Final Centrifugal Compressor Presentation
207
-
Upload
ahmed-metwaly -
Category
Documents
-
view
141 -
download
21
Transcript of Final Centrifugal Compressor Presentation


Product LineD
isch
arg
e P
ress
ure
(b
ar)
100
1
10
1,000
Inlet Volume (m3/h)
100 10,000 100,000
Axial (AN series)
Pipeliner (PCL series)
Horizontally Split (MCL, V)
Blower (D series)
5,000
Overhung (SRL, DH series)
Integrally Geared (SRL series)
Vertically SplitHigh Pressure(BCL series)
Vertically SplitLow / Medium Pressure( RB, VH, BCL series)
1,000 1,000,000

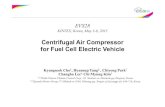
Horizontally Split Compressors
Inlet Volume (m3/h)
Dis
ch
arg
e
Pre
ssu
re
(bar)
1,000,000
100
1
10
1,000
1,000
10,000
100,000
5,000
Horizontally Split (MCL, V, RE, RF series)
Installed Fleet: 700+ units

• Types: MCL, 2MCL, 3MCL, DMCL, V, VS, VSS
• Available Sizes: from 300 to 1400 in-line or back-to-back configuration
• Discharge Pressure: up to 50 bar
• Flow Range: up to 500,000 m3/h
• Main Applications: used primarily for low and medium pressure applications in ethylene and fertilizer plants, refineries, petrochemical plants, LNG refrigeration, air compression, etc. Typically handling wet gas, hydrocarbon refrigerants or natural gas.
Two stage models (2MCL, VS) are used when intermediate cooling is required or when a process calls for two separate compression stages. The compression stages are in a straight-through or back-to-back arrangement.
Double flow models (DMCL) are used to compress very high flows with a limited pressure ratio. This solution, characterized by two series of identical impellers in a back-to-back configuration, allows the casing size and speed to remain within an acceptable range to couple the compressor to drivers and/or other compressor casings.
Additional side stream nozzle can be provided with the 3MCL or VSS model for special requirements such as in refrigeration applications, particularly for propane, propylene in LNG plants, or handling anhydrous ammonia.

Vertically Split Compressors
1,000,000
100
1
10
1,000
1,000
10,000
100,000
5,000
Inlet Volume (m3/h)
Dis
ch
arg
e
Pre
ssu
re
(bar)
Barrel High Pressure (BCL/C, /D, /E)
Barrel Low/Medium Pressure(RB, VH, BCL/A, /B series)
Installed Fleet: 2400+ units

• Types: BCL, 2BCL, 3BCL, DBCL, RB, VH
• Available Sizes: from 300 up to 1,000 in-line or back-to-back configuration
• Discharge Pressure: up to 300 bar (850 bar a for HP BCL/E)
• Flow Range: from 300 to 80,000 m3/h (5,000 m3/h for HP BCL)
• Main Applications: used primarily for high pressure applications such as ammonia, urea and methanol synthesis, refinery recycle, natural gas compression, re-injection and hazardous gases.
In-line, back-to-back or double flow configurations are available.
Materials are adapted to the process requirements. Specific materials are selected to withstand the various forms of corrosion present in sour or acid gas applications based upon extensive experience in corrosive applications.

100
Dis
ch
arg
e
Pre
ssu
re
(bar)
1
10
1,000
1,000,000
1,000
10,000 100,000
Pipeliner (PCL series)
5,000
Inlet Volume (m3/h)
Pipeliner Compressors
Installed Fleet: 500+ units


Basic Thermodynamics
TOSI Giampiero

Thermodynamic StateThe thermodynamic state of a gas is
univocally established by the knowledge of 3 main parameters:
Pressure, Specific Volume, Temperature.
The 3 parameters are linked one to the other in such a way that given the
value of 2 of them the third is univocally fixed too on the basis of a
relation called:Equation of State
For gases such as air near atmospheric conditions of pressure and temperature (ideal gases) this
relation is:
PV = RT
where R is a constant typical of the gas (inversally proportional to the
molecular weight of the gas)

Thermodynamic transformation
A thermodynamic transformation is the passage of the gas from an equilibrium state to another. The concept of
equilibrium what is the basis to consider “reversible process” is mandatory to treat mathematically the transformation.In other words the transformation, to be treated with a
mathematic model, shall occur following a continuous series of equilibrium states.
The simplest transformations are those where one of the 3 parameters can be kept constant:
isotherms - constant Tisocore - constant Visobare - constant p
Another group of transformations very common are the ones representable by a law:
pvk= constantcalled:
polytrope


First law of Thermodynamics
It is practically a formulation of the principle of energy conservation.
In a thermodynamic system the balance of the sum of the initial energy and the energy coming in and the sum of the
final energy and the energy coming out must be zero. Being normally involved just energies under form of W (work)
and Q (heat) the first law can be also expressed like this:DH = Q - W
the variation of internal energy of the system is equal to the balance between Heat and Work exchanged or done on the
system.
Heat and Work are forms of energy, but not functions of stateEnthalpy and Internal energy are function of state, are typical of the thermodynamic State of the system and identify it, as P,
V, T.

Second law of Thermodynamics
It is someway a restriction of the first law. It stated that not all the heat can be transformed in work by a thermal machine. Part of the heat can be transformed in work
and part passes to the system another time as heat.Another way to express this concept is the so called Clausius
postulate:The heat cannot flow from a body at lower temperature to
another at higher temperature without the addition of some other form of external energy.


Journal and Thrust Bearing - Hydrodynamic Principle
The oil, because of its adhesion to the shaft and its resistance to flow (viscosity) is dragged by the rotation of the shaft so as to form a wedge shaped film between the shaft and the journal bearing. This action set-up the pressure in the oil film which therefore supports the load.
Thrust bearing main components
• Collar• Pads• Base Ring• Leveling plates

Thrust CollarThe Collar transmits the thrust load from the rotating shaft to the thrust shoes (pads) through the lubricant film. It can be a separate part and attached to the shaft by a key and nut or shrink fit, or it may be an integral part of the shaft.The collar surface must be flat and smooth in comparison with the film thickness (0.025 mm.) but not so smooth as to inhibit the adhesion of the lubricant to the surface.The stack-up of tolerances and misalignment has to be conservatively less than the oil film thickness (0.025 mm.) or some means of adjustment has to be incorporated.

Thrust Collar

The Pads (Thrust Shoes)The pads are loosely constrained so they are free to pivot. They have 3 basic features: the Babbitt, the body and the pivot
Babbitt: high-tin material metallurgic ally bonded to the body. As with the collar the Babbitt surface must be smooth and flat in comparison with the oil film thickness. It is a soft material to trap and imbed contaminants and to protect the shaft from extensive damage in case of no lubrication and accidental contact
Body: The pad body is a supporting structure which holds the Babbitt and allow freedom to pivot. Steel, or bronze or sometimes chrome-copper alloy are the selected materials.
Pivot: The pivot allows the shoe to rotate and form a wedge. It may be integral with the body or be a separate insert. The pivot surface is spherical to allow 360 rolling freedom

Base ring and leveling platesBase RingBase Ring
The base ring loosely hold and constrains the pads against rotating so as to allow freedom to pivot.It may have passages for the supply of oil lubricant and contain features to adapt for misalignment and tolerances in the parts. The base ring is keyed or doweled to the housing to prevent rotation of the bearing assembly.
Leveling platesLeveling plates
Leveling plates are a series of levers designed to compensate for manufacturing tolerances by distributing the load more evenly between the thrust pads. The leveling plates also compensate for minor housing deflections or misalignment between the collar and the housing supporting wall.

Half Thrust Bearing and Journal Bearing

MCL CompressorJournal and Trust Bearings


Thrust Bearing Base Ring with Pads

Journal Bearing Oil Flow Control

Journal Bearing Equipped with Thermocouple

Thermo Elements

Tilting Pad Journal Bearing


JOURNAL BEARING ASSEMBLY/DISASSEMBLYON DRIVE END SIDE OF A
BCL COMPRESSOR

Journal bearing DE

Journal Bearing Assembling

JOURNAL BEARING ASSEMBLY/DISASSEMBLY
ON NO DRIVE END SIDE OF A BCL COMPRESSOR

Journal and thrust bearing NDE

Bearing Housing Assembling

THRUST BEARING ASSEMBLY/DISASSEMBLY
ON NO DRIVE END SIDE OF A BCL COMPRESSOR

Trust Bearing Housing Handling

External Trust Berging Base with
Pads Assembling

MCL Compressor End –Journal and Trust Bearing
Housing

MCL Compressor –Journal and Trust Bearings

Thrust Collar

Trust Collar Assembling Tool

Thrust Collar Assembling

Thrust Collar Assembly NDE

Hub

Coupling Hub Assembling Tool

Coupling Hub Assembly


DIAPHRAGM BUNDLE ASSEMBLING FOR A BCL COMPRESSOR

BCL



“False seals” for rotor centering


Rotor axial locking device

Rotor axial locking device

Barrel Type Compressor – Bundle Assembly

Bundle Assembly Tools




End Head Extraction 1 - Shear Rings

End Head Extraction 2 - Ring

End Head Extraction 3 - Sectors

End Head Extraction - Tool Application

End Head Extraction -

End Head Extraction – End Head with First Stage
IGV

Seals
TOSI Giampiero

Compressor Sealing
Balancing LineBalancing Line
Shaft End SealShaft End Seal Shaft End SealShaft End Seal
Balancing DrumBalancing Drum

OIL SEALSOIL SEALS vsvs DRY GAS SEALSDRY GAS SEALS
AdvantagesAdvantages• Widely Used for HP applications• Positive Impact on rotordynamics
Critical IssuesCritical Issues• Very Sensitive to H2S content
AdvantagesAdvantages• Simplified System• Total Lower Cost• No Oil Contamination
Critical IssuesCritical Issues• Rotor-dynamic

Intermediate Labyrinth
Product side
Outboard seal
Inboard seal
Seal gas STREAM 1
Primary vent (leakage from inbord seal+ intermediate buffer gas - to flare) STREAM 2
Intermediate buffer gas (N2) STREAM 3
Secondary vent (leakage from Outbord seal+ separation gas - atmospheric) STREAM 4
Separation gas (N2)STREAM 5
Atmosphere(Bearing chamber)
Separation sealSecondary seals
Carbon rings
FaceSeat SeatFace
Nomenclature

Gas Seal Operation

Dry Gas Seal - Components


Carbon ring
groove depth = 10 micron
Running clearance ~ 3 micronRunning clearance ~ 3 micron
Human Hair diameter 50-70 microns

Spring thrust
Static pressure
Dynamic behavior
Process Side
Discharge
Dry Gas Seal Operation

With 1 Atm pressurization a tip speed of 6 m/sec is enough
to develop a pressure able to provoque the two discs separation

•Elastomer
•secondary
•seals
Softeningresistance
Seals for Low Pressure

•Polymer secondary seals
•Carrier for primary ring and secondary seals
Extrusion resistance
Temperature resistance
High decompression rates
Chemical resistance
Seals for High Pressure

O - ring
The disc carrier is overthe disc in order to keep
it in case of rupture
Small plate to compensatethe ununiformity of
thermal dilatations due to different steel types
Type 28 AT (o-ring)

Critical

O-RingO-Ringextrusionextrusion
Type 28 AT – Reverse Static Pressurization

Clearance Betwenn Carbon Ring and
Spring Carrier





O- rings limitations:
• Limited life
• Limited pressure
• Limited temperature ~ 100°C
• Suspect to chemical attack
• Sticktion
• Explosive decompression




New design

Components



T 28 XPT 28 XP





NitrogenNitrogenBufferBuffer
PrimaryPrimaryVentVent
Clean GasClean GasInjectionInjection TANDEMTANDEM
SEALSSEALSJob seals Tested at
350 Bar Dynamic
11000RPM
Development Plan for 430 Bar Dynamic
13000RPM
TRIPLETRIPLESEALSSEALS
Experienced up to 290 Bar Dynamic and 310 bar Static
Outboard Vent
Intermediate Vent
Filtered Process
Gas
Pressure Control (if required)


Triple Gas Seal

Materials

Metal parts X12Cr1317/4 PHCarbon Steel
Face Graphite CraniteSilicon Carbide
Seat Tungsten CarbideSilicon Carbide
Secondary Seals Elastomer
Spring Energized Polymer
Materials

Metal parts ASTM A276, Gr.420
(DIN 1.4122)UNS S42400(DIN 1.4313,DIN 1.4313S (NACE))
Primary Ring carbon graphite
Seat tungsten carbide,silicon carbide
Elastomer
Metal spring energized polymer rings
Secondary sealing elements
Materials

Hardened sleeve on Shaft
Carbon
Springs
Tertiary Seal Type 82 Contact Seals

Hardened sleeve on Shaft
N2 SupplyBearing
side
Seal side
0,5 Bar
To 2nd vent
In caso di aumento del leakage la pressdifferenziale scende
sotto 0,5 Bar

Auto-buffer

External Buffer Source

Dry Gas Seal P&I Diagram

Oil Seal Assembly

Oil Pressure Diagram in the Rings

Schematic

Oil Seal

Oil Seal P&I Diagram

Labyrinth Seals

Avional Labyrinths


Schematic


Antisurge
TOSI Giampiero

Antisurge protection system . Surge control represent a regulation system to maintain compressors inside their stable working range, assuring a volume flow rate at impeller inlet section, higher than the surging rate. An efficient control method prevents compressors and other turbo-machines from crossing the surge line and avoids rotating stall conditions for compression ratios as wide as possible. These aerodynamic instabilities are intrinsic to almost all kinds of turbo-machines, and often represent a strong limitation to the range of efficient performance. Anti-surge control systems can thus represent an useful instrument to improve the global performance of a compressors.Fig. 10.1 represents a typical performance map, obtained from compressor test results. In the figure the compression ratio , across the whole machine is plotted against volume flow rate . One of the most striking features of a typical performance characteristic is the strong dependence shown by the compressor on the rotational speed (N1 and N2 in figure). As previously stated for a centrifugal compressor efficient operation at constant N lies to the right side of a pseudo-parabolic line called “surge” line, approximately falling near maximum point for pressure. Both for a axial or centrifugal compressor the surge line delimits the range of stable working conditions, unstable operation being characterised by severe oscillation of the mass flow rate, (see section 2.4 for further details).The extreme regulation line (dotted line in the picture), should be parallel and slightly to the right with respect to the actual surge line.

Protection line
The measure of the volumetric flow rate processed by the turbo-machine is necessarily the key point for any kind of regulation system. In general the surge control system can be chosen according to different specific requirements and relay on other physical variables different from volume flow rate, but some basic features should be guaranteed:

Antisurge schematic 1

Antisurge law

Antisurge schematic 2


Clearance Measurement
• Labyrinth seal clearance
• Journal bearings clearance
• Thrust bearing clearance

Labyrinth Seal Clearance• LATERAL CLEARANCES
• VERTICAL CLEARANCES

FOR A BCL COMPRESSOR BEFORE CHECKING THE LABYRINTH SEAL CLEARANCES IT IS NEEDED:
1) ASSEMBLE TWO HALF RINGS(CALLED FALSE LABYRINTH) ONDIAPHRAGMS BUNDLE IN PLACE OFLABYRINTHS AT BOTH ENDS OF THE HALFBUNDLE
2) POSITION THE ROTOR ON HALF BUNDLEAND LET THE ROTOR SUPPORTED BY THETWO HALF RINGS
3) POSITION AXIALLY THE ROTOR MAKING THEIMPELLER OUTLET CHANNEL CENTER COINCIDEWITH THE DIFFUSER INLET CENTER

Labirinth Seals Lateral Clearance Check

Labirinth Seals Vertical Clearances Check

Journal Bearings Clearance

MEASURE SHAFT JOURNAL DIAMETER WITH A FOUR POINTS CHECK
TAKEN IN THE VERTICAL AND HORIZONTAL PLANES AT BOTH THE FORWARD AND AFT EDGE OF THE JOURNAL,
AND CALCULATE THE AVERAGE VALUE

Measure Bore of the Bearing shell
at Four Positions

Bearing Internal Diameter Measuring

Measure each Individual Pad Thickness at the Pivot Point and
Calculate the Average Value

DETERMINE THE CLEARENCE WHICH EXISTS IN THE BEARING ASSEMBLY
SUBTRATTING THE DIMENSION RESULTING FROM THE SUM OF THE SHAFT JOURNAL DIAMETER
AND THE THICKNESS OF TWO PADS FROM THE BORE OF THE BEARING SHELL

MANUFACTURE A STEPPED MANDREL WHOSE SMALLER DIAMETER IS
JOURNAL DIAMETER PLUS MINIMUM DESIRED CLEARANCE
AND THE LARGER DIAMETER IS JOURNAL DIAMETER PLUS
MAXIMUM DESIRED CLEARANCE
Dshaft + Max Clearence Dshaft + Min Clearance
An Alternative Way

SLIP THE BEARING OVER THE SMALLER DIAMETER OF THE MANDREL. ENSURE THAT
THE BEARING ROTATES
Dshaft + Max Clearence
TRY TO SLIDE THE BEARING OVER THE LARGER DIAMETER OF
THE MANDREL

THE CORRECTION OF THE CLEARANCE OF THE BEARING IS
OBTAINED WITH THE SUBSTITUTION OF THICKNESS SHIMS
UNDER THE PADS

THE THRUST BEARING CLEARANCE IS THE ACTUAL DISTANCE THAT THE ROTOR WILL
TRAVEL BETWEEN SHOES IN AXIAL DIRECTION
Thrust Bearing Axial Clearance

• ATTACH A DIAL INDICATOR TO COMPRESSOR CASING WITH THE PLUNGER, DEPRESSED ONE-HALF, CONTACTING THE END OF THE ROTOR
• APPLY FORCE ENOUGH TO THE OPPOSITEEND OF THE SHAFT TO MOVE IT TO THE ENDOF ITS TRAVEL
• SET DIAL INDICATOR TO ZERO
• MOVE THE ROTOR AS FAR AS POSSIBLETOWARDS THE OTHER END
• THE AMOUNT READ ON THE DIAL INDICATORIS THE THRUST BEARING CLEARANCE
Axial Clearance Check

Description of Procedures for Centering the
Compressor Rotor

THE AXIAL POSITION PROBE SHALL BE SET SO THAT,
WHEN THE ROTOR IS IN THE CENTER OF ITS THRUST FLOAT, ZERO READING IS OBTAINED ON
THE MONITOR
USE THE FOLLOWING PROCEDURE
Positioning of Axial Position Probe

1. AFTER THE CHECK OF THE THRUST BEARINGCLEARANCE FORCE THE ROTORAGAINST THE INBOARD SHOES ASSEMBLY,ZERO THE DIAL INDICATOR AND ADJUSTTHE PROBE GAP UNTIL AN INDICATIONOF ONE-HALF THRUST BEARING CLEARANCEIS OBTAINED ON THE AXIAL POSITIONMONITOR IN (-) DIRECTION
2. MOVE THE ROTOR AS FAR AS POSSIBLETOWARDS THE OTHER END
3. THE AXIAL POSITION MONITOR SHOULD READONE HALF OF THE THRUST BEARINGCLEARANCE IN (+) DIRECTION


Alignment
BY ALIGNMENT WE MEAN THE COINCIDENCE
OF THE AXIS OF ONE MACHINE WITH THE EXTENSION
OF THE AXIS OF THE OTHER DURING NORMAL OPERATION

TO ACCOMPLISH THIS YOU HAVE TO TAKE IN CONSIDERATION AN
IMPORTANT PHENOMENON
THE THERMAL EXPANSION AT WHICH ARE SUBJECT THE SUPPORT FEET
WHEN THE MACHINE IS IN OPERATION

THIS MEANS, IN PRACTICE, TO REALIZE A FIT MISALIGNMENT WHEN THE MACHINES ARE STOPPED, AND
SO ARE “COLD”, THAT WILL BE COMPENSATE WHEN THE MACHINES
WILL BE IN OPERATION

GENERALLY WE CAN HAVE A SITUATION OF THIS TYPE
DRIVE MACHINE
DRIVEN MACHINE

EVERY GENERAL CASE CAN BE SCOMPOSED IN A
RADIAL MISALIGNMENT
AXIAL MISALIGNMENT

BOTH MAY BE SPLIT UP FURTHER IN A MISALIGNMENT ON HORIZONTAL AND VERTICAL PLANES, SO WE CAN HAVE
• RADIAL MISALIGNMENT ON VERTICAL AND HORIZONTAL PLANES
• AXIAL MISALIGNMENT ON VERTICAL AND HORIZONTAL PLANES

FOR DETERMINE THE RELATIVE POSITION OF TWO SHAFT WE UTILIZE
THE SPECIAL TOOL IN THE FIGURE

THE TOOL IS GENERALLY ASSEMBLED ON THE SHAFT OF THE HEAVY MACHINE
THAT IS THE REFERENCE FOR THE OTHER SHAFT
NOTE: BECAUSE OF WEIGHT ALL THE SHAFTSHAVE A BENDING, SO THE HUB OF HEAVYMACHINE IS NEVER ON THE VERTICAL PLANE.BUT THE BENDING THERE IS ALSO WITH THEMACHINE IN OPERATION, SO WE CAN TAKETHAT POSITION LIKE REFERENCE.

BEND SHAFT
IDEAL AXIS

THE MEASUREMENT OF MISALIGNMENT IS MADE WITH SOME FORMULAS THAT UTILIZED THE READS OF DIAL GAUGES
MADE WITH THE USE OF SOME IMPORTANT CRITERIA

1) Every dial gauge must be zero in its start position in the way that it is possible to have a plunger displacement both in compression that in expansion direction
2) Rotate both shafts in the direction expected for operation
3) The reads must be taken every 90° running the two shafts together. This is necessary to avoid mistake of measure because of superficial irregularities of the disc
4) Take reading observing that the indicator reads minus when the plunger moves outward and plus when the plunger mover inward

A
B
A
B

Radial Misalignment

RADIAL MISALIGNMENT ON VERTICAL PLANE
RADIAL MISALIGNMENT ON HORIZONTAL PLANE
CHECK FORMULA

THE READS OF DIAL GAUGE MUST BE UTILIZED IN THE
FORMULAS TAKING IN CONSIDERATION THE SIGNS
PAY ATTENTION !!

THE READS ARE TAKEN ON GREEN FLANGE
- 4 - 4
- 8
0 0
+ 5 - 5
0
0
+1 - 9
- 8
Radial Misalignment

Axial Misalignment

5,0
5,0
A
B
-0,5
+0,5A
B
WITHOUT AXIAL DISPLACEMENT
av = (A - B) / 2
WITH AXIAL DISPLACEMENT “h = 1 mm”
5,0
5,0
A
B A
B-1,5
-0,5
POSITION WITHOUT DISPLACEMANT

THE READS OF DIAL GAUGE MUST BE UTILIZED IN THE
FORMULAS TAKING IN CONSIDERATION THE SIGNS
PAY ATTENTION !!

V.P. O.P.
A
B
A
B
+ 5
0
- 1
+ 4
+ 1
- 4
- 5
0
Axial Misalignment

TO CORRECT ALIGNMENT
THE MEASURED MISALIGNMENT MUST BE COMPARED WITH THE
MISALIGNMENT VALUES THAT THE MACHINES WILL HAVE TAKING IN CONSIDERATION THE THERMAL
EXPANSION WHEN IN OPERATION

FOR CORRECT POSITIONING OF THE MACHINES PROCEED WITH THE
FOLLOW STEPS
1) CORRECT THE AXIAL MISALIGNMENT ON THE VERTICAL PLANE
2) CORRECT THE RADIAL MISALIGNMENT ON THE VERTICAL PLANE
3) CORRECT THE RADIAL AND AXIAL MISALIGNMENT ON THE HORIZONTAL PLANE

CORRECT THE AXIAL MISALIGNMENT ON THE VERTICAL PLANE
BY ADJUSTING THE HEIGHT OF THE SHIMS PLACED UNDER THE BEARING
PLATE OF THE COMPRESSOR

TO CORRECT AXIAL AND RADIAL MISALIGNMENT ON THE
HORIZONTAL PLANE JUST MOVE THE COMPRESSOR HORIZONTALLY
BY MEANS OF THE ADJUSTMENT SCREWS IN ITS FEET

TO CORRECT RADIAL MISALIGNMENT ON VERTICAL
PLANE THE COMPRESSOR MUST BE EITHER RAISED OR LOWERED
( WITHOUT CHANGING ITS ANGULAR POSITION ) BY
INSERTING OR REMOVING A SHIM BENEATH EACH SUPPORT PLATEa

AXIAL MISALIGNMENT ON VERTICAL PLANE
AXIAL MISALIGNMENT ON HORIZONTAL PLANE


RotordynamicsTOSI Giampiero

The measure of the mechanical behavior of a compressor is given by the amplitude and frequency of the rotor vibrations.
The rotor vibration amplitude must not cause
contact between rotor and stator oil seals and dry gas seals overloading fatigue in the bearings
Mechanical behavior

Vibration Hazards

The typical vibrations of the centrifugal compressors can be generally classified with reference to the frequency and the nature of the vibration cause. According to the first classification (frequency) the vibration may be:
SyncronousThe vibration frequency corresponds to the machine rotation
AsynchronousThe vibration frequency is different from the machine rotation
Vibrations classification - by frequency

Vibrations

Nonsynchronous Vibrations

When the frequency of a periodic forcing phenomenon (exciting frequency) applied to a rotor-bearing support system corresponds to a natural frequency of that system, the system may be in a state of resonance. The system in resonance will have its normal vibration displacement amplified.
Resonance

Amplification Factor

Amplification Factor
AmplificationAmplificationFactors Determine:Factors Determine:
• System Stability• Amount of System dampening needed

NC1 = Rotor first critical, center frequency, cycles per minuteNcn = Critical speed, n thNmc = Maximum continuous speed, 105 percentN1 = Initial (lesser) speed at 0,707 x peak amplitude (critical)N2 = Final (greater) speed at 0,707 x peack amplitude (critical) N2 – N1 = Peak width at the half-power pointAF = Amplification factor
Nci
= ________ N2 – N1
SM = Separation marginCRE = Critical response envelopeAc1 = Amplitude at Nci
Aca = Amplitude at Ncn
API 617

When the rotor amplification factor is greater than or equal to 2.5, the corresponding frequency is called a critical speed, and the corresponding shaft rotational frequency is called a critical speed.
Critical Speeds

If the AF is less than 2.5, the response is considered critically dumped and no SM is required.
If the AF is 2.5 to 3.55, a SM of 15% above the maximum continuous speed and 5% below the minimum operating speed is required.
AF < 2.5

If the AF is greater than 3.55 and the critical response peak is below the minimum operating speed, the required SM (a % of minimum speed) is equal to the following:SM=100-[84+6/(AF-3)]
If the AF is greater than 3.55 and the response peak is above the trip speed, the required SM (a % of maximum continuous speed) is equal to the following:SM=[126-6/(AF-3)]-100
AF > 3.55

Critical Speed Reduction

Rotor Mode Shapes

Rotor Safe Operation

According to the second classification (nature of the vibration cause) the vibration may be:
free
forced
self excited
Vibration classification - by nature

Mechanical
Structure
Input Output
(Force F, Frequency in) (Motion X, Frequency out)

Free Vibrations
Characteristics:Characteristics:
Energy Provided by: Response character:Response frequency: Main feature:
Impulse force or sudden Transient: periodic or One or several natural Transient characterchange in system aperiodic, most often frequencieselement position or decaying (for stablevelocity systems)

Vibrations are excited by an impulse or stepforce applied to the rotor. The vibration canoccur with one or several system naturalfrequencies. These impulses may be due tothe following causes:
electrical short circuit internal rubs loose rotor-system components surge slug of liquid
The free vibrations decay as the initially input energy dissipates at a rate that depends on the amount of damping.
Free Vibration

Forced Vibrations
Characteristics:Characteristics:
Energy Provided by: Response character:Response frequency: Main feature:
Periodic exciting force, Steady state periodic Main frequency is the Creates resonanceexternal to the system or same as the exciting when exciting forceto the excited mode force frequency coincides with a
system naturalfrequency

Vibrations take place when an external time dependant force transfers energy to the rotor bearings system that reacts vibrating at the exciting frequency. When the excitation frequency coincides with one of the rotor natural frequency a resonance occurs. The most common sources of excitations are:
unbalance in the rotor system rotor bow coupling misalignment acoustic and aerodynamic cross coupling forces
The excitations due to rotor unbalance and to coupling misalignment are not affected by the compressor operating pressure. Aerodynamic effects, on the contrary, have an increased intensity when the actual density of the gas increases.
Forced Vibrations

Self-Excited Vibrations
Characteristics:Characteristics:
Energy Provided by: Response character:Response frequency: Main feature:
Constant interactor: Transient: periodic with Very close to one of the System nonlinearityexternal source of increasing amplitude. system’s natural required. Feedbackconstant force or Steady state: periodic frequencies loop evelethrough transfer from limit cycleanother mode

Vibrations are typical of a rotor bearing system when the applied actions are related to rotor displacement and velocity. Resulting forces have components which are perpendicular to shaft motion and, under certain conditions, may balance the system damping capability causing the rotor to vibrate at the first natural frequency (INSTABILITY). Such forces are consequence of the circumferential pressure variations in the sealing annulus, variations determined by an eccentric shaft rotation in the presence of fluids.Compressor parts where these phenomena may take place are:
journal bearings oil seals rings gas labyrinth seals
Self Excited

• Critical Speeds Map
• Rotor Response
• Stability Analysis:
400 600 800 1000 1200 1400 1600 1800 2000 2200 2400
0,01,0x10
-52,0x10
-53,0x10
-54,0x10
-55,0x10
-5
6,0x10-5
7,0x10-5
8,0x10-5
9,0x10-5
1,0x10-4
1,1x10-4
1,2x10-4
1,3x10-4
1,4x10-4
1,5x10-4
1,6x10-4
1,7x10-4
Am
plit
ude [m
m]
RPM
Equivalent Shaft
Log. Dec. Calculation
Rotor Drawing
Laby / HC SealsCharacteristic (*)
Bearing Characteristic
Oil Seals Characteristic (*)
(*) Depending onApplication
Main Calculation Tools

Undamped Critical Speed Map

Rotor Response
400 600 800 1000 1200 1400 1600 1800 2000 2200 2400
0,01,0x10
-52,0x10
-53,0x10
-54,0x10
-55,0x10
-5
6,0x10-5
7,0x10-5
8,0x10-5
9,0x10-5
1,0x10-4
1,1x10-4
1,2x10-4
1,3x10-4
1,4x10-4
1,5x10-4
1,6x10-4
1,7x10-4
Am
plit
ude [m
m]
RPM

Instability - Lund diagram

0 X
X L
n
1-nn
0
0
XN-1 XN
Rotor VibrationLinear Vibration
Log Decrement Analysis

Damping – Journal Bearing

Damping Efficiency

Journal Bearing Stiffness