Flowsheet Decomposition Heuristic for Scheduling: A Relax & Fix Method
14
Flowsheet Decomposition Heuristic for Scheduling: A Relax & Fix Method Jeffrey D. Kelly 1 and John L. Mann Keywords: Spatial decomposition, branch-and-bound, lot-sizing, closed-shops, material-flow-path, arity, diving heuristic and constraint dropping. 1 Industrial Algorithms LLC., 15 St. Andrews Road, Toronto, Ontario, Canada, M1P 4C3 E-mail: [email protected]
-
Upload
alkis-vazacopoulos -
Category
Engineering
-
view
138 -
download
2
description
Decomposing large problems into several smaller subproblems is well-known in any problem solving endeavor and forms the basis for our flowsheet decomposition heuristic (FDH) described in this short note. It can be used as an effective strategy to decrease the time necessary to find good integer-feasible solutions when solving closed-shop scheduling problems found in the process industries. The technique is to appropriately assign each piece of equipment (i.e., process-units and storage-vessels) into groups and then to sequence these groups according to the material-flow-path of the production network following the engineering structure of the problem. As many mixed-integer linear programming (MILP) problems are solved as there are groups, solved in a pre-specified order, fixing the binary variables after each MILP and proceeding to the next. In each MILP, only the binary variables associated with the current group are explicit search variables. The others associated with the un-searched on binary variables (or the next in-line equipment) are relaxed. Three examples are detailed which establishes the effectiveness of this relax-and-fix type heuristic.
Transcript of Flowsheet Decomposition Heuristic for Scheduling: A Relax & Fix Method

Flowsheet Decomposition Heuristic for Scheduling: A Relax & Fix Method
Jeffrey D. Kelly1 and John L. Mann
Keywords:
Spatial decomposition, branch-and-bound, lot-sizing, closed-shops, material-flow-path, arity, diving heuristic and constraint
dropping.
1 Industrial Algorithms LLC., 15 St. Andrews Road, Toronto, Ontario, Canada, M1P 4C3
E-mail: [email protected]

2
Abstract
Decomposing large problems into several smaller subproblems is well-known in any problem solving endeavor and forms the basis
for our flowsheet decomposition heuristic (FDH) described in this short note. It can be used as an effective strategy to decrease the
time necessary to find good integer-feasible solutions when solving closed-shop scheduling problems found in the process
industries. The technique is to appropriately assign each piece of equipment (i.e., process-units and storage-vessels) into groups
and then to sequence these groups according to the material-flow-path of the production network following the engineering
structure of the problem. As many mixed-integer linear programming (MILP) problems are solved as there are groups, solved in a
pre-specified order, fixing the binary variables after each MILP and proceeding to the next. In each MILP, only the binary
variables associated with the current group are explicit search variables. The others associated with the un-searched on binary
variables (or the next in-line equipment) are relaxed. Three examples are detailed which establishes the effectiveness of this relax-
and-fix type heuristic.
Introduction
The ability to quickly find integer-feasible solutions to industrial scaled production scheduling problems is the focus of this short
note. These problems are known as closed-shops given their close relation to lot-sizing problems (Graves (1981)) as opposed to
open-shops such as job-shops and flow-shops. Closed-shops require the solution of sizing, assigning, sequencing and timing
whereas open-shops generally only deal with the latter three. Growing research into the decomposition of open-shops into an
assignment and a sequencing problem solved in succession with recursive addition of constraints or cuts has been the focus of
several recent studies (Jain and Grossmann (2001) and Sadykov and Wolsey (2003)). Unfortunately, the sizing aspects of the
scheduling problem, as well as many other logic-based side-constraints (i.e., other than non-overlapping or unary resource
constraints, process-timing duration constraints and semi-continuous variables), are usually not considered due to the difficulty of
including these aspects into recent constraint programming software (Hooker et. al. (1999)).
Proposed in this note is a relatively simple and straightforward approach to decompose or dissect the original MILP into several
smaller MILP problems combined using a primal heuristic known as the relax-and-fix method (Wolsey (1998)). Decomposition is
introduced to build subproblems that can be solved efficiently and thus lead to solutions of the original problem. By keeping the
scheduling problem inside the framework of its mathematical description (similar to the general-purpose STN scheduling model of
Kondili et. al. (1993)) it is possible to effectively decompose and solve the original MILP problem whereby generating integer-
feasible solutions in much less time than solving the original MILP problem en bloc. Other primal heuristics and decomposition
strategies are available to solve closed-shop scheduling problems and can be found in for example Kudva et. al. (1994), Herrmann
et. al. (1995), Basset et. al. (1996), Blomer and Gunther (2000), Kim and Hooker (2002), Kelly (2002), Kelly (2003) and Wu and

3
Ierapetritou (2003). These studies provide useful approaches and insights into solving closed-shop problems whereas the FDH is
simply another in the list of techniques which we believe has not been hitherto investigated.
The basic notion of the algorithm is to assign the units and vessels into equipment-groups and then to successively solve each group
using a separate call to a MILP solver fixing the binary variables to the best solution found and proceeding to the next group in the
sequence. The sequence is primarily determined by the material-flow-path and is somewhat similar in nature to sequential modular
flowsheet simulators found in chemical engineering process design literature (Sargent and Westerberg (1964)). Sequential modular
simulators also require the flowsheet to be partitioned or grouped following a careful examination of the material-flow-path with
special attention given to recycle loops and what are known as tear-streams. The flowsheet decomposition found in these types of
“solve one process at time” simulators is vital to achieving convergence and to decrease execution speed where convergence is
closely related to our requirement of finding good solutions if not the globally optimal solution.
Motivating Example
Before we proceed to the specific details of the heuristic, it is worthwhile to demonstrate the value of the algorithm on a small but
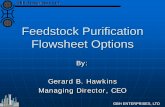
motivating example shown in Figure 1. This process has a raw material A, a work-in-progress B and a finished product C being
processed by reactions X and Y in-series. There are three tanks (T1, T2 and T3) and four identical batch reactors (R1, R2, R3 and
R4) as shown that support the storage and reacting production activities where the representation in the figure is similar to the
resource task network (RTN) from Pantelides (1994). The objective is to maximize the production of product C over a 50-hour
scheduling horizon discretized uniformly into 1-hour time-periods at a selling price of $1 per m3. The batch reactors have unity
consumption and production intensities or proportions and consume the feed for the first hour and produce the product in the
second hour of the 2-hour batch-processing-time. Both the lower and upper capacities for the equipment are shown in text at the
top of the operations in the figure where the opening inventory for T2 is 10 m3. There are also lower and upper bounds on the
flows between the units and vessels of 1 to 20 m3 per hour.

4
T1 T2 T3R1R3
R2R4
X YA B C2-h 2-h1-h 1-h
10-20 m3 10-20 m3unlimted 0-100 m3 unlimted
Figure 1. Motivating example with a simple material-flow-path.
Surprisingly, finding the best integer-feasible solution of $500 took over 8,300-seconds and 5-seconds after to prove optimality
using a commercial depth-first with backtracking branch-and-bound search (B&B) from Dash Optimization Inc. called Xpress-MP
2003 (Gueret et. al. (2002)). If the time horizon is decreased to 10-hours the solution time is only 0.5-seconds with a profit of
$100. This dramatic or exponential increase in solution time when the horizon is extended from 10-hours to 50-hours is a well-
known phenomenon in combinatorial optimization and was the primary motivation behind the Lagrangian decomposition technique
found in Wu and Ierapetritou (2003) for a continuous-time formulation of closed-shop scheduling problems. The FDH was setup
with two equipment-groups where group-1 contains R1 and R3 and group-2 has R2 and R4. Solving this for group-1 then group-2
took 133-seconds (a forward-pass) to find the same optimal solution of $500 and in reverse order or sequence (group-2 then 1 in a
backwards-pass) taking only 61-seconds. This is substantially better than solving the problem en bloc. If we solve the problem
using any other type of equipment grouping in any order we are not at all able to achieve the same optimal value of $500 with the
worst objective function being calculated at $300. These results imply that although we are able to find the optimal solution in
much less time, if the FDH is suitably configured or specified, poor solutions can result if it is not decomposed or engineered
correctly. The next section describes some straightforward theory on how to engineer the FDH.
Decomposition of the Flowsheet
Heuristics are a very important part of solving any combinatorial optimization problem due to fact that searching over all of the
possible combinations can be far too computationally expensive for even relatively small problems. Exact algorithms, such as a

5
MILP solver with a conventional branch-and-bound and/or branch-and-cut method, can also prove to be unable to find good
solutions quickly when dealing even with loosely constrained industrial-sized problems as presented in the motivating example.
This is primarily the result of having too many discrete degrees-of-freedom in the search which is a double-edged sword so to
speak. Having at hand the ability to search over all of the flexibility of the problem is good at the potential expense of not being
able to quickly find the location or neighborhood where these good solutions exist. Heuristics on the other hand greedily attack a
problem, usually myopically and with less discrete variables, in the hopes of finding good solutions relatively early on in the
search. In general, the less the number of discrete decision variables the less the number of LP’s to solve and hence the faster to a
solution. Unfortunately, heuristics may find only poor or infeasible solutions and are then forced to be restarted with some control
parameter modified or an additional set of constraints added to the problem to force it away from the unfruitful areas.
Classifying Equipment and Operations
The flowsheet decomposition heuristic described here is one such approximation algorithm which can be configured to force the
B&B down a search path, albeit greedily, which has some built in engineering judgment about the production scheduling problem.
Knowledge or structure regarding the production network can be exploited in a relax-and-fix type heuristic (Wolsey (1998)). This
structure deals with how multiple units (and vessels) can support the same operation called a multi-supported operation (similar to
parallel machines in job-shop scheduling) and how a unit (or vessel) can be used to support multiple operations in different
production stages called multi-staged units or equipment. A production stage is well-known as a segment of the production
network consuming and producing different types of feeds, intermediates and products. For example, in Figure 1 there are two
stages and there are no multi-staged equipment because none of the units used are suitable for more than one operation. The two
operations X and Y are declared to be multi-supported operations because each has two possible equipment choices. The three
storage operations which are supported by only one vessel are not multi-supported nor are the vessels multi-staged. There is
another type of equipment class that is usually only present in higher product volume and less product variety type of continuous-
processes and this is called multi-suited equipment. Multi-suited equipment is similar to multi-staged except that multi-suited
equipment can perform multiple operations but only within the same production stage. For example, in an oil-refinery there may an
alkylation unit that is normally operated with an iso-butane and an iso-butylene feed mix making a certain yield of alkylate and
other co-products. However in some circumstances the unit can be charged with additional propylene feed producing the same co-
products but in different proportions than without the propylene. This requires the alkylation unit to be setup as a multi-suited
piece of equipment given that there are two modes of operation that it could be engaged in. Yet, the alkylation unit is not suitable
for a production task outside its own production stage such as performing the operation of crude-oil distillation.
Assignment to Groups

6
From the perspective of how to assign units and vessels to equipment-groups (mentioned previously) the rule-of-thumb or
recommendation is to group together all equipment that support the same multi-supported operation where a piece of equipment
must only be found in only one group. This was the motivation for grouping R1 and R3 into group-1 and R2 and R4 into group-2
which was successful in solving the motivating example faster and of equal quality as that of the MILP en bloc. When multi-staged
equipment exists, it may be required to increase the size of the group that the multi-staged equipment is assigned to by the number
of other equipment supporting the different operation(s) in the other stage(s). An instance of this scenario can be found in the
second illustrative example. It also may prove beneficial in some problems, as is the case in sequential modular simulators, to
group according to knowledge of reverse flow structures or recycles. This would imply that all equipment involved in a recycle
loop should be grouped together where this is also observed in the second illustrative example; this is similar to grouping multi-
stage equipment. Multi-suited equipment can usually be grouped by themselves if there is only one unit that is available for a
particular production stage or together with other units within the same stage.
Sequencing the Groups
Considering how to sequence or order the separate MILP subproblems, one for each equipment-group, we rely heavily on the
material-flow-path contained in the production network to guide our solution strategy. In this case we must consider the equipment
in each group and where it is positioned in the overall flow path. Essentially we have three choices where the first two are related
to the arity or degree-of-separation of the network. Arity is an attribute of each material balance node in the network and is simply
the total number of upstream nodes that are connected to it. A node with the largest arity means that it is the furthest downstream
unit and is highly dependent on the upstream units. Consequently the sequencing strategy is related to the arity of the equipment-
groups so the first sequencing strategy is to solve the succession of MILP subproblems starting from the start of the flow-path and
work forwards stepping through the production (increasing arity). The second is to solve backwards or in reverse order as to
follow the negative flow of stocks through the network (decreasing arity). And the third is to simply randomize the solve sequence
for each MILP subproblem although this can be time-consuming because many unfruitful sequences may be explored (arbitrary
arity). However, either a full or partial random sequencing can be used as a last resort when the flow path is highly convoluted and
difficult to characterize a priori. Fortunately, when solving scheduling problems in a production environment, according to a
rolling-horizon or hierarchical production planning framework to mitigate against uncertainty and complexity, a successful
sequence or sequences can be learned over time.
Relax-and-Fix Approach
In terms of the details of the relax-and-fix structure this is now described. The idea of the relax-and-fix heuristic is straightforward.
Identify two sets of binary variables the most important and the least important. Setup the first MILP subproblem such that the

7
most important binary variables are defined as global search variables and relax the least important binary variables between zero
and one still including all of the functional constraints of the original problem. If more than one integer-feasible solution is
generated from the MILP then choose the best one though in some cases the best solution may generate infeasibilities in the second
MILP in light of the fact that it may be too aggressive. An interesting strategy to deal with this type of problem can be found in
Kelly (2002) by retaining intermediate solutions in a higher-level search tree with backtracking. We then fix the most important
binary variables to the solution values found (also known as diving) and setup a second MILP which has the most important
binaries fixed and the least important binaries declared as global search variables. Any solutions found in the second MILP are
integer-feasible solutions for the original MILP without decomposition. The extrapolation to the FDH is simply to setup a multi-
layered hierarchy instead of the simple two layer structure (most and least important) of the basic relax-and-fix heuristic. Each
layer or separation represents the equipment-groups and its importance or priority is driven by the material-flow-path as pointed out
previously. It should be mentioned that all of the binary variables associated with all of the possible unit or vessel operation
assignments are included in the formulation of a specific equipment-group MILP. This means that when solving a particular MILP
subproblem for a particular group, all of the equipment in the group has all of the potential operation assignments in consideration.
This further implies that even though a piece of equipment is only searched on once, the operation is searched over at least as many
times as there are groups containing equipment which are suitable to execute that operation. This increases the chance of our
heuristic to find good solutions. Furthermore, it should be reinforced that all of the functional constraints (except for the binary
variable integrality {0,1} bounds) of the original MILP are solved for each sub-MILP which also aids in avoiding potentially
infeasible solutions for downstream MILP subproblems and is related to the notion of crossover found in temporal decomposition
strategies (Wilkinson et. al. (1994) and Kelly (2002)).
Semi-Continuous Constraint Dropping
A useful and powerful auxiliary procedure which can also be applied and demonstrated in the first and second illustrative examples
to follow, is to drop, hide or ignore certain constraints which is a well-known practice in heuristics to reduce the overall size of the
problem. These constraints are identified as non-binding or inactive constraints determined from the solution of the LP root
relaxation and when they are dropped is somewhat similar to performing a Lagrangian relaxation with the Lagrange multiplier set
to zero (Wu and Ierpetritou (2003)). The constraints that we recommend to drop are the semi-continuous capacity constraints i.e.,
either no flow or flow between a lower and upper bound. These constraints are removed from all of the MILP subproblems if they
are not binding in the LP root. After the last equipment-group has been solved, any binary variable that is linked with a dropped
semi-continuous constraint is re-declared to be an explicit binary search variable and the previously dropped semi-continuous
constraint set is un-dropped or added back into the problem. These constraints are useful to drop because they are related one for

8
one with all binary variables and are tied to the capacity limitations of the scheduling problem. As mentioned by Wu and
Ierapetritou (2003), when capacity constraints are dropped (or relaxed in the context of the Lagrangian decomposition) the MILP
optimization problem can be solved rather easily. A final or clean-up MILP problem is run with all binary variables fixed to the
value found in the FDH except those that are associated with the previously dropped semi-continuous constraints. This technique
has been used for some problems to increase the success of finding globally optimal solutions which are less sensitive to the
grouping and ordering decisions and of course has smaller MILP subproblems to solve.
Illustrative Examples
First Example
This example is a slight modification from the motivating example whereby we allow R1 to support reaction Y and R2 to support
reaction X making R1 and R2 multi-staged units and we decrease the scheduling time-horizon to 10-hours from 50-hours to reduce
the solution times without losing the context of the example. It is important to note that because there are no binary variables
associated with the storage operations, the tank equipment are not considered. In this example we detail all of the possible
equipment-groupings and record the best and worst solutions by exploring all possible sequences; the theoretical best possible
solution is $100 with an integrality gap of 0%. The MILP subproblems were solved to completion (i.e., to provable optimality) and
the best solutions from each were used in the subsequent subproblem.
Table 1. Best solutions for several equipment-group assignments for the first example.
# of Groups Grouping Best and Worst Solutions ($) With Constraint Dropping ($)
4 1-R1; 2-R2; 3-R3; 4-R4 90, 70 100, 100
3 1-R1; 2-R2; 3-R3, R4 90, 70 100, 100
3 1-R1; 2-R3; 2-R2, R4 90, 70 100, 100
3 1-R1; 2-R4; 2-R2, R3 90, 70 100, 100
3 1-R2; 2-R3; 3-R1, R4 90, 70
3 1-R2; 2-R4; 3-R1, R3 90, 70 100, 100
3 1-R3; 2-R4; 3-R1, R2 90, 70 100, 100
2 1-R1, R2; 2-R3, R4 90, 80 100, 100
*2 1-R1, R3; 2-R2, R4 90, 80 100, 100
2 1-R1, R4; 2-R2, R3 90, 80 100, 100
2 1-R1; 2-R2, R3, R4 90, 90 100, 100
2 1-R2; 2-R1, R3, R4 100, 90 100, 100
2 1-R3; 2-R1, R2, R4 100, 100 100, 100
2 1-R4; 2-R1, R2, R3 90, 80 100, 100
1 1-R1, R2, R3, R4 100 100

9
The solve times are 2-seconds, 1.5-seconds, 1-seconds and 0.6-seconds (on average over the sequencing) respectively for the
different number of equipment-groups with constraint dropping on. For such a small example the overhead of setting up the
heuristic is more expensive then solving the original problem directly (i.e., with only one equipment-group and no constraint
dropping). As the results show, when three and four groups are used the best possible solution cannot be found which is consistent
with simple grouping theory. In addition, when two groups are used including the same grouping as the motivating example (see
asterisk) the best possible solution can also not be found which is again consistent with our discussion above. What is interesting
are the two bolded grouping strategies which yield the best possible solution. In the grouping 1-R2; 2-R1, R3, R4 the choice of
solution sequence is important as evident by the worst solution of $90. However, in the grouping 1-R3; 2-R1, R2, R4 it is able to
find the best possible solution no matter what the sequence. This grouping has both the multi-staged equipment grouped together
(i.e., R1 and R2 in group-2) which is a recommended course of action for multi-staged equipment. The main conclusion we can
empirically draw from these results are that the multi-supported and multi-staged grouping theory are perhaps only sufficient
conditions and not necessary conditions to achieve the best possible or globally optimal solution when decomposition is employed.
When the semi-continuous capacity constraint dropping technique is employed, it is able with marginal increase in solution time, to
find the best objective function value for all groupings and all orderings as shown in column four of Table 1. A theoretical reason
or definitive explanation for this substantial improvement in the performance of the FDH with constraint dropping is not possible at
this time and this is not a programming error given that the solutions with constraint dropping are all feasible when all of the binary
variables are fixed and the corresponding LP is solved.
Second Example
This batch-processing example is taken directly from Kondili et. al. (1993) except that the inventory holding costs are excluded.
The flowsheet is identical to that shown in Figure 2 except that there is one physical vessel or tank for each stock or state (i.e., there
is a T9 material E) allowing us to neglect the assignment decisions of vessels to storage operations. When solved without FDH the
objective function value is $3,321.25 taking 12-seconds on a Pentium III 500 MHz laptop computer running Xpress-MP 2003.
Table 3. Best solutions for several equipment-group assignments and sequences for the second example.
# of Groups Grouping Best and Worst Solutions ($) With Constraint Dropping ($)
4 1-H1; 2-R1; 3-R2; 4-S1 3,284.69; 2909.96 3,321.25; 3,213.75
3 1-H1; 2-R1; 3-R2, S1 3,284.69; 2909.96 3,321.25; 3,213.75
3 1-H1; 2-R2; 2-R1, S1 3,177.19; 3,012.92 3,321.25; 3,213.75
3 1-H1; 2-S1; 3-R1, R2 3,321.25; 3,200.47 3,321.25; 3,213.75
3 1-R1; 2-R2; 3-H1, S1 3,284.69; 2909.96 3,321.25; 3,213.75
3 1-R1; 2-S1; 3-H1, R2 3,284.69; 2909.96 3,321.25; 3,213.75
3 1-R2; 2-S1; 3-H1, R1 3,284.69; 2909.96 3,321.25; 3,213.75
2 1-H1, R1; 2-R2, S1 3,284.69; 2909.96 3,321.25; 3,213.75

10
2 1-H1, R2; 2-R1, S1 3,177.19; 2,950.36 3,321.25; 3,213.75
2 1-H1, S1; 2-R1, R2 3,321.25; 3,200.47 3,321.25; 3,321.25
2 1-H1; 2-R1, R2, S1 3,321.25; 3,321.25 3,321.25; 3,321.25
2 1-R1; 2-H1, R2, S1 3,284.69; 2909.96 3,321.25; 3,213.75
2 1-R2; 2-H1, R1, S1 3,177.19; 2,950.36 3,321.25; 3,213.75
2 1-S1; 2-H1, R1, R2 3,321.25; 3,200.47 3,321.25; 3,321.25
1 1-H1, R1, R2, S1 3,321.25 3,321.25
The solve times are 10-seconds, 8.5-seconds, 8-seconds and 14-seconds (on average over the sequencing) respectively for the
different number of equipment-groups with constraint-dropping on. As these times imply, the computational efficiency becomes
more appreciable as the size of the problem increases where extra time is required for constraint dropping as seen with one
equipment-group. Table 3 highlights the results for all possible solution orders of the groups. The purpose of this example is to
again show that some equipment-groupings may not find the global optimum on a more complex problem. According to our
discussion on multi-supported operations and multi-staged equipment we can observe from the flowsheet that R1 and R2 are multi-
staged equipment and the Reactions-1, 2 and 3 are multi-supported operations with support coming from R1 and R2. Therefore we
expect that if we group R1 and R2 together then we should arrive at the global optimum and indeed this is consistently true per the
results found in Table 3. Whenever R1 and R2 are not assigned to the same group the best solution cannot be found. However,
only the grouping with H1 as group-1 and R1, R2 and S1 in group-2 is the global optimum found independently of the subproblem
ordering which is most likely the result of the recycle loop of stock AB from the Distillation operation back to Reaction-3. Based
on this result it does seem prudent to also group together equipment that are involved in recycle loops as mentioned. When
constraint dropping is employed, as the results show in column four of Table 2, the FDH is much more robust to the grouping and
ordering decisions with marginal increase is solution time for the clean-up MILP subproblem. In all cases, when constraint
dropping is used the global optimum can be found.
Third Example
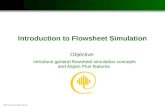
This example found in Figure 2 is taken from Kondili et. al. (1993) and can also be found in Wu and Ierapetritou (2003) except
that it has been modified here in the following ways in order to add significantly more variation and complexity into the problem.
The first modification is to make each of the previously batch-processes continuous-processes. Instead of batch processing-times
we now have minimum and maximum run-lengths for the production operations of Heating (1 to 2-hours), Reaction-1 (2 to 3-
hours), Reaction-2 (2 to 3-hours), Reaction-3 (1 to 2-hours) and Distilling (2 to 3-hours). The second modification is to add tanks
to the problem as shown in Figure 2. There is at most one tank for each of the stocks except that stocks BC and E must share the
same tank. T5 is a multi-product tank which can only store one material at a time. When a different material-service is required

11
then the service can only switch-over when there is less than or equal to 5-kg of stock left in the tank. The third modification is to
add a 3-hour delay after filling T4 before stock can be drawn from the vessel and a maximum 5-hour delay after the last fill before
stock can be draw from the vessel (i.e., similar to a perishable-goods constraint on the material contained in T4). These last two
logic constraints impose that the material in T4 is not ready to be used until after 3-hours has elapsed and must start to be used
before 5-hours have expired.
A
Heating
HA
B
C
Reaction-1
BC
H1
R1
R2
T1
T2
T3
AB
P1
Reaction-2
R2
R1
T6T4
Reaction-3
T7T5E
R1
R2
Distilling
S1
P2
T8
T5
Figure 2. Kondili et. al. (1993) example modified as a continuous-process scenario.
The capacities for each of the operation/unit pairs (i.e., Reaction-1/R1) can be found in Table 2. Note that unfortunately dropping
non-binding semi-continuous unit capacity constraints has no affect given the fixed capacities. The objective function is to
maximize the total production of stocks P1 and P2 with a price of $10 per kg for each product over a 10-hour scheduling horizon
uniformly discretized into 1-hour small time-buckets. There are no inventory holding or carrying costs modeled. There is
unlimited stock available for A, B and C and the tank capacities for Tank-4 is 100-kg, 150-kg for Tank-5 and 200-kg for Tank-7.
Table 2. Production operation/unit pair capacities.
Operation/Unit Fixed Capacity (kg/h)
Heating/H1 100
Reaction-1/R1 40
Reaction-1/R2 25
Reaction-2/R1 40
Reaction-2/R2 25
Reaction-3/R1 80
Reaction-3/R2 50
Distilling/S1 100

12
For this example, T5 is a multi-staged piece of equipment given that it can store materials BC and E but not at the same time and
these stocks transverse different stages of the production. We also have R1 and R2 which are both multi-staged and Reaction-1,
Reaction-2 and Reaction-3 which are the only multi-supported operations. In all we have five different pieces of equipment to
group and order. When only one group is used, which is equivalent to solving the MILP en bloc, it took 134-seconds and 1-second
to prove optimality a solution of $2,480. The overall MILP problem has 3,222 constraints and 1,553 continuous variables and 100
binary variables. Based on the discussion above, we should group together R1, R2 and T5 together given that they span different
stages and are intimately linked according to the flowsheet between Reaction-1 and Reaction-3. The other two units H1 and S1 are
not multi-staged equipment and their assigned operations are not multi-supported therefore we can group these into separate groups
though S1 is linked together with R1, R2 and T5 due to the presence of a reverse flow of stock AB. Several different groups and
orderings are shown in Table 4.
Table 4. Best solutions for several successful equipment-group assignments and sequences for the third example.
Solution # # of Groups Grouping and (Ordering) Best Solution ($) Solution Time (s)
1 3 1-(1) H1; 2-(2) R1, R2, T5; 3-(3) S1 2,480 7
2 3 1-(1) H1; 2-(2) R1, R2, S1; 3-(3) T5 2,480 15
3 3 1-(2) H1; 2-(3) R1, R2, S1; 3-(1) T5 1,680 13
4 3 1-(1) H1; 2-(3) R1, R2, S1; 3-(2) T5 1,680 13
5 2 1-(1) H1; 2-(2) R1, R2, S1, T5 2,480 20
6 2 1-(1) H1, R1, R2, S1; 2-(2) T5 2,480 85
7 2 1-(2) H1, R1, R2, S1; 2-(1) T5 1,680 43
8 2 1-(1) H1, R1, R2, T5; 2-(2) S1 2,480 72
Not shown is the case where there are five groups, one for each equipment which unfortunately yielded only infeasible solutions
(i.e., with non-zero penalty variables). Only for relatively easy or loosely resource constrained problems will a one-equipment-at-a-
time scenario be fruitful. As predicted by our theory for both the grouping and the ordering strategy, solution #1 as well as #2 and
#5 are solved in considerably less time than if the problem were not decomposed achieving the same globally optimal solution
value. We also solved the problem with other more arbitrary groupings and orderings whereby reasonable solutions were achieved
provided the correct ordering was chosen which is unfortunately somewhat ad hoc. This is consistent with the first example’s
conclusion that the recommended grouping and ordering strategy is more of a sufficient condition and not really a necessary
condition to yield good solutions. It should be mentioned that if more sophistication in the overall search strategy were used as that
found in Kelly (2002) then solution memory and backtracking could be utilized to go back to previous intermediate or partial MILP
subproblem solutions and to proceed to the next equipment-group in the sequence when a more aggressive intermediate solution
leads to infeasibilities or poor solutions.

13
Conclusion
Presented in the short note are the fine points on how to include engineering judgment into the solution of closed-shop scheduling
problems when a relax-and-fix decomposition heuristic strategy is used with an effective constraint dropping strategy. The FDH
was shown to effectively reduce the time required to find good if not optimal solutions by properly assigning equipment to groups
and sequencing their solution according to knowledge of the material-flow-path including reverse flow scenarios. Insights into how
to setup the FDH were provided when highly interactive scheduling constraints are imposed especially around the use of multi-
supported operations and multi-staged units and vessels. Three small but representative examples were solved illustrating the
potential of the technique. A further refinement of the technique when applied in a production setting is to calibrate or tune the
grouping and ordering decisions using either longer time-period durations and/or a shorter scheduling horizon providing insight
back to the scheduling user faster. It may also be useful to recognize critical or bottleneck equipment which work continuously
during the whole horizon and sequence these at the start of the FDH. Moreover, it should be mentioned that it is probably
worthwhile to include only a small number of equipment-groups say between two to five even for large industrial problems. Two
groups alone could substantially reduce the time to find good and implementable scheduling solutions. Finally, the FDH should be
considered as another weapon when faced with difficult production scheduling problems found in the process industries.
References
Bassett, M.H., Pekny, J.F., and Reklaitis, G.V., “Decomposition techniques for the solution of large-scale scheduling problems”,
AIChE Journal, 42, 12, 3373-3387, (1996).
Blomer, F., and Gunther, H-O., “LP-based heuristics for scheduling chemical batch processes”, International Journal of
Production Research, 38, 5, 1029-1051, (2000).
Graves, S. C., “A review of production scheduling”, Operations Research, 29, 4, 646-675, (1981).
Gueret, C., Prins, C., Sevaux and Heipcke S. (revisor and translator), Applications of Optimization with Xpress-MP, Dash
Optimization, Blisworh, Northan, UK., (2002).
Herrmann, J.W., Ioannou, G., Minis, I., Nagi, R. and Proth, J.M., "Design of material flow networks in manufacturing facilities",
Journal of Manufacturing Systems, 14, 277-289, (1995).
Hooker, J.N., Ottosson, G., Thorsteinsson, E.S. and Kim, H.J., “On integrating constraint propagation and linear programming for
combinatorial optimization”, Proceedings of the 16th
National Conference on Artificial Intelligence (AAAI-99), AAAI Press/MIT
Press, Cambridge, MA., 136-141, (1999).
Jain, V. and Grossmann, I.E., “Algorithms for hybrid MIP/CP models for a class of optimization problems”, INFORMS J.
Computing, 13, 258-276, (2001).
Kelly, J.D., “Chronological decomposition heuristic for scheduling: a divide & conquer method”, AIChE Journal, 48, 2995-2999,
(2002).
Kelly, J.D., “Smooth-and-dive accelerator: a pre-milp primal heuristic applied to scheduling”, Computers chem. Engng., 27, 827-
832, (2003).
Kim, H-J. and Hooker, J.N., “Solving fixed-charge network flow problems with a hybrid optimization and constraint programming
approach”, Annals of Operations Research, 115, 95-124, (2002).

14
Kondili, E., Pantelides, C.C. and Sargent, R.W.H., "A general algorithm for short-term scheduling of batch operations – I milp
formulation", Computers & chem Engng., 17, 211-227, (1993).
Kudva, G., Elkamel, A., Pekny, J.F., and Reklaitis, G.V., “Heuristic algorithm for scheduling batch and semi-continuous plants
with production deadlines, intermediate storage limitations and equipment change-over costs”, Computers chem. Engng., 18, 9,
859-875, (1994).
Pantelides, C.C., “Unified frameworks for optimal process planning and scheduling”, In Proceedings of the 2nd
International
Conference on Foundations of Computer, CACHE Publications, 253-274, (1994).
Sadykov, R. and Wolsey, L.A., “Integer programming and constraint programming in solving multi-machine assignment scheduling
problem with deadlines and release dates”, CORE Discussion Paper, Universite Catholique de Louvain, November, (2003).
Sargent, R.W.H. and Westerberg, A.W., “Speed-up in chemical engineering design”, Trans. Inst. Chem. Engrgs., 42, 190-197,
(1964).
Wilkinson, S.J., Shah, N., and Pantelides, C.C., “Scheduling of multisite flexible production systems”, AIChE Meeting, San
Francisco, (1994).
Wolsey, L.A., Integer Programming, John Wiley & Sons, New York, (1998).
Wu, D. and Ierapetritou, M. G., “Decomposition approaches for efficient solution of short-term scheduling problems”, Computers
chem. Engng., 27, 1261-1276, (2003).