Flowsheet Assessment to Recover More Gold

of 10
-
Upload
alejandro-valenzuela -
Category
Documents
-
view
216 -
download
0
Transcript of Flowsheet Assessment to Recover More Gold
-
7/30/2019 Flowsheet Assessment to Recover More Gold
1/10
-
7/30/2019 Flowsheet Assessment to Recover More Gold
2/10
6 Volume 13 - Issue 26
cyanide consumption when subject to direct cyanideleaching, alternative flowsheet development becomesnecessary. In these cases, more environmentallyfriendly alternative flowsheet arrangements usingconventional methods of flotation and gravity can beinvestigated first for the right ores. Normally, thebest choice of a processing route to treat a gold ore is
ultimately determined by the mineralogy and thebehavior of the ore in a standard testing (9, 29 32).
Gold extraction involving flotation can be split intofour categories, free milling gold ores, copper goldores, refractory gold ores and partially refractory goldores. It may be beneficial for those circuits wherefree gold is present, to involve selective flotation ofthe free gold to improve the overall gold recovery(33). Many novel applications and fundamentalstudies have been produced to gain more throughunderstanding of the chemical and physicalphenomena that occur within the solid-waterinterface. However, during this time, the flotationbehavior of gold bearing minerals, especially freegold particles and refractory gold bearing sulphidesremains largely unclear (34).
The most commonly used collectors for the flotationof native gold, other gold minerals and auriferoussulphides are the xanthates, exemplified by sodiumethyl xanthate (NaC2H5OCSS) (5, 35).Dithiophosphates are probably the most widely usedpromoters in gold flotation as secondary collectors.These are collectors added in smaller quantities thanthose of the primary collector and their additionresults in overall better flotation recoveries (9, 36,
37). The monothiophosphates provide a goodselectivity for gold values with a high silver contentand are able to recover gold selectively from sulfideores (38).
Nagaraj et al (1992) (39) have reported that 100%pure metallic gold does not readily adsorb any knownsulfide collectors. However, if the gold ore containseven a small amount of silver or copper, adsorptionis significantly enhanced. Fortunately, almost allnaturally occurring gold ores do contain silver andcopper which are sufficient for good collectoradsorption and flotation. It is now generally acceptedthat the surface of pure clean gold is hydrophilic (40)
and displays a zero contact angle.
The copper sulphate (CuSO4) is widely used as anactivator in the gold flotation, but, its role is still notentirely clear (9, 41). Too high an addition of coppersulfate is known to have negative effect on flotationrecovery. Lins and Adamian (1993) (42) andBulatovic (1997) (43) both found Cu ions actuallyreduced the floatability of gold at concentrationsabove 400 g/t of CuSO4, using xanthate as collector.Teague et al (1999 and 2000) (34, 44) has found thatactivation with copper sulphate did not increase the
recovery of free gold but increased the rate ofrecovery. The use of sodium silicate as an effectivegangue-dispersing agent for gold ores was reported(41). Polyglycol ether-based frothers appear to bepreferred on most gold plants in combination withone or other frothers. When selectivity is required, aweaker frother such as methyl isobutyl carbinol
(MIBC) ir preferred (41, 45). The addition of sulfideions (sodium sulfide and sodium hydrosulfide) toenhance the flotation of oxidized ores is well known(46).They sulfidize mineral surfaces and subsequentxanthate addition will promote flotation (47). Sulfideions appear to act as flotation activators at lowconcentrations (less than 10-5 M) and as a strongdepressant at concentrations above 10-5 M (48).
Naturally occurring or free (liberated) gold isoptimally recovered in a flotation circuit at natural ornear-natural pulp pH values and with the addition ofsmall amounts of collector (41). It was also reportedthat the operating pH for the flotation of gold isdepended on the collector (33). The adverse effectsof high pH on the flotation of metallic gold whenlime is added have been reported in the literature. Anevidence of the loss of free gold due to depressioninduced by surface-bound calcium and hydroxyl ionswas provided (49, 50).
In general, it was suggested that free gold floats inthe presence of xanthate collectors and frothers butnot if its particle size is too great or if reagents suchas CaO or sodium sulfide are added to the pulp (44).Liberated gold finer than about 150 m floats readilywith most collectors and in particular xanthates and
dithiophosphates. The flotation response of free goldis better in pulps of high density (41).
The use of gravity concentration to supplementeither flotation or cyanidation is a well establishedpractice in the gold industry. Gravity separation hasbeen utilized in gold plants as the primary recoverymechanism or alternatively ahead of otherdownstream processes such as flotation andcyanidation (51). For more than 95 % of allapplications, gravity recovery targets gravity-recoverable gold (GRG) to supplement cyanidationor flotation, thereby increasing overall gold recoveryby 1-5 % and slightly reducing some of the costs
associated with carbon stripping and regeneration.
The Knelson concentrator has found wideacceptance in the gold processing industry because ofits ability to recover coarse and fine gold. Theintroduction of the Knelson CentrifugalConcentrator in the early to mid-1980s started atrend to more compact, simplified and lower-maintenance circuits. The use of centrifugalconcentrators has resulted in increases in fine GRGreporting to gravity concentrates. There are many
-
7/30/2019 Flowsheet Assessment to Recover More Gold
3/10
Baran Tufan, Erol Kaya, Tolga Oyman, Z. Ebru Sayn, Turan Batar / The Journal of ORE DRESSING 2011 7
advantages of such a system including reducedpermitting and environmental issues (52 56).
This paper presents an alternative flowsheetarrangement using conventional flotation and gravitymethods to recover high gold values with either nocyanidation or use of much less cyanide. Different
processing alternatives, including gravityconcentration, flotation and a combination of both,were evaluated in this study. The results werecompared with the direct cyanide leaching method.
2. MATERIALS AND METHODS
The gold ore was obtained from Efemcukurudeposit, located near Izmir, Turkey. Mineralogicalcharacterization of the ore was carried out by anoptical microscopy, scanning electron microscopy(SEM) coupled with energy dispersive spectroscopy(EDS) and x-ray diffraction (XRD) instrument.Chemical analysis of the ore was performed with theAtomic Absorption Spectroscopy (AAS).
A sample of 850 kg was crushed to minus 3.35 mmand subsamples of 1.25 kg were prepared. Each ofthese subsamples was ground in a laboratory rod millat a pulp density of 60% solids and 100 rpm todifferent size fractions.
A laboratory type Knelson gravity concentrator(MD3) (obtained from Knelson Gravity Solutions,Canada) with a cone diameter of 7.6 cm wasevaluated at three different centrifugal forces (G-forces) and five different particle sizes, prepared withdifferent milling times. The MD3 model operates
with a centrifugal speed of 1200 rpm at 1/6 horsepower. The flow rate of the washing water was 0.02m3/h with back water pressures of 2 and 4 psi.Experimental conditions used were a pulp density ofabout 30 % solids, 2 kg of samples, three G-forces of60, 90 and 120 and particle sizes below 25, 75, 106,150 and 212 m top sizes. The feed rate of the pulpto the Knelson concentrator was 1.4 l/min whichcorresponds to 0.024 t/h.
Flotation tests were applied to the run-of-mine ore(feed) and to the Knelson tailings. The tests with thefeed were conducted at different particle sizes, using
primary and secondary collectors, modifiers, pHvalues adjusted with lime and caustic soda (NaOH).Flotation tests were accomplished with the Denverflotation cell at 1500 rpm impeller speed and 2.5 psiair pressure. After grinding to a desired particle size,the pulp of 625 g at 30% solids was transferreddirectly to the Denver flotation cell with 2 liters ofvolume. The conditioning time was 10 minutes forthe collectors and 1 minute for the frother. Flotationconcentrates were produced at 2 and 4 minutes. Theflotation tests were accomplished first with primarycollectors of potassium amyl xanthate (Aero 350) and
sodium isobutyl xanthate (Aero 317) at dosages of50, 100 and 200 g/t. The effect of secondarycollectors [dithiophosphates/or modifieddithiphosphates (Aero 404, Aero 3477 andAerophine 3418A)] to float the gold were alsoinvestigated by adding them into the flotation cellafter 2 minutes of flotation with the primary
collectors of Aero 350 and Aero 317. The pH wasadjusted with lime and caustic soda ranging fromnatural (around 5.6) to 9.5. The frothers used wereAero Froth 70 (70 g/t) and pine oil (70 g/t). Theeffect of NaHS (0,1 and 0,2 kg/t) for sulfidization ofoxide minerals, CuSO4 (200 and 400 g/t) foractivation of sulfide minerals and Na2SiO3 (1 and 2kg/t) for depression of gangue minerals were alsoinvestigated to increase gold recovery and grade. Thesulfidizers, activators and depressants were added tothe flotation cell after the primary collector andadditional 2 minutes of conditioning time were given.The effect of aeration was also evaluated. The
aeration was applied about 10 minutes duringconditioning. All the concentrates and tailings werecollected, analyzed for gold using AAS. All thecollectors and Aero Froth 70 were received fromCytec Industries, Inc. The flotation tests with theKnelson tailings were carried out with the collectorof Aero 350 at the above conditions.
Cyanide (NaCN) leaching process was applieddirectly to the run of mine samples after crushingand grinding to below a maximum particle size of106 m. The leaching process was carried out in 2liter beakers and the sample was continuously stirredby mechanical stirrer under laboratory conditions for24 hours. Different amounts of NaCN wereinvestigated with different amounts of oxygen.
3. RESULTS AND DISCUSSION
3.1 Characterization of Efemcukuru gold ore
Efemukuru, located in the Aegean Region nearIzmir, Turkey, is an example of vein-type epithermalgold deposit with related stockwork and replacementmineralization 57. The chemical characterizationstudies have shown that the ore sample contained onthe average of 5.7 g/t Au, 50 g/t Ag, 0.028 % Cu,
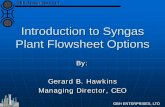
0.26 % Pb, 0.053 % Zn, 5.57 % Fe2O3, 2.8 % Mnand 0.0095 % Ni. The result of XRD examination ofthe feed sample is given in Figure 1. The orecontains quartz (SiO2), orthoclase (KAlSi3O8), pyrite(FeS2), silver (Ag), goethite (FeO(OH)).
Characterization of ore minerals on polished sectionshas been completed using a polarizing reflected lightmicroscope which is a standard and widely used forthe identification of the ore minerals. Associatedsulfides in the ore are pyrite, pyrrhotite, chalcopyrite,sphalerite and galena and their oxidized products.
-
7/30/2019 Flowsheet Assessment to Recover More Gold
4/10
8 Volume 13 - Issue 26
The predominant occurrence of gold is electrum withlesser amounts of native gold. Electrum contains 61-69 weight % Au and 23-30 weight % Ag. Gold isalso associated with tellurides. The grain size of gold
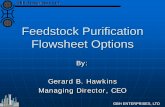
commonly varies between 3 to 50 m. Gold occursas free grains in quartz and carbonate, and asinclusions in sulfide minerals as seen in Figure 2.
Figure 1. The results of XRD for gold feed sample (1-Quartz, 2-Orthoclase, 3-Pyrite, 4-Silver, 5-Goethite)
Figure 2. Reflected light photomicrographs of Efemcukuru gold ore. Gold inclusions in sulfide minerals are seen
3.2 Knelson concentrator studies
The results of the Knelson concentrator gravity testswere presented in Figure 3. In general, the resultsshow that gold recoveries increase with increasing G-forces, except at the fine (-25 m) and coarse (-212m) sizes. This is expected at coarser sizes as theliberation becomes problem, giving poor recoveries.
The poor results at fine sizes are obtained due to thelimitation of the instrument. Recoveries dropsubstantially at fine sizes as seen in the Figure. Theeffects of G-forces on the recoveries are morepronounced at finer sizes, increasing substantiallywith increasing G-forces. The effect of G-forces onthe recoveries decreases with increasing particle sizes,again possibly caused by poor liberation of goldparticles. Changing back water pressures of thedevice from 2 to 4 psi did not affect the results.
The highest recovery value of 71.4% with 91.1 g/tgold grade was achieved at 120 G-force with theparticle size of -106 micron. The Knelson gravityconcentrator suffers to achieve acceptable goldrecoveries when used alone in the circuit. Thus,gravity cannot replace cyanidation (leaching) andflotation but it can be used as a supplement processby reducing the circuit size, reagent use, and
environmental impact.
-
7/30/2019 Flowsheet Assessment to Recover More Gold
5/10
Baran Tufan, Erol Kaya, Tolga Oyman, Z. Ebru Sayn, Turan Batar / The Journal of ORE DRESSING 2011 9
Figure 3. Effects of G-forces and particle sizes on the concentrate gold recoveries and grades with a 7.6 cmlaboratory type Knelson gravity concentrator operated at three different G-forces (60, 90,120) and five differentparticle sizes (-25 m, -75 m, -106 m, -150 m, -212 m). Experimental conditions are: pulp density 30 % solids, 2kg of samples, and 1.4 l/m feed rate to the device.
3.3 Flotation studies
Flotation tests were carried out with the run-of-minefeed samples and with the tailings from the Knelsonconcentrator. The flotation test variables with the
feed samples were collector types and dosages, pHrange, pH modifiers (lime and caustic soda), particlesize, effects of aeration, activation, sulfidization anddepression. The aim of the flotation investigationwith the feed samples was to bulk float all the gold-containing minerals of sulfides and oxides, andleaching only the concentrate reducing cyanide andlime consumption substantially, as well as thequantity of tailings needing detoxification. Theresults of the selected flotation tests were presentedin Figures 4, 5 and 6.
The highest gold recoveries and grades were achievedwith the collector of Aero 350 compared to otherprimary collectors tested. Flotation recoveriesincreased to 80 %s when the dosage of Aero 350increased from 50 g/t to 100 g/t. Further increase inthe collector amount did not affect the recoveryfurther but decreased the grade as seen in Figure 4.The use of the secondary collectors did not enhancethe gold recoveries and grades further. The bestrecovery and grade values were obtained at thenatural pH of 5.76. At higher pH values adjustedwith caustic soda both the gold recovery and gradesdropped as seen in Figure 5. Caustic soda appears to
give slightly better results than lime. The effect ofcopper sulfate (CuSO4) on the gold recoveries andgrades was presented in Figure 6. As seen, theaddition of copper sulfate has not affected theflotation recoveries, but, increased the gold grades
further.
The results slightly improved when maximumparticle size was reduced from 106 m to 53m.Generally, the application of aeration did not affectthe gold recoveries but substantially improved thegold grades. In general, the addition of sulfidizer(NaHS), activator (CuSO4) and depressant (Na2SiO3)did not improve the results when used alone, but,they improved both the recovery and gradesubstantially when all used together.
The results of the flotation tests indicated that thehighest gold recovery of 85.1% with a gold grade of
44.1 g/t was achieved. The optimum test parametersand the results are presented in Table 1. Table 2presents the flotation test results of the tailingsobtained from the Knelson gravity concentrator. TheKnelson tailings contained on the average of 2 g/tgold grade and it was upgraded to 23.92 g/t in 2minutes with a recovery of 51.57 %. In 4 minutesflotation time, the recovery increased to 72.66 %,but, the gold grade was substantially reduced to 14.05g/t.
-
7/30/2019 Flowsheet Assessment to Recover More Gold
6/10
10 Volume 13 - Issue 26
Table 1. The optimum flotation results and the testparameters with the run of mine feed sample
ProductsWeigh
t, %Au,g/t
Cum.Au, g/t
Cum.Recovery,
%Con. 1 (2 min.)*
Con. 2 (4 min.)Gangue
Feed
4.103.8092.10
100.00
76.078.940.66
4.01
76.8444.064.01
76.8485.07
Flotationparameters
Primary collector (Aero 350, 100 g/t),Natural pH (5.76), NaSH (0.1 g/t), CuSO4(400 g/t), Na2SiO3 (1 kg/t), Frother (Pineoil, 70 g/t), particle size (-106 m), pulp
density (30 % solids)* Flotation durations
Table 2. The results of the flotation test applied to theKnelson tailings
ProductsWeigh
t, %Au,g/t
Cum.Au,g/t
Cum.Recovery,
%Con. 1 (2 min.)Con. 2 (4 min.)Gangue
Feed
4,105,8090.10
100.0
23.927,000.58
1.92
23.9214.051.92
51.5772.66
Flotationparameters
Primary collector (Aero 317, 100 g/t),Natural pH (8.35), NaSH (0.1 g/t), CuSO4(200 g/t), Na2SiO3 (1 kg/t), Frother (Pineoil, 100 g/t), particle size (-106 m), pulp
density (30 % solids)
Collector Dosage g/t (aero350-KAX)
50 100 200
Recover
y,
Au(%)
0
10
20
30
40
50
60
70
80
90
100
Grade,
Au(g/t)
0
10
20
30
40
50
60
70
80
90
100
Recovery,Au (%)
Grade,Au (ppm)
Figure 4. Effect of collector dosages on the flotation recovery and grade of gold with the run-of-mine feed samples[Natural pH (5.76), pine oil (100 g/ton), Aeration (10 min.), NaHS (0.1 kg/ton), CuSO4 (200 g/ton), Na2SiO3 (1kg/ton), particle size of -106 m, Aero 350 (varies)].
pH
5,76 7,50 9,50
Recovery,
Au(%)
0
10
20
30
40
50
60
70
80
90
100
Grade,
Au(g/t)
0
10
20
30
40
50
60
70
80
90
100
Recovery,Au (%)
Grade,Au (ppm)
Figure 5. Effect of pH on the flotation recovery and grade of gold with the run-of-mine feed samples [Aero 350 (100g/t), Pine oil (100 g/ton), Aeration (10 min.), NaHS (0.1 kg/ton), CuSO4 (200 g/ton), Na2SiO3 (1 kg/ton), particlesize of -106 m, pH (5.76 natural), 7.5 and 9.5 (adjusted with NaOH)].
-
7/30/2019 Flowsheet Assessment to Recover More Gold
7/10
Baran Tufan, Erol Kaya, Tolga Oyman, Z. Ebru Sayn, Turan Batar / The Journal of ORE DRESSING 2011 11
CuSO4
Dosage (g/t)
0 200 400
Recovery,
Au(%)
0
10
20
30
40
50
60
70
80
90
100
Grade,Au(g/t)
0
10
20
30
40
50
60
70
80
90
100
Recovery,Au (%)
Grade,Au (ppm)
Figure 6. Effect of copper sulfate (CuSO4) on the flotation recovery and grade of gold with the run-of-mine feedsamples [Aero 350 (100 g/t), Pine oil (100 g/ton), Aeration (10 min.), NaHS (0.1 kg/ton), Na2SiO3 (1 kg/ton), pH(5.76 natural), particle size of -106 m, CuSO4 (varies)].
3.4 Cyanide leaching studies
The cyanide leach tests were performed forcomparison purposes. The results of the cyanideleach tests revealed the highest gold recoveries of82.19% with the solution gold grade of 4.06 mg/L.The total NaCN consumption at the end of 24 hourswas 840 g/t. The test conditions for the best resultswere presented in Table 3.
Table 3. Optimum experimental conditions for theleaching of the feed samples
Conditions ParametersNaCNMaximum particle sizePulp densityOxygen flowRoom temperaturepHStirring speed
300 g/t106 m45 % solids30 ml/min19.6 0C10.5450 rpm
3.5 Combination of Knelson concentrator andflotation methods
Gold recoveries of 71,44% with grades of 91,1 g/tare achievable with the Knelson gravity concentrator,however, these recoveries are considered very lowwhen used alone in the circuit. On the other hand,higher gold recoveries (about 85.1 %) but withrelatively poor gold grades of 44.1 g/t were attainedwith flotation. Both the methods suffer to achieve anacceptable recovery and grade when used alone inthe gold circuit.
A combination of Knelson gravity concentrator andflotation was considered to further increase the goldrecoveries with acceptable gold grades. In this case,the tailings of the Knelson concentrator were
scavenged to maximize the gold recovery. Knelsontailings contained average of 2 g/t gold grade.
When the Knelson concentrator tailings (middlings)were floated, a gold concentrate with 72.7 %recovery and 14.1 g/t grades (Table 2) was achieved.The combination of the Knelson and flotation circuitbrought the gold recovery from 71.4 % to 92.2 %with an average gold grade of 38.9 g/t. Goldrecoveries and grades achieved with different circuitarrangements are presented in Table 4. As seen, theKnelson and flotation circuit gave the highest goldrecovery.
Table 4. Gold recoveries and grades achieved withdifferent circuit arrangementsCircuit arrangement Recovery, % Grade, Au g/tDirect KnelsonDirect LeachingDirect FlotationKnelson + Flotation
71.482.285.192.2
91.1-----44.138.7
4. CONCLUSIONS
The aim of this study was to investigate an alternativeflowsheet arrangement using conventional methods
to maximize the gold recovery for a Turkish gold ore,near Izmir. Different processing alternatives includedgravity concentration, flotation and a combination ofboth, excluding cyanidation.
Mineralogical analysis of the ore samples shows thatgold is predominantly associated with the sulfideminerals and pyrite is the most abundant sulfidephase hosting the gold. Gold is also associated withsphalerite and chalcopyrite but as minute inclusions.The grain size of gold commonly varies between 3 to50 m.
-
7/30/2019 Flowsheet Assessment to Recover More Gold
8/10
12 Volume 13 - Issue 26
A laboratory type Knelson gravity concentrator wasinvestigated at three different centrifugal forces (G-forces) and five different particle sizes. The resultsshowed the existence of an optimum particle size andG force. The highest gold recovery of 71.4 % with91.1 g/t gold grade was achieved below a particle sizeof 106 microns and maximum G force of 120.
The first objective of the flotation studies was toevaluate the possibility of producing a bulk goldconcentrate and leaching only the concentrate, thus,expecting a substantial decrease in the use of cyanidecompared to whole ore leaching. The highest goldrecovery of 85.1 % was achieved with a gold grade of44.1 g/t. The second objective of the flotationstudies was to float the gold rejected to Knelsontailings, thus, maximizing the overall gold recovery inthe combined Knelson-flotation circuit.
The combination of the Knelson and flotation circuitbrought the gold recovery from 71.4 % to 92.2 %
with a gold grade of 38.9 g/t, thus, giving a bettergold recovery than either the conventional cyanideleaching or flotation. The combined Knelson gravityconcentrator - flotation circuit is a better alternativeflowsheet than cyanidation at certain mines locatednear or next to agricultural and ecologically sensitiveareas to reduce environmental concerns.
Acknowledgement
Financial support for the present work from TheScientific and Technological Research Council ofTurkey (TUBITAK) is gratefully acknowledged.
REFERENCES
[1] Dayton S H , Gold Processing Update,E&MJ (Engineering and Mining Journal), (June1987) 25-29.
[2] Fraser K S , Walton R H & Wells J A,Processing of refractory gold ores, MineralsEngineering, 4 (7-11) (1991) 1029-1041.
[3] Prasad M S , Mensah-Biney R & Pizarro R S ,Modern trends in gold processing overview,Minerals Engineering, 4(12) (1991) 1257-1277.
[4] La Brooy S R , Linge H G & Walker G S,Review of gold extraction from ores, MineralsEngineering, 7(10) (1994) 1213-1241.
[5] Allan G C & Woodcock J T , A review of theflotation of Native gold and electrum, MineralsEngineering, Vol 14(9), (2001) 931-962.
[6] Adams M D , Summary of Gold Plants andProcesses, Developments in MineralProcessing, Ed. Mike D. Adams, Vol. 15, in
Developments in Mineral Processing, (2005)994-1013.
[7] Habashi F, One hundred years of cyanidation,CIM Bulletin, 80(905), (1987) 108-114.
[8] Jeffrey M I & Breuer P L, The cyanide leachingof gold in solutions containing sulfide, Mineral
Engineering, Vol. 13, No. 10-11, (2000) 1097-1106.
[9] OConnor C T & Dunne R C, The Flotationof Gold Bearing Ores A Review, MineralsEngineering, Vol. 7, No. 7, (1994) 839-849.
[10] Aylmore M G , Alternative lixiviants to cyanidefor leaching of gold ores, Developments inMineral Processing, Ed. Mike D. Adams, Vol.21, in Advances in Gold Ore Processing, (2005)501-539.
[11] Groenwald T, The dissolution of gold inthiourea, Hydrometallurgy, Vol1, (1976) 277-290.
[12] Ubaldini S , Fornari P, Massidda R &Abbruzzese C, An innovative thiourea goldleaching process, Hydrometallurgy, 48, (1998)113-124.
[13] McNulty T, Cyanide substitutes, MiningMagazine, 184 (5), (2001) 256-261.
[14] Gnen N, Krpe E, Yldrm M E & SelengilU., Leaching and CIL processes in goldrecovery from refractory ore with thioureasolutions, Minerals Engineering, Vol. 20,
(2007) 559-565.[15] Filho B O & Monhemius A J, Leaching of gold
in thiocyanate solutions part 1: chemistry andthermodynamics, Transactions of theInstitution of Mining and Metallurgy, 103,(1994) 105-110.
[16] Kholmogorov A G, Kononova O N, PashkovG L & Kononov Y S, Thiocyanete solutions ingold technology, Hydrometallurgy, 64, (2002)43-48.
[17] Alymore M G & Muir D M, Thiosulfateleaching of gold a review, Minerals
Engineering, 14,(2), (2001) 135-174.
[18] Feng D & Van Deventer J S J, Leachingbehavior of sulphides inammoniacalthiosulphate systems,Hydrometallurgy, 63, (2002) 189-200.
[19] Tran T, Lee K & Fernando K Halide as analternative lixiviant for gold processing, - anupdate, Cyanide: social, ndustrial andeconomic aspects, New Orleans, Minerals andMaterials Society, (2001) 501-508.
-
7/30/2019 Flowsheet Assessment to Recover More Gold
9/10
Baran Tufan, Erol Kaya, Tolga Oyman, Z. Ebru Sayn, Turan Batar / The Journal of ORE DRESSING 2011 13
[20] Marciano A, Costa L S N & Lins F F ,Utilization of coal-oil agglomerates to recovergold particles, Minerals Engineering, 2000, 13(3), (1994) 255-64.
[21] Calvez J P S, Kim M J, Wong P L M & Tran T,Use of coal-oil agglomerates for particulate
gold recovery, Minerals Engineering, 11(9),(1998) 803-812.
[22] Kotze W & Petersen F W, Free gold recoveryby coal-oil agglomeration, Journal of the SouthAfrican Institute of Mining and Metallurgy, 100(1-2), (2000) 57-62.
[23] Sen S, Seyrankaya A & Cilingir Y, Coal-oilassisted flotation for the gold recovery,Mineral Engineering, Vol. 18, (2005) 1086-1092.
[24] Bonney C F, Coal-gold agglomeration a novelapproach to gold recovery, Innovations in Gold
and Silver Recovery, Randol; Chp. 16, (1992)2301-2308.
[25] Moses L B & Petersen F W, Flotation as aseparation technique in the coal goldagglomeration process, Minerals Engineering,13(3), (2000) 255-264.
[26] Akcil A, Wu X Q & Aksay E K, Coal-GoldAgglomeration: An Alternative SeparationProcess in Gold Recovery, Separation &Purification Reviews, Vol. 38, (2009) 173-201.
[27] Woodcock J T, Innovations and Options inGold Metallurgy, XVI International Mineral
Processing Congress, Ed. E. Forssberg,Elsevier Science Publishers, Amsterdam,Netherlands, (1998) 115-131.
[28] Hilson G & Monhemius A J, Alternatives tocyanide in the gold mining industry: whatprospects for the future? Journal of CleanerProduction, Vol. 14, (2006) 1158-1167.
[29] Komnitsas C & Pooley F D, Mineralogicalcharacteristics and treatment of refractory goldores, Minerals Engineering, 2(4), (1991) 449-457.
[30]
Lunt D, Kirby E, Mason P & Ritchie I,Refractory Gold Ores-Factors AffectingProcess Selection, Randol Gold Forum, Perth,Australia, (1995) 83-95.
[31] Torres V M, Chaves A P & Meech J A, Processdesign for gold ores: A diagnostic approach,Minerals Engineering, Vol. 12, No. 3, (1999)245-254.
[32] Chryssoulis S L & McMullen J, Mineralogicalinvestigation of gold ores, Developments inMineral Processing, Ed. Mike D. Adams, Vol.
2, in Advances in Gold Ore Processing, (2005)21-71.
[33] Forrest K, Yan D & Dunne R, Optimization ofgold recovery by selective gold flotation forcopper-gold-pyrite ore, Minerals Engineering,14(2), (2001) 227-241.
[34] Teague A J, Van Deventer J S J & SwaminathanC I, The effect of copper activation on thebehavior of free and refractory gold duringfroth flotation, Int. J. Miner. Process, 59, (2000)113-130.
[35] Torem M L, Bravo S V C, Monte M B M,Dutra A J B & Tondo L A, Effect of thiocollectors and feed particle size distribution onflotation of gold bearing sulphide ore, MineralProcessing and Extractive Metallurgy, 115(2),(2006) 101-106.
[36] Nagaraj D R, Development of new flotationchemicals, Trans Indian Inst Metall, 50 (5),(1997) 355-363.
[37] Klimpel R R, Industrial experiences in theevaluation of various flotation reagent schemesfor the recovery of gold, Minerals &Metallurgical Processing, 18(1), (1999) 1-11.
[38] Nagaraj D R, Brinen J S, Farinato R S & Lee J,A study of the interaction of dicresylmonothiophosphate with noble metals usingelectrochemical, wetting and spectroscopicmethods, Langmuir 8, (1991) 1943-1949.
[39] Nagaraj D R, Brinen J S, Farinato R S & Lee JS, Electrochemical and Spectroscopic Studiesof the Interactions betweenmonothiophosphates and Noble Metals, 8thInternational Symposium, Surfactants inSolution, Univ Florida, 1990, Pub. InLangmuir, 8(8), (1992) 1943-1949.
[40] Tennyson S, The Hydrophilic nature of a cleansurface, J. Colloid Interface Sci, 75, (1980) 51-55.
[41] Dunne R, Flotation of Gold and Gold-Bearing Ores, Developments in MineralProcessing, Ed. Mike D. Adams, Vol. 15, in
Developments in Mineral Processing, (2005)309-344.
[42] Lins F F & Adamian R, Some chemical aspectsof gold flotation, XVIII International MineralProcessing Congress, Sydney, (1993) 1119-1122.
[43] Bulatovic S M, Flotation behavior of goldduring processing of porphyry copper-gold oresand refractory gold-bearing sulphides, MineralEngineering, 10(9), (1997) 895-908.
-
7/30/2019 Flowsheet Assessment to Recover More Gold
10/10
14 Volume 13 - Issue 26
[44] Teague A J, Van Deventer J S J & SwaminathanC, A conceptual model for gold flotation,Minerals Engineering, 12(9), (1999) 1001-1019.
[45] Klimpel R R, An approach to the flotation ofcomplex gold ores containing some free goldand/or some gold associated with easily
floatable sulfide minerals. In: World Gold 97,Australian Institute of Mining and Metallurgy,Melbourne, (1997) 109-113.
[46] Jones M H & Woodcock J T, Aplication ofpulp chemistry to regulation of chemicalenvironment in sulfide mineral flotation, In:Principles of Mineral Flotation, WarkSymposium Series No. 40, Australian Instituteof Mining and Metallurgy, Melbourne, (1984)147-174.
[47] Healy T W, Pulp chemistry, surface chemistryand flotation, In: Principles of MineralFlotation, Wark Symposium Series No. 40,Australian Institute of Mining and Metallurgy,Melbourne, (1984) 43-56.
[48] Aksoy B S & Yarar B, Natural hydrohobicity ofnative gold flakes and their flotation underdifferent conditions, In: Dobby, G. S., Rao, S.R. (Eds.), Processing of Complex Ores,Pergamon Press, New York, (1989) 19-27.
[49] Chryssoulis S L, Using mineralogy to optimizegold recovery by flotation, JOM, 53(12), (2001)48-50.
[50] Kendrick M, Baum W, Thompson P, Wilkie &G. Gottlieb, P., The use of QemScanautomated mineral analyzer in the Candelariaconcentrator, Proceedings, Copper/Cobre,Vol.111. (2003).
[51] Laplante A & Gray S, Advances in gravitygold technology, Developments in MineralProcessing, Ed. Mike D. Adams, Vol. 15, inAdvances in Gold Ore Processing, (2005) 994-1013.
[52] Ounpu M, Gravity Concentration of Goldfrom Base Metal Flotation Mills, 24th AnnualMeeting of the Canadian Mineral Processors,
Ottowa, Ontorio, (1992) 1-12.[53] Burt R, The role of gravity concentration in
modern processing plants, MineralsEnginering, Vol. 12, No. 11, (1999) 12911300.
[54] McLeavy M, Klein B & Grewal I, KnelsonContinuous Variable Discharge Concentrator:Analysis of Operating Variables, InternationalHeavy Minerals Conference, Fremantle, WA,(2001) 119-125.
[55] Campbell J & Watson B, Gravity LeachingWith the ConSep ACACIA Reactor Resultsfrom Anglo Gold Union Reefs, Eighth MillOperators Conference, Townswille, QLD,(2003) 167-175.
[56] Lunt D & Weeks T, Process FlowsheetSelection, Developments in Mineral Processing,Ed. Mike D. Adams, Vol. 15, in Developmentsin Mineral Processing, (2005) 73-96.
[57] Oyman T, Minerace F & Piskin O,Efemcukuru B-rich epithermal gold deposit(Izmir, Turkey), Ore Geology Reviews, Vol.23, (2003) 35-53.