as shown in Fig. 1(d), the FSP toolis shifted by approximately the diameter of the tool probe inthe direction perpendicular to the FSP direction and FSP iscarried out to the left (retreating side) of the 1st FSP to obtaina large area of precursor (2nd FSP). Third, as shown inFig. 1(e), the traversing direction is reversed and the nextFSP is carried out in the region immediately above the 2ndFSP (3rd FSP). Fourth, as shown in Fig. 1(f), the next FSP iscarried out in the region immediately above the 1st FSP but inthe opposite direction (4th FSP). By carrying out these foursteps, the FSP region was stirred twice. Fifth, these four stepswere carried out once more. This means that the FSP regionwas stirred four times, and precursors of 6mm thickness,10mm width and 15mm length were machined from thisstirred FSP region.
2.2 Foaming procedure in experiment IPrecursors containing from 0 to 10mass% Al2O3 were
heat-treated in a preheated electric furnace to inducefoaming. The holding temperature (equal to the preheatedtemperature) was varied from 873 to 993K in steps of 30Kand was constant during the heating process. The holdingtime was fixed at 12min. After heating, the sample wascooled to room temperature under ambient conditions. Twoprecursor samples were foamed for each amount of aluminaadded and at each holding temperature.
2.3 Foaming procedure in experiment IIPrecursors containing 5mass% Al2O3 were also heat-
treated in a preheated electric furnace to induce foaming. Theholding temperature was fixed at 933K or 963K during theheating process. The melting point of ADC12 aluminumalloy is approximately 853K, and these holding temperaturesare slightly higher than the melting point. The holding timewas varied from 4 to 12min. After heating, the sample wascooled to room temperature under ambient conditions. Twoprecursor samples were foamed for each holding time.
2.4 Evaluation of foaming propertiesThe porosity p (%) of the foamed aluminum, including
the skin, was calculated as p ¼ ð�i � �fÞ=�i � 100, where
Tool
Probe
ADC12plate
TiH2+Al2O3
(a) (b)
(c) 1st FSP (d) 2nd FSP
(e) 3rd FSP (f) 4th FSP
Fig. 1 Schematic illustration of the manufacturing process of a precursor
by friction stir processing using ADC12 aluminum alloy die castings as the
starting material.
Table 1 Chemical composition of ADC12 aluminum alloy used in this study (mass%).
Si Fe Cu Mn Mg Zn Ni Sn Pb Ti Cr Al
ADC12 11.5 0.77 1.92 0.21 0.19 0.77 0.06 0.02 0.05 0.04 0.03 Bal.
Foaming Conditions of Porous Aluminum in Fabrication of ADC12 Aluminum Alloy Die Castings by Friction Stir Processing 2155
�i is the density of the precursor before heating and �f isthe density of the foamed aluminum. The densities wereevaluated by Archimedes’ principle. The foamed aluminumwas then cut and the morphology of the pores was observed.
3. Results and Discussion
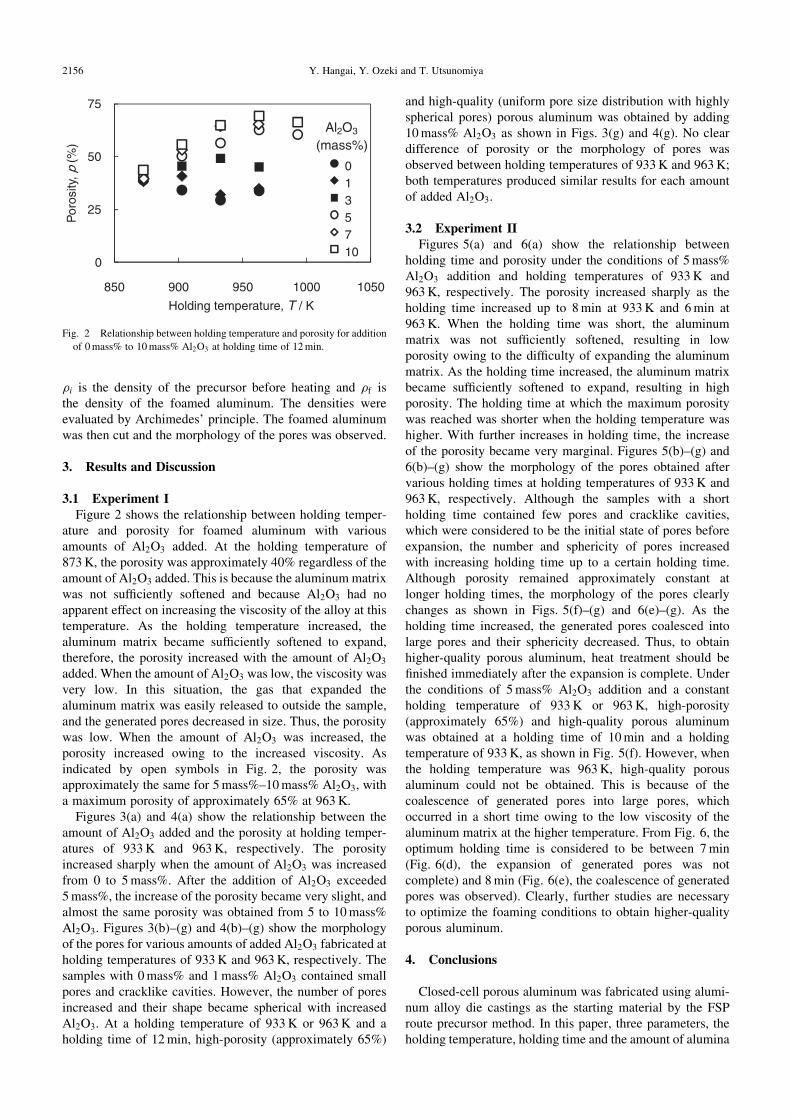
3.1 Experiment IFigure 2 shows the relationship between holding temper-
ature and porosity for foamed aluminum with variousamounts of Al2O3 added. At the holding temperature of873K, the porosity was approximately 40% regardless of theamount of Al2O3 added. This is because the aluminummatrixwas not sufficiently softened and because Al2O3 had noapparent effect on increasing the viscosity of the alloy at thistemperature. As the holding temperature increased, thealuminum matrix became sufficiently softened to expand,therefore, the porosity increased with the amount of Al2O3
added. When the amount of Al2O3 was low, the viscosity wasvery low. In this situation, the gas that expanded thealuminum matrix was easily released to outside the sample,and the generated pores decreased in size. Thus, the porositywas low. When the amount of Al2O3 was increased, theporosity increased owing to the increased viscosity. Asindicated by open symbols in Fig. 2, the porosity wasapproximately the same for 5mass%–10mass% Al2O3, witha maximum porosity of approximately 65% at 963K.
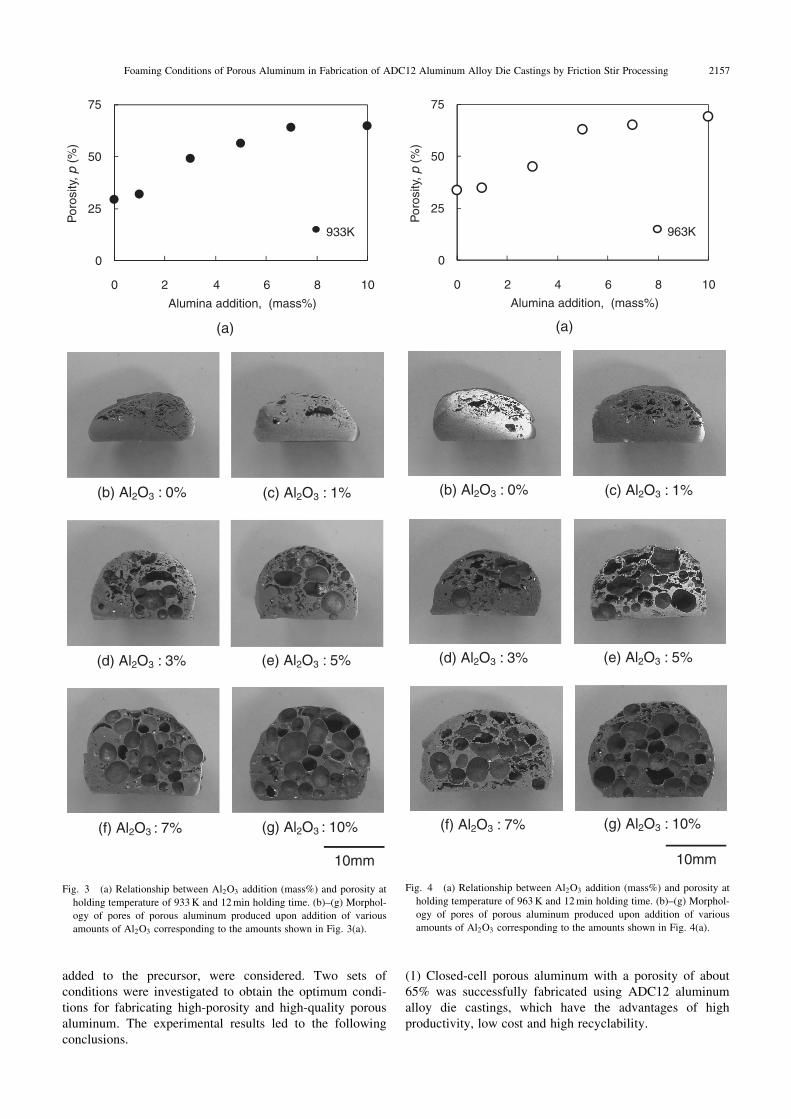
Figures 3(a) and 4(a) show the relationship between theamount of Al2O3 added and the porosity at holding temper-atures of 933K and 963K, respectively. The porosityincreased sharply when the amount of Al2O3 was increasedfrom 0 to 5mass%. After the addition of Al2O3 exceeded5mass%, the increase of the porosity became very slight, andalmost the same porosity was obtained from 5 to 10mass%Al2O3. Figures 3(b)–(g) and 4(b)–(g) show the morphologyof the pores for various amounts of added Al2O3 fabricated atholding temperatures of 933K and 963K, respectively. Thesamples with 0mass% and 1mass% Al2O3 contained smallpores and cracklike cavities. However, the number of poresincreased and their shape became spherical with increasedAl2O3. At a holding temperature of 933K or 963K and aholding time of 12min, high-porosity (approximately 65%)
and high-quality (uniform pore size distribution with highlyspherical pores) porous aluminum was obtained by adding10mass% Al2O3 as shown in Figs. 3(g) and 4(g). No cleardifference of porosity or the morphology of pores wasobserved between holding temperatures of 933K and 963K;both temperatures produced similar results for each amountof added Al2O3.
3.2 Experiment IIFigures 5(a) and 6(a) show the relationship between
holding time and porosity under the conditions of 5mass%Al2O3 addition and holding temperatures of 933K and963K, respectively. The porosity increased sharply as theholding time increased up to 8min at 933K and 6min at963K. When the holding time was short, the aluminummatrix was not sufficiently softened, resulting in lowporosity owing to the difficulty of expanding the aluminummatrix. As the holding time increased, the aluminum matrixbecame sufficiently softened to expand, resulting in highporosity. The holding time at which the maximum porositywas reached was shorter when the holding temperature washigher. With further increases in holding time, the increaseof the porosity became very marginal. Figures 5(b)–(g) and6(b)–(g) show the morphology of the pores obtained aftervarious holding times at holding temperatures of 933K and963K, respectively. Although the samples with a shortholding time contained few pores and cracklike cavities,which were considered to be the initial state of pores beforeexpansion, the number and sphericity of pores increasedwith increasing holding time up to a certain holding time.Although porosity remained approximately constant atlonger holding times, the morphology of the pores clearlychanges as shown in Figs. 5(f)–(g) and 6(e)–(g). As theholding time increased, the generated pores coalesced intolarge pores and their sphericity decreased. Thus, to obtainhigher-quality porous aluminum, heat treatment should befinished immediately after the expansion is complete. Underthe conditions of 5mass% Al2O3 addition and a constantholding temperature of 933K or 963K, high-porosity(approximately 65%) and high-quality porous aluminumwas obtained at a holding time of 10min and a holdingtemperature of 933K, as shown in Fig. 5(f). However, whenthe holding temperature was 963K, high-quality porousaluminum could not be obtained. This is because of thecoalescence of generated pores into large pores, whichoccurred in a short time owing to the low viscosity of thealuminum matrix at the higher temperature. From Fig. 6, theoptimum holding time is considered to be between 7min(Fig. 6(d), the expansion of generated pores was notcomplete) and 8min (Fig. 6(e), the coalescence of generatedpores was observed). Clearly, further studies are necessaryto optimize the foaming conditions to obtain higher-qualityporous aluminum.
4. Conclusions
Closed-cell porous aluminum was fabricated using alumi-num alloy die castings as the starting material by the FSProute precursor method. In this paper, three parameters, theholding temperature, holding time and the amount of alumina
0
25
50
75
850 900 950 1000 1050
Por
osity
, p(%
)
Holding temperature, T / K
0135710
Al2O3
(mass%)
Fig. 2 Relationship between holding temperature and porosity for addition
of 0mass% to 10mass% Al2O3 at holding time of 12min.
2156 Y. Hangai, Y. Ozeki and T. Utsunomiya
added to the precursor, were considered. Two sets ofconditions were investigated to obtain the optimum condi-tions for fabricating high-porosity and high-quality porousaluminum. The experimental results led to the followingconclusions.
(1) Closed-cell porous aluminum with a porosity of about65% was successfully fabricated using ADC12 aluminumalloy die castings, which have the advantages of highproductivity, low cost and high recyclability.
(g) Al2O3 : 10%
(b) Al2O3 : 0% (c) Al2O3 : 1%
(d) Al2O3 : 3% (e) Al2O3 : 5%
(f) Al2O3 : 7%
10mm
0
25
50
75
0 2 4 6 8 10
Por
osity
, p (
%)
Alumina addition, (mass%)
963K
(a)
Fig. 4 (a) Relationship between Al2O3 addition (mass%) and porosity at
holding temperature of 963K and 12min holding time. (b)–(g) Morphol-
ogy of pores of porous aluminum produced upon addition of various
amounts of Al2O3 corresponding to the amounts shown in Fig. 4(a).
(g) Al2O3 : 10%
(b) Al2O3 : 0% (c) Al2O3 : 1%
(d) Al2O3 : 3% (e) Al2O3 : 5%
(f) Al2O3 : 7%
10mm
0
25
50
75
0 2 4 6 8 10
Por
osity
, p (
%)
Alumina addition, (mass%)
933K
(a)
Fig. 3 (a) Relationship between Al2O3 addition (mass%) and porosity at
holding temperature of 933K and 12min holding time. (b)–(g) Morphol-
ogy of pores of porous aluminum produced upon addition of various
amounts of Al2O3 corresponding to the amounts shown in Fig. 3(a).
Foaming Conditions of Porous Aluminum in Fabrication of ADC12 Aluminum Alloy Die Castings by Friction Stir Processing 2157

(2) When the holding time during foaming was fixed at12min, high-porosity and high-quality porous aluminum wasobtained by adding 10mass% Al2O3 at a holding temperatureof 933K or 963K (slightly higher than the melting point ofADC12 aluminum alloy).
(3) When the amount of Al2O3 added was 5mass% and theholding temperature was 933K or 963K, it was demonstratedthat high-porosity and high-quality porous aluminum can beobtained with a holding time of 10min and a holdingtemperature of 933K.
0
25
50
75
4 6 8 10 12
Por
osity
, p (
%)
Holding time, /min
963K
(g) 12 min
(b) 4 min (c) 6 min
(d) 7 min (e) 8 min
(f) 10 min
10mm
(a)
Fig. 6 (a) Relationship between holding time and porosity at holding
temperature of 963K and 5mass% Al2O3 addition. (b)–(g) Morphology
of pores of porous aluminum produced after various holding times
corresponding to the times shown in Fig. 6(a).
0
25
50
75
4 6 8 10 12
Por
osity
, p (
%)
Holding time, /min
933K
(g) 12 min
(b) 4 min (c) 6 min
(d) 8 min (e) 9 min
(f) 10 min
10mm
(a)
Fig. 5 (a) Relationship between holding time and porosity at holding
temperature of 933K and 5mass% Al2O3 addition. (b)–(g) Morphology of
pores of porous aluminum produced after various holding times
corresponding to the times shown in Fig. 5(a).
2158 Y. Hangai, Y. Ozeki and T. Utsunomiya

Acknowledgments
The authors thank former Assistant Professor T. Yokota,Shibaura Institute of Technology, and Professor K. Saito,Gunma University, for their helpful advice on conducting theexperiments, and Professor H. Kumehara, Gunma University,for fruitful discussions throughout this study.
REFERENCES
1) J. Banhart: Prog. Mater. Sci. 46 (2001) 559–632.
2) H. D. Kunze, J. Baumeister, J. Banhart and M. Weber: Powder Metall.
Int. 25 (1993) 182–185.
3) F. Baumgartner, I. Duarte and J. Banhart: Adv. Eng. Mater. 2 (2000)
168–174.
4) I. Duarte and J. Banhart: Acta Mater. 48 (2000) 2349–2362.
5) K. Kitazono, E. Sato and K. Kuribayashi: Scr. Mater. 50 (2004) 495–
498.
6) K. Kitazono, S. Nishizawa, E. Sato and T. Motegi: Mater. Trans. 45
(2004) 2389–2394.
7) S. Tsuda, M. Kobashi and N. Kanetake: Mater. Trans. 47 (2006)
2125–2130.
8) N. Kanetake, M. Kobashi and S. Tsuda: Adv. Eng. Mater. 10 (2008)
840–844.
9) Y. Hangai and T. Utsunomiya: Metall. Mater. Trans. A-Phys. Metall.
Mater. Sci. 40 (2009) 275–277.
10) Y. Hangai and T. Utsunomiya: J. Japan Inst. Metals 73 (2009) 131–
133.
11) Y. Hangai and T. Utsunomiya: Metall. Mater. Trans. A-Phys. Metall.
Mater. Sci. 40 (2009) 1284–1287.
12) R. S. Mishra and Z. Y. Ma: Mater. Sci. Eng. R-Reports 50 (2005)
1–78.
13) Z. Y. Ma: Metall. Mater. Trans. a-Phys. Metall. Mater. Sci. 39A (2008)
642–658.
14) A. R. Kennedy and S. Asavavisithchai: Adv. Eng. Mater. 6 (2004)
400–402.
15) M. Haesche, J. Weise, F. Garcia-Moreno and J. Banhart: Mater. Sci.
Eng. A-Struct. Mater. Prop. Microstruct. Process. 480 (2008) 283–
288.
16) Y. S. Sato, S. H. C. Park, A. Matsunaga, A. Honda and H. Kokawa:
J. Mater. Sci. 40 (2005) 637–642.
17) J. Q. Su, T. W. Nelson and C. J. Sterling: Scr. Mater. 52 (2005) 135–
140.
Foaming Conditions of Porous Aluminum in Fabrication of ADC12 Aluminum Alloy Die Castings by Friction Stir Processing 2159


















