Final Ppt Fms and Cimold
69
-
Upload
naveen-pinnaka -
Category
Documents
-
view
9 -
download
0
description
fms and cim operations managent
Transcript of Final Ppt Fms and Cimold

2

3
There are three levels of manufacturing flexibility. 1-Basic Flexibilities
Machine flexibility - the ease with which a machine
can process various operations Material handling flexibility -a measure of the
ease with which different part types can be transported and properly positioned at the various machine tools in a system
Operation flexibility - a measure of the ease with which alternative operation sequences can be used for processing a part type
4
2-System flexibilities
Volume flexibility Expansion flexibilityRouting flexibilityProcess flexibilityProduct flexibility

5
3-Aggregate flexibilities
Program FlexibilityProduction FlexibilityMarket Flexibility

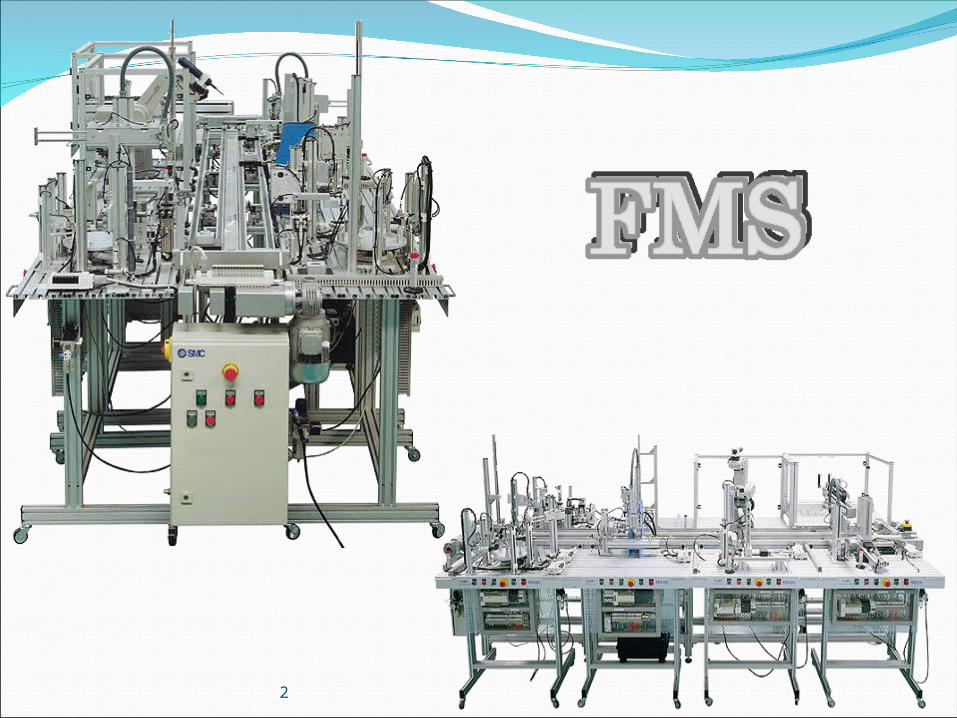
Introduction to Flexible Manufacturing System (FMS)
A flexible manufacturing system (FMS) is a highly automated GT machine cell, consisting of a group or processing workstations (usually CNC machine tools), interconnected by an automated material handling and storage system, and controlled by a distributed computer system.
The reason the FMS is called flexible is that it is capable of processing a variety of different part styles simultaneously at the various workstations, and the mix of part styles and quantities of production can be adjusted in response to changing demand patterns. The FMS is most suited for the mid-variety, mid-volume production range


FMS PRIORITIES
Meeting due datesMaximizing machine utilizationMinimize throughput timesMinimize WIP levels
Tests of FlexibilityTo qualify as being flexible, a manufacturing system should satisfy
several criteria. The following are four reasonable tests of flexibility in an automated manufacturing system:
Part variety test. Can the system process
different part styles in a non batch mode?
Schedule change test. Can the system readily
accept changes in production schedule, and
changes in either part mix or production
quantity.

Contd… Error recovery test. Can the system recover
quickly from equipment breakdowns, so that
the production is not completely disrupted.
New part test. Can new part designs be
introduced into the existing product mix with
relative ease.If the answer to all of these questions is “YES” for a given
manufacturing system, then the system can be considered flexible.
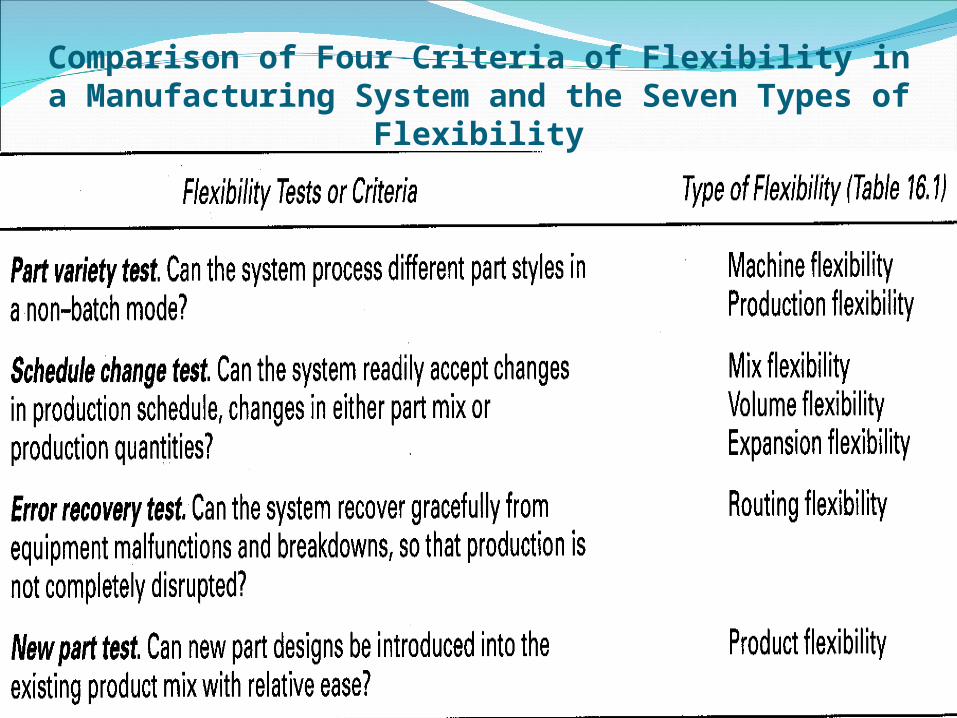
Comparison of Four Criteria of Flexibility in a Manufacturing System and the Seven Types of
Flexibility
Number of Machines
• Flexible manufacturing systems can be distinguished according to the number of machines in the system. The following are typical categories:
• Single machine cell (Type I A)• Flexible manufacturing cell (usually type II A,
sometimes type III A)• Flexible manufacturing system (usually Type II A,
sometimes type III A)
Single Machine Cell (SMC)
• A single machine cell consists of one CNC
machining center combined with a parts storage
system for unattended operation.
• Completed parts are periodically unloaded from the
parts storage unit, and raw work parts are loaded
into it

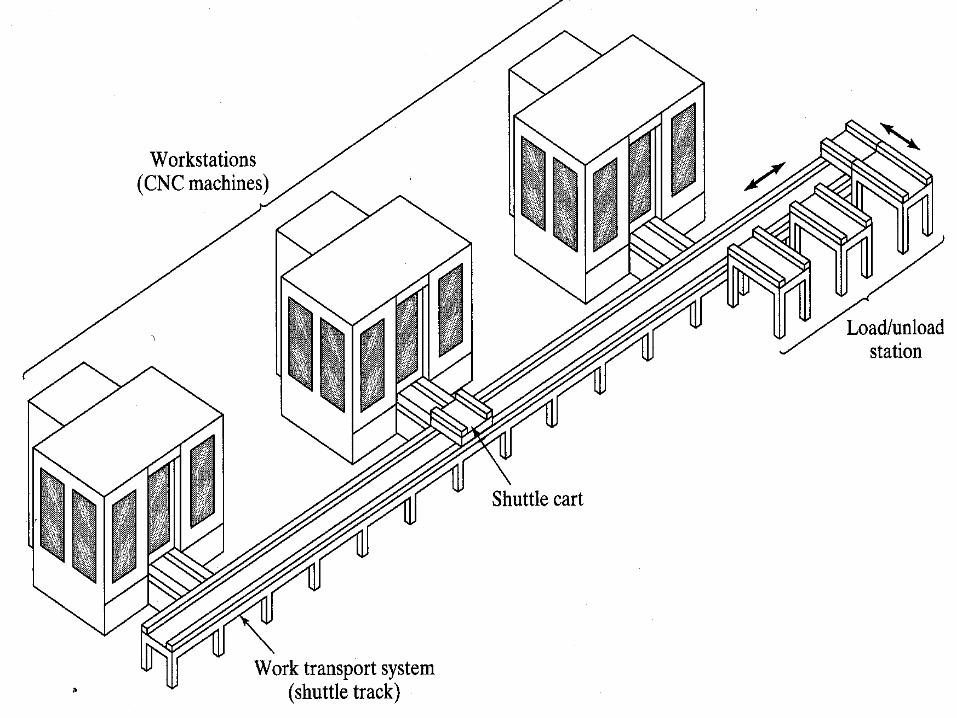
Flexible Manufacturing Cell (FMC)
• A flexible manufacturing cell consists of two or three
processing workstations (typically CNC machining
centers) plus a part handling system.
• The part handling system is connected to a
load/unload station.

Flexible Manufacturing System (FMS)
A flexible manufacturing system has four or
more processing workstations connected
mechanically by a common part handling system
and electronically by a distributed computer
system.


Some of the distinguishing characteristics of the three categories of flexible manufacturing cells and systems are summarized in figure below

Flexibility Criteria Applied to the Three Types of Manufacturing Cells and Systems
Level of Flexibility• Another classification of FMS is according to the level of flexibility
designed into the system. Two categories are distinguished here:• Dedicated FMS• Random-order FMS
• A dedicated FMS is designed to produce a limited variety of part styles, and the complete universe of parts to be made on the system is known in advance.
• A random-order FMS is more appropriate when • the part family is large, • there are substantial variations in part configurations, • there will be new part designs introduced into the system and
engineering changes in parts currently produced, and• the production schedule is subjected to change from day-to-
day.
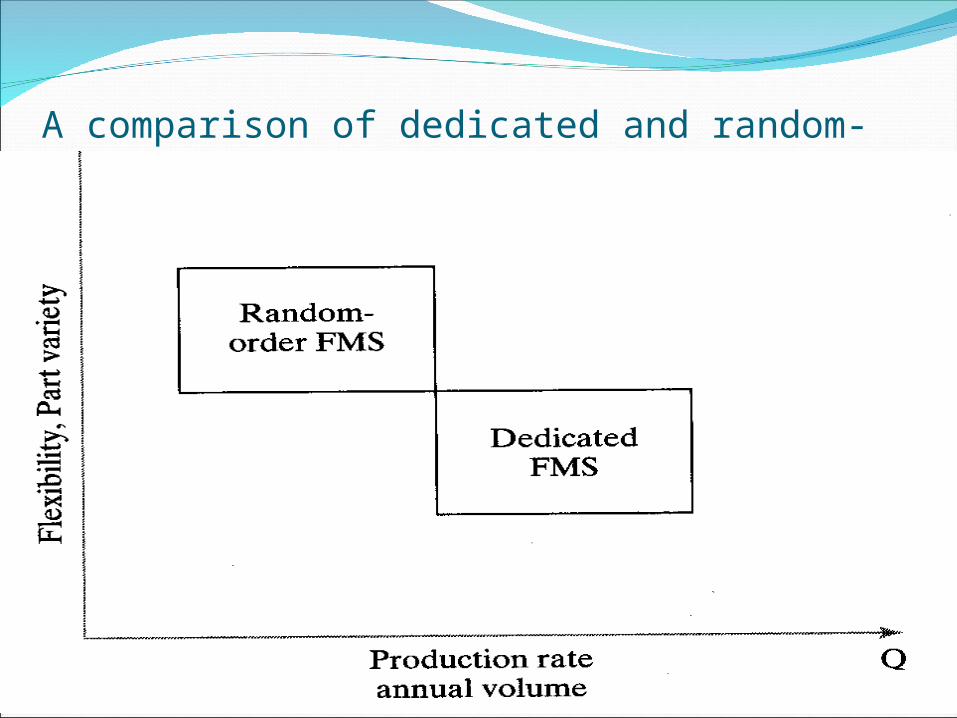
A comparison of dedicated and random-order FMS types

Flexibility Criteria Applied to Dedicated FMS and Random-order FMS

Components of FMS
• There are several basic components of an FMS:
• Workstations.• Material handling and storage systems.• Computer control system.• People are required to manage and operate the
system

Workstations
• Following are the types of workstations typically found in an FMS:
• Load/Unload Stations.• Machining Stations.• Other processing Stations. (punching, shearing, welding, etc.)• Assembly Station.• Other Stations and Equipment. (Inspection, Vision, etc)

Material Handling and Storage System• Functions of the Handling System
1. Independent movement of workparts between stations.2. Handle a variety of workpart configurations.3. Temporary storage.4. Convenient access for loading and unloading workparts.5. Compatible with computer control.
• Material Handling EquipmentThe material handling function in an FMS is often shared between
two systems:• Primary handling system establishes the basic layout of the FMS
and is responsible for moving workparts between stations in the system. (Conveyor)

• Secondary handling system consists of transfer devices, automatic pallet changing, and similar mechanisms located at the workstations in the FMS.
• The function of the secondary handling system is to transfer work from the primary system to the machine tool or other processing station and to position the parts with sufficient accuracy and repeatability to perform the process or assembly operation.
Contd…
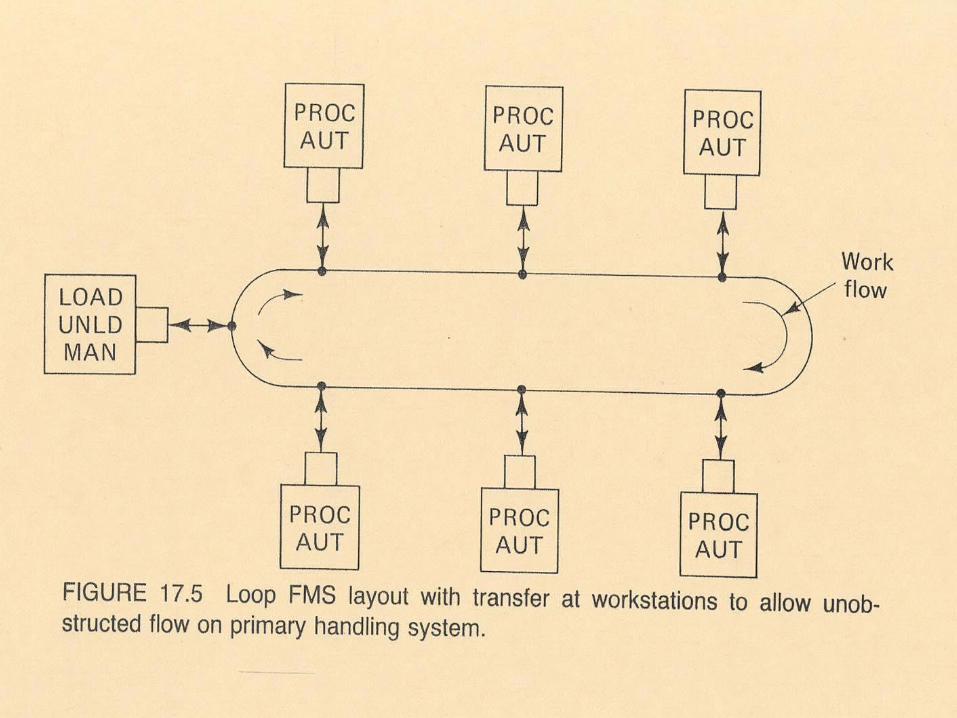
• FMS Layout Configurations The material handling system establishes the FMS layout.
Most layout configurations found in today’s FMS are:1. In-line layout2. Loop layout3. Rectangular layout
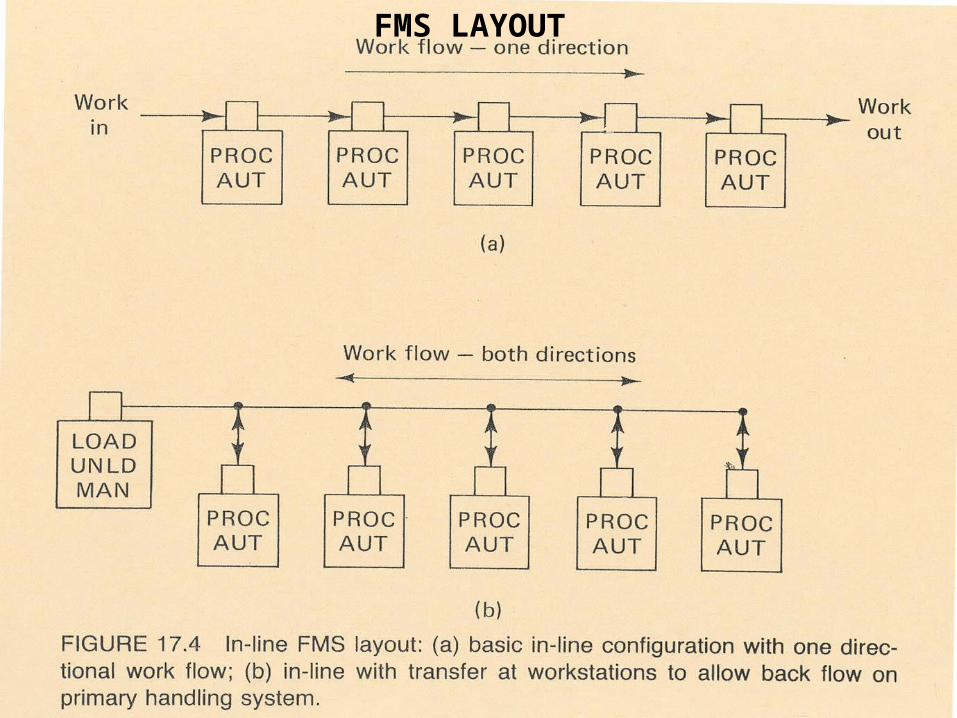
FMS LAYOUT


Computer Control System• The FMS includes a distributed computer system that is interfaced
to the workstations, Material handling system, and Other hardware components.
• A typical FMS computer system consists of a central computer and microcomputers. Microcomputers controlling the individual machines and other
components. The central computer coordinates the activities of the
components to achieve smooth overall operation of the system

Human Resources
• Human are needed to manage the operations of the FMS. Functions typically performed by human includes:
Loading raw workparts into the system, Unloading finished parts (or assemblies) from the system, Changing and setting tools, Equipment maintenance and repair, NC part programming in a machining system, and Programming and operation the computer system.

FMS BenefitsFMS Benefits
Increased machine utilization. FMSs achieve a higher average utilization than stand-alone
machines in a conventional machine shop.
Reasons include: (1) 24 hour per day operation (2) automatic tool changing at machine tools (3) automatic pallet changing at workstations (4) queues of parts at stations (5) dynamic scheduling of production that takes into account
irregularities from normal operations. It should be possible to approach 80% to 90% asset utilization.

Fewer machines required. Because of higher machine utilization.
Reduction in factory floor space required. Compared to a job shop of equivalent capacity, a FMS generally requires less floor area. Reductions in floor space requirements = 40% to 50%.
Greater responsiveness to change. A FMS improves response capability to part design changes, introduction of new parts, changes in production schedule and product mix, machine breakdowns, and tool failures. Adjustments can be made in the production schedule from one day to the next to respond to rush orders and special customer requests.
• Reduced inventory requirements. Because different parts are processed together rather than separately in batches, WIP is less than in batch production. Inventories of starting and finished parts reduced also. Reductions = 60% to 80%.
• Lower manufacturing lead times. Closely correlated with lower WIP is MLT. This means faster customer deliveries.
• Reduced direct labor requirements and higher labor productivity. Savings = 30% to 50%
• Opportunity for unattended production.
FMS Operational Issues
Scheduling and dispatching. Scheduling of production dictated by the master
production schedule. Dispatching = launching of parts into the system at the appropriate times.
Machine loading. Allocating operations and tooling resources among
the machines in the system to accomplish the required schedule.
Part routing. Selecting routes to be followed by each part in the
production mix so as to maximize use of workstation resources.
Contd… Part grouping. Selecting groups of part types for simultaneous
production, given limitations on available tooling and other station resources.
Tool management. Managing available tools includes decisions on
when to change tools, allocation of tools to stations, and similar issues.
Pallet and fixture allocation. Allocation of pallets and fixtures to parts in the
system.

A Real World Example
TheFord
Motor Company

Ford’s Problem
At Ford Powertrain they faced the following challenges
- outdated cell controller- lack of flexibility because of it- causing loss of efficiency

Solution
Implemented a cell control based on an open architecture, commonly available tools, and industry standard hardware, software, and protocols.
Benefits
Enabled Ford to mix and match machine tools from different vendors
Reduced the number of man-years required to implement the application

Benefits Continued
The budget for the fully automatic closed-loop controller was less than 1/10th the cost for a system built in language.
No formal training was required for the floor shop operators

43
In studying FMS, we need to keep in mind what Peter Drucker said: "We must become managers of technology not merely users of technology".

CIM

Case of Mc Donald’sARCH(Automated Restaurant Crew Helper)Industrial robot in service sectorIt weighs, cooks, shakes and dumps fries by
itselfBenefits
To reduce the labourTo reduce the time to fill an order and customer
waiting timeIt helps store manager in sales forecasting and
productionIt also helps manager to plan inventory and staff
planning

Hardware and Software SystemsHardware systems
NC(numerically controlled machines)Machining CentersIndustrial robotsAutomated Material Handling(AMH)Automated Guided Vehicles (AGV)Manufacturing CellsFMS
Contd…Software systems
CAD(Computer Aided Design)Automated Manufacturing Planning and
Control System(A MP&CS)
Basic payback formula for evaluating a robot investmentRobot should be purchased or not…P= I/(L-E+q(L+Z))
P=payback period in yearsI=investment required in robotL=annual labour costs replaced by the robotE=annual maintenance cost for the robotq= fractional speedup factorZ=annual depreciation

Definition
CIM is the integration of the total manufacturing enterprise through the use of integrated systems and data communications coupled with new managerial philosophies that improve organizational and personnel efficiency. (Singh 1996)
It replaced the three major manufacturing
functions with automated technologies: Product and process design Planning and control The manufacturing process itself
It also replaced traditional integration mechanisms of oral and written communication with computer technology.
It uses network and integrated database. E.g.: CAD systems linked to CAM and NC

Why should Integration be considered as core of CIM?To integrate
Man, Business and TechnologyMaterial flow, Information flow and Capital
flow

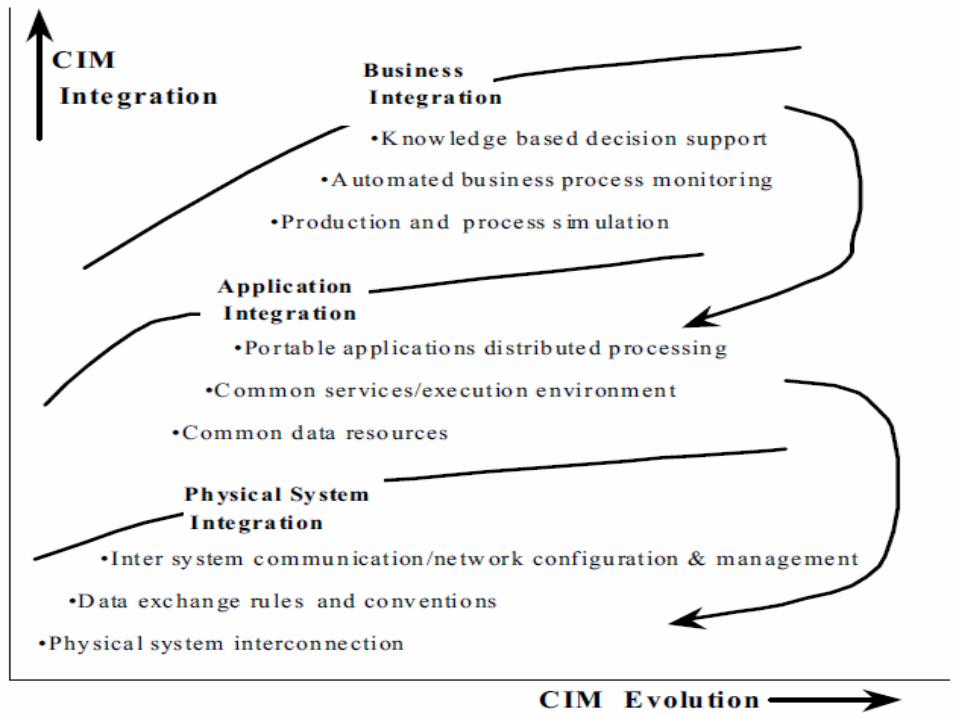
Levels of IntegrationThe AMICE (European Computer Integrated
Manufacturing Architecture) identifies three levels of integration
Business IntegrationApplication IntegrationPhysical Integration

Contd…Business integration
Integrates functions that manage ,control and monitor business processes
It provides supervisory control and coordinates the activities at the application level
Application integrationProviding a sufficient information technology
infrastructurePhysical system integration
Interconnection of manufacturing and data processing facilities

Benefits of integration manufacturingMistake-proofing Information Gathering Increased Capacity Flexibility Policy Enforcement
Contd…Mistake proofing
Ensure Correct Profile, Material, Length, Quantity, etc. Delivered to the Customer When Promised
Information gatheringOrder Completions, Material Consumption,
Runtime and Downtime, Good and Scrap Production, Production Rate, Data “Dimensions”: (Machine, Shift, Operator, Order, Material, Profile, Punching, Coil)
Increased capacityFlexibility

In a CIM system functional areas such as design, analysis, planning, purchasing, cost accounting, inventory control, and distribution are linked through the computer with factory floor functions such as materials handling and management, providing direct control and monitoring of all the operations.

As a method of manufacturing, three components distinguish CIM from other manufacturing methodologies:
• Means for data storage, retrieval, manipulation and presentation;
• Mechanisms for sensing state and modifying processes• Algorithms for uniting the data processing component with
the sensor/modification component.

SME CIM wheel

CIM is an example of the implementation of information and communication technologies (ICTs) in manufacturing.
Some factors involved when considering a CIM implementation are;• The production volume• The experience of the company or personnel to
make the integration• The level of the integration into the product
itself and the integration of the production processes

Components Of CIM
CIM
Productdesign
Manufacture
Processplanning
Systemsmanagement
RoboticsFMSNC/CNC/
DNCCells
and centersAutomatedinspection
AGV,ASRS
JIT/kanban
DSS/ES/AI
LAN, TOP,satellites
TQM
Bar codes,EDI
MRP
GTCAECADIGES,PDES,DMIS
DFM
Cellularmanufacturing
MAP,STEP
CAD/CAM
CAPP
Key challengesThere are three major challenges for the
development of a smoothly operating computer-integrated manufacturing system:
Integration of components from different suppliersData integrityProcess control
INTEGRATION OF COMPONENTS FROM DIFFERENT SUPPLIERS:
When different machines, such as CNC, conveyors and robots, are using different communications protocols. In the case of AGVs, even differing lengths of time for charging the batteries may cause problems.
Data integrity:The higher the degree of automation, the more critical is the
integrity of the data used to control the machines. While the CIM system saves on labor of operating the machines, it
requires extra human labor in ensuring that there are proper safeguards for the data signals that are used to control the machines.

Process control:Computers may be used to assist the human operators of the
manufacturing facility, but there must always be a competent engineer on hand to handle circumstances which could not be foreseen by the designers of the control software.

Why CIM?To meet competitive pressures
To reduce lead timesTo reduce costsTo reduce inventory
To coordinate and organize dataFunctional – about organizationProduct – about partsOperational – plan or instructionsPerformance – reporting performance
Contd…Others
To eliminate paperTo automate communication

Potential Benefits of CIM Improved customer service Improved qualityShorter time to market with new productsShorter flow timeShorter vendor lead timeReduced inventory levels Improved schedule performanceGreater flexibility and responsiveness Improved competitivenessLower total costShorter customer lead time Increase in manufacturing productivity Decrease in work-in process inventory

Advantages Disadvantages Responsiveness to
shorter product life cycles
Better process control emphasizes product quality and uniformity.
Supports and co-ordinates exchange of information
Designs components for machines.
Decreases the cost of production and maintenance
Unfamiliar technologies used.
Requires major change in corporate culture.
Reduction in short term profit.
Perceived risk is high.High maintenance cost
and expensive implementation.