Fats and Oils Formulating and Processing for Applications
577
CRC PRESS Boca Raton London New York Washington, D.C. FATS and OILS Formulating and Processing for Applications Richard D. O’Brien SECOND EDITION © 2004 by CRC Press LLC
-
Upload
bruno-adelino-de-melo -
Category
Documents
-
view
522 -
download
63
Transcript of Fats and Oils Formulating and Processing for Applications

CRC PR ESSBoca Raton London New York Washington, D.C.
FATSand
OILSFormulating
and Processingfor Applications
Richard D. O’Brien
S E C O N D E D I T I O N
© 2004 by CRC Press LLC

This book contains information obtained from authentic and highly regarded sources. Reprinted materialis quoted with permission, and sources are indicated. A wide variety of references are listed. Reasonableefforts have been made to publish reliable data and information, but the author and the publisher cannotassume responsibility for the validity of all materials or for the consequences of their use.
Neither this book nor any part may be reproduced or transmitted in any form or by any means, electronicor mechanical, including photocopying, microfilming, and recording, or by any information storage orretrieval system, without prior permission in writing from the publisher.
The consent of CRC Press LLC does not extend to copying for general distribution, for promotion, forcreating new works, or for resale. Specific permission must be obtained in writing from CRC Press LLCfor such copying.
Direct all inquiries to CRC Press LLC, 2000 N.W. Corporate Blvd., Boca Raton, Florida 33431.
Trademark Notice: Product or corporate names may be trademarks or registered trademarks, and areused only for identification and explanation, without intent to infringe.
Visit the CRC Press Web site at www.crcpress.com
© 2004 by CRC Press LLC
No claim to original U.S. Government worksInternational Standard Book Number 0-8493-1599-9
Library of Congress Card Number 2003055406Printed in the United States of America 1 2 3 4 5 6 7 8 9 0
Printed on acid-free paper
Library of Congress Cataloging-in-Publication Data
O’Brien, Richard D.Fats and oils : formulating and processing for applications / by Richard D. O’Brien.— 2nd ed.
p. cm.Includes bibliographical references and index.ISBN 0-8493-1599-9 (alk. paper)1. Oils and fats, Edible. I. Title.
TP670.O27 2003664′.3—dc22 2003055406
© 2004 by CRC Press LLC

FIRST EDITION PREFACE
This book was written as a practical reference for fats and oils processing andformulation for effective food processor, foodservice, and household applications.It is designed to be an information source for personnel and students of fats and oilsprocessing, as well as for personnel of the user industries.
A number of books are available that cover various aspects of fats and oilschemistry, technology, and processing; however, the author is not aware of a textdevoted to fats and oils processing and formulation from an applications and qualitycontrol viewpoint. These are important aspects for the success of a fats and oilsprocessor. Product application influences the design of the finished product. Qualityassurance provides consistent, uniform functionality.
Applications development and quality management begin when the customer’srequirements are identified and continue through product design, sales, manufactur-ing, product costing, delivery, and service. This book was designed to delve into thetechnical aspects that control the functional characteristics of fats and oils products,how these characteristics can be modified to perform as needed, and the processingcontrol necessary to produce these characteristics on a continuing uniform basis atthe most economical cost. A thorough understanding of the functions and propertiesof the various fats and oil products is the basic key to formulating for the desiredattributes. Chapters dealing with the raw material or source oils and fats, performanceevaluations, formulation attributes, and application were designed to provide theelements of formulation. Control of these processes requires consideration of theproblems associated with the properties of the raw materials and each process, aswell as customer problems after the sale. Therefore, a quality management chapterwas included to help establish when a system is in or out of control, and a trouble-shooting chapter was included to identify solutions to problems or at least stimulatethe thought process for solving the problem.
Fats and oils user industries have always shown a great deal of interest in thedevelopment, processing, and quality control of shortening, margarine, and liquidoil products. Tailored fats and oils products for specific applications, processes,nutritional contributions, and other functionalities have been successful due to thecooperative development efforts between fats and oils processors and users. There-fore, this text was compiled with the intent of focusing on applications of fats andoils products for both processors and users. The intent was to help better understandthe functionalities, limitations, and potential fats and oils modifications. As statedbefore, understanding the functions and properties of a shortening, oil, margarine,or other fats-based product is a key element of proper usage and product formula-tions. Likewise, understanding the requirements of the finished product is necessaryto develop fats and oils products that perform more than adequately.
Materials for this book have been gathered over the past 35 years from patents,trade journals, scientific journals, personal experience, and exposure to many of theindustry’s recognized leaders and many other individuals who have taken a genuinepride in their work and the product produced.
© 2004 by CRC Press LLC

SECOND EDITION PREFACE
The objective of the second edition of this book remains the same as the first:to provide a practical reference for processing and formulation of effective consumer,foodservice, and food processor fats and oils ingredients. Eight major changes oradditions were made to improve to the second edition: (1) composition and physicalproperties for the raw materials have been expanded to provide a more completeinformation source, (2) information about and characteristics of genetically modifiedoils have been incorporated, (3) the nutritional aspects of fats and oils are moreextensively reviewed, (4) extraction procedures have been incorporated, (5) addi-tional alternative processing procedures are reviewed for several areas, (6) formu-lation alternatives are explored more extensively, (7) source oil and product usestatistics have been updated, and (8) the troubleshooting chapter has been expanded.The additions and modifications are designed not only to revise and update thecontent of the original but also to expand the content to better identify the availablesource oils, review alternative processes, explore various formulation techniques,and stimulate the development of new and improved products and processes.
The findings of numerous nutritional studies have generated a fair amount ofactivity since the first edition of this book was prepared. Diet and exercise havebeen identified as factors that individuals can modify to reduce their risk for chronicdiseases such as coronary heart disease. The most important risk factors identifiedfor heart disease are saturated fatty acids, cholesterol, trans-isomers, and obesity. Aconscious effort to reduce cholesterol considerably reduced the use of animal fatsin the past. Now, recent concerns about trans-isomers acting like saturated fattyacids have encouraged the pursuit of reduced levels of hydrogenated basestocks inmany food products. These formulation changes affect source oil selection, process-ing, and formulation efforts to produce functional fats and oils products. Fats andoils processors must revise their basestock preparation techniques and other process-ing parameters to produce acceptable product characteristics. These developmentsindicate that fats and oils processing and formulation require continual attention toadequately serve the needs of their consumers.
Understanding the functions and properties of the raw materials along with theeffects of the purification and modification processes is essential for the formulationof functional fats and oils products; therefore, the continuing purpose of this bookis to serve as an information source for personnel and students of fats and oilsprocessors, as well as for those of the user industries.
© 2004 by CRC Press LLC

CONTENTS
Chapter 1 Raw Materials1.1 Introduction1.2 Sources of Fats and Oils1.3 Vegetable Oil Yields1.4 Availability of Fats and Oils1.5 U.S. Utilization of Edible Fats and Oils1.6 Characterization of Fats and Oils
1.6.1 Nonglyceride Components of Fats and Oils1.6.1.1 Phospholipids1.6.1.2 Tocopherols and Tocotrienols1.6.1.3 Sterols1.6.1.4 Pigments1.6.1.5 Pesticides1.6.1.6 Trace Metals
1.7 Genetically Modified Vegetable Oils1.8 Soybean Oil
1.8.1 Soybean Oil Composition and Physical Properties1.8.2 Genetically Modified Soybean Oil
1.9 Cottonseed Oil1.9.1 Cottonseed Oil Composition and Physical Properties1.9.2 Genetically Modified Cottonseed Oil
1.10 Peanut Oil1.10.1 Peanut Oil Composition and Physical Properties1.10.2 Genetically Modified Peanut Oil
1.11 Corn Oil1.11.1 Corn Oil Composition and Physical Properties1.11.2 Genetically Modified Corn Oil
1.12 Sunflower Oil1.12.1 Sunflower Oil Composition and Physical Properties1.12.2 NuSun Sunflower Oil1.12.3 NuSun Composition and Physical Properties
1.13 High-Oleic Sunflower Oil1.13.1 High-Oleic Sunflower Oil Physical Properties and Composition
1.14 Safflower Oil1.14.1 Safflower Oil Composition and Physical Properties
1.15 High-Oleic Safflower Oil1.15.1 High-Oleic Safflower Oil Composition and Physical
Characteristics1.16 Canola Oil
1.16.1 Canola Oil Composition and Physical Properties1.16.2 Genetically Modified Canola Oil
1.17 Olive Oil1.17.1 Olive Oil Composition and Physical Properties
© 2004 by CRC Press LLC

1.18 Palm Oil1.18.1 Palm Oil Composition and Physical Properties1.18.2 Genetically Modified Palm Oil
1.19 Coconut Oil1.19.1 Coconut Oil Composition and Physical Properties
1.20 Palm Kernel Oil1.20.1 Palm Kernel Oil Composition and Physical Properties
1.21 Lard1.21.1 Lard Physical Properties and Composition
1.22 Tallow1.22.1 Tallow Physical Properties and Composition
1.23 Milk Fat1.23.1 Milk Fat Physical Properties and Composition
References
Chapter 2 Fats and Oils Processing2.1 Introduction2.2 Fats and Oils Recovery
2.2.1 Oilseed Extraction2.2.1.1 Expeller or Screw Press Extraction2.2.1.2 Prepress Solvent Extraction2.2.1.3 Direct Solvent Extraction
2.2.2 Oil-Bearing Fruit Extraction2.2.2.1 Olive Oil Extraction2.2.2.2 Palm Oil Extraction
2.2.3 Animal Fat Recovery2.2.3.1 Wet Rendering2.2.3.2 Dry Rendering
2.3 Refining Systems2.4 Physical Refining
2.4.1 Physical Refining Pretreatment2.4.2 Water Degumming2.4.3 Acid Degumming2.4.4 Dry Degumming2.4.5 Enzymatic Degumming2.4.6 Acid Refining
2.5 Chemical Refining2.5.1 Short-Mix Caustic Soda Refining2.5.2 Zenith Process2.5.3 Miscella Refining2.5.4 Batch Caustic-Soda Refining
2.5.4.1 Dry-Method Batch Refining2.5.4.2 Wet-Method Batch Refining
2.5.5 Silica Refining2.5.6 Refining Efficiency2.5.7 Refining Byproducts
© 2004 by CRC Press LLC

2.5.7.1 Soapstock Processing2.5.7.2 Hydrated Gums Processing
2.6 Prebleaching2.6.1 Procedure
2.6.1.1 Batch Atmospheric2.6.1.2 Batch Vacuum2.6.1.3 Continuous Vacuum
2.6.2 Bleaching Agents2.6.2.1 Natural Bleaching Earth2.6.2.2 Activated Bleaching Earth2.6.2.3 Activated Carbon2.6.2.4 Silica Adsorbent
2.6.3 Bleaching Earth Dosage2.6.4 Temperature2.6.5 Time2.6.6 Moisture2.6.7 Filtration2.6.8 Bleaching Byproduct
2.7 Hydrogenation2.7.1 Operating Variables
2.7.1.1 Temperature2.7.1.2 Pressure2.7.1.3 Agitation2.7.1.4 Catalyst Level2.7.1.5 Catalyst Type2.7.1.6 Catalyst Poisons2.7.1.7 Catalyst Reuse2.7.1.8 Source Oils
2.7.2 Hydrogenation Systems2.7.3 Hydrogenation Control2.7.4 Hydrogenated Basestock System
2.8 Postbleaching2.9 Interesterification
2.9.1 Chemical Rearrangement Catalyst2.9.2 Endpoint Control
2.9.2.1 Melting Point2.9.2.2 Solids Fat Index2.9.2.3 Differential Scanning Calorimetry2.9.2.4 Glyceride Compositional Analysis
2.9.3 Random Chemical Interesterification Process2.9.4 Directed Chemical Interesterification Process2.9.5 Enzymatic Interesterification2.9.6 Interesterified Fats and Oils Applications
2.10 Winterization2.10.1 Classic Winterization Process2.10.2 Winterization Principle
© 2004 by CRC Press LLC

2.10.2.1 Source Oil Composition2.10.2.2 Cooling Rate2.10.2.3 Crystallization Temperature2.10.2.4 Agitation Rate2.10.2.5 Crystallization Time
2.10.3 Solvent Winterization2.10.4 Winterization Process Control Procedures2.10.5 Winterization Applications
2.11 Dewaxing2.11.1 Dewaxing Process Control2.11.2 Dewaxing Applications
2.12 Fractionation2.12.1 Dry Crystal Fractionation2.12.2 Detergent Fractionation2.12.3 Solvent Fractionation
2.13 Esterification or Alcoholysis2.13.1 Mono- and Diglycerides2.13.2 Monoglyceride Derivatives
2.13.2.1 Lactylated Monoglycerides2.13.2.2 Acetylated Monoglycerides2.13.2.3 Ethoxylated Mono- and Diglycerides2.13.2.4 Succinylated Monoglycerides
2.13.3 Polyglycerol Esters2.13.4 Propylene Glycol Monoester
2.14 Blending2.15 Deodorization
2.15.1 Operating Variables2.15.1.1 Vacuum2.15.1.2 Temperature2.15.1.3 Stripping Steam2.15.1.4 Holding Time
2.15.2 Deodorization Systems2.15.2.1 Batch2.15.2.2 Semicontinuous2.15.2.3 Continuous
2.15.3 Deodorizer Heating Systems2.15.4 Deodorization Process Control2.15.5 Deodorizer Distillate
2.16 Finished Fats and Oils Handling2.16.1 Protection against Oxidative Deterioration
2.16.1.1 Nitrogen Blanketing2.16.1.2 Temperature Control2.16.1.3 Light Control2.16.1.4 Storage Time
© 2004 by CRC Press LLC

2.16.1.5 Antioxidant Addition2.16.1.6 Tocopherols and Tocotrienols2.16.1.7 Propyl Gallate2.16.1.8 Butylated Hydroxyanisole2.16.1.9 Butylated Hydroxytoluene2.16.1.10 Tertiary Butylhydroquinone (TBHQ)2.16.1.11 Synergistic Antioxidant Mixtures
2.16.2 Protection against Contamination2.17 Plasticization
2.17.1 Plasticity of Edible Fats and Oils2.17.1.1 Product Composition2.17.1.2 Crystal Size2.17.1.3 Supercooling2.17.1.4 Mechanical Working2.17.1.5 Gas Incorporation
2.17.2 Solidification Apparatus Evolution2.17.3 Shortening Plasticization Process2.17.4 Liquid Shortening Crystallization2.17.5 Margarine Plasticization Process
2.17.5.1 Stick Margarine2.17.5.2 Soft Tub Margarine2.17.5.3 Whipped Tub Margarine2.17.5.4 Liquid Margarine2.17.5.5 Industrial Margarines
2.17.6 Tempering2.17.6.1 Quick Tempering
2.18 Flaking2.18.1 Chill Rolls2.18.2 Flake Crystallization2.18.3 Flaking Conditions
2.19 Powdered and Beaded Fats2.19.1 Spray Cooling2.19.2 Flake Grinding2.19.3 Spray Flaking and Grinding
2.20 Salad and Cooking Oils Packaging2.21 Bulk Oil Shipments
2.21.1 Contamination2.21.2 Overheating2.21.3 Air Exposure
References
Chapter 3 Fats and Oils Analysis3.1 Introduction3.2 Nonfatty Impurities
© 2004 by CRC Press LLC

3.2.1 Moisture Analysis3.2.2 Impurities Analysis3.2.3 Trace Metals Analysis3.2.4 Soap Analysis
3.3 Melting, Solidification, and Consistency3.3.1 Melting Point Analysis3.3.2 Solids Liquids Contents Analysis
3.3.2.1 Solids Fat Index3.3.2.2 Solids Fat Content3.3.2.3 Differential Scanning Calorimetry Fat Solids Content
3.3.3 Solidification Analysis3.3.4 Consistency Analysis
3.4 Composition Analysis3.4.1 Saponification Value3.4.2 Iodine Value3.4.3 Refractive Index3.4.4 Fatty Acid Composition3.4.5 Calculated Iodine Value3.4.6 Glyceride Structure3.4.7 Emulsifier Analysis3.4.8 Antioxidant Analysis3.4.9 Tocopherols Analysis
3.5 Flavor, Rancidity, and Stability3.5.1 Flavor Analysis
3.5.1.1 Sensory Evaluations3.5.1.2 Volatile Flavor Analysis
3.5.2 Rancidity Analysis3.5.2.1 Peroxide Value3.5.2.2 Anisidine Value3.5.2.3 Free Fatty Acid and Acid Value3.5.2.4 Smoke Point
3.5.3 Stability Analysis3.5.3.1 Active Oxygen Method Stability3.5.3.2 Accelerated AOM Stability3.5.3.3 Oxygen Bomb3.5.3.4 Oil Stability Index3.5.3.5 Schaal Oven Test3.5.3.6 Pastry Flavor Test
3.6 Color and Appearance3.6.1 Appearance
3.6.1.1 Product Appearance Ratings3.7 Refining and Bleaching
3.7.1 Refining Loss3.7.2 Neutral Oil and Loss3.7.3 Bleaching Analysis
© 2004 by CRC Press LLC

3.8 Performance Testing3.8.1 Creaming Volume3.8.2 Pound Cake Test3.8.3 Icing Volume3.8.4 White Layer Cakes3.8.5 Creme Filling Test3.8.6 Cake Mix Evaluation3.8.7 Puff Pastry Testing3.8.8 Restaurant Deep-Fat Frying Evaluation3.8.9 Ice Cream Bar Coating Evaluation
3.9 Nonstandardized MethodsReferences
Chapter 4 Fats and Oils Formulation4.1 Introduction4.2 Source Oils and Fats Characteristics
4.2.1 Short-Chain Fatty Acids4.2.2 Lauric Fatty Acid4.2.3 Myristic Fatty Acid4.2.4 Palmitic Fatty Acid4.2.5 Stearic Fatty Acid4.2.6 Long-Chain Saturated Fatty Acids4.2.7 Oleic Fatty Acid4.2.8 Essential Fatty Acids
4.2.8.1 Linoleic Fatty Acid4.2.8.2 Linolenic Fatty Acid
4.2.9 Isomerized Fatty Acids4.2.10 Erucic Fatty Acid
4.3 Palatability4.3.1 Oxidative Stability
4.3.1.1 Flavor Reversion4.3.1.2 Antioxidants
4.3.2 Hydrolysis4.3.3 Mouth Feel
4.4 Physical Characteristics4.4.1 Fat Crystal Habit4.4.2 Fat Plasticity4.4.3 Solid Liquid Relationships
4.5 Hydrogenated Basestock System4.6 Solids/Liquids Characteristics
4.6.1 Wide-Plastic-Range Fats and Oils Products4.6.2 Steep Solids Fat Index Slopes4.6.3 Liquid Opaque or Pumpable Products
4.7 Reduced and Trans-Free Formulation
© 2004 by CRC Press LLC

4.8 Emulsification4.8.1 Mono- and Diglycerides4.8.2 Propylene Glycol Esters4.8.3 Sorbitan Esters4.8.4 Polysorbate Fatty-Acid Esters4.8.5 Polyglycerol Esters4.8.6 Lactated Esters4.8.7 Lecithin4.8.8 Emulsifier Selection Methods
4.8.8.1 Hydrophilic/Lipophilic Balance System4.8.8.2 Emulsifier Functionality Traits4.8.8.3 Emulsifier Selection Procedure
4.9 Product Development4.9.1 Application Product Development4.9.2 Analytical Development
4.9.2.1 Solids Fat Index Calculations4.9.3 Triglyceride Replication
4.10 Source Oils and Fats InterchangeabilityReferences
Chapter 5 Shortening Types5.1 Introduction
5.1.1 Historical5.1.2 Source Oils5.1.3 Shortening Product Forms
5.2 Plasticized Shortening Applications5.3 Liquid Shortening Applications5.4 Flakes, Chips, and Powdered Shortening ApplicationsReferences
Chapter 6 Baking Shortenings6.1 Introduction6.2 All-Purpose Shortenings6.3 Emulsified All-Purpose Shortening6.4 Retail Cake Mix Shortenings6.5 Specialty Bakery-Cake Shortenings6.6 Liquid Cake Shortening6.7 Icing and Filling Shortenings6.8 Icing Stabilizers6.9 Bread Shortening6.10 Liquid Bread Shortenings6.11 Sweet Yeast-Raised Dough Shortenings6.12 Cookie Shortenings6.13 Cookie Filler Shortenings6.14 Pie Crust Shortenings6.15 Biscuit Shortenings
© 2004 by CRC Press LLC

6.16 Danish Pastry Roll-In Shortenings6.17 Puff Paste Roll-In Shortening6.18 Shortening Chips6.19 Cracker ShorteningsReferences
Chapter 7 Frying Shortenings7.1 Introduction7.2 Frying Shortening Additives7.3 Selection of Frying Shortening
7.3.1 Product Characteristics7.3.2 Frying Life7.3.3 Shelf Life
7.4 Shortening Applications for Foodservice Deep-fat Frying7.4.1 Foodservice All-Purpose Shortening7.4.2 Animal–Vegetable Blended Frying Shortenings7.4.3 Heavy-Duty Vegetable Frying Shortenings7.4.4 Liquid Frying Shortenings7.4.5 Genetically Modified Vegetable Oils
7.5 Foodservice Pan and Grill Shortenings7.6 Bakery Frying Shortening Applications
7.6.1 Cake Donut Shortenings7.6.2 Yeast-Raised Fried Products7.6.3 Fried Pie Shortenings
7.7 Snack Frying Shortening Applications7.7.1 Nut-Meats Oil Roasting
References
Chapter 8 Dairy Analog Shortenings8.1 Introduction8.2 Nondairy Creamer Shortenings8.3 Whipped Topping Shortenings8.4 Cheese Analog Shortening8.5 Frozen Dessert or Mellorine8.6 Sour Cream Analog and Dip Bases8.7 Fluid Milk Analogs8.8 Sweetened Condensed Milk AnalogsReferences
Chapter 9 Household Shortenings9.1 Introduction9.2 Household Shortening Development9.3 Household Shortening Product Requirements9.4 Household Shortening Formulation9.5 Household Shortening Plasticization
© 2004 by CRC Press LLC

9.6 Household Shortening PackagingReferences
Chapter 10 Margarine10.1 Introduction10.2 Margarine Development10.3 Margarine Formulation
10.3.1 Milk Products or Protein10.3.2 Emulsifiers10.3.3 Flavoring Materials10.3.4 Preservatives10.3.5 Vitamins and Colors10.3.6 Margarine Oils and Fats
10.4 Consumer Margarine Oil Formulations10.4.1 Trans-Free Consumer Margarine Oil Formulation
10.5 Industrial Margarine Formulations10.6 Spread Formulations10.7 Margarine and Spread Preparation
10.7.1 Stick Margarine or Spread10.7.2 Soft Tub Margarine or Spread10.7.3 Whipped Tub Margarine or Spread10.7.4 Liquid Margarine10.7.5 Industrial Margarines or Spreads
References
Chapter 11 Liquid Oils11.1 Introduction11.2 Development of Liquid Oils11.3 Cooking and Salad Oil Sources11.4 Retail Consumer Oils11.5 Industrial Salad Oil Applications11.6 Mayonnaise
11.6.1 Mayonnaise Ingredients11.6.1.1 Salad Oil11.6.1.2 Vinegar11.6.1.3 Eggs11.6.1.4 Salt11.6.1.5 Sugar11.6.1.6 Mustard11.6.1.7 Pepper11.6.1.8 Paprika
11.6.2 Mayonnaise Processing11.7 Spoonable Salad Dressing11.8 Pourable Salad Dressings
11.8.1 French Dressing
© 2004 by CRC Press LLC

11.9 High-Stability Oils11.9.1 Processed High-Stability Oils11.9.2 Plant Breeding11.9.3 High-Stability Oil Applications
References
Chapter 12 Quality Management12.1 Introduction12.2 Operating Standards12.3 Specifications
12.3.1 Specifications Format12.3.2 Ingredient Specifications
12.3.2.1 Ingredient Specifications Format12.3.3 Packaging Specifications
12.3.3.1 Packaging Specifications Format12.3.4 Product Specifications
12.3.4.1 Product Specifications Format12.3.5 Customer Instruction Specifications
12.3.5.1 Format of Customer Instruction Specifications12.3.6 Summary Specifications
12.3.6.1 Summary Specifications Format12.4 Procedures
12.4.1 Procedures Format12.4.2 Quality Procedures
12.4.2.1 Complaint Handling Procedure12.4.2.2 Product Recall Procedure12.4.2.3 Product Identification Procedures12.4.2.4 Specification Change Requisition12.4.2.5 New Product Approval Procedure12.4.2.6 Weight Control Program12.4.2.7 Quality Cost System12.4.2.8 Label Approval Procedure
12.5 Methods12.5.1 Methods Format
12.6 Process Control12.6.1 Edible Crude Fats and Oils Process Control12.6.2 Refining Process Control12.6.3 Prebleaching Process Control12.6.4 Hydrogenation Process Control12.6.5 Postbleach Process Control12.6.6 Winterization Process Control12.6.7 Dewaxing Process Control12.6.8 Blending Process Control12.6.9 Deodorization Process Control12.6.10 Bulk Shipment Process Control12.6.11 Shortening Packaging Process Control
© 2004 by CRC Press LLC

12.6.12 Liquid Shortening Packaging Process Control12.6.13 Liquid Oils Packaging Process Control12.6.14 Shortening Flake Process Control Standards12.6.15 Margarine and Spread Process Control Standards
References
Chapter 13 Troubleshooting13.1 Introduction13.2 Process Troubleshooting
13.2.1 Vegetable Oil Extraction13.2.2 Meat Fat Rendering13.2.3 Crude Oil Storage13.2.4 Degumming13.2.5 Caustic Oil Refining — Primary Centrifuge13.2.6 Oil Refining — Water Wash13.2.7 Oil Refining — Vacuum Drying13.2.8 Prebleaching13.2.9 Hydrogenation13.2.10 Postbleaching13.2.11 Winterization13.2.12 Dewaxing13.2.13 Esterification13.2.14 Blending13.2.15 Deodorization13.2.16 Antioxidant Addition13.2.17 Bulk Railroad Car or Truck Loading13.2.18 Oil Filling and Packaging13.2.19 Packaged Liquid Oils — Storage and Transportation13.2.20 Shortening Packaging13.2.21 Liquid Opaque Shortenings13.2.22 Shortening Flakes13.2.23 Packaged Shortening — Storage and Transportation13.2.24 Quality Control Laboratory13.2.25 Edible Fats and Oils — Organoleptic Evaluations
13.3 Shortening Applications13.3.1 Baking Shortening13.3.2 Frying Shortenings
13.4 Margarine and Spread Products13.5 Quality ManagementReferences
© 2004 by CRC Press LLC

Taylor & Francis Online
Search
Advanced Search
My Settings Manage My Account View Shopping Cart Feedback Shipping & Region Settings Add me to your mailing list
Subjects New Books
Biomedical Science Business & Management Chemical Engineering Chemistry Computer Science Engineering Environmental Science Ergonomics & Human Factors Food Science Forensics & Criminal Justice Healthcare Information Technology Life Science Material Science Math Medicine Nutrition Pharmaceutical Science &
Regulation Physics Statistics
Welcome to our Web Site!
If this is your first visit to the site you should select the shipping region by using this link. Customers in North and South America, have prices shown in US$ and products are shipped from the USA, customers in the Rest of the World have prices shown in UK£ and products are shipped from the UK. Browse Titles by Subject or Discipline
Biomedical Science Business & Management
Chemical Engineering Chemistry
Computer Science Engineering
Environmental Science
Ergonomics & Human Factors
Food Science Forensics & Criminal Justice
Healthcare Information Technology
Life Science Material Science
Math Medicine
Nutrition Pharmaceutical Science & Regulation
Physics Statistics
http://www.crcpress.com/ (1 of 3)10/24/2005 5:22:08 AM

Taylor & Francis Online
General Contact Us FAQ Corporate History Jobs Conventions
Authors
Editorial Contacts
Publishing With Us
Rights & Permissions
Sales & Services
Sales Representatives
Ordering Methods
Textbook Evaluations
Electronic Products
Downloads & Updates
Technical Support
Handbook of Chemistry and
Physics
Polymers: A Property
Database
CRCnetBASE
CHEMnetBASE
CivilEngineeringnetBASE
ElectricalEngineeringnetBASE
ENGnetBASE
ENVIROnetBASE
FOODnetBASE
FORENSICnetBASE
InfoSECURITYnetBASE
IT KnowledgeBase
LawENFORCEMENTnetBASE
MATERIALSnetBASE
MATHnetBASE
MechanicalEngineeringnetBASE
NANOnetBASE
NEUROSCIENCEnetBASE
STATSnetBASE
Biology of Sharks and Their Relatives Price: $99.95 ISBN: 084931514X Cat. #: 1514
Add to Cart
GIS for Coastal Zone Management Price: $89.95 ISBN: 0415319722 Cat. #: TF1714
Add to Cart
Handbook of Ecotoxicology, Second Edition Price: $199.95 ISBN: 1566705460 Cat. #: L1546
Add to Cart
Instrument Engineers' Handbook, Fourth Edition, Volume Two: Process Control and Optimization Price: $169.95 ISBN: 0849310814 Cat. #: 1081
Add to Cart
http://www.crcpress.com/ (2 of 3)10/24/2005 5:22:08 AM

Taylor & Francis Online
T&F Informa
Taylor & Francis
Routledge US
Copyright © 2005 Taylor & Francis, LLC All Rights Reserved.
http://www.crcpress.com/ (3 of 3)10/24/2005 5:22:08 AM

CHAPTER 4
Fats and Oils Formulation
4.1 INTRODUCTION
Fats and oils play a significant role in the formulation and performance of avariety of prepared foods. Most of America’s favorite foods could not be preparedwithout fats and oils. This would include pan and deep fat fried foods, bakedproducts, spoonable and pourable salad dressings, nondairy products, whipped top-pings, confectionery products, pastries, peanut butter, spreads, and so on, all of whichpossess desirable properties attributable to the fats and oils ingredients in the for-mulation. Fats and oils affect the structure, stability, flavor, storage quality, eatingcharacteristics, and eye appeal of the foods prepared. To accomplish the desiredperformance, the developer must recognize that most applications require a fat oroil product with different physical and organoleptic properties.
The development of fats and oils products for food applications is dependentupon many interlaced factors. These factors may differ from customer to customerdepending upon the equipment used, processing limitations, product preference,customer base, and many other factors. Tailored fats and oils products are now beingdesigned to satisfy these individual specific requirements, as well as to provideproducts with a broad general appeal. The design criteria for a general purposeproduct must be of a broader nature than those for a specific product and process.The important attributes of a formulated fat or oil in a food product can varyconsiderably. In some food items, the flavor contribution of the shortening is ofminor importance; however, it does contribute a beneficial effect to the eating qualityof the finished product. This fact has been illustrated by the recent introductions offat-free products. Most of these products lack the eating characteristics contributedby fats and oils. In many products, such as cakes, pie crusts, icings, cookies, andcertain pastries, processed fats and oils are major contributors to the characteristicstructure and eating character, in addition to having other significant effects on thequality of the finished product.
A thorough understanding of the functions and properties of the various fats andoils products is the basic key to formulation for the desired performance attributes.Fats and oils are very versatile raw materials for which processing methods have
© 2004 by CRC Press LLC

been developed to make them even more useful to the food industry, and analyticalchemists have devised methods to qualify the product produced. Satisfactory per-formance of fats and oils products is dependent upon several important elementsthat determine suitability. Fats and oils formulators must identify the importantattributes and effectively utilize the different functional properties of the availableprocessed fats and oils to satisfy the prepared foods requirements. Successful pro-duction of these products relies on the manipulation of the fat blend to producesuitable physical properties and prevent undesirable changes during and after pro-cessing. Important performance characteristics of fats and oils that must be consid-ered for any product formulation include:
• Flavor — Generally, the flavor of processed fats and oils products should becompletely bland so the flavor of the food product is enhanced rather than the fator oil contributing a flavor. In some specific cases, a typical flavor such as lardor butter is desirable for a particular application; however, the reverted or oxidizedflavors and odors of most fats and oils are objectionable.
• Flavor stability — The bland or typical flavor must be stable throughout the shelflife plus the use life of the prepared food product. The fat or oil product must possessthe identified degree of resistance to both oxidative and lipolytic flavor degradation.
• Physical characteristics — Each fat and oil has a characteristic composition anddistribution of fatty acids. The physical, functional, and organoleptic propertiesof fats and oils are in part a function of the fatty acid composition but also aregoverned by the fatty acid distribution in the triglyceride composing the rawmaterials. The consistency, plasticity, emulsification, creaming properties, spread-ability, other properties of the fats and oils, and the prepared foods produced areall affected by the unsaturation and saturation of the fatty acids and their positionin the triglyceride that control melting rate and range.
• Crystal habit — Fats and oils are polymorphic, which means that with cooling aseries of increasingly organized crystal changes occur until a final stable crystalform is achieved. The crystal types formed define the textural and functionalcharacteristics of most fat-based products. Many prepared foods are mixtures ofingredients held in a matrix of solid fat. The fat is the major functional ingredientand binds the other ingredients together; at the same time, it imparts texture andmouth feel to the product while affecting flavor release and dispersion in themouth of the solid materials at a controlled rate.
• Nutritional concerns — Fats and oils are recognized as important nutrients forboth humans and animals because they provide a concentrated source of energy,contain essential fatty acids, and serve as carriers for fat-soluble vitamins; however,research studies have indicated a possible relationship between fats and the inci-dence of coronary heart disease. Diet modifications that include reductions in fatconsumption, saturated fats, cholesterol, and trans-isomers have been proposed.
• Additives — In addition to emulsifiers, a number of other chemical compoundsprovide a specific function for edible fats and oils products. The additive categoriesare antioxidants, antifoamers, metal inactivators, colorants, flavors, crystal inhib-itors, preservatives, and emulsifiers.
Current chemical and physical processing techniques provide the processor withthe capability of modifying one or more fats and oils properties. It is possible to
© 2004 by CRC Press LLC

produce fats and oils products that have little resemblance to the natural fats andoils and provide the ability to formulate custom products to suit a particular productor process. Further, the processing techniques provide the processor with a widerrange of alternative raw material sources to improve commercial viability. Some ofthe objectives for applying the available modification or processing techniquesinclude:
1. Production of a fat or oil product to meet certain performance characteristics notpossible with natural source oil and fat products
2. Potential utilization of a more economic feed stock to duplicate functionality ofa more expensive alternative
3. Extended oxidative stability 4. Palatability improvement5. Modification of the crystallization behavior6. Development of more nutritionally acceptable products (e.g., reduce saturates and
trans-acids while increasing polyunsaturates)
4.2 SOURCE OILS AND FATS CHARACTERISTICS
Chemically, all fats and oils are triglycerides or esters of glycerol and fatty acids.Because all triglycerides have identical glycerol components, the different propertiesare contributed by the fatty acids. Three aspects can differentiate the fatty acidcomponents: (1) chain length, (2) the number and position of the double bonds, and(3) the position of the fatty acids regarding the glycerol. Fats and oils, for all practicalpurposes, contain fatty acids with carbon chain lengths between 4 and 24 carbonatoms with zero to three double bonds. Saturated fatty acids are chemically the leastreactive and have a higher melting point than do corresponding fatty acids of thesame chain length with one or more double bonds. The most important saturatedfatty acids (no double bonds) are butyric (C-4:0), lauric (C-12:0), myristic (C-14:0),palmitic (C-16:0), stearic (C-18:0), arachidic (C-20:0), behenic (C-22:0), and ligno-ceric (C-24:0). The fatty acids with the most double bonds (the more polyunsaturatedones) are the most chemically reactive. The notable polyunsaturated fatty acids oressential fatty acids are linoleic (C-18:2), which is diunsaturated, and linolenic(C-18:3), which is triunsaturated. The cis, trans, and positional configurations ofunsaturated fatty acids have different physical and physiological properties. cis-Isomers are the natural configuration, whereas the trans-isomers and positionalisomers develop with processing or heating but predominately with selective hydro-genation. The effects of chain length, unsaturation, and geometric isomerism on thefatty acids melting point are shown in Table 4.1.1,2 The triglyceride structure isaffected by the position of the fatty acid linkage to the glycerol, whether the threefatty acids are the same or different, and by the position of each. All of these fattyacid and structural variations affect the chemical and physical properties of theresulting triglycerides; therefore, fatty acid and triglyceride composition analysesprovide the best characterization of fats and oils products.
© 2004 by CRC Press LLC

4.2.1 Short-Chain Fatty Acids
The saturated fatty acids with only 4 to 10 carbon atoms occur principally inmilk fats, coconut, and palm kernel oils. These short-chain fatty acids have little orno effect upon serum cholesterol and all are liquids at room temperature. Butyric(C-4:0) has the least number of carbon atoms of all the fatty acids found in naturalfats and oils. Cow’s milk fat contains about 4% butyric fatty acid, which contributesto the characteristic flavor of butter, as well as lesser amounts of C-6, C-8, and C-10fatty acids. These fatty acids also provide the rancid flavor of butter when liberatedfrom the triglyceride by hydrolysis.1,3
4.2.2 Lauric Fatty Acid
Lauric fatty acid is one of the three most widely distributed saturated fatty acidsfound in nature; the other two are palmitic and stearic. Nutritional studies suggestthat lauric fatty acid raises total serum cholesterol and low-density lipoprotein (LDL)cholesterol concentrations when compared to oleic fatty acid; however, it is not aspotent in raising cholesterol as is palmitic fatty acid.1,3 The richest common sourcesfor lauric fatty acid are coconut and palm kernel oils, with levels of 40 to 50%. Asa result of the lauric and short-chain fatty acids, these tropical oils exhibit a low
Table 4.1 Fatty Acid Characteristics
Melting PointFatty Acid Carbon Atoms Double Bonds °F °C
Butyric 4 0 17.6 –8.0Caproic 6 0 25.9 –3.4Caprylic 8 0 62.1 16.7Capric 10 0 88.9 31.6Lauric 12 0 111.6 44.2Myristic 14 0 129.9 54.4Myristoleic 14 1 cis 65.3 18.5Palmitic 16 0 145.2 62.9Palmitoleic 16 1 cis 113.0 45.0Margaric 17 0 142.3 61.3Margaroleic 17 1 cis 135.5 57.5Stearic 18 0 157.3 69.6Oleic 18 1 cis 60.8 16.0Petroselinic 18 1 positional 86.0 30.0Elaidic 18 1 trans 110.7 43.7Linoleic 18 2 cis, cis 19.4 –7.0Linoleladic 18 2 trans, trans 132.8 56.0Linolenic 18 3 cis, cis, cis 8.6 –13.0α-Eleostearic 18 3 cis, trans, trans 120.2 49.0β-Eleostearic 18 3 trans, trans, trans 159.8 71.0Arachidic 20 0 167.5 75.3Behenic 22 0 175.8 79.9Erucic 22 1 cis 92.3 33.5Lignoceric 24 0 183.6 84.2
© 2004 by CRC Press LLC

melting point combined with an extremely steep solids fat index (SFI) curve toprovide a sharp melting behavior, which produces an impression of coolness to thepalate.
4.2.3 Myristic Fatty Acid
Myristic fatty acid (C-14:0), a minor constituent of most fats and oils, is thesaturated fatty acid having the greatest effect on blood plasma cholesterol levels.4
Coconut, palm kernel oil, and milk fat contain appreciable amounts of myristic fattyacid — typically 18.1, 16.2, and 10.8%, respectively. Meat fats also contain myristic,but at lower levels — typically, 3.2% for tallow and 1.5% for lard.
4.2.4 Palmitic Fatty Acid
Palmitic fatty acid is the most widely occurring saturated fatty acid and is presentin every commercially processed food fat in the United States. Nutritionally, palmitichas been found to be more hypercholesterolemic than lauric but less so than myristicfatty acid.4 Fats and oils sources with higher palmitic (C-16:0) fatty acid contentsinclude palm oil (~44%), lard (~26%), tallow (~24%), and cottonseed oil (~21.5%).A high palmitic fatty acid content usually indicates that the fat or oil product willcrystallize in the beta-prime (β′) form, which is desirable for plasticity, smoothtexture, aeration, and creaming properties; however, the stabilization effect of palm-itic fatty acid is also related to its triglyceride position. Lard has a predominatelyasymmetric triglyceride structure with palmitic in the sn-2 position to produce aβ-crystal habit. The crystal habit of lard can be changed to β′ by interesterificationto randomize the fatty acids and improve the ratio of symmetric triglycerides.
4.2.5 Stearic Fatty Acid
Stearic fatty acid (C18H36O2) is an 18-carbon saturated fatty acid that is presentin most fats and oils but at a significant level in only a few natural fats and oils.Cocoa butter (~34%), tallow (~18.6%), lard (~13.5%), and butter (~12.1%) have thehighest stearic fatty acid contents. In vegetable oils, stearic fatty acid is normallythe result of hydrogenation of oils high in 18-carbon unsaturates. Nutritionally,stearic fatty acid affects serum cholesterol levels differently than do other saturatedfatty acids; that is, saturated fatty acids with 12 to 16 carbon atoms raise serumcholesterol levels, whereas stearic fatty acid with 18 carbon atoms does not.3,4
4.2.6 Long-Chain Saturated Fatty Acids
Saturated fatty acids with carbon chains longer than those of stearic fatty acidsare major components of only a few vegetable oils. Arachidic (C-20:0), behenic(C-22:0), and lignoceric (C-24:0) are minor components of peanut oil for a totalcontent of 5 to 8% of C-20 and higher fatty acids. Rapeseed oil contains erucic fattyacid (~41%), which hydrogenates to behenic fatty acid.
© 2004 by CRC Press LLC

4.2.7 Oleic Fatty Acid
Oleic fatty acid is the most widely distributed natural fatty acid. High-oleic oilsnormally have positive health aspects because of their low saturated fatty-acid levels,minimal trans-isomer levels, potential to reduce LDL cholesterol in the blood, andhigh oxidative stability. Olive oil is a very flavor-stable oil because of the high-oleicfatty acid content (~80%). Peanut oil, lard, tallow, and palm oil also have high-oleicfatty acid contents — typically 46.7, 43.9, and 42.5%, respectively. Genetic engineer-ing and tissue culture have commercialized vegetable oil products with high-oleicfatty acid contents, including canola oil (~60.9%), NuSun oil (~60.4%), hi-oleicsunflower oil (~81.3%), and high-oleic safflower oil (~81.5%). Liquid oils with high-oleic fatty acid contents normally have good flavor and frying stability; however, oilswith more than 65% oleic fatty acid lose some of the characteristic fried-foods flavor.5
4.2.8 Essential Fatty Acids
An essential nutrient is one that the human body cannot synthesize and mustobtain from the diet. Humans and several other animals are unable to create fattyacids with double bonds beyond the ninth carbon from the carboxyl end of thecompound. Linoleic (C-18:2) fatty acid, with double bonds in the 9 and 12 positions,and linolenic (C-18:3) fatty acid, with double bonds in the 9, 12, and 15 positions,are classified as essential for human health. These fatty acids, also known as omega-6 (linoleic) and omega-3 (linolenic), form an important part of the human diet to(1) help prevent eczema, psoriasis, hair loss, impaired immune functions, and neu-rological dysfunction; (2) improve circulatory, reproductive, and integumentaryhealth; (3) decrease LDL cholesterol; and (4) help fetal growth and development.Only the cis form has the essential activity, and isomerization of these fatty acidsto form positional or trans-fatty acids results in the loss of these health-promotingcharacteristics.
4.2.8.1 Linoleic Fatty Acid
Many of the vegetable oils available on a commercial scale are rich in linoleic,or omega-6, fatty acid: safflower oil (~78%), sunflower oil (~68%), corn oil (~60%),cottonseed oil (~54%), and soybean oil (~54%). Corn oil, although high in linoleicfatty acid, is quite flavor stable due to its relatively high tocopherol content. It alsoreverts to a flavor that is not as unpleasant as some other vegetable oils. Sunflowerand cottonseed oils also have the advantage of a somewhat pleasant oxidized flavor.
4.2.8.2 Linolenic Fatty Acid
In most foods, off-flavors rather than off-odors are the first detectable signs oflipid oxidation. Foods in which off-odors are detected first are generally those thatcontain significant amounts of linolenic fatty acids. Both canola and soybean oilscontain relatively high linolenic, or omega-3, fatty acid contents — typically, 8.8 and7.6%, respectively. The triglyceride structure of canola oil has both linolenic andlinoleic fatty acids, primarily in the sn-2 position, similar to high-erucic rapeseed
© 2004 by CRC Press LLC

oil. This differs from other oils that have a random distribution for linoleic andlinolenic fatty acids, and the somewhat lower total unsaturation indicates betterresidence to oxidation than do oils with similar linolenic fatty acid contents.
Oils with high linolenic (C-18:3) fatty acid contents are good drying oils forindustrial uses but relatively poor food oils due to the rapid oxidation properties. Aclassic experiment interesterified 9% linolenic fatty acid into cottonseed oil, whichtypically contains less than 1% of the omega-3 fatty acid. Subsequent flavor panelsidentified this modified product as soybean oil. This experiment indicated thatlinolenic fatty acid was responsible for the reverted flavor in soybean oil.6 As aresult, selective hydrogenation was employed to reduce the linolenic fatty acidcontent of soybean salad oils to less than 2.5% to improve flavor stability. Nutritionalconcerns and advancements in extraction, refining, and bleaching technologies haveimproved the flavor stability of soybean and other oils to allow discontinuing theuse of hydrogenation to reduce the linolenic fatty acid content. Now, most of theretail salad oils marketed in the United States have not been modified with hydro-genation to improve oxidative stability.
4.2.9 Isomerized Fatty Acids
Isomers are compounds with identical chemical formulae but with differentmolecular arrangements. Fats and oils isomerization can take the following forms:2
• Triglyceride rearrangement isomerization — This isomerization involves the rear-rangement of the fatty acids on the glycerine molecule. This rearrangement iscommonly produced with the interesterification process but can also be thermallyinduced. Fatty acid rearrangement can affect the crystal habit, change the meltingcharacteristics, and alter the metabolism of fats and oils products.
• Positional isomerization — Unsaturated fatty acids can be isomerized in acid oralkaline conditions or by high temperatures, with the double bond migrating fromthe 9 and 12 positions to other locations such as the 9 and 10, 10 and 12, or 8and 10 locations. The nutritional value of these previously essential fatty acids islost when the double bond migrates to a new location.
• Geometric isomerization — A double bond can have two configurations: cis ortrans. Natural fats and oils generally contain the cis form, which is the mostreactive and requires relatively low energy to be changed to the trans form. Thetrans form is characterized by a tighter stacking of the molecules, which allowsthem to behave like saturated fatty acids with high melting points. Nutritionally,trans fatty acids are regarded like saturated fatty acids; both can cause an increasein LDL cholesterol in the bloodstream. The trans-fatty acids are formed at veryhigh temperatures, principally during hydrogenation and to a lesser extent duringdeodorization. The trans content of hydrogenated soybean and canola oils can beas high as 55% and consists primarily of trans-elaidic (C-18:1) fatty acid, asalmost all of the linolenic (C-18:3) and linoleic (C-18:2) have been hydrogenatedto C-18:1 fatty acids. Thermally induced isomerism, which specifically affectslinolenic (C-18:3) fatty acid and to a lesser extent C-18:2 fatty acid, are a functionof time and temperature. Formation of trans-acids below 1% requires a deodor-ization temperature of 240°C (464°F) or lower for less than 1 hour; higher tem-peratures can be used for shorter times.
© 2004 by CRC Press LLC

• Conjugated linoleic fatty acids (CLAs) — CLAs are naturally occurring isomersof linoleic fatty acid (C-18:2) in which the two double bonds are conjugated atcarbon atoms 9 and 11 or 10 and 12 with possible cis and trans combinations.CLAs are produced naturally in beef cattle by anaerobic rumen bacteria duringbiohydrogenation. Current international research indicates that CLAs may haveseveral health-promoting properties, both antitumorigenic and antiatherogenic.7
4.2.10 Erucic Fatty Acid
Apart from the high-linolenic fatty acid content comparable with soybean oil,traditional rapeseed oil contains a high-erucic fatty acid content, typically 41%.Because of the possible physiopathological harmfulness of high-erucic fatty acid inthe human diet, new mustard seed varieties have been developed and are currentlyavailable as canola oil. Canola oil must not exceed a maximum erucic fatty-acidcontent of 2.0% by U.S. Food and Drug Administration regulations. Oils with highererucic fatty acids are not permitted in U.S. foods by regulation. Rapeseed oil canbe utilized only if it has been hydrogenated to a low iodine value to convert theerucic fatty acid (C-22:1) to behenic (C-22:0) fatty acid.
4.3 PALATABILITY
Palatability consists of the organoleptic and physical properties that make a foodproduct pleasurable or, at the very least, not unpleasant to eat. One of the mostimportant palatability parameters for users of edible fats and oils is flavor. The lipidscontribute undesirable as well as desirable flavors. Flavor sensation is a compositeof taste, odor, and mouth feel. Fats and oils are excellent solvents for many of thegood-tasting components in foods and provide the desirable flavor release and mouthfeel that are lacking in foods with reduced or no fat. The major causes of off-flavorsin food oils and fats are oxidation and hydrolysis. Oxidation results from the com-bining of oxygen with a fat or oil, which is normally caused by the presence of air.The process is accelerated by exposure to light, heat, certain metals, and sometimesmoisture. Hydrolysis is a cleavage reaction of a fatty acid by moisture. The endproduct from the hydrolysis of an oil or fat, if complete hydrolysis were to occur,would be glycerine and free fatty acids (FFAs). The liberated fatty acids impartcharacteristic flavors that are objectionable even in small concentrations.
Mouth feel and flavor release are organoleptic characteristics that must be con-trolled by the physical properties of the edible fats and oils products. These propertiescan be controlled by the judicious selection of the melting properties of the compo-nent base oils and the hydrogenated, fractionated, interesterified, or esterified bas-estocks in the formulated blends.
4.3.1 Oxidative Stability
The relative importance of the oxidative stability of a fat or oil product dependson the intended use of the product, the temperature abuse to which it will be exposed,
© 2004 by CRC Press LLC

and the shelf-life or use-life expectancy. Fats differ considerably in the way in whichtheir oxidation and accompanying flavor deterioration proceed. The more highlysaturated fats and oils and hydrogenated products experience relatively little changein flavor during the early phases of oxidation, but off-flavor development is suddenand definite. Unsaturated oils exhibit a gradual flavor deterioration, with a greatertendency to develop unpleasant flavors and odors. The amount of oxygen that mustbe absorbed to produce offensive flavors corresponds to the fatty acid compositionof the oil, the position of the unsaturated fatty acid on the glycerol, the level ofisomerized fatty acids, the presence of natural or added antioxidants, the metalcontent, and temperature exposure.
The oxidative stability of fats and oils products is determined by the distribution,geometry, and number of double bonds. Oxidation can occur only in the fatty acidportions of the triglyceride molecule because the presence of a double bond isnecessary for oxidation to occur under ordinary conditions. It is well establishedthat the more unsaturated a fatty acid is, the less oxidative stability it naturallypossesses, as illustrated by the relative oxidation rates of the common 18-carbonfatty acids listed below:8
Linolenic (C-18:3) fatty acid, which has three double bonds, has a relativeoxidation rate about double that of linoleic (C-18:2) fatty acid with two doublebonds. Oleic (C-18:1) fatty acid, with only one double bond (monounsaturated), isthe most stable of the three unsaturated fatty acids. Investigators have demonstratedthat the natural or cis-isomeric fatty acid form has less oxidative stability than thecorresponding trans-isomer; therefore, a judicious selection of the source oil orhydrogenation conditions for the finished product formulation must be made toachieve the required oxidative stability.
Fats and oils oxidative reactions are directly related to the fatty acid compositionand more specifically to the type and amount of cis unsaturation. Iodine valuemeasurements can be used to estimate the oxidative stability of a natural fat or oil,as the products with the highest unsaturation are most likely to experience autoxi-dation; however, this estimate can be somewhat misleading at times when comparedto the inherent oxidation stability ratings, as shown in Table 4.2. Sunflower has ahigher iodine value and more double bonds than does soybean oil but a slightlybetter inherent oxidative stability. This same situation occurs with canola and cot-tonseed oils, NuSun and peanut oils, and high-oleic safflower oil and lard. Theinherent oxidation stability uses the relative oxidation rates to calculate stabilityratings for individual fats and oils. The formula for this calculation is to multiplythe decimal fraction of each unsaturated fatty acid present by its relative oxidationrate and then adding these results to obtain the calculated oxidative stability rating.9
The inherent oxidative stability is different for each fat and oil raw material andmust be considered when formulating fats and oils ingredients. As the oxidative
Fatty Acid Relative Oxidation Rate
Oleic (C-18:1) 1Linoleic (C-18:2) 12Linolenic (C-18:3) 25
© 2004 by CRC Press LLC

reaction for fats and oils is related to the type and amount of unsaturation, oxidativestability can be improved by controlling the degree and type of unsaturation. Thiscan be accomplished by source oil selection, blending source oils, or processing.Hydrogenation has been the process utilized to saturate and isomerize the unsaturatedfatty acids; however, fractionation or interesterification can also be used to improveflavor stability while avoiding trans-fatty acid development.
The effects of lipid oxidation apply equally to fats and oils alone as well as tolipids in food, where they are mixed with water, carbohydrates, proteins, and min-erals; however, in foods some additional factors can overshadow the fundamentalprinciples of oxidation. The importance of these additional factors depends on thedistribution of the fats and oils in the food product. In most high-fat foods, the otheringredients are dispersed in the lipids, like a water-in-oil emulsion, to produce acontinuous lipid phase. In this situation, the lipids are on the surface and in directcontact with the air. The rate of oxidation should be, and usually is, the same as forthe fat or oil alone. In low-fat foods, the lipids are generally dispersed in dropletsto produce a noncontinuous lipid phase. In these foods, the rate of oxidation maybe much less or greater than the same lipids dispersed in a continuous phase. Theimportant variables influencing lipid oxidation rates in foods with a noncontinuousphase are water activity, the ratio of free to bound lipids, and the pH. The lowestreaction rate is between 0.2 to 0.3 water activity for most foods. Foods tend to showaccelerated oxidation rates below and above this water activity range. Generally, thelowest rate of oxidation occurs near pH 7. As the pH decreases and metals aresolubilized, oxidation in many foods is greatly accelerated. In most cases, alkalinepH does not accelerate oxidation.10
Table 4.2 Fats and Oils Oxidative Stability Ratings
RatingSource of Fat
and Oil
Inherent Oxidative Stability
Total Double Bonds
Calculated Iodine Value
Worst Safflower 9.546 168.8 146.1Soybean 8.578 153.7 133.0Sunflower 8.489 156.3 135.3Corn 7.708 148.4 128.4Cottonseed 6.890 130.1 112.6Canola 5.351 131.5 113.0Peanut 4.327 112.6 97.1NuSun 4.276 121.6 104.9High-oleic sunflower 1.894 99.4 85.6Olive 1.740 95.6 82.4Lard 1.733 68.5 59.3High-oleic safflower 1.710 96.8 83.3Palm 1.705 60.7 52.4Tallow 1.046 55.6 48.4Milk fat 0.767 38.3 34.0Palm kernel 0.430 20.1 17.2
Best Coconut 0.254 9.4 8.1
© 2004 by CRC Press LLC

4.3.1.1 Flavor Reversion
Flavor reversion is most prevalent in oils high in polyunsaturates. At low levelsof oxidation, the degree and type of flavor change are characteristic for each sourceoil. For example, soybean oil develops a flavor described as beany or grassy. Thisflavor has been attributed to autoxidation of linolenic (C-18:3) fatty acid. Canolaoil, which develops flavors similar to those from soybean oil, also contains a highlevel of linolenic fatty acid. In sunflower and safflower oils, with high levels oflinoleic (C-18:2) fatty acid, reverted flavors are described as seedy. Similarly, cornand palm oils develop a distinctive flavor. The reverted flavors are observed longbefore other objectionable oxidized flavors develop. Additionally, the off-flavorsformed during hydrogenation are all oxidative flavor reversions. These flavors havebeen characterized as straw- or haylike for soybean oil products.
In the case of most well-processed oils, reversion is not a frequent problem;however, high linolenic (C-18:3) and linoleic (C-18:2) fatty acids are the mostimportant precursors of flavor reversion. Experiments interesterifying linolenic fattyacid into cottonseed oil, which contains very little, if any, of this fatty acid, producedthe reverted soybean oil flavor.6 These results led to the adoption of selectivehydrogenation to convert linolenic fatty acid to linoleic fatty acid by saturating onedouble bond to improve the flavor stability of soybean salad oils. Specifically, thelinolenic fatty acid content was lowered from nearly 9% to less than 3%. This wasaccomplished with selective hydrogenation by reducing the iodine value (IV) of thesoybean oil to less than 110. Oxidative stability is improved as the hydrogenationlevel is increased to reduce the unsaturates because the reaction sites are eliminated.Figure 4.1 compares the effect of selective and nonselective hydrogenation condi-tions upon oxidative stability as measured by the active oxygen method (AOM).Selective hydrogenation conditions increase oxidative stability at a more rapid ratebecause they favor isomerization to trans-fatty acids and the reaction sequence oflinolenic → linoleic → oleic → stearic rather than reacting uniformly with all thedouble bonds present.
Most fats and oils experts agree that positioning of the fatty acids within thetriglyceride has an effect upon oxidation. Unsaturated fatty acids concentrated inthe sn-2 position have some protection from oxidation, as the outer positions aremore reactive. This theory is strengthened by the fact that most plants naturallysynthesize oils, with the unsaturated fatty acids concentrated in the sn-2 position;therefore, interesterification is another means of altering the oxidative stability of afat or oil product.11
4.3.1.2 Antioxidants
The oxidation rate for a fat or oil product depends primarily on the number ofdouble bonds and their arrangement; however, oxidative stability is also influencedby the presence of natural or added antioxidants. Antioxidants are chemical com-pounds that provide greater oxidative stability and longer shelf life or use life foredible fats and oils by delaying the onset of oxidative rancidity. Antioxidants function
© 2004 by CRC Press LLC

by inhibiting or interrupting the free-radical mechanism of glyceride autoxidation.They function as free radical acceptors, thereby terminating oxidation at the initial step.
All food products in interstate commerce in the United States are subject toregulations under the Food, Drug, and Cosmetic Act; the Meat Inspection Act; andthe Poultry Inspection Act. These regulations establish limitations on the use ofantioxidants and other food additives in food products. Antioxidants permitted underthese regulations include:12–19
• Tocopherols are natural antioxidants contained in most vegetable oils. In mostapplications, tocopherol addition levels of 0.02 to 0.06% are sufficient to providegood antioxidant properties. Tocopherol additions have the greatest applicationfor stabilizing edible fats of animal origin because of the absence of naturalantioxidants in these products. Vegetable oils are the source of the tocopherols,and enough of the natural antioxidant survives processing to provide the optimumstability available from tocopherols.
• Propyl gallate is an effective antioxidant for shelf-life or use-life improvement ofvegetable oils at usage levels of 0.01 to 0.02% or the applicable regulatory agencypermitted levels; however, its use is hampered by solubility problems, discolora-tion, and poor heat stability. Edible oils stabilized with propyl gallate can darkenwhen stored in black iron vessels, packaged in metal containers, or when theycome into contact with metal processing equipment because of iron-gallate com-plexing. Additionally, propyl gallate may be inactivated in alkaline systems, par-ticularly at elevated temperatures. These deficiencies have limited the use of thisantioxidant in U.S. edible fats and oils products because an alternative, moreeffective antioxidant — tertiary butylhydroquinone (TBHQ) — is permitted.
• Butylated hydroxyanisole (BHA) has a very good carry-through effect in that itcan withstand high food-processing temperatures such as those experienced inbaking and frying; however, BHA has a strong phenolic odor that is particularlynoticeable with the initial heating of frying fat or oil products and is described as
Figure 4.1 Hydrogenation selectivity effect on oxidative stability.
© 2004 by CRC Press LLC

a chemical odor. Another concern is the development of a pink color with exposureto high concentrations of alkaline metal ions, such as sodium or potassium.
• Butylated hydroxytoluene (BHT) has a molecular structure and performance sim-ilar to BHA. Both BHA and BHT are extremely soluble in edible fats and oilsand have practically no water solubility. BHT can experience some darkening inthe presence of iron, but the degree is not serious.
• Tertiary butylhydroquinone (TBHQ) is the most recent addition to the approvedantioxidant list in the United States and has not yet gained approval in many othercountries. TBHQ has been found to be the most effective antioxidant for unsat-urated vegetable oils and also offers several other advantages: (1) no discolorationwhen used in the presence of iron, (2) no discernible odor or flavor imparted tofats and oils, (3) good solubility in fats and oils, (4) effective in poultry and animalfats as well as in the vegetable oils, (5) some carry-through protection in bakedand fried foods, and (6) a stabilizing effect upon tocopherols. One concern withTBHQ utilization is that a pink color can develop with an alkaline pH, certainproteins, or sodium salts.
Much of the success of antioxidants depends upon their being in chemical contactwith the product they are protecting; therefore, antioxidant formulations containingvarious combinations of different antioxidant and chelating agents are generally usedin most food applications, rather than individual antioxidant compounds. Not onlydoes the use of such formulations provide a convenience, in that it is easier to handlethe diluted antioxidants, but it also allows the formulator to take advantage of thesynergistic properties of the different antioxidant compounds. For example, BHAand BHT used in combination provide a greater antioxidant effect than when eitheris used alone. Propylene glycol and vegetable oils usually serve as solvents for theantioxidant mixtures, with lecithin, citrate, monoglyceride citrate, or mono- anddiglycerides included in the formulations as emulsifiers.
Synergism is a characteristic common to many antioxidant mixtures. Synergisticsystems take advantage of the greater potency produced by the mixture withoutincreasing the total antioxidant content. A synergist, such as citric acid, has twoimportant functions in antioxidant formulations: (1) it increases the antioxidanteffectiveness of the combination, and (2) it ties up or sequesters the trace metals,which are fat-oxidizing catalysts, by forming complex, stable compounds (chelates).Other compounds that function as synergists and chelating agents include isopropylcitrate, stearyl citrate, orthophosphoric acid, sodium monohydrogen phosphate, pyro-phosphoric acid and its salts, metaphosphoric acid and its salts, calcium disodiumethylenediaminetetraacetic acid (EDTA), and disodium EDTA.
4.3.2 Hydrolysis
Edible fats and oils hydrolysis results in the formation of free fatty acids, di-and monoglycerides, and glycerol, provided the moisture content of the oil exceedsa certain level. Fatty acids have distinct flavors and odors when their chain lengthsare shorter than 14 carbons. For this reason, vegetable oils containing mostly C-16and C-18 fatty acids, which are not too unsaturated, do not become unpalatablewhen only slightly hydrolyzed (i.e., 1.0 to 3.0% FFA). However, with palm kernel
© 2004 by CRC Press LLC

and coconut oils, the same FFA level gives a very distinct off-flavor because theseoils contain high levels of C-6 to C-12 fatty acids. Hydrolysis may also be causedby enzymes. This occurs normally with oils produced from fruitcoats with a highmoisture content, such as palm or olive oils. Because FFAs and the accompanyingsubstances are largely removed by processing, the concern for hydrolytic cleavagelies with the prepared food process or composition (i.e., fried foods or high-moistureproducts).
4.3.3 Mouth Feel
Mouth feel is dependent upon three factors: (1) temperature, (2) taste sensation,and (3) texture. The texture of a food fat is influenced by the liquidity of the product.It imparts tenderness and richness and improves the eating quality of the preparedfood. Mouth feel can apply to either the ability of liquid oils to form an oily film,which is viscosity related, or how well a solid fat melts in the mouth to give apleasant cooling effect instead of a pasty, waxy feeling that can mask desirableflavors.
The melting point of common triglyceride mixtures can be separated into fourliquidity zones to indicate their physical states at chilled, room, body, and heatedtemperatures, as indicated in Table 4.3. Triglycerides in the chilled-temperature zonewill remain liquid under cool conditions. Room-temperature triglycerides willremain liquid only if consumed at ambient temperatures or higher. The third zoneof triglycerides melt near body temperature to give a cooling effect in the mouth.The high melting triglycerides help maintain plasticity until baking or cookingtemperatures are attained. It should be noted that fats and oils are not composed ofa single triglyceride or even a single liquidity zone and that the ratio of each particulartriglyceride will determine the melting behavior. In most cases, a liquid oil fractionsuspends a solid fat fraction in a seemingly solid product, whereas an apparentlyliquid oil usually contains dissolved solid fractions; therefore, it is the predominanceof triglycerides from one of the zones that determines liquidity characteristics.20,21
4.4 PHYSICAL CHARACTERISTICS
The characteristics of the fats and oils selected for a particular application areof primary importance in the design of a product for a specific or general purposeuse. Formulation of margarines, shortenings and other fat-based products must bebased primarily on an understanding of the relationships between specific physicalmeasurements and the composition of the oil blends and their components alongwith an appreciation of processing effects. Desirable solids-to-liquid ratios areachieved by blending and processing. The crystalline structure of fats is importantin formulation of shortening, margarine, and other fat products because each crystalform has its own physical property for plasticization, hardness, softness, texture,solubility, mouth feel, aeration, and other properties, depending on the food in whichthis ingredient is incorporated. Oils are chosen for their peculiar crystal habitsresulting from nature or processing conditions. Each fat or oil component has an
© 2004 by CRC Press LLC

inherent crystallization tendency that can be modified with various processes to helpproduce the desired properties. Hydrogenation has been the primary process usedto change the physical properties, but interesterification and fractionation can alsobe used to modify the melting rate and range properties. Fats and oils emulsificationproperties are accomplished with adjustments of the fat structure or addition ofsurface-active agents. Typical food emulsifiers supplement and improve the func-tionality of a properly developed fat or oil product to act as lubricants, build structure,aerate, improve eating characteristics, extend shelf life, serve as crystal modifiers,provide antisticking properties, act as dispersants, improve moisture retention, andstabilize the emulsion, in addition to other beneficial functions. Obviously, no single-source oil or fat, process variable, or additive can perform all of these differentfunctions for every application. In the development of optimum fats and oils systemsfor particular applications, formulators must consider the usage application, prepa-ration method, effects of other ingredients, emulsion characteristics, nutritionalrequirements, economics, and any other applicable criteria for the prepared foodproduct.
Table 4.3 Triglyceride Liquidity and Functionality
Triglyceride Fatty- Acid Pattern
Melting Point Double Bonds Functionality°F °C
Liquidity Zone 1: Chilled Temperature
Linoleic–Linoleic–Linoleic 8 –13.3 6 NutritionOleic–Linoleic–Linoleic 20 –6.7 5 ClarityPalmitic–Linoleic–Linoleic 22 –5.6 4 LubricityPalmitic–Linoleic–Linoleic 27 –2.8 3Oleic–Oleic–Linoleic 30 –1.1 4Stearic–Linoleic–Linoleic 34 1.1 4
Liquidity Zone 2: Room Temperature
Oleic–Oleic–Oleic 42 5.6 3 LubricityStearic–Linoleic–Oleic 43 6.1 3 ClarityPalmitic–Oleic–Oleic 60 15.6 2Stearic–Oleic–Oleic 73 22.8 2Palmitic–Linoleic–Palmitic 81 27.2 2
Liquidity Zone 3: Body Temperature
Stearic–Linoleic–Palmitic 86 30.0 2 StructureStearic–Linoleic–Stearic 91 32.8 2 AerationPalmitic–Oleic–Palmitic 95 35.0 1 LubricityStearic–Oleic–Palmitic 100 37.8 1 Moisture barrierStearic–Oleic–Stearic 107 41.7 1
Liquidity Zone 4: Heated Temperature
Palmitic–Palmitic–Palmitic 133 56.1 0 StructureStearic–Palmitic–Palmitic 140 60.0 0 LubricityStearic–Stearic–Palmitic 142 61.1 0 Moisture barrierStearic–Stearic–Stearic 149 65.0 0
© 2004 by CRC Press LLC

4.4.1 Fat Crystal Habit
By ordinary visual observation, shortenings, margarines, and other solidified fatproducts appear to be homogenous solids; however, microscopic examination revealsthem to be mixtures of liquid oil and small separate, discrete crystals. The crystaltypes formed define the textural and functional properties of most fat-based products.Fats and oils are polymorphic and transform systematically through a series ofsuccessive crystalline forms without a change in chemical structure. The order oftransition has been established with heating and cooling behavior studies as:
Alpha → Beta Prime → Mixed → Beta
The rate of transformation is dependent upon the purity of the triglyceride. The morehomogeneous fats, which consist of relatively few, closely related triglycerides, trans-form rapidly to the stable β form. The more heterogeneous fats, which contain adiverse assortment of different triglycerides, transform relatively more slowly. Somefats consisting of a completely randomized assortment of triglycerides can existalmost indefinitely in the β′ form and transform further only under unusual conditions.
Each crystal form has its own physical properties — plasticity, hardness, softness,texture, solubility, mouth feel, aerating, and others — that are important to the foodproduct into which the fat is formulated. The differences among the four crystalforms include the following:22,23
• α-crystal forms are the lowest melting and the most loosely packed arrangementof the molecules. The molecules are as far apart as possible and still remain inthe solid state. Crystals in the α form are fragile, transparent rosettes about 5microns in size that transform readily to higher melting modifications and thereforeare seldom encountered in solidified fats and oils products.
• β′-crystal forms are tiny, delicate, and needle shaped and seldom grow to morethan 1 micron in length. They can pack together into dense, fine-grained, rigidstructures. The β′-crystal form tends to be structured as a fine three-dimensionalnetwork capable of immobilizing a large amount of liquid oil. β′ is the crystalform desired for most solidified products because it promotes plasticity.
• β-crystal forms are high-melting, self-occluding, coarse, large, stable plateletswith the closest possible arrangement of the molecules. β-crystals average 25 to50 microns in length and can grow to more than 100 microns during extendedaging periods. Clumps of β-crystals can be 1 millimeter or more in diameter andare usually responsible for the appearance of visibly grainy fats and oils products,which can lead to separation of the oil portion.
• Depending upon a variety of factors, a fat may exist in one crystalline form or itmay be a mixture of several different crystal modifications. The mixed forms areusually somewhat coarse crystals that tend to grow to about 3 to 5 microns inlength and aggregate in sizable clumps, which gradually grow larger with thepassage of time. Flaked fats are usually in the mixed crystal form, especially thosecontaining soybean oil.
The rate at which fats and oils transform from one crystal form to another isgoverned by the ease with which their component molecules can pack together in
© 2004 by CRC Press LLC

the crystal lattice. Similar molecules can pack closely and their crystals transformrapidly to the large, stable, high-melting form. Molecules that differ in structurecannot pack together closely, which impedes or prevents crystal transformation.Thus, fats that consist of a heterogeneous assortment of triglycerides tend to remainindefinitely in the smaller, loosely packed, lower melting crystal form; examples arepartially hydrogenated cottonseed oil and rearranged lard. The opposite is true ofthe more homogeneous fats that contain only a few closely related fatty acids types.The rate of transformation of these materials to the larger, high-melting crystals isusually quite rapid.24 Hydrogenated soybean and canola oils are examples of thistype of fat, with triglycerides consisting predominately of 18-carbon fatty acids.
Table 4.4 identifies the crystal habit of the most commonly used edible fats andoils.25 The crystal habit of each common fat or oil is determined by one or more offour characteristics: (1) palmitic fatty-acid content, (2) distribution and position ofpalmitic and stearic fatty acids on the triglyceride molecule, (3) degree of hydroge-nation, and (4) degree of randomization. The stabilizing effect of palmitic fatty acidis related to its triglyceride position and its level in the solid fat portion which canbe increased with hydrogenation. In general, the more diverse the triglyceride struc-ture of the highest melting portion of the fat, the lower the β forming tendency. Theimportance of position and distribution of palmitic fatty acid is evident when com-paring cottonseed oil to lard. Even though each of these fats contains approximately23% palmitic, β′ is the crystal behavior of cottonseed oil, whereas β is characteristicof lard. This is because palmitic fatty acid predominates at the sn-1 and sn-3 positionsin cottonseed oil, but lard has a predominately asymmetric triglyceride structurewith palmitic fatty acid in the sn-2 position. The crystal habit of lard can be changedto β′ by interesterification to randomize the fatty acids and to improve the ratio ofsymmetric triglycerides. Additionally, the risk of graininess and posthardeningbecause of high concentrations of 18-carbon fatty acids in oils such as sunflowercan be prevented with either co-randomization or the addition of a hydrogenated fatwith a substantial palmitic fatty-acid content.26
Many edible fats and oils products contain various combinations of β- andβ′-tending components. The ratio of β-crystal to β′-crystal helps determine thedominant crystal habit, but the higher melting triglyceride portions of a solidifiedfat product usually force the fat to assume that crystal form. The crystal form of thesolidified fat product has a major influence upon the textural properties. In normal
Table 4.4 Crystal Habits of Fats and Oils
� �′
Canola oil Cottonseed oilCocoa butter Milk fatCorn oil Coconut oilLard Modified lardOlive oil Palm oilPeanut oil Palm kernel oilSafflower oil Rapeseed oilSoybean oil TallowSunflower oil
© 2004 by CRC Press LLC

practice, some vegetable oils are blended with a minimum of 5% β′ hardfats, or20% of a hydrogenated basestock that forms β′-crystals. This fat must have a highermelting point than the other component for the entire product to crystallize in thestable β′ form. Fats exhibiting a stable β′ form appear smooth, provide good aeration,and have excellent creaming properties for the production of cakes, icings, and otherbakery products. Conversely, the β-polymorphic form tends to produce large granularcrystals and products that are waxy and grainy with poor aeration potential. The β′formers perform well in applications such as pie crusts, where a grainy texture isdesirable; in frying shortenings, where the crystal is destroyed by heating; and inliquid shortening, where the large granular crystals are preferred for stability andmaintenance of fluidity.
4.4.2 Fat Plasticity
Although plastic fats and oils products are usually thought of as a solid material,they are predominately fluids. A plastic fat consists of approximately one-thirdcrystalline solid triglycerides; other components such as emulsifiers or other addi-tives are suspended in the remaining two thirds composed of liquid triglycerides.Therefore, plastic fats such as shortenings, margarines, and specialty products arecomposed of a solid phase of fat crystals intimately mixed with a liquid phase offluid oil. Body is contributed to the fat by the tendency of the solid particles tointerlock. Technically, a fat is plastic as long as this interlocking effect is greatenough for it to completely resist small deforming stresses. When the stress isincreased, a point is reached where the product structure will yield to allow plasticflow; therefore, the relative hardness and softness, or consistency, of a fat or oilproduct is a measure of the stress or load required to cause plastic flow or movement.
The internal strength of the material, or its capacity for resisting stress, isdetermined by the number of contact points between the crystal particles. Very smallcrystals provide more contact points to produce a firmer fat product than do relativelylarge crystals. With crystals of a uniform size, consistency will be determined bythe number of crystals or simply the proportion of liquid and solid fractions. Theseproportions are in turn determined primarily, but not entirely, by the product tem-perature. Fat products tend to become soft as the crystal content is decreased bypartial melting and firm as the crystal content is increased when the temperature islowered. Simply, the three conditions essential for plasticity in a fat or oil productare:27
1. Solid and liquid phases2. Fine enough dispersion of the solid phase to hold the mass together by internal
cohesive force 3. Proper proportions of the two phases
Therefore, plasticity or consistency of an edible oil product depends upon the amountof solid material; the size, shape, and distribution of the crystalline material; andthe development of a crystal nuclei capable of surviving high-temperature abuse andwhich serves as a starting point for new desirable crystal growth. Further, the
© 2004 by CRC Press LLC

firmness of fats and oils products is increased with the smaller β′-crystal sizesbecause of an increased opportunity for the solids particles to touch and resist flowand the interlacing of long, needlelike crystals rather than with more compact β-crystals of the same size. Another factor most directly and obviously influencingthe consistency of a plastic fat or oil product is the proportion of the solid phase;as the solids content increases, the edible fat or oil product becomes firmer. Theproportion of the solid phase is determined by the extent of the saturation of the fator oil product, either from the normal fatty acid distribution or due to processing(i.e., hydrogenation, fractionation, or interesterification).
4.4.3 Solid Liquid Relationships
For a fat or fat blend to be plastic, it must have both a solid and a liquid phase.The ratio of these two phases determines its consistency (i.e., hardness or firmnesscharacteristics). The most widely adopted method for characterizing this propertyof a fat product is dilatometry, or the measured change in increased specific volumewith increasing temperature due to melting dilation. The dilatometer is a good toolfor measuring relative percent solids but not a perfect one. It is really a means ofmeasuring density empirically adapted to measuring percent solids in terms of whathas been identified as a solids fat index (SFI). Other methods are used to measureand report melting dilations; another scale more popular outside the United Statesis nuclear magnetic resonance (NMR), which determines absolute solids (solids fatcontent, or SFC) in fats and fat blends. Either of these methods for measuring thesolids contents or some other procedure represents the best practical means foridentifying and controlling formulations of fats and oils.
In the United States, most fats and oils products have been formulated withhydrogenation as the principal means for modifying the solids-to-liquids ratio of thevarious fats and oils. During hydrogenation, the consistency of a fat and oil and itscharacteristics related to consistency, such as melting point, softening point, andamount of solid fat at various temperatures, depends upon the source oil and thehydrogenation conditions utilized. The melting point of the hydrogenated productcan vary substantially at the same iodine value due to differences in the hydrogena-tion conditions used. Melting points varying from 96.6 to 127.6°F (35.9 to 53.1°C)have been recorded at an iodine value (IV) of 67 with changes in hydrogenationtemperatures from 350 to 265°F (180 to 130°C).28 The comparison of hydrogenationconditions provided in Table 4.5 does not reflect as drastic a change in melting pointat the same iodine value, but the effect of nonselective and selective hydrogenationconditions are illustrated. Both conditions show an increased saturation with elevatedlevels of stearic and oleic fatty acids with corresponding decreases in linoleic fattyacid but at different rates and amounts of trans-acids development. The changes inthe saturation/unsaturation levels are reflected in the solids-to-liquids ratios deter-mined by SFI and Mettler dropping point evaluations:
• Selective hydrogenation conditions reduce the polyunsaturated linoleic fatty acidsinstead of the monounsaturated oleic acids at a more selective rate than whenunder the nonselective conditions. If this preference is high, the hydrogenation
© 2004 by CRC Press LLC

proceeds stepwise and formation of stearic fatty acid is limited until linoleic fattyacid has been almost eliminated.
• A more rapid stearic fatty-acid development with the nonselective conditionseffects higher fat solids at the higher temperatures, accompanied by a highermelting point.
• The selective reaction causes greater isomerization to trans-isomers and lessstearic development to effect high fat solids at the lower temperatures. Becausethe higher melting stearic fatty-acid content is lower, fewer solids are present atthe higher temperatures to provide a lower melting point.
In the latter stages of hydrogenation, the conditions used have little effect uponthe product produced. Isomerization of oleic fatty acid is not particularly affectedunder different conditions so that the melting point and SFI results are quite pre-dictable from the amount of saturation or iodine value results. Hydrogenation toproduce stearine or low-iodine-value hardfats is the least critical of all hydrogenationoperations, as any selectivity and isomerization are not factors. Unsaturation is veryminor because the oil or fat is almost totally saturated. Some oils can be hardenedto higher melting points or titers than others because of their characteristic fatty acidcomposition. Soybean, canola, sunflower, corn, and safflower oils may be hardenedto a titer as high as 65°C; however, it is not a good practice to use these high-titer
Table 4.5 Cottonseed Oil Hydrogenated Selectivity and Nonselectivity
Hydrogenation Conditions None Selective Nonselective
Iodine value 110 92 80 70 60 92 80 70 60Fatty acid composition (%):
Myristic (C-14:0) 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7 0.7Palmitic (C-16:0) 22.5 22.6 22.7 22.7 22.7 22.5 22.6 22.6 22.7Palmitoleic (C-16:1) 0.7 0.6 0.5 0.5 0.5 0.7 0.6 0.6 0.5Stearic (C-18:0) 2.5 2.7 3.2 3.9 8.9 4.0 5.7 7.8 12.5Oleic (C-18:1) 18.2 39.0 52.1 61.4 64.4 36.1 48.2 53.8 56.0Linoleic (C-18:2) 54.1 33.2 19.9 10.0 2.1 35.2 21.5 13.8 6.9Linolenic (C-18:3) 0.8 0.7 0.4 0.3 0.2 0.3 0.2 0.2 0.2Arachidic (C-20:0) 0.3 0.3 0.3 0.3 0.3 0.3 0.3 0.3 0.3Behenic (C-22:0) 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2
trans-Acids (%) Nil 8.9 17.6 23.4 29.3 4.7 10.5 13.9 19.3Solids fat index (%) at:
50°F/10.0°C — 8.5 19.5 31.0 51.0 7.5 17.0 25.5 42.070°F/21.1°C — 4.0 10.0 17.5 37.0 3.0 8.0 14.0 28.080°F/26.7°C — 2.0 6.0 12.0 32.0 2.0 5.0 10.0 23.092°F/33.3°C — — 0.8 3.5 16.5 0.1 1.5 4.0 12.5100°F/37.8°C — — — — 1.5 0.1 0.1 0.5 5.5104°F/40.0°C — — — — 1.5 — — — 2.5
Mettler drop point, (°C) — 27.3 31.5 33.0 40.0 — 30.0 35.5 40.0
Laboratory Hydrogenation Conditions Selective Nonselective
Pressure (bar) 0.16 2.7Temperature (°F) 385 300Nickel catalyst (%) 0.02 0.04Agitation Fixed Fixed
© 2004 by CRC Press LLC

hardfats for plastic shortening formulation because they solidify into undesirablepolymorphic forms. The β tendency, as well as the high titer, is a result of thepredominance of the 18-carbon fatty acids that cause the almost completely hydro-genated product to consist of high levels of tristearin. Cottonseed oil, palm oil, andtallow contain a sufficient proportion of fatty acids with carbon chains higher andlower than C-18 to ensure that tristearin is not predominate, and the solidified oilproduct will assume the more desirable β′-crystal form.
4.5 HYDROGENATED BASESTOCK SYSTEM
Fats and oils processors could formulate products so that a special base fat orseries of base fats is required for each different product. This practice, with the ever-increasing number of finished products, would result in a scheduling nightmare,with a large number of product heels tying up tank space and inventory. A basestocksystem utilizing a limited number of hydrogenated stock products for blending tomeet the finished product requirements is practiced by many U.S. fats and oilsprocessors. The advantages provided by a basestock system are twofold:29–31
1. Control• Blending of hydrogenated oil batches to average minor variations• Improved uniformity by producing the same hydrogenated basestock more
often• Cross-product contamination reduction by scheduling more of the same base-
stock consecutively • Reduction of product deviations from attempts to utilize finished product heels• Elimination of rework created by heel deterioration before use
2. Efficiency• Scheduling of hydrogenation process to maintain basestock inventories, rather
than react to customer orders • Hydrogenation of full batches instead of some smaller batches to meet demands
without creating excessive heels • Better order reaction time to improve customer service
Basestock requirements will vary, depending on the customer base served, whichobviously dictates the finished product mix. A wide variety of source oils is availablethat could be used for basestocks; however, the choices are narrowed first by productperformance and then by other factors such as customer specifications, costs, reli-gious prohibition, traditional preferences, crop economics, legislation, transporta-tion, and others. These factors have favored soybean oil in the United States forseveral decades. Therefore, most U.S. fats and oils processors have basestock sys-tems dominated by soybean oil with somewhat minor representation by the othersource oils. The other source oils in most basestock systems normally serve as β′promoters for plasticity, such as palm oil, cottonseed oil, and tallow or those sourceoils required for a specific or specialty product preparation.
Table 4.6 outlines a soybean and cottonseed oils basestock system designed formargarine and shortening production. This system has nine hydrogenated basestocks,
© 2004 by CRC Press LLC

Table 4.6 Hydrogenated Soybean and Cottonseed Oils Basestock System
Source Oil Soybean Oil Cottonseed OilBasestock Type Brush Flat Steep Hardfat Steep Hardfat Iodine value 109 85 80 74 66 60 < 8 65 <8Mettler dropping point (°C) a 30 ± 2 33 ± 2 35 ± 1.0 43 ± 2 46.5 ± 1.5 b 38.5 ± 1.5 b
Solids fat index (%) at:50°F/10.0°C 4 max 18 ± 3 25 ± 3 41 ± 3 62 ± 3 68 ± 3 b 47 ± 3 b
70°F/21.1°C 2 max 8 ± 2 12 ± 3 24 ± 3 50 ± 3 59 ± 3 b 30 ± 3 b
80°F/26.7°C — 3 ± 1 5 ± 1 16 ± 3 45 ± 3 54 ± 3 b — b
92°F/33.3°C — — — <3.5 26 ± 3 40 ± 3 b 10.5 ± 2.5 b
104°F/40.0°C — — — — 6 ± 3 16 ± 2 b — b
Quick titer (°C) — — — — — — 52 ± 2 — 49 ± 1Fatty acid composition (%): — — — — — — — — —
Myristic (C-14:0) — — — — — — — 0.7 0.7Palmitic (C-16:0) 10.8 10.2 10.1 10.9 10.7 10.7 10.5 22.6 23.2Palmitoleic (C-16:1) — — — — — — — 0.5 —Stearic (C-18:0) 4.4 6.4 7.0 8.2 15.2 20.8 86.9 7.0 71.3Oleic (C-18:1) 44.3 68.2 72.0 75.0 70.7 66.3 1.7 62.6 4.3Linoleic (C-18:2) 37.7 15.2 10.9 5.9 3.1 2.2 — 6.2 —Linolenic (C-18:3) 2.8 — — — — — — — —
trans-Isomers (%) 14.8 22.7 25.3 44.7 45.5 45.0 Nil 25.7 Nil
Hydrogenation conditionsc
Gassing temperature (°F) 300 300 300 300 300 300Hydrogenation temperature (°F) 325 350 440 450 440 450Pressure (bar) 3–4 1.3–1.5 0.7–1.0 4.0 0.7–1.0 4.0Catalyst (% nickel) 0.01–0.02 0.02 0.04–0.08 0.04–0.08 0.04–0.08 0.07–0.08Agitation Fixed Fixed Fixed Fixed Fixed Fixed
a Too soft to analyze.b Too hard to analyze.c Optimum conditions will vary dependent upon the converter, agitation, hydrogenation gas purity, etc.
© 2004 by CRC Press LLC

ranging from a brush-hydrogenated 109-IV soybean oil basestock to saturated soy-bean and cottonseed oil hardfats with an 8-IV maximum. A tenth base oil, not shown,is refined and bleached soybean oil, the same oil that serves as the feedstock for thesoybean oil hydrogenated basestocks. Utilization of a similar basestock systemshould enable the processor to meet most product requirements for fats and oils byblending two or more basestocks, except for some specialty products that can bemade only with special hydrogenation conditions or catalyst.
Blending of hydrogenated or natural fat and oil components is the commonpractice for the formulation of most of the shortenings, margarine oils, and specialtyproducts in the United States. These basestocks could be augmented or replacedwith interestified or fractionated fats and oils components if the processor wantedto avoid hydrogenation. The use of the basestock blending techniques provides themeans for developing fats and oils products with an extremely wide range of potentialphysical properties. Figure 4.2 graphically depicts the diverse solids fat index resultsfor five products to illustrate the variation of percentage of solid material caused bycomposition and temperature for different applications.
4.6 SOLIDS/LIQUIDS CHARACTERISTICS
The different triglycerides present in fats and oils are the main building blocksfor application. The primary functions of fats and oils in a food product are lubricityand structure. Lubricity describes imparted tenderness and additions to the richnessand improved eating properties of foods; lubricity also provides the feeling of satietyafter eating. Structural properties of fats and oils affect the consistency of foodsthrough aeration, creaming properties, melting behavior, spreadability, moistureretention, moisture barrier, and other functionalities. The functional properties forfats and oils products can be directly related to the types of triglycerides in thesystem. As reviewed earlier, the triglyceride types are determined by the fatty-acid
Figure 4.2 Typical product solids fat index curves.
© 2004 by CRC Press LLC

composition and distribution on the individual triglycerides. Table 4.3 identifies theliquidity zones and functionality characteristics for the triglycerides in fats or fatblends made up of palmitic, stearic, oleic, and linoleic fatty acids. As indicated, thetrisaturated triglycerides in liquidity zone 4 provide structure and limited lubricity.Zone 3 triglycerides provide structure and improved lubricity because they are solidat room temperature but melt at body temperature. Zone l and 2 triglycerides provideonly lubricity because of their liquid state at room and chilled temperatures.
Vegetable oils of the oleic–linoleic and linolenic fatty acid groups have noinherent structural characteristics because they do not contain any significant quan-tities of triglycerides represented by zones 3 and 4; however, these structural aspectscan be built into the oils with hydrogenation. The flexibility of the hydrogenationtechniques provides a wide variety of structures that can be further modified throughblending to provide the solids-to-liquid ratios required for the varied applications.
Since the main building blocks of fats and oils products are the different trig-lycerides present, the most exact means to develop a functional product would beto control the triglyceride composition. This approach to formulation requires qual-itative knowledge of the triglyceride composition of each individual fat or oil productavailable for use. This method also assumes that sources for the identified triglyceridestructures are available or can be obtained from the source fats and oils available orwith processing. A further assumption is that the desired triglycerides can be isolatedin sufficient purity to effect the desired functionality. Finally, these components mustbe available at costs that are competitive with other products available for the sameapplication. The byproducts created during processing to obtain the desired compo-nents may either improve the economics or contribute a prohibitive cost. Approachesto formulations of fat systems based on replication of triglyceride compositions haveachieved some success but are primarily limited to cocoa butter equivalents, wherethe natural product commands a premium price.32
Most product formulation development of fats and oils is based on an under-standing of the relationships between the specific physical requirements and thecompositions of the fats and oils blends and their components, plus an appreciationof the processing effects. This formulation approach requires an identification of thekey functional attributes the fat system is expected to provide and the use of historicalknowledge to identify the properties that are most likely to produce the identifiedperformances. It is important to identify the primary and secondary functionalattributes and to disregard properties that are unimportant to the end-use product.Efficient utilization of this formulation approach for new fats and oils products isthe systematic evaluation of the ability of the modified fat system to meet the keyprimary and secondary functionality requirements. Although triglyceride composi-tion is important to both formulation approaches, the performance evaluation tech-nique usually offers more than one potential solution. This provides the processorwith the latitude to chose the most practical product composition and processingsequence plus the ability to interchange source fats and oils when necessary.
Therefore, most fats and oils products are identified and formulated according tousage and performance. The SFI curves in Figure 4.2 illustrate the differences in plasticrange formulated to perform the desired function for several different food products.The product with the very flat SFI slope is a fluid opaque or pumpable liquid shortening
© 2004 by CRC Press LLC

that has become popular because of the convenience offered, handling, cost savingsin some situations, and lower saturated fatty-acid levels. These products are normallyformulated with β-crystal-forming base oils and hardstock to produce and maintainfluidity. Solidified products with the flattest SFI curves have the widest plastic rangefor workability at cool temperatures, as well as elevated temperatures. The all-purposeshortening has the widest plastic range of the solidified products. The confectioner’sfat and the frying shortening presented in Figure 4.2 have relatively steep SFI curvesand will provide a firm, brittle consistency at room temperature but will be fluid atbody temperature or only slightly elevated temperatures for good mouth feel.
4.6.1 Wide-Plastic-Range Fats and Oils Products
The basic all-purpose formulation has been the building block for shorteningsand margarines where creaming properties, a wide working range, and heat toleranceare important. The functionality of an all-purpose product at any temperature islargely a function of the solids content at that temperature. The all-purpose productsare formulated to be not too firm at 50 to 60°F (10 to 15.6°C) and not too soft at90 to 100°F (32.2 to 37.8°C). Initially, a liquid was blended with a hard fat to makea compound shortening that had a very flat SFI curve, which provided an excellentplastic range similar to, but slightly firmer than, the liquid shortening SFI curveillustrated in Figure 4.2. However, the low oxidative stability of these shorteningsprecluded their use for most products requiring a long shelf life. Currently, most ofthese products are formulated with a nonselectively hydrogenated soybean oil base-stock and a low IV cottonseed or palm oil hardstock. β′ hardfats are added toshortenings to extend the plastic range, which improves tolerance to high tempera-tures, and for crystal type and stability. The β′-crystal-forming cottonseed oil hard-stock functions as a plasticizer for improved creaming properties, texture, and con-sistency.
Hydrogenation of a fat and oil basestock increases the oxidative stability. As arule, the lower the base IV the better the oxidative stability; however, as base hardnessis increased, the level of hardstock required to reach a desired consistency decreases.Hardstock reduction reduces the plastic range and heat tolerance. Therefore, oxida-tive stability improvements are achieved at the expense of plasticity, and a wideplastic range can be achieved at the expense of oxidative stability. The extent towhich one attribute can be compromised to improve another must be determined bythe requirements of the intended food product. It should also be remembered thatoxidative stability is directly related to the level and type of unsaturated fatty acidspresent; therefore, oxidative stability results do not average. For example, a 50:50blend of a 40-hour AOM basestock and a 100-hour AOM basestock will not havean AOM stability of 70 hours, but rather will be closer to the basestock with thelower AOM stability.31
Plastic range is important for bakery-use fats and oils products intended for roll-in and creaming applications alike because of the consistency changes with temper-ature. Fats ands oils products become brittle above the plastic range and soft belowthe plastic range; both conditions adversely affect creaming and workability alike.Shortenings and margarines are normally plastic and workable at SFI values between
© 2004 by CRC Press LLC

15 and 25; therefore, products with flatter SFI slopes fall within the plasticity windowfor a much greater temperature range than those with steep SFI slopes. The all-purpose shortening in Figure 4.2 has a 42°F ( 23°C) plastic range from 50 to 92°F(10 to 33.3°C), whereas the frying shortening should have equivalent workability ifused within the 7°F (4°C) range from 85 to 92°F (29 to 33°C). Use of the fryingshortening as a roll-in would require very strict controlled-temperature use, a con-dition probably not available in bakeries and a temperature detrimental to the lam-inated baked product. The 42°F working range for the all-purpose product is decid-edly more practical.
Two of the soybean oil basestocks outlined previously in Table 4.6 are designedfor products requiring a wide plastic range (e.g., the nonselective hydrogenated 80-and 85-IV basestocks). Even these two basestocks, with only a 5-IV differencebetween them, exhibit measurable differences in plastic range and stability whencottonseed oil hardfat is added to produce equivalent consistencies at 80°F (26.7°C).The softer 85-IV basestock requires 2.5% more hardfat to achieve the targeted 20%SFI at 80°F (26.7°C). The higher hardfat requirement indicates a better heat resis-tance and a wider plastic range but a lower AOM stability as determined by thehigher IV of the basestock. The firmer 80-IV basestock requires 2.5% less hardfatto provide the 20% SFI at 80°F (26.7°C) and reduces the plastic range by 8°F (4.5°C)but increases the AOM stability to 100 hours vs. the 65 hours for the shorteningwith the 85-IV basestock. Figure 4.3 graphically illustrates the differences in plasticrange caused by the slight change in basestocks.
The effect of hardstock upon the SFI slope and plastic range is illustrated byFigure 4.4. Cottonseed oil hardfat was added to 85-IV hydrogenated soybean oilbasestock to demonstrate the plasticizer effect; as the hardfat level is increased, theshortening becomes firmer with a flatter slope. The highest hardfat levels are usedto formulate roll-in applications, puff pastry fats, and other products where a plastic,but firm, consistency is required for performance. The use of a partially hydrogenatedbase plus hardfat to produce a wide plastic range with good creaming properties has
Figure 4.3 Basestock effect on plastic range.
© 2004 by CRC Press LLC

been expanded into an entire family of specialized shortening, margarine, and spe-cial-purpose products. The development of these products has involved the selectionof the most suitable hydrogenated basestock and hardfat to produce the desiredplastic range and AOM stability. These developments have taken two directions:(1) addition of an emulsifier or an emulsifier system to an all-purpose fat and oilbase, or (2) formulating nonemulsified products for a specific functionality. Someof the current applications for these two categories include the following:
4.6.2 Steep Solids Fat Index Slopes
Plasticity is of minor importance and can be a detriment for products requiringsharp melting characteristics or high oxidative stability. Fats and oils productsspecially designed for specific frying situations, table-grade margarines and spreads,nondairy systems, cookie fillers, and confectionery fats require an eating characterand flavor stability not possible with blends of nonselectively hydrogenated oils withhard fats. These products require as low an iodine value as possible for oxidativestability with a steep SFI slope to provide a melting point lower than body temper-ature for good eating characteristics. The steep SFI curves can be obtained in twoways: (1) Nature has provided lauric oils, which have a steep SFI and a sharp meltingpoint, and (2) most liquid oils can be selectively hydrogenated to provide the desiredsolids melting relationships. Selective hydrogenation is a progressive diminution ofthe most unsaturated fatty-acid groups. Good or high selectivity exists when fatty
Figure 4.4 Hardfat effect on solids fat index slope.
Wide Plastic Range ApplicationsNonemulsified Emulsified
All purpose HouseholdDanish pastry Cake and icingPuff pastry Icing and fillingCookie Cake mixesPie dough Specialty cakesDonut frying Yeast raised
© 2004 by CRC Press LLC

acids with three double bonds are nearly all reduced to two double bonds, beforethose with two bonds are nearly all reduced to one before the monounsaturates aresaturated.33 The progression of a selectively hydrogenated soybean oil can beobserved in Figures 4.5 and 4.6. The fatty acid changes described above can betracked in Figure 4.5. In a typical partial hydrogenation of soybean or canola oils,trans-isomer content can rise to as high as 55%, mainly as trans-oleic (elaidic) fattyacid. The trans forms of the essential fatty acids are minimal, as linolenic fatty acidis selectively converted to linoleic, which in turn is selectively converted to oleicfatty acid. The effect of the progressive saturation and isomerization to change theSFI is plotted in Figure 4.6. Three of the fats and oils products shown in Figure 4.2(stick margarine oil, frying shortening, and confectioner’s fat) all rely on steep SFIslopes for the preferred performance characteristics.
Figure 4.5 Selectively hydrogenated soybean oil fatty-acid composition profile.
Figure 4.6 Selective hydrogenated soybean oil solids fat index profile.
Iodine Value
Stearic C-18:0Linolenic C-18:3
Oleic C-18:1Trans Fatty Acids
Linoleic C-18:2
100 90 80 70 60
Percent
80
70
60
50
40
30
20
10
0
© 2004 by CRC Press LLC

A table-grade margarine oil must provide somewhat unique physical require-ments in that it must have a plastic consistency with a relatively sharp melting point.Consumers expect a margarine to melt rapidly in the mouth for a full flavor release,to be immediately spreadable out of the refrigerator, and to maintain a solid consis-tency for prolonged periods on the dinner table. These characteristics are providedwith a blend of liquid oils or a soft basestock with selectively hydrogenated base-stocks. Formulation of margarine oils with multiple components has providedimproved product consistencies and, along with good refrigerated storage conditions,has allowed the production of margarines and spreads with 100% soybean oilbasestocks, which usually convert rapidly to the β-crystal form. The combinedmultiple components, high trans-acid basestocks, and consistent cool temperatureenvironment have slowed the crystallization rate enough to maintain the β′-crystalform for the life of the product. The stick margarine oil SFI curve in Figure 4.2 wasformulated with the multiple-component, high trans concept: 60% unhardened liquidsoybean oil, 25% 74-IV hydrogenated soybean oil (H-SBO) basestock, and 15%66-IV H-SBO basestock. The basestocks utilized represent the peak trans-isomerdevelopment for steep SFI slopes, as represented in Figure 4.5, which provides theproduct with a solid appearance at less than body temperature while facilitating rapidmelting in the mouth.34
The frying shortening illustrated meets restaurant industry requirements forstable heat-transfer media that become a part of the food to supply texture and mouthfeel and to enhance the food flavor. Solid frying shortenings are usually composedof a single hydrogenated base or possibly two selectively hydrogenated bases for aslightly different slope than is available with a single base. Both have high solids atthe lower temperature readings, but they fall off rapidly to a low melting point forthe desired eating characteristics or mouth feel with excellent oxidative and fryingstability. For example, the frying shortening in Figure 4.2 is composed of singlehydrogenated soybean oil, a 68-IV selectively hydrogenated product; however, itcan also be produced by blending the 66- and 74-IV soybean oil basestocks detailedin Table 4.5.
Confectionery fats require a very steep SFI curve to make them brittle with ashort melting range that ensures a quick melt-down and a pleasant mouth feel. Thesefats, formulated to resemble the characteristics of cocoa butter, are usually referredto as hard butter. Quality hard butters have a relatively high SFI at room temperatureof above 50%, as lower levels can provide a greasy or tacky feel. The SFI then fallsoff quickly for a complete melt for most products at 95 to 102°F (35 to 39.2°C).Processes used to prepare hard butters include hydrogenation, interesterification,solvent and dry fractionation, and blending. The hard butters can utilize both lauricand nonlauric source oils. The principal types of hard butters are:
1. Cocoa butter equivalent (CBE) — A CBE is prepared from nonhydrogenatedspecialty fats containing the same fatty acids and symmetrical unsaturated trig-lycerides as cocoa butter. Careful blending of selected fractions from selectedsource oils is required to duplicate the triglyceride structure of cocoa butter.
2. Lauric cocoa butter substitute (CBS) — The most widely used lauric oils are palmkernel oil and coconut oil, which may be processed several different ways (i.e.,
© 2004 by CRC Press LLC

hydrogenated, fractionated, hydrogenated and interesterified, hydrogenated andfractionated, or hydrogenated–interesterified–fractionated).
3. Nonlauric CBS — Domestic hard butters are usually blends of soybean andcottonseed oils but have also been produced with palm, peanut, corn, safflower,and sunflower oils. The nonlauric confectionery fats may be divided into two types: • Selectively hydrogenated — Oils with high levels of unsaturation may be
selectively hydrogenated utilizing a sulfur-treated catalyst to produce a hightrans-isomer level and by minimizing stearic fatty-acid development to opti-mize solids development at room temperature while maintaining a meltingpoint only slightly higher than body temperature.
• Fractionated selectively hydrogenated — The nonlauric fractions selected forhard butters have high SFI contents at room temperature with a better flavorrelease than the nonfractionated products.
The confectionery fat example plotted in Figure 4.2 is the stearin fraction of partiallyhydrogenated palm kernel oil. It was designed for confectioner’s chocolate and pastelcoatings, confectioner’s drops, and candy centers but has also found application innondairy, bakery, and other food products.
4.6.3 Liquid Opaque or Pumpable Products
Fluid shortening and margarine products are usually suspensions of hardfats,emulsifiers, other additives, or combinations in liquid oils formulated to be pourableor pumpable at room temperature and stable in storage over a range of temperatures.Plastic fat systems have played a dominant role in the preparation of baked, fried,and other food products, due to the performance supplied by the plastic consistency.Emulsifiers, other additives, and hardfats must assume these functions with the fluidfats and oils products. The technologies involved in the development of a fluid fatsand oils system are:
1. Base oil technology — Hardfats are a crucial functional property necessary forthe development of the crystal structure for suspension stability and crumb strengthin bakery and other prepared food products, but too high a solids content limitsthe fluidity of the system. The liquid oil employed may only be refined andbleached or brush hydrogenated, depending upon the oxidative stability require-ments of the finished product.
2. Additive technology — Liquid or flowable functional additives include emulsifiers,antifoamers, antioxidants, flavors, colors, antisticking agents, etc. The requiredadditives may have unique crystalline properties that must be compatible with thebase oils to prevent separation or gelation.
3. Processing technology — The processing techniques utilized to crystallize thefluid fats and oils products may need to be adjusted for the different productcompositions or vice versa.
Basically, all liquid opaque, squeezable, or pumpable fats and oils products areflowable suspensions of solid fats in liquid oil with or without additives. The liquidphase may or may not be hydrogenated depending on the consistency and oxidativestability requirements of the final product. Normally, a low-iodine-value, β-forming
© 2004 by CRC Press LLC

hardfat is used to seed crystallization for shortening products. The quantity can varyfrom as low as 1.0% to higher levels (usually no more than 10%), as required toproduce the desired finished product viscosity. The liquid opaque shortening plottedin Figure 4.2 is typical of a fluid bread shortening formulated with 10% soybeanhardfat crystallized in 90% unhardened soybean oil.
The ease with which β hardfats convert to the stable β-crystal form makes themideal for liquid shortening products; the β-crystals do not intertwine to form a matrixthat can enmesh the liquid phase to effect a thicker product. However, liquid margarineoil products have been described in the patent literature using either β- or β′-type hardfats. Unlike liquid shortenings, β′-crystallizing hardfats are suitable for postcrystalli-zation of a fluid margarine product after packaging. Liquid margarine products for-mulated with β hardfats are more fluid but must be crystallized before packaging.25
4.7 REDUCED AND TRANS-FREE FORMULATION
Fats and oils processors began offering products with reduced saturates and trans-fatty acid levels some time ago; some examples include (1) foodservice liquid fryingshortenings to replace heavy-duty plastic frying shortenings; (2) fluidized bakingshortenings, where emulsifiers assume the functionality role, to replace plasticizedshortenings; (3) stick margarine oil formulations with a high liquid oil content toreplace all hydrogenated oil formulations; and (4) table spreads with lower fat levelsto replace margarine. Beyond these improvements, a variety of options exist to reducelevels of trans-fatty acids, but generally the penalty is higher saturates. Fats and oilscan be formulated as trans-acid-free products, but saturates are required for the solidscontents that provide the functionality for plastic and liquid products. Reduced sat-urates may be an option in some cases, but a saturate-free product is probablyimpossible if functionality is to be maintained. Some options available to formulatereduced and trans-free products with acceptable SFI and melting profiles are:
1. Blending• The original compound shortenings were blends of liquid oils with stearine;
low-iodine-value hardfats can replace the stearine portion in compound-typeformulations. These all-purpose shortenings have good plasticity and performwell in bakery products, but their oxidative stability will be limited due to thehigh level of unsaturated fatty acids. These products should have zero trans-fatty acids with careful deodorization.
• Blends of palm oil with liquid oils and hardfats should fulfill the functionalityrequirements of a number of bakery products requiring specific SFI profileswithout sacrificing oxidative stability.
• Blends of lauric oils with liquid oils or hardfats provide steep SFI slopes withsharp melting points for the eating characteristics required for most nondairyproducts, confections, and other products.
2. Interesterification — In many European countries, interesterification rather thanhydrogenation has been the process of choice to obtain hardened fats. Fats andoils products are produced using basestocks made from interesterified blends ofsaturated fats and soft oils or natural fats with high saturated contents. These
© 2004 by CRC Press LLC

basestocks are then blended with soft oils to produce fat systems for a wide rangeof products. The ability to modify the melting and functional crystallizationcharacteristics without changing the fatty acid composition makes interesterifica-tion a process with a number of unique possibilities. Summarized, the benefits ofthe interesterification process are:35
Interesterification reorders the triglycerides from their naturally occurring non-random distribution to one that is random and consequently improves melting andcrystallization properties. This process generally promotes the β′-crystal structureby increasing the number of different fatty-acid combinations attached to theglycerol backbone. It has been demonstrated that an interesterified blend of liquidsoybean oil and low-iodine-value soybean oil hardfat crystallizes in the β′-crystalform. The ratios of saturates to unsaturates can be modified for specific require-ments, and if the unsaturated fatty acids are the cis form, the blends should betrans free. The interesterification process can be utilized to produce basestocks,similar a hydrogenated basestock system, to formulate trans-free shortenings,margarines, and other specialty fats and oils products. The effects of randomizingblends of liquid oil with saturated hardstocks on SFI and melting point are shownin Table 4.7. The 70/30 blend was formulated as an all-purpose shortening andthe other blends as margarine oils.36
3. Fractionation — The fractionation process separates fats and oils to create frac-tions with different melting behaviors. Development of the starting oil mixturesand the fractionation conditions can be the basis for a fractionated oil productbasestock system. One example of a fractionated basestock was the use of thestearin fraction, from cottonseed winterization, as a basestock to produce stickmargarines. A hydrogenated oil basestock was developed to produce this basestockwhen the supply of cottonseed stearin was in short supply. One consideration withfractionated products is that the natural tocopherols normally stay with the soft
Interesterification Affects
Interesterification Does Not Affect
Melting point Iodine valueSolids fat index Fatty acid compositionCrystal habit trans-Isomer developmentOxidative stability Nutritional aspects
Table 4.7 Interesterification Effect on Blends of Liquid and Saturated Cottonseed Oil
Cottonseed Oil (%) 70 80 8560-T Cottonseed Oil (%) 30 20 15
Blend INT Blend INT Blend INTMelting point (°C) 53.5 43.0 52.0 39.4 50.2 36.0Solids fat index (%) at:
50°F/10.0°C 31.2 24.3 21.8 18.3 17.0 12.870°F/21.1°C 31.3 16.4 22.3 11.9 17.3 7.380°F/26.7°C 31.0 14.5 22.0 9.6 16.7 5.792°F/33.3°C 31.4 12.5 22.4 7.2 17.0 3.9104°F/40.0°C (estimated) 21.0 4.5 17.0 — 14.5 —
Note: INT = Interesterified; T = titer.
© 2004 by CRC Press LLC

or liquid fractions, so that the stearin fractions have a poorer oxidative stabilitythan their hydrogenated basestock counterparts.
4. Genetically modified oils (GMO) — Many of the GMO varieties can be substitutedfor partially hydrogenated oil products or basestocks. The high-oleic varieties offerwhat appears to be the best alternative for plastic heavy-duty restaurant fryingshortenings and the substitute for the brush-hydrogenated basestock used as thebase oil in many liquid shortenings specifically formulated for frying, cakes, yeast-raised products, and other food products.
4.8 EMULSIFICATION
The emulsifying properties of fats and oils products can be enhanced withadjustments of the fat structure and the addition of surface-active agents. Foodemulsifiers supplement, broaden, and intensify the functionality of shortening, mar-garine, or specialty fat products. Emulsifiers are amphiphilic substances that possessboth hydrophilic and lipophilic properties. This dual affinity results in the alignmentof the emulsifiers at the interface between two normally immiscible substances toform a bond or an emulsion between the two. In addition to forming emulsions, thesurface-active agents, or surfactants, perform a range of functions that, in someproducts, are unrelated to emulsification. The functions contributed by emulsifiersin prepared foods include the following:
• Emulsifier — Promotes the combination of oil and water in a compatible disper-sion for both water-in-oil and oil-in-water
• Emulsion stabilizer — Extends the emulsion stability in dressings, sauces, frozendesserts, and nondairy products
• Antistaling agent — Extends the shelf life of baked products by forming complexeswith the starch molecule; a soft crumb provides a soft feel (the traditional U.S.consumer’s test for bread freshness)
• Aerator — Entrains air cells in batters, icings, toppings, and other food products• Texturizer — Modifies the extensibility of protein to influence the texture of bread
and cake products• Lubricator — Provides a higher degree of lubricity to impart “slip” or lubrication
properties • Defoamer — Stabilize food products or helps break undesirable emulsions• Dispersant — Reduces interfacial tension to affect solids, liquids, and gas dispersions• Moisture barrier — Emulsifies moisture to protect against loss during storage• Oxygen barrier — Protects less stable ingredients from oxidation• Crystal modifier — Modifies polymorphic form, size, and growth rate of fat
crystals • Carrier — Acts as solubilizer or dispersant for flavors, colors, and other fat-
insoluble additives • Stickiness or tackiness reducer — Functions as a lubricant to reduce the tendency
of a food product to stick to teeth, wrappers, or cutting knives • Wetting agent — Reduces interfacial tension between liquid and solid surfaces to
cause the liquid to spread more evenly over surfaces • Agglomeration agent — Controls coagulation of fat particles in a liquid • Palatability improver — Emulsifies fat system to enhance eating quality
© 2004 by CRC Press LLC

Obviously, no single emulsifier or emulsifier system can perform all of thesedifferent functions. A surfactant that will act as an emulsifier for one product orformula may cause instability in others. Propensities of the various types of emul-sifiers to exhibit the previously listed properties vary with their chemical structures.Many of the food emulsifiers produced either are derivatives of the first syntheticemulsifier used commercially (mono- and diglycerides) or utilize an alcohol otherthan glycerine to produce the surface-active agent with a somewhat different func-tionality. The emulsifier types most often used for food applications are:
• Mono- and diglycerides• Propylene glycol esters• Sorbitan esters• Polyoxyethylene sorbitan esters• Polyglycerol esters• Lactated esters• Lecithin
For the selection of the proper emulsifier system, the developer must considerthe usage, preparation method, emulsion type, effects of the other ingredients,economics, and any other applicable criteria for the prepared food product. It isimportant to clearly identify the properties and required processing of food productswhen the emulsifier systems of fats and oils products are being designed to helpthem function as desired. The following is a checklist to help identify the factorsinfluencing the selection of an emulsifier system:37
1. Functional requirements of the food product2. Method of processing (e.g., homogenizing, pasteurizing, whipping, cooking, bak-
ing, fermentation, pumping, extruding, dry blending)3. Finished product form, (e.g., liquid, powder, solid, gel, dispersion, emulsion and
type, foam) 4. Consumer preparation technique5. Storage requirements 6. Flavor and mouth feel 7. Formulation (effect of the other ingredients)8. Economics9. Legal requirements
The roles and functional contributions of the emulsifiers in each different applicationare not always instantly identifiable; however, emulsifier system selection is simpli-fied after all the functionality requirements are recognized. The next step for selec-tion of the best emulsifier system is to review the functionality of the availablesurfactants.
© 2004 by CRC Press LLC

4.8.1 Mono- and Diglycerides
Mono- and diglycerides were the first fatty emulsifiers to be added to foods.These emulsifiers were first used in margarine for Danish pastry and puff pastryshortening. The first U.S. patents for mono -and diglycerides was granted in 1938and illustrated the usefulness of surfactants in emulsions and margarine.38 Monoglyc-erides with only one fatty acid attached to a glycerol molecule and two free hydroxylgroups on the glycerol take on the properties of both fats and water. The fatty acidportion of the molecule acts like any other fat and readily mixes with the fattymaterials, and the two hydroxyl groups mix or dissolve in water; thus, monoglyc-erides tend to hold fats and water together. Cake shortenings with increased aeratingand creaming properties, as well as better moisture retention properties contributedby the addition of mono- and diglycerides, were introduced in 1933. Soon after, fatsand oils products with shelf-life-extension properties for yeast-raised products pro-vided by mono- and diglycerides were introduced to bread bakers.38
Mono- and diglycerides are still the most commonly used emulsifiers in the foodindustry and account for about 70% of the emulsifier usage. These surfactants arerequired in almost every type of processed food product. The major usage is bakeryproducts, prepared mixes, margarines, convenience foods, and frozen desserts. Nor-mally, they are used as a part of a fat product and frequently in conjunction withother emulsifiers. Their lipophilic character causes them to be excellent water-in-oilemulsifiers, as required for margarines. At room temperature, mono- and diglycer-ides are insoluble in water and have a very limited solubility in oil, except at elevatedtemperatures.
Mono- and diglycerides are produced in three concentration levels: 40 to 46%α-monoglyceride; 52% minimum α-monoglyceride; and distilled, or 90%, mono-glyceride content. They are available in a wide range of physical forms: liquids, semi-liquid, soft plastic, flakes, beads, or powders. The three general physical forms of hard,plastic, and soft have an effect upon the functionality of the mono- and diglycerideemulsifiers. As detailed in Table 4.8, the soft to liquid forms of the mono- and diglyc-erides produce good aeration properties for low-moisture applications, whereas the hardform exhibits good baked product structure and shelf-life-extension properties. Theintermediate hardness or plastic emulsifiers are the easiest to handle separately butprovide compromise functionalities of the hard and soft mono- and diglycerides.
Mono- and diglycerides are on the generally recognized as safe (GRAS) list ofthe Code of Federal Regulations (21 CFR 182.4505), and the levels of use are limitedto application requirements and standards of identity, where applicable. The threedifferent concentration levels of emulsifiers (43%, 52%, and 90%) can normally beused interchangeability and added on the basis of the α-monoglyceride contributionto the shortening, margarine, or specialty product. Performance evaluations havegiven some indications that the diglyceride content in the 43% and 52% α-monoglyc-eride products may contribute some functionality, but no significant improvementshave been determined. The optimum usage range of an any emulsifier must bedetermined for each finished product formulation. Excessively high or low levels ofthe emulsifier will usually lead to unsatisfactory results.
© 2004 by CRC Press LLC

Several mono- and diglyceride deviations are produced by using them as rawmaterials in the production of esters of edible, water-soluble compounds such as lacticacid, citric acid, acetic acid, diacetyl tartic acid anhydride, and succinic anhydride:38-42
• Diacetyl tartaric acid esters of monoglyceride (DATEM) are hydrophilic emulsi-fying agents with excellent dough-conditioning properties. By strengthening thegluten in the dough, DATEM enhances gas retention, resulting in increased volumein baked products, better dough tolerance to mechanical handling, and improvedproofing stability. Gluten strengthening also improves crumb structure and crustcharacteristics. Even though DATEM is primarily utilized as a dough strengthener,it also has application in extruded products, icings, and margarines.
• Lactic acid esters of monoglycerides, or lactated esters, are a group of foodemulsifiers used primarily in applications where aeration is required, such as intoppings, cakes, and icings. The lactated esters have more surface activity and areslightly more hydrophilic than regular mono- and diglycerides. Most lactated estersare processed from saturated or low-iodine-value mono- and diglycerides to giveoptimum aerating properties.
• Citric acid esters of monoglycerides or monoglyceride citrate are hydrophilicemulsifiers prepared for use as a margarine antispattering agent, for metal chelat-ing, and for use with other surfactants as an emulsion stabilizing agent.
• Acetylated monoglycerides are α-tending emulsifiers that can be used to promoteaeration, volume, foam texture, and stability against syneresis for imitation creamsand toppings. Also, acetylated monoglycerides form protective films that are effec-tive against oxidation and moisture loss to keep pie crusts and pizza shells crisp and
Table 4.8 Mono- and Diglyceride Functionality
Emulsifier Form Functionality Food Products
Hard (5 IV maximum) Moisture retention All baked productsCrumb softener All baked productsAnti-staling All baked productsVolume improver All baked productsTenderness Improver All baked productsGrain and texture improver CakesBatter aeration CakesPalatability improver Bread and rollsStickiness retardant Chewing gum and candyAnti-sticking PastaOil stabilization Peanut butterRehydration Dehydrated potatoesTight emulsion MargarineFreeze/thaw stability Frozen dessertsDispersant Coffee whiteners
Plastic-like (70 ± 10 IV) Compromise of hard and soft forms All products
Soft (90 IV) Aeration Icings and fillingsWater absorption Icings and fillingsTexture improvement Gravies and saucesLoose emulsion MargarineFat dispersant Pet foods Fat dispersant Cake donuts
© 2004 by CRC Press LLC

fresh. Additionally, the liquid acetylated monoglycerides are effective lubricants andrelease agents for use as trough grease or bakery product depanning agents.
• Succinylated monoglycerides perform as dough conditioners and strengthenersthat are tolerant to mechanical handling and flour variability for uniform goodvolume, texture, flavor, and crumb softness.
4.8.2 Propylene Glycol Esters
Propylene glycol mono fatty-acid esters are a group of moderately surface activecompounds which are effective emulsifiers for cakes and nondairy whipped productssuch as imitation creams, whipped toppings, and spray dried topping products. Theα-tending, propylene glycol monoester (PGME) surfactants are added not for emul-sion stability but rather to influence the whipping rate, stiffness, volume, and foamstability. These emulsifiers are able to promote an agglomeration of fat globules forthe formation of a good and stable foam while forming a protective α-crystallinemembrane on the liquid droplets that results in a high degree of aeration.
Cake batters aerate rapidly with PGME and produce baked cakes with highvolume but fleecy, elongated, even cell structures. Initially, cakes utilizing propyleneglycol monostearate (PGMS) had to be low-fat formulations with high PGMS levels,but then it was determined that a combination of PGMS and mono- and diglycerideswas more functional for cake baking. The most effective PGME emulsifiers for cakesare produced with a low-iodine-value fat base. For consumer cake mixes, PGMEshortenings provide the needed tolerance to mixing conditions at PGME levels of8.0 to 16.0%, with total monoglyceride levels of 2.0 to 6.0%. Bakery cakes requireless functionality from the emulsifier system because the aeration is achieved bymore efficient mixing procedures and equipment. These shortenings typically rangefrom 2.8 to 8.5% PGME with 4.0 to 5.5% total monoglyceride.
Whippable emulsions normally contain proteins that provide a great deal of thestability needed by these products in a liquid form. In these emulsions, propyleneglycol monoesters function to provide volume, foam texture, and stability againstsyneresis. Structure building consists of agglomerated fat globules forming a networkwithin the foam. The hard form of the 90% monoesters is typically used at 0.2 to1.5% levels for these products.
Saturated-fat-based emulsifiers function more as defoamers than aerators in low-moisture prepared foods such as icings and fillings; however, the softer based PGMEemulsifiers can function in these products. An intermediate-hardness PGME surfac-tant made with a 50-IV hydrogenated lard or a 70-IV hydrogenated soybean oil baseadded to an all-purpose shortening base to obtain 2.5 to 3.5% PGME and 4.0 to5.0% total monoglyceride emulsifier will perform in icings, fillings, and low- aswell as high-sugar bakery cakes. The intermediate-hardness PGME emulsifier hasalso been utilized for lean cakes, cookies, and other fat-reduced foods.
4.8.3 Sorbitan Esters
Sorbitan fatty-acid esters are sorbitol-derived analogs of mono- and diglyceridesthat are slightly more water soluble. Sorbitan monostearate, the most common of
© 2004 by CRC Press LLC

these surfactants, is a hard solid or beaded material that requires dispersion in wateror fat before use. Sorbitan fatty-acid esters are lipophilic emulsifiers that can beused in emulsions where less water-binding properties and enhanced aeration prop-erties are desired. Sorbitan monostearate can be used for icing, whipped topping,and coffee whitener applications for aeration, gloss, and stability characteristics;however, the best known application is probably as a crystal modifier or promoterfor confectionery coatings. Sorbitan esters are especially effective additives for theimprovement and retention of gloss, plus they have a desirable effect upon the fatsolids content to improve mouth feel.
4.8.4 Polysorbate Fatty-Acid Esters
Polyoxyethylene sorbitan esters, commonly called polysorbates, are formed fromthe reaction of sorbitan esters with ethylene oxide. Three of the polysorbate typespermitted for food use in limited amounts are polysorbate 60, polysorbate 65, andpolysorbate 80. The level of usage of these emulsifiers is restricted by food-additiveregulations; however, relatively small quantities of the polysorbates provide thedesired effect in most applications, and higher levels impart a bittersweet taste. Thepolysorbates are hydrophilic emulsifiers that act as powerful surface-active agentsto drastically reduce the interfacial tension among water, oil, and other ingredients;to enhance interaction between ingredients; and to promote emulsion stability.Polysorbate 60 is particularly effective in formulating oil-in-water emulsions. Thesederivatives have found more acceptance than the sorbitan esters. Polysorbate 60 canbe used in applications similar to those cited for sorbitan esters or cakes, whippedtoppings, coffee whiteners, icings, and confectioner’s coatings, plus nonstandardizedsalad dressings. Polysorbate 65 is permitted in ice cream and frozen desserts, mel-lorine or ice milk, and fruit sherbet, as well as in bakery applications. Polysorbate80 can be used in a wide range of applications, including use in special dietary foodsand gelatin desserts, as a solubilizing and dispersing agent in pickles and pickledproducts, and in baking applications.
4.8.5 Polyglycerol Esters
These compounds are formed by a reaction of fatty acids with polymerizedglycerol consisting of 2 to 10 molecules. Careful control of the polymerization andesterification processes produces emulsifiers that can be used to emulsify, thicken,stabilize, defoam, release, plasticize, modify crystallization, enhance gloss, and alsoprevent sticking, weeping, lumping, and clouding. Some of the typical applicationsinclude:
© 2004 by CRC Press LLC

• Peanut butter — Stabilizer and plasticization aid to prevent oil separation andweeping while improving spreadability and lubrication to prevent the peanut butterfrom sticking to the roof of the mouth.
• Confectionery coatings — Incorporation of 0.5 to 5.0% of a specific polyglycerolester to enhance and maintain gloss properties while minimizing tempering andhandling problems.
• Margarine — Excellent as antispattering and emulsifying agents when used at0.1 to 0.5% for margarines and at 0.1 to 2.0% for low-fat spreads.
• Crystal inhibitor — Retards crystal formation in salad oils to increase the lengthof time before cloud development at use levels of 0.02 to 0.04%.
• Icings and fillings — Rapid effective aeration and weep stabilization for low-moisture icing and filling products at levels of 1.0 to 2.0% of the shortening.
• Cakes — Layer and loaf cakes with volume, grain, and texture equivalent to mono-and diglyceride-emulsified, high-ratio shortenings can be produced with lowerpolyglycerol ester use levels of 1.0 to 3.0% of the shortening.
4.8.6 Lactated Esters
Several forms of lactated esters are used in foods. Lactic acid esters of monoglyc-erides, reviewed previously with mono-and diglyceride, are reaction products ofglycerine, lactic acid, and fatty acids. The two most prominent products are glycerol-lacto palmitate (GLP) and glycerol-lacto stearate. These α-tending emulsifiers areused primarily in applications where aeration is required, such as cakes, cake mixes,and whipped toppings to improve volume and texture. Most of these products havealmost fully saturated fat bases and exhibit some oil solubility but no water solubility.
Stearoyl-2-lactylates are reaction products of stearic fatty acid and lactic acidconverted to the calcium or sodium salts. Sodium stearoyl-2-lactylates, one of themost hydrophilic emulsifiers in the food industry, is used principally as a doughconditioner in baked products, pancakes, and waffles but is also effective in frozenwhipped dairy cream and toppings to improve aeration and stabilization of the foamand to improve fat distribution to enhance the whitening effect in coffee whiteners.Calcium stearoyl-2-lactylate, also a dough conditioner, is used in both fresh andprepared mixes for yeast-raised baked products, as a whipping agent for egg whites,and as a conditioning agent for dehydrated potatoes. Low levels, typically 0.25 to0.5% of the flour, of the stearoyl lactylates complex with starch delays the stalingprocess in bread. The interaction with the flour gluten results in a finer crumbstructure, increased volume, and better crust in the baked bread loaf.
4.8.7 Lecithin
The processed-food industry in the United States utilizes over 350 million poundsof surfactants a year, with 90% being chemically derived and 10% natural. The mostprominent, functional, and commonly used natural surfactant is lecithin. This naturalemulsifier is found in eggs, dairy products, vegetable oils, and many of the otherfood products from nature. Lecithin is a phosphorus-containing, lipid phosphatidefound in all plant and animal organisms. Commercially, the chief source for lecithinis the gums extracted from soybean oil. Lecithin may also be obtained from other
© 2004 by CRC Press LLC

oilseeds such as corn, cotton, peanut, and sunflower, but little is available forcommercial use.
Lecithin has wide use in food and nonfood products, which makes it a very importantbyproduct of the soybean oil processing industry. The National SoybeanProcessor Association established criteria in the early 1970s for defining plastic andfluid lecithins, but these lecithin products are only about 15 to 20% of the currentproducts used. Many new types of lecithins have been introduced commercially overthe past few years. Some of these new products include oil-free or de-oiled, fractionated,and enzyme-modified lecithins, among others. Phospholipids isolated from soybeanlecithin have the following applications in food products:43,44
• Protein complexing — The ability to complex with the protein in flour (gluten)provides the basis for a good dough conditioner. Lecithin can function as a naturalbread-dough conditioner at addition levels generally between 0.25 and 0.6% basedon the weight of the flour.
• Starch complexing — An ability to complex with starch is the basis of someantistaling agents. Certain lecithin phospholipids such as phosphatidylcholine andphosphatidylethanolamine form vesicles or liposomes with excellent antistalingproperties.
• Fat reducer — Hydrated lecithin can assume a spherical form that rolls on thetongue to give a mouth feel similar to that of fats. Reductions of 20 to 60% ofthe fat content have been accomplished with cocoa and chocolate products. Inchocolate, about 0.25 to 0.35% lecithin is used to reduce viscosity by coating thesugar, to increase the “snap” by allowing a reduction in cocoa butter content, andto inhibit bloom by allowing a wider range of processing temperatures.
• Egg yolk replacer — Commercial lecithin can duplicate the emulsification char-acteristics of egg yolk in cakes, sweet goods, and other food products. Lecithinor egg yolks provide cake batter fluidity during baking which prevents a collapseof the cake, or a “dip.”
• Antisticking properties — Lecithin is the antisticking agent used in most pan andgrill shortening, pan sprays, and baking-pan release products and is used in thecandy industry for hard candies and confectionery. Lecithin mixtures in oil orother solvents form a barrier by coating the equipment surfaces.
• Antispattering agent — Lecithin is used in margarines and spreads at 0.1 to 0.5%to act as an antispattering agent. It also serves as an emulsifier to improve texture,absorb moisture, prevent bleeding, and improve spreadability and acts as a brown-ing agent. Spattering is caused by the rapid explosive evaporation of the moisturepresent in margarine and develops when the finely divided water coalesces to formlarge drops. Lecithin envelops each water particle with a protective membrane tostop the coalescence of the water droplets.
• Wetting — Cocoa powders possess poor wetting properties, regardless of the fatcontent, without the addition of lecithin. Cocoa and other instant drink powdersare instantly wetted and drawn into cold water additions with lecithin levels of1.0 to 1.5%.
• Antioxidant — Lecithin functions as antioxidants in some oils at levels of 0.01 to0.25%. Low-level additions of lecithin can also effectively retard off-flavorscaused by hydrolysis by the same action that prevents spattering.
© 2004 by CRC Press LLC

The appearance and flavor requirements of fats and oils can limit the use oflecithin, especially for products that must be heated. Lecithin is quite heat sensitiveand can darken, smoke, and develop an offensive fishy odor and flavor at tempera-tures above 120°F (49°C). Additionally, the level of lecithin added to a fat or oilproduct may affect both the color of the ingredient and the finished product. Regularfluid food-grade lecithin has a brown or amber color and a typical flavor. At thenormal low usage levels, the color, flavor, and odor imparted by lecithin do notmaterially affect the appearance and flavor of the product; however, care must beexercised with the formulation and use of lecithin products to avoid problems.
4.8.8 Emulsifier Selection Methods
The process of selecting an emulsifier system has been viewed as more of anart than a science in that it requires experience and performance testing. The syn-ergistic effects observed with various combinations of surfactants provide desirablefunctional properties not possible with single emulsifiers and complicate the selec-tion process; therefore, development of emulsified shortenings can require a complexevaluation program with numerous surfactant blends of different ratios and uselevels. Researchers have concluded that emulsifier selection is not a simple task,and a number of schemes have been developed to assist in identification of optimumsystems for individual applications. The most well-known selection scheme is prob-ably the hydrophilic/lipophilic balance (HLB).
4.8.8.1 Hydrophilic/Lipophilic Balance System
Emulsifiers can be classified by their affinity to water and oil. Surfactants withan affinity to oil (the lipid phase) are classified as fat-loving or lipophilic emulsifiers.Surfactants that have an affinity to water (the aqueous phase) are classified as water-loving or hydrophilic emulsifiers. Oil-soluble or lipophilic emulsifiers will absorbwater or water-soluble materials into the oil or lipid phase. Hydrophilic emulsifierswill absorb the oil phase into the water or aqueous phase. The measure of anemulsifier’s affinity for oil or water may be identified by its HLB.45,46 HLB is anexpression of the relative attraction of an emulsifier for water and for oil or for thetwo phases of the emulsifier system being considered. In the HLB system, eachemulsifier is assigned a numerical value. An emulsifier that is lipophilic is assigneda low HLB value below 9.0, and one that is hydrophilic is assigned a high HLBvalue above 11.0. Those in the 9.0 to 11.0 range are intermediate. In general,lipophilic emulsifiers such as mono- and diglycerides have HLBs in the 2 to 4 rangeand tend to form water-in-oil emulsions. Hydrophilic emulsifiers, such as polysorbateesters, have HLBs in the 13 to 17 range and tend to form oil-in-water emulsions.
© 2004 by CRC Press LLC

The following table indicates the relationship of HLB to water solubility at 70°F(21.1°C):
The best results are usually obtained with emulsifier systems or by blending twoor more emulsifiers to obtain a desired HLB value rather than using only one. Ablended emulsifier system, usually described as a synergistic emulsifier blend,provides not only the functional properties of each emulsifier but also additionalfunctional properties due to interaction effects. The HLB of the blend is essentiallya straight-line relationship that can be determined by multiplying the HLB value ofeach component in the blend, then adding together these numerical values. The HLBvalues of various surfactants are listed below:
The HLB selection system consists of three steps: (1) determining the optimumHLB value for the intended product, (2) identifying the best emulsifier types, and
Emulsifier Behavior When Added to Water HLB Range
Insoluble 1–4Poor solubility 3–6Opaque with vigorous agitation 6–8Stable opaque dispersion 8–10Translucent 10–13Clear solution 13 and Above
Emulsifier HLB Value
Mono- and diglycerides40% minimum α-monoglyceride 2.852% minimum α-monoglyceride 3.590% minimum α-monoglyceride 4.3
Propylene glycol estersPropylene glycol mono- and diesters 3.4Propylene glycol mono- and diesters and mono- and diglycerides
3.5
Sorbitan estersSorbitan monostearate 4.7Sorbitan tristearate 2.1
Polyoxyethylene sorbitan estersPolysorbate 60 14.9Polysorbate 65 10.5Polysorbate 80 15.0
Polyglycerol estersTriglycerol mono shortening 6.0Triglycerol monostearate 6.2Hexaglycerol distearate 8.5
Lactated estersLactylated mono- and diglycerides 2.6
Lecithin Standard fluid 3.5De-oiled, 22% phosphatidylcholine 4.5De-oiled, 45% phosphatidylcholine 6.5
© 2004 by CRC Press LLC

(3) applying final HLB adjustments. In this procedure, emulsifiers and blends with HLBvalues outside the identified HLB range may be eliminated to reduce the trial-and-error evaluations. The detailed steps to determine the best HLB value are as follows:
1. Select a matched pair of emulsifiers, one lipophilic and one hydrophilic, withknown HLB values; for example, mono- and diglycerides with a 2.8 HLB arelipophilic surfactants, and polysorbate 60 with a 14.9 HLB is a hydrophilic sur-factant.
2. Prepare a series of test emulsions with the selected emulsifiers blended to givedifferent HLB values ranging from all lipophilic to all hydrophilic surfactants.This range would be from 2.8 to 14.9 for the two surfactants suggested in the firststep. An excess of the emulsifier blend should be used, or approximately 10 to12% of the fat and oil level in the final product.
3. Evaluate the emulsifier’s series using appropriate performance methods based onthe product requirements. One or more of the emulsifier blends should provide abetter emulsion than the others, but if all levels appear good, repeat the series witha lower use level. Conversely, if all are poor, the use level should be increasedand the series repeated.
4. The final test results should indicate within approximately 2 units the HLB rangethat will perform the best for the application. A more accurate HLB value maybe determined by another series bracketed around this range if necessary.
The appropriate surfactant chemical type is as important as the HLB value. Afterthe HLB value has been established, it must be determined if some other emulsifierblend would perform better, would be more efficient, or would be more cost effectiveto produce that HLB value. The evaluation object is to select several pairs ofemulsifiers covering a suitably wide area of chemical types. Performance evaluationsof these blends should indicate the ideal emulsifier blend for the specific application.
The HLB method is an incomplete system for selecting surface-active agents.Surfactant selection for emulsions using the HLB system functions well in a puresystem when a formula is composed of oil, water, and emulsifiers; however, its useis limited in many food systems due to their complexity. The effect of surfactantson starch complexing is an important function for some products, but HLB does notmeasure this attribute. Emulsifiers with the same HLB value may vary from excellentto poor in their ability to produce an acceptable cake; emulsifier selection becomesmore complex with the addition of flour, starch, sugar, milk, salt, eggs, or othersimilar ingredients, some of which contain natural emulsifiers that react and interactwith each other. Thus, the HLB approach can assist in the surfactant selectionprocess, but identification of the optimum emulsifier system for the application stillrequires experience and detailed experimental work.
4.8.8.2 Emulsifier Functionality Traits
Mono- and diglycerides are probably the most multifunctional emulsifiers. Otheremulsifiers generally fit a more specific or limited function. The specificity ofsurfactant functions provides a selection guide for emulsifier systems development.
© 2004 by CRC Press LLC

Table 4.9 evaluates the functionality of emulsifier types most often used for food
applications in five different areas:47–49
• Emulsion stability — Emulsifiers create mixtures of two liquids that are normallyimmiscible. An emulsion can be defined as a dispersion of droplets of one immis-cible liquid with another. Emulsifiers promote formation of dispersed systems bylowering the surface tension at the interface of two immiscible substances. Theability of an emulsifier to act at the interface is due to molecular structure. Thepolar group of an emulsifier has an affinity for water in which it dissolves. Thefatty acid part of the emulsifier has an affinity for oil and dissolves in this phase.
• Starch complexing — Starch consists of two types of carbohydrates: amylose andamylopectin. A gel is formed when these carbohydrates are mixed with water andheated. The starch components recrystalize from the gel, or retrograde, the processthat is responsible for the staling process of baked products, stickiness in pastaand potato products, and hardening in starch jelly confections. Emulsifiers thatcan form complexes with starch retard the retrogradation process.
Table 4.9 Emulsifier Functionality Degree
EmulsifierEmulsion Stability
Starch Complexing
Dough Conditioner
Crystal Modifier Aeration
Mono- and diglyceridesHard or saturated 2 1 4 3 1Soft or unsaturated 2 3 4 3 2
Propylene glycol estersPropylene glycol mono- and diesters
5 2 5 1 1
Propylene glycol mono- and diesters and mono- and diglycerides
3 1 4 1 1
Sorbitan estersSorbitan monostearate 3 5 5 1 3Sorbitan tristearate 3 5 5 1 5
Polyoxyethylene sorbitan estersPolysorbate 60 3 2 1 3 1Polysorbate 65 3 3 3 3 2Polysorbate 80 2 3 3 2 2
Polyglycerol estersTriglycerol mono shortening 2 3 3 3 1Triglycerol monostearate 3 3 3 3 1Hexaglycerol distearate 1 3 3 1 2
Lactated estersLactylated mono- and diglycerides
2 4 5 1 1
Stearoyl-2-lactylates 1 2 1 5 2Lecithin
Standard fluid grade 3 3 3 1 4
Note: Emulsifier functionality evaluation: 1 = excellent; 2 = good; 3 = slight; 4 = poor; 5 = none.
© 2004 by CRC Press LLC

• Dough conditioning — Gluten, the protein in wheat flour, forms a network thatstrengthens doughs. Certain emulsifiers can strengthen the gluten, thereby pre-venting rupture of the cell walls that have entrapped the fermentation gases. Thisallows the cells to form uniformly, providing even grain in the finished loaf anddoughs that are not sticky or bucky for better machinability.
• Crystal modification — Triglycerides are polymorphic, which means that theycan exist in more than one crystalline form. Crystal reversion can be retarded bythe incorporation of emulsifiers with crystal modification capabilities. The pro-pylene glycol monoesters, acetylated monoglycerides, and lactylated monoglyc-erides of α-tending surfactants can stabilize mono- and diglycerides in the moreactive α-form for improved functionality. Sorbitan esters prevent the formation ofbloom on chocolate products by retarding β-crystal development. Polyglycerolesters also prevent chocolate bloom and are effective crystal inhibitors for saladoils. Lecithin was the first crystal inhibitor used in salad oil processing.
• Aeration — Many food products are prepared in emulsion form and are aeratedto a foam. Aerating emulsifiers facilitates aeration, provides faster whipping rates,evens cell structures, and provides higher volumes in baked products and otheraerated products such as icings, fillings, and whipped toppings.
4.8.8.3 Emulsifier Selection Procedure
The emulsifier system of a product must be tailored to the specific application,as its behavior will be influenced by the processing conditions and the presence ofother ingredients. Furthermore, a blend of two or more emulsifiers imparts syner-gistic effects greater than that possible with a single emulsifier. Development of theoptimum system requires analyzing the available surfactants in blends of differentratios. The following guidelines summarize a successful technique for the selectionof an emulsifier system for specific applications:39
1. Consult the applicable regulations for restriction on the use of emulsifiers or forspecific requirements for standardized products. Only approved emulsifiers shouldbe considered.
2. Identify the functional requirements of the food system, the method of processing,and the form of the finished product.
3. Identify the surfactants that contribute the functional properties required by the foodsystem. Table 4.9 summarizes the functions of the emulsifier types most often usedfor food applications. Also, consult surfactant suppliers for suggested usage levels,incorporation methods, product functionality, and other available information.
4. Screen the approved emulsifiers with functional characteristics applicable to thefood product using the HLB system guidelines. Identify the most promising blendsand evaluate further to identify the optimum emulsifier system.
5. Optimize the emulsifier system usage level. Emulsifiers have an optimum usagerange or plateau that provides the maximum functionality; levels over and underthis plateau level provide lesser degrees of the preferred functionality.
© 2004 by CRC Press LLC

4.9 PRODUCT DEVELOPMENT
Fats and oils are key functional ingredients in a large variety of food products.They have particular physical properties of importance in the processing and finaluse of both natural and prepared foods. The glyceride structure and composition ofthe fats present in such foods also differ widely. These fatty acid and triglyceridecompositions influence the functional properties of foods and food ingredients thatcontain even modest fat levels. The relationships between triglyceride compositionand end-use characteristics are evident when the physical and chemical propertiesare evaluated; therefore, fats and oils with similar physical and chemical properties,even with different triglyceride compositions, can provide the desired functionalcharacteristics for the food product. Fat systems for foods and food ingredients maybe developed in several ways. Three product development methods used to formulatefats and oils products to perform desired applications are:
1. Application development — Utilize qualitative knowledge regarding the effectsof source oils, basestocks, fat fractions, interesterified products, emulsifiers, andother additives on product consistency and behavior in the finished product.
2. Analytical development — Determine the components based on their contributionsto satisfying predetermined analytical limits.
3. Triglyceride replication — Carefully blend selected fractions from various sourceoils to duplicate the triglyceride structure of another product.
4.9.1 Application Product Development
Application development of fats and oils products begins with identification ofthe key functional attributes the product is expected to provide to the end-use productand the use of historical knowledge to identify and evaluate the physical and chemicalproperties most likely to produce the intended functionality. Recognition of theprimary and secondary functional attributes and disregarding insignificant propertiesis important for this product development. The results of these studies provide theinformation necessary to develop a product specification that identifies the physicaland chemical requirements that must be met to ensure compliance with the require-ments of the application. In most cases, the product is required to meet the perfor-mance standards of an existing product; however, the product developed may performbetter than the original, or the product currently used may be overqualified for theapplication.
Performance requirements can usually be translated into analytical measurementsfor the specification limits of the product in development. For example, the primaryperformance requirements of a salad oil can be evaluated with the AOCS Cold TestMethod Cc 11-53,50 which determines the resistance of an oil to crystallization whilesubmerged in an ice bath. This analytical method was developed to evaluate theacceptability of salad oil products for the production of mayonnaise and saladdressing. An oil that clouds or solidifies at the cold temperatures used for saladdressing preparation will cause the emulsion to break, which results in productseparation. Likewise, the solids fat index (SFI) and solids fat content (SFC) curvesare of great importance to achieving the desired consistency and performance of
© 2004 by CRC Press LLC

shortening, margarine, and other fats and oils products. The usual SFI measurementsused to identify the acceptability of a margarine product differ from those used forshortening acceptability because of the primary uses of the two fats and oils products:
1. Typical margarine SFI measurement points:• SFI at 50°F (10°C) indicates the printability and spreadability of a margarine
product at refrigerator temperatures. • SFI at 70°F (21.1°C) indicates the product resistance to oil-off at room tem-
perature. • SFI at 92°F (33.3°C) indicates the mouth feel or melt-in-the-mouth character-
istics. 2. Typical shortening SFI measurement points:
• SFI at 50°F (10°C) indicates the consistency at retarder temperatures.• SFI at 80°F (26.7°C) indicates the consistency at usual batter or dough mixing
temperatures. • SFI at 104°F (40°C) indicates the resistance of the shortening to high-temper-
ature storage.
The above are typical SFI measurement points for standard products and maynot be applicable for particular product development applications; therefore, themeasurement points should be established for each product individually. However,in each case where SFI control is exercised, a minimum of three measurement pointsshould be established to identify and help prevent what has been identified as “slopeunawareness.”25 The desired SFI slope of a fat or oil product is the difference betweenthe lowest and highest temperature measurements. Depending on the allowed toler-ances, the slope can vary considerably, sometimes enough to drastically change theperformance of the product. For instance, if the desired slope of a particular productfrom 50 to 104°F SFI was 18 units with an allowed tolerance of ±3 at the 50°F SFIand ±2 at the 104°F SFI, the actual slope could vary from 13 to 23 units, or ±5 units.Additionally, the slope could vary more than this range if only one or two SFItemperatures were measured without the processor or the formulator being awarethat these changes were occurring. On this basis, it is important to identify the SFImeasurement temperatures, slope, and allowable tolerances that do not adverselyaffect the product performance.
4.9.2 Analytical Development
Formulation of a fat and oil product to satisfy an existing specification requiresa knowledge of the contribution of each individual component to the requiredphysical and chemical analysis. Many of the analytical requirements of fat blends,such as iodine value and fatty acid composition, are linear, and the blend analysiscan take the sum of the weighted averages of the blend components. However, theSFI profile of a fat and oil blend is a nonlinear function of the behavior of theindividual constituents, and skill and experience are required to identify the fractionalcomponents of the blend to meet the specified limits.
© 2004 by CRC Press LLC

4.9.2.1 Solids Fat Index Calculations
The SFI contribution of each component of a blend can be calculated algebra-ically; however, the different basestock types require different formulae. The threebasestock variations are (1) liquid oils, which have a dilutive SFI effect; (2) hardfats,which contribute 100% or more to SFI values; and (3) basestocks, which contributeSFI values that are basically linear. SFI data for each component and the prospectiveblends must be available for these calculations. Factors are established from thesedata to calculate the contribution of the individual components to the final blends.These calculations allow the formulator to identify the desired composition with lesslaboratory work preparing and analyzing various blends:
1. Liquid oil calculations — Liquid oils have a dilution effect upon the contributionsof solid fats to the SFI. The extent of these negative effects depends on the amountof liquid oil in the blend and the hardness of the solid fat. The formula to calculatethe dilution factor is:
Liquid dilution factors change with each blend of an oil with a basestock, as wellas the level of each basestock. Actual SFI results for blends of refined and bleached(RB) soybean oil, corn oil, and cottonseed oil with hydrogenated soybean oil(H-SBO) basestocks, tabulated in Table 4.10, illustrate the dilution effects of theseoils. Calculated dilution factors for the same blends, summarized in Table 4.11,show the negative SFI effects. The liquid dilution factors are accurate only for theblend that provided the data. The results of a second blend will vary from theinitial blend because of changes in triglyceride composition and reproducibilityof the SFI method.
2. Basestock blend calculations — Basestock SFI calculations are linear, and theblend values can be determined by the sum of the weighted averages for alltemperatures where all of the components have individual SFI values. An absenceof SFI values for any of the components indicates that the solids from the otherbasestocks will be diluted. The dilutive effect is determined by the same methodas that for liquid oils.
3. Hardfat blend calculations — Hardfats normally contribute 100% or more to theSFI values because they are almost completely saturated. Actual SFI values arenot available for the low-iodine-value hardfats, because their expansion wouldbreak the SFI dilatometer during the analysis. Their effect on SFI can be determinedby evaluating blends of the hardfat with the desired basestock or liquid oil toidentify the hardfat “bump” or increase at each SFI temperature. Hardfat bumpvaries with the evaluation temperature, use level, and hardfat source oil. Theformula to calculate hardfat bump is:
(Basestock SFI % basestock) blend SFI% Liquid oil× −
(Actual blend SFI value) (basestock weighted SFI value)Hardfat, parts
−
© 2004 by CRC Press LLC

Table 4.11 tabulates the SFI results for blends of various basestocks with threedifferent hardfats: 56-titer palm oil, 4-IV H-CSO, and 28-IV H-CSO. Table 4.13lists the hardfat bump factors calculated for the blends presented in Table 4.12.
4.9.3 Triglyceride Replication
Natural fat systems are mixtures of various triglycerides. Their functional prop-erties and quality characteristics are directly related to the type of triglycerides in
Table 4.10 SFI Results of Blends of Liquid Oils with Hydrogenated Basestocks
RB Soybean Oil (%) None 20 40 60 80Basestock (%) 100 80 60 40 20
60-IV H-SBO BasestockSFI at 50°F 64.2 47.2 32.3 20.0 8.0SFI at 70°F 56.2 36.5 24.2 14.0 4.6SFI at 80°F 52.7 34.2 21.5 11.7 3.3SFI at 92°F 35.8 22.0 12.0 5.7 0.5SFI at 104°F 13.2 7.2 3.0
66-IV H-SBO BasestockSFI at 50°F 61.5 45.0 30.7 19.0 8.0SFI at 70°F 48.5 34.0 21.5 12.5 5.2SFI at 80°F 41.5 28.5 17.5 9.0 2.0SFI at 92°F 23.8 14.5 8.0 3.2SFI at 104°F 4.3 1.7
74-IV H-SBO BasestockSFI at 50°F 39.1 28.0 18.7 10.5 3.6SFI at 70°F 21.0 14.0 8.5 4.0SFI at 80°F 12.7 7.9 4.0SFI at 92°F 1.9
80-IV H-SBO BasestockSFI at 50°F 25.4 16.8 12.2 6.8 3.0SFI at 70°F 10.4 6.4 3.6 1.7SFI at 80°F 4.7 2.3 1.0
RB Corn Oil (%) None 20 40 60 8066 IV H-Corn Oil Basestock (%) 100 80 60 40 20
SFI at 50°F 62.6 46.3 31.1 19.1 9.3SFI at 70°F 49.8 35.0 22.2 12.7 5.3SFI at 80°F 43.3 29.1 17.2 9.0 2.9SFI at 92°F 24.3 14.8 7.4 2.5SFI at 104°F 4.7
RB Cottonseed Oil (%) None 20 40 60 8066-IV H-SBO Basestock (%) 100 80 60 40 20
SFI at 50°F 60.5 46.0 32.3 19.5 8.5SFI at 70°F 49.0 35.0 23.2 13.0 5.0SFI at 80°F 44.3 30.3 19.4 10.0 2.8SFI at 92°F 26.5 16.5 9.8 4.5SFI at 104°F 5.8 2.4
RB = refined and bleached; H-SBO = hydrogenated soybean oil; IV = iodinevalue; SFI = solids fat index.
© 2004 by CRC Press LLC

the fat system. Formulation by the triglyceride replication method requires qualitativeand quantitative knowledge of triglyceride composition of the target fat system.Characterization of triglyceride compositions is possible but requires a well-equipped laboratory and time-consuming, tedious analysis. Insight into the molecularcomposition of fats can be obtained from the fatty acid composition and furtherrefined to differentiate positional and geometric isomers of both fatty acids andtriglycerides.
Table 4.11 Liquid Oil SFI Dilution Factors
RB Soybean Oil (%) 20 40 60 80Basestock (%) 80 60 40 20
60-IV H–SBO Basestock50°F SFI dilution factor –20.8 –15.6 –9.5 –6.070°F SFI dilution factor –32.3 –23.8 –14.1 –8.380°F SFI dilution factor –39.8 –25.3 –15.6 –9.192°F SFI dilution factor –33.2 –23.7 –14.4 –8.3104°F SFI dilution factor –16.8 –12.3 –8.8 –3.3
66-IV H–SBO Basestock50°F SFI dilution factor –21.0 –15.5 –9.3 –5.470°F SFI dilution factor –24.0 –19.0 –11.5 –5.680°F SFI dilution factor –23.5 –18.5 –12.7 –7.992°F SFI dilution factor –22.5 –15.8 –10.5 –6.0104°F SFI dilution factor –8.7 –6.5 –2.9 –1.0
74-IV H–SBO Basestock50°F SFI dilution factor –16.5 –12.0 –8.5 –5.370°F SFI dilution factor –14.0 –10.3 –7.3 –5.380°F SFI dilution factor –11.3 –9.1 –8.5 –3.292°F SFI dilution factor –7.6 –2.9 –1.3 –0.5
80-IV H–SBO Basestock50°F SFI dilution factor –17.6 –10.1 –5.8 –2.670°F SFI dilution factor –10.1 –6.6 –4.1 –2.680°F SFI dilution factor –16.4 –4.6 –3.1 –1.2
RB Corn Oil (%) 20 40 60 8066-IV H–Corn Oil Basestock (%) 80 60 40 20
50°F SFI dilution factor –18.9 –16.2 –9.9 –4.070°F SFI dilution factor –24.2 –19.2 –12.0 –5.880°F SFI dilution factor –27.7 –22.0 –13.9 –7.292°F SFI dilution factor –23.2 –18.0 –12.0 –6.1104°F SFI dilution factor –18.8 –7.1 –3.1 –1.2
RB Cottonseed Oil (%) 20 40 60 8066-IV H–SBO Basestock (%) 80 60 40 20
50°F SFI dilution factor –12.0 –10.0 –7.8 –4.570°F SFI dilution factor –21.0 –15.5 –11.0 –6.080°F SFI dilution factor –25.7 –18.0 –12.9 –7.692°F SFI dilution factor –23.5 –15.3 –10.2 –6.6104°F SFI dilution factor –11.2 –8.7 –3.9 –1.5
RB = refined and bleached; H-SBO = hydrogenated soybean oil; IV = iodinevalue; SFI = solids fat index.
© 2004 by CRC Press LLC

After the molecular structures for the target fat system are identified, individualcomponents from specific source oils and product fractions obtained by hydrogena-tion, fractionation, interesterification, or a combination of these processes areblended to replicate the desired composition. The source oils and processing nor-mally contain or produce unwanted triglyceride structures that must be separatedfrom the mixture. This process creates one or more byproducts, thus leading toadditional product development study to identify cost-effective utilization of thesesurplus fractions.
Table 4.12 SFI Results of Hardfat Blends with Softer Basestocks
56-Titer Palm Oil (%) 4 8 10 15Basestock (%) 100 96 92 90 85
109-IV H-SBO BasestockSFI at 50°F 2.0 6.0 10.0 12.0 17.0SFI at 70°F 0.8 5.2 9.7 11.5 16.8SFI at 80°F — 4.9 9.7 11.5 16.8SFI at 92°F — 3.8 8.0 10.2 15.5SFI at 104°F — 1.0 5.5 7.3 12.5
74-IV H-SBO BasestockSFI at 50°F 41.0 42.0 44.5 45.0 48.0SFI at 70°F 23.5 26.8 31.0 32.5 36.7SFI at 80°F 16.0 22.5 28.0 30.0 34.5SFI at 92°F 4.0 11.5 18.0 21.5 26.0SFI at 104°F 3.0 9.5 12.0 17.5
66-IV H-SBO BasestockSFI at 50°F 64.0 66.0 67.0 67.3 68.0SFI at 70°F 55.0 57.0 59.2 60.5 61.5SFI at 80°F 50.5 53.5 56.5 58.0 59.5SFI at 92°F 32.0 37.5 42.5 44.8 47.5SFI at 104°F 15.0 17.5 23.5 26.0 31.0
4-IV H-CSO Hardfat (%) 5 10 15 2091.5-IV H-SBO Basestock (%) 100 95 90 85 80
SFI at 50°F 18.1 21.9 25.1 29.2 33.5SFI at 70°F 7.6 12.9 18.6 22.6 26.4SFI at 80°F 3.2 11.9 18.0 22.0 26.0SFI at 92°F 0.1 8.5 14.7 19.5 24.0SFI at 100°F — 6.1 12.2 17.7 22.6SFI at 104°F — 5.1 10.9 16.8 22.2
28-IV H-SBO Hardfat (%) 5 10 15 2091.5-IV H-SBO Basestock (%) 100 95 90 85 80
SFI at 50°F 18.1 23.7 26.8 29.9 31.8SFI at 70°F 7.6 12.6 17.0 21.1 25.1SFI at 80°F 3.2 9.6 14.8 19.6 23.7SFI at 92°F 0.1 4.6 8.9 13.3 17.5SFI at 100°F — 1.8 5.2 8.7 12.4SFI at 104°F — 1.0 3.5 6.9 10.4
RB = refined and bleached; H-SBO = hydrogenated soybean oil; IV = iodinevalue; SFI = solids fat index.
© 2004 by CRC Press LLC

This formulation technique has achieved commercial success but is primarilylimited in scope and application to cocoa butter equivalents. Cocoa butter is com-posed of predominantly symmetrical triglycerides, approximately 75%, with oleicfatty acid in the sn-2 position. It also contains approximately 20% triglycerides thatare liquid at room temperature, has a melting range of 32 to 35°C, and softens around30 to 32°C. The unique triglyceride composition, together with the extremely lowlevels of diglycerides, contributes to the desirable physical properties of cocoa butterand its ability to recrystallize in a stable crystal form.
Table 4.13 Hardfat Bump Factors
56-Titer Palm Oil (%) 4 6 10 15Basestock (%) 96 94 90 85
109-IV H-SBO Basestock50°F SFI bump factor 1.02 1.02 1.02 1.0270°F SFI bump factor 1.11 1.16 1.08 1.0780°F SFI bump factor 1.23 1.20 1.15 1.1292°F SFI bump factor 0.95 0.95 1.02 1.03104°F SFI bump factor 0.25 0.50 0.73 0.83
74-IV H-SBO Basestock50°F SFI bump factor 0.66 0.74 0.81 0.8870°F SFI bump factor 1.19 1.15 1.14 1.1280°F SFI bump factor 1.79 1.66 1.56 1.3992°F SFI bump factor 1.92 1.87 1.79 1.51104°F SFI bump factor 0.75 0.92 1.20 1.17
66-IV H-SBO Basestock50°F SFI bump factor 1.14 1.06 0.97 0.9670°F SFI bump factor 1.05 1.13 1.10 0.9680°F SFI bump factor 1.26 1.26 1.26 1.1192°F SFI bump factor 1.70 1.70 1.60 1.35104°F SFI bump factor 0.78 1.12 1.25 1.22
4-IV CSO Hardfat (%) 5 10 15 2091.5-IV H-SBO Basestock (%) 95 90 85 80
50°F SFI bump factor 0.94 0.88 0.92 0.9570°F SFI bump factor 1.14 1.18 1.08 1.0280°F SFI bump factor 1.77 1.51 1.28 1.1792°F SFI bump factor 1.68 1.46 1.29 1.20100°F SFI bump factor 1.22 1.22 1.18 1.13104°F SFI bump factor 1.02 1.09 1.12 1.11
28-IV H-CSO Hardfat (%) 5 10 15 2091.5-IV H-SBO Basestock (%) 95 90 85 80
50°F SFI bump factor 1.30 1.05 0.97 0.8770°F SFI bump factor 1.08 1.02 0.98 0.9580°F SFI bump factor 1.31 1.19 1.13 1.0692°F SFI bump factor 0.90 0.88 0.88 0.87100°F SFI bump factor 0.36 0.52 0.58 0.62104°F SFI bump factor 0.20 0.35 0.46 0.52
RB = refined and bleached; H-SBO = hydrogenated soybean oil; IV = iodinevalue; SFI = solids fat index.
© 2004 by CRC Press LLC

Cocoa butter is a simple, three-component system consisting of palm-itic–oleic–palmitic (POP), palmitic–oleic–stearic (POS), and stearic–oleic–stearic(SOS) triglycerides. If components with these three triglycerides are blended in thecorrect proportions, the resultant triglyceride replication product will behave likecocoa butter.51 Commercial products composed of a palm oil middle-melting fractionrich in POP and fats such as shea or sal are fractionated to obtain triglyceridefractions rich in POS and SOS. Careful preparation and blending of these compo-nents results in a vegetable fat equivalent to cocoa butter in performance.52
4.10 SOURCE OILS AND FATS INTERCHANGEABILITY
Substitution of one source oil for another may be desirable due to raw-materialavailability, cost reduction, religious prohibitions, consumer preference, legislation,etc. The degree of interchangeability possible is determined by (1) characteristicsof the initial product, (2) source oil or oils to be substituted, (3) requirements of theapplication, and (4) product knowledge and information available to the formulator.The raw materials of interchangeability are naturally the source oils and fats thatare available to the formulator; they may vary in chemical composition and physicalproperties and may require different processing techniques to become adequatesubstitutes. The effect of emulsifiers, antioxidants, crystal inhibitors, antifoamers,and other additives must also be considered for successful substitute or alternativeformulations.
Source-oil interchangeability assumes that a product with a degree of acceptableperformance exists. All alternative formulation developments start by identifyingthe requirements of the product. For example, margarine was developed as a sub-stitute for butter to provide an affordable food source with a more reliable supply.The performance requirements for this substitute product were the flavor character-istics, consistency, and eating characteristics, or mouth feel, of butter. In this case,technology was used to develop a substitute, but not an exact duplicate, for theexisting product.
The tools available for source-oil interchangeability formulation are (1) analyt-ical methods to identify the characteristics of the existing product, (2) processes thatalter the physical and chemical nature of the source oils, (3) performance evaluationsto determine if the substitute product has the desired application characteristics, and(4) databases that allow screening of the potential product components.53
The degree of interchangeability possible is determined by the characteristics ofthe initial product, the substituting source oils, and the requirements of the applica-tion. In the simplest cases, source oil substitution involves (1) direct substitution ofone oil for another, (2) blending source oils, or (3) inclusion of a hydrogenatedbasestock or hardfat to satisfy an SFI or SFC profile.
Alternate formulation development becomes more complex when the source oilshave dissimilar characteristics, such as the substitution of a semisolid such as palmoil for a liquid oil such as soybean oil. Likewise, it is necessary to consider thecrystal habit of the oil or fat being introduced and its effect upon the crystallineform of the product. A β polymorph is more stable than β′, but the rate of transition
© 2004 by CRC Press LLC

from one crystal form to another differs for each oil type. The β′ form is preferredfor most shortenings and margarines because it promotes plasticity, smooth texture,and improved creaming properties. The β-crystal form tends to produce large gran-ular crystals and products that are waxy and grainy with poor aeration potential.The β formers perform well in applications such as pie crusts, where a grainy textureis desirable; in frying shortenings, where the crystal is destroyed by heating; and inliquid shortenings, where the large granular crystals are preferred for stability andfluidity maintenance. The ratio of β- to β′-crystal formers helps determine thedominant crystal habit, but the higher melting triglyceride portions of a solidifiedfat product usually force the fat to assume that crystal form. In practice, the use ofβ′ hardfats at levels as low as 5% can stabilize a product in the β′ polymeric form.Other β′ stabilization methods are interesterification, trans-acids, low-temperaturestorage, and the use of additives such as sorbitan tristearate and diglycerides.
REFERENCES
1. Markley, K.S., Nomenclature, classification and description of individual acids, inFatty Acids, Vol. 1, 2nd ed., Markley, K.S., Ed., Interscience Publishers, New York,1960, pp. 34, 35, 36–46, 50-53.
2. Cook, R., Thermally induced isomerism by deodorization, INFORM, 13, 71–76, 2002. 3. Watkins, B.A., Hennig, B., and Taborek, M., Dietary fat and health, in Bailey’s
Industrial Oil and Fat Products, Vol. 1, 5th ed., Hui, Y.H., Ed., John Wiley & Sons,New York, 1996, pp. 168–169.
4. Haumann, B.F., Stearic acid: a “different” saturated fatty acid, INFORM, 9, 202–208,1998.
5. Neff, J., Fat city for fat research, Food Process., 59(2), 31–35, 1998. 6. Dutton, H.J., Evans, C.D., and Cowan, J.C., Status of research on the flavor problem
of soybean oil at the Northern Research Laboratory, Am. Assoc. Cereal Chemists, 11,116–135, 1953.
7. Hunter, J.E., Trans-fatty acids, effects and alternatives, Food Technol., 56(12), 140,2002.
8. Gunstone, F.D. and Hilditch, T.P., J. Chem. Soc., 1022, 1946. 9. Erickson, D.R. and List, G.R., Fat degradation reactions, in Bailey’s Industrial Oil
and Fat Products, Vol. 3, 4th ed., Applewhite, T.H., Ed., John Wiley & Sons, NewYork, 1985, pp. 275–277.
10. Fritsch, C.W., Lipid oxidation: the other dimensions, INFORM, 5, 423–436, 1994. 11. White, P.J., Flavor quality of fats and oils, in Introduction to Fats and Oils Technology,
2nd ed., O’Brien, R.D., Farr, W.E., and Wan, P.J., Eds., AOCS Press, Champaign,IL, 2000, pp. 352–353.
12. Buck, D.F., Antioxidants in soya oil, JAOCS, 58, 275, 1981. 13. Sherwin, E.R., Antioxidants for vegetable oils, JAOCS, 53, 430–436, 1976. 14. Eastman Chemical Co., Tenox Natural Tocopherols, Technical Data Bulletin 2G-263,
Kingsport, TN, 1990. 15. Chahine, N.H. and MacNeill, R.F., Effect of stabilization of crude whale oil with
tertiary butylhydroquinone and other antioxidants upon keeping quality of resultantdeodorized oil, JAOCS, 51, 37–41, 1974.
16. Sherwin, E.R., Antioxidants for food fats and oils, JAOCS, 49, 468–472, 1992.
© 2004 by CRC Press LLC

17. Luckadoo, B.M. and Sherwin, E.R., Tertiary butylhydroquinone as antioxidant forcrude sunflower seed oil, JAOCS, 49, 95–97, 1972.
18. Sherwin, E.R. and Luckadoo, B.M., Studies on antioxidant treatment of crude vege-table oils, JAOCS, 47, 19–23, 1970.
19. Kraybill, H.R. et al., Butylated hydroxyanisole as an antioxidant for animal fats,JAOCS, 26, 449-453, 1949.
20. Bessler, T.R. and Ortheoefer, R.T., Providing lubricity in food fat systems, JAOCS,60, 1765–1768, 1983.
21. Broady, H. and Cochran, M., Shortening for bakery cream icings and cream fillers,The Baker’s Digest, 52(12), 23, 1978.
22. Hoerr, C.W., Morphology of fats, oils, and shortenings, JAOCS, 37(10), 539–546,1960.
23. Hoerr, C.W., Moncrieff, J., and Paulicka, F.R., Crystallography of shortenings, TheBakers Digest, 40(4), 38–40, 1966.
24. Hoerr, C.W. and Ziemba, J.V., Fat crystallization points way to quality, Food Eng.,37(5), 90–93, 1965.
25. Wiederman, L.H., Margarine and margarine oil, formulation and control, JAOCS, 55,825–828, 1988.
26. Posmore, J., Application of modification techniques, in Recent Advances in Chemistryand Technology of Fats and Oils, Hamilton, R.J. and Bhati, A., Eds., Elsevier, London,1987, pp. 172–175.
27. Mattil, K.F., Plastic shortening agents, in Bailey’s Industrial oil and Fats Products,3rd ed., Swern, D., Ed., Interscience, New York, 1964, pp. 273–275.
28. Williams, K.A., J. Soc. Chem. Ind., 46, 448–449, 1927. 29. Latondress, E.–G., Formulation of products from soybean oil, JAOCS, 53, 185-187,
1981. 30. O’Brien, R.D., Formulation: single feedstock situation, in Hydrogenation: Proceed-
ings of an AOCS Colloquium, Hastert, R., Ed., AOCS Press, Champaign, IL, 1987,pp. 155–169.
31. Latondress, E.G., Shortenings and margarines: basestock preparation and formulation,in Handbook of Soy Oil Processing and Utilization, Erickson, D.R. et al., Eds.,American Soybean Association and AOCS Press, Champaign, IL, 1980, pp. 146–154.
32. Thomas III, A.E., Importance of glyceride structure to product formulation, JAOCS,58, 238–239, 1981.
33. Patterson, H.B.W., Hydrogenation of vegetable oils, Oleagineux, 28, 585, 1973. 34. Hastert, R.C., Cost/quality/health: the three pillars of hydrogenation, in Proceedings
of World Conference, Edible Fats and Oils Processing: Basic Principles and ModernPractices, Erickson, D.R., Ed., AOCS Press, Champaign, IL, 1990, pp. 148–149.
35. Lampert, D., Processes and products of interesterification, in Introduction to Fats andOils Technology, 2nd ed., O’Brien, R.D., Farr, W.E., and Wan, P.J., Eds., AOCS Press,Champaign, IL, 2000, pp. 208–222.
36. Wainwright, B., Specialty fats and oils, in Introduction to Fats and Oils Technology,2nd ed., O’Brien, R.D., Farr, W.E., and Wan, P.J., Eds., AOCS Press, Champaign,IL, 2000, pp. 505–511.
37. Nash, N.H. and Brickman, L.M., Food emulsifiers science and art, JAOCS, 49,457–461, 1972.
38. Birnbaum, H., The monoglycerides: manufacture, concentration, derivatives, andapplications, The Baker’s Digest, 55(12), 6–16, 1981.
39. Dziezak, J.D., Emulsifiers: the interfacial key to emulsion stability, Food Technol.,42(10), 172–186, 1988.
© 2004 by CRC Press LLC

40. Krog, N., Functions of emulsifiers in food systems, JAOCS, 54, 124–131, 1977. 41. Neu, G.D. and Simcox, W.J., Dough conditioning and crumb softening in yeast-raised
bakery products with succinylated monoglycerides, Cereal Foods World, 20, 203–208,1975.
42. Henry, C., Monoglycerides: the universal emulsifier, Cereal Foods World, 40,734–738, 1995.
43. Silva, R., Phospholipids as natural surfactants for the cereal industry, Cereal FoodsWorld, 35, 1008–1012, 1990.
44. Sinram, R.D., The added value of specialty lecithins, Oil Mill Gazetteer, Sept., 22–26,1991.
45. Anon., The Atlas HLB System, 3rd ed., Atlas Chemical Industries, Wilmington, DE,1963, pp. 3–20.
46. Griffin, W.C. and Lynch, W.C., Surface-active agents, in CRC Handbook of FoodAdditives, Vol. 1, Furia, T.E., Ed., CRC Press, Boca Raton, FL, 1972, pp. 404–410.
47. Anon., Grindsted Emulsifiers, Grindsted Products, North Kansas City, MO, pp. 3–5. 48. Anon., Durkee Food Emulsifiers, Durkee Industrial Foods Group, Cleveland, OH,
pp. 6–8. 49. Anon., Those Wonderful Disappearing Emulsifiers from Humko Chemical, Humko
Chemical Division, Witco Corp., Memphis, TN, pp. 1–3. 50. American Oil and Chemists’ Society, The Official Methods and Recommended Prac-
tices of the American Oil Chemists’ Society, 4th ed., AOCS Press, Champaign, IL,1994.
51. Shukla, V.K.S., Confectionery fats, in Edible Fats and Oils Processing — BasicPrinciples and Modern Practices: World Conference Proceedings, Erickson, D.R.,Ed., AOCS Press, Champaign, IL, 1990, p. 228.
52. Haumann, B.F., Confectionery fats for special uses, JAOCS, 61, 468–472, 1984. 53. Young, F.V.K., Interchangeability of fats and oils, JAOCS, 62, 372–375, 1985.
© 2004 by CRC Press LLC

CHAPTER 1
Raw Materials
1.1 INTRODUCTION
Fats and oils are the raw materials for liquid oils, shortenings, margarines, andother specialty or tailored products that are functional ingredients in food productsprepared by food processors and restaurants and in the home. Humans have used fatsand oils for food and a variety of other applications since prehistoric times, as theywere easily isolated from their source. For example, fatty tissues from animals liberatefree-floating fats on being boiled, whereas oil can be pressed from olives and oilseeds.Fats and oils found utility because of their unique properties. These ingredients werefound to add flavor, lubricity, texture, and satiety to foods. They have also been foundto have a major role in human nutrition. Fats and oils are the highest energy sourceof the three basic foods (carbohydrates, proteins, and fats), and many contain fattyacids essential for health that are not manufactured by the human body.
Fats and oils occur naturally in a wide range of sources, with each sourceproviding a separate and distinctive material. Hundreds of seeds and fruits bear oil,all animals produce fat, and marine sources also provide oils; however, only a fewof these sources are of economic importance. All edible fats and oils are water-insoluble substances that consist predominantly of glyceryl esters of fatty acids, ortriglycerides, with some nonglyceridic materials present in small or trace quantities.The terms fats and oils are used interchangeably, and the choice of terms is usuallybased on the physical state of the material at ambient temperature and tradition.Generally, fats appear solid at ambient temperatures and oils appear liquid. In thefinal analysis, it is the chemical composition that defines the characteristics of theindividual fat or oil, which in turn determines the suitability of this ingredient invarious processes and applications.
1.2 SOURCES OF FATS AND OILS
Humans have survived as hunters and gatherers for a majority of their knownexistence on Earth. It was only during the last 10,000 years that they learned to
© 2004 by CRC Press LLC

domesticate plants and animals. During this period, the evolution of cultivated plantshas been shaped to the needs of modern humans. Today’s agricultural crops aremankind’s creation. Humans cannot survive without them, nor can the crops thathave been developed survive without their care. The combined largest source ofvegetable oils is the seeds of annual plants grown in relatively temperate climates.Most of these annual plants not only are cultivated as a source of oil but are alsoutilized as protein-rich foods.
A second source of vegetable oil is oil-bearing trees. Olive, coconut, and palmoils are extracted from the fruit pulp rather than the seed of the fruit. Palm also hasseeds, which provide palm kernel oil. All of the oil-bearing tree fruits require arelatively warm climate (i.e., tropical for coconut and palm and a warm climate forolive trees). Most of the oil-bearing tree fruits and kernels provide the highest oilyields. Oil seeds are obtained from annual plants that must be replanted each year,whereas fruit oils are harvested from trees with long life spans. Olive trees are themost hardy and can survive to be several hundred years old. Coconut trees start tobear fruit after 5 to 6 years, and their life expectancy is as long as 60 years. Palmtrees start to bear fruit after 4 to 5 years and continue to do so for another 20 years.
Edible meat fats are supplied almost entirely by three kinds of domesticatedanimals: lard from pigs, tallow from cattle and sheep, and milk fat or butter fromcows. These animals are raised in the greatest quantities where they thrive the best —in temperate climates. Animal husbandry has evolved to the stage that these domesticanimals require not only a temperate climate but also intensive agriculture to providea plentiful supply of foodstuffs to produce the desired quality and quantity.
1.3 VEGETABLE OIL YIELDS
Fats and oils are renewable resources. The achievements of agriculture and plantcultivation have made it possible to exceed the demand resulting from world popu-lation growth. The major vegetable oil seeds and fruits utilized for edible purposesare listed on Table 1.1 with their typical oil contents, yield per acre of land, andmajor producing areas.1 Palm is unparalleled in oil yield. The palm oil yield of palmtrees is 2670 to 4450 pounds per acre, and an additional yield of 267 to 445 poundsper acre of palm kernel oil is obtained from the same fruit bunch. Palm trees yieldalmost 10 times the soybean oil yield per acre. Most oil seeds are annual crops, andthe harvest is seasonal; however, palm oil is a perennial crop, with two crops producedper year. Coconut, also with a high oil content and yield, requires 9 to 12 monthsto mature, but fruit is available each month of the year. Olives mature annually andare the most delicate fruit; extraction must be performed as soon as possible to obtaina quality oil. Olives have the lowest yield per acre of all the oils evaluated, eventhough their oil content is about equivalent to cottonseed and much higher than corngerm. The production of 1 quart of olive oil requires 1300 to 2000 olives.
Three of the four tree oils have the highest oil contents, but soybean, an annualoil seed crop with a low oil content, still provides the largest vegetable oilproduction in the world. Corn, with the lowest oil content, is grown in large enoughquantities to be the third most utilized vegetable oil in the United States. Canola,
© 2004 by CRC Press LLC

an annual oil seed crop developed and grown for its oil composition, has movedfrom a virtual unknown to second in oil utilization only to soybean oil. Canolaseed has the second highest oil content and oil yield per acre of all the annualplants presented in Table 1.1; it is surpassed only by peanut or groundnut oilcontent and yield.
1.4 AVAILABILITY OF FATS AND OILS
An important contributor to the availability of fats and oils is the fact that mostfats and oils production is controlled by factors other than the demand. Corn andcottonseed oils are clearly byproducts, whereas soybeans are specifically crushed tomeet the demands for meal. Sunflower, canola, and peanut plantings are subsidizedand controlled by the governments of the major producing countries. Palm kernel
Table 1.1 Vegetable Oils: Oil Content, Yield, and Producing Areas
Oil Oil Content
(%)Oil Yield
(Pounds/Acre) Producing Areas
Oilseeds:Canola 40–45 525–590 Canada, China, India, France, Austria,
United Kingdom, Germany, Poland, Denmark, Czechoslovakia, United States
Corn 3.1–5.7 215–390 United States, Mexico, Canada, Japan, China, Brazil, South Africa, Argentina, Russia, Commonwealth of Independent States (CIS), Belgium, France, Italy, Germany, Spain, United Kingdom
Cottonseed 18–20 185–210 China, Russia, United States, India, Pakistan, CIS, Brazil, Egypt, Turkey, Australia
Peanut 45–50 1120–1245 China, India, Nigeria, United States, Senegal, South Africa, Argentina
Safflower 30–35 545–635 China, United States, Spain, PortugalSoybean 18–20 400–450 United States, Brazil, Argentina, China,
India, Paraguay, BoliviaSunflower 35–45 460–590 Russia, Argentina, CIS, Austria, France,
Italy, Germany, Spain, United States, United Kingdom
Tree fruits and kernels:Coconut 65–68 650–870 Philippines, Indonesia, India, Mexico,
Sri Lanka, Thailand, Malaysia, Vietnam, Mozambique, New Guinea, Ivory Coast
Olive 15–35 90–260 Spain, Italy, Greece, Tunisia, Turkey, Morocco, Portugal, Syria, Algiers, Yugoslavia, Cyprus, Egypt, Israel, Libya, Jordan, Lebanon, Argentina, Chile, Mexico, Peru, United States, Australia
Palm 45–50 2670–4450 Malaysia, Indonesia, China, Philippines, Pakistan, Mexico, Bangladesh, Colombia, Ecuador, Nigeria, Ivory Coast
Palm kernel 44–53 267–445 Malaysia, Indonesia, China, Philippines, Pakistan, Mexico, Bangladesh, Colombia, Ecuador, Nigeria, Ivory Coast
© 2004 by CRC Press LLC

oil production is dependent upon palm oil requirements, as it is grown in the samefruit bunch. Olive, coconut, and palm oils are all produced from the fruit of treesthat have long productive life spans; therefore, their production cannot be adjustedto demand changes from year to year. Animal fats are dependent upon meat con-sumption, and butter output is subject to milk production. Thus, the availability offats and oils is not geared to demand.
Weather is another factor that affects both availability and demand for fats andoils. For example, a hurricane in Malaysia can decrease the oil available on theworld market; alternatively, favorable weather in the United States, which producesa soybean crop with maximum yields, will increase the available oil for the worldmarket. Other factors that affect world demand are the Russian sunflower crop,African peanut crop, South American soybeans and cottonseed oil yields, and soforth. This is a one-world market in which variable inputs affect availability anddemand, which in turn affect the price structure.
1.5 U.S. UTILIZATION OF EDIBLE FATS AND OILS
Climate and availability certainly influenced the eating habits of our ancestors.Inhabitants of central and northern Europe obtained their edible fats from animals,whereas people in southern Europe, Asia, and Africa acquired their edible oils fromvegetable sources. The food products developed in these different regions used theavailable fats and oils products. Consequently, the cuisine of central and northernEuropean countries developed around the use of solid fats such as butter, lard, andtallow for breads, pastries, and other baked and fried products. Similarly, the dietsof inhabitants from warmer climates were developed around the use of liquid oilsfor their food products, which include many sauces and dressings.2 These trendsappear to continue to be the preference of their descendants.
Immigrants to the United States brought their food preferences with them andintroduced them to others from different regions of the world. Fats and oils tech-nology has further increased the varied and rich American diet by improvement ofexisting products and development of new food products. The North American eatinghabits that resulted have made the United States a consumer of almost every availablefat and oil but at a different rank order than for world production. Table 1.2 comparesthe U.S. and world vegetable oil consumption.3 Soybean oil does not enjoy thedominant position in the world market that it has in the U.S. market. Overall, it wasthe leading vegetable oil for the year 2000, but when the U.S. consumption is takenaway palm oil becomes the major source of oil, followed by soybean, rapeseed, andsunflower oil.
The American consumer is offered these fats and oils in the form of cooking orsalad oils; butter, margarine, or spreads; and shortenings or as an ingredient in aprepared food product. The sources of the major fats and oils used in the UnitedStates are listed in Table 1.3, which reviews the annual usage of both animal fatsand vegetable oils over the past 5 decades.3–5 These data indicate some distinct trendsover the past 50 years: (1) continuing increase in individual consumption, (2) a moveaway from animal fats to vegetable oils, (3) replacement of previously established
© 2004 by CRC Press LLC

fats and oils with different source oils, (4) introduction of new vegetable oils, (5) therise and fall of some individual source oils, (6) source oil changes that reflect theresults of medical studies, (7) introduction of genetically modified oil seed varieties,and more.
Disappearance of fats and oils in the United States has increased to almost fourtimes the levels recorded 50 years ago. This increased usage is due to increases inpopulation, personal consumption, food waste, and changes in the food preparation
Table 1.2 2001/2002 World Vegetable Oil Production (million pounds)
Rank Order With U.S. Usage Without U.S. Usage
U.S. Usage(%)
1 Soybean 63,184 Palm 54,265 0.862 Palm 54,736 Soybean 46,226 26.843 Canola 26,840 Canola 25,347 5.564 Sunflower 16,654 Sunflower 16,279 2.355 Peanut 9460 Peanut 9210 2.646 Cottonseed 8404 Cottonseed 7637 9.137 Coconut 7172 Coconut 6072 15.348 Palm Kernel 6842 Palm kernel 6487 5.199 Olive 5566 Olive 5111 8.17
10 Corna 2459 Corn 1130 45.96Total 201,317 Total 177,764 11.70
a U.S. production only.
Table 1.3 U.S. Edible Fats and Oils Disappearance and Per Capita Consumption
Year (Millions of Pounds)Fat or Oil 1950 1960 1970 1980 1990 2000
Canola — — — — 577 1744Coconut 129 172 788 1032 897 968Corn 223 310 445 673 1149 1711Cottonseed 1445 1225 891 523 851 674Olive 79 51 67 58 211 455Palm — 1 182 299 256 375Palm kernel 26 53 94 NR 362 243Peanut 103 62 193 112 197 244Safflower — — 100 — 58 102Soybean 1446 3011 6253 9114 12,164 16,210Sunflower — — — 64 200 357Lard 2050 1889 1645 1023 825 962Tallow 156 328 518 995 955 1498Butter 1327 1113 1075 1017 1095 1022
Total 6984 8215 12,251 14,910 19,797 26,565Per capita consumption (pounds)
Vegetable oils 24.0 26.7 39.0 45.0 52.8 63.1Animal fats 21.9 18.5 14.1 12.2 9.4 11.5
Total 45.9 45.3 53.0 57.2 62.2 74.6
Note: NR = not reported.
© 2004 by CRC Press LLC

methods. The per capita use of visible fats and oils increased by almost 29 poundsduring this period, confirming an increase in personal usage either from consumptionor waste. The changes in the food fats utilized reflect the changing eating habits ofAmericans in relation to time, place, and frequency of eating. During the periods ofhigh increases, the popularity of convenience and snack foods rose sharply, accompa-nied by rapid growth in the fast food industry, which relies heavily upon deep-fat frying.
Fats and oils consumption has been categorized into visible and invisible sources.Visible fats and oils are those isolated from animal tissues, oilseeds, or oil fruits andused for food preparation as shortening, margarine, or liquid oil or for specialtyuses. Invisible fats and oils are consumed as part of meats, poultry, eggs, dairyproducts, fish, fruits, or vegetables and account for approximately 60% of an indi-vidual’s fat consumption. The values for pounds per person reported in Table 1.3are those from visible sources only.
A shift from animal fats to vegetable oils began before 1950. Animal fatsdominated the U.S. market until animal-fat supply shortages and new process devel-opments helped cottonseed oil gain popularity. In 1950, animal fats were only slightlybehind in market share, but 20 years later, in 1970, edible vegetable oils accountedfor three fourths of the total and animal fats for only one fourth. This trend hascontinued, with vegetable oil commanding almost 85% of the U.S. edible oil marketin 2000. On a per capita basis, edible vegetable oil consumption increased duringthe second half of the 20th century from 24 to 63.1 pounds; meanwhile, animal fatsusage fell from 21.9 to 11.5 pounds. During this period, cottonseed oil lost itsdominant vegetable oil position to soybean oil, due to cottonseed supply shortagesand economics. Vegetable oils became dominant mainly because of competitivepricing (first for cottonseed oil and then for soybean oil), increased hydrogenationcapacity, consumer preference shifts from butter to margarine, and nutritional con-cerns regarding cholesterol and saturated fats. Nutritional issues helped other veg-etable oils obtain a share of the U.S. market. Canola, corn, olive, sunflower, andsafflower oils have all been marketed as oils with more attractive nutritional values,such as lower levels of saturated fat and higher levels of polyunsaturated fat.
1.6 CHARACTERIZATION OF FATS AND OILS
The chemical and physical properties of fats and oils are largely determined bythe fatty acids that they contain and their position within the triacylglycerol molecule.Chemically, all fats and oils are esters of glycerin and fatty acids; nevertheless, thephysical properties of natural fats and oils vary widely because: (1) the proportionsof fatty acids vary over wide ranges, and (2) the triacylglycerol structures vary foreach individual oil and fat. Fats and oils are commonly referred to as triglyceridesbecause the glycerin molecule has three hydroxyl groups where a fatty acid can beattached. All triglycerides have the same glycerin unit, so it is the fatty acids thatcontribute the different properties. The fatty acid components are distinguished inthree ways: (1) chain length, (2) number and position of the double bonds, and
© 2004 by CRC Press LLC

(3) position of the fatty acids within the glyceride molecule. Variations in thesecharacteristics are responsible for the chemical and physical differences experiencedwith edible fats and oils.
The structure of a fatty acid is commonly denoted by a systematic name after thenomenclature of its parent hydrocarbon, by its common name, or by a convenientshorthand designation showing the number of carbon atoms and the number of doublebonds. The fatty-acid carbon-chain lengths vary between 4 and 24 carbon atoms withup to three double bonds. The most prevalent saturated fatty acids are lauric (C-12:0),myristic (C-14:0), palmitic (C-16:0), stearic (C-18:0), arachidic (C-20:0), behenic(C-22:0), and lignoceric (C-24:0). The most important monounsaturated fatty acidsare oleic (C-18:1) and erucic (C-22:1). The essential polyunsaturated fatty acids arelinoleic (C-18:2) and linolenic (C-18:3).
The triglyceride structure of an edible fat or oil is affected by the fatty acids presentand the point of attachment of each fatty acid to the glycerin. Triglycerides with threeidentical fatty acids are called monoacid triglycerides. Triglycerides containingmore than one type of fatty acid are called mixed triglycerides. A mixed triglyc-eride containing three different fatty acids has three regioisomeric forms and sixstereoisomeric forms, depending on which fatty acid is in the beta or middleposition (sn-2) of the glycerol portion of the molecule and which fatty acids arein the alpha or outer positions (sn-1 and sn-3). The distribution of the fatty acidsis considered to be nonrandom when the saturated fatty acids are positionedpredominantly in the sn-1 or sn-3 positions and the unsaturated fatty acids arepositioned predominantly in the sn-2 position.6
The fatty acid compositions of natural fats and oils vary significantly dependingnot only on the plant or animal species but also within the same species. Amongthe factors that affect the vegetable oil fatty acid compositions are climate conditions,soil type, growing season, plant maturity, plant health, microbiological conditions,seed location within the flower, and genetic variation of the plant. Animal fat andoil composition varies according to the animal species, diet, health, fat location onthe carcass, and maturity.7
1.6.1 Nonglyceride Components of Fats and Oils
The primary constituents in crude fats and oils are the triglycerides, but they alsocontain varying amounts of minor components, many of which significantly affecttheir chemical and physical properties. Exclusive of free fatty acids, crude vegetableoils commonly contain 2% or more nonglyceride substances, and animal fats containmuch smaller quantities. These minor components, also referred to as the unsapon-ifiable fraction, consist of phospholipids, tocopherols, sterols, resins, carbohydrates,pesticides, proteins, trace metals, and pigments such as gossypol, carotene, andchlorophyll. Some but not all of the nonglyceride materials are undesirable; therefore,the objective in all edible oil processing is to remove the objectionable impuritieswith the least possible damage to the desirable constituents.
© 2004 by CRC Press LLC

1.6.1.1 Phospholipids
These compounds are better known to oil processors as phosphatides and arefrequently referred to, together with small quantities of carbohydrates and resins, asgums, which have adverse effects on product quality and refined oil yield. Phos-phatides are emulsifiers and hinder the separation of oil and water phases in thechemical refining process, interfere with effective bleaching, are catalyst poisons,shorten shelf life, and foul equipment surfaces. Phosphatides consist of polyhydricalcohols esterified with fatty acids and phosphoric acid, which is combined with anitrogen-containing compound. The phosphatides are divided into two categories:hydratable and nonhydratable, depending upon the effect that water has on them.The hydratable phosphatides (phosphatidylcholine and phosphatidylinositol) can beseparated from the oil phase with water. The nonhydratable phosphatides (phospha-tidic acid and lysophosphatidic acid) and the calcium and magnesium salts of theseacids remain in the oil after water degumming. A typical water degumming processwill remove the hydratable phosphatides to a level of 200 ppm phosphorus forsoybean and canola oils. Pretreatment of good-quality crude oils with phosphoricor citric acid before refining is successful in removing both nonhydratable andhydratable phosphatides to a phosphorus level of approximately 20 to 30 ppm. Twocommon phosphatides occurring in vegetable oils are the lecithins and cephalins,which may be considered triglycerides that have one fatty acid replaced with phos-phoric acid. The gums separated with a water degumming process can be dried forlecithin processing; however, the gums isolated with an acid degumming processesare not suitable for standard lecithin because their phosphatide composition differsand they contain the degumming acid. As indicated in Table 1.4, all the seed oilscontain significant quantities of the phosphatides.8–10
Table 1.4 Fats and Oils Nonglyceride Components
Fat or OilPhosphatides
(%)Sterols (ppm)
Cholesterol (ppm)
Tocopherols (ppm)
Tocotrienols (ppm)
Soybean 2.2 ± 1.0 2965 ± 1125 28 ± 7 1293 ± 300 86 ± 86Canola 2.0 ± 1.0 8050 ± 3230 53 ± 27 692 ± 85 —Corn 1.25 ± 0.25 15,050 ± 7100 57 ± 38 1477 ± 183 355 ± 355Cottonseed 0.8 ± 0.1 4560 ± 1870 68 ± 40 865 ± 35 30 ± 30Sunflower 0.7 ± 0.2 3495 ± 1055 26 ± 18 738 ± 82 270 ± 270Safflower 0.5 ± 0.1 2373 ± 278 7 ± 7 460 ± 230 15 ± 15Peanut 0.35 ± 0.05 1878 ± 978 54 ± 54 482 ± 345 256 ± 218Olive <0.1 100 <0.5 110 ± 40 89 ± 89Palm 0.075 ± 0.025 2250 ± 250 16 ± 3 240 ± 60 560 ± 140Tallow <0.07 1100 ± 300 1100 ± 300 — —Lard <0.05 1150 ± 50 3500 ± 500 — —Coconut <0.07 805 ± 335 15 ± 9 6 ± 3 49 ± 22Palm kernel <0.07 1100 ± 310 25 ± 15 3 ± 30 ± 30
© 2004 by CRC Press LLC

1.6.1.2 Tocopherols and Tocotrienols
Tocols, natural antioxidants found in plant-based oils, include four tocopheroland four tocotrienol isomers, each designated as alpha (α), beta (β), gamma (γ), anddelta (δ) on the basis of the chromanol ring. The tocopherols have a saturated sidechain, whereas the tocotrienols have an unsaturated side chain. These antioxidantsinhibit lipid oxidation in foods by stabilizing hydroperoxy and other free radicals,and their presence has a major effect on oil flavor quality. The stability of manyvegetable oils has been credited to the presence of these natural antioxidants; how-ever, too high a tocopherol level will enhance oxidation of the unsaturated fattyacids.11 Seed oils are rich sources of tocopherols, and the tocotrienols are foundpredominantly in palm oil and cereal oils such as barley and rice bran oil. Theα-isomer is the most active biologically, whereas the γ-tocopherol is perceived asthe best antioxidant. Table 1.4 lists the tocopherol and tocotrienol contents of mostof the major fats and oils before processing.10–13 The natural antioxidant contentdecreases during each stage of processing, with the highest reductions occurringduring chemical refining and deodorization. Refining with caustic can remove asmuch as 10 to 20% of the tocopherols and tocotrienols, but 30 to 60% can be lostwith deodorization or steam distillation. The fat-soluble natural antioxidants are lightyellow to colorless but acquire a deep red hue with oxidation, which causes anoticeable intensification of the red-yellow color.8
1.6.1.3 Sterols
Sterols are minor components of all natural fats and oils and comprise most ofthe unsaponifiable matter; the remainder consists essentially of hydrocarbons. Thesterols are high melting, colorless, heat stable, and relatively inert. It was thoughtthat sterols did not contribute any property to a fat or oil; however, an antipolymer-ization activity has been identified for some sterols in heated oils. Sterols, primarilysitosterol as a fatty acyl ester, have been shown to reduce both serum cholesteroland low-density lipoprotein (LDL) when incorporated into margarines.11 Causticrefining removes a portion of the sterols, but more effective removal requires frac-tional crystallization, molecular distillation, or high-temperature steam distillation.The vegetable sterols are known collectively as phytosterols. The most extensivelyinvestigated animal fat sterol is cholesterol. Table 1.4 lists the total sterol levels andidentifies the cholesterol portion for each of the major fats and oils.10
1.6.1.4 Pigments
The color bodies in fats and oils include the carotenes, which impart yellow andred colors to the oil; chlorophylls, which give it a greenish cast; degraded proteinsand carbohydrates, which have a brownish cast; gossypol, which provides the yellow-ish color to cottonseed oil; and some other components still not completely identified,such as the one giving a blue color that is observed occasionally in lard. The carotenes,
© 2004 by CRC Press LLC

which are widely distributed in fats and oils, are heat sensitive and readily adsorbedby bleaching earths. Carotene concentrations are low in most fats and oils except forpalm oil, which contains 0.05 to 0.2%.8 Gossypol is found only in cottonseed oil, atabout 0.1 to 0.2% in the crude oil. Cottonseed oil must be chemically refined withcaustic soda to remove this pigment. Soybean, canola, and olive oils plus some tallowfats have green colors due to chlorophyll or related compounds. The green color fromchlorophyll is more prominent when the red and yellow colors are reduced by heatbleaching. Chlorophyll pigments are more easily removed in the bleaching processbefore the color is heat set. Proteinaceous materials in animal fats that will turn blackwhen exposed to high temperatures can be eliminated with clarification by filtrationor water washing before exposure to high temperatures.
1.6.1.5 Pesticides
Pesticides are used to increase agriculture production throughout the world.Studies have shown that a majority of the pesticides applied eventually reach thesoil surface, where they gradually spread, translocate to other environments, oreventually degrade. Translocation to oil-bearing plant seeds has also been demon-strated. Processing studies have shown that neither solvent extraction nor bleachingaffects the pesticide levels in oils; however, it was found that pesticides are removedby volatilization during deodorization. The use of deodorizer distillates in animalfeeds has been forbidden because of the pesticide content.14,15
1.6.1.6 Trace Metals
Trace amounts of metals are absorbed by plants during the growing season andduring fats and oils processing; most are harmful to product quality and humanhealth and reduce the efficiency of the process. Trace quantities of copper, iron,manganese, and nickel substantially reduce the oxidative stability of fats and oils,whereas calcium, sodium, and magnesium reduce the efficiency of the refining,degumming, bleaching, and hydrogenation systems. The metals effects can be dimin-ished by the use of chelating agents at various processing points to sequester thetrace metals.16 The most widely used chelating agents are citric and phosphoric acids.
1.7 GENETICALLY MODIFIED VEGETABLE OILS
Plant breeding to modify the genetics of crops has been practiced for centuries.Historically, plant breeders have used crossing and selection techniques to enhanceyields, oil contents, and climate adaptation, as well as to affect changes in oil quality,composition, and resistance to pests or pesticides. Introduction of high-oleic safflowerin 1964 and low-erucic-acid rapeseed oil, which became known as canola oil in 1978,are examples of successful fatty acid composition modifications using this technology.Mutagenesis, another plant breeding technique where the seed is treated with achemical or γ-radiation to alter its physiological functions, was utilized by the Russians
© 2004 by CRC Press LLC

to develop high-oleic sunflower oil. These traditional tools used by plant breedershave been combined with biotechnology to broaden the breeders’ capabilities.
The traditional breeding methods cause thousands of genes to be transferred ateach cross, whereas molecular genetic engineering can now transfer or alter a singlegene. Genetic engineering can also transfer a gene from one species to another,which is impossible with the traditional methods. The genetic modification of oil-seeds by conventional breeding techniques combined with molecular genetic trans-formations provides a much broader array of possibilities to improve food products.One of the first modified oil compositions produced commercially with this processwas high-laurate canola oil. High-laurate canola was engineered by inserting a singlegene from the California bay laurel tree, which provides a substantial quantity oflauric fatty acid (C-12:0) in the oil.17 This genetic engineering feat proved that agene from one plant could be transferred to another to produce an oil with specificfatty acid groups in selective positions for either performance or nutritional effects.Agronomically, high-laurate canola was a total success, but it failed in the marketplace. Two reasons were suggested for its failure. First, potential customers forgenetically modified products were reluctant to commit because of consumer oppo-sition to genetically modified crops. Second, the specialty oil was marketed at apremium price, which was twice that of most other oils.18
Genetic varieties have been developed to modify the fatty acid profile of oilseedto create new value-added oils. Regardless of the oilseed variety, most of these effortshave followed the same directions: (1) low saturates for dietary needs, (2) low linoleicfor flavor stability, (3) high oleic for health and oxidative stability, and (4) highsaturates to replace hydrogenation. Currently, most of these modified varieties havecaptured very little market share or have never been commercialized. The majorreason these improved oils have not found acceptance is the high cost of the oils.Some of the key factors that drive up the costs for these modified oils are:
• Lack of competitive field yields — Most modified oilseeds provide only about85 to 95% of the yield potential of the regular oilseed variety. Farmers require ahigh premium to grow these lower yielding varieties.
• Identity preservation systems — Separate handling systems are required at everystage, including seed handling, planting, growing, harvesting, transportation, stor-age, extraction, and final processing.
• Low trait stability — Environmental effects have caused inconsistent oil compo-sitions in modified oilseed products.
Currently, the genetically modified oilseed crops commercially available areprimarily varieties with improved agronomic traits, such as herbicide tolerance andpest resistance. In the United States, these bioengineered herbicide-tolerant or pest-resistant soybeans, cotton, canola, corn, and sunflower have the same oil and proteincompositions as their traditional counterparts and do not require postharvest segre-gated handling. Global acreage devoted to growing these genetically modified (GM)crops continues to rise. The United States produces 68% of the GM crops worldwide;Argentina, 22.5%; Canada, 6.1%; and China, 2.9%. Estimates by the U.S. Depart-ment of Agriculture (USDA) National Agricultural Statistics Service indicate that
© 2004 by CRC Press LLC

74% of the soybean crop, 32% of the corn acreage, and 71% of the cotton plantedin the United States in 2002 were GM hybrids.19,20
1.8 SOYBEAN OIL
Soybean oil is obtained from soybeans, Glycina maxima, which are grown inseveral countries of the world. Soybeans are native to eastern Asia, where ancientChinese literature indicates that soybeans have been an important part of their dietfor centuries. Even though soybean oil currently fulfills over 60% of the U.S. ediblefats and oils requirements, it is a relatively new food crop for the United States.Soybeans were grown in the United States as early as 1804 but remained an agri-cultural curiosity and minor crop for over a century.21 European successes withsoybean utilization in soap and cattle feeds influenced similar experimentation inthe United States, which led to processing of imported soybeans in 1911 anddomestic soybeans in 1915. The early ventures were hampered by difficulties inobtaining a suitable supply of soybeans, a lack of processing experience, and devel-opment of a market for the soybean oil and meal.
Soybean oil high in polyunsaturates, linoleic acid, and linolenic fatty acid isclassified as a semidrying oil. Initially, soybean oil was identified as an industrialoil, but as a paint oil it dried slowly and developed “after tack,” whereas as an edibleoil it tasted like paint. Despite the flavor and odor deficiencies, World War IIshortages drove soybean oil production to 0.3 billion pounds in 1938 and further to1.3 billion pounds in 1945. Fats and oils processors were incorporating as muchsoybean oil into formulations as possible to take advantage of the 4 to 9¢ per pounddiscount over cottonseed oil. In many products, hydrogenated soybean oil blendedinto a formulation without a noticeable flavor degradation; however, flavor was stillthe limiting factor for acceptance of soybean as a food oil. This soybean oil flavorproblem had to be solved before it would be accepted by the food industry.22
During World War II, German edible oil processors developed a formula orprocess to cure soybean oil reversion. The process included the addition of citricacid to the deodorized oil, which complexed trace prooxidant metals. Objectiveflavor and odor evaluations substantiated that trace metals were a significant con-tributor to the soybean oil flavor problem. Other edible fats and oils can toleratecopper and iron in the ppm range, but soybean oil flavor is ruined by as little as 0.5ppm iron and 0.01 ppm copper. This information caused edible oil processors toimmediately adopt metal deactivators, of which citric acid is still the most popular,and they promoted the removal of brass valves and conversion of cold rolled steeldeodorizers to stainless steel for processing. Another effective precaution identifiedwas nitrogen blanketing of all oils during the critical high-temperature processingsteps, including packaging.
Effective preventive measures had been identified, but investigations still hadnot determined the cause of the off-flavor development with soybean oil. Circum-stantial evidence pointed to the 7 to 8% linolenic fatty acid content. A classicexperiment intersterified 9% linolenic fatty acid into cottonseed oil, which typically
© 2004 by CRC Press LLC

contains less than 1% of the C-18:3 fatty acid. Subsequent flavor panels identifiedthis modified product as soybean oil. This result presented three alternatives forimproving the flavor stability of soybean oil: (1) breed it out, (2) extract it out, or(3) hydrogenate it out. Hydrogenation to reduce the linolenic fatty-acid content waschosen as the most practical short-term approach.23
Soybean salad oil with a reduced linolenic fatty-acid content (3 to 4%) wasintroduced to the U.S. market in the early 1960s. This product was lightly hydro-genated and subsequently winterized to remove the hard fractions developed duringhydrogenation. This soybean salad oil was quickly accepted by the retail salad oilconsumers and also industrially as a component of salad dressings, mayonnaise,margarines, and shortenings.24 In the 1970s, improvements in soybean seed handling,oil extraction, and oil processing produced a refined, bleached, and deodorized(RBD) oil that was more acceptable for industrial users and was eventually intro-duced to the retail market. This RBD soybean oil, promoted as all natural and light,was introduced to the retail market in the late 1980s and rapidly replaced thehydrogenated, winterized, and deodorized salad oil.
Soybean oil has become a popular vegetable oil for foodstuffs due to its nutri-tional qualities, abundance, economic value, and wide functionality. Usage in theUnited States has increased more than 10-fold over the past 50 years. Soybean oilhas been the dominant oil source in the United States since it exceeded cottonseedoil usage in 1950 and lard in 1953; it provided almost 61% of all the oil used forliquid oils, shortenings, margarines, and specialty fats and oils in 2000.
1.8.1 Soybean Oil Composition and Physical Properties
Soybean oil is a very versatile oil as far as processing and product formulationare concerned in that it (1) refines with a low loss; (2) is a natural winter or saladoil; (3) has heat-sensitive color pigments that deodorize to a red color much lessthan 1.0 Lovibond; (4) develops large, easily filtered crystals when partially hydro-genated and fractionated; (5) has a high iodine value that permits hydrogenation ofbasestocks for a wide variety of products; (6) has a tocopherol level of about 1300ppm as crude and retains more than the 500-ppm level required for oxidative stability;and (7) has a high essential fatty-acid content.25 The triglyceride structure of soybeanoil is characterized by an almost total absence of saturated fatty acids in the sn-2position, random distribution of oleic and linolenic fatty acids on all glycerol posi-tions, and a high proportion of linoleic acid in the sn-2 position.26 The typicalcharacteristics and physical properties for soybean oil are as follows:8,12,27–29
Two deficiencies inherent in soybean oil are that it has a linolenic fatty acidcontent of 6 to 10% and that the hydrogenated oil is a β-crystal former. Because ofthe high linolenic fatty-acid content, careful handling and metal chelating are man-datory to avoid the beany, painty, fishy, or grassy flavors that develop at low levelsof oxidation. Also, linolenic fatty acid will isomerize to the trans configuration morereadily than fatty acids with one or two double bonds. Soybean-oil-based shorteningsand other plasticized products must have about 10% of a low-iodine-value cottonseed,palm, or tallow hardstock added to induce a β′-crystal form. Plasticized shorteningswith 100% soybean oil develop a grainy, nonuniform consistency somewhat similar
© 2004 by CRC Press LLC

to products made with all regular lard. Margarine products can be formulated withall soybean oil bases because of the trans-acids created during hydrogenation andbecause of the refrigerated storage and shipping conditions exercised in the UnitedStates. Soybean oil has been found to be the perfect base oil and hardstock for liquidshortenings that require a β-crystal form for a stable pourable product.25
1.8.2 Genetically Modified Soybean Oil
Over the past 30 years, significant progress has been made in modifying soybeanoil fatty acid composition through plant breeding techniques. This effort was pioneered
Soybean Oil Composition and Physical Properties
Characteristic Typical Range
Specific gravity, 25/25°C 0.9175 0.917 to 0.921Refractive index, 25°C 1.4728 1.470 to 1.476Iodine value 131 123.0 to 139.0Saponification number 192 189 to 195Unsaponifiable number 0.6 0.6 to 1.6Titer (°C) 24.0 —Melting point (°C) –22 –20.0 to –23.0Solidification point (°C) — –16.0 to –10.0Cloud point (°C) –9 —Cold test (hours) 25 —AOM stability (hours) — 12.0 to 15.0Tocopherol content (ppm):α-Tocopherol 100 56 to 165β-Tocopherol 23 16 to 33γ-Tocopherol 842 593 to 983δ-Tocopherol 363 328 to 411
Fatty acid composition (%):Myristic (C-14:0) 0.1 <0.2Palmitic (C-16:0) 10.6 8.0 to 13.3Palmitoleic (C-16:1) 0.1 <0.2Margaric (C-17:0) 0.1 —Stearic (C-18:0) 4.0 2.4 to 5.4Oleic (C-18:1) 23.3 17.7 to 26.1Linoleic (C-18:2) 53.7 49.8 to 57.1Linolenic (C-18:3) 7.6 5.5 to 9.5Arachidic (C-20:0) 0.3 0.1 to 0.6Gadoleic (C-20:1) — <0.3Behenic (C-22:0) 0.3 0.3 to 0.7Erucic (C-22:1) — <0.3Lignoceric (C-24:0) — <0.4
Triglyceride composition (%):Trisaturated (GS3) 0.1 —Disaturated (GS2U) 5.6 —Monosaturated (GSU2) 35.7 —Triunsaturated (GU3) 58.4 —
Hydrogenated crystal habit β —
Note: G = glyceride; S = saturated; U = unsaturated; AOM= active oxygen method.
© 2004 by CRC Press LLC

by researchers from the USDA Research Service at several land-grant universitiesand was later joined by scientists from private enterprise. Although a majority ofthe effort has been directed toward mutation breeding, genetic engineering has alsobeen in use for the past 10 years. The genetic approach for oil modification is capableof increasing or decreasing a particular fatty acid in an oil for a specific attribute orapplication. Many different soybean varieties have been created, but four majordirections for modification have evolved — namely, decrease linolenic fatty acid,increase oleic fatty acid, decrease palmitic fatty acid, and increase saturated fattyacids. Each of these soybean oil modifications must be considered as a specialty oilwith its own properties and applications. The six altered soybean oil fatty acidcompositions compared with normal soybean oil in Table 1.5 exhibit the technicalachievements in this area with conventional plant breeding. The hurdles for com-mercialization of these products are those discussed in Section 1.7: poor field yields,low trait stability, and identity preservation problems which escalate the cost of theGM oils.30,31
1.9 COTTONSEED OIL
Cottonseed is a by-product of cotton production and as such its availability isdependent upon the supply and demand for the cotton fiber surrounding the oilseed.Cotton is one of the oldest cultivated crops — India had cotton fields 4000 yearsago, and when Columbus discovered America he found cotton already growing there.However, the use of cottonseed oil did not emerge until the 19th century, whenEuropean businessmen began to extract oil from a variety of seeds and nuts to finda more affordable fat source. Several attempts were made to introduce cottonseedoil to the U.S. market, but the first partially successful venture was as an adulterantfor olive oil sold misbranded to immigrants. Its second opportunity was also as adilutant for another product when it was secretly added to lard. This venture led tolard substitutes, which became vegetable oil shortenings for bakery products. Thedevelopment of caustic refining, bleaching, hydrogenation, and deodorization pro-cesses were instrumental in elevating the functionality of cottonseed oil shortenings
Table 1.5 Genetically Modified Soybean Oil
Fatty Acid Composition (%)
Saturated UnsaturatedPalmitic (C-16:0)
Stearic (C-18:0)
Oleic (C-18:1)
Linoleic (C-18:2)
Linolenic (C-18:3)
Iodine Value
Normal soybean 10.4 3.2 23.5 54.6 8.3 136.5Low linolenic 12.2 3.6 24.2 57.2 3.8 130.1High oleica 6.4 3.3 85.6 1.6 2.2 82.1Low saturatea 3.0 1.0 31.0 57.0 9.0 148.9Low palmitic 5.9 3.7 40.4 43.4 6.6 127.2High palmitic 26.3 4.5 15.0 44.4 9.8 115.4High stearic 8.6 28.7 16.2 41.6 4.9 98.8
a Obtained through genetic engineering.
© 2004 by CRC Press LLC

over lard products. Process chemists developed a clear, odorless, bland-flavoredcottonseed oil that set the standard for edible fats and oils globally. The scientificand technical advances developed to process cottonseed oil became the cornerstonesof the edible fats and oil industry as it is known today. Cottonseed oil remained theprincipal raw material for liquid oils, margarines, and shortenings in the UnitedStates until the mid-20th century. This predominance began to erode after WorldWar I, and soon after World War II soybean oil became the principal source ofvegetable oil.32 Cottonseed oil lost its dominant position cottonseed shortages andto an increased demand for edible oil. Nevertheless, because of its desirable flavor,stability, and structure, cottonseed oil continues to be in demand by food processorsworldwide.
1.9.1 Cottonseed Oil Composition and Physical Properties
Crude cottonseed oil is derived mainly from the seeds of Gossypium hirsutum(American) or Gossypium barbadense (Egyptian) varieties of cotton. The crude oilis unusual because it contains many kinds of nonglyceride materials which contributeto the strong, characteristic flavor and dark, reddish-brown color. More than 2% ofcrude cottonseed oil is made up of gossypol, phospholipids, tocopherols, sterols,resins, carbohydrates, and related pigments. Cottonseed oil has a relatively complexsystem of gossypol-type pigments (0.1 to 0.2% of crude cottonseed oil). The gos-sypol pigments have strong antioxidant properties and are essentially nonvolatile.Gossypol cannot be removed by steam distillation, so chemical refining is requiredto remove this pigment, which makes nonruminant animals sick. The light yellowcolor, characteristic of cottonseed oil, is primarily due to the presence of gossypol.
Cottonseed oil is a member of a particularly useful group of vegetable oils,whose fatty acids consist substantially of C-16 and C-18 fatty acids containing nomore than two double bonds. Its fatty acid profile is typical of the oleic/linoleicgroup of vegetable oils, as these two fatty acids make up almost 75% of the total.Palmitic, the major saturated fatty acid in cottonseed oil, has been identified as a β′promoter when it is in the sn-1 or sn-3 positions; therefore, it is stable in the β′-crystalform which is desirable in many products, because this stability promotes a smooth,workable consistency, usually referred to as plasticity. The reverted flavor of deodor-ized cottonseed oil is usually described as nutty or nut-like, which is more acceptableat higher degrees of oxidation than other vegetable oils. Its characteristics make ita highly desirable food oil for use in salad and cooking oils, shortenings, margarines,and specialty fats and oils products.
The characteristics of a particular cottonseed oil lot are dependent upon thevariety of cotton, geographic regions, soil conditions, climate, fertilizers, seed han-dling, and storage conditions after harvesting. Generally, high temperatures duringseed development influence saturated fatty acid development (free fatty acids andred colors are higher with cotton grown in warm and humid conditions), and seedhandling abuse can cause dark colors with high free fatty acids.8
The typical characteristics of cottonseed oil are as follows:8,13,26–29
© 2004 by CRC Press LLC

Cottonseed oil contains up to 0.5% of a pair of unique fatty acids: malvalic(C-18:1) and sterculic (C-19:1). These acids are characterized by the presence of acyclopropene group at or near the center of the fatty acid chain. Color reactions ofthese fatty acids with reagents have provided a means of differentiating cottonseedoil from other edible oils. The cyclopropenoid fatty acids cause the development ofthe cherry-red color in the Halphen test (reaction with sulfur in carbon disulfide inthe presence of amyl alcohol). This test for cottonseed oil was developed over acentury ago, in 1897. Inclusion of cyclopropenoid acids in animal diets causesundesirable physiological effects such as reduced egg production, poor hatching,and pink egg whites in chickens, as well as decreased growth and sexual development
Cottonseed Oil Composition and Physical Characteristics
Characteristic Typical Range
Specific gravity, 25/25°C — 0.916 to 0.918Refractive index, 25°C — 1.468 to 1.472Iodine value 108.0 98.0 to 118.0Saponification number — 189 to 198Unsaponifiable number — <1.5Titer (°C) 34.9 30.0 to 37.0Melting point (°C) 13.0 10 to 16Solidification point (°C) — +12.0 to –13.0Cloud point (°C) 3.0 –1.0 to 3.0Cold test (hours) None —AOM stability (hours) 16.0 16 to 19Tocopherol content (ppm):α-Tocopherol 355 340 to 369γ-Tocopherol 502 481 to 522δ-Tocopherol 8 8 to 9
Fatty acid composition (%):Myristic (C-14:0) 0.7 0.6 to 1.0Palmitic (C-16:0) 21.6 21.4 to 26.4Palmitoleic (C-16:1) 0.6 0 to 1.2Stearic (C-18:0) 2.6 2.1 to 3.3Oleic (C-18:1) 18.6 14.7 to 21.7Linoleic (C-18:2) 54.4 46.7 to 58.2Linolenic (C-18:3) 0.7 0 to 1.0Arachidic (C-20:0) 0.3 0.2 to 0.5Gadoleic (C-20:1) — 0 to 0.1Behenic (C-22:0) 0.2 0 to 0.6Erucic (C-22:1) — 0 to 0.3Lignoceric (C-24:0) — 0 to 0.1
Triglyceride composition (%):Trisaturated (GS3) 0.1 0 to 0.1Disaturated (GS2U) 13.2 14.0Monosaturated (GSU2) 58.4 50.0 to 58.0Triunsaturated (GU3) 28.3 28.0 to 36.0
Hydrogenated crystal habit β′ —
Note: G = glycerides; S = saturated; U = unsaturated; AOM =active oxygen method.
© 2004 by CRC Press LLC

and carcinogenic properties in rats. In snack-food frying, oxidized cyclopropenoidfatty acids have been blamed for a “light-struck” off-flavor in potato chips. Conven-tional processing, specifically hydrogenation and deodorization, largely inactivatesthese acids; for example, their level is reduced from 0.53 to 0.04% by deodorization.33,34
The distribution of the fatty acids in cottonseed oil is considered to be nonran-dom, with the saturated fatty acids positioned predominantly in the sn-1 or sn-3positions and the unsaturated fatty acids in the sn-2 position. Because linoleic, oleic,and palmitic fatty acids account for over 90% of the fatty acid composition ofcottonseed oil, most of the triglycerides contain some combination of these fattyacids. Analysis of cottonseed oil by semiquantitative thin-layer chromatographyindicated that the distribution of saturated (S) and unsaturated (U) fatty acids in thesn-1, -2, and -3 acyl positions were 11.8% SUS, 4.4% SSU, 12.3% USU, and 42%UUS. Almost 30% of the triglycerides contain only unsaturated fatty acids, but nomolecules are completely saturated.33
1.9.2 Genetically Modified Cottonseed Oil
Varieties of cotton with a gene to protect against tobacco budworms, cottonbollworms, and pink bollworms (known as Bt) as well as herbicide-tolerant traits havebeen made available to U.S. farmers. Herbicide- and insect-resistant cotton varietieshave the potential to significantly reduce the volume of herbicides and insecticidesrequired to reduce production costs while increasing cotton yields. These GM traitsin the cotton plant have not affected the cottonseed oil composition. Genetic researchto eliminate gossypol continues, and modified cottonseed oils have been producedwith a wide range of fatty acid profile options. Researchers at the University of NorthTexas have developed several lines with linoleic fatty acid reduced from 52 to 30%and oleic increased from 18 to 47%.35,36 Australian researchers have modified thecotton plant to produce cottonseed oil with an oleic content as high as 77% and expectit to replace hydrogenated oils used in foodservice applications. In a related develop-ment, the proportions of palmitic and stearic fatty acids have been altered to create ahigh-stearic cottonseed oil useful for margarine and shortening production.37
1.10 PEANUT OIL
The peanut plant is known to have been cultivated as early as 2000 to 3000 B.C.and is a legume native to South America. It is thought that peanuts were carried toAfrica from Brazil or Peru by explorers or missionaries. Slave traders brought peanutsto North America as food while on shipboard because peanuts were inexpensive, hadhigh food value, and did not spoil readily. In North America, peanuts were not plantedextensively until shortly after the Civil War, beginning in 1865, and then the crop wasconfined to two southern states: Virginia and North Carolina. The greatest factorscontributing to expansion of U.S. peanut production was the invention of equipmentfor planting, cultivating, harvesting, separating the nuts from the plants, shelling, clean-ing the kernels, roasting, blanching, salting, peanut butter production, and packaging.
© 2004 by CRC Press LLC

About half of the world’s peanut crop is crushed for oil; however, peanuts in theUnited States are subject to mandatory price supports and are grown mainly for fooddelicacies, whereas other countries grow them for oil and meal. Due to competitionfrom other vegetable oils and the demand for edible nuts, only 10 to 15% of theU.S. crop is crushed for oil. In general, oilstock peanuts are those that are rejectedor diverted from the edible nut channels. Rejection may be due to oversupply, beinga variety different from that in demand, grading resulting in lowered quality, orinadequate storage resulting in nuts that are rancid, moldy, weathered, or insectinfested.38 It is fortunate that aflatoxin contamination, which can be prevalent andserious with peanuts, can be controlled with respect to the quality of peanut oil withnormal processing. Moldy peanuts that had been infected to the extent of 5500 ppbwith aflatoxins yielded a peanut oil with 812 ppb, which was reduced to 10 to 14ppb after caustic refining and less than 1 ppb after bleaching.8
1.10.1 Peanut Oil Composition and Physical Properties
Arachis hypogaea L., commonly known as peanut or groundnut because the seeddevelops underground, belongs to the same legume family as the soybean, Papil-ionaceous flowers, but in composition it is more like a nut than a bean or a pea.Peanuts are rich in oil, naturally containing from 47 to 50% of a nondrying oil. Theoil has a pale yellow color, contributed by beta-carotene and lutelin. The pleasantnut-like flavor associated with peanuts goes with the oil on separation rather thanthe meal. The flavor is accentuated by oxidation and does not become offensive asquickly as some other vegetable oils. Compared with other seed oils, particularlycottonseed oil, it is relatively free of phosphatides and non-oil constituents. Severalepidemiological studies have linked peanuts to a lower risk of heart disease. Recentresearch has shown that peanuts contain resveratrol, a phytochemical also found inred wine that has been linked to a lower risk of heart disease.39
The principal fatty acid in peanut oil is oleic, a monounsaturate associated withgood oxidative and frying stability in oils. Peanut oil contains higher levels of oleicfatty acid than do corn and soybean oils but lower levels than olive oil. Peanut oilscannot be winterized to meet the criteria of a salad oil because of the noncrystallinityof its higher melting point fraction; it solidifies at 0 to 3°C.40 The typical character-istics of peanut oil are as follows:8,13,27,38,41–43
Peanut Oil Composition and Physical Characteristics
Characteristic Typical Range
Specific gravity, 25/25°C — 0.910 to 0.915Refractive index, 25°C — 1.467 to 1.470Iodine value 95.0 84.0 to 100.0Saponification number 189 188 to 195Unsaponifiable number 0.4 0.2 to 1.0Titer (°C) 30.00 26.0 to 32.0Melting point (°C) –2.0 —Solidification point (°C) — 0 to 3.0
© 2004 by CRC Press LLC

The triglyceride content of peanut oil is generally in the range of 96% withpalmitic, oleic, and linoleic as the main fatty acids. Peanut oil is composed of mixedglycerides of approximately 80% unsaturated and 20% saturated fatty acids. Thefatty acid composition of peanut oil is responsible for its stability in deep-fat fryingand its shelf-life stability. The unsaturated fatty acids are oleic (C-18:1) and linoleic(C-18:3) with lesser amounts of gadoleic (C-20:1) and nervonic (C-24:1) and onlya trace of linolenic (C-18:3). This composition contributes an excellent oxidativestability for a liquid oil. Peanut oil has a combined total of about 7% of C-20, C-22,and C-24; these long-chain fatty acids are characteristic components for identifica-tion. Peanut oil has a nonrandom distribution of fatty acids among the three positionsof the triacylglycerols: palmitic and stearic are found predominantly in the sn-1 andsn-3 positions, the long-chain (C-20 to C-24) fatty acids are located almost exclu-sively in the sn-3 position, and the sn-2 position is high in unsaturated fatty acids.43
Peanut Oil Composition and Physical Characteristics (continued)
Characteristic Typical Range
Cloud point (°C) 4.4 —Cold test (hours) None NoneAOM stability, (hours) 25.0 —Tocopherol content (ppm):α-Tocopherol 211 49 to 373β-Tocopherol 20 0 to 41γ-Tocopherol 239 88 to 390δ-Tocopherol 11 0 to 22
Fatty acid composition (%):Myristic (C-14:0) 0.1 <0.1Palmitic (C-16:0) 11.1 8.3 to 14.0Palmitoleic (C-16:1) 0.2 <0.2Margaric (C-17:0) 0.1 —Margaroleic (C-17:1) 0.1 —Stearic (C-18:0) 2.4 1.9 to 4.4Oleic (C-18:1) 46.7 36.4 to 67.1Linoleic (C-18:2) 32.0 14.0 to 43.0Linolenic (C-18:3) — <0.1Arachidic (C-20:0) 1.3 1.1 to 1.7Gadoleic (C-20:1) 1.6 0.7 to 1.7Behenic (C-22:0) 2.9 2.1 to 4.4Erucic (C-22:1) — <0.3Lignoceric (C-24:0) 1.5 1.1 to 2.2Nervonic (C-24:1) — <0.3
Triglyceride composition (%):Trisaturated (GS3) 0 —Disaturated (GS2U) 3.6 —Monosaturated (GSU2) 35.0 —Triunsaturated (GU3) 59.0 —Hydrogenated crystal habit β —
Note: G = glycerides; S = saturated; U = unsaturated;AOM = active oxygen method.
© 2004 by CRC Press LLC

1.10.2 Genetically Modified Peanut Oil
Peanut breeding programs are continually developing new and improved varietieswith higher yields and grades, disease and insect resistance, virus and nematoderesistance, drought and aflatoxin resistance, improved shelling characteristics, betterprocessing qualities, longer shelf life, and enhanced flavor and nutrition. Usingclassic breeding techniques, commercial peanut varieties have been developed thatincorporate a high-oleic fatty acid trait. The developed lines do not have meaningfuldifferences from normal peanut varieties in oil content, flavor, color, or texture. Thehigh-oleic varieties have produced an oil with a fatty acid composition somewhatsimilar to olive oil; oleic increased to 80 ± 2%, linoleic was reduced to 2 to 3%,and palmitic decreased to 9 ± 1%. Oxidative stability results have been recorded asmuch as 14.5 times better for high-oleic peanut oil, depending upon the method ofmeasurement. In recent research studies with human subjects, it was found that high-oleic peanut oil produced significant positive changes in blood lipids, including areduction in LDL cholesterol and triglyceride levels but did not affect the beneficialhigh-density lipoprotein (HDL) cholesterol levels. These findings align with numer-ous studies that have shown that diets high in mono- and polyunsaturated fatty acidsand low in saturated fatty acids can be heart healthy.39,43
1.11 CORN OIL
Corn, Zea mays L., a plant belonging to the grass family, is native to both Northand South America. It was the staple grain of the Indians for centuries beforeEuropeans reached the New World. Corn, one of the principal crops of the UnitedStates, is grown for its starch and protein content. Oil represents only a small fraction,3.1 to 5.7%, of the weight of the corn kernel and is contained primarily in the corngerm. The availability of corn germ for oil recovery depends upon the amount ofcorn processed by the corn milling industries: either the starch, sweetener, andalcohol industries or the corn meal industry, which produces corn meal, hominygrits, corn flakes, etc. The germ, which contains about 50% oil, is obtained with awet degermination process from the starch, sweetener, and alcohol processors. Inthe corn milling industry, the germ is obtained with a dry degermination processand contains only 10 to 24% oil.
1.11.1 Corn Oil Composition and Physical Properties
Corn oil belongs to the group of oils with high levels of linoleic and oleic fattyacids. The liquid oils in this group are the most adaptable of all the fats and oils.They have desirable oxidative stability properties and may be hydrogenated to avarying degrees of saturation from a milky liquid to melting points in excess of138°F (59°C). Crude corn oil has a darker reddish amber color than do othervegetable oils, which can usually be processed to a light-colored oil. Some wet-milled oils are more difficult to bleach to a light color, possibly due to the conditionsused to flake the germ before extraction. In other cases, corn oil has been deliberatelyunderbleached and deodorized to retain a darker color for consumer appeal.
© 2004 by CRC Press LLC

The fatty acid composition of corn oil, like most other oils, will vary dependingupon the seed type, climatic conditions, and growing season. Corn oil from theUnited States cornbelt is the highest in polyunsaturated fatty acids because of theclimate and growing conditions. Corn oil produced in other countries is generallylower in linoleic fatty acid content and higher in oleic fatty acid.44 The typicalcharacteristics for corn oil are as follows:8,12,29,45,46
Corn oil contains traces of waxes (0.05%) that are esters of myricil and cerylalcohols with tetracosanoic acid. The melting point of these waxes is 81 to 82°C(178 to 180°F). The waxes cause the oil to cloud when cooled to a low temperature
Corn Oil Composition and Physical Characteristics:
Characteristic Typical Range
Specific gravity, 25/25°C 0.91875 0.915 to 0.920Refractive index, 25°C — 1.470 to 1.474Iodine value 124.0 118.0 to 128.0 Saponification number — 187 to 193Unsaponifiable number — 1.3 to 2.3Titer (°C) — 14.0 to 20.0Melting point (°C) — –12 to –10Solidification point (°C) — –1.0 to –20.0Cloud point (°C) –9.5 —Cold test (hours) 20 dewaxed —Wax (%) — 0.15 to 0.5AOM stability (hours) 19 16 to 19Tocopherol content (ppm):α-Tocopherol 152 116 to 172β-Tocopherol 12 0 to 22γ-Tocopherol 1276 1119 to 1401δ-Tocopherol 61 59 to 65
Fatty acid composition (%):Myristic (C-14:0) 0.1 <0.1Palmitic (C-16:0) 10.9 8.0 to 19.0Palmitoleic (C-16:1) 0.2 <0.5Margaric (C-17:0) 0.1 —Stearic (C-18:0) 2.0 0.5 to 4.0Oleic (C-18:1) 25.4 19.0 to 50.0Linoleic (C-18:2) 59.6 34.0 to 62.0Linolenic (C-18:3) 1.2 0.1 to 2.0Arachidic (C-20:0) 0.4 <1.0Gadoleic (C-20:1) — <0.5Behenic (C-22:0) 0.1 <0.5Lignoceric (C-24:0) — —
Triglyceride composition (%):Trisaturated (GS3) 0.3 —Disaturated (GS2U) 3.7 —Monosaturated (GSU2) 33.3 —Triunsaturated (GU3) 63.0 —
Hydrogenated crystal habit β —
Note: G = glycerides; S = saturated; U = unsaturated; AOM =active oxygen method.
© 2004 by CRC Press LLC

unless removed by a dewaxing process. Dewaxed oil is important for retail salad oilproduction but is not required for corn oil hydrogenated for margarine or shorteningproduction.
Corn oil is an excellent source of essential fatty acids; it typically exceeds 60%,contributed predominantly by linoleic (C-18:2) and usually less than 1.5% linolenic(C-18:3) fatty acids. In spite of this high level of unsaturation, corn oil has a goodoxidative flavor stability, partly attributed to its nonrandom distribution of fatty acidson triglycerides. It has been determined that 98% of the fatty acids esterified in thesn-2 position of corn oil triglycerides are unsaturated, leaving the outer sn-1 and sn-3 positions for saturates and the remaining unsaturates. Because the outer positionsof the triglycerides are more reactive, the polyunsaturated fatty acids in the sn-2position have some protection from oxidation. This theory was validated somewhatwhen it was determined that interesterified corn oil with randomized fatty acidsoxidized three to four times faster than natural corn oil.46
The relatively high tocopherol content (about 0.1%), along with the presence ofa small amount of another antioxidant (ferulic acid) component, also contributes tothe excellent oxidative stability of corn oil. Typically, deodorized corn oil contains0.08 to 0.12% total tocopherols, of which 70 to 80% are γ-tocopherol, 20 to 25%are α-tocopherol, and 3 to 5% are δ-tocopherol. Another contributor to an extendedshelf life is that the flavor of corn oil, both as crude and when reverted, is ratherpleasant, usually characterized as popcorn-like or musty.26,47
1.11.2 Genetically Modified Corn Oil
In 2002, approximately, 35% of the corn acreage in the United States was pest-resistant or herbicide-tolerant, genetically modified hybrids. Varieties with the oilcontent increased to 6.5 to 11% have also been developed to improve the energydensity for livestock feeding. Both the wet- and dry-corn mill operators have resistedthe high-oil corn because it has a larger germ in the kernel, which reduces the starchcontent and the efficiency of their equipment. None of these modifications hasaffected the corn oil composition. The industry is interested in genetic manipulationto produce different fatty acid compositions from the standpoint of improved func-tionality or improved nutritional properties. A high-oil, high-oleic variety has beendeveloped which essentially reverses the oleic and linoleic fatty acid contents: 65%for oleic and 22% for linoleic. The primary attribute affected by increasing oleicfatty-acid content would be oxidative stability, which is especially important forfrying and spray oil applications. However, it has been found that some high-oleicoils do not produce an acceptable fried-food flavor. Frying evaluations have indicatedthat high-oleic corn oil had a high enough linoleic fatty acid content to produce anacceptable flavor.48
1.12 SUNFLOWER OIL
The North American Indians may have domesticated the sunflower plant beforecorn. Archaeologists and historians have discovered evidence that sunflower seeds
© 2004 by CRC Press LLC

were used as medication for cuts, bruises, and snake bites; they were ground intoflour for cakes, bread, and mush; and pigments were extracted to dye baskets andother utensils. Spanish explorers introduced sunflowers to Europe in the 16th century.In Europe, the sunflower was mainly an ornamental curiosity until Peter the Greatintroduced it to Russia. Commercial extraction of sunflower oil for food use appearsto have begun in Russia about 1830. Scientists in the former Soviet Union improvedthe oil content from about 29 to 46%, increased seed size and yield, shortenedmaturity times, and improved disease resistance.40,49 Sunflower is the fourth largestsource of vegetable oil in the world, with the majority of the production being inthe former Soviet Union countries. For North America, sunflower has gone fullcircle; it has returned but Western Europe has remained the dominant market. In theU.S. market, sunflower oil has been treated as a premium product. Even though,sunflower is the fourth largest vegetable oil produced in the United States, it ranksonly 8th in usage. Sunflower oil competes with soybean and corn oils because theirfatty acid profiles are similar. Soybean oil is generally the least expensive, and cornoil, which is usually more competitively priced, has been heavily promoted as ahealthy oil. The export market provided a lucrative market for the North Americansunflower seed crop until this market eroded due to competition from Argentina andthe former Soviet Union.
1.12.1 Sunflower Oil Composition and Physical Properties
Sunflower oil is obtained from the seed of the plant Helianthus annuus L. Crudesunflower oil is light amber in color; the refined oil is a pale yellow and is similarto other oils. Sunflower oil has a distinctive, not altogether unpleasant flavor andodor, which is easily removed by deodorization. The crude oil contains some phos-phatides and mucilaginous matter but less of it than do cottonseed or corn oils.Traditionally, sunflower oil has been chemically refined, but it has been reportedthat physical refining has been successfully practiced. The advantages of physicalrefining are lower costs with less environmental impact. Sunflower oil has beenvalued as a component for spreads in Europe because of its high linoleic fatty acidand absence of linolenic fatty acids.50 The typical characteristics of sunflower oilare as follows:8,12,45,51
Sunflower Oil Composition and Physical Characteristics
Characteristic Typical Range
Specific gravity, 25/25°C — 0.915 to 0.919Refractive index, 25°C — 1.472 to 1.475Iodine value 133.0 125.0 to 136.0Saponification number — 188 to 194Unsaponifiable number — 0.3 to 1.3Titer (°C) — 16.0 to 20.0Melting point (°C) — –18 to –20Solidification point (°C) –17.0 —Cloud point (°C) –9.5 —Cold test (hours) 24 dewaxed —
© 2004 by CRC Press LLC

Few vegetable oils reflect the influence of climate, temperature, genetic factors,and position of seed location in the flower head so significantly in their compositionas does sunflower oil. Generally, sunflower grown above the 39th parallel in theUnited States will be high in linoleic fatty acid and that grown below the 39th parallelwill be high in oleic fatty acid. These differences also vary with temperature. A hotsummer will lower the linoleic content of northern sunflower oils52; therefore, fattyacid compositions will vary from year to year and region to region.
Sunflower oil could be classified as a natural winter oil if it did not containwaxes. These compounds are responsible for the turbidity that develops when oilsare held at temperatures below 70°F (21.1°C). The waxes are present in the sunflowerseed hulls and are extracted with the oil, generally at levels of 0.02 to 0.35% butsometimes higher. Sunflower waxes are based on C-20 to C-22 fatty acids and C-24to C-28 alcohols and melt at 70 to 80°C (158 to 176°F).50 The waxes do not affectthe emulsion stability of mayonnaise, as experienced with the hard fraction incottonseed oil and hydrogenated oils; however, retail oils bottled in clear containerswill cloud at shelf temperatures and present an unsightly appearance. Removal ofthese waxes with a dewaxing process prevents this cosmetic problem.
Sunflower Oil Composition and Physical Characteristics (continued)
Characteristic Typical Range
Wax (%) — 0.02 to 0.35AOM stability (hours) 11 10 to 12Tocopherol content (ppm):α-Tocopherol 690 690 to 778β-Tocopherol 26 21 to 33γ-Tocopherol 5 5 to 9
Fatty acid composition (%):Myristic (C-14:0) 0.1 <0.2Palmitic (C-16:0) 7.0 5.6 to 7.6Palmitoleic (C-16:1) 0.1 <0.3Stearic (C-18:0) 4.5 2.7 to 6.5Oleic (C-18:1) 18.7 14.0 to 39.4Linoleic (C-18:2) 67.5 48.3 to 74.0Linolenic (C-18:3) 0.8 <0.2Arachidic (C-20:0) 0.4 0.2 to 0.4Gadoleic (C-20:1) 0.1 0 to 0.2Behenic (C-22:0) 0.7 0.5 to 1.3Erucic (C-22:1) — 0 to 0.2Lignoceric (C-24:0) — 0.2 to 0.3
Triglyceride composition (%):Trisaturated (GS3) 0.3 —Disaturated (GS2U) 3.1 —Monosaturated (GSU2) 26.6 —Triunsaturated (GU3) 70.2 —Hydrogenated crystal habit β —
Note: G = glycerides; S = saturated; U = unsaturated; AOM =active oxygen method.
© 2004 by CRC Press LLC

1.12.2 NuSun Sunflower Oil
A proposal was made and accepted at the National Sunflower Association meetingin 1995 to develop a mid-oleic sunflower for commercial production. It was suggestedthat a sunflower oil with 60 to 75% oleic (C-18:1) fatty acid, in contrast to the approx-imately 20% in regular sunflower oil, would provide a superior frying oil for industrialsnack and restaurant frying applications. In addition, this oil would be trans-acid free,as it would require only refining, bleaching, and deodorization processing. It wasintended that this new sunflower oil (NuSun) would be a replacement for the currentsunflower oil and marketed as a commodity rather than a specialty oil. It was thoughtthat the long-term success of sunflower in the United States depended upon competitivepricing with other vegetable oils. The USDA Agricultural Research Service SunflowerResearch Center at Fargo, ND, provided breeding lines to private seed companies, whichbrought the new hybrid to the market quickly. The first planting of this oilseed was in1996, and about half the U.S. sunflower acres were growing this new hybrid in 2002.53
1.12.3 NuSun Composition and Physical Properties
NuSun is a nontransgenic sunflower variety. The oil from this seed is referred toas mid-oleic because it contains a higher level than traditional sunflower oil (20%)but a lower level than the high-oleic variety (80%). It has a lower saturated fatty-acidcontent than does traditional sunflower oil and a level equivalent to high-oleic sun-flower oil. The typical characteristics for NuSun sunflower oil are as follows:45,53,54
NuSun Oil Composition and Physical Characteristics
Characteristic Typical Range
Specific gravity, 25/25°C — 0.915 to 0.926Refractive index, 25°C — 1.463 to 1.467Iodine value 105.0 84 to 128Saponification number — 183 to 198Unsaponifiable number — 0.3 to 0.6Cold test (hours) 12 dewaxed —Wax (%) — 0.02 to 0.35AOM stability (hours) — 25 to 35Fatty acid composition (%):
Myristic (C-14:0) — <1.0Palmitic (C-16:0) 4.3 4.0 to 5.0Stearic (C-18:0) 4.7 3.0 to 5.0Oleic (C-18:1) 60.4 50.0 to 65.0Linoleic (C-18:2) 30.6 25.0 to 35.0Linolenic (C-18:3) — <0.1
Triglyceride composition (%):Trisaturated (GS3) 0.5 —Disaturated (GS2U) 2.8 —Monosaturated (GSU2) 22.4 —Triunsaturated (GU3) 74.1 —
Hydrogenated crystal habit β —
Note: G = glycerides; S = saturated; U = unsaturated; AOM =active oxygen method.
© 2004 by CRC Press LLC

1.13 HIGH-OLEIC SUNFLOWER OIL
Russian scientists used chemical mutagenesis and selective breeding to alter thesunflower plant to create a high-oleic variety stable to climate conditions. High-oleicsunflower seed was grown commercially in the United States for the first time in1984. The United States developed progenies from the Russian cultivar that variedonly 4 to 5% in oleic fatty-acid content when grown in the cool climates of Minnesotaor the warm conditions in Texas. Growers in the United States also developed ahybrid sunflower with substantially reduced linoleic fatty-acid content in favor ofoleic with more uniform results.55 About 300,000 metric tons of high-oleic sunfloweroil are produced annually (less than 5% of the world production of sunflower oil),most of it in the United States and France. This specialty oil has been found usefulin food products such as spray oils for snacks, crackers, and breakfast cereals; forfrying oils; for special foods for infants and the elderly, and for other productsrequiring a liquid oil with an exceptional oxidative stability.50
1.13.1 High-Oleic Sunflower Oil Physical Properties and Composition
Oxidative stability improvement, a major objective for developing high-oleicsunflower oil, was achieved with the reduction of linoleic fatty acids. Typical phys-ical characteristics and composition for high-oleic sunflower oil are as follows:10,29,56
High Oleic Sunflower Oil Composition and Physical Characteristics
Characteristic Typical Range
Specific gravity, 25/25°C — 0.912 to 0.915Refractive index, 25°C 1.468 1.467 to 1.469Iodine value 83.0 78.0 to 88.0Saponification number — 188 to 194Unsaponifiable number 1.2 0.8 to 2.0Melting point (°C) — 4.4 to 7.2Cold test (hours) 15 dewaxed —Wax (%) — 0.2 to 0.35AOM stability (hours) 40 38 to 100Tocopherol content (ppm):α-Tocopherol 262 94 to 430β-Tocopherol 2 —γ-Tocopherol 1 —
Fatty acid composition (%):Myristic (C-14:0) — <0.1Palmitic (C-16:0) 3.7 3.0 to 4.8Palmitoleic (C-16:1) 0.1 <0.1Stearic (C-18:0) 5.4 2.7 to 6.5Oleic (C-18:1) 81.3 75.0 to 85.0Linoleic (C-18:2) 9.0 8.0 to 10.0Linolenic (C-18:3) — <0.3Arachidic (C-20:0) 0.4 0.2 to 0.5Gadoleic (C-20:1) — 0.1 to 0.5Behenic (C-22:0) 0.1 0.5 to 1.1Erucic (C-22:1) — <0.1
© 2004 by CRC Press LLC

1.14 SAFFLOWER OIL
Safflower, Carthamus tinctorius, is among the oldest crops known. The speciesis believed to be indigenous to Southeastern Asia but has long been cultivated inChina, the Near East, and Northern Africa. Safflower was brought to the UnitedStates by immigrants from Spain and Portugal. Until recent years, the history ofsafflower has been concerned almost entirely with the use of its florets, from whichcarthamine, a dye, was extracted. Later, the introduction of other more stable dyesreplaced this use for the safflower plant. Safflower was a relatively insignificantoilseed crop until the early 1950s, when higher yielding oil-bearing varieties weredeveloped and it was established as a source oil for surface coatings. The compositionof safflower oil is largely made up of linoleic fatty acid with a very low level oflinolenic acid, which results in very nearly an ideal drying oil. Interest in the abilityof the unsaturated liquid oil to lower serum cholesterol levels catalyzed the devel-opment of an edible grade of safflower oil.57,58
1.14.1 Safflower Oil Composition and Physical Properties
Safflower oil is obtained by pressing the seed or by solvent extraction. Saffloweroil occupies a unique position in that it has the highest level of linoleic (C-18:2)fatty acid available commercially. The typical characteristics for safflower oil are asfollows:8,10,26
High Oleic Sunflower Oil Composition and Physical Characteristics (continued)
Characteristic Typical Range
Triglyceride composition (%):Trisaturated (GS3) 0 —Disaturated (GS2U) 5.6 —Monosaturated (GSU2) 13.8 —Triunsaturated (GU3) 84.4 —
Hydrogenated crystal habit β —
Note: G = glycerides; S = saturated; U = unsaturated; AOM = activeoxygen method.
Safflower Oil Composition and Physical Characteristics
Characteristic Typical Range
Specific gravity, 25/25°C — 0.919 to 0.924Refractive index, 25°C — 1.473 to 1.476Iodine value 145.0 141.0 to 147.0Saponification number — 186 to 194Unsaponifiable number — 0.3 to 0.6Titer (°C) — 15.0 to 17.0Melting point (°C) — –18.0 to –16.0Solidification point (°C) — –13.0 to –18.0Cold test (hours) 24 dewaxed —
© 2004 by CRC Press LLC

Safflower oil has an appeal to health-conscious consumers. Linoleic, its principalfatty acid, is an essential fatty acid that cannot be synthesized by the human body.It is required for ensuring the integrity of plasma membranes and for growth,reproduction, skin maintenance, and general body functioning. The health benefitsof conjugated linoleic fatty acids are also attracting interest. The potential therapeuticproperties are that it is anticarcinogenic, antiatheroscleratic, growth promoting, andlean body-mass enhancing. Safflower oil is the natural raw material for the produc-tion of conjugated linoleic fatty acid.59
The oxidative stability of crude safflower oil precludes storage for indefiniteperiods before processing. Generally, standard active oxygen method (AOM) stabil-ities of crude safflower oil without added antioxidants range from 4 to 8 hours shortlyafter crushing, which reduces to 1 to 3 hours after 2 to 4 months of normal storage.Thus, it is obvious that safflower oil with its high linoleic fatty-acid content and alow level of natural antioxidants is not particularly stable.
Safflower oil has been used in food products where a high polyunsaturated fatty-acid content is desired. It has been utilized in mayonnaise, salad dressings, and liquidmargarine and was the original source oil for the first soft tub margarine. Flavorstability has been a constant problem with products containing appreciable quantities
Safflower Oil Composition and Physical Characteristics (continued)
Characteristic Typical Range
Wax (%) 0.5 —AOM stability (hours) 2.0 1.0 to 3.0Tocopherol content (ppm):α-Tocopherol 445 230 to 660β-Tocopherol 10 0 to 20γ-Tocopherol 8 0 to 15
Tocotrienol content (ppm):γ-Tocotrienol 8 0 to 15
Fatty acid composition (%):Myristic (C-14:0) 0.1 —Palmitic (C-16:0) 6.8 4.0 to 7.0Palmitoleic (C-16:1) 0.1 —Stearic (C-18:0) 2.3 1.0 to 2.5Oleic (C-18:1) 12.0 12.0 to 16.0Linoleic (C-18:2) 77.7 75.0 to 79.0Linolenic (C-18:3) 0.4 <0.1Arachidic (C-20:0) 0.3 —Gadoleic (C-20:1) 0.1 —Behenic (C-22:0) 0.2 —
Triglyceride composition (%):Trisaturated (GS3) 0 —Disaturated (GS2U) 0 —Monosaturated (GSU2) 18.0 —Triunsaturated (GU3) 82.0 —
Hydrogenated crystal habit β —
Note: G = glycerides; S = saturated; U = unsaturated; AOM =active oxygen method.
© 2004 by CRC Press LLC

of safflower oil due to the high linoleic fatty-acid content. Safflower oil is readilyhydrogenated in conventional processing equipment. Hydrogenation improves oxi-dative stability, and the products can be used in margarine or shortening productsto replace the usual β-crystal-habit basestocks. However, the oxidative stability ofhydrogenated safflower oil is significantly less than similar products produced withsoybean oil or corn oil hardened to the same degree.60
1.15 HIGH-OLEIC SAFFLOWER OIL
A safflower plant natural mutation, discovered by researchers at the Universityof California at Davis, produces an oil in which the normal levels of linoleic andoleic fatty acids are reversed (i.e., high levels of oleic instead of linoleic). Conse-quently, the oil has a substantially improved oxidative stability over normal saffloweroil due to the replacement of the polyunsaturates with monounsaturates. An addedbenefit derived from the safflower mutation is that the plant and seeds can beproduced at the same costs as normal safflower in a wider range of climates.61 Fattyacid compositions of the oil for both the high-linoleic and high-oleic types ofsafflower have been found to be remarkably uniform at different growing temperatureconditions. The slight variations experienced with both types included an increasein oleic at higher growing temperatures and an increase in linoleic at lower growingtemperatures. These results indicate that both safflower oil types should providevery uniform and reliable product results for each crop year.62
1.15.1 High-Oleic Safflower Oil Composition and Physical Characteristics
High-oleic safflower oil has retained the light color and flavor characteristics ofnormal safflower oil, but the oxidative stability measured by AOM stability analysishas increased by three and a half times. Typical characteristics for high-oleic saf-flower oil are as follows:27,56,63
High Oleic Safflower Oil Composition and Physical Characteristics
Characteristic Typical Range
Specific gravity, 25/25°C — 0.910 to 0.920Refractive index, 25°C — 1.467 to 1.469Iodine value 87.0 85.0 to 95.0Saponification number — 186 to 197Unsaponifiable number — 1.5 max.Melting point (°C) –17.0 —Cold test (hours) 24 + dewaxed —Wax (%) 0.5 —AOM stability (hours) 40.0 35.0 to 45.0Fatty acid composition (%):
Lauric (C-12:0) 0.1 <0.1Palmitic (C-16:0) 3.6 5.0 to 6.0
© 2004 by CRC Press LLC

The relationship between the degree of unsaturation of lipids and their suscep-tibility to oxidative deterioration is well documented. Early kinetic studies onoxidation of fatty acids noted the different oxidation rates of linoleic and oleic fattyacids. The slower rate for oleic and the saturated fatty acids has been a major reasonto hydrogenate oils. Elimination of one fatty acid double bond significantly increasesthe resistance to oxidation.64 Utilization of oils from Nature that are rich in oleicfatty acid also avoids some of the side effects of hydrogenation such as trans-acidsand hydrogenation flavor. Frying evaluations have shown that high-oleic saffloweris an excellent frying oil. It resisted oxidation and polymerization better than ahydrogenated frying shortening in controlled testing65 and had acceptable potato-chip stability ratings equivalent to hydrogenated frying-oil products.64 Other probableapplications would be wherever a high-stability liquid oil is desirable (applicationssimilar to those proposed for high-oleic sunflower oil).
1.16 CANOLA OIL
Canola is the registered trademark of the Canola Council of Canada for thegenetically modified seed, oil, and meal derived from rapeseed cultivars, Brassicanapus and Brassica campestris. Rapeseed is one of the oldest vegetable oils known,but its edible use has been limited because of high levels of erucic fatty acid (C-22:1)and glucosinolates. Oils high in erucic fatty acid have been shown to cause heartmuscle lesions followed by other cardiac problems, and the presence of glucosino-lates in meal reduce its nutritive value as an animal feed. The world’s first low-erucic, low-glucosinolate rapeseed cultivar was released in 1974. In response to a
High Oleic Safflower Oil Composition and Physical Characteristics (continued)
Characteristic Typical Range
Palmitoleic (C-16:1) 0.1 <0.2Stearic (C-18:0) 5.2 1.5 to 2.0Oleic (C-18:1) 81.5 74.0 to 80.0Linoleic (C-18:2) 7.2 13.0 to 18.0Linolenic (C-18:3) 0.1 <0.2Arachidic (C-20:0) 0.4 <0.3Gadoleic (C-20:1) 0.2 <0.2Behenic (C-22:0) 1.2 <0.2Lignoceric (C-24:1) 0.3 —
Triglyceride composition (%):Trisaturated (GS3) 0 —Disaturated (GS2U) 1.1 —Monosaturated (GSU2) 15.9 —Triunsaturated (GU3) 77.8 —
Hydrogenated crystal habit β —
Note: G = glycerides; S = saturated; U = unsaturated; AOM = activeoxygen method.
© 2004 by CRC Press LLC

petition from Canada, the United States affirmed low erucic acid rapeseed oil (LEARoil) as a food substance generally recognized as safe (GRAS) in 1985. In 1988, theU.S. Food and Drug Administration (FDA) agreed that LEAR oil (2.0% maximum)could be identified as canola oil. The genetically modified oilseed plant has becomethe world’s third-leading source of vegetable oil and meal in less than 30 years.Commodity canola oil, with its low level of saturated fatty acids and containing bothn-6 and n-3 essential fatty acids, is perceived as a healthful oil.66
1.16.1 Canola Oil Composition and Physical Properties
Canola seed is flaked and cooked to inactivate the enzyme myrosinase to preventhydrolysis of glucosinolates into undesirable breakdown products. The oil isextracted from the cooked flake by pressing and solvent extraction procedures.Usually, the crude canola oil is degummed to remove the water-hydrated gums tophosphorus levels of approximately 240 ppm with water degumming or approxi-mately 50 ppm with acid degumming procedures. Typical characteristics fordegummed canola oil are as follows:12,27,45,51,67
Canola Oil Composition and Physical Characteristics
Characteristic Typical Range
Specific gravity, 25/25°C — 0.914 to 0.920Refractive index, 25°C — 1.470 to 1.474Iodine value 115.0 110.0 to 126.0Saponification number — 182 to 193Unsaponifiable number — 0.5 to 1.2Titer (°C) 26.0 —Melting point (°C) –9.0 —Cloud point (°C) –5.0 —Cold test (hours) 24 dewaxed —Wax (%) 0.2 —Sulfur (ppm) — 3 to 15Chlorophyll a (ppm) — 5 to 35AOM stability (hours) 18 12 to 20Tocopherol content (ppm):α-Tocopherol 233 206 to 287γ-Tocopherol 421 392 to 465δ-Tocopherol 13 9 to 25
Fatty acid composition (%):Myristic (C-14:0) 0.1 <0.2Palmitic (C-16:0) 4.1 2.5 to 6.0Palmitoleic (C-16:1) 0.3 <0.6Stearic (C-18:0) 1.8 0.9 to 2.1Oleic (C-18:1) 60.9 50.0 to 66.0Linoleic (C-18:2) 21.0 18.0 to 30.0Linolenic (C-18:3) 8.8 6.0 to 14.0Arachidic (C-20:0) 0.7 0.1 to 1.2Gadoleic (C-20:1) 1.0 0.1 to 4.3Behenic (C-22:0) 0.3 <0.5Erucic (C-22:1) 0.7 <1.0Lignoceric (C-24:1) 0.2 <0.2
© 2004 by CRC Press LLC

Canola oil is low in saturates and high in monounsaturates and contains a highlevel of oleic, characteristics similar to those for olive, high-oleic sunflower, andhigh-oleic safflower oils. Canola oil is the lowest in saturates, and its monounsat-urates level is exceeded only by high-oleic sunflower and safflower oils. Distributionof the two fatty acids important for flavor stability, linoleic and linolenic, have beenfound primarily in the sn-2 position of the triglyceride similar to high-erucic rapeseedoil. This differs from other oils, which usually have a random distribution for linoleicand linolenic fatty acids, and the somewhat lower total unsaturation indicates betterresistance to oxidation than oils with similar linoleic and linolenic fatty-acid contents.
Canola oil differs from most other vegetable oils by its content of chlorophylland sulfur compounds. Removal of these compounds during processing is requiredfor acceptable product quality. Pretreatment of the crude oil with 0.05 to 0.5%phosphoric acid not only helps precipitate phosphatedic materials, but also aids inchlorophyll removal. Bleaching with acid-activated clays is essential for chlorophyllremoval. Chlorophyll removal is most important at the prebleach stage. Chlorophyllcannot be heat bleached in hydrogenation or deodorization but must be removedduring bleaching. Hydrogenation or deodorization of inadequately bleached canolaoil fixes the green color and makes it almost impossible to adsorb on bleaching earth.
The hydrogenation equipment and conditions such as temperature, pressures,and catalyst are essentially the same for canola oil as those required for soybeanoil; however, a higher catalyst concentration may be necessary due to the presenceof low levels of sulfur compounds (3 to 5 ppm) remaining after refining and bleach-ing, which can poison the hydrogenation catalyst.68
Canola oil is a natural winter oil that does not require fractionation to removea hard fraction that could crystallize at refrigerator temperatures; however, mostcanola crushers solvent-extract the seed and hull together for operational efficiency.The seed hulls contain waxes that are soluble in the oil. These waxes solidify aftera period of time in retail bottled oil to appear as an unsightly thread or layer ofsolidified material. The waxes must be removed by a dewaxing process for oilsintended for the retail salad oil market.
The formation of large β crystals limits the level of hydrogenated canola oil thatcan be utilized in margarine or shortening formulations. Hydrogenated canola oilcrystals grow larger over time to produce a sandy or grainy consistency unless thecrystal habit is modified by the addition of a β′-crystal former.
Canola Oil Composition and Physical Characteristics (continued)
Characteristic Typical Range
Triglyceride composition (%):Trisaturated (GS3) 0.4 —Disaturated (GS2U) 3.4 —Monosaturated (GSU2) 20.2 —Triunsaturated (GU3) 75.9 —
Hydrogenated crystal habit β —
Note: G = glycerides; S = saturated; U = unsaturated; AOM =active oxygen method.
© 2004 by CRC Press LLC

1.16.2 Genetically Modified Canola Oil
After the successful development and introduction of canola, the genetic modi-fication efforts focused on improved canola hybrids. The agronomic goals to increasefield yields; improve frost resistance; increase oil and meal contents; and improvedisease, insect, and herbicide resistance were met, in most cases, by using geneticengineering technology. The programs to further modify the fatty acid profiles havealso achieved their goals. Oilseed modifications to reduce saturates and linolenic,increase oleic or saturates, and to develop a canola variety with a high-lauric fatty-acid content have all been developed. The results of some of the modifications arecompared to normal canola oil in Table 1.6.51 High-lauric canola oil was commer-cially available but apparently failed to gain consumer acceptance. This failure wasattributed to economics, not performance.
1.17 OLIVE OIL
The olive tree, Olea europea L., capable of surviving several hundred years,thrives in temperate and tropical climates. Although its origin is unknown, it probablyoriginated in ancient Iran and Turkestan and spread west to Anatolia, Syria, andIsrael. Archeological excavations in Israel have uncovered olive wood dating backto 42,980 B.C. The olive industry appears to have been established throughout theregion bordering the Mediterranean from Palestine and Syria to Greece in the middleand late Bronze age.
The International Olive Oil Council has promulgated the following definitionsfor olive oil69:
Table 1.6 Genetically Modified Canola Oil
Fatty Acid (%) CanolaLow-Linolenic
CanolaHigh Oleic
CanolaLauric Canola
Lauric (C-12:0) 0 0 0 37.0Myristic (C-14:0) 0.1 0.1 0.1 4.4Palmitic (C-16:0) 4.2 3.8 3.0 3.2Palmitoleic (C-16:1) 0.3 0.3 0.3 0.3Stearic (C-18:0) 2.3 2.4 2.0 1.3Oleic (C-18:1) 62.5 64.1 73.7 31.5Linoleic (C-18:2) 19.2 23.8 14.4 13.1Linolenic (C-18:3) 7.9 2.1 2.9 6.7Arachidic (C-20:0) 0.7 0.7 0.7 0.5Gadoleic (C-20:1) 1.3 1.2 1.4 1.0Eicosadienoic (C-20:2) 0.1 0.1 0.1 0.1Behenic (C-22:0) 0.3 0.3 0.3 0.3Erucic (C-22:1) 0.3 0.3 0.1 0.2Lignoceric (C-24:0) 0 0 0.2 0Nervonic (C-24:1) 0.2 0.2 0.2 0.1Calculated iodine value 109.5 103.6 97.7 38.8
© 2004 by CRC Press LLC

1. Virgin olive oil is the oil from the fruit of the olive tree obtained by mechanicalor other physical means under conditions, particularly thermal, which do not leadto alteration of the oil. Virgin olive oil suitable for consumption as is and can bedesignated as “natural” is further defined as:a. Extra virgin olive oil — oil that has a flavor rating of 6.5 or better and a
1.0 max free acidity b. Fine virgin olive oil — oil that has a flavor rating of 5.5 or better and a 1.5 max
free acidityc. Semifine virgin olive oil — oil that has a flavor rating of 3.5 or more and a
3.3 max free acidity2. Virgin olive oil with an organoleptic rating of less than 3.5 or a 3.3 g/100 g free
fatty acid is considered not fit for human consumption. It is used to produce refinedolive oil or for nonfood uses.
3. Refined olive oil is the oil obtained from virgin olive oil by refining methodswhich do not lead to alterations in the initial triglyceride structure.
4. Olive oil can consist of a blend of refined olive oil and virgin olive oil in variousproportions.
1.17.1 Olive Oil Composition and Physical Properties
Olive oil usually has a greenish-yellow color and a characteristic olive flavorand odor. The color of virgin oil is mainly related to the presence of chlorophylland pheophytin, which also provide oxidation protection in the dark. Carotenoidsalso contribute to the color and protect the oil from photooxidation. The distinctiveolive oil aroma and flavor are generated by a number of volatile compounds presentat extremely low concentrations. Generally, the volatile profile is influenced by olivecultivar, fruit maturity, cultivation practices, and processing conditions in the olivemill.
Good grades of olive oil are consumed without the usual edible oil processingafter extraction. The high levels of free fatty acid in olive oil may be attributed tobruising of the fruit at harvest or the high moisture content in olive fruits, which isfavorable to enzyme action. Either a high free fatty acid or diglyceride content isan indicator for low-quality olive oil. Virgin olive oil is a high-value product relativeto other vegetable oils, thus providing a strong economic incentive for adulteration.Fatty acid composition analyses do not provide a clear-cut indication of adulteration;triacylglycerol profiles give more definite indicators of adulteration. Typical char-acteristics for olive oil are as follows:8,12,13,70
Olive Oil Composition and Physical Characteristics
Characteristic Typical Range
Specific gravity, 25/25°C — 0.909 to 0.915Refractive index, 25°C — 1.4680 to 1.4705Iodine value 82.0 80.0 to 88.0Saponification number — 188 to 196Unsaponifiable number — 0.4 to 1.1Titer (°C) — 17.0 to 26.0Melting point (°C) 0.0 —Solidification point (°C) — +2.0 to –6.0
© 2004 by CRC Press LLC

Olive oil contains triglycerides composed mainly of monounsaturated oleic fattyacid. Only 10 to 18% of the olive oil fatty acids are saturated. The oleic fatty-acidcontent varies depending on the producing area and climate. Like most other vege-table oils, olive oil develops more unsaturates in cold climates and with advancedmaturity of the fruit. The high-oleic and low-linoleic fatty acid content helps makeolive oil more resistant to oxidation than most liquid oils. Virgin olive oil has lowtocopherol levels, 63 to 135 ppm α-tocopherol, depending upon the fruit maturation,but the ratio to polyunsaturates is ideal. Additionally, the chlorophylls degrade intopheophytins for oxidative stability. The polyphenols are usually removed from othervegetable oils during processing.8 Light causes significant deterioration in olive oilquality in the presence of air. The oil will develop an off-flavor from oxidation andbecome colorless due to the loss of chlorophyll and carotene. A storage life in excessof 2 years was demonstrated by olive oil evaluations of hermetically closed glassbottles stored in the dark.71
Olive Oil Composition and Physical Characteristics (continued)
Characteristic Typical Range
Cloud point (°C) –5.6 —Cold test (hours) None —Wax (ppm) 350 —Chlorophyll a (ppm) — 10 to 30AOM stability (hours) 22.0 —Tocopherol content (ppm):α-Tocopherol 103 63 to 135γ-Tocopherol 8 7 to 15
Fatty acid composition (%):Myristic (C-14:0) — <0.1Palmitic (C-16:0) 9.0 7.5 to 20.0Palmitoleic (C-16:1) 0.6 0.3 to 3.5Margaric (C-17:0) — <0.3Margaroleic (C-17:1) — <0.3Stearic (C-18:0) 2.7 0.5 to 5.0Oleic (C-18:1) 80.3 55.0 to 83.0Linoleic (C-18:2) 6.3 3.5 to 21.0Linolenic (C-18:3) 0.7 <0.9Arachidic (C-20:0) 0.4 <0.6Gadoleic (C-20:1) — 0.1 to 0.4Behenic (C-22:0) — <0.2Lignoceric (C-24:0) — <0.3
Triglyceride composition (%):Trisaturated (GS3) 0 —Disaturated (GS2U) 5.6 0 to 6.0Monosaturated (GSU2) 38.3 20.5 to 34.0Triunsaturated (GU3) 56.7 52.5 to 79.0
Hydrogenated crystal habit β —
Note: G = glycerides; S = saturated; U = unsaturated; AOM =active oxygen method.
© 2004 by CRC Press LLC

1.18 PALM OIL
The principal oil palm of commerce, Elaesis guineensis, which originated inWest Africa, has spread to most parts of the tropical and subtropical zones of theworld but particularly Malaysia and Indonesia. It thrives best within a 10° band ofthe equator. The oil palm tree has the appearance of a date palm with a large headof pinnate feathery fronds growing from a sturdy trunk. The fruit grows in bunchesweighing 22 to 110 pounds and each containing 800 to 2000 individual fruits. Thefruit consists of an outer pulp, which is the source of the crude palm oil; an innershell, which is used for fuel; and two or three kernels, which are the source ofanother oil type: palm kernel.72
1.18.1 Palm Oil Composition and Physical Properties
Palm oil, which consists mainly of triglycerides of palmitic and oleic fatty acids,is a semisolid at room temperature. Crude palm oil has a deep orange-red colorcontributed by a high carotene content, 500 to 700 ppm, of which 90% consists ofalpha- and beta-carotene. The dark red color can be heat bleached to low levelswhen the carotene has not been oxidized and fixed; abused crude palm oil maydevelop a brown color, which is very difficult to remove. Red palm oil, processedto retain the carotene content with low temperature distillation, has been marketedas a healthful oil and utilized as a natural colorant for margarine and shorteningproducts.
Crude palm oil has a characteristic “nutty” or “fruity” flavor which can beremoved easily with steam refining. Physical refining has been found superior tocaustic refining for palm oil. Some natural antioxidant protection is provided by amixture of tocotrienols (~73%) and tocopherols (~27%) in the range of 600 to 1000ppm. Physical refining reduces these natural antioxidants by about half. Processedpalm oil generally develops a slight, distinctive violet-like odor with oxidation. Theoxidative stability of palm oil is affected by the presence of high levels of beta-carotene, which acts as a prooxidant even in the presence of tocopherol/tocotrienolconcentrations; therefore, it is better to inventory refined and bleached palm oil ratherthan crude. Typical characteristics for crude palm oil are as follows:73,74
Palm Oil Composition and Physical Characteristics
Characteristic Typical Range
Specific gravity, 50°C — 0.888 to 0.889Refractive index, 50°C — 1.455 to 1.456Iodine value 53.0 46.0 to 56.0Saponification number 196 190 to 202Unsaponifiable number 0.5 0.15 to 0.99Titer (°C) 46.3 40.7 to 49.0Melting point (°C) (MDP) 37.5 35.5 to 45.0Solidification point (°C) — 35.0 to 42.0
© 2004 by CRC Press LLC

Palm oil has a characteristic fatty acid composition, quite different from othercommodity oils; it contains almost equal portions of saturated and unsaturated fattyacids. It is unique among vegetable oils because a significant amount of the saturatedfatty acids (10 to 16%) are in the sn-2 position of its triglycerides. It is alsodistinguished from other oils by a very high level of palmitic fatty acid. Thiscompares with a typical level of 21.6% for cottonseed oil, which is the vegetableoil with the next highest palmitic fatty acid level available in the United States.Hydrogenated hardstocks from both of these source oils, cottonseed and palm, areutilized to produce shortenings with β′-crystal habits.
Palm Oil Composition and Physical Characteristics
Characteristic Typical Range
Cold test (hours) None —Carotene content (mg/kg) — 500 to 700AOM stability (hours) 54.0 53 to 60Tocopherol content (ppm):α-Tocopherol 172 129 to 215β-Tocopherol 30 22 to 37γ-Tocopherol 26 19 to 32δ-Tocopherol 13 10 to 16
Tocotrienol content (ppm):α-Tocotrienol 59 44 to 73β-Tocotrienol 59 44 to 73γ-Tocotrienol 350 262 to 437δ-Tocotrienol 94 70 to 117
Fatty acid composition (%):Lauric (C-12:0) 0.2 0.1 to 1.0Myristic (C-14:0) 1.1 0.9 to 1.5Palmitic (C-16:0) 44.0 41.8 to 46.8Palmitoleic (C-16:1) 0.12 0.1 to 0.3Stearic (C-18:0) 4.5 4.5 to 5.1Oleic (C-18:1) 39.2 37.3 to 40.8Linoleic (C-18:2) 10.1 9.1 to 11.0Linolenic (C-18:3) 0.4 0.4 to 0.6Arachidic (C-20:0) 0.4 0.2 to 0.7
Triglyceride composition (%):Trisaturated (GS3) 10.2 4.0 to 10.5Disaturated (GS2U) 48.0 41.0 to 59.0Monosaturated (GSU2) 34.6 32.0 to 54.0Triunsaturated (GU3) 6.8 3.0 to 12.0
Crystal habit β′ —Solids fat index (%) at:
10.0°C 34.5 30.0 to 39.021.1°C 14.0 11.5 to 17.026.7°C 11.0 8.0 to 14.033.3°C 7.4 4.0 to 11.037.8°C 5.6 2.5 to 9.040.0°C 4.7 2.0 to 7.0
Note: G = glycerides; S = saturated; U = unsaturated; MDP =Mettler dropping point; AOM = active oxygen method.
© 2004 by CRC Press LLC

The structural or physical properties of palm oil are similar to those of tallowand lard; however, based on the crystal habit characteristics, its similarity is limitedto tallow. It could be a candidate for replacement of modified or intersterified lard,which changes from a β- to a β′-crystal habit with randomization. The physicalcharacteristics for unhardened palm oil are similar to hydrogenated basestocks pre-pared from various vegetable oils but with mutual crystal habit characteristics limitedto hydrogenated cottonseed oil.
Palm oil appears to have a built-in crystal modifier to effect a slow crystallizationbehavior confirmed by x-ray studies that showed an unusually long α to β′ transitiontime.75 The long α lifetime is induced by the nontriglycerides, the most probablebeing diglycerides, and the presence of a high percentage of the symmetricalmonounsaturated triacyl group or saturate–unsaturate–saturate (SUS) with palm-itic–oleic–palmitic (POP) predominating.76 Hydrogenated palm oil products do nothave the characteristic slow crystallization. Low-iodine-value hydrogenated palm oilis an excellent shortening hardstock, which helps extend the plastic range andtolerance to high temperatures.
Malaysia is a leading producer of palm oil and a major exporter of processedpalm oil products. Palm oil is available as crude, RBD, and fractionated as olein,mid-fraction, and stearine. Typical physical characteristics for the olein and stearinfractions are compared with regular palm oil in Table 1.7.77 Palmitic fatty acid tendsto migrate to the stearin fraction; however, the olein fatty-acid content is similar toregular palm oil in spite of fractionation. Normally, the criterion for palm olein isthat the cloud point should be below 10°C (50°F). Cloud point refers to the temper-ature at which the oil turns cloudy while cooling at a rate of 1°C per minute. Most
Table 1.7 Fractionated Palm Oil Characteristics
Palm Oil FractionWhole Olein Stearine
Softening point (°C) 31.0–38.0 19.0–24.0 44.0–56.0Titer (°C) 42.0–46.0 — 46.0–54.0Density at 50/25°C 0.892–0.893 0.909–0.903 —Density at 60/25°C — — 0.882–0.891Iodine value 51.0–55.0 51.0–61.0 22.0–49.0Saponification value 190–202 194–202 193–206Cloud point (°C) — 6.0–12.0 —Unsaponifiable matter (%) — — 0.1–1.0Solid fat content (NMR) (%) at:
10°C 47–56 28–52 54–9120°C 20–27 3–9 31–8730°C 6–11 0 16–7440°C 1–6 — 7–5750°C — — 0–40
Fatty acid composition (%):Myristic (C-14:0) 1–1.5 1–1.5 1–2Palmitic (C-16:0) 42–47 38–42 47–74Stearic (C-18:0) 4–5 4–5 4–6Oleic (C-18:1) 37–41 40–44 16–37Linoleic (C-18:2) 9–11 10–13 3–10
© 2004 by CRC Press LLC

of the olein products have iodine value results within a relatively narrow range (56to 58), but the stearin fractions exhibit a wide range (25 to 49). The palm stearinesoftening point ranges relate directly to the fractionation process utilized: 56 to 53°Cfor the detergent process, 51 to 50°C for the slow-dry process, and 49 to 46° for thefast-dry process.
Palm oil contains 94 to 98% triglycerides, with the remainder made up of minorcomponents. Most of the minor components become concentrated in the oleinfraction (i.e., fatty acids, diglycerides, carotene, sterols, tocopherols, tocotrienols,peroxides, and oxidized products). The phospholipids and metals such as ironmigrate predominantly to the stearin fraction; the phosphorus concentration in thestearin may show a threefold increase from the original level in the crude palm oil.78
Therefore, the stability of palm oil stearin is usually lower, especially with physicalrefining, because of the low tocopherol/tocotrienol content and the iron concentration.
1.18.2 Genetically Modified Palm Oil
Palm oil yields in Malaysia have increased fourfold in the past 50 years, primarilydue to plant breeding improvements. Nearly all of the palm plantings were hybridseeds from traditional crossing techniques until cloning of the oil palm by in vitrotissue culture was begun around 1977. Oil palm breeding programs have concentratedon high fruit yield, high mesocarp percentage, high oil yield, and disease resistance;however, other traits such as less saturated oil, higher kernel content, shorter trees,pest resistance, and an increase of the minor components (carotenoids, vitamin E,sterols, etc.) are also considered. Recently, oil palm breeding efforts have also beenconcentrated somewhat on another palm species, Elaesis oleifera, which is native toSouth America. It offers the possibilities of increasing oil unsaturation to a 85 IV froma typical 53.0 iodine value; higher carotene, tocopherol, and sterol content; slowingof the yearly tree height increment; and resistance to certain diseases. This oil palmhas not been commercialized due to substantially lower yields than the African stock.Hybrids from this cultivar are probably in the elite planting series recently introducedthat offers greater oil yield and a different fatty-acid composition.79
Oil palm breeders, like the oilseed researchers, are also exploring the potentialof genetic engineering techniques. Some of the potential specialty oils consideredare (1) high-stearic fatty acid oil for the production of a cocoa butter substitute,(2) high-carotene oil for vitamin A and natural colorant, (3) high tocopherol contentfor oxidative stability and vitamin E production, and (4) higher levels of unsaturatesfor the production of salad oils.79
1.19 COCONUT OIL
Coconut palms, Cocos nucifera L., are traditionally found in coastal regions inAsia and the Pacific islands within 20° north and south latitudes. The native habitatis unknown, and a popular theory is that coconuts were carried by sea currents andwashed ashore where they germinated. Coconuts require a growing temperature of75 to 85°F and never less than 68°F, with an evenly dispersed rainfall of 60 to
© 2004 by CRC Press LLC

80 inches per year. The trees start to bear fruit after 5 to 6 years and can continueto do so for as much as 60 years. Coconuts ripen in 9 to 12 months and can beharvested year round, so labor can be spread evenly over the year. The Philippinesis the most important producing and exporting country followed by Indonesia, India,Sri Lanka, Malaysia, and Thailand.32 Copra is the trade name for the dried coconutmeat or kernel. The first step in making copra is to remove the husk from maturenuts, usually performed at the orchard site soon after the fruit is harvested. Next,the nut is opened for drying to produce the copra. Coconut oil is removed from thecopra by pressing, solvent extraction, and other patented procedures.
1.19.1 Coconut Oil Composition and Physical Properties
Coconut oil is a commercially important oil in the lauric acid group. Lauric acidoils differ significantly from other fats and oils in that they pass abruptly from abrittle solid to a liquid, within a narrow temperature range. Coconut oil is a hardbrittle solid at ambient temperatures (70°F/21.1°C), but it melts sharply and com-pletely below body temperature. Sharp-melting fats leave a clean, cool, nongreasysensation on the palate, which is difficult to match with nonlauric oils. The typicalcharacteristics for coconut oil are as follows:8,13,26,80
Coconut Oil Composition and Physical Characteristics
Characteristic Typical Range
Specific gravity, 30/30°C — 0.915 to 0.920Refractive index, 40°C — 1.4480 to 1.4490Iodine value 10.0 7.5 to 10.5Saponification number — 248 to 264Unsaponifiable number — 0.1 to 0.8Titer (°C) — 20.0 to 24.0Melting point (°C) (MDP) 26.5 25.0 to 28.0Solidification point (°C) — 14.0 to 22.0AOM stability (hours) 150 30 to 250Tocopherol content (ppm):γ-Tocopherol 6 3 to 9
Tocotrienol content (ppm):α-Tocotrienol 49 27 to 71
Fatty acid composition (%):Caproic (C-6:0) 0.5 0.4 to 0.6Caprylic (C-8:0) 7.8 6.9 to 9.4Capric (C-10:0) 6.7 6.2 to 7.8Lauric (C-12:0) 47.5 45.9 to 50.3Myristic (C-14:0) 18.1 16.8 to 19.2Palmitic (C-16:0) 8.8 7.7 to 9.7Stearic (C-18:0) 2.6 2.3 to 3.2Oleic (C-18:1) 6.2 5.4 to 7.4Linoleic (C-18:2) 1.6 1.3 to 2.1Arachidic (C-20:0) 0.1 <0.2Gadoleic (C-20:1) Trace <0.2
Triglyceride composition (%):Trisaturated (GS3) 84.0 —Disaturated (GS2U) 12.0 —
© 2004 by CRC Press LLC

More than 90% of the coconut oil fatty acids are saturated, which accounts forits excellent oxidative stability. It is the richest source of medium-chain triglycerides(MCTs), which are composed of C-6, C-8, and C-10 fatty acids. Due to the highMCT content, coconut oil is a major component of infant formulas and medicalfoods for people who cannot absorb longer chain fatty acids.
The color of coconut oil crude varies from a light yellow to brownish yellow;the National Institute of Oilseed Products (NIOP) specification limit is 15.0 maxi-mum Lovibond red color. Normal processing techniques will produce deodorizedoils with very pale yellow colors; the NIOP specification limit for cochin-typecoconut oil is a 1.0 maximum Lovibond red color.10 The odor and taste of coconutoil are largely due to the presence of small quantities of lactones — less than150 ppm. Because coconut oil is low in unsaturated fatty acids, it has a high resis-tance to oxidation; however, coconut oil will hydrolyze two to ten times faster thannormal oils to produce a disagreeable soapy flavor. Coconut oil hydrolysis proceedsslowly in the presence of free moisture alone but rapidly when a enzyme lipase ispresent in the food product. Pastry doughs and cake batters are examples of suchproducts.
1.20 PALM KERNEL OIL
The fruit of the palm tree Elaesis guineenis is the source of two distinctivelydifferent oil types. The outer pulp contains palm oil, and the nut in the fruit containskernels that are the source of palm kernel oil. Palm oil and palm kernel oil differconsiderably in their characteristics and properties even though they are derivedfrom the same plant. Palm oil is rich in C-16 and C-18 fatty acids, while palm kerneloil is rich in the C-12 fatty acid. The kernel oil is similar to coconut oil in that it islight in color, sharp melting, and high in lauric and myristic fatty acids with anexcellent oxidative stability contributed by a low level of unsaturates.
Palm kernels are byproducts from the palm oil mills. Kernels constitute about45 to 48% of the palm nut. After sterilization, the palm nuts are separated from thefruit bunch. This process can be responsible for the oxidation and discoloration that
Coconut Oil Composition and Physical Characteristics (continued)
Characteristic Typical Range
Monosaturated (GSU2) 4.0 —Triunsaturated (GU3) 0 —
Crystal habit β′ —Solids fat index (%) at:
10.0°C 54.5 —21.1°C 26.6 —26.7°C 0 —
Note: G = glycerides; S = saturated; U = unsaturated; MDP =Mettler dropping point; AOM = active oxygen method.
© 2004 by CRC Press LLC

affect bleachability of the extracted oil if not properly controlled. After separation,the nuts are dried and cracked, and the kernels are separated from the shell. Palmkernel oil is extracted by mechanical pressure screw pressing, solvent extraction, orpreprocessing followed by solvent extraction. Prior to extraction by any of themethods, the kernels are cleaned and flaked to rupture the oil cells. After extraction,any remaining fines, solids, or other impurities are removed with a filter press.81
Malaysian oil-palm breeding programs have emphasized mesocrap content,which contains palm oil at the expense of the kernel oil. The kernel/bunch contentof recent oil palm-planting materials was 4 to 8%; however, a new series of plantingmaterials has now been developed that produces a kernel/bunch content of morethan 10%.82
1.20.1 Palm Kernel Oil Composition and Physical Properties
Typical physical properties and characteristics for palm kernel oil are asfollows:8,13,29,73,83
Palm Kernel Oil Composition and Physical Characteristics
Characteristic Typical Range
Specific gravity, 40/20°C — 0.860 to 0.873Refractive index, 40°C 1.451 1.448 to 1.452Iodine value 17.8 16.2 to 19.2Saponification number 245 243 to 249Unsaponifiable number 0.3 0.3 to 0.5Titer (°C) — 20.0 to 29.0Melting point (°C) (MDP) 28.3 26.8 to 29.8Solidification point (°C) — 20.0 to 24.0AOM stability (hours) 100+ 15 to 100+Tocopherol content (ppm) 3 3 to 10Fatty acid composition (%):
Caproic (C-6.0) 0.2 0.1 to 0.5Caprylic (C-8:0) 3.3 3.4 to 5.9Capric (C-10:0) 3.4 3.3 to 4.4Lauric (C-12:0) 48.2 46.3 to 51.1Myristic (C-14:0) 16.2 14.3 to 16.8Palmitic (C-16:0) 8.4 6.5 to 8.9Stearic (C-18:0) 2.5 1.6 to 2.6Oleic (C-18:1) 15.3 13.2 to 16.4Linoleic (C-18:2) 2.3 2.2 to 3.4Arachidic (C-20:0) 0.1 Trace to 0.9Gadoleic (C-20:1) 0.1 Trace to 0.9
Crystal habit β′ —Solids fat index (%) at:
10.0°C 48.0 —21.1°C 31.0 —26.7°C 11.0 —33.3°C 0 —
Note: G = glycerides; S = saturated; U = unsaturated; MDP =Mettler dropping point; AOM = active oxygen method.
© 2004 by CRC Press LLC

Palm kernel and coconut oils are somewhat alike in physical properties. Thefatty acid compositions are quite similar; the amount of the principal fatty acid,lauric, is almost equivalent. Nevertheless, the slight differences in their propertieshave a definite effect. Palm kernel has a lower content of medium-chain fatty acidsand a slightly higher oleic fatty acid content. The higher monounsaturate level isreflected in a higher iodine value and melting point.
Lauric fats are among the most stable oils and fats because low unsaturated fattyacid contents present less opportunities for oxidation. However, palm kernel candevelop off-flavors characterized as astringent and coarse. The short-chain fatty acidsdevelop unpleasant soapy flavors when split into free fatty acids. Human palates arevery sensitive to low levels of free caproic and caprylic fatty acids. The soapy flavorsand odors of lauric oils can become serious problems with high moisture foods.
Lauric oils are substantially different from other edible fats and oils. They aresolid fats at room temperature but melt sharply and completely below body temper-ature and provide a pronounced cooling effect in the mouth. The high levels ofrelatively low-molecular-weight saturated fatty acids, which are better than 50% ofthe composition of palm kernel oil, are the reason for the distinctive melting prop-erties. The sharp melt, low melting point, and low unsaturates make palm kernel oiland coconut oil particularly suited as fats for low-moisture food products for appli-cations such as confectionery fats, candy centers, cookie fillers, nut roasting, coffeewhiteners, and spray oils.84,85
1.21 LARD
Meat has been a human food for thousands of years, and the use of fat fromland animals in cooking extends back to antiquity. Swine, sheep, and cattle broughtto North America from Europe in the 15th and 16th centuries were the forebears oftoday’s domesticated meat animals. The fatty tissue from meat animals that is nota part of the carcass or is trimmed off from it in preparing the carcass for market isthe raw material from which lard and tallow are rendered. For many generations,lard was the fat of choice for preparing doughs and batters because it has a plasticityat room temperature, which allows it to cream and aerate with sugar and egg yolk.Periodic lard shortages promoted the development of all-vegetable substitutes. Even-tually, these products exceed lard’s performance capabilities for creaming and aer-ation in bakery products.
1.21.1 Lard Physical Properties and Composition
The composition and physical characteristics of lard, Sus scrofa, have widevariations related to the animal’s diet, the climate in which it was raised, and itsoverall structure. Hogs are monogastric and their stored fats closely resemble dietaryintake; consequently, the degree of unsaturation of lard depends upon the amountand fatty acid composition of the oils in the feed. Typical physical properties andcomposition variations in lard are as follows:29,86,87
© 2004 by CRC Press LLC

Even though lard is low in polyunsaturated fatty acids, it has an oxidative stabilityno better than vegetable oils with high levels of polyunsaturates. Lard is rancid ata peroxide value of 20 meq/kg as opposed to the 70- to 100-meq/kg peroxide valuesfor most vegetable oils. This is most likely due to the absence of natural antioxidants.Lard responds well to the addition of antioxidants such as butylated hydroxyanisole
Lard Composition and Physical Characteristics
Characteristic Typical Range
Relative density, 40°C/water at 20°C
— 0.896 to 0.904
Refractive index, 40°C 1.448 to 1.460Iodine value 57.0 45.0 to 70.0Saponification number — 192 to 203Unsaponifiable number — <1.0Titer (°C) — 32.0 to 45.0Melting point (°C) (MDP) 32.5 31.5 to 33.0Solidification point (°C) — +4.0 to –2.0AOM stability (hours) 4.0 —Fatty acid composition (%):
Capric (C-10:0) 0.1 —Lauric (C-12:0) 0.1 —Myristic (C-14:0) 1.5 0.5 to 2.5Myristoleic (C-14:1) — <0.2Pentadecanoic (C-15:0) 0.1 <0.1Palmitic (C-16:0) 26.0 20.0 to 32.0Palmitoleic (C-16:1) 3.3 1.7 to 5.0Margaric (C-17:0) 0.4 <0.5Margaroleic (C-17:1) 0.2 <0.5Stearic (C-18:0) 13.5 5.0 to 24.0Oleic (C-18:1) 43.9 36.0 to 62.0Linoleic (C-18:2) 9.5 3.0 to 16.0Linolenic (C-18:3) 0.4 <1.5Arachidic (C-20:0) 0.2 <1.0Gadoleic (C-20:1) 0.7 <1.0Eicosadienoic (C-20:2) 0.1 <1.0Eicosatetraenoic (C-20:4) — <1.0Behenic (C-22:0) — <0.1
Triglyceride composition (%):Trisaturated (GS3) — 2.0 to 5.0Disaturated (GS2U) — 25.0 to 35.0Monosaturated (GSU2) — 50.0 to 60.0Triunsaturated (GU3) — 10.0 to 30.0
Crystal habit β —Solids fat index (%) at:
10.0°C 29.0 26.5 to 31.521.1°C 21.6 19.5 to 23.526.7°C 15.3 13.0 to 17.533.3°C 4.5 2.5 to 6.537.8°C 2.8 2.0 to 4.040°C 2.2 1.5 to 3.0
Note: G = glycerides; S = saturated; U = unsaturated; MDP =Mettler dropping point; AOM = active oxygen method.
© 2004 by CRC Press LLC

(BHA), butylated hydroxytoluene (BHT), tertiary butylhydroquinone (TBHQ), andvarious tocopherols along with metal chelators such as citric acid.
The structure of lard contains a high percentage of medium-melting, disaturated,monounsaturated triglycerides. These triglycerides are largely in a symmetricalarrangement, which causes lard to crystallize in the β form. This characteristic hasrestricted the use of lard to applications requiring low structural properties but highlubricity. The function of lubricity is to impart tenderness and richness while improv-ing eating qualities by providing a feeling of satiety after eating. Major applicationsfor lard due to the lubricity functionality are pie crusts, yeast-raised doughs, andfrying.
Ordinary lard is characterized by a translucence and a poor plastic range. Plas-ticizing with a scraped-wall heat exchanger does not improve the consistency butfurther introduces an unattractive rubberiness. Addition of hardstock overcomesthese difficulties and produces an attractive, fresh shortening of excellent perfor-mance but with short duration. With age, especially at 80°F (26.7°C), graininessdevelops from the unique triglyceride composition of lard. Lard has strong β ten-dencies that dominate the crystal form of most blends; consequently, lard is not thebasestock of choice to produce a product with a wide plastic range and a smoothconsistency characteristic of the β′-crystal habit.
The crystallization tendencies for lard can be modified by interesterification witha catalyst, usually sodium methoxide. Lard contains high proportions of palmiticfatty acid in the sn-2 position of its disaturated (S2U) triglycerides. In this respect,it resembles human milk fat. The proportion of C-16:0 fatty acid in the sn-2 positionis decreased by about 64 to 24% on randomization, and other changes are requiredfor lard to crystallize in the β′ phase instead of β.88 Plasticized product made fromrandomized lard has a better appearance because it has more and finer crystals, keepsits appearance better during storage, and has better creaming and cake-makingqualities and other properties superior to those of a corresponding shortening madewith natural lard.
1.22 TALLOW
Tallow is the hardfat of ruminants. In the United States, most tallow is obtainedfrom beef cattle, Bos taurus, and a lesser amount from the sheep Ovis aries. Allmeat fats are byproducts of the meatpacking industry, which means that availabilityis related to meat production rather than a need for fats as a raw material. The useof meat fats for edible products has diminished due to health issues. The results ofmedical studies have led to diet recommendations for a reduction of saturated fats,cholesterol, and trans-acids. Tallow contains a high level of cholesterol (~1000 ppm).Almost half of the fatty acids are saturated and include myristic fatty acid, whichhas the greatest effect in raising blood plasma cholesterol levels. In addition, tallowcontains approximately 5% trans-acids, which is characteristic of ruminant digestivesystems.87,89
Both tallow and lard are essentially ready for use after rendering, but mostprocessors deodorize meat fats after a clarification procedure. The two main impu-
© 2004 by CRC Press LLC

rities in meat fats are proteins that escaped the rendering process and free fatty acids.It is necessary to remove the proteinaceous materials before deodorization; withsteam distillation the proteins turn black and require bleaching for removal. Twoprocesses have been used to remove the proteinaceous materials:
• Filtration. Diatomaceous earth or bleaching earth is added to the meat fat followedby filtration to remove traces of moisture and impurities.
• Water washing. Meat fats can be water washed with about 10% water to removethe protein. Water washing is not as widely practiced as filtration for clarificationbecause it requires extra centrifuge capacity, and most meat fats will requirebleaching even after water washing.
Caustic refined or neutralized tallow was the frying fat of choice for French-friedpotatoes by several fast-food restaurants for many years. To produce this product,good-quality fresh tallow was caustic refined, double water washed, and vacuumdried. The neutralized tallow had a 0.05% free fatty-acid limit and a characteristicfresh tallow flavor. The sole purpose of the caustic refining was to neutralize the fattyacids. Bleaching and deodorization of this product were avoided to retain the freshtallow flavor.90 This end-product use was eliminated by dietary cholesterol concerns.
1.22.1 Tallow Physical Properties and Composition
Tallow contains very little red or yellow pigments but can have a high greencolor caused by chlorophyll. The chlorophyll is easily removed from fresh tallowwith activated bleaching earth to achieve a water-white appearance. Typical physicalcharacteristics and compositions for tallow are as follows:8,29,87
Tallow Composition and Physical Characteristics
Characteristic Typical Range
Relative density, 40°C/water at 20°C — 0.893 to 0.904Refractive index, 40°C — 1.448 to 1.460Iodine value 45.0 40.0 to 49.0Saponification number — 190 to 202Unsaponifiable number — <0.8Titer (°C) — 40.0 to 49.0Melting point (°C) (MDP) 46.5 45.0 to 48.0Solidification point (°C) — 31.0 to 38.0AOM stability (hours) 16.0 —Fatty acid composition (%):
Lauric (C-12:0) 0.1 <0.2Myristic (C-14:0) 3.2 1.4 to 7.8Myristoleic (C-14:1) 0.9 0.5 to 1.5Pentadecanoic (C-15:0) 0.5 1.5 to 1.0Palmitic (C-16:0) 24.3 17.0 to 37.0Palmitoleic (C-16:1) 3.7 0.7 to 8.8Hexadecadienoic (C-16:2) — <1.0Margaric (C-17:0) 1.5 0.5 to 2.0Margaroleic (C-17:1) 0.8 <1.0Stearic (C-18:0) 18.6 6.0 to 40.0Oleic (C-18:1) 42.6 26.0 to 50.0
© 2004 by CRC Press LLC

A variety of shortenings have been formulated with tallow because of its physicalcharacteristics. Tallow contains high levels of saturated fatty acids, which give it asolid consistency at room temperature. In many cases, vegetable oils are hydroge-nated to achieve the same degree of saturation for consistency and functionality thatoccurs naturally in tallow. The geometric arrangement of the tallow triglycerides ishighly asymmetric, which along with a high palmitic fatty-acid content promotescrystallization in the β′ form. The β′-crystalline structure, solids content, and plas-ticity provide a good matrix for rapid incorporation into mixes, as well as entrapmentand retention of small air bubbles during and after mixing; therefore, tallow hasfunctionality traits ideally suited for applications requiring lubricity and structuresuch as cakes, icings, and pastries. The structural properties of tallow can be usedin product blends with vegetable oils for margarine, puff pastry, Danish, and otherroll-in applications as well. These blends can provide solids fat index profiles thatachieve the roll-in properties, flakiness, and expansion desired.91
Tallow does not contain any natural antioxidants, and the low levels of linolenicand linoleic fatty acids can contribute to flavor reversion unless protected with anantioxidant. Reverted tallow has a somewhat undesirable flavor and odor, like anold beef or mutton roast. The antioxidant systems effective for lard also apply totallow (i.e., BHA and BHT or TBHQ with a metal chelator such as citric acid).
1.23 MILK FAT
Traditionally, milk fat has always had the highest economic value of any of themilk constituents, thus placing it at an economic disadvantage compared to other
Tallow Composition and Physical Characteristics (continued)
Characteristic Typical Range
Linoleic (C-18:2) 2.6 0.5 to 5.0Linolenic (C-18:3) 0.7 <2.5Arachidic (C-20:0) 0.2 <0.5Gadoleic (C-20:1) 0.3 <0.5Eicosatetraenoic (C-20:4) — <0.5
Triglyceride composition (%):Trisaturated (GS3) — 15.0 to 28.0Disaturated (GS2U) — 46.0 to 52.0Monosaturated (GSU2) — 0 to 64.0Triunsaturated (GU3) — 0 to 2.0
Crystal habit β′ —Solids fat index (%) at:
10.0°C 36.0 28.5 to 36.521.1°C 23.5 18.0 to 26.026.7°C 21.0 16.5 to 29.033.3°C 15.0 11.5 to 16.037.8°C 9.5 7.0 to 10.540.0°C 7.0 4.5 to 8.0
Note: G = glycerides; S = saturated; U = unsaturated; MDP =Mettler dropping point; AOM = active oxygen method.
© 2004 by CRC Press LLC

edible fats and oils products. Typically, cow’s milk contains 3.7% fat. Butter, atablespread containing at least 80% milk fat, is a water-in-oil emulsion producedfrom milk or cream. Milk fat is also available in two other forms: anhydrous butterfatand butteroil. Anhydrous butterfat is milk fat separated directly from milk or cream,and butteroil is milk fat made by removing water from butter.
The composition of milk fat is somewhat complex. Triglycerides constituteapproximately 98% of milk fat, with the remainder being made up of di- andmonoglycerides, phospholipids, cerebrosides, cholesterol, vitamins, tocopherols,carotene, and flavor components. Milk fat contains more fatty acids than any otherfat of animal or vegetable origin. Cow’s milk fat is now known to contain over 500different fatty acids. Most of these fatty acids are present at exceedingly low levels,but some of these minor components are very important, such as the lactones, whichcontribute to the unique flavor.
The fatty acid composition of milk fat depends on the diet and breed of the cow;feed has the most influence. A change from winter feeding conditions to summerpasture can increase the proportion of unsaturated fatty acids and decrease thesaturated fatty acids; normally oleic (C-18:1) is increased at the expense of butyric(C-4:0) and stearic (C-18:0). Milk-fat fatty-acid compositions have been furthermodified by formulating the cow’s feed with high quantities of different fatty acids.Underfeeding has effected a decline in the volatile fatty acids butyric (C-4:0) andcaproic (C-6:0), with an increase in oleic (C-18:1) fatty acid. Traditionally, the Jerseybreed has a higher volatile fatty acid content than the milk from Holsteins, Ayrshires,or Shorthorns.92
1.23.1 Milk Fat Physical Properties and Composition
Milk fat is distinguished from other fats, except the laurics, by the low averagemolecular weight of its fatty acids, as indicated by a high saponification value anda low refractive index. Butterfat differs from the lauric oils by a high content ofsteam-volatile fatty acids (i.e., butyric through capric). Ruminant milk fat containsrelatively low concentrations of polyunsaturated fatty acids as a result of biohydro-genation of dairy lipids in the rumen. The biohydrogenation process also converts4 to 8% of the unsaturated fatty acids to the trans configuration — mainly C-16 andC-18 monoene acids.86 The physical properties and composition of milk fat are asfollows:8,29,93
Milk Fat Composition and Physical Characteristics
Characteristic Typical Range
Specific gravity, 40/20°C — 0.907 to 0.912Refractive index, 60°C 1.4465 —Iodine value 34.0 25.0 to 42.0Saponification number — 210 to 250Unsaponifiable number — 0.4 max.Titer (°C) 34.0 —Melting point (°C) (MDP) 35.0 28.0 to 36.0Solidification point (°C) — 19.0 to 24.5AOM stability (hours) 42.0 —
© 2004 by CRC Press LLC

Actual and potential flavors are among the most important attributes of milk fat.In dairy products such as milk, cream, ice cream, and tablespread butter, the aim isto retain the mild delicate flavor associated with the fat of fresh milk; however, incooking, baking, and many processed food applications, the object is to generatebuttery, creamy, cheesy, and caramel-like flavor qualities from the milk fat. Thisimportant attribute of milk fats precludes most of the usual fats and oils processingtechniques that would substantially change or totally eliminate the unique flavoringcomponents.
Food flavor is a complex of at least three factors: aroma, taste, and texture. Thefatty acid composition of milk fat provides the melting and solidification or texturalcharacteristics. The aroma and taste of milk fat are diverse. Although present inbutterfat in relatively small quantities, aliphatic lactones are responsible for part ofthe desirable and characteristic flavor of butter. Stored butter experiences a gradualbut regular increase in total lactone content for stronger flavors, even under refrig-erated storage conditions. Therefore, the volatile fatty acids, C-4 through C-10, andthe lactones are considered to be the substances that comprise the pleasant, nonox-idative flavor and odor characteristics of milk fat.92
Milk Fat Composition and Physical Characteristics
Characteristic Typical Range
Fatty acid composition (%):Butyric (C-4:0) 3.6 2.8 to 4.0Caproic (C-6.0) 2.2 1.4 to 3.0Caprylic (C-8:0) 1.2 0.5 to 1.7Capric (C-10:0) 2.5 1.7 to 3.2Decenoic (C-10:1) — 0.1 to 0.3Lauric (C-12:0) 2.9 2.2 to 4.5Dodecenoic (C-12:1) — 0.1 to 0.6Myristic (C-14:0) 10.8 5.4 to 14.6Myristoleic (C-14:1) 0.8 0.6 to 1.6Pentadecanoic (C-15:0) 2.1 —Palmitic (C-16:0) 26.9 26.0 to 41.0Palmitoleic (C-16:1) 2.0 2.8 to 5.7Margaric (C-17:0) 0.7 —Stearic (C-18:0) 12.1 6.1 to 12.5Oleic (C-18:1) 28.5 18.7 to 33.4Linoleic (C-18:2) 3.2 0.9 to 3.7Linolenic (C-18:3) 0.4 —Gadoleic (C-20:1/C:22:1) 0.1 0.8 to 3.0
Crystal habit β′ —Solids fat index (%) at:
10.0°C 33.0 —21.1°C 14.0 —26.7°C 10.0 —33.3°C 3.0 —40.0°C 0 —
Note: G = glycerides; S = saturated; U = unsaturated; MDP =Mettler dropping point; AOM = active oxygen method.
© 2004 by CRC Press LLC

Because butter is more expensive than most other fats, its use is restricted tothose products where the distinctive flavor makes a significant contribution to accept-ability or use of the product or has advertising or marketing value. As a raw material,milk fat opportunities are limited for edible fats and oils processors, as most of theprocesses would destroy or materially change the flavor attributes. The opportunitiesthat have been utilized in the United States are in final blends with margarine andin some cases with other products primarily as a flavorant.
A process utilized in Europe and Japan can effect consistency changes in milkfat without damaging the flavor. Unlike most conventional techniques to modify theconsistency of a fat, dry fractionation neither destroys the milk fat flavor nor altersthe fatty acid profile. The flavor and β′ polymorphic crystal form are maintained inthe stearine and olein fractions with this process. The milk fat stearine fraction hasapplication as a roll-in for puff pastry, Danish pastry, croissants, and other bakedproducts as well as coating products. The olein fractions have been used in cookiesand dairy products and have been blended with other edible oil products to preparea soft tub-type tablespread.94
REFERENCES
1. O’Brien, R.D., Fats and oils: an overview, in Introduction to Fats and Oils Technology,2nd ed., O’Brien, R.D., Farr, W.E., and Wan, P.J., Eds., AOCS Press, Champaign,IL, 2000, pp. 1–6.
2. Markey, K.S., Historical and general, in Fatty Acids, 2nd ed., Markey, K.S., Ed.,Interscience Publishers, New York, 1960, pp. 2–3.
3. USDA, Oil Crops Situation and Outlook Yearbook, U.S. Department of AgricultureEconomic Research Service, Washington, D.C., 2002, pp. 26, 36, 39, 45, 47, 50, 53,61, 68.
4. USDA, Fats and Oils Situation, U.S. Department of Agriculture Economic ResearchService, Washington, D.C., 1985, p. 8.
5. USDA, Fats and Oils Situation, U.S. Department of Agriculture Economic ResearchService, Washington, D.C., 1977, p. 14.
6. Wan, P.J., Properties of fats and oils, in Introduction to Fats and Oils Technology,2nd ed., O’Brien, R.D., Farr, W.E., and Wan, P.J., Eds., AOCS Press, Champaign,IL, 2000, pp. 21–24.
7. Sonntag, N.O.V., Structure and composition of fats and oils, in Bailey’s IndustrialOil and Fat Products, Vol. 1, 4th ed., Swern, D., Ed., Wiley–Interscience, New York,1979, pp. 3–4, 21, 292–317, 319, 342–368, 374–387, 389–403.
8. Wakins, C., Cholesterol: the molecular Dr. Jekyll and Mr. Hyde, INFORM, 13,886–888, 2002.
9. Dijkstra, A.J., Degumming, refining, washing and drying of fats and oils, in Process-ing of the World Conference on Oilseed Technology and Utilization, Applewhite,T.H., Ed., AOCS Press, Champaign, IL, 1993, pp. 138–151.
10. Firestone, D., Physical and Chemical Characteristics of Oils, Fats, and Waxes, AOCSPress, Champaign, IL, 1999, pp. 29, 32, 67, 69, 71, 75, 85, 88, 95, 99, 121, 131, 144.
11. White, P.J., Flavor quality of fats and oils, in Introduction to Fats and Oils Technology,O’Brien, R.D., Farr, W.A., and Wan, P.J., Eds., AOCS Press, Champaign, IL, 2000,pp. 354–357.
© 2004 by CRC Press LLC

12. Bagge, C., Techniques for enhancing quality in edible oil processing, in Proceedingsof the World Conference on Oilseed Technology and Utilization, Applewhite, T.H.,Ed., AOCS Press, Champaign, IL, 1993, p. 198.
13. Harper, T., Recent developments in chemical and physical refining, in Proceedingsof the World Conference on Oilseed Processing and Utilization, Wilson, R.F., Ed.,AOCS Press, Champaign, IL, 2001, p. 25.
14. Smith, K.J., Polen, P.B., DeVries, D.M., and Coon, F.B., Removal of chlorinatedpesticides from crude vegetable oils by simulated commercial processing procedures,JAOCS, 45, 866–869, 1968.
15. Mounts, T.L., Evans, C.D., Dutton, H.J., and Cowan, J.C., Some radiochemicalexperiments on minor constituents in soybean oil, JAOCS, 46, 482–484, 1969.
16. Flider, F.J. and Orthoefer, F.T., Metals in soybean oil, JAOCS, 58, 270–272, 1981. 17. Del Vecchio, A.J., High-laurate canola, INFORM, 7, 230–243, 1996.18. Anon., High-laurate canola oil sold as boiler fuel, INFORM, 12, 1019, 2001.19. Anon., GM acres reach 120 million acres, INFORM, 13, 234, 2002.20. Anon., U.S. biotech seed plantings to increase in 2002, INFORM, 13, 453, 2002. 21. Wolf, W.J. and Cowan, J.C., Introduction, in Soybeans as a Food Source, CRC Press,
Cleveland, OH, 1971, pp. 9–13.22. Smith, A.K. and Circle, S.J., Historical background, in Soybean’s Chemistry and
Technology, Vol. 1, AVI Publishing, Westport, CT, 1972, pp. 4–6.23. Dutton, H.J., History of the development of soy oil for edible uses, JAOCS, 58, 234,
1981.24. Erickson, D.R., Soybean oil: update on number one, JAOCS, 60, 356, 1983.25. O’Brien, R.D., Formulation-single feedstock situation, in Hydrogenation Proceedings
of an AOCS Colloquium, Hastert, R., Ed., American Oil Chemistry Society, Cham-paign, IL, 1987, p. 153.
26. Weiss, T.J., Commercial oil sources, in Food Oils and Their Uses, 2nd ed., AVIPublishing, Westport, CT, 1983, pp. 36–40, 45–46.
27. List, G.R., Mounts, T.L., Orthoefer, F., and Neff, W.E., Potential margarine oils fromgenetically modified soybeans, JAOCS, 73, 729–732, 1996.
28. Gillatt, P., Codex alimentarius’ role in world trade, INFORM, 5, 985, 1994.29. Capital City Products Co., Typical Fatty Acid Composition of Selected Edible Fats
and Oils, Capital City Products Company, Columbus, OH, 1989.30. Liu, K., Modifying soybean through plant breeding and genetic engineering, in
Proceedings of the World Conference on Oilseed Processing and Utilization, Wilson,R.F., Ed., AOCS Press, Champaign, IL, 2001, pp. 84–89.
31. Liu, K., Soy oil modification: products, applications, INFORM, 10, 868, 1999. 32. Jones, L.A. and King, C.C., Cottonseed Oil, National Cottonseed Products Associa-
tion, Inc., and The Cotton Foundation, Memphis, TN, 1990, pp. 5–7.33. Jones, L.A. and King, C.C., Cottonseed, in Bailey’s Industrial Oil and Fat Products,
5th ed., Vol. 2, Hui, Y.H., Ed, John Wiley & Sons, New York, 1996, pp. 200–202.34. O’Brien, R.D., Cottonseed oil, in Vegetable Oils in Food Technology, Gunstone, F.,
Ed., Blackwell Publishing, Sheffield, U.K., 2002, pp. 204–205.35. Anon., World’s no. 3 oilseed yields diverse products, INFORM, 11, 820, 2000.36. Chapman, K.D. et al., Transgenic cotton plants with increased seed oleic acid content,
JAOCS, 78, 941, 2001.37. Anon., CSIRD creates new cottonseed, INFORM, 12, 839, 2001.38. Woodroof, J.G., Peanuts: Production, Processing, Products, AVI Publishing, West-
port, CT, 1973, pp. 1–8, 247–257.39. Haumann, B.F., Peanuts find niche in healthy diet, INFORM, 9, 746-752, 1998.
© 2004 by CRC Press LLC

40. Krishmamurthy, R.G. and Witte, V.C., Cooking oils, salad oils, and oil-based dress-ings, in Bailey’s Industrial Oil and Fat Products, Vol. 3, 5th ed., Hui, Y.H., Ed., JohnWiley & Sons, New York, 1996, p. 195.
41. Langstraat, A., Characteristics and composition of vegetable oil-bearing materials,JAOCS, 53, 242–-244, 1976.
42. Branscomb, L. and Young, C., Peanut Oil, Georgia Agricultural Commodity Com-mission for Peanuts, Tifton, GA, 1972.
43. Sanders, T.H., Groundnut (peanut) oil, in Vegetable Oils in Food Technology, Gun-stone, F.D., Ed., CRC Press, Boca Raton, FL, 2002, p. 236.
44. Haumann, B.F., Corn research looks at changing oil content, INFORM, 7, 576, 1996. 45. Lisk, G., Steidley K.R., and Neff, W.E., Commercial spreads formulation, structure
and properties, INFORM, 11, 982, 2000.46. Strecker, L.R. et al., Corn oil, in Bailey’s Industrial Oil and Fat Products, Vol. 2,
5th ed., Hui, Y.H., Ed., John Wiley & Sons, New York, 1996, pp. 128–131.47. Leibovitz, Z. and Ruckenstein, C., Our experiences in processing maize (corn) germ
oil, JAOCS, 60, 395, 1983.48. Haumann, B.F., Corn research looks at changing oil content, INFORM, 7, 576, 1996.49. Anon., Sunflower Handbook, The National Sunflower Association, Bismark, ND,
1991, pp. 4–9, 17–21.50. Gunstone, F., Sunflower seed and its products, INFORM, 13, 159, 2002.51. Ackman, R.G., Identity characteristics for edible oils — origin, current usefulness,
and possible future directions, INFORM, 12, 998, 2001.52. Morrison, W.H., Effects of refining and bleaching on oxidation stability of sunflower
oil, JAOCS, 52, 522, 1975.53. Gupta, M.K., NuSun oil: a healthy nontransgenic sunflower oil, in Proceedings of
the World Conference on Oilseed Processing and Utilization, Wilson, R.F., Ed., AOCSPress, Champaign, IL, 2001, pp. 80–83.
54. Daun, J.K. and Ackman, R.G., Identity of fats and oils, INFORM, 12, 1108, 2001.55. Purdy, R.H., Oxidative stability of high oleic sunflower and safflower oils, JAOCS,
62, 523, 1985.56. National Institute of Oilseed Products Trading Rules 1994–1995, NIOP, Washington,
D.C., 1995, pp. 85–86, 95–97.57. Purdy, R.H. et al., Safflower, its development and utilization, JAOCS, 36, 26, 1959.58. Kneeland, J.A., The status of safflower, JAOCS, 43, 403, 1966.59. Terrones, A., Safflower: a specialty oil in the world market, in Proceedings of the
World Conference on Oilseed Processing and Utilization, Wilson, R.F., Ed., AOCSPress, Champaign, IL, 2001, pp. 145–150.
60. Blum, J.E., The role of safflower oil in edible oil applications, JAOCS, 43, 416, 1966.61. Smith, J.R., Safflower: due for a rebound?, JAOCS, 62, 1286, 1985.62. Knowles, P.F., The plant geneticist’s contribution toward changing lipid and amino
acid composition of safflower, JAOCS, 49, 27, 1972.63. Resken, J., Siebrecht, J., and Hazebroek, J., Triacylglycerol composition and structure
in genetically modified sunflower and soybean oils, JAOCS, 74, 989–997, 1997. 64. Fuller, G. et al., Evaluation of oleic safflower in frying of potato chips, J. Food Sci.,
36, 43, 1971.65. Fuller, G. et al., High oleic acid safflower oil: a new stable edible oil, JAOCS, 43,
477, 1966.66. Gunstone, F., Rapeseed (canola) oil now no. 3 in world, INFORM, 12, 985, 2001.67. Vaisey-Genser, M. et al., Canola Oil Properties and Performance, Harris, D.F.G.,
Ed., Canola Council, Winnipeg, Manitoba, Canada, 1987, pp. 1–3, 12.
© 2004 by CRC Press LLC

68. Mag, T.K., Canola oil processing in Canada, JAOCS, 60, 380, 1983.69. Firestone, D., Fedeli, E., and Emmons, E.W., Olive oil, in Bailey’s Industrial Oil and
Fat Products, 5th ed., Vol. 2, Hui, Y.H., Ed., 1996, pp. 241–250.70. Kiritsakis, A.K., Virgin olive oil composition and its effect on human health,
INFORM, 13, 237, 2002.71. Kiritsakkis, A.K., Effect of selected storage conditions and packaging materials on
olive oil quality, JAOCS, 61, 1868, 1984.72. Gunstone, F., Palm oil supplying much of world demand for fats and oils, INFORM,
12, 141, 2001.73. Tang, T.S. and HoOh, F.C., Characteristics and properties of Malaysian palm-kernel-
based specialty fats, in Proceedings of the World Conference on Lauric Oils: Sources,Processing, and Applications, Applewhite, T.H., Ed., AOCS Press, Champaign, IL,1994, pp. 84–97.
74. Ariffin, A. et al., Selected Readings on Palm Oil and Its Uses, Palm Oil ResearchInstitute of Malaysia, Kuala Lumpur, Malaysia, 1994, pp. 12, 20, 24–47, 61–66,73–74.
75. Berger, K.G., Uses of palm oil in the food industry, Chem. Indust., 910, 1975.76. Duns, M.L., Palm oil in margarines and shortenings, JAOCS, 62, 409, 1985.77. Pantzaris, T.P.V., Pocketbook of Palm Oil Uses, Malaysia: The Palm Oil Research
Institute of Malaysia, Kuala Lumpur, Malaysia, 1988, pp. 9–14.78. Deffense, E., Fractionation of palm oil, JAOCS, 62, 376, 1985.79. Jalani, B.S. et al., Improvement of palm oil through breeding and biotechnology,
JAOCS, 74, 1451, 1997.80. Pantzaris, T.P. and Basiron, Y., The lauric (coconut and palm kernel) oils, in Vegetable
Oils in Food Technology, Gunstone, F.D., Ed., CRC Press, Boca Raton, FL, 2002,pp. 157–202.
81. Tang, T.S. and Teoh, P.K., Palm kernel oil extraction-the Malaysian experience,JAOCS, 62, 254, 1985.
82. Pantzaris, T.P. and Ahmad, M.J., Techno-economic aspects of palm kernel oil,INFORM, 12, 69–80, 2001.
83. Chong, C.L. and Sien, W.L., Chemical and physical properties of palm kernel oil, inProceedings of the World Conference on Lauric Oils: Sources, Processing, andApplications, Applewhite, T.H., Ed., AOCS Press, Champaign, IL, 1994, pp. 79–83.
84. Young, F.V.K., Palm kernel and coconut oils: analytical characteristics, process tech-nology and uses, JAOCS, 60, 374, 1983.
85. Traitler, H. and Dieffenbacher, A., Palm oil and palm kernel oil in food products,JAOCS, 62, 420, 1985.
86. Swern, D., Plastic shortening agents, in Bailey’s Industrial Oil and Fat Products,3rd ed., John Wiley & Sons, New York, 1964, pp. 189, 282–283.
87. Love, J.A., Animal fats, in Bailey’s Industrial Oil and Fat Products, Vol. 1, 5th ed.,Hui, Y.H., Ed., John Wiley & Sons, New York, 1996, pp. 4–5.
88. Sonntag, N.O.V., Fat splitting, esterification, and interesterification, in Bailey’s Indus-trial Oil and Fat Products, Vol. 2, 4th ed., Swern, D., Ed., John Wiley & Sons, NewYork, 1982, p. 159.
89. Gunstone, F., Animal fats: tallow, lard, and butter, INFORM, 13, 485, 2002.90. Latondress, E.G., Refining, bleaching, and hydrogenating meat fats, JAOCS, 62, 812,
1985. 91. Kincs, F.R., Meat fat formulation, J. Am. Oil Chem. Soc., 62(4), 815–818, 1985.92. Henderson, J.L., Composition, physical and chemical properties of milk, in The Fluid-
Milk Industry, 3rd ed., AVI Publishing, Westport, CT, 1971, pp. 29–34.
© 2004 by CRC Press LLC

93. Hettinga, D., Butter, in Bailey’s Industrial Oil and Fat Products, Vol. 3, 5th ed., Hui,Y.H., Ed., John Wiley & Sons, New York, 1996, pp. 2–13.
94. Deffense, E., Multi-step butteroil fractionation and spreadable butter, Fat Sci. Technol.,502, 1987.
© 2004 by CRC Press LLC

CHAPTER 2
Fats and Oils Processing
2.1 INTRODUCTION
The crude fats and oils recovered from oilseeds, fruits, nuts, and animal tissuescan vary from pleasant-smelling products that contain few impurities to quite offen-sive-smelling, highly impure materials. Only a few of the crude fats and oils aresuitable for edible purposes until they have been processed in some manner. Fortu-nately, researchers have developed processes for changing fats and oils to make themincreasingly more useful to the food industry. Processing techniques allow us torefine them, make them flavorless and odorless, change the color, harden them,soften them, make them melt more slowly or rapidly, change the crystal habit,rearrange their molecular structure, and literally take them apart and put them backtogether again to suit our requirements of the moment. Advances in lipid processingtechnology during the past century have resulted in dramatic increases in the con-sumption of edible fats and oils. Innovations such as deodorization, hydrogenation,fractionation, and interesterification, along with improvements in other processes,have allowed the production of products that can satisfy demanding functional andnutritional requirements.
Throughout the world, processing of fats and oils practically always includessome type of purification to remove impurities, such as gums, free fatty acids (FFAs),pigments, metal complexes, and other undesirable materials. The choice of process-ing equipment and techniques can depend upon (1) source oils handled, (2) qualityof raw materials, (3) available manpower, (4) maintenance capabilities, (5) dailyprocessed oil requirements, (6) available financial resources, (7) proximity of crudefats and oils, (8) product marketing philosophy, (9) governmental regulations, and(10) a number of other considerations. Two general product marketing philosophiespracticed in the United States are crusher/refiner and value-added. Thecrusher/refiner plant usually concentrates on a limited number of vegetable oils,which are most likely extracted from the oilseed at the same facility. These plantsare usually equipped with continuous, automatic, high-volume systems. The value-added processor usually processes fats and oils from several different sources into
© 2004 by CRC Press LLC

a wide range of specialty or tailor-made finished products. The value-added variedand specialized product mix mandates batch or semicontinuous systems with slowerthroughputs and requiring more manpower.
Fats and oils extraction and processing consists of a series of unit processes inwhich both physical and chemical changes are made to the raw materials. Figure 2.1diagrams the typical flow for fats and oils processing in the United States. Changesin the food industry requirements have affected how these raw materials are pro-cessed to provide fats and oils products with the functionality required for new andimproved prepared foods. Extraction and processing changes have also been moti-vated by needs of the industry to (1) improve product quality, (2) improve processefficiencies, (3) reduce capital expenses, and (4) solve or eliminate environmentalproblems. Consideration of the properties of the raw materials, measurement meth-ods, and characteristics of each process or operation is required for process andproduct control.
2.2 FATS AND OILS RECOVERY
Edible fats and oils have been separated from animal tissues, oilseeds, and oil-bearing fruits for thousands of years. The purpose of all fats and oils recoveryprocesses is to obtain triglycerides in high yield and purity and to produce coproductsof maximum value. The oilseeds are processed by one of three types of processes:(1) expeller or screw press extraction, (2) prepress solvent extraction, and(3) expander–solvent extraction. The preferred oilseed extraction process dependsupon the quantity of oil present in the oilseed, the quantity of oil that can remainin the meal, how much meal protein denaturation is allowed, the investment capitalavailable, and how restrictive the environmental laws are regarding emissions oforganic compounds. Oil-bearing fruits are pressed to obtain oil, sometimes afterdrying (as with coconut copra) or sterilizing (as with palm fruit), or are cold pressedto preserve flavor and odor (as with olives). Animal tissues may be wet- or dry-rendered to separate the fats.
2.2.1 Oilseed Extraction
Most oilseeds require some degree of cleaning and preparation before the oil isseparated from the solid portion of the seed. Foreign matter reduces oil and proteinyields, adversely affects oil quality, and increases wear and damage to the processingequipment. Stems, pods, leaves, broken grain, dirt, small stones, and extraneousseeds are the typical components of the foreign material found in soybeans, sun-flower seeds, safflower seeds, canola seeds, and peanuts. High-capacity dry screenersare used to remove all materials that are over- or undersize by utilizing a combinationof screens and aspiration. Permanent or electromagnets are also used for the removalof tramp iron objects. Cottonseed requires an additional delinting process to removethe white or fuzzy linters from the seed.
After cleaning, most of the seeds are dehulled. The hulls have a low oil content(usually less than 1%), will absorb and retain oil in the press cake, and reduce the
© 2004 by CRC Press LLC

Figure 2.1 Typical fats and oils processing.
Oilseeds Animal Fatty Tissues
Cleaning & Washing Cleaning, Dehulling, Flaking, CookingDried Rendering
Oil Bearing Fruits & Nuts
Degumming
Press or Centrifuge Expeller Expander
Degumming Filtration
Bleaching Bleaching
Dewaxing Fractionation Interesterification
Deodorization or Steam Refining
Basestock Hardstock
Sterilize & Strip
CausticRefining
CausticRefining
SolventExtraction
Hydrogenation
PostBleaching
ShorteningPlasticization& Packaging
MargarineMixing, Chilling& Packaging
Liquid OilFilling &
Packaging
BulkFats & OilsShipments
Flaking& SprayChilling
Plasticization&
Packaging
WaterWash
CausticRefining
Blending
© 2004 by CRC Press LLC

capacity of the extraction equipment. Additionally, some oilseed hulls contain high-melting waxes that extract with the oil. The hulls are separated by an aspirator fromthe kernels or meats, which are further processed to separate the oil and meal.Usually, only about half of the sunflower seed hulls are removed. Canola andsafflower seeds are not dehulled because their small size makes it difficult to removethe hulls efficiently.
The oil extraction process is facilitated by the reduction of the seed to smallparticles. Size reduction to disrupt the oil-bearing cells can be accomplished bygrinding or rolling the seeds to produce flakes. Most extraction plants prefer to flakethe oilseeds, but it is necessary to rough grind some of the larger oilseeds beforesending the pieces through the flaking rollers.
The next step in oilseed preparation is heating or cooking the ground or flakedoilseed. Cooking temperatures can vary with the seed type and may range from 80 to105°C (176 to 221°F). However, studies have shown that phospholipase D, anenzyme that makes the phosphatides nonhydratable and more difficult to remove, ishighly active at 135 to 185°F (57 to 85°C); therefore, this cooking temperature rangeshould be avoided.1 Proper cooking results in the complete breakdown of the oilcells, coagulation of the proteins to facilitate the oil and meal separation, insolubi-lization of the phospholipids, increased fluidity of the oil at higher temperatures,destruction of molds and bacteria, inactivation of enzymes, and drying to a suitablemoisture content. The effect of the enzymes upon oils are that (1) lipase causes anincrease in FFAs, (2) lipoxygenase causes higher peroxide and secondary oxidationproducts, (3) phosphalipase causes elevated nonhydratable phospholipids, and (4)myrosinase causes the formation of sulfur compounds and meal flavor and digestiveproblems. For cottonseed, cooking also destroys or deactivates gossypol, a complexpolyphenolic compound that is toxic to swine and poultry.2,3
Before the expander was introduced, cooking was the final oilseed conditioningstep. The expander is a low-shear extruder that heats, homogenizes, and shapesoilseeds into porous collets or pellets with a high bulk density. Steam is injectedinto the oilseed flakes or cake in the expander, under pressure, and then this mixtureis extruded through plates to the atmosphere. The collets expand when released tothe atmosphere, hence the name expander. Some expanders have a drainage cage toreduce the oil content of high-oil seeds to less than 30%, thus enabling the productionof intact collets for direct solvent extraction, instead of the prepress extractionprocess. Other advantages include a 15 to 30% capacity increase for the solventextraction equipment due to the higher bulk density of the collets and reducedretention time, as well as a lower level of nonhydratable phosphatides in the extractedoil.4
2.2.1.1 Expeller or Screw Press Extraction
Expeller pressing mechanically squeezes the oil from the seed. Mechanicalpressing is normally applied to seed that is relatively high in extractable oil and islimited to minor oilseeds or locations in which raw materials are not sufficient orlocal regulations prohibit solvent extraction plants. In the screw press, the cooked
© 2004 by CRC Press LLC

flakes are separated into crude oil and press cake. The press cake, which can contain3 to 10% oil, is usually ground into meal and sold as a protein source. After settlingand filtration to remove fine particles, the crude oil is then transferred to oil refinersfor further processing into finished product formulations. Continuous screw pressesare used for the mechanical extraction of soybeans, flaxseed, peanuts, copra orcoconut, palm kernel, and other oilseed varieties in various parts of the world.
2.2.1.2 Prepress Solvent Extraction
Prepress solvent extraction removes a portion of the oil with expellers, and theremainder of the oil is extracted with an organic solvent. During prepressing, theexpeller is choked so that less pressure develops and less oil is recovered. The oilcontent of the prepress cake is typically 15 to 18%. The remaining oil in this partiallyde-oiled cake is then solvent-extracted using the same procedure as for direct solventextraction. The prepressed and solvent-extracted oils are usually mixed before refin-ing. The advantages of this system are that the capacity of the screw press is increasedand a smaller solvent extraction plant is required to recover the oil from the de-oiledpress cake.
2.2.1.3 Direct Solvent Extraction
Direct solvent extraction removes the oil directly from conditioned oilseeds withan organic solvent. Solvent extraction of soybean flakes was a common practice inthe United States as early as 1940, but it was problematic for oilseeds with high oilcontents, such as cottonseed, sunflower, rapeseed, safflower, and peanut. The highoil content of the oilseed flakes caused them to disintegrate into fines during theextraction process. A low-shear extrusion method, with equipment identified asexpanders, solved this problem. After the oilseeds have been properly prepared, theextraction process can begin. The theory of extraction is very simple: Leach the oilout of the cake, flakes, or collets with a solvent, usually hexane. Even though elevatedtemperatures reduce oil viscosity and enhance diffusion, the hexane vapor pressurelimits the practical operating temperatures of the extractor and its contents to approx-imately 50 to 55°C (122 to 131°F). Separation of the oil and solvent is accomplishedby conventional distillation methods. The full miscella, which is the solvent and oilmixture, is distilled to free the oil from the solvent. The recovered solvent is separatedfrom the accumulated moisture in a gravity separation tank and reused in the solvent-extraction operation. The hexane-free oil is cooled and filtered before storage orfurther processing.2–7
2.2.1.4 Oil-Bearing Fruit Extraction
Two oil-bearing fruits of commercial importance are olive and palm. The oilsfrom these fruits must be recovered by processes different from those used foroilseeds and animal tissues.
© 2004 by CRC Press LLC

2.2.1.5 Olive Oil Extraction
Olives must be harvested as soon as they reach maturity and brought directly tothe extraction plant after collection. Being a fruit, it cannot be stored as if it werea seed nor can it be dried to preserve it. Olive oil has to be extracted as soon aspossible before the acidity increases and impairs quality. The olives are ground ormilled to a course paste after separating the foreign material and washing. Millingreleases the oil from the oil-bearing cells and helps smaller droplets of oil mergeinto larger drops. Three general procedures are utilized for oil extraction from thepaste: hydraulic presses, continuous centrifuges, or adhesion filtering. The adhesionfiltration equipment has a series of steel blades that are dipped into the olive pasteand then withdrawn, after which the oil is allowed to drip off the blades. Threefractions are separated from the olive paste: (1) oil, (2) wastewater, and (3) husksor residue. The husks are dried and the remaining oil extracted with solvent; there-fore, two oil types are obtained from olives: (1) olive oil, which is pressed withoutfurther processing (other than washing, decantation, centrifugation, and filtration)and contains less than 3.5% FFA; and (2) pomace oil, which is obtained by solventextraction of the husks and does not qualify as olive oil.5,8
2.2.1.6 Palm Oil Extraction
In contrast to other oils, palm oil is expressed by cooking and pressing. First, itis sterilized with steam at 266 to 293°F (130 to 145°C) for about 1 hour to inactivatehydrolytic enzymes, loosen the individual fruits, and prepare it for subsequentprocessing steps. The sterilized fruits are stripped from the bunch stalks by vigorousshaking and beating using drum-type strippers. Then, the fruits are reheated to 95 to100°C (203 to 212°F) for 20 to 30 minutes in a digester to loosen the pericarp fromthe nuts and to break the oil cells. The liquid and semisolid phases are then separatedwith a screw press similar to those used for oilseed extraction. The liquid phase iscentrifuged and vacuum dried to remove moisture. The quality of the palm oil isdependent upon the fruit bunches delivered to the oil mill. Overripe fruit bruiseseasily, accelerating FFA rise through enzymatic hydrolysis and adversely affectingbleachability of the extracted oil.9
2.2.2 Animal Fat Recovery
Animal fats are recovered from fatty tissues by cooking processes known asrendering. The two predominant rendering processes are wet and dry rendering. Wetrendering produces the better quality oil while dry rendering produces the bestquality protein. The wet process is preferred for edible animal fats and the dryprocess for inedible products. Regardless of the process used, the materials fromthe meatpacking plant to be rendered are broken up into small pieces (2 to 5 cm)with a crusher or prebreaker. The pieces are then cooked in batch or continuouscookers with agitation to evaporate the moisture, break down the fat cells, and releasethe fat. The procedure after this point defines the rendering process utilized.
© 2004 by CRC Press LLC

2.2.2.1 Wet Rendering
The two varieties of wet rendering are low temperature, which is conducted attemperatures up to the boiling point of water, and high temperature or steam ren-dering, which is carried out under pressure in closed vessels. Most of the edibleanimal fat produced in the United States is rendered by the steam process. Lardproduced with this process is identified as prime steam lard. The typical equipmentused is a vertical cylindrical steel vessel with a cone bottom, designed for a steampressure of 40 to 60 psi (2.7 to 4 bar) and a corresponding high temperature. Thevessel is filled with the fatty material from the cooking operation plus a small amountof water, and steam is injected to boil the water and displace the air. The vessel isthen closed, except for a small vent, and steam injection is continued until theoperating temperature and pressure are attained. Under these conditions, the fatseparates from the solids and rises to the top of the vessel. The pressure is thenreleased and the fat is drawn off and purified by settling or with a centrifuge. Somehydrolysis of the fat occurs during steam rendering to elevate the FFA content above0.35%.
2.2.2.2 Dry Rendering
Dry rendering involves cooking the material at 115 to 120°C (239 to 248°F) inagitated, steam-jacketed vessels until the moisture has evaporated, usually 1.5 to4 hours. No steam is injected into the fatty material during processing as with thewet process. The cooked material is then screened to drain off the free fat beforepressing the high-protein solids to separate the remaining 6 to 10% residual fat. Thefats accumulated are then centrifuged or filtered.5,6
2.3 REFINING SYSTEMS
All crude fats and oils obtained after rendering, crushing, or solvent extractioninevitably contain variable amounts of nontriglyceride components such as fattyacids, mono- and diglycerides, phosphatides, sterols, tocopherols, hydrocarbons,pigments (gossypol, chlorophyll), vitamins (carotene), sterol glucosides, glycolipids,protein fragments, traces of pesticides, and trace metals, as well as resinous andmucilaginous materials. The quantities of the nontriglycerides vary with the oilsource, extraction process, season, and geographical source. Removal of the objec-tionable nontriglyceride constituents in the fat or oil with the least possible damageto the triglycerides and minimal loss of desirable constituents is the objective of therefining process. The objectionable components interfere with further processingand cause the oil to darken, foam, smoke, precipitate, and develop off-flavors.10
The two major purification processing methods are chemical refining and phys-ical refining. In chemical refining, FFA, most of the phosphatides, and other impu-rities are removed during neutralization with an alkaline solution, usually NaOH. Inphysical refining, the FFA is removed by distillation during deodorization, and the
© 2004 by CRC Press LLC

phosphatides and other impurities must be removed prior to steam distillation.Physical refining is still some distance away from being applicable to all fats andoils. Currently, the refining method of choice is determined by the characteristicsof the individual crude fats and oils: (1) fats and oils that are normally physicallyrefined, (2) fats and oils that can be physically or chemically refined, and (3) fatsand oils that can only be chemically refined. Low-phosphatide crude oils such aspalm, palm kernel, and coconut are almost always physically refined. Tallow andlard processing can also be identified as a form of physical refining. Seed oils suchas canola, sunflower, and corn fall into the either/or category, the choice beingdetermined by process economics and local environmental requirements for handlingsoapstock and wastewater generated by chemical refining. Soybean oil can also bephysically refined depending upon the treatment of the bean before and duringextraction. To obtain good-quality fats and oils with physical refining, it is essentialto have a phosphorus content lower than 5 ppm before steam stripping. Some oils,such as cottonseed, cannot be physically refined; an alkali treatment is required toremove the gossypol pigment.
2.4 PHYSICAL REFINING
Physical refining was utilized as early as 1930 as a process for the preneutral-ization of products with a high initial FFA content. In this case, preneutralizationwas followed by caustic refining. Later, it was found possible to physically refinelauric oils and tallow if the proper pretreatment was applied before steam distillation.Physical refining became a reality in the 1950s for processing palm oil, whichtypically contains high FFAs and low gum contents. The palm oil process subjectedthe crude feedstock first to pretreatment and then to deacidification. The pretreatmentconsisted of a degumming step and an earth bleaching step, which together removecertain nonvolatile impurities by filtration. Volatile and thermally labile componentsare removed during the conditions of steam distillation under vacuum, which orig-inally gave the process its name of steam refining.11 However, for vegetable oils,such as soybeans, that contain relatively low levels of FFAs and higher amounts ofphosphatides, physical refining became a possibility only recently.
The traditional edible oil processing system consists of caustic neutralization,bleaching, and deodorization. Caustic neutralization of vegetable oils with highphosphatide contents delivers a soapstock that is a mixture of sodium salts of fattyacids, neutral oil, water, unused caustic, and other compounds resulting from thereactions of the caustic with various impurities in the oil. Disposal of this soapstockor the waste streams from soapstock processing systems has become increasinglymore expensive. A second problem associated with chemical neutralization is theloss of neutral oil, which reduces the overall yield from the crude oil. Eliminationof the caustic refining step is economically attractive, but it means that degummingor some other pretreatment process or system must assume all the functions of thealkali refining process, except for FFA removal.
© 2004 by CRC Press LLC

Physical refining can remove the FFA, as well as the unsaponifiable and otherimpurities, by steam stripping, thus eliminating the production of soapstock andkeeping neutral oil loss to a minimum. However, degumming and pretreatment ofthe oil are still required to remove those impurities that darken or otherwise causea poor-quality product when heated to the temperatures required for steam distilla-tion. Crude oil pretreatment is normally a two-step operation — the addition of achemical is required to remove any trace quantities of gums remaining after waterdegumming and bleaching. Following pretreatment, all the FFA and any remainingtrace impurities are removed by steam distillation in a single unit. Soapstock acid-ulation is eliminated with physical refining, and a higher grade distilled fatty acidis recovered directly from the oil without major pollution problems. Figure 2.2compares physical refining processes for low-and high-phospholipid fats and oils.
Vegetable-oil refining has to cope with many minor components. After waterdegumming, a number of impurities must still be removed or converted: carotenoids,chlorophyll, brown pigments, phosphatides, metals, free sugars, free fatty acids, andoxidizing lipids. Steam stripping can convert the carotenoids and remove FFAs, mostoff-flavors, and pesticides, but the other impurities must be handled before thedistillation step;12 therefore, the pretreatment step is critical to the success of thephysical refining process. The major process variables in pretreatment are (1) pre-treatment chemical, concentration, and level; (2) bleaching clay and level; and(3) operating conditions. Normally, for a single-source oil with a history of consistentquality, the pretreatment process variables can be expected to remain fairly constant,but when more than one source oil is processed, varying conditions and chemicaltreatments must be considered.13
Pretreated and bleached oil can be hydrogenated before steam refining to stripthe fatty acids, flavors, and odors. The operating temperatures of the steam-refining
Figure 2.2 Physical refining process flow diagram.
Low-PhosphatideCrude Fats & Oils
Dry Degumming
High PhosphatideCrude Fats and Oils
Acid Refining orDegumming (Water,Acid, Enzymatic, orAnother Process)
Dry Degumming orBleaching
DewaxingFractionation
Hydrogenation
SteamDistillation
DeodorizedFat or Oil
© 2004 by CRC Press LLC

deodorizer are the same as those used for deodorization of chemically refined oils,usually over 440°F (225°C). Deodorizers designed for steam refining of the higherFFA oils should experience no reduction in production rates; however, a rate reduc-tion should be expected with deodorizers designed to remove the lower free fattyacid levels from caustic neutralized oils.
The principal advantage for steam refining a low FFA oil, such as soybean, corn,peanut, sunflower, safflower, or canola, is the reduction of plant pollution commonlycaused by the acidulation of soapstock produced with conventional caustic refining.The economics for steam refining are usually favorable for high-FFA products suchas palm and the lauric oils. Analyses indicate that no operating cost advantages canbe gained by physically refining low-acidity oils,14 which make up the majority ofthe oils processed in the United States. Additionally, flavor stability and potentialunsatisfactory bleached color concerns still exist. Flavor evaluation work at the U.S.Department of Agriculture (USDA) Northern Regional Research Center indicatedthat steam-refined soybean oil was equivalent to caustic-refined product; however,some of the test results indicated a potential problem with oxidative stability, whichwas not duplicated with further test work.15 Another consideration is that certainoils contain impurities that cannot be adequately removed by the pretreatmentprocess to enable them to be physically refined to the required quality standards.Cottonseed oil falls into this category due to its gossypol content. This pigment issensitive to heat and oxidation and forms color compounds that are difficult toremove from the oil except by reaction with caustic soda.
2.4.1 Physical Refining Pretreatment
A degumming process is crucial for physical refining but optional for chemicalrefining. It consists of the treatment of crude oils, with water, salt solutions, enzymes,caustic soda, or dilute acids such as phosphoric, citric, or maleic to remove phos-phatides, waxes, prooxidants, and other impurities. The degumming processes con-vert the phosphatides to hydrated gums, which are insoluble in oil and readilyseparated as a sludge by settling, filtering, or centrifugal action. For physical refining,phosphorus must be reduced to less than 30 ppm with degumming so that bleachingor dry degumming can further reduce this level to less than 5 ppm and remove alltraces of iron and copper. Acid or enzymatic degumming processes are normallyemployed to achieve these results, especially with seed oils. With chemical refining,the phosphatides can either be recovered for their byproduct value through waterdegumming or be treated as impurities that must be removed from the crude oil. Mostof the vegetable oils processed in the United States are chemically refined withoutdegumming. It has been estimated that less than one third of the processed soybeanoil will satisfy the demand for lecithin.16 Crusher/refiners can add the separated gumsback to the meal, but most stand-alone processors lack a market or profitable outletfor the gums and forgo degumming. The decision not to degum oil can be based bothon energy conservation and capital savings; a separate, combined degumming andrefining process can be carried out in one step with the primary centrifuge for causticrefining. However, vegetable oil degumming offers several potential advantages:
© 2004 by CRC Press LLC

• It is necessary for lecithin production. The hydrated gums are the raw materialsfor lecithin processing.
• It satisfies export oil requirements for a product free of impurities that could settleout during shipment.
• It reduces the chemical refining neutral oil loss. Gum removal prior to alkalirefining often improves yield because the phosphates can act as emulsifiers in acaustic solution to increase the neutral oil entrained in the soapstock.
• It substantially reduces refinery waste load due to the lower neutral oil losses andthe reduction of gums discharged.
• It improves acidulation performance. The soapstock from alkali refining is easierto acidulate due to a lower emulsifier content, and the acid water has less impactupon the wastewater treatment systems.
• It prepares the oil for physical or steam refining. Degummed oil is more suitedto physical refining techniques due to the significant reduction in nonvolatileimpurities, such as phosphatides and metallic prooxidants.
2.4.2 Water Degumming
The main purpose of the water degumming process is to produce an oil that doesnot deposit a residue during transportation and storage. The batch water degummingprocess most commonly practiced in the United States is diagrammed in Figure 2.3.Approximately 2% water, by oil volume, is brought into contact with the crude oilby mechanical agitation in a mix tank. The proper amount of water is normallyabout 75% of the phosphatide content of the oil. Too little water produces dark viscousgums and a hazy oil, while too much water causes excess oil losses through hydrolysis.Complete hydration requires approximately 30 minutes of agitation at 140 to 160°F(60 to 71°C) for batch processing. Temperature is important because degumming is
Figure 2.3 Batch water degumming process flow.
© 2004 by CRC Press LLC

less complete at higher temperatures due to the increased solubility of the phos-phatides in the oil; also, at lower temperatures the increased oil viscosity makesseparation of the phosphatides more difficult. For continuous systems, preheated oil(80°C or 176°F) is treated with water and mixed in a holding tank for approximately15 minutes (or for less than 1 minute with continuous in-line agitators). The water–oilmixture must be treated very gently to avoid developing an emulsion; high shearstress in the feed pump and at the centrifuge inlet must be avoided. After hydration,centrifuges separate the sludge and degummed oil phases. The degummed oil canbe vacuum dried and pumped to degummed oil storage or it can proceed directly tothe refining process. The hydrated gums can be vacuum dried for crude lecithinprocessing or added back into the meal.17
Water-degummed oil still contains phosphatides; only the hydratable phospha-tides are removed with water degumming. Typically, oils will have an 80- to 200-ppmphosphatide content after water degumming, depending upon the type and qualityof the crude oil. The nonhydratable phosphatides, which are the calcium and mag-nesium salts of phosphatidic acid and phosphatidyl ethanolamine, remain in the oilafter water degumming. The amount of the nonhydratable phosphatides in the oil isrelated to the general quality of the oil and, in particular, to the degree of action ofthe enzyme phospholipase. This enzyme is responsible for the production of phos-phatidic acid from hydratable phosphatides.18
2.4.3 Acid Degumming
Acid degumming leads to a lower residual phosphorus content than water degum-ming and is therefore a good alternative if dry degumming and physical refining areto be the next refining steps. The acid degumming process might be considered asa variant of the water degumming process in that it uses a combination of water andacid. The nonhydratable gums, consisting mainly of the calcium and magnesiumsalts of phosphatidic acid and phosphatidyl ethanolamine, can be conditioned intohydratable forms with a degumming acid. This acid liberates the phosphatidic acidand phosphatidylethanolamine and forms a binding complex with the calcium andmagnesium divalent metal ions that can be removed with the aqueous phase. Phos-phoric and citric acids are used because they are food grade, sufficiently strong, andthey bind divalent metal ions. Citric acid is usually preferable because it does notincrease the phosphorus content in the oil. Because they do not dissolve in oil, thedegumming acids must be finely dispersed for maximum contact with the nonhy-dratable phosphatide complexes. To facilitate their removal, the salts formed withthe degumming acid must not be oil soluble. For this reason, acetic acid or itsanhydride, although strong enough and food grade, is not an appropriate degummingacid. The gums isolated with an acid degumming process are not suitable for standardlecithin because their phosphatide composition differs from those obtained withwater degumming (higher phosphatidic acid) and they contain the degumming acid.19
Several acid degumming processes have been developed to attain a phosphorusvalue lower than 5 ppm that is required for good-quality physically refined oils. Inthe super-degumming process developed by Unilever,20 mild temperatures are usedin a complicated multiple-holding steps process. First, the oil is heated to 70°C,
© 2004 by CRC Press LLC

modified lecithin is optionally mixed into the oil, and then a strong solution of citricacid is added as a degumming acid to decompose the nonhydratable phosphatides.After a reaction period, the mixture is cooled to below 40°C, and water is added topromote the dissociation of the liberated free phosphatidic acid and phosphatidylethanolamine. A further 3-hour holding time is provided to form liquid phosphatidecrystals at this reduced temperature. These crystals are then removed by centrifuge,and the oil mixture is heated again before being fed to the centrifugal separator. Theresidual phosphorus content is generally below 30 ppm, probably due to the increasedphosphate hydration; however, these levels are quite dependent upon the starting oilquality.
2.4.4 Dry Degumming
In dry degumming, the oil is treated with an acid to decompose the metalion/phosphatide complexes and is then mixed with bleaching earth. The earth con-taining the degumming acid, phosphatides, pigments, and other impurities is thenremoved by filtration. Its main advantage is that it does not generate an aqueouseffluent, apart from the water involved in the vacuum system. Typically, this processis utilized for oils with low phosphatide contents such as palm oil, palm kernel,coconut, and tallow. Seed oils that have been water- or acid-degummed may alsobe dry degummed to ensure a low phosphorus oil to steam distillation.
The dry degumming process uses standard bleaching equipment. Acid, usually85% phosphoric, is dispersed in 80 to 100°C oil at 0.05 to 1.2% of the oil. After ashort reaction time, some water can be added to enhance bleaching efficiency before1 to 3% bleaching earth is added and the vacuum applied. The amount of bleachingearth is dependent upon the phosphatide content of the oil. Normally, this processrequires about 115% of the level used to bleach chemically refined oils or fats. Theoil is then heated to bleaching temperature (120 to 140°C) for about 15 minutes andthen cooled below 100°C. Finally, the bleaching earth is removed by filtration. Anincrease in FFA of less than 0.2% should be expected, but the final phosphoruscontent must be reduced to less than 5 ppm.
2.4.5 Enzymatic Degumming
The EnzyMax enzymatic degumming process has been proven commercially inMannheim, Germany. Phospholipase A1, the preferred enzyme for degumming, isproduced by microbial fermentation. The degumming enzyme changes the phospho-lipids into lysophospholipids and free fatty acids. The process advantages include:
1. Enzymatic reactions are usually carried out under mild conditions.2. The enzymes are highly specific.3. The process has acceptable reaction rates.4. Only small quantities of the enzyme are required to carry out the chemical
reactions.5. Degummed oils with a low phosphorus and iron contents are produced even with
poor-quality starting oils.
© 2004 by CRC Press LLC

The enzymatic process has three important steps: (1) adjustment of the pH witha buffer, (2) enzymatic reaction in the holding tanks, and (3) separation of the sludgefrom the oil. The buffer, a weak solution of approximately 1.4 parts citric acid to1 part NaOH, is added to oil at 70 to 75°C to adjust the pH to about 4.5. The oiltemperature is reduced to 40°C before adding the liquid enzyme phospholipase A1.The enzyme is added at a level of 200,000 units in 7.5 liters of water per ton of oil.A high-shear mixer is used to mix the enzyme with the oil before the mixture ispumped to a holding tank for a period of less than 6 hours. After the reaction hasbeen completed, the temperature is raised to 75°C for more efficient separation ofthe gums in a centrifuge. The phosphorus content of crude soybean, canola, andsunflower has measured consistently below 10 mg/kg with an iron content below0.5 mg/kg even with poor-quality crude oils. The gums recovered from this processwere found suitable for lecithin production.21 The enzymatic degumming processhas been found to be applicable to most vegetable oils except for cottonseed andcorn oils.
2.4.6 Acid Refining
Acid refining is a physical refining pretreatment that incorporates the benefitsof caustic soda neutralization. This physical refining preparatory process treats theoil with a degumming acid and then partially neutralizes it with NaOH in solution.The amount of NaOH used is limited to prevent soap formation. The metal–phos-pholipid complexes are dissociated by the acid into insoluble metal salts andphospholipids in their acid form, which are still soluble in oil. The NaOH additionraises the pH and converts the phospholipids into sodium salts that are hydratable.The hydrated salts can be centrifuged for separation or dried to form agglomeratesfor adsorption on silica, which can be removed with filtration.
The acid degumming treatment will generally reduce phosphorus to between25 and 35 ppm. Neutralization with NaOH after the acid treatment should reducethe phosphorus content to 15 to 25 ppm. These treatments followed by either a waterwash or the use of silica will further reduce the phosphorus to the 5-ppm maximumrequired for physical refining. Silica adsorbents are added with a separate mixingstep before bleaching and can be removed with a separate filtration or with the spentbleaching earth. Some consider acid refining an intermediate between acid degum-ming and chemical refining. This process should be applicable to all types of oils,either crude or previously degummed.14,22,23
2.5 CHEMICAL REFINING
The conventional caustic soda process is the most widely used and best-knownrefining system. The addition of an alkali solution to a crude oil brings about anumber of chemical and physical reactions. The alkali combines with the FFApresent to form soaps; the phosphatides and gums absorb alkali and are coagulatedthrough hydration or degradation; much of the coloring is degraded, absorbed bythe gums, or made water soluble by the alkali; and the insoluble matter is entrained
© 2004 by CRC Press LLC

with the other coagulable material. With heat and time, the excess caustic can alsobring about the saponification of a portion of the neutral oil; therefore, selection ofthe NaOH strength, mixing time, mixing energy, temperature, and the quantity ofexcess caustic all have an important part in making the alkali refining process operateeffectively and efficiently.
The current alkali refining practices are a result of the gradual application ofscience to the basic art of batch refining originally performed in open-top, cone-shaped kettles during the first part of the last century. Efficient separation of soap-stock from neutralized oil is the significant factor in alkali refining; the techniqueof using centrifugal separators was conceived before the last century but did notbecome a commercial reality until 1932. The conventional caustic-soda continuoussystem that evolved has the flexibility to efficiently refine all the crude oils presentlyutilized in the United States. The system may be outlined as follows.
Crude Receipts
Crude or degummed oils are received by railcar, truck, or barge or from on-siteextraction or degumming operations.
Sampling
Receipts are sampled, analyzed, and then transferred to the appropriate storagetanks. For optimum performance, degummed soybean oil should have a phosphatidecontent below 0.3%. If this level is exceeded, nondegummed oil should be blendedwith the degummed oil to attain a 1.0% phosphatide content.
Crude Oil Conditioning
As needed, the oils are transferred to the appropriate pretreatment or supply tank.Crude oils with high levels of phosphatides such as soybean and canola oils areusually treated with food-grade phosphoric acid for a minimum of 4 hours (8 hourspreferred) before refining — 300 to 1000 ppm for soybean and 1000 to 3000 ppmfor canola. The purpose of the acid pretreatment is to (1) precipitate phosphatidicmaterials, (2) precipitate natural calcium and magnesium as insoluble phosphatesalts, (3) inactivate trace metals such as iron and copper that may be present in theoil, (4) reduce the neutral oil losses, (5) destabilize and improve the removal ofchlorophyll in bleaching, and (6) improve the color and flavor stability of the finisheddeodorized oil.
Caustic Treatment
The degummed or acid-conditioned crude oil is continuously mixed with aproportioned stream of dilute caustic soda solution and heated to break the emulsion.Selection of the caustic treatment is determined by the type of crude oil, FFA content,past refining experience with similar oils, and the refining equipment available. Ingeneral, the minimum amount of the weakest strength necessary to achieve the
© 2004 by CRC Press LLC

desired endpoint should be used to minimize saponification of neutral oil and prevent“three phasing” or emulsions during separation. Usually, the best results are obtainedwith relatively weak caustic solutions or lyes on low FFA oils and with strongerlyes on high FFA oils. The strength of the caustic solution is measured in terms ofspecific gravity, expressed in degrees Baumé (°Bé). The caustic treat selected forthe crude oil will vary with the free fatty acid content, the amount of acid pretreat-ment, and the level of caustic “excess” over “theoretical” determined for each oiltype from previous experience. The theoretical quantity of caustic is based on theratio of molecular weights of sodium hydroxide to oleic fatty acid. This factor isdetermined as follows:
Thus, the formula for caustic treatment is:
The phosphorus reduction during refining is determined largely by the amount ofwater present in the caustic solution. Higher excess caustic treatments remove morephosphorus, but the increase in removal is due more to the increased water thanNaOH. Comparative studies have shown that more dilute caustic solutions willremove more phosphorus; therefore, crude oils with high phosphorus levels are bestrefined with dilute caustic solutions, but if they become too dilute then difficultemulsion separation characteristics develop. For this reason, dilute caustic solutionsor low Baumé concentrations are recommended for soybean, peanut, safflower,sunflower, and canola oils.
The refining conditions for cottonseed oil are chosen more for the improvementof color because of the presence of the gossypol. This pigment is sensitive to heatand oxidation and forms colored compounds that are difficult to remove from theoil other than by reaction with caustic. Therefore, the caustic treatment has a greaterexcess of a more concentrated NaOH solution. Palm, palm kernel, and coconut oilsrequire a weaker caustic of approximately 12°Bé to optimize centrifugal separation,reduce saponification of the neutral oil, and minimize emulsions. The diluted causticfor use with the lauric and palm oils is usually preheated to 150°F (65°C) to minimizeemulsion formation in the separators. These oils also require only a minimum ofexcess treatment as well (0.02%), because they are refined for FFA reduction only.It should be remembered that the FFAs for coconut and palm kernel oils are calcu-lated on the basis of lauric fatty acid instead of oleic as for the other vegetable oils.
Suggested caustic concentrations and excess treatments for various crude vege-table oils as a starting point before experience is gained are shown on Table 2.1. Asmooth reproducible flow of the caustic solution into the oil stream is importantbecause pulsating delivery will carry through the mixers and produce varying mixturedensities in the centrifuge.
FactorNaOH molecular weight
Oleic fatty acid molecular weight= = =40
2820 142.
% Treatment(%FFA %Excess Acid addition
NaOH in caustic= × + + ×0 142
100. )
%
© 2004 by CRC Press LLC

Caustic-Oil Mixing
After the caustic reagent has been proportioned into the crude oil, it must beadequately blended to ensure sufficient contact with the free fatty acids, phosphati-des, and color pigments. The gums are hydrolyzed by the water in the caustic solutionand become oil insoluble. The caustic and soft oils are mixed at 30 to 35°C (86 to95°F) in a dwell mixer with a 5- to 15-minute residence time. High oil temperaturesduring the caustic addition must be avoided because they can increase the neutraloil saponification and reduce the refined-oil yield. Many refineries will use an inlineshear mixer to obtain the intimate contact time between caustic and oil followed bya delay period in the dwell mixer prior to centrifugation. After the caustic-mixingphase is complete, the mixture should be delivered to the centrifuges at a temperaturesuitable for optimum separation. Most soft oils are heated to 165°F (74°C) to providethe thermal shock necessary to break the emulsion.
Soap–Oil Separation
Refining-yield efficiency is dependent on the primary separation step. From thecaustic-oil mixer, the resultant soap-in-oil suspension is fed to high-speed centrifugesfor separation into light- and heavy-density phases. These separators are designedto divide suspensions of insoluble liquids and solids in suspension with differentspecific gravities. The light-phase discharge is the neutral oil containing traces ofmoisture and soap. The heavy-phase, or soapstock, discharge is primarily insolublesoap, meal, free caustic, phosphatides, and small quantities of neutral oil. Refined-oil yield and quality depend upon a uniform feedstock and separation of the heavyphase with the least amount of entrained oil; however, even under the most optimumconditions, complete separation of the two phases cannot be achieved. Therefore,the primary separation is accomplished by allowing a small amount of the soapstockphase to pass along with the refined oil for removal by the water wash centrifuge.24
Table 2.1 Caustic Treat for Vegetable Oils
ConcentrationCrude Oil °Bé NaOH (%)a Excess Treat (%)
Cottonseed 19–21 13.52–15.23 0.16Corn 16–20 11.06–14.36 0.13Canola 16–18 11.06–12.68 0.07Soybean:
Crude 12–16 8.0–11.06 0.12Degummed or mixed 12–16 8.0–11.06 0.10
Safflower 14–18 9.5–12.68 0.12Sunflower 14–18 9.5–12.68 0.12Peanut 13–15 8.75–10.28 0.12Coconut 11–12 7.29–8.00 0.02Palm kernel 11–12 7.29–8.00 0.02Palm 11–12 7.29–8.00 0.02
a At 15°C (59°F).
© 2004 by CRC Press LLC

Various types of centrifuges are used in vegetable-oil refining; however, mostcentrifuges contain a bowl or hollow cylinder that turns on its axis. The flow ofmaterial enters the rotating bowl and is forced outward to a disc stack. The heavierdensity soapstock is forced to the outside of the bowl and flows over the top discand out the discharge port. The lighter neutral-oil phase moves to the center of thebowl for discharge from the neck of the top disc. The major factors to consider forimprovement of separation completeness include: (1) greater differences in thespecific gravity of each phase, (2) lower viscosities, (3) higher temperatures,(4) shorter travel distance for the heavy particles, (5) increased centrifugal forces,and (6) longer centrifugal dwell times.17
Water Washing
Refined oil from the primary centrifuge is washed with hot softened water orrecovered steam condensate proportioned into the oil at a rate of 10 to 20% of theoil flow. Softened water must be used to avoid the formation of insoluble soaps.Sodium soaps remaining from the primary centrifugation phase are readily washableand easily removed from the oil with either a single or double wash. A single washis usually sufficient; however, two washes may provide savings in bleaching earthand hydrogenation catalyst usage, as well as a reduction in washwater volume.25
The water–oil mixture passes through a high-speed, inline mixer to obtain intimatecontact for maximum soap transfer from the oil to the water phase. The soapywater–oil mixture continues through to the washwater centrifuge. Similar in actionto the refining centrifuge, water-washed oil is discharged as the light phase and thesoapy water solution as the heavy phase. The water-washing operation will removeabout 90% of the soap content in the refined oil.
Washwater temperature is important for efficient separation in the centrifuge.The water temperature should be 185 to 195°F (85 to 90°C), preferably 10 to 15°F(5 to 8°C) warmer than the oil temperature. The washwater flow rate controls soapremoval and affects the oil losses in the wash water. As with the primary centrifuge,a pulsating flow of water must be avoided.
Two things that water washing will not do are remove phosphatides left in theoil after the primary centrifuge and remove unwashable soaps related to the calciumand magnesium content of the crude oil. These metal complexes should have beenremoved in either the degumming or refining steps. Iron soaps are prooxidants, whilecalcium and magnesium result in nonwashable soaps.10 Some processors add up to400 ppm citric acid to wash waters to effect the removal of these residuals.25
Vacuum Drying
Water-washed oil is usually dried with a vacuum dryer before storage or bleach-ing. Washed oil at approximately 185°F (85°C) is passed through nozzles into theevacuated section of a continuous vacuum dryer that controls the moisture contentof the washed oil to below 0.1%, most often in the range of 0.05%. A typical dryeroperates at 70 cm of mercury (Hg) and is equipped with a high-level alarm and
© 2004 by CRC Press LLC

automatic shutdown capability. After drying, the refined oil should be cooled to120 to 130°F (49 to 55°C) before storage. For extended storage periods, a nitrogensparge or a nitrogen blanket applied to the surface of the oil will minimize oxidationbefore use.
2.5.1 Short-Mix Caustic-Soda Refining
Refining practices vary between countries and plants due to the number, quality,and kind of source oils processed. The refining practices in Europe differ from thoseused in the United States mainly because of the need to process all types of oils andtypically poorer-quality oils. The European oilseeds or crude oils must be imported,and a typical refinery must be equipped to handle all kinds of oils, depending uponavailability and price. The quality of the oilseeds of crude oils imported is variable,but normally a higher FFA oil is processed. The short-mix process was adopted inEurope after World War II because the relatively high FFA oils made it necessaryto avoid the long contact time and the larger excess of caustic used with theconventional caustic-soda refining system utilized in the United States. Figure 2.4compares the differences between the long- and short-mix refining processes.
For the short-mix process, the oil temperature is raised to 80 to 90°C (175 to195°F) before the addition of the caustic soda. A break between the neutral oil and
Figure 2.4 Comparison of long-mix and short-mix chemical refining systems.
© 2004 by CRC Press LLC

soapstock takes place immediately, reducing the losses due to emulsification. Thecontact time between the caustic and oil is reduced to 30 seconds maximum, whichhelps to reduce the saponification losses. Because it is standard in Europe to degumsolvent-extracted oils and to condition the oils with phosphoric acid before refining,the excess caustic treat can be eliminated or reduced substantially. In the case of anoil such as cottonseed refined for color removal, a second caustic treatment is used.This additional phase is called re-refining. Because the bulk of the soapstock hasalready been removed with degumming and the initial caustic treatment, the addi-tional losses with the second caustic treatment are relatively low. The oil is finallywashed with demineralized water to help remove the traces of soap remaining inthe oil and dried with processes similar to the systems used for the long-mix causticrefining process.
An ultra-short-mix method is used for oils with high acidity to reduce the lossesmore than the regular short-mix process. For palm and other oils with high aciditylevels, the caustic soda is introduced directly into the hollow centrifuge spindlewhere a special mixing devise is located. The very short contact time allows the useof stronger caustic concentrations without excessive saponification of the neutraloil. Comparisons of palm oil refined with the ultra-short-mix process contributedconsiderable yield improvements over product refined with the short-mix process —7.0 to 16.5% less loss for one evaluation.26
2.5.2 Zenith Process
The Zenith process was developed in Sweden in 1960 to enable better refiningof the only oilseed crop grown in that country: rapeseed. The stainless steel contin-uous process consists of three main refining steps, two of which are semicontinuousto maintain the desired reaction times:
• Step one. The oil is treated with concentrated phosphoric acid to remove thenonfatty impurities that influence emulsions. The amount of phosphoric aciddepends upon the oil quality but normally is about 0.2% by oil volume for rapeseedoil. The reaction, performed under a vacuum, requires 20 minutes. The acid sludgeformed with the pigments, phosphatides, calcium, magnesium, and other impuri-ties is removed with a sludge separator. Water is introduced in the form of livesteam to form liquid crystals of the remaining phosphatides at the interfacebetween the water and the oil.
• Step two. Neutralization is performed by introducing the oil at 90°C (194°F) inthe form of droplets to the bottom of a vessel almost filled with 0.35-N (2.0 °Bé)alkaline solution. The 1- to 2-mm diameter droplets rise by the difference inspecific gravity and are collected in the upper conical part of the vessel, thusforming an oil layer with a typical analysis of 0.05% FFAs, 0.2 to 0.3% moisture,and 100 ppm soap.
• Step three. The neutralized oil is treated with citric acid to help separate the tracequantities of soap for adsorption by the bleaching earth. The oil is dried andbleaching earth added before it is vacuum bleached for 30 minutes before filtering.
Improved refined oil yields with excellent quality are claimed for the Zenith process.27
© 2004 by CRC Press LLC

2.5.3 Miscella Refining
Facilities with an existing oilseed solvent extraction system may find miscellarefining to be advantageous because the same solvent recovery unit can be used forboth purposes. Miscella is the solution or mixture that contains the extracted oil.Both continuous and batch miscella refining processes are suitable for most fats andoils. Miscella refining is especially beneficial for cottonseed oil to provide an oilwith a lighter red color and a high neutral oil yield. This type of refining should bedone at a solvent extraction plant as soon as possible, preferably within 6 hours afterthe oil is extracted from the oil seed or animal. The advantages for miscella refining,as compared to conventional continuous caustic-soda refining, are (1) higher oilyield, (2) lighter color oil without bleaching, (3) elimination of the water-wash step,and (4) extraction of the color pigments before solvent stripping has set the color.28
For this purification process, the crude miscella source may be from (1) the pre-evaporator of a direct-solvent extraction plant, (2) a blend of prepressed crude oiland solvent extracted miscella from the press cake, or (3) a reconstituted blend ofcrude oil with solvent. In the process, a mixture of approximately 40 to 58% oil insolvent is heated or cooled to 104°F (40°C) and filtered to remove meal, scale, andother insoluble impurities. Two solvents that have been used commercially formiscella refining are hexane and acetone.
Hydrolysis of phosphatides and pigments in the crude oil miscella requires anacid pretreatment, which usually varies between 100 and 500 ppm by weight of theoil, depending upon the quality of the crude oil. An acid such as phosphoric orglacial acetic has been found effective in improving oil quality and reducing refininglosses. Phosphoric acid is used more commonly due to its less corrosive propertiesand availability. The acid is mixed with the miscella in a static mixer to provide anintimately dispersed acid phase, which immediately reacts with the crude miscella.
The pretreated crude miscella is then alkali refined using dilute caustic soda witha 16 to 24 °Bé and a 0.2 to 0.5% NaOH excess over the theoretical required toneutralize the free fatty acids. The reaction of the caustic soda with the FFAs proceedsrapidly at 130 to 135°F (54 to 57°C), using homogenizers with a shear mixing intensitycapable of homogenizing milk and hydrolyzing the phosphatides and pigments withthe caustic soda to produce a two-phase mixture. The miscella temperature is adjustedto 135°F (57°C) to obtain the best separation of the heavy phase or soapstock fromthe oil or the light phase with the centrifuge. The neutral oil is then filtered througha diatomaceous earth, precoated, pressure leaf filter. At this point, the refined andfiltered miscella can be stripped of the solvent to produce a neutral yellow oil, or itcan be further processed as miscella to dewax, fractionate, or hydrogenate the oil.29,30
Obvious disadvantages for the miscella refining process that may have discour-aged many processors from adopting this processing system include:31
• Equipment — All equipment and facilities must be explosion proof for solventhandling.
• Maintenance — The equipment and facilities must be well maintained to avoidexcessive solvent losses and accidents.
• Laboratory — More elaborate laboratory facilities and staffing are necessary tocontrol this process.
© 2004 by CRC Press LLC

2.5.4 Batch Caustic-Soda Refining
Batch refining is still practiced for some specialty oils in developing countriesfor small production lots and in most pilot-plant operations. Batch refining has somebasic advantages:
• Investment costs are low. • Equipment is readily available.• It is practical for small lots. • It is suitable for low capacities. • A quality refined oil can usually be produced.
At the same time, batch refining can have some serious drawbacks:
• Refining losses are high.• Operational costs are high. • A high load is imposed on wastewater plants.• It is very time consuming.
Batch refining is most likely installed only for special conditions where the refinedoil requirements are very low.
Generally, two batch-refining procedures are utilized: the dry method and thewet method. The dry method is preferred in the United States for most oils, whilethe wet method is preferred in Europe. Coincidentally, the batch dry-method param-eters resemble the long-mix caustic soda continuous refining procedure preferred inthe United States, and the batch wet-method parameters resemble the short-mixcontinuous procedure preferred in Europe.
2.5.4.1 Dry-Method Batch Refining
The equipment required for the batch dry-refining method is simple, consistingof an open-top, conical-bottom tank or kettle equipped with a two-speed agitatorand steam coils for heating. The agitator shaft is centered in the vessel and is eithersuspended from the top or extended to a step bearing on the bottom. The agitatorshaft is equipped with sweep arms, each with paddles canted to push the liquidupward during agitation. The usual agitator rates are 30 to 35 rpm maximum and8 to 10 rpm minimum. The batch dry method consists of the following steps:31,32
1. The first stage is carried out with the oil at ambient temperature or at a temperaturejust high enough to keep the fat molten and liquid. If the oil contains occludedair after pumping to the refining kettle, it must be settled long enough to allowthe air to escape. The soapstock can entrain enough air to float, which will preventit from settling to the bottom of the kettle as desired.
2. The caustic solution or lye is added to the top of the kettle while agitating it athigh speed. Agitation is continued to thoroughly emulsify the alkali and oil(usually 10 to 15 minutes), then the agitation is reduced to slow speed and the oilis heated to 135 to 145°F (57 to 63°C) as rapidly as possible.
© 2004 by CRC Press LLC

3. A visible break in the emulsion will occur at about 140°F (60°C) where thesoapstock separates from the clear oil in the form of small flocculent particlesthat tend to coalesce with agitation.
4. After the desired degree of break is obtained, agitation is stopped, heating isdiscontinued, and the soapstock or foots are allowed to settle to the bottom of thekettle by gravity for 10 to 12 hours minimum.
5. After the soapstock has settled, the neutral oil can be drawn off the top, leavingthe soapstock at the bottom of the kettle. For many oils, such as soybean, canola,sunflower, safflower, and peanut, treated with a dilute caustic (usually 12 to 16 °Béwith about 0.25% excess), the settled soapstock should be fluid enough to allowit to be drained from the bottom of the kettle, leaving the refined oil in the kettle.
6. Traces of moisture and soap remain in the refined oil and should be removed ifthe oil is going to storage before bleaching. The refined oil can be either filteredthrough spent bleaching earth or water washed. Kettle water washing consists ofadding approximately 15% hot, soft water to the refined oil while agitating foruniform dispersion and then allowing the water to settle for decanting. Waterwashing may be repeated if warranted.
2.5.4.2 Wet-Method Batch Refining
The preferred European batch-refining method heats the crude oil to a relativelyhigh temperature, 150°F (65°C), before adding the caustic or lye. A high causticconcentration, 20°Bé, is used for the usually high FFA oils processed with about a0.10% excess treat. In many cases, the addition of salt equivalent to about 0.10%sodium chloride per 1.0% free fatty acid is necessary to break the soapstock and oilemulsion. The precipitated soapstock is washed down with a spray of hot water ontothe surface of the oil. Several successive water washes are required to completelyremove the soap from the oil, with a settling time required between each wash. Thewet method has advantages over the dry method for refining oils with high FFAcontents such as some palm and olive oils. It has also been used for refining coconutand other lauric oils. Refining equipment for the wet method is not essentiallydifferent from that used for the dry process, except that closed tanks that can alsobe used for vacuum bleaching are usually used to refine and wash the crude oilswith the wet method.31
2.5.5 Silica Refining
Silica processing utilizes a chemically inert synthetic amorphous silica adsorbentwith an affinity for polar contaminants. The surface area, porosity, and moisturecontent of the silica adsorbents provide them with the capability of removing soaps,phospholipids, sulfur compounds, and trace metals from edible oils. The functionof the moisture is to hold the pores open and aid in the attraction of polar contam-inants. Several different options are offered for the use of silica adsorbents. Thesimplest option adds silica adsorbent with the bleaching earth prior to bleaching toreduce the clay usage. A 40% reduction in bleaching-earth usage, less neutral-oilloss, and longer filter cycles are claimed by W.R. Grace for their TrySyl® product.23
A second bleaching option adds the silica separate from the bleaching clay, which
© 2004 by CRC Press LLC

is precoated on the filter press. The silica collapses in the bleaching vessel, trappingthe contaminants to preserve the clay for color pigment removal. An 80% reductionin bleaching earth is claimed for this enhanced silica option. The modified caustic-refining procedure eliminates the need for a water-wash centrifuge. The high soapand gum adsorption capacity of the silica replaces the water-wash procedure. Theusual washing process produces a high biological oxygen demand effluent as wellas a loss of oil. About 0.05% of the oil washed is lost in the wastewater. Also,disposal of wastewater from conventional washing of alkali-refined oils presents aproblem to processors because of increasingly stringent laws regarding oil-refineryeffluents. The water-washing step may be eliminated by using 0.05 to 0.4% silicahydrogels to absorb residual soap and trace metals from the refined oil. The silicamaterial has a higher ability to absorb soap, secondary oxidation products, andphospholipids than do traditional bleaching clays. The spent silica is removed byfiltration before the oil is bleached. Bleaching with clay is still required to removethe color pigments and other impurities; however, the bleaching-earth usage hasbeen reduced 40 to 80% in some operations.23
A process using sodium silicate to replace sodium hydroxide in chemical refininghas been developed at Texas A&M. Sodium silicate reacts with the nontriglyceridesto form a silica hydrogel that is filterable but cannot be centrifuged with currentequipment. Conversely, the soaps produced with sodium hydroxide are not filterablebut can be centrifuged for separation. Degumming of the oil prior to refining is aprerequisite for this modified process to reduce the quantity of gums absorbed bythe sodium silica.33
2.5.6 Refining Efficiency
Refining efficiency is generally considered to be the yield of dry neutral-refinedoil as a percentage of the available neutral-oil content of the crude oil. The dryneutral oil is determined by actual weight in a scale tank or volumetric measurementwith adjustments as indicated by the specific gravity or temperature of the product.The crude neutral-oil content is supplied by the laboratory analysis of the incomingcrude-oil samples or preferably analysis of the feedstock to the refining system. Therefining efficiency is expressed as the ratio of neutral oil produced over the analyzedneutral oil in the crude oil, for example:
The specified laboratory loss analysis by trading rules varies with the source oil,which affects the refining efficiency results. Gum-containing crude oils, such assoybean and canola, are usually evaluated by the chromatographic method for neutraloil (American Oil Chemists’ Society [AOCS] Method Ca 9f-57),34 and the refiningefficiency is expressed as the ratio of neutral oil produced to the laboratory-deter-mined neutral oil in the crude oil. Corn and cottonseed oils trading rules specify
Refining efficiencyRefined-oil yield
Crude neutral-oil analysis= ×100
© 2004 by CRC Press LLC

AOCS Method Ca 9a-52,34 and the refining efficiency is expressed as savings overcup and determined with the following equation:
It is customary in Europe to monitor refining efficiency with the refining factor,which is the total loss divided by the fatty acid of the crude oil before refining. Thisfactor permits a direct comparison of the refining efficiency of oils with differentFFA starting levels. The refining factor can present a false impression when theamount of gums and other impurities is high in proportion to the FFA content.Experience in European facilities with all types of properly filtered and degummedoils shows that the refining factor varies between 1.4 and 1.7.26 In the United States,lauric and palm oils are refined against free fatty acid, and the efficiency control ismeasured with the refining factor. The equation for determining the refining factoris:31
2.5.7 Refining Byproducts
Crude oils contain a number of materials that must be removed to produceneutral, light-colored oils. These impurities have been considered waste productsconstituting a disposal problem; however, they can be valuable byproducts wheneffectively recovered and processed. The two major byproducts from the refiningprocesses are soapstock from chemical refining and hydrated gums from the degum-ming process prior to caustic refining or the physical refining pretreatment stage.
2.5.7.1 Soapstock Processing
Soapstock from alkali refining is a source of fatty acids, but it also presents ahandling, storage, and disposal problem. Originally, many years ago, the causticrefining byproducts were merely discarded. Then, it became a valuable source offatty acids for the soapmaker and the fatty acid distiller. Soapstock was shippedfrom the refiner in the raw form as it was separated from the neutral oil. The growthof synthetic detergents over soaps reduced this market for soapstock considerably,and in the fatty acid field soapstock utilization was replaced with tall oil, a byproductof the paper industry. These changes turned edible-oil refiners to soapstock acidu-lation to produce acid oil, which is used as a high-energy ingredient in feeds orprovides a more refined product for chemical use.35
Batch acidulation of the raw soapstock discharged from the caustic refiningcentrifuges consists of three basic steps:36
Savings over cup% Cup loss % Plant loss
% Cup loss= −
×100
Refining factor% Plant loss
% Free fatty acid=
© 2004 by CRC Press LLC

1. Acidification with 66 °Bé sulfuric acid of the highly basic, diluted soapstock toconvert the soap into free fatty acids; the acid level required varies with the amountof caustic used in refining to adjust the pH to 1.5 to 2.0.
2. Breaking the emulsion of fatty acids and foreign materials in water with heat at~195°F or 90°C with agitation.
3. Separation of the three phases:• Top layer — Fatty acid product is recovered and transported to storage.• Middle layer — This material, which consists of an emulsion of the top- and
bottom-layer material, must be recycled for reprocessing.• Bottom layer — The acidified wastewater is removed, neutralized, and dis-
posed of in the wastewater system.
The problems associated with acidulation of soapstock are mainly the corrosivenature of the process and the fact that the separation of the acid-oil phase from theacid-water phase is often relatively poor, which leads to high fat losses and waste-water contamination with fatty material. Federal, state, and municipal legislationenacted for pollution abatement mandated more effective processes for clarificationof acid water streams from acidulation. Continuous acidulation of soapstock andwashwater as it is discharged from the refinery has provided a byproduct of acid oilwith the required quality standards and an acid wastewater with fewer, more man-ageable contaminants. Soapstock should be processed as soon as possible after it isproduced to minimize fermentation and emulsification. Several different continuousacidulation systems of varying designs are available.
The major reason for acidulating soapstock is to remove moisture so that asmaller volume is obtained for handling or storage. Acid oil is essentially the fattyportions of soapstock with the moisture content reduced to 1.0 or 2.0%. It is tradedon a total fatty acid (TFA) basis of 95%, and shipments can be rejected if the TFAfalls below 85%. The impurities originally in the crude oil, such as phosphatides,carbohydrates, proteins, pigments, sterols, or heavy metals, are transferred in partor in full to the soapstock during refining and then to the acid oil with acidulation.
Probably the greatest volume usage for acidulated soapstock is for animal feeds.Acid oils have become one of the essential components in many animal feeds. Theyare high-energy ingredients that provide 9 calories per gram when metabolized ascompared to 4 calories per gram from starch or protein. Acid oils act as carriers andprotectors for several fat-soluble vitamins and antioxidants and are an excellentsource of polyunsaturates in most cases. The main competition for the formulatedanimal feeds is corn, which provides 3.5 calories per gram; therefore, acid oils cannotcost more than 2.6 times the price of corn to be economically competitive. Twopotential problems for this application of acid oil are (1) residual sulfuric acid andits reaction products decrease the palatability to most animals, and (2) deodorizerdistillates cannot be a component of the acid oil because of the pesticide contents.37
An alternative to soapstock acidulation has been used on a limited basis — aneutralized dried soapstock process. This alternative process, which converts thesoapstock to a neutral pH followed by drum drying, produces a product that hasperformed well as a fat source in feeds for chickens and cattle, and the only effluentis evaporated water.38 This process reduces the load on a plant wastewater treatmentfacility more than any of the alternatives except for shipping raw soapstock.
© 2004 by CRC Press LLC

2.5.7.2 Hydrated Gums Processing
Lecithin is the preferred outlet for the hydrated gums recovered from waterdegumming. Commercial lecithin is one of the most important byproducts of theedible-oil processing industry because of its functionality and wide application infood systems and industrial utility; however, the gums hydrated from soybean oilalone far exceed the market requirements for lecithin. Estimates are that less thanone third of the soybean oil processed will satisfy the lecithin demands. Anotheroutlet available to the crusher/refiner is to incorporate the recovered gums back intothe meal produced. For some operations, this alternative solves a meal-dustingproblem, as well as adding value to the gums.
Lecithin is the commercial name for a naturally occurring surface-active agentmade up of a mixture of phospholipids. It can be obtained from a number of vegetableoils, but the major source is soybean oil phospholipids or gums, which provideexcellent emulsification properties with good flavor and color. Lecithin productionstarts with degumming the crude oil with approximately 2% steam or water addedduring slow agitation to hydrate the lecithin. The hydrated gums are separated fromthe crude oil and dried carefully to below 1.0% moisture to avoid damaging thecolor. After cooling, ingredients are added to the lecithin to meet the desired spec-ification limits. Soybean oil and fatty acid additions are used to control acetone-insoluble matter, acid value, and viscosity. Lecithin can be chemically bleached withhydrogen peroxide, either before or after drying, to control the color. The NationalSoybean Processors Association rules define six common grades of lecithin. Inaddition, a variety of modified lecithins can be produced for specialty uses.39
The crude-oil degumming process affects the quality and performance of lecithinproducts. For example, most additives used to aid degumming are usually deleteriousto the lecithin, except for acetic anhydride and enzymes. Other additives, such asphosphoric acid, tend to burn and darken the lecithin on drying and pollute waterstreams. Oxalic acid does not pollute,40 but it does render lecithin toxic, and inorganicsalts affect the physical and functional properties.41 The acid-degummed lecithinshave also exhibited poor functionality (i.e., inferior instantizing properties in cocoapowders and milk products).42
2.6 PREBLEACHING
The purpose of bleaching is not only to provide a lighter colored oil but also topurify it in preparation for further processing. Refined oil contains traces of a numberof undesirable impurities either in solution or as colloidal suspensions. These impu-rities compete with the color pigments for space on the adsorbent surface. In manycases, the bleaching process is performed more for the removal of the nonpigmentmaterials such as soap, gums, and prooxidant metals, which hinder filtration, poisonhydrogenation catalyst, darken the oils, and affect finished oil flavor. Another func-tion considered primary by many quality processors is the removal of peroxides andsecondary oxidation products. The key parameters for the bleaching process are(1) procedure, (2) adsorbent type and dosage, (3) temperature, (4) time, (5) moisture,
© 2004 by CRC Press LLC

and (6) filtration. Each variable must be considered in light of the system used andthe oil to be bleached.10,43–48
2.6.1 Procedure
The three most common types of contact bleaching methods used for edible fatsand oils are batch atmospheric, batch vacuum, and continuous vacuum. Thissequence is also the chronological order in which the different methods were devel-oped. Figure 2.5 diagrams the process flow for the three types of bleaching systems.
2.6.1.1 Batch Atmospheric
Oil at approximately 160°F (71°C) is pumped into an open-top tank equippedwith steam coils, or a steam jacket, and a paddle agitator. Bleaching earth is addedfrom the top of the tank with the agitator running; the temperature is raised tobleaching temperature and maintained for a short time. Next, the oil is recirculatedthrough a filter press and back to the bleaching vessel until the oil is clear, then itis pumped to storage.
Figure 2.5 Typical bleaching process flow sequence.
© 2004 by CRC Press LLC

2.6.1.2 Batch Vacuum
Bleaching earth is added to an agitated slurry tank containing a small portion ofthe refined oil at 160°F (71°C). This slurry is transferred to the vacuum bleacher,which contains the balance of the oil batch. The bleaching vessel is equipped withcoils or a steam jacket, an agitator, and a vacuum system. After the prescribed timeat bleaching temperature under vacuum, the bleached-oil batch is cooled to 160°F(71°C), the vacuum is broken, and the oil is filtered.
2.6.1.3 Continuous Vacuum
Bleaching clay is continuously fed into a stream of oil at 160°F (71°C), and thismixture is sprayed into a vacuum chamber to remove both water and air from theclay and the oil. The product temperature is raised to bleaching temperature with aheat exchanger and then sprayed into a second chamber for bleaching. After thebleaching retention time, it is filtered in a closed-type filter and cooled before thevacuum is broken.
The use of activated clays and higher-temperature bleaching led to the need forprotection from atmospheric oxidation, which is provided by the vacuum-bleachingprocess. Oxidative reactions during atmospheric bleaching cause a fading of somecolor pigments to lighten the color but also the formation of new nonabsorbent colorsand fixation of other colors that darken the oil instead of lightening it. New colorformation is believed to be the result of oxidation of red chroman-5,6 quinones fromtocopherol, which does not respond to adsorption. Vacuum bleaching is more effec-tive than atmospheric bleaching because it can use less clay, operates at lowerbleaching temperatures, effects quicker moisture evacuation for less free fatty aciddevelopment from hydrolysis, and does not expose the oil to oxidation at hightemperatures. Many versions of the bleaching process are in use; however, mostedible-oil processors will prebleach with a continuous vacuum type of system.Continuous bleaching is preferable because large volumes can be processed withoutinterruptions to empty and refill the bleacher, and the process conditions can beadjusted as the operation progresses.48
2.6.2 Bleaching Agents
Chemical agents have been used or proposed for use, but practically all edible-oil decoloration and purification is accomplished with adsorptive clays, syntheticsilica, and carbons. The basic kinds of adsorbents used in edible-oil bleaching areneutral clays, activated earths, activated carbon, and synthetic amorphous silica.
2.6.2.1 Natural Bleaching Earth
Bentonite clays that exhibit absorptive properties in their natural state are clas-sified as natural bleaching earths, or Fuller’s earth. Molecular lattice structure,macropore structure, and particle size all affect the capacity of earths to adsorb water,
© 2004 by CRC Press LLC

oil, phosphatides, soap, color bodies, and metals. The better natural earths can absorb15% of their own weight in pigments and other impurities but also retain about 30%neutral oil. Natural clays perform best with atmospheric bleaching and are employedfor easily bleached oils such as coconut, lard, and tallow. The natural earths do notelevate the free fatty acid content nor isomerize unsaturated fatty acid groups;however, for dark or difficult-to-absorb pigments or impurities, prohibitive levels ofthe natural earths are required, which make the activated materials more attractive.
2.6.2.2 Activated Bleaching Earth
Bentonite clays are also used to produce activated bleaching earths, but the claysare a type that contains a high proportion of montmorillonite. This hydrous aluminumsilicate has considerable capacity for exchanging part of the aluminum for magnesium,alkalies, and other bases. Interestingly, most bentonites that exhibit high naturalbleaching power are not suitable for activation, and most clays used for activated clayproducts have a poor natural bleaching activity. Treatment, to varying degrees, withsulfuric or hydrochloric acid, washing, drying, and milling alter the bleaching media’sdegree of acidity, adsorption capabilities, and particle size distribution.44 The acidtreatment of montmorillonite clay produces a specialty adsorbent from a naturallyoccurring mineral. During this process, the physical structure and chemical composi-tion are altered in a controlled way to maximize specific properties. An efficientbleaching earth is produced with a surface of the correct chemical composition andpore distribution selectively attractive to the detrimental components of the refined oils.
Particle size is also a major physical parameter affecting bleaching-earth perfor-mance, as all adsorption theory considers adsorption as a surface phenomena. Ingeneral, the finest particle size clays have the best bleaching power, but particlesthat are too small create severe filtration problems and oil retention is increased;therefore, the adsorbent used should have as small a particle size as can be effectivelyhandled by the filter system. In practice, a compromise particle size provides accept-able filtration performance and minimizes oil loss without diminishing bleachingperformance.45
Activated bleaching earths normally contain 10 to 18% moisture, which supportsthe montmorillonite layers in the clays. If the clay is completely dried prior tobleaching, the layers collapse to decrease the surface area available to adsorb thepigments and other impurities.
Apparent bulk density (weight per unit volume) is dependent upon the amountof void space in the clay — the more void space, the lower the density. Activatedclays have a lower bulk density than do natural clays for increased oil retention. Theincreased void space and total surface area can retain as much as 70% of thebleaching earths, weight in oil; however, lower activated clay usage level require-ments normally result in a lower overall bleached oil loss with a lower bleach colorand increased impurity removal.10
The activated bleaching earths are more likely to split soap residues to elevateFFAs, destroy peroxides and secondary oxidation products, and promote isomeriza-tion. The latter effect is more pronounced at temperatures above 300°F (150°C),which is well above the optimum bleaching conditions. The modified bleaching
© 2004 by CRC Press LLC

earths are especially useful for bleaching the most difficult oils, such as palm,soybean, and canola, or as part of the physical refining pretreatment process for theremoval of metals and phosphatides.
2.6.2.3 Activated Carbon
A wide variety of carbonaceous raw materials can be used to form activatedcarbon by carbonization at high temperatures, combined with the use of activatingmaterials such as phosphoric acid, metal salts, etc. The treated material is washed,dried, and ground to produce activated carbons of various pore sizes, internal specificsurface areas, and alkalinity or acidity. Activity is determined by the chemical stateand a large specific surface area. Carbon is used sparingly by most processors dueto problems with filtration, relatively high cost, and high oil retention; carbon canretain up to 150% of its weight of oil. When utilized, it is normally added incombination with bleaching earths at 5 to 10% of the earth volume. Carbon iseffective in adsorbing certain impurities not affected by earths; for example, somearomatic materials that are not volatilized by deodorization can be satisfactorilyremoved with activated carbon.46
2.6.2.4 Silica Adsorbent
Silica is a chemically inert synthetic amorphous silica adsorbent with an affinityfor polar contaminants. The surface area, porosity, and moisture content of the silicaadsorbents provide them the capability of adsorbing secondary oxidation products(aldehydes, ketones), phosphatidic compounds, sulfur compounds, trace metals, andsoap. The function of the moisture is to hold the pores open and aid in the attractionof the polar contaminants. Most of the synthetic silicas do not have significant directadsorption capabilities for carotenoid or chlorophyll compounds, but the removal ofthe other impurities enhances the efficiency of the bleaching earths.18
2.6.3 Bleaching Earth Dosage
The amount of bleaching earth used depends upon the type of absorbent usedand the type of refined oil, as well as the adsorption of color bodies and otherimpurities required. The percentage of clays used vary in a wide range from 0.15 to3.0%, and only in extreme cases are higher quantities used.47 Use of acid-treated or-activated earths far exceeds that of natural clays due to the higher bleaching effi-ciency, particularly with dark or high chlorophyll oils. On the basis of adsorbentactivity, the acid-activated clays are generally 1.5 to 2 times more effective asbleaching agents than are the natural earths. The efficiency of an absorbent is mea-sured by the minimum dose required to reduce the concentration of adsorbate to therequired level. Therefore, the kind and amount of earth or carbon used need only beenough to clean up the oil preparatory to hydrogenation or deodorization and toremove any undesirable impurities and pigments that will not be removed in laterprocessing. The minimum required bleach is usually best as overbleaching increasesoil losses and can lead to flavor, oxidative, and even color instability. The removal
© 2004 by CRC Press LLC

of color pigments is a common, simple visual guide, often used to gauge the overallperformance and adjust levels required of a bleaching earth; however, the ability toremove other undesirable impurities is less readily apparent. The choice of the correctbleaching earth and the level to use in any specific application must take intoconsideration the removal of all the impurities as measured by peroxide value reducedto zero, chlorophyll reduced to less than 1.0 ppm, phosphorus reduced to less than1.0 ppm, negative soap, and the Lovibond red determined for the specific source oil.
The bleaching step in fats and oils processing has benefited in recent years fromincreased interest in physical refining due to the development of different ways toimprove the removal of the nontriglyceride materials. One such development has beenthe introduction of the use of synthetic silica as part of the adsorption process. It isparticularly recommended for use with, and preferably before, bleaching-earth treat-ment. It has been found to have an affinity for the compounds that reduce the efficacyof bleaching earths. Several different options are offered for the use of silica adsor-bents. The simplest option adds silica adsorbent (~0.2%) with the bleaching earthprior to bleaching to reduce the clay usage. A 40% reduction in bleaching earth usage,less neutral-oil loss, and longer filter cycles are claimed by W.R. Grace for their TrySylproduct. A second bleaching option adds the silica separate from the bleaching clay,which is precoated on the filter press. The silica collapses in the bleaching vessel,thus trapping the contaminants to preserve the clay for color pigment removal. An80% reduction in bleaching earth is claimed with this enhanced silica option.23
2.6.4 Temperature
Both the synthetic silicas and bleaching earths should be slurried with the oil atrelatively low temperatures (158°F or 70°C), and then the complete mixture isincreased to the final bleach temperature (194 to 212°F or 90 to 100°C). Experiencehas shown that final bleach colors are darker when the adsorbents are added to hotoil. Evidently, this effect is due to one or both of the following two factors:
1. Adding the adsorbent to hot oil reduces its adsorptive capacity because the mois-ture is driven off too rapidly, causing a collapse of the lattice structure, whichreduces the effective surface area to adsorb impurities and pigments.
2. The oil is unprotected against oxidation when heated before the adsorbent is added,which can cause some color fixation or set.
Bleaching-clay activity increases as the temperature is increased by reducing theviscosity of the oil, but decoloration declines after the optimum temperature has beenreached and color fixation occurs. The optimum earth–oil contact temperature isdependent upon the oil type and the type of bleaching system. Temperature require-ments for vacuum bleaching systems are normally lower than those for atmosphericbleaching to reach optimum color removal. Temperature also affects other propertiesof the oil, so it should be kept as low as possible to minimize product damage buthigh enough for adequate adsorbance of the impurities and color pigments.48
Production of an oil with acceptable oxidative stability requires careful controlof the process temperatures. Few problems are encountered when the bleachingtemperatures remain below 230°F (110°C) and steps are taken to control air oxida-
© 2004 by CRC Press LLC

tion. Anisidine values begin to rise with bleaching temperatures above 230°F(110°C), indicating damage to the oxidative stability. The optimum bleaching tem-peratures of nearly all edible oils range between 160 and 230°F (70 to 110°C). Theactivity of an absorbent in bleaching an edible fat or oil is at a maximum at someparticular temperature that varies with oil type and process. Low temperatures favorthe retention of the adsorbed pigment on the bleaching media surface, while highertemperatures favor movement into the pores where chemisorption is most likely,which promotes structural changes in the unsaturated fatty acid groups. Extremelyhigh-temperature processing must be avoided to prevent isomerization of the unsat-urated fatty acid groups and excessive FFA development.
2.6.5 Time
In theory, adsorption should be practically instantaneous; however, in practicethis is not the case. The rate of color decrease is very rapid during the first fewminutes that the adsorbent is in contact with the oil and then decreases to a pointwhere equilibrium is reached and no more color is removed. Time is required forthe adsorbent to release all of the bound moisture and take up the color pigmentsand impurities to maximum capacity. Usually, a contact time of 15 to 20 minutes isadequate at a bleaching temperature above the boiling point of water. The usualerror is to extend bleaching time beyond the optimum.
Contact time for bleaching is made up of two time periods: (1) the time in thebleaching vessel or continuous stream, and (2) the contact time in the filter duringrecirculation or final filtering. Continued or progressive reduction in peroxides andthe other impurities as filtering continues is caused by press effect, a benefit providedby the earth buildup in the filter with continued use. Some processors take advantageof this effect by decreasing the level of earth used in oils to be filtered with partlyfilled filters.
When silica is used, it is recommended that it be added to the oil first, withstrong agitation and vacuum for 15 minutes, before the bleaching earth is introduced.During this time the silica should adsorb soaps, secondary oxidation products,phosphatides, and trace metals, which normally compete with the color pigmentsfor space on the bleaching earth surface. The absence of these impurities increasesthe efficiency of the bleaching earths to adsorb the chlorophylloid and carotenoidpigments. Experience has also indicated that the press effect may be more effectivethan the normal bleaching earth and oil mixing with the use of the synthetic silicas.W.R. Grace has advocated the use of packed bed filtration to take advantage of thepress effect.23
2.6.6 Moisture
The presence of some moisture seems to be essential for good adsorbance andbleaching action. Bleaching earths that have been completely dried before use havebeen found to be inactive. The adsorbents normally contain from 10 to 18% moisture,which acts as a structural support to keep the montmorillonite layers apart. Duringbleaching, it is necessary to remove the moisture in the adsorbent to obtain optimum
© 2004 by CRC Press LLC

adsorption capacity; the color bodies and other impurities cannot be adsorbed tomaximum capacity until all the water has been removed. The bound moisture is notreleased until the elevated bleaching temperatures are attained. Refined oil cancontain moisture levels from less than 0.1 to as high as 1.0%, which must also beremoved for effective adsorption of the traces of soap remaining after refining.Experience has indicated that a slightly wet oil may be beneficial for the removalof color pigments and flavor precursors to provide a lighter, more stable oil. Max-imum adsorption is achieved when the silicas and bleaching earth are slurried withthe oil below the boiling point of water, then gradually increasing the mix tobleaching temperature. Adding the bleaching earth before heating the oil has alsobeen found to inhibit heat darkening.
2.6.7 Filtration
After an adsorbent has selectively captured the impurities, it must be removedfrom the oil before it becomes a catalyst for color development or other undesirablereactions. Filtration, the separation method most often used for spent bleaching-earth removal, is the process of passing a fluid through a permeable filter materialto separate particles from the fluid. Examples of the filtration materials utilizedinclude filter paper, filter cloth, filter screen, and membranes. Filter aids such asdiatomite, perlite, or cellulose are usually used in conjunction with the permeablefilters for surface protection.
The three steps of filtration are precoating, filtering, and cleaning. The purposeof the precoat is to protect the filter screens, provide immediate clarity, improve theflow rate, and aid in filter cake removal during cleaning. It also helps to preventblinding, which stops the product flow. Precoating is accomplished by slurring filteraid with previously filtered oil and allowing the oil to carry the filter aid to the filter,deposit it on the filter screen, and return to the precoat slurry tank to pick up morefilter aid. The amount of precoat is determined by the filter area, usually 5 to11 kg/m2. The flow rate during precoating should be the same as during filtrationto obtain an even coating on the filter. Uneven coatings results in blinded filters andshort filtration cycles.
During filtration, body feed, or the continuous addition of filter aid, can be usedto help prevent blinding of the suspended solids on the precoat. The body feedsurrounds the suspended solids to provide flow around them. The body feed slurryof filter aid and oil is injected into the system prior to the filter. The suspendedsolids are ridged or deformable and can elongate under pressure to extrude throughthe filter cake and slow or block the product flow. Body feed will coat the deformedsolids, allowing them to be retained on the filter cake.
Several indicators are utilized to determine the point at which the filter spacehas been filled with solids from the bleached oil: when the pressure drop across theleaves reaches a predetermined level, when a predetermined decrease in flow rateoccurs, or when a calculated load level is reached. Short cycles or premature filterstoppages are usually the result of (1) inadequate body feed; (2) too high flow rate,which can cause the solids to pack; (3) too low flow rate, which can allow the solidsto settle and block the flow rate; (4) blinded screens, which reduce the filter surface
© 2004 by CRC Press LLC

area; or (5) solid load exceeding filter capacity. The perfect circumstance is whenthe differential pressure is reached and the flow rate is severely reduced at the sametime that the calculated filter capacity is exhausted. Once the filter cycle is complete,the filter cake must be removed and the process repeated all over again.49
Traditionally, either plate and frame filters or pressure leaf filters have been usedfor bleach-clay removal. The sequence of change in usage was approximately asfollows: plate and frame filters, pressure leaf filters, self-cleaning closed filters, andautomated filters. Pressure leaf filters began to replace plate and frame presses forseveral reasons. One of the major reasons was that the leaf filters were easier toclean than the plate and frame presses, and labor costs were less. Labor costs havebeen the impetus for more complete automation of the bleaching operations and allthe other processes. Currently, completely self-cleaning closed filters that operateon an automated cycle are available.50
2.6.8 Bleaching Byproduct
The spent bleaching earth removed from the bleached oil with filters representsa substantial amount of waste material. The most common handling procedure is todiscard spent bleaching earth directly from the filters to a landfill. The spent bleachingearth oxides rapidly when exposed to the air to develop a strong odor, and spontaneouscombustion easily occurs, especially with oils high in polyunsaturates. Therefore, thespent bleaching earth must be covered with soil or sand soon after dumping.
The oil content of the spent bleaching earth may range from 25 to 75% of theweight of the earth. Oil retention is affected by the type of filters, the type of refinedoil bleached, and the degree of color reduction. It is important to recover as muchof this oil as possible, but methods that are too efficient may cause desorption ofthe impurities adsorbed by the bleaching earth from the refined oil. Because it ispossible to remove a substantial portion of the oil from the spent earth, it maybecome a legal requirement in the future. Oil can be recovered by several methods,some performed on the cake while it is still in the filter and others after it has beenremoved from the filter.51–54 Some of the procedures for oil recovery include:
• Cake steaming — Blowing steam through the cake in the filter can reduce the oilcontent to as low as 20%; however, the oil content should not be reduced below25% because the steam wetting may cause desorption of the impurities below thispoint to lower the quality of the recovered oil. Also, spent earth with a low oilcontent oxidizes more rapidly when exposed to the atmosphere.
• Hot water extraction — Circulation of hot water at 200°F (95°C) through thefilter cake while maintaining a pressure of 5 atm at a rapid flow rate can displaceas much as 55 to 70% of the oil for collection and separation. Washing time maybe extended to 30 minutes, but 90% of the recoverable oil is obtained in the first10 minutes. After water washing, the filter cake may be partially dried with steam.Drying with air can cause the filter to catch on fire, especially when oils high inunsaturates are processed.
• Solvent extraction — Organic solvents can be used to extract the oil from the filtercake in certain enclosed filters as a separate process. Hexane, a nonpolar solvent,has performed well but strong polar solvents such as acetone or trichlorethylene
© 2004 by CRC Press LLC

may also recover the impurities separated from the refined oil. Solvent extractionprovides oil yields of over 95% with a quality comparable to the originally filteredoil. Explosion-proof environments, buildings, and equipment, which are quiteexpensive, are required for solvent extraction. In most cases, the less efficient hot-water extraction will be more practical than solvent extraction, and it may befeasible only for very large processing facilities that generate large quantities ofspent earth.
• Solvent extraction with oilseeds — Extraction of the bleaching earths in a mixturewith oilseeds has been practiced by some extraction plants with processing capa-bilities, but the potential problems for this type of recovery may outweigh thesavings; for example, the mineral content of the meal may be increased beyondthe acceptable limits, and the recovered oil may decrease the quality of the newoil extracted. The oxidation products and polymers from the recovered oil couldcontaminate the fresh oil.
• Water/lye extraction — Oil can be extracted from the spent bleaching earth bysuspending it in double the amount of water and boiling with a concentrated lye.The oil accumulates on the surface of the slurry for recovery. The remaining slurrycan be centrifuged with separations as high as 85% efficiency. The separatedbleaching clay has a light gray color, is almost odorless, and does not ignitespontaneously. It can be used as a landfill material to cover other refuse, insteadof requiring soil or sand to cover it. The procedure is simple and relativelyinexpensive, but a dark-colored, low-quality oil suitable only for technical pur-poses or possibly cattle feed is obtained.
2.7 HYDROGENATION
In the United States and Northern Europe, animal fats in the form of butter, lard,and tallow were the major source of edible fats until development of the hydroge-nation process. This process made it possible for vegetable oils to be converted intoplastic fat forms that people were accustomed to, with greater flavor stability at alower cost. From the time that the British patent on liquid-phase hydrogenation wasissued to Norman in 1903 and its introduction in the United States in 1911, fewchemical processes made as great an economic impact on any industry. Hydroge-nation opened new markets for vegetable-oils processing and provided the meansfor the development of many specialty fats and oils products.
Oil is hydrogenated for two reasons. One reason is to change naturally occurringfats and oils into physical forms with the consistency and handling characteristicsrequired for functionality. Hydrogenated edible fats and oils products can be preparedwith creaming properties, frying stability, sharp melting properties, and the otherfunctional characteristics desired for specific applications. The second reason forhydrogenation is to increase oxidative stability. Flavor stability is necessary tomaintain product acceptability for prolonged periods after processing and packagingand for use as an ingredient in a finished product. A wide range of fats and oilsproducts can be produced with the hydrogenation process depending upon theconditions used, the starting oils, and the degree of saturation or isomerization.
Liquid-phase, catalytic hydrogenation is one of the most important and complexchemical reactions carried out in the processing of edible fats and oils.55–58 Most
© 2004 by CRC Press LLC

chemistry textbooks describe hydrogenation of oils as a simple saturation of doublebonds in an unsaturated fat with hydrogen, using nickel as a catalyst. Actually, thatis only one of several very complex reactions during hydrogenation. The productsof hydrogenation are a very complex mixture because of the simultaneous reactionsthat occur: (1) saturation of double bonds; (2) cis-/trans-isomerization of doublebonds; and (3) shifts of double-bond locations, usually to the lower energy conju-gated state.
Chemically, fats and oils are a combination of glycerin and fatty acids calledtriglycerides. The portions of triglycerides that can be changed with hydrogenationare classified as unsaturated fatty acids. Saturated fatty acids contain only singlecarbon-to-carbon bonds and are the least reactive chemically. Physically, they havehigher melting points and are solid at room temperature. Unsaturated fatty acidscontain one or more carbon-to-carbon double bonds and are liquid at room temper-ature with substantially lower melting points than their saturated fatty acid counter-parts. In the process of hydrogenation, it is possible to chemically react hydrogengas with the double bonds in the carbon chain of the unsaturated fatty acid, convertingit to a more saturated fatty acid, shifting it to a new position, or twisting it to thetrans configuration, all of which increase its melting point. Table 2.2 illustrates thechemical structure of the natural 18 carbon fatty acids and the changes possible withhydrogenation.
Hydrogenation can take place only when the three reactants have been broughttogether: unsaturated oil, catalyst, and hydrogen gas. The hydrogen gas must bedissolved in the liquid oil before it can diffuse through the liquid to the solid catalystsurface. Each absorbed unsaturated fatty acid can then react with a hydrogen atomto complete the saturation of the double bond, shift it to a new position, or twist itto a higher melting trans form. Both positional and geometric or trans-isomers arevery important to the production of partially hydrogenated fats. If the unsaturatedoil to hydrogenation contains mono-, di-, and triunsaturates, there may be competi-tion for the catalyst surface. The di- and triunsaturates are preferentially absorbedand partially isomerized or hydrogenated to a monounsaturate until their concentra-tion is very low, permitting the monounsaturate to be absorbed and reacted.
Achievement of the desired hydrogenated oil product is usually measured withthe solids fat index (SFI), which measures the amount of solids present in a fat atdifferent temperatures from below room temperature to above body temperature.Natural fats are not single compounds, and the hydrogenated products are even morecomplex mixtures due to the simultaneous reactions. Not only are double bondssaturated with hydrogen, but some of the remaining bonds are isomerized: geometricisomerization changes the low-melting cis form to a higher melting trans form, andpositional isomers shift the double bond away from its natural position in the carbonchain. Extensive geometrical or trans-isomerization tends to give products that arehard at low temperatures but soft at high temperatures, which results in steep SFIcurves. A lesser but significant effect on melting points is contributed by the posi-tional isomerization, as the shift of a double bond in a carbon chain affects themelting point of the hydrogenated oil. Additionally, the bonds that are shifted can
© 2004 by CRC Press LLC

be in either the cis or trans form, which further substantiates the complexity of thehydrogenated oil process.
Selective hydrogenation is the tool by which partial hydrogenation can be accom-plished in a controlled manner. Selectivity is the saturation with hydrogen of thedouble bonds in the most unsaturated fatty acid before that of a less unsaturatedfatty acid. In a theoretical sense, an oil hardened with perfect preferential selectivitywould first have all of its linolenic fatty acids (C-18:3) reduced to linoleic fatty acids(C-18:2) before any linoleic was reduced to oleic (C-18:1); then, all linoleic fattyacids would be reduced to oleic before any oleic was saturated to stearic (C-18:0).Unfortunately, this does not happen in actual practice, but it is possible to vary thehydrogenation rate of linoleic to that of oleic from the very selective conditions of
Table 2.2 Fatty Acid Structures
Linolenic fatty acid (C-18:3) melting point 9°F (–13°C)
H H H H H H H H H H H H H H H H H OH–C–C–C�C–C–C�C–C–C�C–C–C–C–C–C–C–C–C–OH cis, cis, cis isomer
H H H H H H H H H H H triunsaturate18 17 16 15 14 13 12 11 10 9 8 7 6 5 4 3 2 1
Linoleic fatty acid (C-18:2) melting point 19°F (–7°C)
H H H H H H H H H H H H H H H H H OH–C–C–C–C–C–C�C–C–C�C–C–C–C–C–C–C–C–C–OH cis, cis isomer
H H H H H H H H H H H H H diunsaturate 18 17 16 15 14 13 12 11 10 9 8 7 6 5 4 3 2 1
Oleic fatty acid (C-18:1) melting point 61°F (16°C)
H H H H H H H H H H H H H H H H H OH–C–C–C–C–C–C–C–C–C�C–C–C–C–C–C–C–C–C–OH cis isomer
H H H H H H H H H H H H H H H monounsaturate 18 17 16 15 14 13 12 11 10 9 8 7 6 5 4 3 2 1
Elaidic fatty acid (C-18:1) melting point 110.7°F (43.7°C)
H H H H H H H H H H H H H H H H OH–C–C–C–C–C–C–C–C–C�C–C–C–C–C–C–C–C–C–OH trans isomer
H H H H H H H H H H H H H H H H monounsaturate18 17 16 15 14 13 12 11 10 9 8 7 6 5 4 3 2 1
Petroselinic fatty acid (C-18:1) melting point 86°F (30°C)
H H H H H H H H H H H H H H H H H OH–C–C–C–C–C–C�C–C–C–C–C–C–C–C–C–C–C–C–OH positional cis isomer
H H H H H H H H H H H H H H H monounsaturate18 17 16 15 14 13 12 11 10 9 8 7 6 5 4 3 2 1
Stearic fatty acid (C-18:0) melting point 158°F (70°C)
H H H H H H H H H H H H H H H H H OH–C–C–C–C–C–C–C–C–C–C–C–C–C–C–C–C–C–C–OH saturate
H H H H H H H H H H H H H H H H H18 17 16 15 14 13 12 11 10 9 8 7 6 5 4 3 2 1
© 2004 by CRC Press LLC

50 to 1 to the less selective conditions of 4 linoleic to 1 oleic. The latter is generallydescribed as nonselective.
Formation of the high-melting unsaturated fats or isomerization accompanieshydrogenation and appears to be in proportion to the selectivity of the reaction.Therefore, compromises must be made between selectivity and isomer formationwhen determining the best hydrogenation conditions for the various basestocks.Control of the operating variables that affect the hydrogenation of fats and oils isnecessary to produce the desired product functionality.
2.7.1 Operating Variables
Hydrogenation is a reaction of three components: oil, hydrogen, and catalyst.The reaction takes place on the surface of the catalyst where the oil and gas moleculesare adsorbed and brought into close contact. Therefore, any condition which affectsthe catalyst surface or controls the supply of gas to the catalyst surface will, in turn,affect the course and rate of the reaction. The variables that can affect the results ofthe hydrogenation are temperature, degree of agitation, hydrogen pressure in thereactor, catalyst amount, type of catalyst, hydrogen gas purity, feedstock source, andfeedstock quality. The effects of the variables include the following.
2.7.1.1 Temperature
Hydrogenation, like most chemical reactions, proceeds at a faster rate withincreased temperatures. An increase in temperature decreases the solubility of thehydrogen gas in the liquid oil while increasing the reaction rate. This causes quickerhydrogen removal from the catalyst to reduce the quantity of hydrogen on the catalystsurface, resulting in a high selectivity and isomer formation; therefore, increasedtemperature increases selectivity, trans-isomer development, and the reaction ratethat results in a steep SFI curve.
Because hydrogenation is an exothermic reaction, it will create heat as long asthe reaction is active; a decrease of one iodine value increases the reaction temper-ature by 1.6 to 1.7°C (2.9 to 3.1°F). Temperature increases will increase the reactionrate until an optimum is reached. At this point, cooling of the reaction mixture isrequired to continue hydrogenation. The optimum temperature varies for differentproducts, but most oils probably reach their maximum temperature at 450 to 500°F(230 to 260°C).
2.7.1.2 Pressure
Most edible fats and oils hydrogenations are performed at hydrogen pressuresranging from 0.7 to 4.0 bar (10 to 60 psig). At low pressures, the hydrogen gasdissolved in the oil does not cover the catalyst surface, while at high pressurehydrogen is readily available for saturation of the double bonds. The increasedsaturation rate results in a decrease in trans-isomer development and selectivity toproduce a flatter SFI curve.
© 2004 by CRC Press LLC

2.7.1.3 Agitation
The main function of agitation is to supply dissolved hydrogen to the catalystsurface, but the reaction mass must also be agitated for the distribution of heat orcooling for temperature control and suspension of the catalyst throughout the oilmixture for uniformity of reaction. Agitation has a significant effect upon selectivityand isomerization: Both are decreased because the catalyst is supplied with sufficienthydrogen to increase the reaction rate.
2.7.1.4 Catalyst Level
The hydrogenation reaction rate increases as the catalyst concentration isincreased up to a point and then levels off. The increase in rate is caused by anincrease in active catalyst surface; however, a maximum is reached because at veryhigh levels hydrogen will not dissolve fast enough to adequately supply the highercatalyst levels. Both selectivity and trans-isomer formation are increased with cat-alyst concentration increases, but only slightly.
2.7.1.5 Catalyst Type
The choice of catalysts has a strong influence on the reaction rate, preferentialselectivity, and geometric isomerization. Nickel catalysts are used almost exclusivelyfor edible fats and oils hydrogenation. Catalysts are prepared by a variety of techniques,some propriety to the catalyst supplier; however, nickel catalyst is usually preparedby the reduction of a nickel salt and supported on an inert solid or flaked in hardfator a combination of the two. The activity of a catalyst depends on the number of activesites available for hydrogenation. These active sites may be located on the surface ofthe catalyst or deep inside the pores. High-selectivity catalysts allow the processor toreduce the linolenic fatty acid without producing excessive amounts of stearic fattyacid, thus producing a product with good oxidative stability and a low melting point.The selectivity characteristics of a catalyst are unrelated to the ability of the catalystto form trans-fatty acids because the catalyst may have a very low or very highselectivity, but all common nickel catalysts appear to produce the same level of trans-fatty acids at the same conditions. However, catalyst may be treated with other mate-rials such as sulfur, which increases the amount of trans-fatty acids unsaturation.
Sulfur-poisoned catalysts produce larger quantities of trans-isomers in hydroge-nated oils. Reaction with sulfur inhibits the capacity of nickel to adsorb and disso-ciate hydrogen, reducing the total activity of the catalyst. As the ability of the nickelto hydrogenate is reduced, its tendency to promote isomerization is enhanced. Hydro-genated oils with a relatively high melting point at a high iodine value, which resultsin a very steep SFI slopes, are the result of the high trans-isomer content. Commer-cially, sulfur-treated catalysts have been found to provide more uniform performancethan products that are sulfur-poisoned during processing.
Copper-chromite catalyst has been used for selective hydrogenation of linolenicfatty acid to linoleic fatty acid in soybean oil for a more flavorful, stable salad oilwith higher winterization yields. The selectivity offered by these catalysts is excel-lent, but the activity is poor and they are more sensitive to catalyst poisons.
© 2004 by CRC Press LLC

Precious metals have been investigated and found effective as hydrogenationcatalysts. Evaluations have shown that basestocks hydrogenated with 0.0005% pal-ladium modified with silver and bismuth were exceedingly more active and slightlymore selective with more trans-fatty acids development than were equivalent stocksprepared with nickel catalyst. Subsequent evaluations have shown that the preciousmetals are more active at lower temperatures than nickel. Oils have been hydroge-nated at 60°C (140°F) with precious metals, while temperatures above 130 to 140°C(265 to 285°F) are required with nickel catalyst. Trans-isomer development isincreased as the hydrogenation temperature is increased; therefore, less trans-isomerdevelopment should be obtained with precious metal utilization at low tempera-tures.59 Palladium has been found to be some 30 times as active as nickel, as only6 ppm is required to replace 200 ppm nickel. The principal deterrent to the use ofpalladium has been economics, both in the initial costs and recovery problemsassociated with the minute quantities required.
2.7.1.6 Catalyst Poisons
Refined oils and the hydrogen gas can contain impurities that modify or poisonthe catalyst. Catalyst poisons are a factor that can have a significant effect upon theproduct. The poisons effectively reduce catalyst concentration with a consequentchange in the selectivity, isomerization, and rate of reaction. Impurities present inboth the feedstock oil and hydrogen gas are known to have a deleterious effect uponnickel catalyst. Hydrogen gas may contain carbon monoxide, hydrogen sulfide, orammonia. Refined oil can contain soaps, sulfur compounds, phosphatides, moisture,free fatty acids, mineral acids, and a host of other materials that can change thecatalyst. Studies have determined that 1 ppm sulfur poisons 0.004% nickel, 1 ppmphosphorus poisons 0.0008% nickel, 1 ppm bromine poisons 0.00125% nickel, and1 ppm nitrogen poisons 0.0014% nickel. Sulfur primarily affects the activity topromote isomerization by inhibiting the capacity of the nickel catalyst to absorb anddissociate hydrogen. Phosphorus in the form of phosphatides and soaps affectsselectivity by residing at the catalyst pore entrance to hinder the triglyceride exit fora higher degree of saturation.60 Water or moisture and free fatty acids are deactivatorsthat decrease the hydrogenation rate by reacting chemically with the catalyst to formnickel soaps.
2.7.1.7 Catalyst Reuse
Hydrogenation with used catalyst offers economic advantages when sufficientactivity remains after the previous use; however, at some point diminishing returnsarise due to filtration problems, as well as changes in reaction rate and selectivity.The filtration problems include: (1) free fatty acids in the oils reacting with thecatalyst to form nickel soaps, which can blind filters; (2) decreased particle sizefrom mechanical attrition resulting in colloidal nickel, which will pass through thefilter screens; and (3) excessive levels required to maintain the desired nickel contentand activity due to catalyst poisons and dilution with filter aid and oil. Selectivitywill decrease with each use, while trans-isomerization increases with each catalyst
© 2004 by CRC Press LLC

reuse. It has also been observed that trans-isomers increase more rapidly when thecatalyst is exposed to air after use. Usually, fats and oils processors specify newcatalyst for the production of critical basestocks and reuse catalyst for those productsfor which selectivity is not as important. In a catalyst reuse program, the once-usedcatalysts are segregated to permit identification and are used by lot, with care takento maintain the identity of each. The lots are graded down on the basis of the activityduring the last use. Each succeeding grade is used for products requiring a lowerdegree of selectivity until finally it is used to harden low-iodine-value hardfat. Inthe latter usage, selectivity is of no consequence because the hardstock is substan-tially completely saturated, and it makes no difference if the catalyst is selective ornonselective.
2.7.1.8 Source Oils
Hydrogenation selectivity depends upon the type of unsaturated fatty acidsavailable and the number of unsaturated fatty acids per triglyceride. Those oils withhigh linolenic or linoleic fatty acids levels hydrogenate more rapidly and to highermelting points than oils with high oleic fatty acid levels. The relative hydrogenationreactivity for the 18-carbon fatty acids are:61
2.7.2 Hydrogenation Systems
Batch hydrogenation is most commonly used in the edible-oil industry, primarilybecause of its simplicity and flexibility for use with different source oils. Essentiallyall that is required is a reaction vessel, usually referred to as a converter, that canwithstand 7 to 10 bar (105 to150 psig) pressure, with an agitator, heating and coolingcoils, a hydrogen gas inlet, piping and pumps to move the oil in and out, and asample port for process control of the reaction. The converter must also be providedwith the means to control the three reaction variables: pressure, temperature, andrate of agitation.
Two different batch converter designs utilized for the partial hydrogenation ofedible fats and oils are recirculation and dead-end. In the recirculation system,hydrogen gas is introduced at the bottom of the vessel, and nonreacted hydrogengas is withdrawn from the headspace, purified, and returned to the converter. Theconverter is almost always filled with hydrogen under pressure in the operation ofthe recirculation system. Hydrogenation begins immediately when the catalyst isadded with the oil charge during the heating period and thereafter until the endpointis attained when recirculation is discontinued. Reaction temperature is controlled bycirculating water through the cooling coils to carry away the heat of reaction. Thehydrogenated oil is pumped out of the converter through an external cooler to a filterfor catalyst removal.
Fatty Acid Relative Reactivity
Linolenic (C-18:3) 40Linoleic (C-18:2) 20Oleic (C-18:1) 1
© 2004 by CRC Press LLC

A dead-end hydrogenation system is outlined in Figure 2.6. The converter isloaded with oil from a scale tank or metering devise. Converter vacuum is utilizedto deaerate, dry, and prevent any hydrogenation while heating with steam to reactiontemperature. Catalyst, slurried in a portion of the feedstock, is added during theheating period. When the oil reaches reaction temperature, the vacuum is discontin-ued and hydrogen is added until the specified pressure is attained. This pressure ismaintained during the hydrogenation. An agitator designed to provide efficienthydrogen dispersion is necessary to create a vortex to draw hydrogen from theheadspace back into the oil. When the exothermic reaction has raised the oil tem-perature close to the maximum specified temperature, cooling water is introducedinto the coils. Samples are drawn from the converter via the sample port as thereaction proceeds to measure the hydrogenation progress. Agitation is suspendedwhenever awaiting a laboratory analysis to confirm that the endpoint has beenreached. When the endpoint has been attained, the hydrogen is vented to the atmo-sphere through the vacuum system, and the oil is cooled in the converter, in a droptank, or with a heat exchanger. After cooling to 150°F (65°C), the oil is filteredthrough a black press to separate the catalyst from the oil. Hydrogenation blackpresses traditionally have been of the plate and frame or pressure leaf variety.
From an operations standpoint, the two types of converters do not differ verymuch. In general, the dead-end type is preferred by many processors because it(1) requires less energy, (2) offers more versatility, (3) requires less capital andoperating costs, and (4) is safer than the recirculation system. Quality and perfor-mance-wise, the advantages for the dead-end system are (1) oxidation and hydrolysisprevention through deaeration and dehydration provided by the vacuum during heatup and cooling, (2) more positive control of the reaction for product uniformity, and(3) the ability to vary the hydrogen pressure as well as temperature.
Most hydrogenations of edible fats and oils are performed both in the UnitedStates and in the rest of the world in batch converters. Continuous hydrogenationsystems have been available for quite some time, but their commercial usage has
Figure 2.6 Dead-end batch hydrogenation process flow.
© 2004 by CRC Press LLC

been limited for several reasons. The maximum value for any continuous operationis realized when it is used to produce large quantities of the same product. Consid-erable out-of-specification product can be produced during a change from oneproduct to another. Because most fats and oils processors produce a variety ofproducts, several different basestocks are routinely required that can be producedmore uniformly with batch hydrogenation systems.
2.7.3 Hydrogenation Control
In any hydrogenation operation, except those carried out to make low-iodine-value hardfats, the ultimate aim is to produce a partially hydrogenated basestockwith a definite preconceived consistency or a basestock suitable for blending withother basestocks or oils to produce the desired finished product functionality. Batch-to-batch variation in consistency is encountered even when the same hydrogenationconditions are maintained due to differences in the feedstock oil, catalyst activity,and selectivity, as well as the other minor variables. It is therefore important toidentify controls that will permit the reaction to be stopped at a point that will providethe desired consistency. These controls are usually exercised at the end of thehydrogenation but can be used throughout the reaction to follow the hydrogenationprogress. Physical consistency of most finished shortenings, margarines, and otherfats and oils products is identified by analytical methods such as solids fat index(SFI), iodine value (IV), and/or melting points. However, time restraints duringhydrogenation require more rapid controls. Hydrogenation controls used to deter-mine basestock endpoints include:
• Refractive index — Hydrogenation reduces both the iodine value and the refractiveindex of oils. The relationship between the iodine value and refractive indexdepends upon the molecular weights of the glycerides, which is very nearly thesame for most oils. The exceptions are the oils high in either lauric or erucic fattyacids. Correlation between iodine value and refractive index is not precise but willbe within one or two units, which should be adequate to monitor the hydrogenationreaction and indicate when to interrupt the reaction for more precise evaluations.
• Mettler dropping point — The relationship of iodine value to melting point canbe changed by varying hydrogenation conditions, catalyst types, and levels; there-fore, it is necessary to measure both refractive index and melting characteristicsfor most basestocks with iodine values below 90. Mettler dropping point analysiscan provide a reliable result in less than 30 minutes for these basestocks. Usually,the oil is hydrogenated to a refractive index before determining the Mettler drop-ping point, which is the controlling analysis. If the melting point (dropping point)is lower than desired, hydrogenation is continued and the process is repeated untilthe specified melting point is obtained.
• Quick titer — Refractive indices are rarely used for low-IV hardfat hydrogenationcontrol. The refractometers are generally kept at 40.0 ± 0.1°C, and the hardfatswould solidify on the prism at this temperature. The hardfat is too hard fordropping point determinations, and IV or official titer determinations are too timeconsuming. A nonstandardized “quick titer” evaluation is usually used for endpointcontrol for the hardfats. In this evaluation, a titer thermometer is dipped into ahot sample directly from the converter and rotated in the air until the fat clouds
© 2004 by CRC Press LLC
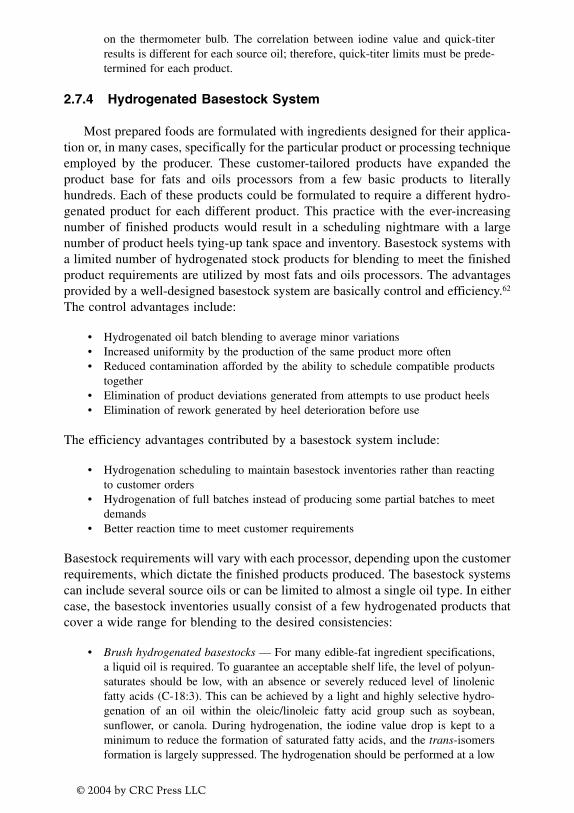
on the thermometer bulb. The correlation between iodine value and quick-titerresults is different for each source oil; therefore, quick-titer limits must be prede-termined for each product.
2.7.4 Hydrogenated Basestock System
Most prepared foods are formulated with ingredients designed for their applica-tion or, in many cases, specifically for the particular product or processing techniqueemployed by the producer. These customer-tailored products have expanded theproduct base for fats and oils processors from a few basic products to literallyhundreds. Each of these products could be formulated to require a different hydro-genated product for each different product. This practice with the ever-increasingnumber of finished products would result in a scheduling nightmare with a largenumber of product heels tying-up tank space and inventory. Basestock systems witha limited number of hydrogenated stock products for blending to meet the finishedproduct requirements are utilized by most fats and oils processors. The advantagesprovided by a well-designed basestock system are basically control and efficiency.62
The control advantages include:
• Hydrogenated oil batch blending to average minor variations• Increased uniformity by the production of the same product more often• Reduced contamination afforded by the ability to schedule compatible products
together • Elimination of product deviations generated from attempts to use product heels • Elimination of rework generated by heel deterioration before use
The efficiency advantages contributed by a basestock system include:
• Hydrogenation scheduling to maintain basestock inventories rather than reactingto customer orders
• Hydrogenation of full batches instead of producing some partial batches to meetdemands
• Better reaction time to meet customer requirements
Basestock requirements will vary with each processor, depending upon the customerrequirements, which dictate the finished products produced. The basestock systemscan include several source oils or can be limited to almost a single oil type. In eithercase, the basestock inventories usually consist of a few hydrogenated products thatcover a wide range for blending to the desired consistencies:
• Brush hydrogenated basestocks — For many edible-fat ingredient specifications,a liquid oil is required. To guarantee an acceptable shelf life, the level of polyun-saturates should be low, with an absence or severely reduced level of linolenicfatty acids (C-18:3). This can be achieved by a light and highly selective hydro-genation of an oil within the oleic/linoleic fatty acid group such as soybean,sunflower, or canola. During hydrogenation, the iodine value drop is kept to aminimum to reduce the formation of saturated fatty acids, and the trans-isomersformation is largely suppressed. The hydrogenation should be performed at a low
© 2004 by CRC Press LLC

temperature to reduce the formation of trans-isomers. A high pressure of 3 to4 bar (45 to 60 psig), in combination with new catalyst with high activity, selec-tivity, and poison resistance should be used. Optimum conditions will vary con-siderably, depending upon the geometry of the converter, agitator, hydrogen gaspurity, and the other hydrogenation variables. After hydrogenation, this basestockcan be winterized or fractionated to produce a flavor-stable salad oil or a high-stability liquid oil depending upon the extent of the hydrogenation. This basestockclass is also very useful in margarine oil blends, snack-frying oil, and in specialtyproduct formulations.
• Partially hydrogenated flat basestocks — Many food products require fats andoils products that have an extended plastic range with good oxidative stability.The products must be soft and plastic at room temperature and still possess somebody at temperatures of 100°F (38°C) with melting points only slightly abovebody temperature. Stability is important because of the probable exposure tobaking or frying temperatures and long shelf-life expectancy. These basestockrequirements can impose a conflicting set of operating conditions. Highly selectiveconditions are desirable to convert all linolenic and as much linoleic fatty acidsas possible to oleic fatty acids for maximum stability. However, highly selectiveconditions also favor the formation of trans-isomers, which are undesirable forthis application. The trans-isomers have higher melting points than the normaloleic fatty acid without the stability improvement. Further, the trans-isomersrestrict the amount of saturated fatty acids that would increase the stability andserve to extend the plastic range while providing the high-temperature bodydesired. Usually, moderately selective conditions are utilized to produce these flatSFI basestocks — for example, relatively low temperatures of 300 to 350°F (150 to175°C) with high pressures of 20 to 30 psig (1.3 to 2 bar) with a selective catalystthat has trans-isomer suppressant qualities. Reuse catalysts should be avoided, asthey enhance trans-isomer formation.
• Partially hydrogenated steep basestocks — The physical properties of these base-stocks are characterized by steep SFI curves or high solids contents at the lowermeasuring temperatures with an absence of solids at temperatures higher thanbody temperature. Hydrogenation of these basestocks should be carried out withhighly selective conditions or high temperature and low pressure. Used catalyst,sometimes enhanced with new, very selective catalyst, can be utilized to helpachieve the desired high selectivity and trans-isomer formation. These basestocksare beneficial in blends for margarine oils, high-stability frying shortenings, non-dairy products, fillings, and other products requiring a sharp melting point withgood flavor stability while providing the required firmness at room temperature.
• Low-IV hardfats — These basestocks are often referred to as fully hydrogenatedhardfats, or stearines; however, regulations require a zero IV for the fully saturateddesignation. Because catalyst activity is the only criterion with these hydrogena-tions, used catalyst can be utilized. In general, high-pressure (4 bar or 60 psig, orhigher) and high-temperature (450°F or 230°C) conditions are used for thesebasestocks to make the reaction progress as rapidly as possible.
Table 2.3 outlines a soybean oil basestock system with seven hydrogenated stockoils ranging from a lightly hydrogenated 109 IV to a saturated hardfat with amaximum IV of 8. Utilization of a similar basestock system designed for the requiredproduct mix should enable fats and oils processors to meet most shortening speci-
© 2004 by CRC Press LLC

fications by blending two or more basestocks, except for some specialty productsthat can be made only with special hydrogenation conditions.
SFI is one of the most important consistency measurements, and it also indicatesthe selectivity of the conditions used to prepare the individual basestocks. It measuresthe amount of solids present in a fat at different temperatures from below roomtemperature to above normal body temperature. A fat can appear to be a solid butreally exist as a semisolid and does not have a distinct melting point. Natural andhydrogenated fats and oils melt over a wide range of temperatures. SFI analysisdetermines the solid or unmelted portion of a fat over a measured temperature range.These results relate to the consistency of the fats and oils product in terms of itssoftness, plasticity, organolepic, and other physical properties important for its useas an ingredient in prepared foods. The slope of the SFI curve shows the effects ofhydrogenation selectivity as it affects consistency. The SFI curve slope becomessteeper as the hydrogenation conditions are made more selective — that is, thehighest temperature, lowest pressure, and highest level of a selective catalyst. Theslope of the SFI curve becomes flatter as the hydrogenation reaction conditions aremade less selective with lower temperatures, higher pressure, and low catalyst levels.These effects are illustrated for the soybean oil basestocks graphically on Figure 2.7.
Table 2.3 Soybean Oil Basestock System
Basestock Type Brush Flat Steep SaturatedIodine value 109 85 80 74 66 60 < 8Mettler dropping point (°C)
— 30 ± 2 33 ± 2 35 ± 1 43 ± 2 46.5 ± 1.5 —
Solids fat index at:50°F/10.0°C 4.0 max 18 ± 3 25 ± 3 41 ± 3 62 ± 3 68 ± 3 —70°F/21.1°C 2.0 max 8 ± 2 12 ± 3 24 ± 3 50 ± 3 59 ± 3 —80°F/26.7°C — 3 ± 1 5 ± 1 16 ± 3 45 ± 3 54 ± 392°F/33.3°C — — — 3.5 max 26 ± 3 40 ± 3 —104°F/40.0°C — — — — 6 ± 3 16 ± 2 —
Quick titer (°C) — — — — — — 52 ± 2Fatty acid composition (%):
Palmitic (C-16:0) 10.8 10.2 10.1 10.9 10.7 10.7 10.5Stearic (C-18:0) 4.4 6.4 7.0 8.2 15.2 20.8 86.9Oleic (C-18:1) 44.3 68.2 72.0 75.0 70.7 66.3 1.7Linoleic (C-18:2) 37.7 15.2 10.9 5.9 3.1 2.2 —Linolenic (C-18:3) 2.8 — — — — — —
trans-Acids (%) 14.8 22.7 25.3 44.7 45.5 45.0 Nil
Hydrogenation Conditions Nonselective Selective Nonselective
Gassing temperature (°F)
300 300 300 300 300 300 300
Hydrogenationtemperature (°F)
325 350 350 440 440 440 450
Pressure (bar) 3–4 1.3 1.3 0.7 0.7 0.7 4 Catalyst (% nickel) 0.01 0.02 0.02 0.02–0.04 0.04–0.08 Agitation Fixed
© 2004 by CRC Press LLC

2.8 POSTBLEACHING
A separate bleaching operation, immediately following the hydrogenation pro-cess, has three general purposes: (1) to remove traces of nickel that escape thecatalyst recovery filtration; (2) to remove undesirable colors, generally of greenishhue; and (3) to remove peroxides and secondary oxidation products. This bleachingprocess generally employs a bleaching earth and a metal-chelating acid to reducethe residual nickel content to the lowest possible level. As much as 50 ppm nickel,mostly in colloidal form, can remain in the hydrogenated oil after the black pressfiltration. Trace amounts of nickel remaining in the oil adversely affect the stabilityof the oil by accelerating the oxidation process. After postbleaching, the trace metallevels in the oils should be reduced to <0.1 ppm nickel and <0.02 ppm copper foroxidative stability.
Green colors can emerge in the hydrogenated oils because of the heat bleachingof yellow and red masking pigments during hydrogenation. In the course of hydro-genation, the carotenoid pigments can be reduced to a colorless form while thechlorophyllic pigments merely have their absorption maxima shifted from 660 to640 µm. After the removal of the masking reddish pigments, the greenish pigmentspredominate, resulting in oils that appear green. The green pigments can be removedby adsorption on acid-activated clays with some difficulty, depending upon theseverity. Green colors are more easily removed in the prebleach process before thecolor has been set by heating during hydrogenation.
Postbleach systems can be exact duplicates of the prebleach process; however,most fats and oils processors prefer batch systems over continuous systems due tothe production of a wide variety of hydrogenated basestocks from several different
Figure 2.7 Soybean oil basestocks.
© 2004 by CRC Press LLC

source oils. Vacuum batch systems are normally selected over atmospheric processesfor the oxidative protection afforded the oils. The bleaching conditions are normally0.1 to 0.2% activated bleaching earth with approximately 10 ppm phosphoric acidor 50 ppm citric acid added as a chelating agent and bleached at 180°F under a25-inHg minimum vacuum. After bleaching, the spent earth and adsorbed impuritiesare removed with a pressure filter, and the oil is cooled to 130°F before furtherprocessing or is inventoried for basestock blending.
An alternative to postbleaching practiced by some processors is the addition ofactivated carbon to the oil with the catalyst during hydrogenation. Activated carbonis very effective in removing chlorophyll pigments. After filtering, the oil is treatedwith citric or phosphoric acid and polish-filtered to capture the colloidal trace metalsremaining in the oil and any traces of the carbon that have escaped the catalyst filter.
2.9 INTERESTERIFICATION
The term interesterification refers to the fats and oils reaction in which fatty acidesters react with other esters or fatty acids to produce new esters by an interchangeof fatty acid groups. More simply stated, interesterification can be visualized as abreakup of a specific glyceride, removal of a fatty acid at random, shuffling it amongthe rest of the fatty acid pool, and replacement at random by another fatty acid.Because of the random rearrangement of the fatty acids of the natural oil, theinteresterification process is also commonly referred to as randomization, rearrange-ment, or modification.
Natural fats and oils are mixtures of mixed triglycerides. Their functional prop-erties as ingredients in prepared foods are directly related to the type of triglyceridesin the fats and oils. Triglyceride type is determined by the fatty acid compositionand the distribution of the fatty acids on the individual triglyceride molecules.Distribution of the fatty acids on the individual triglyceride molecule and the quantityof each triglyceride type depend on the proportions of the individual fatty acids, thefat or oil source, and the processing history of the product. Nature provides each fatand oil with a selective fatty-acid distribution among the glycerides that affects theconsistency of the product as either a solid or a liquid. Trisaturated triglyceridesprovide structure, disaturated monounsaturated triglycerides provide both structureand lubricity, and the lower-melting unsaturated triglycerides provide lubricity only.Table 4.4, in Chapter 4, shows the melting points of the common triglycerides foundin most oleic/linoleic fatty acid group fats and oils.63 The interesterification processescan alter the original order of distribution of the fatty acids in the triglyceride-producing products with melting and crystallization characteristics different fromthe original oil or fat. Unlike hydrogenation, interesterification neither affects thedegree of saturation nor causes isomerization of the fatty-acid double bond. It doesnot change the fatty acid composition of the starting material but rearranges the fattyacids on the glycerol molecule. The process of interesterification can be consideredas the removal of fatty acids at random from the glyceride molecules, shuffling ofthese acids, and replacement of them on the glyceride molecules at random. This
© 2004 by CRC Press LLC

change in the distribution of the fatty acids among the glycerides affects the physicalnature and behavior of the fats.
Commercially, the interesterification process is utilized for processing edible fatsand oils to produce confectionery or coating fats, margarine oils, cooking oils, fryingfats, shortenings, and other special application products. Interesterification has notbeen a preferred process in the United States except for some very specific appli-cations: (1) modification of lard to function as a plastic shortening, and (2) randomrearrangement of lauric-oil-based confectionery or coating fats. Interesterificationof lard was used to obtain a different triglyceride composition for more desirablephysical properties than the original fat. Plasticized shortening made from random-ized lard has a smoother appearance and texture because the crystal structure hasbeen changed from beta (β) to beta-prime (β′), which also helps it retain its appear-ance during storage with better creaming properties. Currently, the market for pre-mium lard shortenings no longer exists due to the reduced use of animal fats andthe competitive pricing of vegetable oils. The primary, but limited, use of interest-erification in the United States is for the processing of value-added specialty fatssuch as confectionery or coating fats. These fats, called hard butters, are used assubstitutes for cocoa butter in coatings and other applications characterized by arelatively high solid fat content at room temperature with a sharp melting point. Theinteresterified hard butters are typically composed of rearranged, hydrogenated palmkernel or coconut oils with lesser quantities of other vegetable oils to adjust themelting point. Outside the United States, interesterification has much wider appli-cation to process basestocks or finished products for margarine oils, cooking oils,cocoa-butter equivalents (CBEs), and other specialty products.60
Two general types of chemical interesterification or rearrangement processespracticed are random and directed. In random rearrangement, the fatty acid radicalsfreely move from one position to another in a single glyceride or from one glycerideto another. As the fatty acids rearrange, they reach an equilibrium that is based onthe composition of the starting material and is predictable from the laws of proba-bility. Directed rearrangement modifies the fatty acid randomization by upsettingthe equilibration mixture. This process is carried out at low temperatures to allowcrystallization of a portion of the mixture while the interchange of fatty acids iscontinuing in the liquid portion. This produces a different composition composedof larger proportions of high-melting glycerides and a corresponding larger propor-tion of very-low-melting glycerides. The degree of difference depends upon thetemperature, time, and other conditions of the reaction.
A third rearrangement process, enzymatic interesterification, is now used inEurope to produce high-value-added products, such as structured triglycerides forconfectionery use. The major advantages of the enzymatic interesterification overchemical processes are the specificity available in lipase catalysts and the greaterdegree of reaction control. Oil modification by lipases is performed under anhydrousconditions at temperatures up to 160°F (70°C). Two types of enzyme catalysts arecurrently available commercially: a random lipase that produces products similar tochemical randomization and a 1,3 fatty acid specificity lipase that allows the pro-duction of specific triglycerides at high yields.60
© 2004 by CRC Press LLC

2.9.1 Chemical Rearrangement Catalyst
Fatty acid rearrangement may occur without the use of a catalyst at a temperatureof 475°F (250°C) or higher, but most processors use alkali metal alkylates or alkalimetals to speed up the reaction. Fats reacted at high temperatures without theassistance of a catalyst proceed slowly to equilibrium and have other undesirablechanges as well (i.e., isomerization, polymerization, and decomposition). Some ofthe chemical rearrangement catalysts commercially utilized include:64,65
• Sodium methylate, an alkali metal (alkylate), is the most widely used low-temperatureinteresterification catalyst. It is active at a lower temperature, speeds up the reaction,has a relatively low cost, does not require a vacuum during processing, and is easilydispersed in fat. Sodium methylate is used either as a powder or as a dispersion insolvents such as xylene at very low levels, 0.1% if the starting material has a lowfree fatty acid level and is dry; however, the average usage range is 0.2 to 0.4%.
• Sodium potassium alloy, which has been used as an interesterification catalyst at0.05 to 0.1%, is liquid at ambient temperature and does not require dispersing ina solvent for introduction to the reaction. It can catalyze low-temperature reactionsat faster rates than other catalysts but requires high sheer agitation and is typicallymore expensive even though it offers a low oil loss. The interesterification reactionstarts almost instantaneously with the addition of the catalyst and is complete inas short a time as 5 minutes. The feedstock oil or fat must be very dry before theaddition of this catalyst. It will react with moisture to liberate hydrogen gas, whichcan inactivate the catalyst. Additionally, this creates an explosion potential fromthe heat and hydrogen gas generated during deactivation.
• Sodium or potassium hydroxide are the lowest cost rearrangement catalysts, but theymust be used in combination with glycerol and require a two-stage reaction undervacuum at high temperatures to effect a reaction. The first stage is conducted at140°F (60°C) to neutralize any free fatty acids, dry the oil, and disperse the catalyst.The reaction mixture is heated to 285 to 320°F (140 to 160°F) during the secondstage to effect rearrangement. Glycerol is a necessary component of this catalyst forthe reaction to occur and usually forms small amounts of mono- and diglycerides.
The compounds described above are probably not the real chemical interesterifica-tion catalysts but serve as initiators in the process of forming the true interesterifi-cation catalyst. Most likely, intermediates such as sodium glycerate formed in thefat are the active catalyst. When the catalyst is dispersed in a previously dried oilmaintained at about 140 to 175°F (60 to 80°C), a white slurry develops. After heating,a characteristic brown color develops indicating that the reaction has begun. Thecolor change is associated with the active catalyst formation, which is probably anintermediate glycerate anion.
Rearrangement catalyst must be inactivated and removed at the end of the processbecause interesterification is a reversible reaction. Most chemical catalysts can beremoved by washing the reaction mixture with water to separate a salt- or soap-richaqueous phase. An alternative method is to terminate the reaction with phosphoricacid and remove the solid phosphate salts by filtration. Either technique results inproduct loss:
© 2004 by CRC Press LLC

• Phosphoric acid termination losses• Catalyst — One gram of sodium methylate catalyst yields the interesterified
product, 5.519 grams of methyl esters, 5.67 grams of sodium soap, and 2.13 gramsof diglycerides. The loss for the catalyst level used can be calculated as11.2 pounds product loss for each pound of catalyst used.
• Bleaching-earth oil retention — It may be assumed that the bleaching earthwill retain its weight in neutral oil or a 0.1% bleaching earth will remove thephosphate salts and retain 0.1% neutral oil.
• Deodorizer losses — Deodorization to a 0.05% FFA would necessitate a lossof the FFA content above this level.
• Water termination losses — This neutralization process adds the entrained oillosses experienced with water washing to those for the phosphoric acid termina-tion. The only savings for this procedure are the phosphoric acid costs; however,the oil quality improvement with water termination may justify the added expense.
2.9.2 Endpoint Control
A brown color develops when the chemical reaction begins and deepens as thereaction continues. In most operations, the reaction is allowed to proceed for a fixedtime period after the appearance of the brown color before sampling to determineif the reaction has been completed. The reaction is most often confirmed by moni-toring changes for a characteristic particular to the source oil or mixture of oilsprocessed which usually involve evaluations for specific product changes. The effectof interesterification of glyceride mixtures differs in different cases, depending uponthe composition of the original fat, mixture of fats, or prior processing.
2.9.2.1 Melting Point
Interesterification may raise, lower, or have no effect upon the melting point,depending upon the starting fat and oil glyceride composition. A high meltingmixture of completely hydrogenated fat with a large proportion of a liquid oil willexperience a decrease in the proportion of trisaturated glycerides to effect a lowermelting point with interesterification. Applied to an oil such as cottonseed, with asubstantial proportion of solid fatty acids but hardly any trisaturated glycerides, therandomization process will raise the melting point because it increases the proportionof fully saturated triglycerides. These changes are illustrated by the melting pointresults before and after the random rearrangements listed in Table 2.4.64,66 Specificmelting point limits must be established to identify the expected change and thesuitability of this analytical method for endpoint control. In some cases, no meltingpoint change occurs, or it may be so slight that it will be within the range of normalanalytical error. Even though melting point is a rapid, reproducible method, it cannotbe used as an interesterification endpoint in all cases.
2.9.2.2 Solids Fat Index
SFI analysis control requires measurement at several temperatures for definiteresults to identify a change, and it is very time consuming; however, small changes
© 2004 by CRC Press LLC

in melting point evaluations may be accompanied by more significant changes inthe SFI content and slope for the curve throughout the range of functionality-important temperatures. The changes in trisaturate and disaturate glycerides withinteresterification are reflected in the SFI contents before and after the reaction.Figure 2.8 shows the effects of interesterification on two different fats and oilssources: natural lard and hydrogenated palm kernel oil. These SFI results67,68 verifythat the rearrangement effects are dependent upon the composition of the originalfat or oil product. Rearranged lard has a flatter SFI slope caused by a highertrisaturate level, which is a more desirable shortening base. Rearranged hydrogenatedpalm kernel oil results in a steeper SFI slope with a lower melting point for improvedeating characteristics. SFI analyses are useful for formulation and to confirm thatthe predetermined results have been attained but are probably too time consumingfor interesterification endpoint control.
Table 2.4 Melting Point Changes with Random Rearrangement
Fats and Oils Products
Original Rearranged°F °C °F °C
Soybean oil 19.4 –7.0 41.9 5.5Cottonseed oil 50.9 10.5 93.2 34.0Lard 109.4 43.0 109.4 43.0Tallow 115.2 46.2 112.3 44.6Palm oil 102.9 39.4 108.9 42.7Palm kernel oil 82.9 28.3 80.4 26.9Coconut oil 77.9 25.5 82.8 28.2H-palm kernel oil 113.0 45.0 93.9 34.4H-coconut oil 100.0 37.8 88.9 31.6
Figure 2.8 Rearrangement effect on solids fat index.
© 2004 by CRC Press LLC

2.9.2.3 Differential Scanning Calorimetry
Differential scanning calorimetry (DSC) is most useful for studying the kineticsof crystallization and melting of triglyceride mixtures under dynamic conditions.The heating and cooling thermograms resulting from DSC show distinct differencesbetween some nonrandomized and randomized fats and oils. The basis of the coolingcurve is that crystals of fat give off heat upon solidifying from liquid oils and absorbheat upon melting. Large crystals give up heat so rapidly during formation that thetemperature of the fat may rise rapidly during the chilling cycle. The endpoint oflard interesterification is best determined by a cooling curve analysis that indicatesthe absence of the heat of crystallization associated with untreated lard. The endpointof interesterification for lauric hard butters or coating fats might be determined bya loss of rapid solidification of the fully saturated glyceride component on cooling.
2.9.2.4 Glyceride Compositional Analysis
The basic change that occurs due to interesterification is in the glyceride com-position; therefore, analysis that can identify the glyceride composition should bethe most definitive endpoint possible. High-performance liquid chromatography(HPLC) methods can separate triglycerides according to their level of saturation oron the basis of molecular weights.
2.9.3 Random Chemical Interesterification Process
Random chemical rearrangement of fats and oils can be accomplished usingeither a batch or continuous process. Both perform the three important rearrangementsteps: (1) pretreatment of the oil, (2) reaction with the catalyst, and (3) deactivationof the catalyst. A typical batch rearrangement reaction vessel is equipped with anagitator, coils for heating and cooling, nitrogen sparging, and vacuum capabilities.The process steps for batch rearrangement are:64,65,67
1. Heat the fat to 250 to 300°F (120 to 150°C) in the reaction vessel under a vacuumto dry the oil. Drying is critical because moisture deactivates the catalyst. Moisturelevels in excess of 0.01% will require extra catalyst to complete the reaction.Additional catalyst usage results in higher product losses. A rule of thumb is thateach 0.1% of sodium methylate catalyst results in 1.1% neutral oil loss.
2. After drying, the fat is cooled to the reaction temperature, which ranges from 160 to210°F (70 to 100°C), depending upon the product and desired processing condi-tions. Sodium methylate powder is sucked into the reaction vessel with the vacuum.The amount of catalyst necessary is the amount required to neutralize the free fattyacid, plus a slight excess to catalyze the random rearrangement. Therefore, becauseone part of sodium methylate will neutralize 5.26 parts of stearic fatty acid and0.06% excess is enough to catalyze the reaction, the catalyst requirement can becalculated as: (FFA × 0.19) + 0.06 = the percent sodium methylate catalyst requiredfor the reaction. This mixture is agitated to form a white slurry, which indicatesgood dispersion, for 30 to 60 minutes or until formation of the distinctive browncolor indicates randomization. At this point, the mixture is sampled for laboratory
© 2004 by CRC Press LLC

analysis to determine if the reaction is complete or requires additional catalyst andtime to attain the predetermined endpoint.
3. When reaction completion is confirmed by the laboratory results, the catalyst isneutralized in the reaction vessel. Neutralization may include the addition ofphosphoric acid or carbon dioxide (CO2) prior to water washing to deactivate thecatalyst. Water combines with sodium methylate to form sodium hydroxide andmethyl alcohol, which react with the neutral oil to form soap and methyl esters.Product losses are kept to a minimum by neutralizing with phosphoric acid orCO2 prior to water washing.
Continuous interesterification processes follow the same cycle as the batchprocess but utilize different equipment. The process flow for one continuous systemis as follows. The oil is heated with a heat exchanger and flash dried with a vacuumoil dryer to bring the moisture level to 0.01% or less. The catalyst is introduced intothe hot oil stream and homogenized for dispersion. The homogenized mixture isthen passed through a tubular reactor. The reactor residence time can be adjustedby changing the length of the tube. The catalyst is deactivated with water andcentrifuged to separate the soap and oil. After separation the product is vacuumdried to remove the remaining traces of moisture.
2.9.4 Directed Chemical Interesterification Process
In directed rearrangement processes, one or more of the triglyceride products ofthe interesterification reaction are selectively removed from the ongoing reaction.Trisaturated glycerides crystallize and are separated from the reaction when themixture is cooled below its melting point. This selective crystallization upsets theequilibrium, and the reaction will produce more trisaturated glycerides to reestablishequilibrium. Theoretically, this process could continue until all the saturated fattyacids are converted into trisaturated glycerides and separated from the reaction.Because this reaction is directed to produce a particular type of glyceride, it isreferred to as directed interesterification.
In directed interesterification, only catalysts active at low temperatures are effec-tive, and the rate of random rearrangement is important because the trisaturatedglycerides can precipate only as fast as they are formed in the liquid phase. Sodium-potassium alloy (NaK) is more suitable for directed interesterification than eithersodium or sodium methylate because of its more rapid activity at low temperatures.
Continuous process are normally used for directed interesterification becausethe batch process is difficult to control and would require a number of extra tanks.The process flow for continuous directed rearrangement is as follows:64,67,69
1. The oil is vacuum dried to 0.01% moisture or less. 2. After drying, the oil is cooled to a temperature just above its melting point with
a heat exchanger. 3. A carefully metered stream of NaK catalyst is added to the product stream and
mixed or homogenized to suspend the catalyst throughout the product. 4. The homogeneous mixture is quick-chilled with a scraped-wall heat exchanger to
a predetermined point to initiate crystallization of the trisaturated glycerides.
© 2004 by CRC Press LLC

5. The cooled mixture is transferred to an agitated vessel, where interesterificationproceeds under carefully controlled agitation. At this stage, trisaturated glyceridesare crystallizing while interesterification of the liquid phase is continuing to formmore trisaturated glycerides.
6. Crystallization of the trisaturated glycerides liberates a considerable amount of heatdue to fusion, which can increase the reaction temperature beyond the desired point,which necessitates a second chilling step with a scraped-wall heat exchanger.
7. After the second cooling, the product is transferred to another vessel with con-trolled agitation, where the precipitation of trisaturated glycerides and interester-ification continues to the desired endpoint. Crystallization slows as the trisaturatesdiminish, so this stage requires more time for reaction completion. The level oftrisaturated glycerides in the final product can be adjusted by varying the time inthe crystallizer, the crystallization temperature, or a combination of the two.
8. After the desired endpoint has been reached, the catalyst is “killed” by adding water.The amount of water is calculated to provide the desired fluidity for centrifuging toremove the soap phase. Saponification of the fat can be minimized somewhat by theaddition of carbon dioxide with the water to buffer the caustic to a lower pH.
9. After neutralization of the catalyst, the product can be heated to melt the trisatu-rated glyceride crystals for centrifugation followed by vacuum drying.
2.9.5 Enzymatic Interesterification
Enzymes have been used for many years to modify the structure and compositionof foods but only recently have been available on a large enough scale for industrialapplications. Enzymatic interesterification is now used to produce high-value-addedstructured fats and oils products.60,70,71 Useful glyceride mixtures that cannot beobtained by chemical interesterification processes are possible by exploiting thespecificity of lipases. In all glyceride reactions, lipases catalyze either the removalor the exchange of fatty acid groups on the glycerol backbone. Different lipases canshow preferences for both the position of the fatty acid group on the triglycerideand the nature of the fatty acid. Two types of lipase catalyst identified by applicationspecificity have been identified:
• Random lipases, which catalyze reactions at all three positions on the glyceriderandomly
• 1,3-Specific lipases, which catalyze reactions only at the outer 1- and 3-positionsof glycerides
Random lipase interesterification has very little advantages over standard chem-ical techniques. Nonspecific catalyzed reactions with triglycerides produce productssimilar to those obtained by chemical interesterification. However, with a 1,3-specificlipase as a catalyst, fatty acid migration is confined to the 1- and 3-positions toproduce a mixture of triglycerides not possible with chemical interesterification.These specific lipases allow the production of a limited range of glycerides to beproduced that can be separated using physical processes.
Lipases are manufactured by fermentation of selected microorganisms followedby a purification process. The enzymatic interesterification catalysts are prepared
© 2004 by CRC Press LLC

by the addition of a solvent such as acetone, ethanol, or methanol to a slurry of aninorganic particulate material in buffered lipase solution. The precipitated enzymecoats the inorganic material, and the lipase-coated particles are recovered by filtrationand dried. A variety of support materials have been used to immobilize lipases.Generally, porous particulate materials with high surface areas are preferred. Typicalexamples of the support materials are ion-exchange resins, silicas, macroporouspolymers, clays, etc. Effective support functionality requirements include (1) thelipase must adsorb irreversibly with a suitable structure for functionality, (2) poresizes must not restrict reaction rates, (3) the lipase must not contaminate the finishedproduct, (4) the lipase must be thermally stable, and (5) the lipase must be econom-ical. The dried particles are almost inactive as interesterification catalyst untilhydrated with up to 10% water prior to use.
Lipase-catalyzed interesterification of fats and oils can be accomplished eitherby using a stirred batch reactor or with continuous processing using a fixed-bedreactor. The latter is the preferred process, offering the advantage of minimizedreaction times due to the high catalyst substrate ratio along with the other advantagesof (1) catalyst recovery, (2) reduced catalyst damage, and (3) improved operability.The continuous fixed-bed interesterification process begins by dissolving the feed-stock in a solvent followed by treatment to remove enzyme catalyst inhibitors,poisons, and particulate materials. This solution is then partially saturated with waterprior to pumping through a bed of hydrated catalyst particles. The reaction productsare a mixture of triglycerides and free fatty acids. After the reaction, the FFAs areremoved by evaporation and processed for recovery. The FFA-free oil is then solventfractionated to yield the desired triglyceride composition.
2.9.6 Interesterified Fats and Oils Applications
Interesterification processes can be used to produce fats and oils products withdifferent physical and nutritional properties. Rearrangement of the fatty acids on theglycerol backbone affects the structural properties or melting behavior of the fatsand oils products. Often, interesterification is combined with other specialized pro-cessing techniques such as fractionation or hydrogenation. By combining interest-erification with these and other more sophisticated techniques, the fatty acid andglyceride composition can be manipulated to produce the desired physical andfunctional properties. These products may also be utilized as basestocks for blendingwith other selected fats and oils products to produce the desired functional properties.
Chemical and enzymatic interesterification processes can affect physical prop-erties by changing the melting properties and in some cases the crystal behavior.The use of these triglycerides in food products can allow the development of specialtyfat and oil products more suitable for the desired application performance, nutritionalrequirements, or both. Interesterification can be utilized to formulate products withless saturated or isomerized fatty acids for the production of products with low orno trans-acids. Margarine and shortening finished products have been producedusing interesterified fats and oils instead of the traditional hydrogenated basestocks.
© 2004 by CRC Press LLC

2.10 WINTERIZATION
The descriptive term of winterization evolved from the observation that refinedcottonseed oil stored in outside tanks during the winter months physically separatedinto a hard and clear fraction. Topping or decanting the clear oil from the top of thetanks provided an oil that remained liquid without clouding for long periods at cooltemperatures. In fact, some cottonseed salad oils routinely had cold test results of100 hours or more when topped from outside storage tanks. The clear oil portionbecame known as winterized salad oil.72 The hard fraction from the bottom of thetanks was identified as stearine, which is the solid portion of any fat.
A need for a liquid oil with these characteristics was created by the use ofrefrigerators in the home and the requirements of the mayonnaise and salad dressingindustry. Mayonnaise could not be made from oils that would crystallize in therefrigerator and cause the emulsion to break. New terminology emerged because ofthis association with mayonnaise. Winterized oil became known as salad oil. Sum-mer oils, or oils that had not been subjected to winterization, became known ascooking oils. As the demand for salad oils increased, it became impossible to relyon long-term storage of refined oils for the winterized oil requirement. Processorsrecognized the obvious solution and created winter conditions indoors.
2.10.1 Classic Winterization Process
The indoor process developed to simulate the natural winter process consistedof a chilled room held at 42°F (5.6°C) with deep, narrow, rectangular tanks to providethe maximum surface exposure to cooling. Warm, dry, refined, and bleached oilpumped into the chill room tanks began to cool and crystallize-out stearine imme-diately, but slowly. Convection heat transfer simulated the outside storage conditions.Agitation was avoided because it fractured the crystal, causing formation of small,soft crystals that were difficult to filter. Cooling with a 42°F room temperaturesimulated winter conditions in the southern United States closely and required twoto three days to produce the desired large crystals for filtering. After the oil temper-ature equated with the room temperature, it was held for several hours to allow thestearine or hard fraction to precipitate more fully. The stearine was separated fromthe liquid oil by filtering with plate and frame presses. Early installations relied ongravity feed to the presses, but later compressed air or positive displacement pumpswere utilized to exert a pressure of 5 to 20 psig to increase the filtration rate. Carewas exercised to avoid breaking up the crystals excessively. A slow filtration ratewas necessary because of the high oil viscosity and excessive pressure pressed thestearine into the filter cloths, causing a blockage that stopped the oil flow. A largefilter area on the order of 2 to 3 pounds of oil per hour per square foot was thegeneral guideline. The stearine cake was melted with hot fat for removal after thefilter press was full.
Winterization is still performed using the classic techniques outlined above, butmany processors have made equipment and process modifications to improve effi-ciency. Jacketed enclosed tanks equipped with programmable cooling and agitation
© 2004 by CRC Press LLC

have evolved as crystallization cells to replace the open-top, narrow, rectangulartanks cooled by the chill room temperature. However, attempting to force crystalli-zation by means of an excessively cold coolant and rapid agitation results in smallcrystals that are virtually unfilterable. Recessed plate and frame or pressure leaffilters have been used in winterization because these filters have the cake-holdingcapacity that the process requires. Obviously, when 15% or more of the feed isremoved in the form of stearine, a substantial solids retention capacity is needed.Separation of the stearine from the liquid oil by means of a centrifuge has had somesuccess. The main problem encountered with centrifugal separation is liquid oilyield, as the stearine tends to trap excessive amounts of oil.
2.10.2 Winterization Principle
Winterization is a thermomechanical separation process where component trig-lycerides of fats and oils are crystallized from a melt. The two-component fractionalcrystallization is accomplished with partial solidification and separation of the highermelting triglyceride components. The complex triglycerides may have one, two, orall three fatty acids, either all the same or different in any of the possible configu-rations depending upon the source oil and prior processing.
Fat crystallization occurs in two steps: (1) nucleation, and (2) crystal growth.The rate of nucleation depends upon the triglyceride composition of the oil beingwinterized, the cooling rate of the oil, the temperature of the nucleation, and themechanical power input or agitation. Growth rate is dependent on the crystallizationtemperature, time, and mechanical input or agitation. A careful selection of theprocess variables for a particular oil is very important. The ideal is to produce asmall number of nuclei around which the crystals grow larger in size with cooling.A large mass of small crystals that are difficult to filter results when a large numberof nuclei are formed. Poor separation and yield also result when crystals grouptogether in clumps that trap large quantities of the liquid phase. The effect of themajor processing variables upon winterization performance include the following.73
2.10.2.1 Source Oil Composition
Nucleation and crystal growth depend upon the composition of the oil beingwinterized. The various triglycerides in a particular oil will fractionate in the fol-lowing order: (1) trisaturate, S3; (2) disaturate monounsaturate, S2U; (3) monosatu-rate diunsaturate, SU2; and (4) triunsaturate, U3. A portion of the higher meltingglycerides will be found with the lower melting liquid oils as a result of eutecticformation and equilibrium solubility. Because the mixture of triglycerides in an oilis too complex to predict their phase behavior, a given set of winterization conditionsare applicable only for the particular feed oil. For partially hydrogenated oils, thecomposition of the oil and the hydrogenation conditions affect the winterizationyield and quality. Hydrogenation conditions should be selected that produce thelowest level of saturates and trans-fatty acids but still effect the desired iodine valueendpoint.
© 2004 by CRC Press LLC

2.10.2.2 Cooling Rate
An essential requirement of the winterization process is a slow rate of chilling.Rapid cooling of the oil results in (1) a mass of very small α-crystals, and (2) ahigh nucleation rate that increases the viscosity, which in turn restricts crystal growth.Slow controlled cooling rates produce stable β- or β′-crystals, depending upon thedominant crystal habit for the source oil winterized, and the viscosity remains lowenough to permit nucleii movement to allow crystal growth. Therefore, the coolingrate is dependent upon the source oil and prior processing.
2.10.2.3 Crystallization Temperature
The crystal growth rate is affected by the temperature of crystallization. A highviscosity resulting from too low a temperature reduces the crystal growth rate.Control of the temperature after crystallization begins is important for transformationfrom the α to the stable β′- or β-crystal habit. If the process is not properly controlledat this stage, an unstable crystal will develop. A temperature differential betweenthe coolant and the oil must be maintained to avoid shock chilling. A 25°F (14°C)differential has been found appropriate for oil at the beginning of the process. Thedifferential can be reduced to 10°F (5.6°C) by the time the oil reaches 45°F (7.2°C).If the coolant is allowed to become too cold in relation to the oil, a heavy layer ofstearine will build up on the surfaces and insulate the oil from the coolant.
2.10.2.4 Agitation Rate
Crystal formation is hastened by stirring to bring the first crystals into contactwith more of the liquid; however, mild agitation rates are recommended becausehigh shear rates fragment the crystal during the growth stage, thus producing moresmaller crystals instead of the desirable large crystal.
2.10.2.5 Crystallization Time
Crystallization is inseparably linked to two elements of time: (1) the time it takesto lower the temperature of the material to the point where crystallization will occur,and (2) the time for the crystal to become fully grown. The rate of cooling is aprimary factor for determining the size, amount, and stability of the crystals formed.In general, crystals assume their most highly developed and characteristic formswhen grown slowly from a melt or solution only slightly supercooled, in which theliquid freely circulates around the crystal. A typical time–temperature sequence forwinterization of cottonseed oil is:74
1. Refined and bleached cottonseed oil is transferred to the chilling units at 70 to89°F (21.1 to 26.7°C).
2. The oil is cooled to 55°F (12.8°C) in 6 to 12 hours, when the first crystals usuallyappear.
© 2004 by CRC Press LLC

3. The oil is cooled to 45°F (7.2°C) in 12 to 18 hours with a reduced cooling rate.At this point, a 2 to 4°F (1.1 to 2.2°C) heat of crystallization temperature increaseshould be observed.
4. After the oil temperature drops slightly below the previous low, approximately42°F (5.6°C), it is maintained at this temperature for approximately 12 hours. Thisperiod is critical for the effectiveness of the process. Because the oil is viscousand molecular movement is slow, crystals continue to grow after the minimumtemperature is reached.
2.10.3 Solvent Winterization
Salad oil production with the traditional winterization procedure is a slow pro-cess. Two to three days’ chilling time is required for good filtration and yield. Mostvegetable oils that cloud at refrigerator temperatures can be solvent winterized forbetter yields and to produce a salad oil of better quality in less time than by theconventional process. Comparison of the two procedures indicates many similarities.The major advantage of a solvent winterization system include: (1) viscosity isconsiderably lower, which allows a faster crystal growth for more rapid stearineseparation; (2) the salad oil produced has a better resistance to clouding at cooltemperatures for longer cold tests; and (3) less liquid oil trapped in the stearinecomponent for higher salad oil yields.
An operational continuous solvent process was described by Cavanagh75 andlater Neumanz76 for winterization of cottonseed oil. Miscella containing 30 to 60%by weight of oil in hexane with a 50% solution preferred is cooled rapidly with aheat exchanger to either 20 to 26°F (–6.6 to –3.3°C) or 8 to 12°F (–13.3 to –11.1°C).After cooling, the miscella passes through a continuous winterizing column, whichcools with a series of agitated trays over a 40- to 60-minute period to temperaturesas low as –4°F (–20°C). A continuous solids discharge centrifuge separates the solidstearine from the liquid miscella. The solvent is removed from the liquid oil portionwith an evaporator system before deodorization. The solid discharge from the cen-trifuge is filtered to remove any foreign material before the residual 10 to 15%hexane solvent is removed with an evaporator system.
Controlled agitation of 1 to 10 rpm and a controlled temperature drop to 0°Fproduces harder, firmer, more compact stearine crystals in solvent, and less oil isentrapped than with conventional winterization systems. Table 2.5 provides a com-parison of cottonseed salad oil stearine analytical characteristics from a conventionalprocess and a solvent process.
2.10.4 Winterization Process Control Procedures
The acceptability of a winterized oil is almost always determined by cold-testanalysis. This method measures the ability of the oil to resist crystallization. Thecold-test result is the number of hours at 32°F (0°C) required for an oil to becomecloudy. AOCS Method Cc 11-53 indicates that an oil has passed the test if it is clearand free of any cloud at 5.5 hours;34 however, most processors and customers have
© 2004 by CRC Press LLC

more stringent requirements for cold-test hours. Cottonseed and soybean winterizedoil products normally have a minimum cold-test limit of 10 hours, and some are ashigh as 20 hours for special products.
Processors have investigated many different potential process control evaluations,procedures, and methods to determine that the winterization process is in control ona timely basis; however, cold test is still the most definitive evaluation, even thoughthe results are not available until a lengthy period after the oil has been winterized.Usually, the winterized oil production is segregated in separate tanks until the cold-test results are available. If the oil fails to meet the specific number of hours, it mustbe rewinterized. Oils that meet the requirements are transferred to salad oil storagefor subsequent deodorization, packaging, or shipment as required. This after-the-fact analysis to determine the acceptability of the winterized oil places more empha-sis on process control techniques to ensure that all of the best practices are contin-ually observed.
2.10.5 Winterization Applications
Historically, winterization has always been associated with cottonseed oil. It andother liquid oils that contain fractions that solidify when chilled must be winterizedor fractionated to remain clear at cool temperatures. Oil that is to be refrigerated orstored in cool warehouses must resist clouding for a period of time to be acceptableaesthetically or for performance. Winterized cottonseed oil was the standard saladoil used by retail-trade food processors to produce mayonnaise and other saladdressing products because of its pleasing flavor and flavor stability.
Soybean oil was rejected as a salad oil both at the retail level and by foodprocessors until the flavor stability problem was remedied with partial hydrogenationto reduce the linolenic (C-18:3) fatty acid content. Hydrogenation to improve flavorstability also produced a hard fraction in the soybean oil, which crystallized at cooltemperatures similar to cottonseed oil. Winterization was employed to separate thehard and liquid fractions. Supply-and-demand economics and performance elevated
Table 2.5 Cottonseed Salad Oil Stearin Analysis
Winterization Process Conventional Solvent
Iodine value 95.5 71.6Solids fat index at:
10.0°C/50°F 21.6 52.321.1°C /70°F 1.3 33.726.7°C/80°F — 1.233.3°C/92°F — 0.1
Fatty acid composition (%):Myristic (C-14:0) 0.7 0.6Palmitic (C-16:0) 34.6 52.1Palmitoleic (C-16:1) 0.6 0.8Stearic (C-18:0) 2.1 1.9Oleic (C-18:1) 15.8 9.1Linoleic (C-18:2) 46.2 35.5
© 2004 by CRC Press LLC

partially hydrogenated winterized soybean oil to the leading winterized salad oilproduct in the United States. A comparison of the two winterized oil products ispresented in Table 2.6.
Winterization of hydrogenated soybean oil is very similar to that of cottonseedoil, except that less time is required for crystallization and filtration. The inherentcrystallization tendencies for the two source oils are different; the stable crystal formfor soybean oil is β, but it is β′ for cottonseed oil. β-crystals are large, coarse, andself-occluding whereas the β′-crystals are small, needle-shaped crystals that packtogether to form dense, fine structures.
2.11 DEWAXING
An increased demand for salad oils high in unsaturates has resulted in themarketing of source oils that must be dewaxed to maintain clarity during storage,on the retail store shelf, and at refrigerator temperatures. Many vegetable oils havesmall quantities of waxes that solidify and cause cloudy oil. Several vegetable oilsare solvent-extracted with the seed and hull together for operational efficiency. Theseed hulls can contain waxes that are soluble in oil. Waxes are high-melting estersof fatty alcohols and fatty acids with low solubility in oils. These waxes solidifyafter a period of time to give the oil a cloudy appearance, an unsightly thread, or alayer of solidified material. The quantity of wax in the various vegetable oils canvary from a few hundred parts per million to over 2000 ppm. The wax content mustbe reduced to less than 10 ppm to ensure that the oil will not cloud or develop a wisp.
The mechanisms for wax removal from oils is different from those applicable towinterization even though the same equipment can be utilized. The classical dewaxingprocess usually performed after prebleaching and prior to deodorization consists ofcarefully cooling the oil to crystallize the waxes for removal by filtration. The coolingmust be done slowly under controlled conditions. A body feed approximately equalto the wax content of the oils is used to prevent blinding of the filter leaves. Without
Table 2.6 Typical Cottonseed Oil and Partially Hydrogenated Soybean Oil Winterized Salad 0.1 Components
Source Oil Cottonseed Oil Hydrogenated Soybean Oil
Oil ComponentWhole
OilSalad
Oil Stearin BasestockSalad
Oil Stearin
Fraction (%) 100 84.6 15.4 100 82.9 17.1Iodine value 109 113.5 90.6 108.7 111.4 95.7Fatty acid composition (%):
Myristic (C-14:0) 0.9 0.9 0.7 — — —Palmitic (C-16:0) 24.8 21.3 38.2 11.2 10.2 15.0Palmitoleic (C-16:1) 0.5 0.5 0.3 — — —Stearic (C-18:0) 2.6 2.9 2.3 4.8 4.1 7.9Oleic (C-18:1) 16.9 18.0 13.8 45.4 45.2 46.0Linoleic (C-18:2) 53.7 55.8 44.2 35.4 37.5 29.1Linolenic (C-18:3) 0.2 0.2 0.1 3.0 2.8 1.9Arachidic (C-20:0) 0.2 0.2 0.2 — — —
Cold test (hours) — 24 — — 10.5 —
© 2004 by CRC Press LLC

a body feed, the waxes slime over and blind the screens almost immediately.50 Acontinuous dewaxing process that operates efficiently with low-wax oils (500 ppmor less) has the following process flow:77
• The oil is continuously cooled with heat exchangers and a crystallizer to 43 to46°F (6 to 8°C).
• A quantity of filter aid equal to the wax content is added to the crystallizer tofacilitate crystallization and filtration.
• Crystallization time is 4 hours minimum, followed by a holding period of 6 hoursto develop the wax crystals.
• The oil is carefully heated to 64°F (18°C) before filtering to separate the waxcrystals from the liquid oil.
The typical dewaxing process performs well with low-wax oils, but some vegetableoils have higher wax contents. The filtration time is increased and higher productlosses are experienced with the higher wax-content oils. Some of the procedures inuse to improve the dewaxing economics include:75,78
• Simultaneous dewaxing and degumming — The crude oil is cooled to approxi-mately 77°F (25°C) and held at this temperature for 24 hours before water degum-ming. This process usually reduces the wax content to 200 to 400 ppm.
• Wet dewaxing — The phosphatides are first removed from the oil by degumming.The oil is then cooled to 46°F (8°C), and 5% water with sodium lauryl sulfate isadded and agitated for 4 hours minimum to crystallize the waxes. The wax crystalsshould disperse in the water phase for separation with a centrifuge.
• Simultaneous dewaxing and chemical refining — The oil is treated with phosphoricacid and neutralized with sodium hydroxide and centrifuged using normal refiningtechniques. Before water washing, the oil is cooled to 46°F (8°C) and held for4 to 5 hours with gentle agitation. Then, 4 to 6% water is added and the mixtureis heated to 64°F (18°C) with agitation. During this mixing, the wax crystals arewetted and suspended in the soapy water phase. This mixture is centrifuged toseparate the water and oil phases. Usually, a second water wash is required tocomplete removal of the wax and soap traces from the oil.
• Solvent dewaxing — This procedure is performed after prebleaching and prior todeodorization if it is not an integral part of a miscella refining process. Dewaxingin solvent consists of mixing the oil with a fixed volume of solvent and, afterchilling, to promote crystallization of the waxes for separation by either filtrationor with a centrifuge.
2.11.1 Dewaxing Process Control
Currently, the analytical method to determine if an oil is adequately dewaxed isthe same as for products winterized to remove large quantities of stearine: cold test(AOCS Method Cc 11-53).34 However, this evaluation may be very misleading.Dewaxed oil, which remains clear and brilliant for 5.5 hours, generally remains sofor 24 hours in the ice bath, but the same oil can become opaque after only a fewhours at room temperature due to the reappearance of waxes as well as glycerides;therefore, to determine that an oil has been adequately dewaxed, a chill test and a
© 2004 by CRC Press LLC

cold test of 24 hours minimum should be required. The chill test consists of dryingand filtering the test sample before hermetically sealing it in a 4-ounce bottle. Thesample is held at 70°F (21.1°C) and examined after 24 hours for clarity. Any indicationof a cloud or wisp indicates the presence of a wax or hard-oil contamination.
2.11.2 Dewaxing Applications
The highly unsaturated vegetable oils marketed in the United States as saladoils, which can cloud due to a wax content, are listed below with their typical waxcontents:
2.12 FRACTIONATION
Edible fats and oils are fractionated to provide new materials more useful thanthe natural product. Edible fats and oils are complex multicomponent mixtures ofvarious triglycerides with different melting points. The melting behavior and theclear point of fats are important properties for functionality in the various preparedfood products. Fractionation processes separate fats and oils into fractions withdifferent melting points. Fractionation may be practiced merely to remove an unde-sirable component, which is the case with dewaxing and winterization processes toproduce liquid oils that resist clouding at cool temperatures. Separation of a fat oroil into fractions can also provide two or more functional products from the sameoriginal product. The production of cocoa-butter equivalents or substitutes is a well-known application for this type of fractionation.
Separation of fats and oils fractions is based on the solubility of the componenttriglycerides. The solubility differences are directly related to the type of triglyceridesin the fat system. The triglycerides types are determined by their fatty acid compo-sition and the distribution of the fatty acids on the individual triglyceride molecule.Components of a fat or oil that differ considerably in melting point can be separatedby crystallization and subsequent filtration for removal of the higher melting por-tions. In any practical process of fractional crystallization the potential for efficientseparation of crystals from the liquid is dependent upon the mechanics of separationas well as the phase behavior of the system. The successive stages of fractionationcan be distinguished as:
1. Cooling of the oil to supersaturation to form the nuclei for crystallization 2. Progressive growth of the crystalline and liquid phases3. Separation of the crystalline and liquid phases
Source Oil Typical Wax Content (%)
Sunflower 0.2–3.0Safflower ~0.5Corn 0.5–1.0Canola ~0.2
© 2004 by CRC Press LLC

Separation efficiency of the liquid and solid fractions depend primarily upon thecooling method, which determines the crystal form and size. Fats and oils cancrystallize in several polymorphic forms, specifically α, β′-, and β in that order ofstability, melting point, heat of fusion, and density. The rate of crystallization forthe α form is higher than for the β′ form, which crystallizes quicker than the β form.Rapid cooling causes heavy supersaturation, which forms many small, shapeless,soft crystals of mixed crystal types with poor filtration properties. Gradual coolingof the oil results in stable β- and β′-crystals that are easily filtered from the liquidphase.
Three distinct unit processes for the fractionation of triglycerides that couplecrystallization and separation process are practiced commercially to produce value-added fractionated fats and oils: (1) dry fractionation, (2) solvent fractionation, and(3) aqueous detergent fractionation.79 Dry fractionation processes include winteriza-tion, dewaxing, hydraulic pressing, and crystal fractionation. It is the most widelypracticed form of fractionation in which crystallization takes place without the aidof a solvent. The winterization process is effective for the removal of small quantitiesof solid fat from a large quantify of liquid oil. Dewaxing can be a variation of thewinterization process to remove small quantities of waxes from certain vegetableoils rich in unsaturates. Hydraulic pressing effectively removes small quantities ofliquid oil from a large quantity of solid fat. Some oils, such as palm oil, that containhigh levels of both liquid and solid fractions can be separated by dry fractionationbut not as efficiently as with other processes. Solvent or aqueous detergent fractionationprocesses provide better separation of specific fractions of the feedstock materials.
2.12.1 Dry Crystal Fractionation
The advantages of fractionation were accidentally revealed to European compa-nies with coconut oil imported from Sri Lanka in long wooden barrels called Ceylonpipes. The barrels were filled with warm coconut oil, which cooled slowly duringthe sea voyage to the cooler temperatures in Europe. The slow cooling, coupled withagitation from movement of the ship, caused the coconut oil to crystallize andseparate into a hard and soft fraction. Customers receiving the fractionated productevaluated the properties of the components and realized that the fractions were moreuseful for some applications than the whole or natural products.80
Dry crystal fractionation procedures are commonly used for separation of hardstearine and soft olein fractions from natural products that contain high levels ofeach like palm oil and the lauric fats. The principal of this fractionation procedureis based on slowly cooling the oil under controlled conditions without the aid of asolvent. The stearine and olein fractions can be separated by various processes, suchas filtration, centrifugation, hydraulic pressing, rotary drum, or one of the patentedprocesses. In the dry process, large crystals are generally required for efficientseparation. The large crystals tend to group together in clumps, which can trap partof the liquid olein phase. This results in a soft stearine or a low olein yield causedby the poorer separation. A low olein yield can also be experienced from theformation of mixed crystals. Controlled slow cooling of the natural oil will diminishthese problems to provide cleaner separation of the olein and stearine fractions.
© 2004 by CRC Press LLC

One unique labor-intensive dry crystal fractionation process still utilized tofractionate lauric oils is to slowly cool the oil until it has a plastic consistency. Thisproduct is poured into canvas bags and cooled further to the fractionation tempera-ture, and the crystal is allowed to stabilize or mature. Then a hydraulic press is usedto squeeze the oil portion out of the stearine cake. This procedure can produce avery acceptable confectionery coating fat from palm kernel oil.80 Previously, thisprocess was utilized to fractionate lard and tallow to produce hard fractions for usein stabilizing compound shortenings and a liquid oleo oil. High-viscosity-resistantcrystallizers and high-pressure membrane filter presses have been developed toreplace this labor-intensive process for high-quality specialty fats.81
2.12.2 Detergent Fractionation
The aqueous detergent fractionation procedure utilizes the same basic principalsof dry fractionation; that is, crystallization is induced by cooling the oil undercontrolled conditions without the addition of a solvent.80,82 The difference is that anaqueous detergent solution is added to the crystallized material to assist in theseparation of the liquid olein and the solid stearine. The aqueous solution containsabout 5% of a detergent such as sodium lauryl sulfate, which preferentially wets thesurface of the crystals displacing the liquid oil. About 2% of an electrolyte such asmagnesium or aluminum sulfate is added to the solution to assist in uniting the liquidolein droplets. Separation is then effected with a centrifuge. The heavier phasecontaining the stearine is heated to melt the stearine and separate the oil and waterphases. Complete separation of these phases is accomplished with a second centri-fuge. Aqueous detergent fractionation is more expensive than dry fractionation, butmore complete separation of the soft and hard fractions can be achieved, thusproducing a higher olein yield and a harder stearine fraction.
2.12.3 Solvent Fractionation
Solvent fractionation is an expensive process that can be justified only for prepa-ration of value-added, high-quality products. The ultimate objective for the use ofsolvent fractionation technology is commercial production of fat and oil products withunique properties. Fractional crystallization from dilute solution results in more effi-cient separation with improved yields, reduced processing times, and increased puritythan can be achieved by fractionation carried out without a solvent. The attractivebenefits are partially, and for some products completely, offset by high capital costsfor the handling and recovery of the solvents, as well as increased cooling capacityrequirements. Some of the product categories that have utilized solvent fractionationtechnology to produce products with unique functional characteristics include:
• Cocoa-butter equivalents (CBEs) — CBEs are fats with chemical compositionssimilar to cocoa butter and capable of replacing it in any proportion in chocolates.
• Lauric cocoa-butter replacers (CBRs) — These are products made from fraction-ated coconut or palm kernel oils with physical properties closely resembling cocoabutter.
© 2004 by CRC Press LLC

• Nonlauric CBRs — The most widely used products in this classification are basedon solvent-fractionated, hydrogenated liquid oils, such as soybean, cottonseed,and palm oils.
• Confectionery products — Fat systems with a low melting point but a high SFIcontent at room temperature can provide products with a quick melt at body tem-perature, which results in a cooling sensation when eaten. High-quality candy centersand whipped toppings are two specific applications for fractionated products.
• Medium-chain triglycerides — Lauric oil fractions containing C-6:0, C-8:0, andC-10:0 saturated fatty acids, which are soluble in both oil and water systems forquick absorption by the body and transported via the portal system.
• High-stability liquid oils — Modification of oils by utilization of hydrogenationwith fractionation has permitted the development of liquid oils with high resistanceto oxidative degradation. Liquid oils with an AOM stability of 350 hours areavailable commercially.
Commercially, solvent fractionation is carried out by a number of differentprocesses that may be batch, semicontinuous, or continuous.82,83 Crystallizers, filters,and solvent recovery systems can differ in design, and one of several organic solventsmay be employed. Solvents that have been used include acetone, hexane, and 2-nitro-propane. Some of the processes are protected by patent and are proprietary, but allrequire control of certain process parameters:
• Feedstock selection, which can include natural oils and blends, hydrogenated oilsand blends, randomly rearranged oils and blends, and blends of any or all of these
• Concentration of the fat in the solvent• Fractionation temperature• Cooling rate and residence time in the crystallizer• Separation conditions
A typical solvent fractionation process flow usually begins with heating thefeedstock oil to a temperature above the completed melting point and blending withwarm solvent in the ratio of 1 part oil to between 3 and 5 parts solvent by weight.The solution is then cooled to crystallize the hard fractions. Crystallization temper-atures vary, depending on the nature of the solvent, the concentration of oil in thesolution, and the characteristics needed in the final fractions. For example, for lauricoils in acetone solvent, temperatures of 28 to 68°F (–2 to 20°C) have been used toobtain stearine iodine values of 1.8 to 8.3. The crystallized slurry is separated byfiltration or by a settling technique. The solid material is then stripped of solventfor one fraction. Removal of the solvent from the filtrate yields another fraction.Further fractionation may then be achieved by redissolving either fraction andrepeating the process.
2.13 ESTERIFICATION OR ALCOHOLYSIS
Emulsifiers are usually made either by alcoholysis or by direct esterification. Indirect esterification, fatty acids and polyalcohols are reacted together under con-trolled conditions to form esters. In alcoholysis, fats are reacted with polyalcohols
© 2004 by CRC Press LLC

to make the surfactants. For example, the production of mono- and diglyceridesfrom fat is an alcoholysis reaction with glycerine as the alcohol.
Mono- and diglycerides were the first fatty emulsifiers to be added to foods.These emulsifiers were first used in margarine for Danish pastry and puff pastryshortening. The first U.S. patents for mono- and diglycerides granted in 1938 dis-closed the usefulness of surfactants in emulsions and margarine.84 Monoglycerideswith only one fatty acid attached to a glycerol molecule and two free hydroxylgroups on the glycerol take on the properties of both fats and water. The fatty acidportion of the molecule acts like any other fat and readily mixes with the fattymaterials, whereas the two hydroxyl groups mix or dissolve in water; thus,monoglycerides tend to hold fats and water together. Cake shortenings that offeredincreased aerating, creaming, and moisture retention properties contributed by theaddition of mono- and diglycerides were introduced in 1933, with patents grantedin 1938, as well. Shelf-life extension properties for yeast-raised products with theaddition of mono- and diglyceride were introduced soon after to bread bakers.84
Since that time, the uses and demand for food emulsifiers have grown dramatically,and several other emulsifiers have been developed. Most of the fatty emulsifiersproduced are either monoglyceride derivatives or utilize an alcohol other than glyc-erine, such as propylene glycol monoester (PGME) or polyglycerol ester (PGE).Examples of the monoglyceride derivatives include ethoxylated monoglycerides,acetylated monoglycerides, and succinylated monoglycerides.
Emulsifier production is generally performed in versatile batch equipment thatis used for a variety of different surfactants. Acid-resistant construction for thetankage and reactors is one or another variant of the 300 series stainless steels. Theuse of these alloys essentially eliminates the possibility of iron and other metalcontamination that may either degrade the product or catalyze undesirable oxidationor other side reactions. Typically, type 304 stainless steel is used for fatty chemicalprocesses where the temperature does not exceed 300°F (150°C), and type 316 isused for temperatures above this level.85 Internal reactor coils capable of handlinghigh-pressure steam and cooling water, as well as a vacuum system with 0.1-mmHgcapabilities, are necessary for emulsifier reactors. A condenser for the recovery ofthe excess glycerine, glycol, or other alcohols should be sized for the largest volumeof the polyalcohol to be recovered.
2.13.1 Mono- and Diglycerides
Mono- and diglycerides are the most dominate food emulsifier both from thestandpoint of total use and breadth of use. The mono- and diglycerides consist ofglycerol esters of various edible fatty acids and fat blends. Three types of standardmono- and diglycerides are manufactured: 40 to 46% α-monoglyceride content, 52 to56% α-monoglyceride content, and distilled monoglycerides with 90% α-mono-glyceride content. There are three basic physical forms of mono- and diglycerides:hard, soft, and intermediate. The differences in the emulsifier consistency is deter-mined by the physical characteristics of the edible fat or oil used in the reaction.The consistency of the mono- and diglyceride, as indicated by the iodine value ormelting point, determines the functionality of the emulsifier. Generally, a higher
© 2004 by CRC Press LLC

melting point emulsifier is preferred when a tight emulsion is desired, whereas thelower melting or softer products provide better aeration qualities. Intermediate-hardness mono- and diglycerides are compromise products suitable, to a degree, forboth application ranges but not specific for either.
Most of the mono- and diglyceride requirements are produced by glycerolysisof triglycerides or fats and oils. In this process, fats and oils of the desired hardnessare mixed with an excess of glycerine at elevated temperatures in the presence ofan alkaline catalyst, usually either sodium or calcium hydroxide. The reaction mix-ture is kept at an elevated temperature until the fatty acid radicals of the triglyceridesare redistributed at random among the available hydroxyl groups of the glycerine.The reaction mixture is cooled after equilibrium has been attained, and the catalystis “killed” or deactivated by the addition of a food acid, normally phosphoric acid.The phosphate salts that result from the catalyst neutralization must be removed byfiltration. The excess glycerine will separate as a lower layer upon cooling and canbe partially removed by decanting. The glycerine that remains dissolved in thereaction mixture must be removed by vacuum distillation during steam stripping toreduce the FFA content and remove the oxidation materials that contribute to unde-sirable flavors and odors.
This process yields substantial amounts of monoglycerides in addition to dig-lycerides and triglycerides with altered or rearranged structures and free glycerine.The proportion of monoglyceride to diglyceride may be controlled, depending onthe relative proportion of reactants, temperature, time, catalyst, and use of strippingsteam or inert gas. The normal distribution is 50% monoglycerides, 40% diglycer-ides, and 10% triglycerides; approximately 85% of the monoglycerides are esterifiedon the α position of the glyceride, the balance being esterified on the center orβ-hydroxyl group. The composition of this mixture can be changed by reducing theamount of glycerine added or by changing reaction temperature and catalyst level.Most of the mono- and diglyceride emulsifiers made contain about 50% monoglyc-erides, but 60% monoglyceride levels can be attained. Higher monoglyceride con-tents can be obtained by distillation of the mono- and diglyceride products.
The amount of fat that will react with the specified amount of glycerine varieswith the molecular weight of the fat involved. A product with a high molecularweight, such as soybean oil, requires more fat per pound of mono- and diglyceridesproduced than does a lower molecular weight product, such as tallow or cottonseedoil. On the basis of typical fatty acid compositions, the average molecular weight forhydrogenated soybean oil containing 3% oleic acid is 882.6, whereas the correspond-ing molecular weight for hydrogenated tallow triglyceride is 858.7. Theoretically, itwould require 89.37 pounds of hydrogenated soybean oil to produce 100 pounds ofglycerine-free mono- and diglycerides, whereas it would require only 88.15 poundsof hydrogenated tallow to produce 100 pounds of mono- and diglycerides. Becauseit is difficult to strip all the glycerine from the finished emulsifier, the above fatrequirements become 88.9 pounds of hydrogenated soybean oil for a mono- anddiglyceride containing 0.5% free glycerine and 87.7 pounds of hydrogenated tallowto yield 100 pounds of mono- and diglycerides again containing 0.5% free glycerine.
Mono- and diglycerides can be manufactured with either a batch or a continuousprocess; however, a large proportion of the U.S. demand is still produced with batch
© 2004 by CRC Press LLC

systems where the reaction time, temperature, and catalyst may be varied. A typicalbatch process flow to produce a 40 to 46% α-monoglyceride emulsifier is detailedin Figure 2.9. For continuous processing, the process time is considerably less thanthat required for batch systems, probably less than 30 minutes total, which ispromoted in part by the higher reaction temperatures employed; however, the totalpounds per man-hour may be equivalent to those produced by a batch system.
Concentrations of monoglycerides to produce the 90% α-monoglyceride productsis achieved by distillation of the mono- and diglyceride emulsifiers. Prior to the actualconcentration, the free glycerine content has to be removed to preserve the monoglyc-eride content. The reaction between triglycerides and glycerine is reversible, espe-cially in the presence of catalyst and at elevated temperatures. Additionally,
Figure 2.9 Mono- and diglyceride batch process flow.
© 2004 by CRC Press LLC

monoglycerides are not heat stable and have only limited heat tolerance, so thermaldamage must be avoided. Molecular distillation is evaporative distillation where acompound in the liquid state evaporates without boiling, because the high vacuumremoves the effect of atmospheric pressure. Monoglycerides vaporize, leaving theheavier di- and triglycerides behind in the distillation residue.84 The residue isrecycled to produce additional mono- and diglycerides for subsequent distillationuntil the product color becomes too dark.
2.13.1.1 Monoglyceride Derivatives
Monoglycerides not only are used as surfactants as produced but also can befurther modified to produce other surface-active products suitable for use in preparedfoods. The multiple reactive groups of the monoglycerides allow the formation ofother functional emulsifiers. One or both of the hydroxyl groups can be replaced bydifferent groups to form esters with specialized functionality characteristics. Modi-fied monoglyceride surfactants can be obtained by treating monoglycerides with anacid, acid anhydrides, acid chloride, or another ester. Some of the monoglyceridederivatives produced include the following.
2.13.1.2 Lactylated Monoglycerides
The lactoglycerides comprise an important series of edible emulsifiers that arederived from monoglycerides or mixtures of mono- and diglycerides. Lactostearincan be made by subjecting low-iodine-value hydrogenated soybean oil to glycerol-ysis, using sodium or calcium hydroxide as a catalyst and then esterifying thismixture directly with lactic acid, followed by water washing to remove the bitter-tasting triglycerides of lactic acid. The resultant product can be identified as glyceryllactostearate and mono- and diglycerides.86 The lactylated monoglyceride surfactantsare utilized primarily for aeration in cakes and whipped toppings.
2.13.1.3 Acetylated Monoglycerides
Acetylated monoglycerides are characterized by sharp melting points with awaxy, rather than a greasy, feel. The physical and functional properties of a particularacetylated monoglyceride depend on the triglyceride from which it is made and thedegree of acetylation. Monoacetylated or partially acetylated monoglyceride mole-cules each contain one long-chain fatty acid plus one acetyl group and one hydroxylgroup. Diacetylated or fully acetylated monoglyceride molecules each contain onelong-chain fatty acid and two acetyl groups. Acetylated monoglycerides may beproduced by either of two procedures:
1. Direct acetylation of monoglycerides with acetic anhydride without a catalyst ormolecular distillation with the acetic acid, acetic anhydride, and triacetin removedby vacuum distillation
2. Interesterification of edible fats and oils with triacetin in the presence of a catalyst,followed by molecular distillation or steam stripping
© 2004 by CRC Press LLC

Acetylated monoglycerides are stable in the α-crystal form. These α-crystalline-tending emulsifiers promote the agglomeration of the dispersed fat globules thatinduce clumping of fat globules into clusters to form structural networks in whippedtoppings and other foams. Saturated monoglycerides can be stabilized in the activeα-crystalline form with the addition of acetylated monoglycerides.
2.13.1.4 Ethoxylated Mono- and Diglycerides
Ethoxylated mono- and diglycerides labeled as “polyglycerate 60” are formedwhen 20 moles of ethylene oxide are reacted with a mono- and diglyceride. Thereaction is carried out at 265 to 325°F (130 to 165°C) under pressure becauseethylene oxide is a gas catalyzed by a base such as sodium hydroxide. The poly-merized ethylene oxide chains combine with the mono- and diglycerides to producean effective emulsifier with strong hydrophilic characteristics. The presence of manyether oxygen atoms in the polyoxyethylene chains offers sites for hydrogen bondingto water molecules and proteins.84 The physical form contributed by the triglyceridebasestock has a direct affect upon functionality; that is, firm consistencies arepreferred for yeast-raised products, and soft consistencies provide better aerationproperties for cakes and icings.
2.13.1.5 Succinylated Monoglycerides
Succinylation of monoglycerides changes the properties of the surfactant fromone with essentially only bread-softening properties to one with both softening anddough-strengthening properties. This product is manufactured by reacting monoglyc-eride with succinic anhydride at temperatures ranging from 175 to 350°F (80 to180°C). At high temperatures, no catalyst is required but at reaction temperaturesbelow 200°F (95°C) a low level of an alkaline catalyst may be needed to acceleratethe reaction.87
2.13.2 Polyglycerol Esters
Polyglycerol esters have unique physical and chemical properties that provide abroad range of functional properties.88,89 Polyglycerols are polymers formed by thedehydration of glycerine. For each molecule of glycerine added to the polymer, thereis an increase of one hydroxyl group. The potential number of different possiblepolyglycerol esters is almost limitless, depending upon the degree of glycerinepolymerization. U.S. Food and Drug Administration (FDA) regulations haveapproved these surfactants, ranging up to and including decaglycerol esters of ediblefats and oils from corn, cottonseed, peanut, safflower, sesame, soybean, lard, palm,and tallow. The polyglycerol esters are functional in a very broad range of applica-tions, either singly or blended with other emulsifiers, to include crystal inhibitors;aeration of batters, icings, fillings, and toppings; antispattering agents for cookingoils and margarine; low-fat products; ice cream and mellorine; confectionery anti-bloom agent; viscosity control; nondairy creamers; cake mixes; lubricants; etc.
© 2004 by CRC Press LLC

The esters are made by reacting fat with glycerine that has been polymerizedinto polyglycerols at high temperatures. To a degree, the polymerization can becontrolled to produce varying amounts of diglycerol, triglycerol, tetraglycerol, etc.Two molecules of glycerol will combine to form diglycerol and a molecule of water.The diglycerol is then transformed into triglycerol as another glycerol molecule isadded. The water released by the polymerization distills from the reaction mixtureat the high temperature used and is lost.
Similarly, tetraglycerol and the higher polymers can be formed from triglycerol.During polymerization of glycerol, these reactions are all occurring at the same timebut at different rates. Thus, the polymerized product is a mixture of glycerol andvarious polymers, with the actual composition depending on polymerizing conditionsand its extent. The average molecular weight of the polyglycerol mixture can beeither low or high, depending on the extent of the polymerization, with the numberof hydroxyl groups per molecule or sites for esterification with fatty acids increasingas the molecular weight increases. Variations in molecular weight of the polyglycerolor the fatty acids and in the fatty acid/polyglycerol ratio will change the solubilitycharacteristics and emulsification properties of the reaction product.
The following procedure has been utilized to polymerize glycerine and esterifythe polyglycerol and triglyceride basestock in the same reaction vessel:
1. Charge the reactor with glycerine.2. Add 1.0% sodium hydroxide (dry basis) to the glycerine while agitating.3. Start heating and sparge nitrogen through the mixture to provide a positive nitrogen
flow through the reactor outlet through a condenser. Care must be exercised toexclude air from the system. Traces of oxygen lead to the formation of acroleinas well as a dark color that is difficult to bleach.
4. Heat to 480 to 500°F (250 to 260°C) and hold while continuing the nitrogen spargeto carry off the water liberated.
5. Determine the polymerization process endpoint using the refractive index ormeasurement of the liberated water removed.
6. Cool the polyglycerol mixture. 7. Add the triglyceride basestock at equal proportions to the polyglycerol weight
while sparging with nitrogen. 8. Stop the nitrogen sparge and initiate a vacuum on the reactor. 9. Heat and maintain the mixture at 410 to 425°F (210 to 220°C) for 2 hours.
Approximately 20% of the glycerol should be removed and recovered during thereaction.
10. Cool the polyglycerol ester before exposing it to the atmosphere. From this point,the polyglycerol esters can be treated much the same as triglycerides. They canbe bleached and deodorized by the usual procedures used with fats and oils.
2.13.3 Propylene Glycol Monoester
Propylene glycol has the same carbon chain length as glycerine, but it has onlytwo hydroxyl groups. Commonly used propylene glycol monoesters are generallymore lipophilic than many glycerol monoesters because they have fewer freehydroxyl groups. Alcoholysis of triglycerides with propylene glycol leads to mixed
© 2004 by CRC Press LLC

partial glycol-glycerol esters or propylene glycol mono- and diesters and mono- anddiglycerides. Propylene glycol monoesters are α-crystalline-tending, surface-activecompounds that have proved to be especially effective emulsifiers for cake bakingand whipped toppings. The emulsifier forms an α-crystalline film around entrappedair bubbles to stabilize the food systems.
The process for the preparation of PGME emulsifiers is similar to that used forthe manufacture of mono- and diglyceride emulsifiers, except that propylene glycolis reacted with the fat base. Mono- and diesters of propylene glycol are formed andglycerine is liberated from the triglyceride. Some of the liberated glycerine reactswith some of the fat present, forming mono- and diglycerides following the samereaction used for mono- and diglyceride preparation. The propylene glycolmonoester composition will vary depending upon the mixture to reaction. A reactionmixture of basefat and pure propylene glycol should yield approximately 70%propylene glycol monoesters and 10% monoglyceride, with the balance consistingof propylene glycol diesters, diglycerides, and a small amount of triglyceride.
2.14 BLENDING
Basestocks are blended to produce the specified composition, consistency, andstability requirements for the various edible fat and oil products, such as shortenings,frying fats, margarine oils, specialty products, and even some salad oils. The base-stocks may be composed of hydrogenated fats and oils; interesterified products, refinedand bleached oils; or fractions from winterization, dewaxing, or fractionation. Theproducts are blended to meet both the composition and analytical consistency controlsidentified by the product developers and quality assurance. The consistency controlsfrequently include analytical evaluations for solids fat index, iodine value, meltingpoints, fatty acid composition, etc. Basestocks should not be blended with a disregardfor either specified composition or analytical requirements. It is often possible to meetthe specified analytical requirements with several different basestock compositions;however, only the specified composition will perform properly, have the requiredoxidative stability, or conform to the nutritional and ingredient statements.
The blending process requires scale tanks and meters to proportion the basestocksaccurately for each different product. The blend tanks should be equipped withmechanical agitators and heating coils to ensure a uniform blend for consistencycontrol. Capacities of the blend tanks should be sized to accommodate the nextprocess, probably deodorization. Nitrogen protection should be provided for the longholding times required to perform some of the analytical evaluations. A typicalblending process sequence is:
1. Determine the proportions for each basestock for the product to be blended. 2. Add the basestocks to the blend tank at the identified proportions.3. Heat the blend if necessary to the specified temperature and agitate for 20 minutes. 4. Sample and submit to the laboratory for the specified analysis. 5. Transfer to the next process if the analytical characteristics meet the specified
limits.
© 2004 by CRC Press LLC

6. Adjust blends outside the specified limits to bring them into the allowed consis-tency control ranges; however, use only specified basestocks within the allowedranges for any adjustments.
7. Resample the adjusted blend after agitating for 20 minutes to achieve a uniformproduct and resubmit to the laboratory for consistency analysis.
8. Transfer to the next process after the specified analytical objectives have been met.
2.15 DEODORIZATION
In the early stages of the development of the edible fats and oils industry,offensive odors and flavors were not a problem. Lard and butter were consumed inthe same form as produced, and the natural flavors were considered an asset. Oliveoil, one of the earliest known vegetable oils, was and still is used for its distinctiveflavor; however, the rapid expansion of cotton acreage at the end of the 19th centuryresulted in large quantities of cottonseed oil, which presented an economic incentiveto use this vegetable oil. Caustic refined and bleached cottonseed oil was offered asa cooking or salad oil and blended with tallow or olein stearine as a lard substitute.These products enjoyed a price advantage over lard and olive oil, but the unpleasantflavor was so strong that acceptance was poor. In addition, the hydrogenation processdeveloped to harden vegetable oils imparted a more disagreeable flavor and odor tothe oils. Attempts to remove the flavor and odors chemically or to mask them withspices or flavors were unsuccessful. The first successful attempt at removing thedisagreeable odors and flavors from a fat and oil consisted of injecting live steaminto an oil at high temperatures. It was discovered in England, but this flavor-improvement process was soon adapted by most American fat and oil processors.The advantages of treating oils with steam to remove offensive flavors and odorswas recognized in the early 1890s by Henry Eckstein. David Wesson improved theprocess by using higher temperatures and maintaining the oil under vacuum whileblowing with superheated steam.90,91
Deodorization is a vacuum-steam distillation process of an oil at an elevatedtemperature during which FFAs and minute levels of odoriferous materials areremoved to obtain a bland and odorless oil.91–98 Most vegetable oils retain charac-teristic undesirable flavors and odors and obtain others during processing. Bleachingimparts an “earthy” flavor and odor, and hydrogenation adds an odor and flavor thatcan be described only as typical and certainly undesirable. The odoriferous sub-stances are FFAs, aldehydes, ketones, peroxides, alcohols, and other organic com-pounds. Additionally, certain carotenoid pigments are destroyed, resulting in a heat-bleaching effect. Efficient removal of these substances depends upon their vaporpressure, for a given constituent is a function of the temperature and increases withthe temperature. Deodorization is the last major processing step during which theflavor and odor and many of the stability qualities of an oil can be affected. Fromthis point forward, effort is directed toward retaining the quality that the deodorizedoil possesses; therefore, considerable care must be given to the selection, operation,and maintenance of the deodorizer equipment and the operating conditions.
© 2004 by CRC Press LLC

2.15.1 Operating Variables
Deodorization conditions depend upon the particular oil type, the oil quality, andthe refining system used. A shift in refining technology toward physical refiningwhere the FFA is removed exclusively by steam distillation requires more severeconditions than do chemically refined oils. With chemical refining, most of the FFAcontent has been neutralized before deodorization. Physically refined oils have FFAcontents between 1.0 and 5.0% compared to 0.05 to 0.1% for chemically refinedoils. The steam distillation requirements for both physical and chemically refinedoils can be achieved by altering one or more of the operating variables. The fourinterrelated operating variables that influence deodorized oil quality are vacuum,temperature, stripping-steam rate, and holding time at deodorization temperatures.
2.15.1.1 Vacuum
If fatty acids and odoriferous substances are to be distilled at as low a temperatureas possible, distillation must be carried out at low absolute pressures effected by thevacuum system. The boiling point of the fatty acids and the vapor pressure of theodoriferous materials decrease as the absolute pressures decreases. The required lowabsolute pressure, usually between 2 and 4 mbar, is commonly generated by vacuumsystems consisting of a combination of steam jet ejectors, vapor condensers, andmechanical vacuum pumps. Special vacuum systems have been developed to reachlower pressures and operating costs and, at the same time, reduce emissions by amore efficient condensing of the volatiles. In the dry condensing systems, the spargesteam is condensed on surface condensers working alternatively. The remainingnoncondensables are removed by mechanical pumps or by a vacuum ejector system.
2.15.1.2 Temperature
Deodorization temperatures must be high enough to make the vapor pressure ofthe volatile impurities in the oil conveniently high. The vapor pressure of theodoriferous materials increases rapidly as the temperature of the fat is increased.For example, the vapor pressure of palmitic fatty acid is 1.8 mm at 350°F (176.7°C),7.4 mm at 400°F (204.4°C), 25.0 mm at 450°F (232.2°C), and 72 mm at 500° F(260°C). Assuming that the vapor pressure–temperature relationship for all theodoriferous materials is similar to that of palmitic fatty acid, each 50°F (27.8°C)deodorizer temperature increase would triple the odoriferous material removal rate.Or, stated another way, it would take nine times as long to deodorize an oil at 350°Fthan at 450°F. Higher deodorizer temperatures definitely provide shorter deodoriza-tion times; however, excessive temperature results in the development of the poly-merization, isomerization to produce trans-acids, thermal cracking with formationof odoriferous and low boiling products, color reversion, and distillation of toco-pherols. Generally, trans formation during deodorization is negligible below 428°F(220°C), becomes significant between 428 and 464°F (220 and 240°C), and is nearlyexponential above 464°F (240°C). Thermal degradation of the tocopherols becomes
© 2004 by CRC Press LLC

significant at deodorization temperatures above 500°F (260°C).96 It has been deter-mined that twice as many tocopherols and sterols are stripped out at 525°F (275°C)as at 465°F (240°C), and that pressure variations of 2 to 6 mbar had only a slighteffect upon tocopherol/sterol stripping. Deodorizer operation at elevated tempera-tures can also promote thermal decomposition of some constituents naturally presentin oils, such as pigments and some trace metal–prooxidant complexes. The caro-tenoid pigments can be decomposed and removed by deodorization beginning at446°F (230°C); therefore, a compromise must be determined between time andtemperature for deodorizing particular fats and oils.
Optimum deodorizer operating temperatures vary from product to product. Ingeneral, animal fats require less stringent conditions than the vegetable oil products.Chemically refined oils are easier to deodorize than physically refined oils due tolower FFA levels and more effective removal of polar components, oxidation prod-ucts, and pigments. Among the vegetable oils, those containing relatively short-chainfatty acids such as coconut and palm kernel oils require lower deodorization tem-peratures than the domestic oils composed of longer chain fatty acids. Hydrogenatedoils are usually more difficult to deodorize because of higher FFA contents and thedistinctive odor imparted by the hydrogenation reaction. Corn oils usually requirea higher temperature or longer residence time to achieve the desired heat bleach. Ingeneral, deodorization temperatures will vary from 400 to 475°F (204 to 246°C)and in some cases as high as 525°F (274°C).
2.15.1.3 Stripping Steam
Adequate stripping steam, consistent with the temperature and pressure in thedeodorizer, is required. The amount of stripping steam required is a function of boththe absolute operating pressure and the mixing efficiency of the equipment design.Agitation of the oil, necessary to constantly expose new oil surfaces to the lowabsolute pressure, is accomplished by the use of carefully distributed stripping steam.Therefore, oil depth is a primary factor for establishing both the stripping steamrequirement and the deodorizing or holding time. The quantity of fatty acids distilledwith each pound of steam is directly proportional to the vapor pressure of the fattyacids. Effective steam stripping is dependent upon volume; for example, 1-mbaroperation will require a lower weight percentage of stripping steam than will 6-mbaroperation. Differences among the source oils also affect steam requirements; forexample, canola oil requires more steam than soybean oil to remove the odor.Excessive live steam may cause hydrolysis and increased energy consumption forthe vacuum system. Typical stripping steam deodorization conditions for chemicallyrefined oils are 5 to 15 wt% of oil for batch systems and 0.5 to 2% for continuousand semicontinuous deodorizer systems.
2.15.1.4 Holding Time
Deodorizer holding time is the period during which the fat or oil is at deodorizingtemperature and subjected to stripping steam. Stripping time for efficient deodor-ization has to be long enough to reduce the odoriferous components of the fats and
© 2004 by CRC Press LLC

oils products to the required level. This time will vary with the equipment design.For example, a batch deodorizer with an 8- to 10-foot depth of oil above the spargingsteam distributor will require a longer deodorization time than will a continuous orsemicontinuous system that treats shallow layers of oil. Typically, the holding timeat elevated temperatures for batch deodorizer systems is 3 to 8 hours, whereas theholding time for continuous and semicontinuous systems vary from 15 to 120 minutes.Additionally, certain reactions with the oils deodorized are not related to removalof FFAs but instead help provide a stable oil after deodorization. These reactionsand the heat bleaching are time and temperature dependent; therefore, deodorizingsystems provide a retention period at deodorizing temperatures to allow these reac-tions and the heat bleaching to occur.
2.15.2 Deodorization Systems
Deodorization equipment in current use can be classified into three principalgroups: batch, continuous, and semicontinuous. The system choice depends uponseveral factors, such as the number of feedstock changes, heat recovery, investment,operating costs, ecology requirements, physical or chemical refining, and so forth.
2.15.2.1 Batch
This is basically the simplest type of deodorization system that can be installed.The principal component parts consist of a vessel in the form of a vertical cylinderwith dished or cone heads. The vessel is fabricated from type 304 stainless steel toavoid the deleterious catalytic activity of copper and iron on oils, welded to preventair leaks, and well insulated to minimize heat loss. The usual range of capacity is10,000 to 40,000 pounds, although the preference appears to be batch sizes of15,000 to 30,000 pounds. Vessel diameters are usually chosen to give a depth of8 to 10 feet of oil and have a similar amount of headspace above the surface of theoil. It is necessary to allow sufficient head space to avoid excessive entrainmentlosses from the rolling and splashing of the oil caused by the injected steam. Strippingsteam is injected into the bottom of the vessel through a distributor. In addition tothe steam ejector system, means for heating, cooling, pumping, and filtering the oilare required. The batch system controls include a device for indicating oil temper-ature and a pressure gauge designed to indicate accurately low pressures within thedeodorizer.
Equipment operating at a high temperature and 6- to 12-mbar pressure requiresabout 8 hours for a complete deodorization cycle of charging, heating, deodorizing,cooling, and discharging the oil. Some systems operating at higher pressures orlower deodorization temperatures may require as long as 10 to 12 hours for a deodor-ization cycle. The total amount of stripping steam required may vary from approx-imately 10 to 50 lb per 100 lb of oil, with the average usage probably about 25 lbper 100 lb oil. The stripping steam is ordinarily injected at 3 lb per 100 lb of oil perhour at 6-mbar pressure. The oil must be cooled to as low a temperature as practicableafter deodorization before it is discharged to atmospheric conditions to minimizeoxidation. A temperature of 100 to 120°F (38 to 49°C) is preferred for liquid oils,
© 2004 by CRC Press LLC

with higher temperatures being necessary for higher melting products but still main-tained as low as possible.
Batch deodorization has the advantage of simplicity of design, flexibility, andease of operation. It can be operated for as long or as short a period as required,with frequent product and even deodorization condition changes. Mechanically,batch deodorizer systems require very little maintenance; however, the cost ofutilities for batch deodorization is considerably higher than for the continuous orsemicontinuous systems. Batch systems do not provide a convenient means ofrecovering any substantial portion of the heat required, they have a high strippingsteam consumption, and they require large vacuum systems with high steam andwater requirements. But, the lower labor and capitalization costs for the originalinstallation may offset a portion of the higher utility costs.
2.15.2.2 Semicontinuous
These systems operate on the basis of handling finite batches of oil in a timedsequence of deaeration-heating, holding-steam stripping, and cooling such that eachquantum of oil is completely subjected to each condition before proceeding to thenext step. The semicontinuous deodorizer consists principally of a tall cylindricalshell of carbon steel construction with five or more type 304 stainless steel traysstacked inside of, but not quite contacting, the outer shell. Each tray is fitted witha steam sparge and is capable of holding a measured batch of oil. By means of ameasuring tank, oil is charged to the top tray where it is deaerated while being heatedwith steam to about 320 to 330°F (160 to 166°C). At the end of the heating period,the charge is automatically dropped to the second tray, and the top tray is refilled.In the second tray the oil is heated to the operating temperature and again after atimed period is automatically dropped to the tray below. When the oil reaches thebottom tray, it is cooled to 100 to 130°F (38 to 54°C) and discharged to a drop tankfrom which it is pumped through a polishing filter to storage. Semicontinuousdeodorizers are usually automated and controlled from a central panel with a time-cycle controller and interlocks such that the sequence steps are interrupted in theevent of insufficient batch size, improper drop-valve opening or closing, or the oilnot reaching the preset heating or cooling temperatures in the allotted time.
One of the principal advantages of the semicontinuous deodorization systemderives from the fact that all of the trays are under the same relatively high vacuum.All oil receives substantially identical treatment, and the annular space between thetrays and the shell provides some insurance against oxidation due to inward leakageof air. The deodorizer arrangement avoids refluxing of once-distilled undesirablematerials back into the oil. This reflux, plus any mechanical carryover, is permittedto drain from the bottom of the deodorizer shell. The ability to accommodate frequentstock changes with a minimum of lost production and practically no intermixing isan important advantage for the semicontinuous systems over the continuous deodor-ization systems; however, heat recovery is less efficient than a continuous operation,and 10 to 20% more sparge steam is required.
© 2004 by CRC Press LLC

2.15.2.3 Continuous
Continuous deodorizers provide uniform utility consumption by not being subjectto the peak loads attendant with batch type heating and cooling of semicontinuousoperations. This permits smaller heating and cooling auxiliaries and optimum heatrecovery through interchange between incoming and outgoing oils. Processorsrequiring infrequent product changes can benefit from continuous deodorization;however, processors requiring multiple stock changes will not realize the benefits.Continuous deodorization benefits are lost with as few as three or four stock changesin a 24-hour period due to loss of production (30 to 60 minutes for each stockchange) and the likelihood of commingling product.
Continuous deodorization can involve tray or thin-film deodorizers. Tray deodor-izers are based on a series of steam-agitated trays or compartments often stackedvertically in a cylindrical shell. Stripping of FFA and other volatile compounds andheat bleaching are carried out simultaneously. The retention time per tray is usually10 to 30 minutes. Typically, liquid levels of 0.3 to 0.8 meters are maintained byoverflow pipes or weirs. The trays are drained by separate discharge valves.
Physical refining, or the removal of fatty acids from oils by steam distillationrather than by caustic refining, can be carried out in semicontinuous or continuousdeodorizers; however, continuous deodorizers containing packed columns are par-ticularly suited to the removal of large amounts of free fatty acids. Thin-film deodor-ization has structured packing to create a maximum surface-to-volume ratio. Theoil flows over the packing and meets the sparging steam counter-currently for FFAstripping. Heat bleaching is accomplished in a retention section after the packedcolumn. The counter-current principle introduces efficiencies through more effectiveuse of the injected steam to reduce the quantity required and smaller vacuumrequirements due to the small volume of oil treated at a time. Also, a large percentageof the heat is recovered by preheating the feedstock oil by passing it counter-currentlythrough a heat exchanger opposite the other oil flow.97,98
2.15.3 Deodorizer Heating Systems
Practical, as well as theoretical, considerations indicate that oils should be heatedin the range of 410 to 500°F (210 to 260°C) for reasonably rapid and effectivedeodorization. The Wesson system utilized a direct heat method that circulated theoil through a direct-fired tubular heater. The disadvantages for this system were poortemperature control and localized overheating, which caused hot spots. A moresatisfactory system, known as the Merrill system, was used for many years. It heatedmineral oil in a direct-fired furnace and circulated it through coils in the deodoriza-tion vessel. Pump maintenance, care of the tubes in the direct-fired furnace, and atendency of the mineral oil to decompose under the heating system conditions werethe major shortcomings of the Merrill system. Electrical heating has been used toheat deodorizers either by strip heaters immersed in the oil or by placing the elementsaround the outside of the tank and heating tubes. Automatic control was achieved
© 2004 by CRC Press LLC

with electrical heating, but the danger of localized overheating as well as high powercosts were problems. The use of condensing thermal heating fluids became the mostpopular method of heating edible oils shortly after introduction in 1932.
All thermal heating fluids (THFs) became suspect carcinogenic materials as aresult of several contamination incidents involving THFs containing polychlorinatedbiphenyls (PCBs). As a result, the use of PCB-containing THFs that could contam-inate foods were banned worldwide. THFs with different chemical compositionsand low toxicity were adopted in the United States and other countries. DowthermA® is a trade name of The Dow Chemical Company for a eutectic mixture of 26.5%diphenyl and 73.5% diphenyl oxide; toxicity and safety data show a negligible healthrisk for these compounds. This liquid boils with negligible fractionation at 495.8°F(257.7°C) under atmospheric pressure. Dowtherm A is referred to as a liquid becauseit is used in liquid form, although it is a solid below 53.6°F (12°C). It is relativelystable and has the advantage of low vapor pressure when boiling at high temperature;for example, at 522°F (272°C) the vapor pressure of Dowtherm A is less than 2 bar.Dowtherm A has a pungent odor that is immediately evident in case of a leak. Atypical THF heating system consists of a boiler (vaporizer), a burner complete withsafety controls required by insurance regulations, and a gravity return system forthe condensate from the deodorizer.
The European edible-oil community elected to phase-out THF systems andreplace them with hot water/steam heat transfer systems. Conversions to thesesystems have become the trend in the edible oil industry worldwide for a variety ofreasons, including improved heat transfer efficiency, reduced energy costs, reducedmaintenance, and reduction in perceived safety risks.99
2.15.4 Deodorization Process Control
Deodorization is the last major processing step where flavor, odor, and many ofthe stability qualities of an edible fats and oils product can be affected. From thispoint forward, all of the efforts are directed toward retaining the quality of the freshlydeodorized product. In order to produce a quality deodorized product, attention mustbe focused on all the factors involved with the process. The various factors thatinfluence the quality of the finished deodorized oil include:
• Undeodorized oil preparation — Preparation of the oil before deodorization hasa significant effect upon the finished deodorized product; therefore, the first processcontrol requirement is to assure that the processing steps prior to deodorizationhave been performed properly as specified. For example, deodorization of high-peroxide oils will thermally decompose the peroxides, but the rate of peroxideformation in the oil during subsequent storage will probably increase and theflavor stability will be compromised. Proper handling of the oil would be torebleach it prior to deodorization. Steam distillation does not remove secondaryoxidation products, soap, or phosphatides, which are adsorbed in bleaching.
• Air elimination — Oil must be scrupulously protected from contact with airthroughout the deodorization process. At elevated temperatures, oils react instantly
© 2004 by CRC Press LLC

with oxygen to form polymeric and oxidized triglycerides, which may be detrimentalto health. Some potential air sources are:• Deaeration of the feedstock is essential because the oil may contain dissolved
oxygen from previous exposure to the atmosphere. Proper deaeration isachieved by sparging the oil into a tank under reduced pressure. Usually, theoil is heated to >175°F (80°C) and sprayed into a tank kept at a pressure of<50 mbar.96
• Air leaks can occur at deodorizer fittings below the oil level and in externalpumps, heaters, and coolers; allow the oil to oxidize and polymerize.
• The stripping steam must be generated from deaerated water to be oxygen free. • Deodorization construction materials — Heavy metals, particularly those pos-
sessing two or more valency states, generally increase the rate of oxidation. Ofall metal, copper is the most potent catalyst. A concentration high enough toproduce a noticeable oxidative effect lies in the proximity of analytical detectionlimits, probably 0.005 ppm. The corresponding content for iron is 0.03 ppm. Othermetals have exhibited varying catalytic powers; for example, the contents of metalions required to decrease the lard-keeping time by 50% at 208°F (98°C) are 0.06ppm manganese, 1.2 ppm chromium, 2.2 ppm nickel, 3.0 ppm vanadium, 19.6ppm zinc, and 50.0 ppm aluminum.100 This comparison stresses the importanceof avoiding the use of copper, iron, or some other alloy if the highest possibleflavor stability is required; therefore, deodorizers are fabricated from type 304stainless steel at points contacted by the oil.
• Metal chelating — Fats and oils obtain metal contents from the soils where plantsare grown and later from contact during crushing, processing, and storage. Manyof the metals promote autoxidation, which results in off-flavors and odors accom-panied by color development in the finished fat and oil products. Studies haveidentified copper as the most harmful metal, followed by iron, manganese, chro-mium, and nickel. The effects of pro-oxidants can be diminished by using chelatingagents before and after deodorization. The most commonly used chelating agentsare citric acid, phosphoric acid, and lecithin. Citric acid is metered into the oil asan aqueous or alcoholic solution at levels of 50 to 100 ppm. Citric acid decomposesat 347°F (175°C), and the usual practice is to add it during the cooling stage indeodorization. Citric acid added prior to deodorization decomposes at deodoriza-tion temperatures but still affords a degree of protection from trace quantities ofoxygen present during preheating. Phosphoric acid, when used, is added to thedeodorizer in an aqueous solution at a concentration of no more than 10 ppmbecause a slight over-addition can lead to off-flavors in some oils (e.g., watermelonflavor in soybean oil). Lecithin has been used to chelate metals at 5 ppm.
• Oil polishing — The final stage of deodorization should be filtration of the oil.The deodorized oil is normally pumped through an enclosed polishing filter toremove any fine particles of soaps, metallic salts, rust, filter aid, polymerized oil,or any other solid impurities. Horizontal plate filters have long been used as thepolishing filter of choice for deodorized oils. These filters are well adapted to thisservice because oil clarity is excellent and the amount of solids to be removedfrom the oil is minimal. The disadvantages of this type of filter are the laborrequirements to clean and redress the filter plus the space requirements; therefore,small cartridge or bag filters have become popular for this purpose. These oil-polishing filters are relatively inexpensive, require a minimum space, and are muchless labor intensive; also, the bags are relatively inexpensive.
© 2004 by CRC Press LLC

• Operating conditions — Operating variables, such as temperature, pressure, strip-ping steam rate, and time of steaming affect the quality of the finished product.The temperature of the steam required is proportional to the absolute pressure.The time required for efficient deodorization depends upon the rate at which steamcan be passed through the oil and is limited by the point at which appreciablemechanical entrainment occurs. The lower the system pressure at a fixed vaporpressure or temperature and sparge steam rate, the greater the FFA reduction.Because the vapor pressure of the FFA and the other volatiles is directly propor-tional to the temperature, an increase in both temperature and sparge steam ratewill increase FFA reduction; however, the maximum temperature that can be usedis limited because of the detrimental effects upon oil stability and trans-acidsdevelopment.
Typical deodorizer conditions practiced in the United States are shown in Table 2.7for the three types of deodorization systems.93 Most deodorized oil specificationsallow a 0.05% maximum FFA; however, most processors will deodorize to an 0.03%maximum limit internally. The higher published limits allow for the addition ofantioxidants or other additives that raise the FFA level.
Table 2.7 Typical Deodorization Conditions
Deodorization Conditions Range
Vacuum, absolute pressure (mbar) 2–4Deodorization temperature (°F) 410–500Deodorization temperature (°C) 210–260Holding time at deodorization temperature:
Batch deodorizers (hours) 3–8Semicontinuous deodorizers (minutes) 15–120Continuous deodorizers (minutes) 15–120
Stripping steam (wt % of oil):Batch deodorizers 5–15Semicontinuous deodorizers 1.0–2.0Continuous deodorizers 0.5–2.0
Drop temperature:Liquid oils
°F 100–130°C 37.8–54.4
Higher melting products°F above melting point 10–15°C above melting point 5.5–8.5
Product free fatty acids (%):Feedstock
Caustic refined 0.05–0.1Physically refined 1.0–5.0
Deodorized product 0.02–0.03Product peroxide value (meq/kg)
Feedstock 2.0 max.Deodorized product Zero
Product flavor (minimum) Bland
© 2004 by CRC Press LLC

2.15.5 Deodorizer Distillate
Typically, deodorizers utilize a three- or four-stage steam ejector system withdirect-contact intercondensers to maintain a vacuum within the deodorization vesselat 1 to 6 mbar absolute pressure, and stripping steam is injected into the oil at atemperature of 410 to 500°F (210 to 260°C). The odoriferous compounds, free fattyacids, mono- and diglycerides, oxidation byproducts, tocopherols, sterols, pesticides,other organic materials, and small quantities of triglycerides are carried off by thestripping steam through the primary steam ejector of the vacuum-generating systemand are finally condensed along with the stripping and motive steam within thebarometric condenser. Scrub coolers are often installed before the barometric con-denser to remove as much of the distillate as possible to keep it out of the recircu-lating cooling water. The distillate stripped from edible oils can be divided into threecomponent groups. The first group will condense between the deodorization andtheir solidification temperatures, the second group includes those that are condensedand solidify when cooled to a lower temperature by contact with the vacuum systemcondensing water, and the final group consists of those that remain volatile even atthe lower temperature.101
Initially, deodorizers used once-through cooling water systems that dischargedthe wastewater into rivers, lakes, reservoirs, or to a water treatment plant. Closed-circuit water systems were introduced when the discharge of organic materials wasrestricted by government agencies. These systems recirculated the same waterthrough cooling towers and back to the condensers. A rapid build-up on all thesurfaces contacted, such as piping, pumps, values, cooling tower surfaces, spray noz-zles, etc., fouled or plugged the equipment, which led to high maintenance costs andcreated an offensive odor that drew complaints from the surrounding communities.
A direct contact cooling process was developed in the late 1950s in which thedeodorizer discharge vapor and vacuum booster steam flowed into a tower wherethey were cooled by direct contact with a stream of circulating distillate. The purposeof the distillate recovery tower was to cool the deodorizer discharge to condense asmuch of the distillate as possible. The location of the scrub cooler within the vacuumsystem and the operating conditions were selected to maximize distillate recovery,maintain a pumpable liquid in the tower, and prevent condensing of the vacuumsystem steam. The distillate recovery systems were very successful in reducingmaintenance and odor problems; however, some organic material still escaped andended up in the hot well, which contributed to cooling tower problems. This problemwas solved with condenser-water recycling systems. The basic concept of thesesystems was to keep the cooling tower clean by cooling the dirty, hot well water ina heat exchanger with tower water before recycling to the vacuum system barometriccondensers. In this system, there is no direct contact between the two water streams,so the cooling tower water remains clear.94
The odoriferous low-boiling compounds that remain volatile at low temperaturescontinue in the vapor phase through the barometric condenser and exit with the finalvacuum stage discharge. The volatile compounds dissolve in the hot well water andare either reintroduced into the air in the cooling tower or build up in the hot well
© 2004 by CRC Press LLC

to cause odor emissions around the deodorizer. Three techniques that have been usedfor odor control of the noncondensable materials are wet scrubbers, carbon bedsystems, and thermal incineration. Carbon beds have not been successful with edibleoil systems because of the heat load in the steam being discharged from the deodor-izer vacuum system and the regeneration problems encountered with the carbon bed.Thermal incineration has not been adopted for deodorization odor control because ofthe low cost and availability of energy. Wet scrubbers offer the best solution foreliminating noncondensable odor compounds. A wet scrubber is a device where aliquid is brought into contact with the gas to absorb the soluble components or captureany solid particles. Wet scrubbers normally consist of two components; the firstsection is a contacting zone where the vapor or particle is captured, and the secondsection is a disengaging zone where the liquid is eliminated from the cleaned gas.101
Deodorizer distillate is the material collected from the steam distillation of edibleoils. As a general rule 0.5% of the deodorizer feedstock would approximate theamount of distillate produced by a typical processor of edible fats and oils. Thecomposition of the distillate depends upon the source oil, the refining techniqueutilized, and the deodorizer operating conditions. The distillate from physicallyrefined oils consists mainly of FFAs with low levels of unsaponifiable components.Distillates from chemically refined oils have higher economic value due to highersterol and tocopherol contents that are sources for natural vitamin E, natural anti-oxidants, and other pharmaceuticals.96 The use of deodorizer distillates in animalfeeds is forbidden by U.S. regulations because any insecticides in the source oilsare codistilled with the other organic compounds. The distillate can be used as asource of industrial fatty acids or mixed with the fuel oil used to fire the steamboilers; up to 10% of the distillate has been successfully used in fuel oil. Theremaining disposal alternatives are depositing it in a refuse dump, if permitted, orcombustion in a fluidized bed incinerator.102,103
2.16 FINISHED FATS AND OILS HANDLING
The last major process that can control the odor and flavor stability of an ediblefats and oils product is deodorization. If the conditions of the preceding processingtechnique and raw material quality have been satisfactory, the result is a tasteless,odorless, and light-colored fat and oil ingredient, free from peroxides and contam-inants. Processes for handling and storage of these products must protect the achievedquality prior to packaging or use in a prepared food product. Deodorized fats andoils products must be protected from contamination with foreign flavors, foreignodors, impurities, other fats and oils products, and hydrolysis, as well as thermaldecomposition and oxidative deterioration.
2.16.1 Protection against Oxidative Deterioration
Fats and oils containing unsaturated fatty acids are subject to oxidation, a chem-ical reaction that can occur with exposure to air to make their flavor unacceptableto consumers. The double bonds found in unsaturated fatty acids are the site of this
© 2004 by CRC Press LLC

chemical activity. The oxidation rate is roughly proportional to the degree of unsat-uration; linolenic (C-18:3), with three double bonds, is more susceptible than oleic(C-18:1), with only one. Linoleic (C-18:2) is intermediate but twice as susceptibleas oleic. Oxidative deterioration results in the formation of hydroperoxides, whichdecompose into carbonyls, dimerization, and polymerized materials. It is acceleratedby temperature increase, oxygen pressure increase, a higher concentration of oxida-tion products (peroxides and aldehydes), metal catalyst, lipoxdases, hematin com-pounds, antioxidant reductions, absence of metal deactivators, storage time, andultraviolet or visible light.100 Extensive oxidation would eventually destroy the car-otenoids (vitamin A), the essential fatty acids (linoleic and linolenic), and thetocopherols (vitamin E) contained in most oils. Prevention of oxidation is a majorfactor that must be designed into all edible fats and oils storage, handling, andprocesses.
2.16.1.1 Nitrogen Blanketing
Many of the current edible fats and oils storage, handling, and stabilization prac-tices stem from the results of flavor stability research. Determinations that a correlationexists between peroxide value results and flavor determinations indicate that flavordeterioration can be prevented by excluding air from fats and oils products. The usualprocedure involves replacing oxygen with nitrogen. Gas-free finished oil is deliveredfrom the deodorizer to a storage tank under a complete nitrogen blanket supplied bya nitrogen gas generation unit or from liquid nitrogen. A nitrogen blanket is maintainedby a pressure system controlled by a regulator. As the tank is filled with oil, thepressure builds and the gas is vented to the atmosphere. Conversely, as the oil ispumped from the tank, the pressure drops and replacement gas enters the tank. It isgood practice to install a relief valve or rupture disc for each tank to avoid collapsinga tank with a vacuum. A typical system would be kept under nitrogen pressure of 1 to15 psi (1 to 2 kg/cm2). This pressure varies as the tanks are loaded or unloaded, andthe pressure relief valves are set to relieve pressures above 15 psi (2 kg/cm2).
Another nitrogen protective practice utilized is to sparge oils at the exit of thedeodorizer or a nitrogen-blanketed vessel. The principle is to saturate the oil withnitrogen while it is completely deaerated. The spargers discharge tiny bubbles of nitro-gen directly into the oil stream. As the oil flows into the unprotected vessel, the effusinggas sweeps the headspace, sweeping most of the oxygen from the vessel. This techniqueis particularly useful for protecting bulk oil shipments in tank cars and trucks.104
Oxygen contact can be reduced by keeping the entire edible fats and oils handlingprocess protected with an inert gas. In finished oil processing, preferably the productis protected by nitrogen gas in the storage tanks and bulk transports as well as inthe packaging. Effective protection against oxidation for packaged products requiresthat the air in the oil and the package headspace be evacuated and then replaced bya protective gas such as nitrogen.
© 2004 by CRC Press LLC

2.16.1.2 Temperature Control
Fats and oils temperatures should be maintained as low as possible duringhandling because heat accelerates the oxidation reaction. Before exiting the deodorizer,while still protected by vacuum, the product should be cooled to 100 to 130°F (37.8to 54.4°C) for liquid oils and 10 to 15°F (5.5 to 8.5°C) above the melting point ofhigher melting products. After the polish filter, the liquid oils can be further cooled.The speed of oxidation is doubled for each 27°F (15°C) temperature increase in the68 to 140°F (20 to 60°C) range. This means that an oil can be held four times aslong at 68°F than at 122°F, before the same degree of oxidation occurs.
Hydrogenated and higher melting fats and oils must be kept liquid for transferwith pumps. It is necessary to control the product handling temperature to preventoxidation and because the pumping rates and volumetric metering systems aredependent upon product viscosity, which is temperature dependent. A good practice,as outlined above, is to keep the products no warmer than necessary to pumpconveniently or 10 to 15°F (5.5 to 8.5°C) above the melting point of the product.Bulk handling systems should be designed to accommodate low-temperature producthandling and minimize localized overheating with short insulated lines, tank agita-tors, automatic temperature controllers, hot-water or low-pressure steam heating,properly sized tanks, proper placement of temperature probes, and so on.
2.16.1.3 Light Control
Light exposure contributes to the flavor deterioration of all edible fat and oilproducts. Even limited exposure of an oil product to sunlight or ultraviolet rays fromfluorescent lighting will increase peroxide value results and decrease flavor ratings.Normally, light-induced deterioration is not a processing concern because all pro-cessing, handling, and storage are accomplished in closed systems; however, twoareas of concern are (1) the samples drawn and submitted to the laboratory foranalysis, and (2) the liquid oils packaged in clear bottles for the retail market.Transparent or open large-mouth containers should not be used to obtain samplesfor laboratory testing of organoleptical properties and peroxide value determinations.Oils stored in brown glass bottles have experienced only slightly more deteriorationthan those stored in metal or otherwise kept away from light, but the U.S. consumerhas shown a preference for salad oils packaged in clear containers.
2.16.1.4 Storage Time
All fat or oil products experience deterioration even when handled and storedunder ideal conditions. Oils that do not require heating to remain liquid resistdeterioration more so than the higher melting products. The higher melting productsshould not be allowed to solidify and then be reheated for use unless for a downtimeof extended duration. Most shortenings and other similar products will maintain anacceptable flavor and oxidative stability for 2 to 3 weeks in melted form withadequate controls. Therefore, edible fats and oils storage systems should be designedfor turnovers of less than 2 to 3 weeks or within the established storage life of the
© 2004 by CRC Press LLC

product. Additionally, fresh product should not be added to heels of previous lots.The older product will contain concentrations of oxidation products that will accel-erate oxidation of the fresh product.
2.16.1.5 Antioxidant Addition
Antioxidants are chemical compounds that provide greater oxidative stabilityand longer shelf life for edible fats and oils by delaying the onset of oxidativerancidity. Oxidation occurs in a series of steps often referred to as free radicaloxidation because the initial step is the formation of a free radical on the fatty acidportion of the fat molecule. The free radical is highly reactive and forms peroxidesand hydroperoxides by reaction with oxygen. These free radicals also initiate furtheroxidation by propagating other free radicals. Finally, the hydroperoxides split intosmaller organic compounds such as aldehydes, ketones, alcohols, and acids. Thesecompounds provide the offensive odor and flavor characteristic of oxidized oils.105
Antioxidants function by inhibiting or interrupting the free-radical mechanism ofglyceride autoxidation. Their ability to do this is based on their phenolic structureor the phenolic configuration within their molecular structure. Antioxidants or phe-nolic substances function as a free-radical acceptor, thereby terminating oxidationat the initial step. Fortunately, the antioxidant free radical that forms is stable anddoes not split into other compounds that provide off-flavors and odors nor does itpropagate further oxidation of the glyceride.106
Food products in interstate commerce in the United States are subject to theregulations under the Food, Drug, and Cosmetic Act; the Meat Inspection Act; andthe Poultry Inspection Act. These regulations establish limitations on the use ofantioxidants and other food additives in food products. Antioxidants cleared underthese regulations include the following.105–112
2.16.1.6 Tocopherols and Tocotrienols
Nature’s fat-soluble antioxidants exist in four homologs: alpha, beta, gamma, anddelta. The α-isomer (vitamin E) is widely used as a nutritional supplement. Theβ-isomers exist in concentrations too low to have any practical significance. Both theγ-isomer and the δ-isomer are known primarily for their antioxidant properties and areused where consumers require a natural antioxidant. Interestingly, synthetic antioxidantscontain the same phenolic structure that makes the tocopherols effective antioxidants.
In most applications, tocopherol addition levels of 0.02 to 0.06% are sufficientto provide good antioxidant properties. The USDA limits the addition level to 0.03%for lard or rendered pork and rendered poultry fat, but the FDA allows the amountrequired for the intended technical effect for most products. The antioxidant prop-erties of tocopherols can be enhanced by the addition of an acid synergist such ascitric or ascorbic acid. Tocopherol additions have the most application for stabilizingedible fats of animal origin because of the absence of natural antioxidants in theseproducts. Vegetable oils are the source of the tocopherols, and enough of the naturalantioxidant survives refining, bleaching, and deodorization to provide the optimumstability available from tocopherols. A survival level of 500 ppm for soybean oil is
© 2004 by CRC Press LLC

considered adequate to protect the oil from oxidation. Performance testing has shownthat tocopherol levels above the normal survival level do not improve the oxidativestability but in fact act as a prooxidant to enhance oxidation.
2.16.1.7 Propyl Gallate
Propyl gallate, or n-propyl ester of 3,4,5-tri-hydroxybenzoic acid, is an effectiveantioxidant for shelf-life improvement of vegetable oils at usage levels of 100 to200 ppm, or the FDA and USDA permitted levels; however, its usage is hamperedby solubility problems, discoloration, and poor heat stability. Propyl gallate hassignificant water solubility and seeks the water phase in water–fat systems whichcauses a reduction in antioxidant effectiveness and allows complexing with iron tocause iron-gallate discoloration. Darkening of scrambled eggs to a blue-black colorwhen prepared in an iron skillet with an oil stabilized with propyl gallate is anexample of the deficiency. Additionally, edible oil products stabilized with propylgallate can darken while stored in black iron vessels, when packaged in metalcontainers, or when coming into contact with metal processing equipment. Finally,propyl gallate may be inactivated readily in alkaline systems and particularly atelevated temperatures. These deficiencies have limited the use of propyl gallate inedible fats and oils in the United States, where tertiary butylhydroquinone (TBHG)has been approved as an alternative effective vegetable oil antioxidant.
2.16.1.8 Butylated Hydroxyanisole (BHA)
BHA is outstanding among the antioxidants for its carry-through effect; that is,it can substantially withstand food-processing temperatures such as those experi-enced in baking and frying. BHA is referred to as a hindered phenol because of thetertiaybutyl group ortho- or meta- to the hydroxyl group. This steric hindrance isprobably responsible for the ineffectiveness of BHA in vegetable oils; however, thissame steric hindrance is probably responsible for the carry-through effect for bakedor fried foods. BHA has a strong phenolic odor that is particularly noticeable withthe initial heating of frying shortenings or oils stabilized with BHA and can bedescribed as a chemical odor. Another concern is the development of a pink color,which can occur when BHA comes into contact with fairly high concentrations ofalkaline metal ions, such as sodium or potassium.
2.16.1.9 Butylated Hydroxytoluene (BHT)
BHT is another hindered phenol with a molecular structure similar to BHA.BHT is also similar to BHA in performance with regard to its relatively weakstabilization of vegetable oils and ability to survive baking and frying conditions tocarry through into the finished food products. Both BHT and BHA are extremelysoluble in edible fats and oils and have practically no water solubility. BHT canexperience some darkening in the presence of iron, but the degree is not very serious.
© 2004 by CRC Press LLC

2.16.1.10 Tertiary Butylhydroquinone (TBHQ)
TBHQ is a relatively recent addition to the approved antioxidant list in the UnitedStates and has not gained approval in many other countries. TBHQ has been foundto be the most effective antioxidant for unsaturated vegetable oils, and it has severalother advantages: (1) no discoloration when used in the presence of iron, (2) nodiscernible odor or flavor imparted to fats and oils, (3) good solubility in fats andoils, (4) effectiveness in poultry and animal fats as well as vegetable oils, (5) carry-through protection in baked and fried products, and (6) stabilizing effect upontocopherols. The use of TBHQ to protect edible fats and oils from crude to deodor-ized has been found effective for preventing secondary oxidation products as deter-mined by anisidine value evaluations. This protection is completely removed duringsteam distillation, and additional TBHQ must be added to the deodorized productsfor protection of the finished oils. TBHQ, BHA, and BHT are all volatilized atapproximately the same rate, but oils stabilized with TBHQ antioxidant consistentlyhave a higher oxidative stability and a better carry-through into fried foods. Oneconcern with TBHQ utilization is the pink color that can develop with an alkalinepH, certain proteins, or sodium salts.
2.16.1.11 Synergistic Antioxidant Mixtures
Much of the success of antioxidants depends upon their being in chemical contactwith the product they are protecting; therefore, antioxidant formulations containingvarious combinations of different antioxidant and chelating agents are generally usedin most food applications, rather than individual antioxidant compounds. Not onlydoes the use of such formulations provide a convenience, in that it is easier to handlethe diluted antioxidants, but it also permits the processor to take advantage of thesynergistic properties of the different antioxidant compounds. For example, BHAand BHT used in combination provide a greater antioxidant effect than when eitheris used alone. Propylene glycol and vegetable oils usually serve as solvents for theantioxidant mixtures. Lecithin, citrate, monoglyceride citrate, and mono- anddiglycerides are included in the formulations as emulsifiers.
Synergism is a characteristic common to many antioxidant mixtures. A mixtureis designated as synergistic when the effect of the mixture is greater than the effectproduced by the sum of the individual components. A synergist, such as citric acid,has two important functions in antioxidant formulations: (1) it increases the antiox-idant effectiveness of the combination; and (2) it ties up or sequesters the tracemetals, which are fat-oxidizing catalysts, by forming complex, stable compounds(chelates). Other compounds that function as synergists and chelating agents includeisopropyl citrate, stearyl citrate, orthophosphoric acid, sodium monohydrogen phos-phate, pyrophosphoric acid and its salts, metaphosphoric acid and its salts, calciumdisodium ethylenediaminetetraacetic (EDTA), and disodium EDTA.
© 2004 by CRC Press LLC

2.16.2 Protection against Contamination
A contaminant is any undesirable material that may taint, infect, corrupt, modify,or degrade by contact or association. Edible fats and oils must be protected fromcontamination at all stages of processing and especially after deodorization becausethat is the last opportunity to remove undesirable flavors, odors, colors, and othercompounds. The contaminants most likely to affect the deodorized edible fat andoil products to the degree that would require reprocessing or downgrading to a lesservalue product include:
• Moisture — Maintenance of a low moisture content after deodorization will ensurethat hydrolysis does not occur. Hydrolysis is the reaction of water with a fat ortriglyceride to break it down into a diglyceride and a free fatty acid. This hydrolyticreaction of fats and oils can be prevented by maintaining a moisture-free environ-ment for the product. Some potential sources of moisture contamination duringstorage and handling are ruptured heating or cooling coils, leaking coolers, inad-equate drying of washed tanks, condensation, steaming of lines, etc.
• Impurities — Foreign material in a finished product is usually caused by a mal-functioning polish filter, precipitant of metal salts, polymerized oil from dead spacesin lines, inadequate tank cleaning, etc. It is a good policy to polish filter all finishedproducts during each transfer, preferably as near to the destination as possible.
• Commingling — Inadvertent mixing of two different fats and oils products togetheris serious contamination. Every finished fats and oils product has specific prop-erties designed for the intended application. Commingling with another productcan change the composition, consistency, performance, and oxidative stability ofthe contaminated product. The resultant product in most cases requires reprocess-ing to another product due to potential changes in labeling, religious constraints,and performance. Commingling is usually the result of human error or malfunctionof a valve. Murphy’s Law dictates that the highest value product is always mixedwith the least-expensive product handled.
• Odors and flavors — Fats and oils easily absorb odors and flavors from otherfoods, spices, solvents, gases, chemicals, paints, and any other odoriferous orflavorful material; therefore, extreme care must be exercised to protect the fat andoil products at all times after deodorization including storage, handling, andtransportation of bulk liquid or packaged products.
2.17 PLASTICIZATION
Considerably more is involved in preparing a shortening and margarine forpackaging and eventual use as an ingredient or spread than simply lowering thetemperature to cause solidification. For example, a grainy, pasty, nonuniform massis produced when edible fats and oils are allowed to cool slowly. The more saturatedtriglycerides crystallize first and grow in size to produce an unsightly, difficult tohandle, mushy product that lacks many of the basic qualities necessary for shorteningor margarine performance. Development of the desired edibility, appearance, stabil-ity, texture, functionality, uniformity, and reproducibility in solidified fat and oilproducts is a function of controlled crystallization or plasticization.
© 2004 by CRC Press LLC

2.17.1 Plasticity of Edible Fats and Oils
Edible fat and oil products appear to be soft homogenous solids; however,microscopic examination shows a mass of very small interlocked crystals that trapand hold by surface tension a high percentage of liquid oil. The crystals are separatediscrete particles capable of moving independently of each other when a sufficientshearing force is applied to the mass. Therefore, shortening, margarine, and othersolidified fat and oil products possess the characteristic structure of a plastic solid.
The distinguishing feature of a plastic substance is the property of behaving asa solid by completely resisting small stresses but yielding at once and flowing likea liquid when subjected to deforming stresses above a minimal value. A firm, plasticmaterial will not flow or deform from its own weight; however, it may be easilymolded by slight pressure into any desired form. Plastic solids derive their function-ality from their unique plastic nature. Three conditions are essential for plasticity:113
1. It must consist of two phases, one a solid and the other a liquid.2. The solid phase must be dispersed finely enough to hold the mass together by
internal cohesive forces. 3. The two phases must be in proper proportions. The solid portion must be capable
of holding the liquid while enough liquid must be available to allow flow whenstress is applied.
Plasticity and consistency of an edible fats and oils product depend upon the amount,size, shape, and distribution of the solid material, as well as the development ofcrystal nuclei capable of surviving high-temperature abuse to serve as starting pointsfor new desirable crystal growth. The factors that influence these characteristics areas follows.114,115
2.17.1.1 Product Composition
The element most directly influencing the consistency of a plastic shortening isthe amount of material in the solid phase; the product becomes firmer as the solidscontents increase. The solids contents are determined by oil source and prior pro-cessing, including the degree of hydrogenation, interesterification, fractionation, ornaturally solid source oils such as lard, tallow, palm oil, or coconut oil. Solidifiedfats and oils begin to have enough body to hold their shape well at a solids contentas low as 5% and become rigid, losing elasticity as the solids contents reach 40 to50%. A typical all-purpose bakery shortening, formulated for creaming propertiesand spreadability or workability, attempts to maintain a solids fat index of 15 to 25%over the widest temperature range possible; however, each product has a satisfactoryplastic range, which is the temperature range in which the particular fats and oilsproduct may be used with the intended results.
2.17.1.2 Crystal Size
At elevated temperatures, fats retain enough molecular motion to preclude orga-nization into stable crystal structures; however, edible fats and oils go through aseries of increasingly organized crystal phases with cooling until a final stable crystal
© 2004 by CRC Press LLC

form is achieved. All fats crystallize from the liquid phase in the α form andtransform more or less rapidly to β′ and subsequently to the intermediate or theβ modifications if they are likely to exhibit these higher polymorphs. This sequenceis irreversible; once transformation to the more stable forms has occurred, lowerpolymorphs can be obtained only by melting the product and repeating the process.This process can occur in fractions of a second or in months. The crystal typesformed define the texture and functional properties of most fat-based products. Eachcrystal form possesses its own specific physical properties; for example, they differin melting point, solubility, specific heat, and dielectric constants. The crystal latticeformed when the molecules solidify is a relatively loose arrangement. As crystalli-zation proceeds, the molecules tend to pack more closely together. With time, themolecules in the crystal lattice will pack together as closely as their structure permits;therefore, the molecules in the most stable crystal lattice will require the least space.
The body and functionality of plastic fat and oil products are influenced signif-icantly by the size of the crystals formed during solidification. A product becomesprogressively firmer as the average size of the crystals decreases and becomes softeras the crystal size increases. A fat that has been melted and allowed to crystallizeslowly under static conditions will contain many large crystals plainly visible to theeye. Crystals formed in the same fat by rapid chilling methods will be microscopicin size. Quickly chilled product with very small crystals will be firmer and will havea consistency range much wider than that of a fat slowly crystallized. The slowlycrystallized product will also be softer than the rapidly chilled fat.
2.17.1.3 Supercooling
A very critical and complicating factor in plasticizing of edible fats and oilsproducts is the supercooling properties of triglycerides. Fats can remain liquid whenchilled below their melting point. Because of this fact and that fats are polymorphicand can crystallize in two or more forms, the solidification and plasticization processrequires careful control. The degree of supercooling and the temperature at whichthe supercooled product is allowed to reach crystal equilibrium is directly relatedto the temperature range over which the product will be workable. In practice, thetemperature to which the product is supercooled, worked, and packaged is controlledto produce the widest plastic range for the individual product formulation. The extentto which a fat is supercooled can affect not only the consistency, but also the meltingpoint of the solidified product.
2.17.1.4 Mechanical Working
Solidification of the supercooled product without working or agitation willproduce a firm consistency and a narrow plastic range. The product will also lacksmoothness of texture and have a nonuniform appearance. Solidification withoutworking allows the fat crystals to grow together to form a crystal lattice with greaterstrength than the same product with the crystals broken into smaller discrete particles.Therefore, for optimum plasticity, the supercooled product must be mechanically
© 2004 by CRC Press LLC

worked during this crystal formation period until substantially all of the latent heatof crystallization has been dissipated.
The degree of work applied to shortening and margarine differs due to thefinished product consistency desired. Traditional table-grade margarine, packagedin quarter-pound sticks and one-pound solids, must be firm enough to be handledwith print-forming and wrapping equipment. Shortening and soft-tub margarinesshould be in a semifluid condition at the filling station. Traditional stick margarinesmust be allowed to reach crystallization equilibrium with a minimum amount ofwork for a homogenous mixture. An important precaution for both stick- and tub-type margarine plasticization is to avoid too fine a dispersion of the aqueous phasewhile inducing the larger crystal formation. This helps prevent a “waxy” mouthsensation and hastens the liberation of the salty aqueous phase, which contributessome of the flavors and complements others.
2.17.1.5 Gas Incorporation
Creaming gas, preferably an inert gas such as nitrogen instead of air, is incor-porated into most standard shortenings at 13 ± 1%, regular soft tub margarines at4 to 8%, whipped tub margarines at 30 to 35%, and precreamed household shorten-ings at 18 to 25%. Creaming gas is added to these products to produce: (1) a white,creamy appearance; (2) a bright surface sheen; (3) an easier handling, less denseproduct; (4) texture improvement; (5) homogeneity; (6) increased volume;(7) reduced calories per serving; and (8) reduced saturated fat grams per serving.Stick, liquid, and most industrial margarines do not have creaming gas added duringcrystallization. The aqueous phase of a margarine emulsion has the same effect onappearance as does gas incorporation.
2.17.2 Solidification Apparatus Evolution
Most of the first vegetable oil shortenings were grainy and nonuniform with anappearance similar to rendered lard. These products either were filled into containersin a molten state and allowed to cool and solidify or were chilled in tanks untilcrystallization began and then poured into containers where crystallization andsolidification were completed. With this type of processing, the rate and degree ofchilling that affected the degree of crystallization before packaging were variableand resulted in products with a nonuniform texture and consistency.46,116–118
Probably the earliest device in general use for achieving rapid cooling of fat andoil products was the chill roll, which was a hollow cast-iron, closed-end cylinder,mounted on bearings so it could be revolved. The roll was chilled either by pumpingbrine through it or by direct expansion of ammonia into its interior. In operation,the roll was rotated, and during rotation it passed through or contacted a troughcontaining molten fat. A film of fat adhered to the roll surface, where it was chilledto form a solid layer. The solidified sheet of fat was scraped off the roll surface bya doctor blade just prior to the melted fat pickup point after one revolution. Thesolidified fat dropped from the roll into a horizontal trough or picker box with alongitudinal shaft fitted with a number of paddles or spikes. The purpose of the picker
© 2004 by CRC Press LLC

box was threefold: (1) beat air into the product, which improved the product appear-ance and texture; (2) serve as a holding vessel while crystallization continued; and(3) dissipate the heat of crystallization. Although the fat sheet from the roll wasusually solid, it was in a supercooled condition, and much of the crystallizationremained to take place after it left the roll surface. From the picker box, the viscousfat was pumped under pressure through a throttling valve to the container. Thepressure and throttling improved the texture and appearance of the shortening byuniformly distributing the air bubbles within the fat and by breaking up any largeagglomerates of crystals. Use of the chill roll allowed packaging of a reasonablyuniform product. By varying the speed of the roll and the temperature of therefrigerant, it was possible to control the rate of chilling and the degree to whichthe fat was cooled.
In the early 1930s, work aimed at the development of improved heat-transferequipment for freezing ice cream led to the perfection of a continuous internalchilling machine that was soon applied to the plasticization of shortenings. Liquidfat to be chilled is pumped into a relatively small annular space between a largemutator shaft and an outer refrigerated jacket. As the shortening contacts the coldjacket wall, it congeals and is instantly scraped off by scraper blades attached to therapidly rotating mutator. This repeated high-speed congealing/scraping sequenceprovides extremely high heat transfer rates and a homogeneous product. The mutatormay be hollow and heated slightly with circulating warm water to prevent theformation of adhering masses of crystallized fat.
As the molten shortening is pumped to the scraped-wall heat exchanger, nitrogen,an inert gas, is injected into the stream, where it dissolves in the liquid fat undernormal pump pressures. As the product leaves the heat exchanger, it flows into aworking or tempering unit that simulates, to some extent, the picker box with thechill-roll procedure. The worker unit is a closed cylinder with stationary pins attachedto the walls that intermesh with spirally located pins affixed to a helical rotatingshaft inside the unit. The purpose of the worker unit is to dissipate the heat ofcrystallization while working the shortening to develop fine crystals. The workedshortening passes through an extrusion or throttling valve to make a homogeneousproduct and is pumped to the filling station, where it again passes through anotherextrusion valve and into the package.
Margarine processing has gone through somewhat the same developments asshortening processing, except that in the beginning it was chilled by continuouslypouring or spraying the molten emulsion into a vat of running cold water or brine.The emulsion entered at one end of the vat and solidified before it reached the otherend. The solidified material floated to the surface in the form of a flaky mass thatwas skimmed off. The water was drained from the solidified emulsion before it wasworked to give the desired texture and to incorporate flavoring ingredients. Thisprocedure gave way to chill-roll processing, which was replaced with the scraped-wall heat exchanger process in the United States. With this processing, it is customaryto make an emulsion containing the fat, moisture, salt, flavoring materials, emulsi-fiers, color, etc., which is then chilled by using the scraped-wall heat exchanger.The other differences compared to shortening plasticization are lower chilling tem-peratures, creaming gas or nitrogen is not incorporated for most margarines, and
© 2004 by CRC Press LLC

utilization of a quiescent aging tube instead of the picking or working unit to providea firm body suitable for printing into quarters or 1-pound solids. Also, margarinehandling equipment has to be constructed of corrosion-resistant metals due to thepresence of salt, moisture, and acids in the emulsions.
As the continuous closed system for plasticizing margarine was developing inthe United States, an intermittent method was becoming popular in Europe. Crys-tallization in this process is accomplished by delivering the emulsion to internallyrefrigerated rotating drums or rolls. After crystallization, the product is allowed totemper before it is conveyed through a series of working rolls. It is then transferredto a worker or compactor, cut into slabs, and conveyed to blending machines wherethe moisture is adjusted. After blending, it is placed in large troughs for chilling to40°F (4.4°C). The chilled product is then printed and packaged. The advocates ofthe European process maintain that it provides a preferred product consistency andtexture because it more closely approximates butter. Margarine crystallization struc-ture with the continuous process preferred in the United States is finer with a tighteremulsion that does not experience moisture weeping but probably masks flavor moreso than does the European process.
2.17.3 Shortening Plasticization Process
The ultimate polymorphic form of plastic shortening is determined by the tri-glyceride composition, but the rate at which the most stable form is reached can beinfluenced by mechanical and thermal energy. Thus, it is customary to process plasticshortenings through various heat-exchanger working configurations to remove heatof crystallization and heat of transformation.
A typical U.S. shortening plasticization process, depicted in Figure 2.10, beginswhen the deodorized shortening blend has been transferred to the packaging depart-ment storage vessel, has had all the specified additive materials incorporated, andhas met all of the process quality control requirements. The sequence of operationsfor the plasticization of a shortening are:46,114–120
l. The deodorized shortening blend is transferred from the packaging departmentstorage tank to a small float-controlled supply tank adjacent to the chilling unit.
2. The product is picked up by a gear pump that maintains pressures of 300 to 400 psi(20 to 26.7 bar) for some systems and up to 1000 psi (66.7 bar) for others, on theentire chilling system.
3. Nitrogen, an inert gas, is introduced into the suction side of the gear pump, usuallyat 13.0 ± 1.0% for standard shortenings. Creaming gas levels can range from 0 to30.0%, depending on the product requirements.
4. Pressure throughout the entire solidification system is maintained by the use of apressure-regulating valve placed in the product line between the pump and theprecooler.
5. The oil and nitrogen mixture is precooled to 10 to 15°F (5.5 to 8.3°C) above themelting point of the product. It is important that the shortening blend remaincompletely melted to prevent precrystallization before rapid cooling is com-menced, as this will result in the formation of large crystals that do not providea good homogeneous crystal structure. The purpose of the precooler is to:
© 2004 by CRC Press LLC

• Ensure that the shortening blend entering the scraped-wall heat exchange is ata constant temperature.
• Reduce the load on the scraped-wall heat exchanger.• Ensure the presence of a large number of crystal nuclei in the product as it is
chilled in the scraped-wall heat exchanger .6. The precooled shortening blend enters the scraped-wall heat exchanger, where it
is rapidly chilled (usually less than a 30-second residence time) to temperaturesranging from 60 to 78°F (15.6 to 25.6°C), depending upon the product type anddesired firmness.
7. The supercooled product then passes through one or more worker tubes, wherethe fat crystals are subjected to a shearing action while the heat of crystallizationdissipates. The shaft in the worker unit revolves at approximately 125 rpm, andthe residence time of the chilled product in this unit is usually about 3 minutes.During this time, the temperature of the product rises approximately 10 to 15°F(5.6 to 8.3°C) due to the heat of crystallization.
Figure 2.10 Typical process flow for shortening plasticization.
ShorteningBlend
Supply Tank
ChillerSupply Vessel
High PressurePump
Chilling UnitScraped SurfaceHeat Exchanger
Worker Unit(Picker)
Pump
ShorteningFiller
ShorteningPackage
Tempering
Storage
RemeltHeat
Exchanger
ExtrusionValve
ExtrusionValve
MetalMagnets
PressureRegulating
Valve
Creaming GasInjection
InlineFilter
Pre-Cooler
© 2004 by CRC Press LLC

8. The worked product is then forced through an extrusion valve that contains a slotor other form of constriction to aid in making the product homogeneous bybreaking up any remaining crystal aggregates with an intense shearing action.
9. A rotary pump delivers the substantially solidified product at pressures in therange of 20 to 26.7 bar (300 to 400 psi) to a second extrusion valve located nearthe filling station.
10. The solidified shortening can now be filled. The temperature rise in the containershould not be in excess of 1 or 2°F (0.6 to 1.1°C). Increases above this level areindicative of substantial crystallization under static conditions and will cause theconsistency to be firmer than desired.
2.17.4 Liquid Shortening Crystallization
The major attribute of liquid shortenings is fluidity at room temperature. Liquidshortenings are easily poured, pumped, and metered under normal atmosphericconditions, which reduces handling problems for the consumer. Properly processedliquid shortenings do not require agitation to ensure uniformity. Also, oxidativestability is prolonged because no heat is required for fluidity at temperatures as lowas 50°F (10°C) for most liquid shortenings. The products are milky white in appear-ance due to the dispersion of hardfats in the form of microcrystalline particles, whichdo not settle out because of the crystallization process. Fluid shortenings are com-posed of components that are stable in the β-crystalline form. Low-iodine-value,β-crystal-forming hardfats seed crystallization for liquid shortenings. The hardfatlevel that can be added is limited by the desired fluidity of the shortening and theeating quality requirements of the finished products. A stable fluid system in theβ-crystalline form will not increase in viscosity or gel once it is properly processed.Hardfats with β′-crystal habits are unacceptable for liquid shortenings because thetight-knit crystal lattice structure initiates a viscosity change with crystallization toa nonfluid product. Aeration properties normally associated with β′ small crystalsare achieved by the addition of appropriate emulsifiers. Emulsifiers are also includedin some formulations to retard staling of yeast-raised breads and rolls to increaseshelf life.
The rate at which a fat transforms into its stable crystal form is important inliquid shortening processing because it must be in the stable form before packagingto avoid solidification in the package; therefore, the transformation of a liquidshortening into the stable form must be accomplished in a few hours. The quickesttransformation of a fat to its stable crystal form can be attained by the following:
1. Heat the fat until completely melted.2. Rapidly cool the fat to just below the α-crystal melting point. Theoretically, the
α-crystal melting point is very nearly the lower limit to which fatty materials canbe cooled without forming any crystals. AOCS Method Cc 6-2534 determines thetemperature at which a cloud is induced in a fat caused by the first stage ofcrystallization.
3. Heat to just above the β′-crystal melting point but below the β-crystal meltingpoint. The β-crystal melting point or the highest melting form can be estimatedwith a capillary melting point (AOCS Method Cc 1-25).34
© 2004 by CRC Press LLC

Many different processes have been proposed and patented for preparing liquidshortenings. Most of the methods require rapid chilling of the product with a scraped-surface heat exchanger followed by a crystallization period in an agitated vessel.Two process procedures that have produced acceptable liquid shortenings are dia-grammed in Figure 2.11. Process A has been found acceptable for liquid shorteningswith hardfat levels below 5%, and process B, which requires more process time, hasbeen found acceptable for products with more than 5% hardfat or emulsifier additions.
Figure 2.11 Liquid shortening crystallization process flow.
© 2004 by CRC Press LLC

2.17.5 Margarine Plasticization Process
Several different types of margarine and spreads are produced for the NorthAmerican retail, foodservice, and food processor markets. Processing parameterssuch as formulations should be tailored to produce the appropriate finished-productcharacteristics. The presence of moisture and salt necessitates the use of sanitarypiping and fittings throughout the margarine process, and the material-contactingparts of the equipment are stainless steel or commercially pure nickel, chrome plated.Four basic margarine types produced are stick, soft tub, liquid, and industrial prod-ucts. The process flows for these margarine types are illustrated in Figure 2.12.
Figure 2.12 Typical process flows for margarine or spread.
© 2004 by CRC Press LLC

Processing for all of the margarine types begins with the preparation of the water-in-oil emulsion. The loose emulsion may be produced with either a batch or acontinuous process. With batch processing, the emulsion mixing tank or vat is calleda churn, although it has no resemblance to a butter churn. It is fabricated withstainless steel, as is all of the margarine equipment, to resist corrosion; also, it isjacketed for temperature control and agitated with high-speed counter-rotating pro-pellers. Emulsions are prepared by weighing or metering warm margarine oil intothe churn and individually weighing and adding the oil-soluble ingredients whileunder agitation. Concurrently, the pasteurized, aqueous phase is prepared by mixingall of the water-soluble ingredients together in a separate vat. Because margarine isa water-in-oil emulsion, the water phase is added to the oil phase. The loose emulsionis agitated and enough heat is applied to maintain the emulsion temperature at 10 to15°F (5.6 to 8.3°C) above the melting point of the margarine oil base. The emulsionmust be continuously agitated because it is not stable in the melted form and willbegin to separate within seconds if not constantly mixed. After the emulsion is wellmixed to ensure uniformity, it is transferred to the chiller supply tank. Agitationmust be continued and a uniform temperature maintained to supply a uniform productto the crystallization process.
An alternative continuous emulsion preparation process consists of proportioningpump systems capable of metering individual ingredients of the aqueous phasetogether and also the oil phase components. Inline static mixers are utilized to blendthe separate phases, which are then mixed inline and emulsified with another staticmixer. After inline blending, the loose emulsion is continuously fed to the crystal-lization system.
The solidification processes for the different margarine types all employ ascraped-surface heat exchanger for rapid chilling, but the other steps are somewhatdifferent for shortening and the other margarine types. The solidification or plasti-cization process for the four basic margarine types are as follows.
2.17.5.1 Stick Margarine
The temperature of the stick margarine emulsion is adjusted and maintained formost table-grade products that melt below body temperature at 100 to 105°F (37.8 to40.6°C) before pumping to the scraped-surface heat exchanger. It is rapidly chilledto 40 to 45°F (4.4 to 7.2°C) in less than 30 seconds. Stick margarine requires astiffer consistency than shortening, which is accomplished with the use of a quiescenttube immediately after the chilling unit. This is a warm-water-jacketed cylinder thatcan contain baffles or perforated plates to prevent the product from channelingthrough the center of the cylinder. The length of this tube may have to be varied toincrease or decrease crystallization time, depending on the product formulation. Thesupercooled mixture passes directly to a quiescent resting or aging tube for moldedprint-forming equipment. For filled print equipment, a small blender may be utilizedprior to the resting tube to achieve the proper consistency for packaging and a slightlysofter finished product. A remelt line is necessary because, in all closed fillersystems, some overfeeding must be maintained for adequate product to the filler for
© 2004 by CRC Press LLC

weight control. The excess is pumped to a remelt tank and then reintroduced intothe product line.
Two types of stick margarine forming and wrapping equipment are in use in theUnited States: molded and filled print. The molded print system initially used anopen hopper into which the product was forced from an aging tube through aperforated plate in the form of noodles. The margarine noodles were screw-fed intoa forming head and then discharged into the parchment-paper-wrapping chamberand finally cartoned. Closed molded stick systems now use a crystallization chamber,instead of the aging tube and open hopper arrangement, which fills the mold cavityby line pressure. The filled print system accepts margarine from the quiescent tubewith a semifluid consistency. It is filled into a cavity prelined with the parchmentor foil interwrap. The interwrap is then folded before the product is ejected fromthe mold into the cartoning equipment.
2.17.5.2 Soft Tub Margarine
The margarine oil blends for soft tub margarines are formulated with lower solid-to-liquid ratios than the stick margarine products to produce a spreadable productdirectly out of the refrigerator or freezer. Crystallization technique contributes to thedesirable consistency as well, but the products are too soft to print into sticks;therefore, packaging in plastic tubs or cups with snap-on lids is utilized.
To fill the container properly, the soft margarine consistency must be semifluidlike shortening; therefore, the crystallization process resembles shortening plastici-zation more closely than stick margarine processing. The temperature of a typicalsoft margarine emulsion would be adjusted and maintained at 95 to 105°F (35.0 to40.6°C) before pumping with a high-pressure pump to the scraped-surface heatexchanger. Creaming gas or nitrogen, added to further improve spreadability, isinjected at the suction side of the pump at 8.0% for the most spreadable productand at lower levels for a firmer product. The product is rapidly chilled to an exittemperature of 48 to 52°F (8.9 to 11.1°C). The supercooled margarine mixture thenpasses through a worker unit to dissipate the heat of crystallization. The shaft in theworker unit revolves at about 35 to 50 rpm with a residence time of approximately3 minutes. Worked product is then delivered to the filler, where it is forced throughan extrusion valve at pressures in the range of 300 to 400 psi (20 to 26.7 bar). Eithera rotary or straight-line filler may be used to fill the tubs with margarine. The excessproduct necessary for a uniform supply to the filler is transferred to a remelt tankand eventually reenters the solidification system.
2.17.5.3 Whipped Tub Margarine
The same equipment used to prepare, crystallize, and package regular soft tubmargarine can be utilized for whipped tub margarines. The difference during crys-tallization is the addition of 33% nitrogen gas by volume for a 50% overrun. Thenitrogen is injected inline through a flow meter into the suction side of the pump.Larger tubs, required for the increased volume, necessitate change parts for thefilling, lidding, and packaging equipment.
© 2004 by CRC Press LLC

2.17.5.4 Liquid Margarine
Both retail and commercial liquid margarines can be crystallized with the sameequipment and process flow used for soft tub margarines, depending upon theformulation and suspension stability requirements. Liquid margarine oil formulationsnormally consist of a liquid vegetable oil stabilized with either a β- or β′-forminghardfat; β′-stabilized liquid margarine can be prepared using the same rapid crys-tallization process used to prepare soft tub margarines omitting the addition ofcreaming gas. These finished products require refrigerated storage for suspensionstability.
Liquid margarines formulated with β-forming hardfats, and some processed withβ′ formulations, incorporate a crystallization or tempering step to increase fluidityand suspension stability. This crystallization step consists of a holding period in anagitated jacketed vessel to dissipate the heat of crystallization. The product may befilled into containers after the product temperature has stabilized. Some productswith higher solid-to-liquid ratios are further processed to stabilize the fluid suspen-sion with either homogenization or a second pass through the scraped-surface heatexchanger before filling. The additional processing for more stable crystallizationwill increase fluidity and suspension stability, but the increased production costsmay not be justifiable.
2.17.5.5 Industrial Margarines
Food-service and food-processor margarines may either be duplicates of the retailproducts in larger packages or be designed for a specific use, either product- orprocess-related. Among the specific-use margarines, puff paste or Danish pastryapplications are the most difficult with regard to crystallization. The characteristicfeatures of a roll-in margarine are plasticity and firmness. Plasticity is necessary, asthe margarines should remain as unbroken layers during repeated folding and rollingoperations. Firmness is equally important, as soft and oily margarine is partlyabsorbed by the dough, thus destroying its role as a barrier between the dough layers.As with shortenings, the ultimate polymorphic form for roll-in margarines is deter-mined by the triglyceride composition, but the rate at which the most stable formis reached can be influenced by mechanical and thermal energy. Therefore, thecustomary crystallization process for roll-in and baker’s margarines is a duplicateof the shortening plasticization process depicted in Figure 2.10, except that marga-rines containing water or milk in emulsion form are normally not aerated. Theaqueous phase of a margarine emulsion has the same effect as gas incorporation onappearance and performance. Commercial margarine products are usually packagedin 50-pound corrugated fiberboard cartons, 5-gallon plastic pails, 55-gallon drums,or special packaging designed for each specific use.
2.17.6 Tempering
Tempering conditions used depend upon the type of product and are done tocontrol the consistency and plasticity of the fat product. Table- and kitchen-use
© 2004 by CRC Press LLC

margarines do not require any heat treatment after packaging and are tempered atrefrigerated temperatures to achieve a loose, structured, and brittle consistency;however, a plasticized shortening or margarine requiring a plastic consistency shouldbe tempered for 40 hours or more in a quiescent state at a temperature slightly abovethe fill temperature immediately after packaging. During tempering, the crystalstransform to the polymorphic form in which they normally exist under ordinaryconditions. In practice, holding at 85°F (29.4°C) for 24 to 72 hours or until a stablecrystal form is reached is an acceptable compromise. The primary purpose oftempering is to condition the solidified shortening so that it will withstand widetemperature variations in subsequent storage and still have a uniform consistencywhen brought back to 70 to 75°F (21.1 to 23.9°C), which is the use temperature fora majority of the plasticized shortening and margarines.108 Slow crystallization duringtempering favors crystal growth, which extends plasticity for improved creamingproperties and baking performance.
Tempering involves a relationship between temperature and time. During thetempering period, the heat of transformation must be dissipated as rapidly as pos-sible. If the fats are allowed to retain this heat by virtue of their normal thermal-insulating capacity, an appreciable portion of the crystal might be melted, and thesubsequent gradual cooling under normal storage conditions will tend to promotetransformation of the remaining crystal to the undesirable β form.
A plasticized product is tempered when the crystal structure of the hard fractionreaches equilibrium by forming a stable crystal matrix. The crystal structure entrapsthe liquid portion of the shortening or margarine. The mixture of low- and high-melting components of the solids undergoes a transformation in which the low-meltingfractions remelt and then recrystallize into a higher melting, more stable form. Thisprocess can take from 1 to 10 days, depending on the product formulation andpackage size. Small packages temper quicker than the larger packages, which haveless surface area exposed to the conditioning temperature. After a plasticized producttakes an initial set, some α-crystals are still present. These crystals remelt and slowlyrecrystallize into the β′ form during tempering. The β′-crystal form is preferred formost plastic shortenings and margarines, especially those designed for creaming orroll-in applications;119 therefore, β-forming products such as soybean oil requiringa wide plastic range are formulated with 5 to 20% of a β′-tending hardfat such ascottonseed oil, palm oil, or tallow. The β′ hardfat must have a higher melting pointthan the soybean oil basestock in order for the entire product to crystallize in thestable β′ form.
The effect of tempering on a plasticized product can be demonstrated best byperformance testing; tempered products will have superior creaming properties andan extended working range enabling use at both high and low temperatures. In somecases, penetration values undergo some change during tempering, showing a soft-ening of the conditioned shortening vs. an untempered one. The effect of temperingcan also be identified by the product feel; a tempered product will be smoother witha better body, whereas the untempered product will be more brittle and break downsooner when worked. β′-crystal-forming products transferred to a cool temperatureenvironment immediately after chilling and working become permanently hard andbrittle, and attempts to recondition these products by subjecting them to tempering
© 2004 by CRC Press LLC

conditions have not been successful.120 Once transformation to the more stable crystalform has occurred, lower polymorphs can be obtained again only by melting theproduct, crystallizing the α form, and repeating the sequence of transformations.
2.17.6.1 Quick Tempering
The expense and logistical problems associated with constant temperature roomsfor tempering have led several equipment manufacturers to develop mechanicalsystems in an attempt to eliminate tempering. Most of these systems do not claimcomplete elimination but a 50% or more reduction in tempering time. Most of thequick-tempering processes add a post-cooling and -kneading, or working, unit tothe conventional type of chilling and working systems utilized with tempering. Thetheory behind these systems is that liquid fat is forced to crystallize individually andrapidly, thus creating smaller, more stable crystals rather than crystallizing ontoexisting crystals, causing an increase in crystal size or agglomeration as happens innormal tempering. Two basic systems utilizing additional chilling to reduce temper-ing have been developed to more completely crystallize the product into a stablepolymorphic form mechanically. The two systems are compared in Figure 2.13. Inboth systems, the viscous crystalline material that has been supercooled and workedis recooled to remove the heat of crystallization developed in the working unit. Oneof the systems employs another working unit after the second chilling cycle, whereasthe other is filled immediately after the second chilling unit. The best product qualitywith post-chilling temper is achieved when the product discharge temperature fromthe second set of chilling units is equivalent to or slightly lower than the exittemperature from the first chilling units. Most shortening and margarine productsusing a post-chilling temper process are filled within a temperature range of 65 to85°F (18.3 to 29.4°C).
Performance characteristics equivalent to well-tempered shortening with only24 hours of conditioning have been claimed for the post-chilled, quick-temperproducts.121 These systems have received acceptance from many edible-oil proces-sors, but the standard tempering procedures are still practiced by other processorsfor plastic shortenings and margarines. In many cases, versions of both conventionaland quick-temper systems are being utilized to produce the various specializedshortening and margarine products — for example:
• Frying shortenings that do not require a plastic consistency are produced with theconventional process with a rapid throughput and are tempered for solidificationpurposes only.
• All-purpose shortenings requiring a wide plastic range either are plasticized con-ventionally and tempered or utilize a quick temper process.
• Pastry or high-solids products are plasticized with one of the two specializedsystems, and a short conventional quiescent tempering stage is also employed.
Another procedure developed to instantaneously crystallize fat products to thedesired final form utilizes energy instead of cooling. Endres et al.122 found thattempering of shortening with microwave energy produces a substantially improved
© 2004 by CRC Press LLC

product with 0.25 to 10 minutes’ exposure. U.S. Patent No. 3,469,996 indicates thatthe microwave tempering could be performed before packaging continuously or afterpackaging on a batch basis. The typical microwave exposure time was 2 minuteswith a product exit temperature of 95 to 103°F (35.0 to 39.4°C).
2.18 FLAKING
Fat flakes describes the higher melting, edible-oil products solidified into a thinflake form for ease of handling, for quicker remelting, or for a specific function ina food product. Flaking rolls, utilized for the chilling of shortening and margarine
Figure 2.13 Mechanical tempering alternatives.
Pump
RemeltHeat
Exchanger
Mechanical TemperingAlternative No. 1
Mechanical TemperingAlternative No. 2
Shortening orMargarine Emulsion
Supply Tank
ChillerSupply Tank
High PressurePump
Scraped SurfaceHeat Exchanger #1
Scraped SurfaceHeat Exchanger #2
ExtrusionValve
ExtrusionValve
ExtrusionValve
Packaging
Tempering
Storage
Worker Unit #1
Worker Unit #2
Scraped SurfaceHeat Exchanger #3
Scraped SurfaceHeat Exchanger #4
Filler
InlineFilter
NitrogenInjection
Pressure-Regulating
Valve
RemeltHeat
Exchanger
MetalMagnets
Worker Unit #1
Scraped SurfaceHeat Exchanger #3
Scraped SurfaceHeat Exchanger #4
Static Mixer
Worker Unit #2
Pump
Filler
ExtrusionValve
ExtrusionValve
Pre-Cooler
© 2004 by CRC Press LLC

prior to the introduction of scraped-wall heat exchangers, are still used for theproduction of fat flakes. Chill rolls have been adapted to produce several differentflaked products used to provide distinctive performance characteristics in specialtyformulated foods as well as the traditional melting-point adjustment function. Con-sumer demands have created the need for such specialty fat products. Specialty high-melting-fat flakes have been developed for specific applications with varied meltingpoints:
2.18.1 Chill Rolls
Chill rolls are available in different sizes, configurations, surface treatments,feeding mechanisms, etc., but most used to flake fats are 4-foot-diameter hollowmetal cylinders either 9 or 12 feet long, with the surface machined and groundsmooth to true cylindrical form. Flaking rolls, internally refrigerated with eitherflooded or spray systems, turn slowly on longitudinal and horizontal axes. Severaloptions exist for feeding the melted oil product to the chill roll: (1) a trougharrangement positioned at varying locations on the top quarter section of the roll,(2) a dip pan at the bottom of the roll, (3) overhead feeding between the chill rolland a smaller applicator roll, and (4) a double- or twin-drum arrangement operatingtogether with a very narrow space between them where the melted fat product issprayed for application to both rolls. A thin film of liquid fat is carried over the roll,and as the revolution of the roll continues the fat is partially solidified. The solidifiedfat is cleanly scraped from the roll by a doctor blade positioned ahead of the feedmechanism with all of the designs.
2.18.2 Flake Crystallization
During chilling, a portion of the fat is supercooled sufficiently to cause very rapidcrystallization. The latent heat released by fat crystallization is absorbed by thecooling medium in the roll. In the crystallization of hydrogenated edible-oil products,the sensible heat of the liquid is removed until the temperature of the product is equalto the melting point. At the melting point, heat must be removed to allow crystalli-zation of the product. The quantity of heat associated with this phenomenon is calledthe heat of crystallization. The sensible heat or specific heat of the most commonhardfat products is equal to 27.8 calories per gram (50 BTU/pound). The amount ofheat that must be removed to crystallize low-iodine-value hardened oil is 100 timesthe amount of heat that must be removed to lower the product temperature. Typicalcoolant temperature requirements for flaked products are:
Melting RangeProduct °F °C
Low-iodine-value hardfats 125–150 52–66Hard emulsifiers 140–150 60–66Icing stabilizers 110–130 43–54Shortening chips 110–115 43–46Confectioners’ fats 97–112 36–44
© 2004 by CRC Press LLC

2.18.3 Flaking Conditions
The desired flake product dictates the chill-roll operating conditions and addi-tional treatment necessary before and after packaging; however, some generalizationsrelative to chill-roll operations and product quality can be made:
• Crystal structure — Each flaked product has crystallization requirements depend-ing upon the source oil, melting point, degree of saturation, and the physicalcharacteristics desired.
• Flake thickness — Four controllable variables help determine flake thickness:(1) oil temperature to the roll, (2) chill-roll temperature, (3) speed of the chill roll,and (4) the feed mechanism. Normal flake thickness for most flaked products is0.03 inches, but it increases for most shortening chips to 0.05 inches.
• In-package temperature — Crystallization of the fat flakes is not complete beforeremoval from the chill roll, and heat continues to be released. Heat of crystalli-zation will cause the temperature of a product to rise after packaging if it is notdissipated prior to packaging. The product temperature can increase to the pointwhere partial melting coupled with pressure from stacking will cause the productto fuse together into a large lump.
• Flake condition — Glossy or wet flakes are caused by a film of liquid oil on theflake surface due to incomplete solidification. Chill-roll temperatures that are toowarm or too cool can cause this condition. High-roll temperatures may not providesufficient cooling to completely solidify the flake. Low-roll temperatures may shockthe oil film, causing the flake to pull away from the surface before it is completelysolidified. Under either of these conditions, wet flakes will lump in the package.
2.19 POWDERED AND BEADED FATS
Powdered and beaded fats are specialized products developed for ease of incor-poration, handling, melting efficiency, uniform delivery with vibrator addition sys-tems, etc. These products may be produced using a hydrogenated fat only, a hardemulsifier only, a blend of hydrogenated fats and emulsifiers, or fats or emulsifiersincorporated with other ingredients such as skim milk, corn syrup solids, sodiumcaseinate, powdered eggs, starch, and other carriers. The blended products areformulated for specialized functions in dairy systems, fillings, prepared mixes,candies, sauces, and other prepared food products. Powdered hard emulsifiers servethe same function as flaked product but will melt more quickly and can be incor-porated into some finished products as is. The hard emulsifiers, hydrogenated fats,or blends of the two serve as stabilizers for peanut butter and other products and act
Coolant TemperatureProduct °F °C
Low-iodine-value hardfats 70 max. 21.1 max.Hard emulsifiers 70 max. 21.1 max.Icing stabilizers 30 max. –1.1 max.Shortening chips 5 max. –15.0 max.Confectioners fats 30 max. –1.1 max.
© 2004 by CRC Press LLC

as crystallization promoters, lubricants for breading mixes, pan release agents, phar-maceuticals, cosmetics, melting point adjustment, etc.
Three principal methods of forming powders or beaded fats are practiced in theUnited States: (1) spray cooling, (2) grinding flaked product, or (3) spray flakingand grinding. Formulated products with fats, emulsifiers, milk solids, etc. for spe-cialized uses are usually spray-chilled powders. Hardfats and hard emulsifiers arealso spray-chilled but may have a disadvantage for feeding or blending accuracy.The spherical shape of the spray-chilled powders may act as roller bearings to giveerratic feeding rates with vibratory feeding systems or may stratify in blends of drymaterials. Beaded products produced by grinding flakes or spray flaking and grindinghave granular shapes that can be metered at uniform rates with vibratory or screwfeeders and resist stratification or separation in mixes with other granular materials.
2.19.1 Spray Cooling
Generally, this process consists of atomizing a molten fat in a crystallization zonemaintained under temperature conditions where a very fine mist of the melted fat iscontacted with cooled air or gas to cause crystallization of the fat without markedsupercooling. By controlling the temperature conditions and residence time in thecooling chamber, all of the sensible heat and virtually all of the latent heat of crystal-lization are removed with the formation of many crystallization centers by rapidnucleation, accompanied by an optimum of crystal growth of these nuclei. By con-trolling the crystal growth with conditions of no appreciable supercooling and almostcomplete dissipation of the heat of crystallization, the equilibrium condition is achievedalmost instantly. This equilibrium condition achieves homogeneity in both inter- andintracrystal composition of the fat to produce free-flowing, tempered particles.
2.19.2 Flake Grinding
Flaked, low-iodine-value hardfats and hard mono- and diglycerides can beground with attrition-type mills. This type of mill involves impact of the particlesboth with each other in the air and against a plate. Air flow can be used to movethe ground fats through the equipment. The required air flow is less than involvedin spray cooling, but the ground flakes must be separated from the air stream.Precooling of the flakes or dry-ice addition must be used to lower the temperatureof the product below 40°F (4.4°C) before grinding at a sustained rate is possible.The grinding process causes a rise in temperature, which results in material whichis too gummy to grind properly. Flakes can be ground successfully if they are wellcooled before the grinding operation begins, with the addition of dry ice or aircirculation at low enough temperatures to dissipate the heat generated.
2.19.3 Spray Flaking and Grinding
This patented continuous process allows the manufacture of powdered fats uti-lizing a chill roll and permits the immediate grinding of the fat into powder withoutexcessive refrigeration in the flaking roll or further cooling of the product. Thisprocess consists of the following steps:123
© 2004 by CRC Press LLC

1. Spray liquid droplets of molten fat onto the cool chill-roll surface, which thensolidify rapidly.
2. Remove the solidified droplets from the chill roll with a doctor blade. 3. Classify the solidified fat droplets by size with a vibrating sizing screen. The
larger particles are diverted to the grinder, whereas the smaller acceptable-sizeparticles proceed directly to the packaging operation.
4. Return ground material to the vibrating screen for resizing until an acceptableparticle size is obtained for packaging
5. Temper the product at an elevated temperature to transform the crystals to thestable polymorphic form.
2.20 SALAD AND COOKING OILS PACKAGING
Clear salad and cooking oils do not require any further processing after deodor-ization for packaging except for temperature control for flavor, consistency, andweight control plus nitrogen protection for oxidative stability. Liquid oils are cur-rently packaged in 8-, 16-, 24-, 32-, 48-, and 64-ounce clear plastic containers aswell as 1-gallon opaque plastic containers for the retail market. The same oils andsome additional products with additives, such as antifoamers and antioxidants, arepackaged in 35-pound or 5-gallon plastic jugs and 425-pound closed-head drumsfor foodservice and food processor customers. Plastic containers have replaced glassand metal containers due to improved economics. Both lower package costs andlighter weight packaging contribute to lower product costs.
Salad and cooking oils are sensitive to light, which catalyzes oxidation to produceoff-flavors. Sensitizers such as chlorophyll may promote photooxidation. Artificiallighting, as well as sunlight, causes this deterioration in oils. Industrial packagingprotects the oils, but the clear plastic retail container, like glass, offers little protectionafter removal from the case at the store.
Oxygen contact contributes to the degradation of an oil and is the most criticalfactor affecting flavor stability. It may gain access to packaged oil in several ways:
• Atmospheric oxygen may be entrained in the oil at packaging.• Oxygen may be available in the container headspace.• Oxygen may permeate the walls of plastic containers.• Impure nitrogen may contain oxygen.
Liquid oils should be protected from both heat and refrigerated temperatures. Hightemperatures accelerate flavor degradation, and cold temperatures cause crystalli-zation and clouding; therefore, salad and cooking oils should not be stored inshortening-tempering rooms nor in margarine vaults. Storage and shipment shouldbe at 70 to 75°F (21.1 to 23.9°C).
2.21 BULK OIL SHIPMENTS
Food processors that use edible fats and oils in large quantities frequentlypurchase their requirements in bulk. All of the packaged fat and oil products can beshipped as bulk liquids in tank cars or tank trucks, except complete margarines and
© 2004 by CRC Press LLC

spreads. In this case, the margarine base oil can be shipped to the customers. Theseproducts must be handled properly during loading, transit, unloading, and storage inthe customers’ tanks to ensure acceptable quality at the time of use and consumption.
Bulk handling systems for shipping fat and oil products must be designed andoperated with three primary considerations for the maintenance of quality: (1) avoidcontamination, (2) avoid overheating, and (3) minimize exposure to air.
2.21.1 Contamination
A contaminant is any undesirable material that may taint, infect, corrupt, modify,or degrade by contact or association. The contaminants most likely to affect bulkshipments are:
• Moisture — Precautions must be taken to protect the fats and oils product fromhydrolysis and development of free fatty acids. Moisture sources may be wet tankcars or trucks, steamed lines, ruptured tank car coils, leaking coolers, condensation,rain during loading, etc.
• Impurities — The presence of foreign materials in bulk oil shipments is usuallycaused by a malfunction in the inline load-out filter, inadequate tank cleaning orrinsing, open hatch covers, etc. Rail tank car cleaning is somewhat difficult becauseof the black iron construction and heating coils that tend to become coated withoxidized and polymerized oil.
• Commingling — Inadvertent mixing of two different fats and oils products is aserious contamination. Every fats and oils product has its own specific properties,and depending upon its field of application the tolerance for admixture of otherfats is usually very low. Product mixing is usually the result of a mispumping,failure to remove a returned heel in a tank car before loading fresh product, or amalfunctioning valve.
2.21.2 Overheating
Most bulk-shipped fats and oils must be heated for pumping to tank cars andtrucks and again at the customer’s location with rail cars. Product temperaturesshould never be at a higher level than necessary. The oxidation rate for fats and oilsincreases by a factor of 3 for each 20°F (11.1°C); normally a temperature 10 to 15°F(5.6 to 8.3°C) above the melting point is adequate to keep a fats and oils productliquid for pumping. Products received at the customer’s location in a solid orsemisolid state should be heated slowly so that they are liquid and homogenousbefore pumping. Rail tank car overheating can occur with high-pressure steam usageor even with low-pressure steam handled improperly. Heating should start at a timecalculated to provide the required temperature without exceeding the maximum rateof 10°F (5.6°C) per 24 hours. When steam is used, the steam pressure should notexceed 1.5 kg/sq cm to prevent localized overheating.
2.21.3 Air Exposure
Oxidation results when fats and oils are exposed to air, which decreases stabilityand produces poor flavors. Air can be almost completely excluded by maintaining
© 2004 by CRC Press LLC

a nitrogen atmosphere at all stages after deodorization; however, most tank cars andtrucks cannot be pressurized to maintain a complete nitrogen blanket. Nitrogensparging into the stream of oil as it is loading will saturate the oil plus an excess.This excess is released when the oil is loaded into the tanker to displace air in theheadspace. This practice requires about 5 cubic feet of nitrogen per 1000 pounds ofoil. Additionally, the loading lines should discharge near the bottom of the tankerto minimize aeration of the product. Allowing heated fats and oils to cascade or fallthrough the air into the tanker allows the product to splash and aerate.
REFERENCES
1. Lusas, E.W. and Rhee, K.C., Animal and vegetable fats, oils and waxes, in Riegel’sHandbook of Industrial Chemistry, 9th ed., Kent, J. A., Ed., Van Nostrand-Reinhold,New York, 1992, pp. 288–297.
2. Carr, R.A., Oilseeds processing, in Technology and Solvents for Extracting Oilseedsand Nonpetroleum Oils, Wan, P.J. and Wakelyn, P.J., Ed., AOCS Press, Champaign,IL, 1997, pp. 101–112.
3. Johnson, L.A., Recovery of fats and oils from plant and animal sources, in Introduc-tion to Fats and Oils Technology, O’Brien, R.D., Farr, W.A., and Wan, P.J., Eds.,AOCS Press, Champaign, IL, 2000, pp. 108–135.
4. Carlson, K.F. and Scott, J.D., Recent developments and trends in oilseeds and fatsand oils processing, INFORM, 2, 1034–1060, 1991.
5. Norris, F.A., Extraction of fats and oils, in Bailey’s Industrial Oil and Fat Products,Swern, D., Ed., John Wiley & Sons, New York, 1982, pp. 175–201, 245–246.
6. Brueske, G.D., Oil/meal separation processes, in Proceedings of the World Conferenceon Oilseed Technology and Utilization, T.A. Applewhite, Ed., AOCS Press, Cham-paign, IL, 1993, pp. 126–135.
7. O’Brien, R.D. and Wan, P.J., Cottonseed oil, in Proceedings of the World Conferenceon Oilseed Processing and Utilization, Wilson, T.F., Ed., AOCS Press, Champaign,IL, 2001, p. 106.
8. Fedeli, E., Miscellaneous exotic oils, JAOCS, 60, 404, 1983.9. Eng, T.G. and Tat, M.M., Quality control in fruit processing, JAOCS, 62, 278, 1985.
10. Weidermann, L.H., Degumming, refining and bleaching soybean oil, JAOCS, 58,159–165, 1981.
11. Swoboda, P.A.T., Chemistry of refining, JAOCS, 62, 287–291, 1985.12. Segers, J.C., Pretreatment of edible oils for physical refining, JAOCS, 60, 262–264,
1983.13. Tandy, D.C. and McPherson, W.J., Physical refining of edible oil, JAOCS, 62,
1253–1261, 1984.14. Carlson, K., Acid and alkali refining of canola oil, INFORM, 4, 273–281, 1993.15. List, G.R. et al., Steam refined soybean oil: effect of refining and degumming methods
on oil quality, JAOCS, 55, 277–279, 1978. 16. Brian, R., Soybean lecithin processing unit operations, JAOCS, 53, 27, 1976.17. Carr, R.A., Refining and degumming systems for edible fats and oils, JAOCS, 55,
765–771, 1978. 18. Young, F.V.K., Physical refining, in Edible Fats and Oils Processing: Basic Principals
and Modern Practices, World Conference Proceedings, Erickson, D.F., Ed., AOCSPress, Champaign, IL, 1990, pp. 124–135.
© 2004 by CRC Press LLC

19. Dijkstra, A.J., Degumming, refining, washing and drying fats and oils, in Proceedingsof the World Conference on Oilseed Technology and Utilization, Applewhite, T.H.,Ed., AOCS Press, Champaign, IL, 1993, pp. 138–151.
20. Ringers, H.J., and Segers, J.C., Degumming Process for Triglyceride Oils, U.S. PatentNo. 4,049,686, 1977.
21. Münch, W.M., Practical experience of enzymatic degumming, in Proceedings of theWorld Conference on Oilseed Processing and Utilization, Wilson, R.F., Ed., AOCSPress, Champaign, IL, 2001, pp. 17–20.
22. Dijkstra, A.J. and van Opstal, M., Process for Producing Degummed Vegetable Oilsand Gums of High Phospholipids Acid Content, U.S. Patent No. 4,698,185, 1987.
23. Grace Davison, The Amazing Characteristics of Trisyl Silica [brochure], Columbia,MD.
24. Sullivan, F.E., Refining of oils and fats, JAOCS, 45, 564A–582A, 1968. 25. Erickson, D.R., Optimum and adjusted refining practices for soybean oil, in Proceed-
ings of the World Conference on Oilseed Processing and Utilization, Wilson, R. F.,Ed., AOCS Press, Champaign, IL, 2001, pp. 74–79.
26. Braae, B., Degumming and refining practices in Europe, JAOCS, 53, 353–357, 1976.27. Hoffmann, Y., Experiences in refining rapeseed oil by the zenith process, JAOCS, 50,
260A–267A, 1973.28. Crauer, L.S., Continuous refining of crude cottonseed miscella, JAOCS, 41, 656–661,
1964.29. Cavanagh, G.C., Miscella refining, JAOCS, 53, 361–363, 1976.30. Hendrix, W.B., Current practices in continuous cottonseed miscella refining, JAOCS,
61, 1369–1372, 1984.31. Norris, F.A., Refining and bleaching, in Bailey’s Industrial Oil and Fat Products,
Vol. 2, 4th ed., Swern, D., Ed., John Wiley & Sons, New York, 1982, pp. 259, 273–276,285, 290.
32. Erickson, D.R., Batch or kettle refining, in Practical Handbook of Soybean Processingand Utilization, Erickson, D.R., Ed., Champaign, IL, AOCS Press and the UnitedSoybean Board, Champaign, IL, 1995, pp. 186–187.
33. Farr, W.E., Refining of fats and oils, in Introduction to Fats and Oils Technology,O’Brien, R.D. et al, Eds., AOCS Press, Champaign, IL, 2000, pp. 152–154.
34. American Oil Chemists Society, The Official Methods and Recommended Practicesof the American Oil Chemists’ Society, 4th ed., AOCS Press, Champaign, IL, 1994.
35. Carr, R.A., Degumming and refining practices in the U.S., JAOCS, 53, 347–352, 1976.36. Levin, H. and Swearingen, J.S., An inexpensive soap stock conversion plant, JAOCS,
30, 85–86, 1953.37. Hong, W.M., Quality of byproducts from chemical and physical refining of palm oil
and other oils, JAOCS, 60, 316–321, 1983.38. Beal, P.E. et al., Treatment of soybean oil soapstock to reduce pollution, JAOCS, 49,
447–449, 1972.39. Woerfel, J.B., Processing and utilization of by-products from soy oil processing,
JAOCS, 58, 188–191, 1981.40. Ohlson, R. and Swensson, C., Comparison of oxalic acid and phosphoric acid as
degumming agents for vegetable oils, JAOCS, 53, 8–11, 1976.41. Szuhaj, B.F., Lecithin production and utilization, JAOCS, 60, 308, 1983.42. Ziegelitz, R., Lecithin processing possibilities, INFORM, 6, 1226, 1995.43. Rich, A.D., Major factors that influence bleaching performance, JAOCS, 44,
298A–300A, 323A–324A, 1967. 44. Richardson, L.L., Use of bleaching clays in processing edible oils, JAOCS, 55, 777, 1978.
© 2004 by CRC Press LLC

45. Morgan, D.A. et al., The function of bleaching earths in the processing of palm, palmkernel, and coconut oils, JAOCS, 62, 292–299, 1985.
46. Rini, S.J., Refining, bleaching, stabilization, deodorization, and plasticization of fats,oils, and shortening, JAOCS, 37, 515–520, 1960.
47. Goebel, E.H., Bleaching practices in the U.S., JAOCS, 53(6), 342–343, 1976.48. Rich, A.D., Some basic factors in the bleaching of fatty oils, JAOCS, 41, 315–321,
1964.49. Butterworth, E.R., Separation methods in processing edible oils, JAOCS, 55, 781–782,
1978. 50. Latondress, E.G., Oil–solids separation in edible oil processing, JAOCS, 60, 259–260,
1983.51. Patterson, H.B.W., Bleaching practices in Europe, JAOCS, 53, 341, 1976.52. Ong, J.T., Oil recovery from spent bleaching earth and disposal of the extracted
material, JAOCS, 60, 314–315, 1983.53. Hong, W.M., Quality of byproducts from chemical and physical refining of palm oil
and other oils, JAOCS, 60, 316–318, 1983.54. Svensson, C., Use or disposal of byproducts and spent material from vegetable oil
processing industry in Europe, JAOCS, 53, 443–444, 1976.55. Allen, R.R., Hydrogenation, JAOCS, 37, 521–523, 1960. 56. Allen, R.R., Hydrogenation, principals and catalyst, JAOCS, 45, 312A–314A,
340A–341A, 1968. 57. Allen, R.R., Principals and catalyst for hydrogenation of fats and oils, JAOCS, 55,
792–795, 1978. 58. Allen, R.R., Theory of hydrogenation and isomerization, in Hydrogenation: Proceed-
ings of an AOCS Colloquium, Hastert, R., Ed., AOCS, Champaign, IL, 1987, pp. 1–10. 59. Haumann, B.F., Tools, hydrogenation, interesterification, INFORM, 5, 668–678,
1994.60. Beckmann, H.J., Hydrogenation process, JAOCS, 60, 286–288, 1983.61. Hastert, R.C., The partial hydrogenation of edible oils, American Oil Chemists’
Society Short Course, Phoenix, AZ, 1988. 62. Lantondress, E.G., Formulation of products from soybean oil, JAOCS, 58, 185, 1981.63. Wiederman, L.H., Versatility of fats and oils utilization, in Military Food and Package
Systems Activities Report, 27, 100–103, 1975.64. Lanning, S.J., Chemical interesterification of palm, palm kernel, and coconut oils,
JAOCS, 62, 400–404, 1985.65. Sreenivasan, B., Interesterification of fats, JAOCS, 55, 796–805, 1978. 66. Norris, F.A., A new approach to the glyceride structure of natural fats, JAOCS, 24,
275, 1947. 67. Going, L.H., Interesterification products and processes, JAOCS, 44, 414A–422A,
454A–456A, 1967. 68. Young, F.V.K., Palm kernel and coconut oils: analytical characteristics, process tech-
nology and uses, JAOCS, 60, 378, 1983.69. Hawley, H.K. and Holman, G.W., Directed interesterification as a new processing
tool for lard, JAOCS, 33, 29–35, 1956.70. Macrae, A.R., Lipase–catalyzed interesterification of oils and fats, JAOCS, 60,
291–294, 1983.71. Quinlan, P. and Moore, S., Modification of triglycerides by lipases, process technol-
ogy and its application to the production of nutritionally improved fats, INFORM, 4,580–585, 1993.
72. Weiss, T.J., Salad oil manufacture and control, JAOCS, 44, 146A–148A, 186A, 1967.
© 2004 by CRC Press LLC

73. Puri, P.S., Winterization of oils and fats, JAOCS, 57, 848A–850A, 1980. 74. Stirton, A.J., Fractionation of fats and fatty acids, in Bailey’s Industrial Oil and Fat
Products, 3rd ed., Swern, D., Ed., Wiley-Interscience, New York, 1964, pp. 1008–1009. 75. Cavanagh, C.C., Seed to salad oil in 18 hours, Food Process., 22(4), 38–45, 1961.76. Neumunz, G.M., Old and new in winterizing, JAOCS, 55, 396A–398A, 1978. 77. Haraldsson, G., Degumming, dewaxing and refining, JAOCS, 60, 259, 1983.78. Leibovitz, Z. and Ruckenstein, C., Winterization of sunflower oil, JAOCS, 61(5),
870–872, 1984.79. Kreulen, H.P., Fractionation and winterization of edible fats and oils, JAOCS, 53,
393–396, 1976.80. Rossell, J.B., Fractionation of lauric oils, JAOCS, 62, 385–390, 1985.81. Kellens, M. and Hendrix, M., Fractionation, in Introduction to Fats and Oils Tech-
nology, 2nd ed., O’Brien, R.D., Farr, W.E., Wan, P.J., Eds., AOCS Press, Champaign,IL, 2000, p. 205.
82. Defense, E., Fractionation of palm oil, JAOCS, 62, 376–385, 1985.83. Thomas, A.E. and Paulicka, R.R., Solvent fractionated fats, Chem. Industry, Sept.,
774–779, 1976. 84. Birnbaum, H., The monoglycerides, manufacture, concentration, derivatives and
applications, Bakers Dig., 55, 6–16, 1981.85. Rice, E.E., Materials of construction in the fatty acid industry, JAOCS, 56, 754A–758A,
1979. 86. Feuge, R.O., Derivatives of fats for use as foods, JAOCS, 39, 525–526, 1962.87. Van Haften, J.L., Fat–based emulsifiers, JAOCS, 56, 833A, 1967. 88. Nash, N.H., Knight, G.S., Polyfunctional quality improvers: polyglycerol esters, Food
Eng. Mag., May, 79–82, 1967.89. McIntyre, R.T., Polyglycerol esters, JAOCS, 56, 835A–840A, 1997. 90. Wrenn, L.B., Pioneer oil chemists: Allbright, Wesson, INFORM, 6, 98–99, 1995.91. Morris, C.E., Mechanics of deodorization, JAOCS, 26, 607–610, 1949. 92. White, F.B., Deodorization, JAOCS, 33, 495–506, 1956.93. Zehnder, C.T., Deodorization 1975, JAOCS, 53, 364–369, 1976.94. Gavin, A.M., Deodorization and finished oil handling, JAOCS, 58(3), 175–184, 1981.95. Durdow, F.A., Deodorization of edible oils, JAOCS, 60, 272–274, 1983.96. Kellens, M. and De Greyt, W., Deodorization, in Introduction to Fats and Oils
Technology, O’Brien, R.D., Farr, W.E., and Wan, P.J., Eds., AOCS Press, Champaign,IL, 2000, pp. 235–268.
97. Ahrens, D., Comparison of tray, film deodorization, INFORM, 9, 566–576, 1998. 98. Bernardini, M., Deodorization, in Proceedings of the World Conference on Oilseed
Technology and Utilization, Applewhite, T.H., Ed., AOCS Press, Champaign, IL,1993, pp. 186–193.
99. Reeves, R.M., Thermal heating fluids, INFORM, 9, 549–551, 1998. 100. Johansson, G.M.R., Finished oil handling and storage in Europe, JAOCS, 53,
410–413, 1976.101. Gilbert, W.J. and Tandy, D.C., Odor control in edible oil processing, JAOCS, 56,
654A–658A, 1979. 102. Watson, K.S. and Meiehoefer, C.H., Use or disposal of by-products and spent material
from the vegetable oil processing industry in the U.S., JAOCS, 53, 437–442, 1976.103. Svensson, C., Use of disposal of by-products and spent material from the vegetable
oil processing industry in Europe, JAOCS, 53, 443–445, 1976.104. Wright, L.M., Finished oil handling and storage in the U.S., JAOCS, 53, 408–409,
1976.
© 2004 by CRC Press LLC

105. Buck, D.F., Antioxidants in soya oil, JAOCS, 58, 275–278, 1981.106. Sherwin, E.R., Antioxidants for vegetable oils, JAOCS, 53, 430–436, 1976.107. Eastman Chemical Company, Tenox Natural Tocopherols, Technical Data Bulletin
ZG–263, 1990. 108. Chahine, M.H. and MacNeill, R.F., Effect of stabilization of crude whale oil with
tertiary butylhydroquinone and other antioxidants upon keeping quality of resultantdeodorized oil, JAOCS, 51, 37–41, 1974.
109. Sherwin, E.R., Antioxidants for food fats and oils, JAOCS, 49, 468–472, 1972.110. Luckadoo, B.M. and Sherwin, E.R., Tertiary butylhydroquinone as antioxidant for
crude sunflower seed oil, JAOCS, 49, 95–97,1972.111. Sherwin, E.R. and Luckadoo, B.M., Studies on antioxidant treatment of crude vege-
table oils, JAOCS, 47, 19–23, 1970. 112. Kraybill, H.R. et al., Butylated hydroxyanisole as an antioxidant for animal fats,
JAOCS, 26, 449–453, 1949. 113. Mattil, K.F., Plastic shortening agents, in Bailey’s Industrial Oil and Fat Products,
3rd ed., Swern, D., Ed., Wiley-Interscience, New York, 1964, pp. 272–281.114. Joyner, N.T., The plasticization of edible fats, JAOCS, 30, 526–538, 1953.115. McMichael, C.E., Finishing and packaging of edible fats, JAOCS, 33, 512–516, 1956.116. Slaughter, Jr., J.E., Plasticizing and packaging, Proceedings of a Six–Day Short
Course in Vegetable Oils, The American Oil Chemists’ Society, Conducted by TheUniversity of Illinois, Urbana, IL, 1948, pp. 119–131.
117. Brown, L.C., Emulsion food products, JAOCS, 26, 634, 1949. 118. Fincher, H.D., General discussion of processing edible oil seeds and edible oils,
JAOCS, 30, 479–481, 1953.119. Hoerr, C.W. and Ziemba, J.V., Fat crystallography points way to quality, Food Eng.
Mag., 37(5), 90, 1965.120. Weiss, T.J., Basic processing of fats and oils, in Food Oils and Their Uses, 2nd ed.,
AVI Publishing, Westport, CN, 1983, pp. 96–97. 121. Reigel, G.W. and McMichael, C.E., The production of quick–tempered shortenings,
JAOCS, 43, 687–689, 1966.122. Endres, J.G., Wrobel, R.J., and Rendek, R.B., U.S. Patent No. 3,469,996, 1969. 123. Campbell, Jr., R.L., Wood, C.H., and Brust, A.E., U.S. Patent No. 3,514,297, 1970.
© 2004 by CRC Press LLC

CHAPTER 3
Fats and Oils Analysis
3.1 INTRODUCTION
The use of fats and oils prior to the beginning of the 19th century was based onpractical knowledge that had been accumulated slowly over many centuries. Today,fats and oils products are developed and subsequent production controlled with aknowledge of their composition, structural and functional properties, and theexpected reactions obtained through the application of scientific research. Progressin the utilization of fats and oils for the production of useful products is dependentupon a thorough knowledge of the characteristics of the raw materials, the changeseffected by each process, and the requirements of the individually prepared foodproduct. Physical, chemical, and performance analyses are the tools available to fatsand oils processors for the purchase of raw materials, development of new products,and evaluation of the products produced.
Analyses of fats and oils are required for a number of applications, beginningwith commodity trading. In every fat and oil processing plant, there are analyticalrequirements for process quality control. In refining, for example, evaluating the freefatty acid (FFA) content of the oil is necessary to determine the caustic treat, todetermine if the oil has been properly deodorized, and to serve as a quality indicatorin other areas. Melting points, solids fat index (SFI), and other physical evaluationsindicate that the product will function as developed. For final edible-oil products,organoleptic evaluations, peroxide value, FFA, and other analyses are utilized forassurance that the product has the required bland flavor, with predictive analysis suchas active oxygen method (AOM) stability being utilized to ensure proper shelf life.
Nutritional listings of saturates, polyunsaturates, cholesterol, vitamins, and otherproduct characteristics on food product labels require accurate analysis to identifythe original values and to ensure compliance with any claims. Also of importanceare analyses for trace constituents, such as pesticides or trace metals, to ensurecompliance with governmental regulations.
Investigative analyses are frequently required in fats and oils processing. Iden-tifying the oils and physical characteristics of a somewhat mysterious product that
© 2004 by CRC Press LLC

arises as a result of a mispumping or some other mishap is required to determinethe opportunities to salvage the product. Analyses are also needed to determine thecause of product failures identified by quality evaluations of finished products or asa result of customer complaints.
Specialty and tailored fats have individual analytical requirements in terms ofchemical, physical, consistency, nutritional, performance, and other properties thatmust be measured and maintained to ensure that products function as designed. Thediversity of products and applications amplifies the need for analytical informationand the ability to interpret the meaning of the results.
The analytical methods employed should be those that are universally acceptedin the industry, both by the suppliers of the raw materials and by the purchasers ofthe finished products. Historically, development of analytical methods for fats andoils has been undertaken by the processors, professional societies, end users, aca-demic community, and government-sponsored research agencies. Development ofanalytical procedures was one of the main reasons for forming the Society of CottonProducts Analysts, which became the American Oil Chemists’ Society (AOCS).Methods standardization remains a major goal for AOCS, and procedures with wideinterest and application become a part of the Official Methods and RecommendedPractices of the American Oil Chemists’ Society. The AOCS methods are continuallyupdated, with unused or less satisfactory methods being dropped and new proceduresbeing added. Other standardized methods with potential application are published bythe Association of Official Analytical Chemists’ (AOAC), American Society for Test-ing and Materials (ASTM), and American Association of Cereal Chemists (AACC).
3.2 NONFATTY IMPURITIES
Impurities present in fats and oils are contaminates that must be removed duringprocessing to prevent an adverse reaction or an undesirable appearance. Most of thetrading rules for edible oil products have specific limits for the various nonfattymaterials. Analysis for these materials during processing is part of good processcontrol, and quality processors have stringent as-shipped requirements for finishedproducts to prevent these contaminants from reaching the customer. The nonfattyimpurities analytical methods are identified by the predominate contaminant in mostcases.
3.2.1 Moisture Analysis
Moisture can contaminate a fat or oil in many different ways: condensation,broken coils, intentional addition during processing, etc. Continued presence ofmoisture will induce hydrolysis with a resultant FFA increase and off-flavors. Someof the analytical methods to identify and quantify moisture include:
• Hot-plate method — One of the most common methods of determining moisturein a fat or oil is AOCS Method Ca 2b-38 for Moisture and Volatile Matter.1
Approximately 10 grams of a representative sample is heated in a beaker withgentle agitation on a hotplate until foaming stops and incipient smoking begins.
© 2004 by CRC Press LLC

The loss in weight between the beginning and the ending sample represents themoisture and volatile matter.
• Air oven method — The results of the air oven method (AOCS Ca 2c-25)1 aremore accurate and reliable but also more time consuming than the hotplate method.For the air oven method, approximately 5 grams of a representative sample isweighed into a dried, tared moisture dish and dried in the oven for 30 minutes at101 ± 1°C. This procedure is repeated until a constant weight is determined. Theloss in weight is calculated as the moisture and volatile matter.
• Vacuum oven method — AOCS Ca 2d-251 provides more accurate results than thehotplate and air oven procedures and is especially applicable where moisture isdeep seated and must diffuse largely through the capillaries. The same procedureas for the air oven method is observed, except that the vacuum should not exceed100 mmHg at a temperature 20 to 25°C above the boiling point of water at theoperating pressure until a constant weight is obtained in successive 1-hour dryingperiods. Again, the weight loss is calculated as the moisture and volatile matter.
• Karl Fisher method — This method is adaptable for determining moisture in awide variety of materials and has been adapted by many laboratories as a standardtest procedure for moisture. The Karl Fisher volumetric method for moisture maybe determined by ordinary visual titration or by an electrometric method. Thetitration endpoint is a color change from yellow to brown. The electrometricmethod of titration for moisture is more accurate when dark solutions are encoun-tered and enables a less experienced technician to correctly identify the endpoint.An automatic titration speeds up the analysis with an even better degree ofaccuracy. AOCS Method Ca 2e-841 indicates that the precision for the Karl Fishermoisture determination by the same operator is 0.6% relative.
• Skillet moisture — This simple, qualitative method determines very quickly ifmoisture is present in a sample. It involves pouring a small amount of the sampleinto a hot skillet previously heated until the sample begins smoking. An absenceof moisture is indicated by a lack of reaction, and any popping or spitting indicatesthe presence of moisture. This qualitative evaluation, with results usually reportedas simply wet or dry, can be used to determine if a more quantitative result isrequired.
3.2.2 Impurities Analysis
Foreign material in incoming crude edible oils or incorporated during processingmust be removed by filtration or another process to produce an acceptable finishedproduct. The following methods and procedures have been effective for identifyingthe existence of a problem and confirming that the impurities have been removedbefore subsequent processing or shipment:
• Insoluble impurities — Meal, dirt, seed fragments, and other substances insolublein kerosene or petroleum ether are the impurities identified by AOCS Method3a-461 normally identified by trading rules for crude vegetable oils. This methodutilizes the residue from the moisture and volatile matter determinations or anothersample prepared in the same manner. It is dissolved in 50 milliliters of keroseneand then vacuum filtered through a Gooch crucible. After washing with warmkerosene and petroleum ether, the crucible is dried and weighed. The gain in weightof the crucible is noted and the percentage of insoluble impurities is calculated.
© 2004 by CRC Press LLC

• Filterable impurities (standard disc method) — During processing, small quanti-ties of undissolved impurities may be picked up from polymerized oil deposits,charred materials, salt formed after a reaction, filter aids, bleaching earths, orsome other foreign material. These materials should be removed by one or moreof the filtering systems in the process, but an evaluation procedure will ensurethat the systems are operating properly and are properly sized to remove all ofthe foreign materials before shipment to the consumer. A suggested procedure forevaluating filterable impurities is to filter a standard quantity (500 grams) of heated(70 to 90°C) oil sample with a vacuum suction funnel through a Whatmann No. 2filter disc. After filtering, wash the funnel and filter disk with a suitable solvent.Compare the filter disk to standard impurities discs previously prepared to identifythe degree of acceptability.
• Turbidimeter impurities — The amount of undissolved impurities in oil can berapidly determined with the use of a turbidimeter. Product samples are usuallyheated to 70° ± 1.0°C and allowed to stand 5 to 10 minutes in a controlled-temperature oven after being poured into the prescribed sample bottles to eliminateair bubbles. The turbidimeter readings can be converted to part-per-million (ppm)impurities with a predetermined calibrated curve. Experience has shown that thismethod cannot be used for meat fats and products containing emulsifiers, becausethey contain turbid materials other than those effectively measured by this procedure.
3.2.3 Trace Metals Analysis
Throughout the processing of edible fats and oils, metals can be encountered,many of which reduce the efficiency of the process or cause deterioration of theproduct quality. The most notable of these metals are copper, iron, calcium, mag-nesium, sodium, lead, zinc, and nickel. Various procedures have been used fordetermining minute quantities of the trace metals in edible-oil products. Severalqualitative methods for iron and nickel are available, but the sensitivity for thesemethods is limited. These evaluations perform adequately only when it is necessaryto confirm that a product contains less of a trace metal than the established limitsof the procedure. Initially, these wet chemical analyses were the only quality controlanalyses available, but improved trace metal determination procedures have beenintroduced; flame atomic absorption spectroscopy was improved by replacing theflame with a graphite furnace, and more recently plasma emission spectroscopy,inductive coupled plasma (ICP) has been introduced. At one time, these procedureswere initially performed only by technical research laboratories or by a centralizedquality control laboratory; however, now it is recommended that each refinery havethe capability to perform these sensitive trace metal analyses 24 hours a day, 7 daysa week. These procedures do require well-trained operators, but reliable trace metalinformation is necessary to maintain refinery yields and improve quality.2
3.2.4 Soap Analysis
In caustic refining, sodium hydroxide is introduced to the oil to react with theFFAs and produce soaps. Traces of soap remaining in the oil after refining andbleaching poison hydrogenation catalysts and have a detrimental effect upon theoxidative stability of deodorized oils at levels below 5 ppm. Two AOCS methods are
© 2004 by CRC Press LLC

available for determining soap:1 Cc 15-60, a conductivity procedure, and Cc17-79, atitration procedure. Soap analyses are also useful investigative tools for evaluating thecause of early breakdown of frying fats. Trace amounts of caustic cleaning materialsleft in deep-fat fryers will react with the FFAs present to produce soaps, which shortenthe frying life of the shortening as exhibited by foaming, off-flavor, high absorption,etc.
3.3 MELTING, SOLIDIFICATION, AND CONSISTENCY
The data obtained from melting points, solids fat index methods, and othersolidification procedures are all used to predict the consistency of the finishedproduct. For edible fats and oils products, the liquid/solids levels at the varioustemperatures in relation to body temperature can give good indications of the mouthfeel, gumminess, workability, and overall general behavior at cool, ambient, andelevated temperatures. The melting and solidification procedures are the most fre-quently and routinely performed evaluations in fats and oils laboratories, both forquality control and for product development. They are useful to control productionand help identify unknown samples and are critical in new product formulation.
3.3.1 Melting Point Analysis
Melting point is usually defined as the point at which a material changes froma solid to a liquid; however, natural fats do not have a true melting point. Purecompounds have sharp and well-defined melting points, but fats and oils are complexmixtures of compounds that pass through a gradual softening before becomingcompletely liquid. This melting procedure is further complicated by the fact that fatcrystals can exist in several polymorphic modifications, depending on the specifictriglycerides involved and the temperature/time pretreatment (tempering) of thesample. The different crystal forms are often stable enough to exhibit distinctivemelting points; therefore, instead of melting point, melting range or melting intervalis more correct. For a melting point, one point within the melting range must beselected with a defined method. Only with ridge and specific definition of theconditions of the fat pretreatment and the test procedure can a melting point bedetermined. Many methods have been devised to determine the melting point or apoint close to it, some by direct observation and some by indirect and objectiveprocesses.3 The advantage of most melting point methods is their relative simplicity,but the dependence of the melting point on the sample pretreatment and on themethod used must be considered a disadvantage.
Several fats and oils melting point procedures have been standardized by AOCSand other associations. The melting point methods vary considerably in the endpointdetermination, conditioning of the sample, amount of automation, time requirements,attention required, degree of melt, and so on.
• Capillary melting point — AOCS Method Cc 1-251 is essentially the procedureused by the organic chemist for determining the melting point of pure organic
© 2004 by CRC Press LLC

compounds. In this method, capillary tubes (1-millimeter inside diameter) arefilled to a height of 10 millimeters with melted fat; the end is sealed and tempered16 h at 4 to 10°C. After tempering, the tubes are heated in a bath at 0.5°C perminute, starting 8 to 10°C below the expected melting point, until the fat becomescompletely clear. It has been difficult to reproduce results with this method becauseof the subjective interruption of the completely clear endpoint.
• Softening point — This open capillary tube melting point method (AOCS MethodCc 3-25)1 follows the closed capillary tube procedure, except the tube is not sealedand the endpoint is the physical movement of the fat column under a standardizedhydrostatic pressure. This objective determination is a definite advantage for betterreproducibility of results.
• Slipping point — AOCS Method Cc 4-251 is based on the same principle as theopen capillary melting point or the softening point method, except that onlyplasticized or solidified samples are placed in metal tubes that are heated at a rateof 0.5°C per minute while immersed in a brine solution in a 600-milliliter beaker.The endpoint for this method is the temperature when the fat rises from thecylinder. This method is useful for finished products, and the endpoint is deter-mined objectively, but the sample lacks laboratory pretreatment, so the results canbe influenced by the nonstandardized history of the product.
• Wiley melting point — At one time, AOCS Method Cc 2-381 was the most popularmethod in North America for determining a melting point. A solidified fat disc issolidified and chilled in a metal form for 2 hours or more. The disc is thensuspended in an alcohol-water bath and slowly heated while being stirred with arotating thermometer. The Wiley melting point occurs when the fat disc becomescompletely spherical. The subjective interpretation of the endpoint is again a majordisadvantage, and slight variation in sample tempering or heating rate interfereswith reproducibility of the results. Another major disadvantage is the constantattention required to determine the endpoint.
• Mettler dropping point — AOCS Method Cc 18-801 utilizes a Mettler InstrumentCorporation, Princeton, NJ control unit and dropping furnace. A sample cupdesigned for the furnace is filled with approximately 17 drops of the melted fatsample and tempered in a freezer for 15 minutes. The cold solidified sample iswarmed in the temperature-programmed furnace until it becomes fluid enough toflow. When the sample flows, it trips a photoelectric circuit, which records thetemperature on a digital readout. This procedure has become a standard in mostfats and oils laboratories due to the advantages it offers over the other meltingpoint methods: fully automatic endpoint determination, good correlation of resultswith Wiley melting point results, less than an hour elapsed time required forcomplete results, and the ability to analyze products with low melting points.
3.3.2 Solids Liquids Contents Analysis
The proportion of solid to liquid fat in a shortening, margarine, or specialtyproduct at a given temperature has an important relationship to the performance ofthe product at that temperature. This proportion cannot be determined from single-point melting analysis or any other analysis of the physical properties. Estimates ofthe solids and liquids contents in a fat at different temperatures over the meltingrange can be made with calorimetric, dilatometric, or nuclear magnetic resonanceprocedures. Over the past 40 years, the dilatometric procedure (solids fat index) has
© 2004 by CRC Press LLC

gained wide acceptance for the characterization of solid liquid contents of fats.Methods have also been standardized for the use of nuclear magnetic resonance(NMR) imaging for this purpose, and differential scanning calorimetry (DSC) tech-niques have been developed for determination of solid liquid contents.4
The usual temperatures at which the solids fat index/contents determinations aremade are 10.0, 21.1, 26.7, 33.3, and 37.8 or 40.0°C. Generally, the SFI may berelated to the physical characteristics of the fat or oil product over the temperaturerange in use.5 For example, SFI results for margarine-base oils are usually determinedat three temperatures to indicate properties for:
• 10.0°C (50°F) — An indicator of printability and product spreadability at refrig-erator temperatures
• 21.1°C (70°F) — An indicator of product resistance to oil-off at room temperature• 33.3°C (92°F) — An indicator of eating or melt-in-the-mouth characteristics
Solids fat index/contents determinations at different temperatures covering therange over which a fat passes from a solid to a liquid can be plotted to produce acurve that illustrates the changes. The solids curves will show:
• Plastic range — Fats and oils products generally have the best consistency formixing and working within a solids content range of 15 to 25%, which is usuallyidentified as the plastic range.
• Melting point — The dilatometric melting point is the temperature at which thesolids curve meets the liquid line, that is, the lowest temperature at which thesolids content is zero. This melting point is obtained by extrapolating the solidscurve to zero either graphically or mathematically.
• Flat solids curve — Flatter solids slopes generally have a greater plastic rangebecause the solids remain within the plastic range for a wider temperature range.
• Steep solids curve — Sharp melting properties are usually accompanied by a highoxidative stability and characterized by a steep solids slope. Frying, cookie filler,and nondairy applications are examples of products benefiting from a steep solidsslope. These products require a sharp melting profile with good flavor stability,whereas workability and creaming properties are not required.
Since its beginnings in the early 1930s, dilatometry, now referred to as solidsfat index, has become the preeminent analysis performed in fats and oils laboratories.It has become the single most important criterion for establishing specificationsregarding melting behavior and crystalline structure. Despite its importance, the SFImethod is time consuming and labor intensive and requires more maintenance thanthe majority of the other analyses performed; therefore, the fats and oils industryhas long sought a less time-consuming, more automated, less expensive procedurethat would provide comparable results.2 SFI remains the preferred method in theUnited States, whereas the European and Asian fats and oils industries have adoptedNMR techniques to determine the solids fat contents.
© 2004 by CRC Press LLC

3.3.2.1 Solids Fat Index
Dilatometry is the basis for the most widely accepted method for solids fat mea-surement in the United States. AOCS Method Cd 10-571 for the dilatometric solidsfat index has been used extensively for product development, process control, andquality specifications for fats and oils products. Solids fat index is an empirical measureof the solids fat content. It is calculated from the specific volume at various temper-atures utilizing a dilatometric scale measured in units of milliliters times 1000. Itshould be recognized that the SFI results are arbitrary because assumptions are madeand liberties are taken insofar as precise measurement is concerned, including (1) useof volumetric instead of gravimetric measurements, (2) use of solutions other thanmercury as the confining liquid, (3) assumption that the slopes of the liquid and solidslines are parallel, (4) assumption that the slope of the liquid line is the same for allfats, and (5) assumption that the melting dilation is 0.1. Some of the assumptions aremade out of necessity and others are made for convenience; however, even with theassumptions and liberties taken, the results have relative significance and are relatedto other fats and oils properties that are important with respect to performance and use.6
3.3.2.2 Solids Fat Content
AOCS Method Cd 16-81 determines the quantity of solid glycerides in a fat bymeasuring the pulsed NMR signal of the liquid fat.1 The hydrogen atom in a solidcrystal does not give a signal, but a hydrogen atom in a liquid environment does;therefore, NMR measures the actual amount of liquid in a sample. SFI and NMRanalysis may be correlated, but the methods do not provide identical results. Themost significant difference between the two techniques is experienced with fatscontaining high solids contents at 10.0 and 21.1°C (50 and 70°F). Solids fat content(SFC) using either pulsed or wideline NMR spectrometers is a direct measurement,whereas SFI is an empirical measure calculated from the specific volumes at varioustemperatures using a dilatometer.5 Solids fat content (SFC) using either pulsed orwideline NMR spectrometers is a direct measurement, while SFI is an empirical mea-sure calculated from the specific volumes at various temperatures using a dilatometer.
3.3.2.3 Differential Scanning Calorimetry Fat Solids Content
Measurement of the heat of fusion of fat rather than its thermal expansion appearedto offer promise as a means of determining fat solids content, so methods weredeveloped for measurement of the solids contents of vegetable and animal fats byDSC in the search for a less time-consuming method for determining fat solidscontent. Briefly, the methods developed measured the heat of fusion of a frozen,completely solid sample of fat. The area under the melting curve (presented on a stripchart) is measured, then selected partial areas are measured as a percentage of thewhole. The temperatures selected for partial area measurement are normally thoseused for the SFI by dilatometry.7
Several advantages can be identified for DSC fat solids methods as comparedto SFI: (1) the thermal history determined can provide clues to the tempering and
© 2004 by CRC Press LLC

storage conditions for the fat sample; (2) the fat melt curve can help distinguishbetween two fat products with identical SFI values; (3) a fat solids range from –10°Cfor soft oils to 70°C for hardfats would be possible; (4) no limit for hardness wouldbe necessary, as is required with SFI by dilatometry; (5) results should be availablein approximately 1 hour of elapsed time; and (6) correlation with SFI results appeargood. The identified disadvantages were (1) accurately weighing the small samplesize (5 to 10 milligrams) poses the problem of representative sampling, (2) variationfor fat solids is not constant and is greater at low temperatures,8 and (3) precisionhas been found to be poorer than with the standard SFI dilatometric technique.
Fat solids analysis by DSC has never been accepted as a quality control tool toreplace SFI. Originally, it had appeared to be an ideal choice because it measuredthe change in heat absorption vs. the temperature of the sample programmed fromone temperature to another to record a melting profile of a sample as it passes throughvarious crystalline states from a solid to a liquid. The primary points of dissatisfactionwith the DSC solids measurement techniques were the fact that reanalysis of the samesample is not as reproducible as SFI, the sample minute quantity requires significantweighing accuracy, and DSC provides too much information.2 It appears that DSCcan be a very useful research tool, but it is not suitable for quality control laboratories.
3.3.3 Solidification Analysis
Solidification of mixed fatty acids is the point at which a balance is attainedbetween the heat generated and the heat lost which will vary according to the rateof crystallization and the degree of supercooling in the liquid. These evaluations aresome of the oldest fat characteristics used for fats and oils control purposes.
• Titer — The titer test (AOCS Method Cc 12-59) measures the solidification pointof the fatty acids. First, a fat sample must be saponified and dried before deter-mining titer. Then, a titer tube is filled to the 57-millimeter mark with dried fattyacids and suspended in an air bath, which is surrounded by a water bath at 15 to20°C below the expected titer result. The sample is stirred until the temperaturebegins to rise or remains constant for 30 seconds, after which the stirring is stoppedand the endpoint is recorded as the maximum temperature the fat reaches withheat of crystallization.1 Titer is an important characteristic for inedible fats usedfor soapmaking or as a raw material for fatty acid manufacture. For edible fatsand oils, titer is commonly specified for low-iodine-value hardfats, sometimesreferred to as titer stocks.
• Quick titer — Hydrogenation control of hardstocks or titer stocks is normallydone with a quick titer determination because the official titer (AOCS Method Cc12-59) is too time consuming for control purposes. A quick titer analysis isperformed by dipping the bulb of a glass thermometer into the liquid fat sampleand then rotating the thermometer stem between the fingers to cool the fat at roomtemperature. The endpoint is the temperature reading when the fat on the bulb
© 2004 by CRC Press LLC

clouds. Constants for each oil source have been identified for addition to the quicktiter result that approximate the official titer determinations very closely:9
• Congeal point — This solidification method, sometimes referred to as settingpoint, is a measure of the fat itself rather than the separated fatty acids for titer.The congeal point (AOCS Method Cc 14-59) is determined by cooling a meltedsample while stirring until the fat becomes cloudy. The sample is then allowed toremain quietly in the air at 68°F. Under these conditions, a temperature rise occurs.The highest temperature attained is the congeal point, which is an estimate of thesolidification temperature of the fat.5
• Cloud point — This nonstandard method is a variation of the congeal procedure.An empirical cloud point is obtained by stirring a sample of fat while it is beingcooled until the oil has clouded enough to block a light beam of known intensity.The cloud or congeal point values are more closely related to consistency thanmelting points. A definite relationship exists between SFI at 92°F (33.3°C) andthe congeal or cloud point, especially for meat fats.
• Cold test — The ability of a salad oil to withstand refrigerator storage is deter-mined by the cold test, which measures the ability of an oil to resist crystallizationby determining the time (in hours) required for the oil to become cloudy at 0°C(32°F). For the standardized AOCS Method Cc 11-53, dry-filtered oil is placedin a sealed 4-ounce bottle and submerged into an ice bath. The AOCS methodstipulates that the oil should be examined after 5.5 hours for clarity to determineif the oil passes or fails. An alternative to the method allows continuation of thecold test until a cloud develops.1 The alternative procedure is probably the norm,as most salad oil specifications require at least a 10-hour minimum cold test. Thecold test was developed to evaluate cottonseed oil for the production of mayonnaiseand salad dressing. An oil that will solidify at the refrigerator temperatures usedfor the preparation of these products will cause an emulsion break and separation.Currently, the cold test is also utilized to ensure that bottled salad oils for retailsale will not develop an unattractive appearance on the grocery shelf.
• Chill test — Natural winter oils with soluble waxes can at times successfully passan extended cold test but develop a cloudy appearance on the grocery store shelf.A nonstandard chill test has successfully predicted this problem when the cold testfailed to do so. For the chill test, dry-filtered oil is placed in a sealed 4-ounce bottleand held at 70°F (21.1°C) and examined after 24 hours for clarity. Any indicationof a cloud or wisp indicates the presence of a wax or hard oil contamination.
Source Fat or Oil Quick Titer Constant, °C
Cottonseed oil 11.0Soybean oil 13.0Peanut oil 14.0Palm oil 9.0Lard 11.0Tallow 12.0
© 2004 by CRC Press LLC

3.3.4 Consistency Analysis
Consistency is generally assumed to be a combination of those effects that tendto give the impression of resistance. Plasticity relates to the capacity of the productto be molded. The factor most directly and obviously influencing the consistencyof a fat is the proportion of the material in the solid phase. It is well established thata fat becomes firmer as the solids content increases.
Crystal size also has an effect — the smaller the crystals, the firmer the fat. Anexample is the fact that grainy lards are softer than smooth lards that have beeninterestified. Persistence of the crystal nuclei is also a factor. As a fat is exposed totemperature fluctuations, a portion of it undergoes melting and resolidification. Theability of certain fats to retain their original crystal form, regardless of temperaturevariation, is probably due to their capability to leave behind crystal nuclei that serveas starting points for the development of new crystals when the fat is cooled.10
Some of the most critical performance factors of fats and oils products are relatedto the properties commonly referred to as consistency and plasticity. The quality ofbutter, margarine, and spreads depends upon the consistency of the fat portion andits ability to be spread on bread. A wide plastic range and a smooth consistency aremandatory for roll-in shortenings and margarines used for thin-layer lamination atrefrigerator temperatures. Plasticity is also important for the workability and cream-ing properties required for shortenings used in the preparation of icings and aeratedbatters. Two measures are used:
• Consistency ratings — Undoubtedly, the first method used for evaluating theconsistency of a fats and oils product was to press a finger into the productsqueezing the product in the hand. These rating methods, although very subjective,are still applicable and effective. An experienced evaluator can identify slightdifferences or imperfections in the finished product more readily than can availableinstrumentation in regard to body, firmness, softness, and inconsistencies in thefeel (e.g., sandiness, lumps, ribby texture), as well as problems with the appearance(e.g., oiling, air pockets, grainy texture). Methods for applying a numerical valueto the finished product evaluations have been developed independently by mostedible-fats and -oils processors or laboratories for comparison purposes. Suggestedmethods for shortening and margarine finished product rating are presented in thenonstandardized methods section.
• Penetrations — The most widely used method to measure consistency of a plas-ticized shortening or margarine involves the ASTM grease penetrometer or anadaptation of it. AOCS Method Cc 16-60 for penetration testing identifies thepenetrometer as a mechanical device with a support to grip and release the shaftand cone, a support for the sample, an adjustment capability to level the device,and a gauge graduated in 0.1-millimeter units that conforms to ASTM D5, D217,and D937 designations. Most variations of the method used by different labora-tories involve the design of the needle or cone. Penetration evaluations measurethe depth to which the cone penetrates into the surface of the shortening ormargarine after allowing the cone to settle into the product for 5 seconds, startingfrom a position where the tip of the cone just touches the surface of the sample.The penetration result for each product is the average of four readings performedat each evaluation temperature.
© 2004 by CRC Press LLC

Penetration results are utilized internally for the most part and are not normallya part of customer specifications for fats and oils products. Nevertheless, uniformprocedures must be observed to obtain reproducible results. To avoid overheatingor overcooling, evaluation samples must be carefully tempered until the desiredproduct temperatures are achieved, usually 24 hours for 1-pound containers. Thesample temperature should be stabilized to within 1.0°C before testing for repro-ducible results. Temperature abuse at any time can change the penetration resultseven if the sample temperature is returned to the desired level and especially if thesample has experienced any actual melting.
Consistency of a product must be measured at a number of different temperaturesto determine its plastic range, that is, the range of temperatures over which the fathas the capability of being molded or worked. Normally, samples are held at threeto five different temperatures, ranging from 40 to 100°F (4.4 to 37.8°C), until eachsample has equilibrated at the desired temperature. The samples are evaluated todetermine the relative softness at low temperature and firmness at high temperature.Products with a wide plastic range are workable at both high and low temperatures.A perfect plastic range, if it could exist, would have the same penetration at alltemperatures. Evaluation of penetration data, obtained personally, indicated that thepenetration plastic range falls between 150 and 300 mm/10 g.
Although the elapsed time required for penetration results is too lengthy forprocess control, it is a valuable tool for finished products control and productdevelopment. A penetration curve can confirm that the desired plasticization andtempering conditions have been achieved for an individual product when the SFIand blend composition are controlled within specified limits. Figure 3.1 illustratesthe effect of varied chilling unit temperatures upon consistency of soybean oilhydrogenated basestock as measured by penetrations. The results illustrate the soft-ening effect of cooler chilling unit operating temperatures and that the finished
Figure 3.1 Effect of varied chilling temperatures.
© 2004 by CRC Press LLC

product consistency can be predicted from the solids fat content when the plastici-zation and tempering conditions are controlled.
3.4 COMPOSITION ANALYSIS
Knowledge of the composition of fats and oils is very important in nearly everyphase of fats chemistry and technology, although often its importance is not fullyrealized. In fact, progress in the utilization of commercial fats and oils as rawmaterials in the manufacture of useful products is dependent to a large degree onknowledge of the composition of the starting material and the products derived fromit. Methods for determining the fats and oils composition are important not onlybecause of the fatty acid contents and the pattern of glyceride distribution elaboratedby plants and animals, but also because the physical character and end-use perfor-mance of fats and oils are directly related to composition.
Analytical methods for determining compositions of fats and oils have evolvedfrom chemical separations to instrumental procedures. Instrumental methods areattractive to the analytical chemist because of the time-saving, better accuracy, andless tedious features; however, most instrumental analysis must rely upon a stan-dardization or calibration procedure, usually the original wet chemical analysis.
3.4.1 Saponification Value
Saponification value is a measure of the alkali-reactive groups in fats and oilsand is useful in predicting the type of glycerides in a sample. Glycerides containingshort-chain fatty acids have higher saponification values than those with longer chainfatty acids. The saponification value, along with the iodine value determination, havebeen useful screening tests both for quality control and for characterizing types offats and oils. The results overlap too much to identify individual fats or oils; forexample, both domestic vegetable oils and animal fats have saponification values inthe 180 to 200 range. Saponification value analysis has been replaced almost exclu-sively in edible fats and oils processing by fatty acid composition analysis bygas/liquid chromatography (GLC), except that some purchasers may specify it toprevent lauric oil contamination of domestic oils. Lauric oils have saponificationvalues in the range of 240 to 265, which differ substantially from the 180 to 200range for domestic vegetable oils.
3.4.2 Iodine Value
The iodine value is a simple and rapidly determined chemical constant for a fator oil. It is a valuable characteristic in fat analysis that measures unsaturation butdoes not define the specific fatty acids. Iodine-value analyses are very accurate andprovide nearly theoretical values, except in the case of conjugated double bonds orwhen the double bond is near a carboxyl group. However, unless the history of thefat or the type of fat in the product is known, an iodine value may be somewhatmeaningless by itself. For example, a product prepared with a meat fat with consis-
© 2004 by CRC Press LLC

tency and performance characteristics similar to a vegetable-oil-based product willhave a considerably different iodine value. Further, even vegetable oil products withcomparable functionality but different source oils will not have like iodine values.Even with these inadequacies, iodine value is a useful tool for process control andproduct specification. Iodine value is a measure of the unsaturation of fats and oilsand is expressed as the number of centigrams absorbed per gram of sample. Deter-mination of the iodine value (AOCS Method Cd 1-25) is carried out by adding anexcess of Wijs reagent to the sample, allowing the mixture to react for 30 minutesat 25 ± 5°C, treating the excess reagent with potassium iodide to convert it toequivalent iodine, and titrating with thiosulfate reagent and a starch indicator untilthe blue color disappears.1 The iodine-value procedure must be performed veryprecisely and timed carefully to be reproducible.
3.4.3 Refractive Index
Hydrogenation process control requires a rapid method for the determination ofthe product endpoint. Refractive index is used by most processors to measure thechange in unsaturation as the fat or oil is hydrogenated. By reference to a predeter-mined curve relating the refractive index to iodine value, a rapid estimation of theiodine value may be made. One source of error in this method is that trans-acidsformed during hydrogenation affect the refractive index but not iodine value. Theindex of refraction is the degree of deflection of a beam of light that occurs whenit passes from one transparent medium to another. A refractometer with temperaturecontrol is used for fats and oils with measurement usually at 25°C. High-meltingfats require temperature adjustments to 40 or 60°C depending upon the melting pointof the product. Temperature changes affect the results obtained; refractive indexdecreases as the temperature rises but at the same time increases with the length ofthe carbon chains and with the number of double bonds present in the fatty acids.AOCS Method Cc 7-25 identifies the procedure used to measure the refractive indexfor fats and oils.1
3.4.4 Fatty Acid Composition
The classical method for identification of fats and oils has been replaced byfatty-acid composition analysis determined by GLC patterns. The classic methodwas based on the identification of a specific fat or oil by a combination of its iodinevalue, relative density, refractive index, and saponification value. The advantages ofthe GLC procedure are that it permits identification of source oils that cannot beidentified by the classical methods, plus it offers the ability to identify the sourceoil proportions in a blended product. Further, because the fatty acid compositionrequires only one analysis, it can be made more rapidly and applies equally well torefined and unrefined oils, thus requiring only one set of standards.
Gas chromatography includes those chromatograph techniques in which themobile phase is a moving gas. In general, the procedure involves passing the methylesters, or transesterified triglycerides, to be analyzed through a heated column bymeans of a carrier gas such as helium or nitrogen. The components of the mixture
© 2004 by CRC Press LLC

are eluted with the gas and detected and measured at the exit end of the column bya suitable means. The retention time is the time required for a given compound topass through the column. The fatty acid esters exit in the order of saturation. Theretention line is indicated on the horizontal axis of the chart and is a qualitativeindex of the substance, and the area under the curve is in each case a quantitativemeasure of the component.
The fatty acid analysis provides a rapid and accurate means of determining thefatty acid distribution of fats and oils products. This information is beneficial for allaspects of product development, process control, and marketing because the physical,chemical, and nutritional characteristics of fats and oils are influenced by the kindsand proportions of the component fatty acids and their position on the glycerolradical. Fatty acids are classified by their degree of saturation:
• Saturated fatty acids — Fatty acids in which all carbon atoms in the chain containtwo hydrogen atoms and therefore have no double bonds
• Monounsaturated fatty acids — Fatty acids that have only one double bond in thecarbon chain
• Polyunsaturated fatty acids — Fatty acids that have two or more double bonds inthe carbon chain
Each fatty acid has an individual melting point. The melting points of saturatedfatty acids increase with chain length and decrease as the fatty acids become moreunsaturated; for a given fatty acid chain length, the saturated fatty acid will have ahigher melting point than the unsaturated fatty acid. Capric (C-10:0) and longerchain saturated fatty acids are solids at room temperature. The unsaturated fattyacids are chemically more active than the saturates because of the double bonds,and this reactivity increases as the number of double bonds increase. The doublebonds are subject to oxidation, polymerization, hydrogenation, and isomerization.The physical characteristics of a fat or oil are dependent upon the degree of unsat-uration, the carbon chain length, the isomeric fatty acid forms, and the molecularconfiguration. Usually, fats are liquid at room temperature when the level of unsat-urates is high and solid when the level of unsaturates is low; however, this general-ization can be complicated by trans-isomers that have different melting character-istics than the cis-isomer of the unsaturated fatty acid.
3.4.5 Calculated Iodine Value
Iodine value measures unsaturates or the average number of double bonds in afat; therefore, it is logical that an iodine value can be easily calculated from a fatty-
© 2004 by CRC Press LLC

acid composition analysis. The constants for the most common unsaturated fattyacids required for calculation of a triglyceride iodine value are
The calculated iodine value is determined simply by multiplying the percentage ofeach unsaturated fatty acid by its constant and addition of the results. This procedurehas not replaced the regular iodine value. It can be utilized as an audit for thechemical iodine value and does provide the capability of obtaining two results fromone analysis.
3.4.6 Glyceride Structure
The chemical, physical, and biological properties of fats and oils depend notonly on the kind and quantity of participating fatty acids, but also on the positionsof these fatty acids in the triglyceride molecule. In general, fats and oils are composedof mixed glycerides rather than mixtures of simple glycerides. When all three fattyacids are identical, the product is a simple triglyceride. A mixed triglyceride hastwo or three different fatty acids joined to the glycerol. The characteristics of atriglyceride depend on the position that each fatty acid occupies on the glycerinmolecule. As a general rule, fats with uniform triglyceride molecules have β-crystalsin the most stable state. Fats that are stable in the β′-crystal form contain mixturesof types of triglycerides that prevent large growth. For example, fully hydrogenatedsoybean, corn, canola, and peanut oils are essentially all tristearin due to a low levelof palmitic fatty acid and form stable β-crystals. Cottonseed and palm oils with highpalmitic fatty acid levels have mixtures of stearic and palmitic fatty acids when fullyhydrogenated, which form β′-crystals. Lard and cocoa butter have high palmitic fattyacid levels but crystallize in the β form due to the uniform triglyceride structure.For lard, palmitic fatty acid is always found in the sn-2 position of the glycerinmolecule, and cocoa butter always has oleic fatty acid in the sn-2 position.11
Analysis of the complex mixtures of triglycerides present in natural fats has beencarried out by many methods. Early analytical techniques employing crystallizationand counter-current distribution were not reproducible and required large samplesand long analysis times. Extensive evaluations of chromatography techniques haveled to high-performance liquid chromatography (HPLC), which partially fulfills theideal requirements of an accurate, quick, and easy analytical procedure. HPLCprocedures have provided rapid methods for the determination of relative amountsof glycerides present in a fat. HPLC can be used to monitor the modification of afat, as well as to detect adulteration, and as a developmental tool for specialty fatsand oils. It appears that triglyceride structure analyses can be very useful researchand development tools but are not practical for quality control purposes.
Fatty Acid Constant
Palmitoleic (C-16:1) 0.950Oleic (C-18:1) 0.860Linoleic (C-18:2) 1.732Linolenic (C-18:3) 2.616
© 2004 by CRC Press LLC

3.4.7 Emulsifier Analysis
A rapid, precise, and easily reproducible method for the determination ofmonoglycerides in fats became an essential requirement from a quality controlstandpoint when the use of monoglycerides in shortening and margarine blendsbecame widespread. Hydroxyl number determinations, interfacial tension measure-ment, and alcohol extractions, among other procedures, were investigated and foundnot specific and sensitive enough or suitable for quality control purposes. The mostsatisfactory method identified for determining monoglycerides and free glycerin wasbased upon their quantitative oxidation with periodic acid. AOCS Method Cd 11-57for α-monoglycerides presents this titration analysis, where the amount of monoglyc-eride or glycerin is determined by measuring the amount of periodic acid consumed.Free glycerin can also be determined by titration of the formic acid produced.1
Several other analytical procedures for monoglycerides based on thin-layer chro-matography (TLC), GLC, and HPLC have been developed as substitutes for theperiodic acid oxidation method. These procedures provide reproducible results com-parable to or better than the periodic acid oxidation method and are fast and easyto perform; however, the total monoglyceride values usually average higher than thetitration method. Monoglycerides exist in two isomeric forms: the 2 form and the1 form. Only the latter responds to periodic oxidation, which is the basic reactionin the normally applied chemical reaction of α-monoglyceride contents.12,13 Thechromatographic procedures are also applicable for determination of other emulsifiertypes, notably acetylated monoglyceride and propylene glycol esters.
3.4.8 Antioxidant Analysis
Antioxidants are widely used in fats and oils products to delay decompositionprocesses that result in offensive flavors. Several phenolic compounds have beenidentified that inhibit oxidation of fats and oils by interrupting the free-radicalmechanism of oxidation. The most notable synthetic antioxidants are propyl gallate(PG), butylated hydroxyanisole (BHA), butylated hydroxytoluene (BHT), and ter-tiary butylhydroquinone (TBHQ). The U.S. Food and Drug Administration (FDA)permits the use of the antioxidants at a maximum level of 200 ppm singly or incombination by weight in the vegetable oil portion of the food except when prohib-ited by a Standard of Identity. The U.S. Department of Agriculture (USDA) limitsthe antioxidant use to 100 ppm singly but allows 200 ppm in combination with nosingle antioxidant exceeding 100 ppm for meat fat products. Both the USDA andthe FDA labeling requirements specify that the antioxidant utilized must be listedin the ingredient statement. These requirements plus the beneficial effect of theantioxidants necessitate good analytical control of their additions. Both qualitativeand quantitative analytical methods are available for evaluation of the fats and oilsproducts for the presence of the various phenolic antioxidants:
• Qualitative methods — Rapid color endpoint qualitative process control proce-dures are available for the detection of PG, BHA, BHT, and TBHQ. These eval-
© 2004 by CRC Press LLC

uations indicate only the absence or presence of the particular antioxidant in thefat or oil product.
• Quantitative methods — HPLC and GLC methods are currently utilized to mea-sure the amounts of PG, BHA, BHT, and TBHQ antioxidants in a fats or oilsproduct. These procedures require less than an hour to provide accurate andreproducible results.
3.4.9 Tocopherols Analysis
Vegetable oils contain tocopherols, which are natural antioxidants that retardoxidative rancidity. The tocopherol content decreases during each step of processingand can be markedly reduced during deodorization, as these compounds are volatileunder these conditions. Studies have shown that the deodorizer tocopherol loss canvary from 19.8 to 51.2% depending upon the deodorizer conditions utilized.14 Theamount of tocopherols removed from the oil during deodorization depends on thetime, temperature, and stripping steam flow used. It is important that high proportionsof the tocopherols survive oil processing to purified optimum oxidation stability.The alternative is the addition of synthetic antioxidants or tocopherols that havebeen purified from deodorizer distillate of vegetable oils.
Several methods have been developed for tocopherol analysis of the vegetable oilsand in deodorizer distillates and soybean oil sludge and residues. The instrumentationand procedures evaluated have involved colorimeters, paper chromatography (PC),TLC, column chromatography (CC), GLC, GLC/mass spectrometry (GLC/MS), andHPLC separation techniques, all of which are also sometimes used in combination.Four different AOCS methods have been standardized for tocopherol determina-tions:1
• Ce 3-74 — Tocopherols in soya sludge and residue by GLC• Ce 7-87 — Total tocopherols in deodorizer distillates• Ce 8-89 — Tocopherols in vegetable oils and fats by HPLC• Ja 13-91 — Tocopherols in lecithin concentrates by HPLC
Oxidative stability, or lack of it, in the finished fats and oils product may be due toan abnormal reduction of the tocopherols, which act as free-radical chain-breakingantioxidants. Tocopherol analysis of deodorized vegetable oil products or deodorizerdistillate can indicate or provide a reason for a stability problem.
3.5 FLAVOR, RANCIDITY, AND STABILITY
Consumers use organoleptic evaluations to judge the quality of fats and oils.Organoleptic evaluation of oil products has long been recognized as the most sen-sitive method of assessing quality, but it is also recognized that these evaluationsgenerally lack precision and reproducibility. Rancidity is considered to be the objec-tionable flavor that results from the accumulation of decomposition products ofeither oxidation or hydrolysis reactions. In the development, evaluation, and quality
© 2004 by CRC Press LLC

control of edible fats and oils, resistance of the products to oxidative and hydrolyticdeterioration is of prime importance. Many chemical methods have been developedto measure oxidative deterioration with the objective of correlating the data withflavor characteristics. Various levels of acceptability have resulted from theseendeavors, but researchers are still seeking the ideal test; however, experience hasshown that when suitable flavor testing methods are employed, the chemical methodsbecome more valuable in assessing the quality as an oil product.
3.5.1 Flavor Analysis
Flavor in foods is a combined result of the senses of taste, smell, touch, andhearing. Taste and smell sensations result from contact stimuli, where the stimulatingsubstances must be placed upon the receptive sensory cells. The taste-sensing organs,called taste buds, are grouped together on the tongue and to a lesser extent on thepalate, pharynx, and larynx.15 Taste has four attributes: sweet, sour, salt, and bitter.It has been determined that most taste receptors respond to most of these attributes.Obviously, such complex taste stimuli cannot be identified with analyses that mea-sure only one aspect; in addition, flavor identity is further complicated by thepresence of other substances that block some sensations.16
3.5.1.1 Sensory Evaluations
Taste assessment is the ultimate method of grading finished oil quality. Todetermine oil flavor, 5 to 10 milliliters of oil is taken into the mouth, thoroughlyswished throughout the mouth with air drawn over the top, and expectorated into awaste cup.20 A panel of experienced tasters rates the flavor of the oil according toan established intensity scale. A 10-point scoring system is usually used, and panelmembers assign numbers representative of the flavor intensity, from which a meanflavor score is determined. The flavor intensity scores of a trained flavor panel shouldagree within plus or minus one unit. Off-flavors are described with descriptive namessuch as green, grassy, weedy, fruity, beany, watermelony, nutty, raw, painty, musty,metallic, oxidized, buttery, reverted, fishy, rancid, tallowy, and so on. Agreementamong untrained flavorists regarding off-flavor descriptions is often poor due toindividual preferences, age, and background.17
Organoleptic, or taste, evaluation will always be necessary and probably willremain the most important technique in flavor evaluation. Taste panels for edible-oil evaluations are utilized for several purposes: (1) to serve as a research or devel-opmental tool, (2) to determine consumer acceptance, and (3) to evaluate processquality. The selection of panel members for each application can be different.Consumer panels are usually a random selection of people who constitute the targetedmarket, whereas research and development evaluations require trained panelistscapable of finite discrimination among various oil flavors and intensities. Processquality evaluators must be able to distinguish between a bland or acceptable flavorand an off-flavor. AOCS Method Cg 2-83 provides a standardized technique for thesensory evaluation of edible fats and oils that encompasses standard sample prepa-ration, presentation of samples, and reporting of sensory responses.1
© 2004 by CRC Press LLC

3.5.1.2 Volatile Flavor Analysis
Even though sensory evaluation is the most important and common way todetermine fats and oils quality, the method is time consuming, tedious, expensive,variable among panel members, and not always available. Advancements in foodscience analytical instruments have stimulated researchers to work toward develop-ment of methods for the evaluation of sensory qualities of fats and oils. The AOCSFlavor Nomenclature and Standard committee studied the objective methods thatcould complement subjective organoleptic evaluations of oils and found good cor-relation between actual sensory scores and predicted results by a GLC procedure.The scientific validity of the correlation coefficients and whether GLC analysisperformed by one laboratory would correlate with sensory scores obtained at otherlaboratories was questioned by some scientists. Further evaluations by 94 panelmembers from eight different laboratories utilizing the same instrumental GLCanalysis produced results equivalent to those for panel members from one specificlaboratory.18 The correlation of oil volatiles with flavor scores of edible oils becamean AOCS Recommended Practice, Cg 1-83, and eventually a standardized method.1
3.5.2 Rancidity Analysis
Detection of advanced stages of rancidity in a fat or fatty food has never been aproblem for people with normal olfactory senses. The sharp pungent odors mixedwith stale and musty odors provide the telltale evidence of rancidity. The major causesof these off-flavors are oxidation and hydrolysis. Factors such as temperature, light,moisture, metals, and oxygen contribute to the formation of off-flavors. Preferencesfor fats and oils products with fresh bland flavors and odors require keeping qualitiesand incipient rancidity evaluations both during development and as processed.
3.5.2.1 Peroxide Value
Oxidation of lipids is a major cause of their deterioration, and hydroperoxidesformed by the reaction between oxygen and the unsaturated fatty acids are the primaryproducts of this reaction. Hydroperoxides have no flavor or odor but break downrapidly to form aldehydes, which have a strong, disagreeable flavor and odor. Theperoxide concentration, usually expressed as peroxide value, is a measure of oxidationor rancidity in its early stages. Peroxide value (PV) measures the concentration ofsubstances (in terms of milliequivalents of peroxide per 1000 grams of sample) thatoxidize potassium iodide to iodine. Iodometric AOCS Method Cd 8-531 is highlyempirical, and any variation in procedure may cause a variation of results. Therefore,it is necessary to control temperature, sample weight, and the amount, type, and gradeof reagents, as well as the time of contact. It has also been observed that the stan-dardized method has difficulties in identifying the titration endpoint for low PV levelsand is inadequate for products such as phosphatides that develop emulsions.19
Peroxide value is one of the most widely used chemical tests for the determina-tion of fats and oils quality. PV has shown good correlation with organoleptic flavor
© 2004 by CRC Press LLC

scores. For soybean oil, a PV of 1.0 or less indicates freshness; 1 to 5 PV, lowoxidation; 5 to 10 PV, moderate oxidation; >10 PV, high oxidation; and >20 PV, poorflavor. These quality estimates are specific for soybean oil, and higher or lower PVsmay be acceptable for other oils.20 Still, a peroxide determination does not providea full and unqualified evaluation of fats and oils flavor because of the transitory natureof peroxides and their breakdown to nonperoxide materials. Although a linear rela-tionship has been observed between peroxide values and flavor scores during theinitial stages of lipid oxidation, this method alone is not an infallible flavor indicatorbecause the peroxide value increases to a maximum and then decreases as storagetime increases. Therefore, high peroxide values usually mean poor flavor ratings,but a low peroxide value is not always an indication of a good flavor.
3.5.2.2 Anisidine Value
The anisidine value measures the amount of α and β unsaturated aldehydespresent in the oil. The method is based on the fact that in the presence of aceticacid, p-anisidine reacts with the aldehydic compounds in an oil, producing yellowishreaction products. The color intensity depends not only on the amount of aldehydiccompounds present but also on their structure. Thus, it has been found that the doublebond in the carbon chain conjugated to the carbonyl double bond enhances the molarabsorbance at 350 nanometers by a factor of 4 or 5.21 Anisidine value is a measureof secondary oxidation, or the history of an oil, and therefore is useful in determiningthe quality of crude oils and the efficiency of processing procedures, but it is notsuitable for the detection of fat oxidation. AOCS Method Cd 18-90 has been stan-dardized for anisidine value analysis.1
3.5.2.3 Free Fatty Acid and Acid Value
Hydrolytic rancidity occurs as a result of a splitting of the triglyceride moleculeat the ester linkage with the formation of free fatty acids (FFAs), which can contributeobjectionable odor, flavor, and other characteristics. The flavors resulting from FFAdevelopment depend upon the composition of the fat. Release of short-chain fattyacids such as butyric, caproic, and capric acid cause particularly disagreeable odorsand flavors, whereas the long-chain fatty acids (C-12 and above) produce candlelikeor, at alkaline pH, soapy flavors.21 Both acid value and FFA are measures of the freefatty acid content of fats and oils. Acid value is the amount of potassium hydroxiderequired for neutralization, whereas FFA utilizes sodium hydroxide for neutraliza-tion. FFA results may be expressed in terms of acid value by multiplying the FFApercent by 1.99. FFA is calculated as free oleic acid on a percentage basis for mostfats and oils sources, although for coconut and palm kernel oils it is usually calculatedas lauric acid and for palm oil as palmitic acid. The standard AOCS method for freefatty acid is Ca 5a-40, and for acid value it is Cd 3a-63.1
Free fatty acid is an important fat quality indicator during each stage of fats andoils processing. It is a measure of deodorizer efficiency and a process control toolfor other processes. High FFA results for deodorized oils indicate a poor deodorizervacuum, inadequate steam sparging, or air leaks if the product color is high with an
© 2004 by CRC Press LLC

oxidized oil flavor. The deodorized oil FFA level that has become standard in theUnited States is 0.05% maximum, but most internal standards require a 0.03%maximum.
Crude vegetable oils may have abnormally high FFA levels if the seed has beenfield damaged or improperly stored. Seed and fruit enzyme lipases are activated bymoisture, and hydrolysis is initiated, which increases the FFA content. Higher crudeoil FFA levels equate to higher refining losses.
Free fatty acid content monitoring during and after all processes, includingstorage, provides process control results that identify potential problems for whichcorrective actions can be initiated on a timely basis. FFA is the result of hydrolysisof the fat or oil. Moisture must be present for hydrolysis to develop. This reactionis accelerated with heat and pressure, as are most reactions.
Free fatty acid titrations identify all acidic materials in the oil, which includesthe acid added to chelate metals, acids leached from the bleaching earths, antioxidantacidity, emulsifiers added, and other acidic materials. Deodorization, the final pro-cess, must reduce the FFA content to a level that will still meet the specificationrequirements even when the required additives have high acidity levels.
During deep-fat frying, FFA analyses are quality indicators that determine theamount of hydrolysis. FFA development results from the reaction of water and fatsat frying temperature. The rate of hydrolysis development is due to the amount ofmoisture in the foods being fried and the frying temperature.
3.5.2.4 Smoke Point
AOCS Method Cc 9a-48 measures the temperature at which smoking is firstdetected in a laboratory apparatus protected from drafts and equipped with speciallighting.1 The temperature at which smoking will be observed with actual frying orheating situations will be somewhat higher. Smoke point depends primarily on theFFA content because the fatty acids are more volatile than triglycerides. Also, lowermolecular weight fatty acids, as well as mono- and diglycerides, have less resistanceto smoking. Initially, deodorized shortenings with α-monoglyceride contents of 0.4%or less and FFA contents of 0.05% or less should have about the same smoke pointin the range of 400 to 450°F ( 204 to 232°C).
3.5.3 Stability Analysis
Stability of a fat or oil is generally accepted as the storage life of the productuntil rancidity becomes apparent. Oxidative rancidity is usually the principal con-cern, although other types of deterioration can occur simultaneously and make theproblem more complex. For instance, hydrolytic rancidity is sometimes mistakenfor oxidative flavor degradation, which can lead to ineffective preventive measures.In general, the methods for measuring fats and oils stability combine the measure-ment techniques for initial evaluations with the long-term effects of temperature,light, moisture, oxygen, and other abuses.
Most fats and oils products are tested for flavor stability as a part of quality-control programs to ensure that the customer specification limits are satisfied. The
© 2004 by CRC Press LLC

purpose of these evaluations is to confirm that the product will have a satisfactoryshelf life and will not develop an off-flavor prior to incorporation in a finishedproduct. A number of methods have been developed for evaluating the long-rangestability of fats and oils products, the majority of which are based on subjecting thesample to conditions that attempt to accelerate the normal oxidation process; however,a direct correlation between the various evaluations is not possible because oxidationof a fats and oils product is a complex mechanism. For each product, the test protocolmust be selected that most adequately simulates the end-use performance.
3.5.3.1 Active Oxygen Method Stability
The active oxygen method (AOM) is the most commonly used method forestimating the oxidative stability of fats and oils products. This method has beenused for routine quality control and as a research and development tool for newproducts. AOM employs heat and aeration to accelerate deterioration of the fat andoil sample and shorten the time required to reach the endpoint. AOCS Method Cd12-57 (AOM for Fat Stability) is performed by placing a 20-milliliter sample in aspecial aeration tube and then heating it in an oil bath or a heat block controlled at97.8 ± 0.2°C (208 ± 0.4°F) with an air flow adjusted to 2.33 milliliters per tube persecond. The sample is exposed to the elevated temperature and aeration until apredetermined peroxide value is attained, usually 20 PV for meat fats and 70 or100 PV for vegetable oil products.
The AOM stability analysis has several major disadvantages. First, the procedureinvolved is highly empirical, requiring close attention to detail if reproducible resultsare expected. The maximum expected variation in results between laboratories is±25% for a 100-hour AOM sample. Second, the AOM evaluation is faster thannormal aging methods; however, a 100-hour AOM sample will still require 4.2 daysto reach the expected endpoint.
3.5.3.2 Accelerated AOM Stability
Active oxygen method stability evaluations began to require greater elapsed timeto reach the endpoint after development due to product changes that improved theresistance of fats and oils products to oxidation. A comprehensive study of temper-ature effects indicated that a satisfactory correlation with existing AOM data couldbe obtained by increasing the heating temperature to 110°C with a time savings of60%. The ratio of time required for the standard AOM to the accelerated procedureis 2.5 to 1.22
3.5.3.3 Oxygen Bomb
The petroleum industry has used an oxygen bomb method for many years as ameans of determining the resistance of gasoline to oxidation or gum formation. Thismethod has been adapted for use in evaluating oxidative stability of edible fats andoils and fat-containing foods. The material to be tested is placed in a glass containerthat is inserted into a stainless steel bomb. The bomb is sealed and pressurized withoxygen. The entire bomb is immersed in a bath of boiling water. A pressure recorder
© 2004 by CRC Press LLC

is used to plot a continuous curve of oxygen pressure vs. time. The length of time(in minutes) between the point at which the pressure reaches an initial plateau atthe temperature of the bath until a sharp drop occurs in the pressure is taken as ameasure of the oxidative stability of the sample. Because it was found that fats andoils do not have a defined pressure drop, an arbitrary endpoint based on comparativepressure drops is generally used.
This method offers several advantages over the standard AOM stability analysisin that it (1) is 1.5 times faster because the increased pressure of the reactive gasspeeds up the reaction, (2) is more reproducible, (3) can be used to evaluate fatsand oils as well as fatty foods, and (4) requires less technician time and attentionto perform. A disadvantage for the bomb stability is that only one sample can betested at a time, which could more than offset the time savings gained by the reducedelapsed time required.23
3.5.3.4 Oil Stability Index
Because of the increased use of two newer conductivity instruments (Rancimatand the Oxidative Stability Instrument) as AOM stability alternatives, AOCS initiateda collaborative study to investigate these conductimetric methods as official alter-natives. As a result of the study, AOCS Method Cd 12b-92 (Oil Stability Index, orOSI) became an official method in 1996.24 These instruments measure the increasein deionized water conductivity resulting from trapped volatile oxidation productsproduced when the oil product is heated under a stream of air. The conductivityincrease is related to the oxidative stability of the oil product. The evaluationprocedure is performed by placing 2 grams of the oil sample into a sample tube thathas been preheated to 120°C (248°F), connected on one side to the air source andon the other side to a 50-milliliter cell of deionized water. The conductance of thewater is measured automatically over time with a strip chart recorder or data acqui-sition software. Normally, the oxidation curve indicates the induction periodfollowed by a rapid rising response as the oxidation rate is accelerated.25 Theendpoint for the regular AOM stability is specified as the time in hours required forthe sample to reach a peroxide value of 100 milliequivalents per kilogram. Theendpoint of this conductivity procedure is the time required for a sudden increasein formic acid production to occur at the end of the induction period.26 Goodcorrelation has been found to exist between the Rancimat instrument and AOM andthe OSI instrument and AOM at various temperatures.
The conductimetric oxidative stability method can be used in applications tradi-tionally utilizing AOM stability (refer to AOCS Method Cd 12-57, Trading Regulationsfor Finished Fats and Oils Products or Quality Control During Processing). Thismethod automatically delivers rapid oxidation stability data that require less techni-cian time and attention. Additionally, this AOM alternative provides a more preciseand reproducible method. The conductivity AOM alternative has not solved theunreliability problem for evaluating natural antioxidants. High-temperature oxidativestability tests, including AOM stability, conductimetric methods, oxygen bomb, andoxygen uptake, are unreliable due to the lipid oxidation mechanism at elevatedtemperatures. Oxidation stability evaluations based on oils oxidized at 100°C have
© 2004 by CRC Press LLC

peroxide values in excess of 50 milliequivalents per kilogram, while soybean oilflavor is unacceptable at a PV of less than 10 milliequivalents per kilogram.24
3.5.3.5 Schaal Oven Test
The Schaal oven test was developed by the biscuit and cracker industry to providean age stability evaluation for shortenings. Because it is performed at temperaturesonly moderately warmer than those found in ordinary storage conditions, it providesan index of stability that more nearly represents a product under normal use condi-tions. The Schaal oven test is normally performed in a forced-draft oven at 63°C(145°F). The test sample is stored in beakers covered with a watch glass or in glassjars with loose-fitting caps. The product stability is measured as the number of daysbefore rancidity is detected. The peroxide value can be used as an indicator ofrancidity but should supplement only organoleptic evaluations. A distinctive featureof the Schaal oven tests of both fats and oils, plus fatty foods, is that flavors andodors other than oxidative rancidity can be revealed because it does not rely on veryhigh temperatures to accelerate degradation. Also, a minimum of laboratory equip-ment is required to perform the evaluation.
The relationship between product shelf life, Schaal oven, and AOM stabilityresults varies with each fats and oils product and the processing it has received. Ithas been suggested that 1 AOM hour or 1 Schaal oven day is equivalent to 15 daysof shelf life; however, no overall correlation can be applied in all situations. Noneof the stability evaluations can be used as an index of shelf stability except when itis applied to a given type of fat and oil formulation for which a specific relationshiphas been established.27
3.5.3.6 Pastry Flavor Test
The effects of unsaturation, prooxidants, antioxidants, oxygen, light, moisture,and temperature on lipid products can be measured with the foregoing analyticalmethods established for fats and oils products. However, the oxidation and hydrolysisresistance factors can change when the fats and oils products are incorporated intoa food product and processed. Shortening and margarine products are major ingre-dients of bakery products. In this application, the fats and oils products must with-stand baking temperatures without flavor degradation while in contact with moistureand other ingredients. The pastry flavor test evaluates a shortening or margarineproduct in a high-fat baked product also containing flour, moisture, and salt for anextended period at baking temperatures. Sensory flavor and odor evaluations of thebaked product will identify oxidation, hydrolysis, or other organoleptic problems orchanges. This evaluation, outlined in the nonstandardized methods section, can beutilized for product development and to audit the products produced.
© 2004 by CRC Press LLC

3.6 COLOR AND APPEARANCE
Color and appearance of fats and oils are not monitored solely for aestheticqualities, although this is an important parameter. Color and appearance are impor-tant for many reasons, but ultimately the factors of color and appearance relate tothe cost of processing, the quality of the finished product, and what the productslook like to the end user. Most oils are yellowish-red or amber liquids. The color isdue to the presence of carotenoid pigments or chlorophyll pigments, the latterimparting a greenish cast to the oil. Some crude oils can have unexpectedly highpigmentation caused by field damage, improper storage, or faulty handling duringcrushing, extraction, or rendering. Color measurement will determine the conditionof the product as received to identify the necessary blending, processing, and han-dling procedures; to support claims against vendors; and to prevent contaminationof prime-quality oils with problem products. During processing, product appearancemay be an indicator of a problem. Improper bleaching, oxidation, ineffective filtra-tion, and other problems can be indicated by color darkening or lack of color change.
Changes in the appearance of fats and oils finished products are perceived asindicating poor-quality product, regardless of the reason or effect upon performance.Consumers may not consciously notice the color of a bottled oil unless it appearsdifferent from other products on the shelf. Marketing has successfully promotedlighter or whiter oil as being better for most salad oils and shortenings. Food processorsusually have ingredient specifications that identify the allowable color parametersbecause the fats and oils product may have the ability to enhance or diminish theappearance of the prepared food product. Product colors of fats and oils must bemonitored as they are received to maintain both real and perceived product quality.
Wesson Color Method
AOCS Method Cc13b-45 determines the color of a melted fat or oil product bycomparison with red and yellow Lovibond glasses of known characteristics.1 Theoil sample is placed in an optical glass tube with a path length of either 1.0 or 5.25inches and then viewed by the operator to begin the color match. This is done bysuperimposing a mixture of red and yellow standards over the reference field, whichis adjacent to the oil sample. The 5.25-inch tube is utilized for most samples exceptfor dark oils, which exceed a 40.0 red at this level. It is standard practice to indicatewhen the 1.0-inch level has been utilized, but the 5.25-inch level is understood.
The Wesson method using Lovibond glasses is an abbreviated version of a methodoriginally developed in England for measuring the color of beer. Color has threeattributes, but the Wesson method ignores the brightness factor and is interested onlyin the degree of redness. Yellow is necessary to make colors look similar to allowassessment of redness, but the amount of yellow is considered unimportant for thismethod; therefore, the use of a fixed yellow value was adopted with only the red beingviewed as critical. The fixed yellow ratio is 10.0 yellow to 1.0 red for most oils withred color readings under 3.5; higher yellow settings are specified for the darker oils.
The Wesson method is the principal color method for the U.S. edible-oil industryand has been utilized for many years primarily because of its simplicity; however,
© 2004 by CRC Press LLC

some difficulties arise as a result of such oversimplification: (1) apparent red valuesare reduced when chlorophyll is present in the oil, (2) brown pigments interfere withred and yellow comparisons, and (3) visual comparisons must be made.28 Visualcolor measurement is less acceptable because the operator must be adept at matchingcolors and also must have good color vision.
Lovibond (British Standard)
AOCS Method Cc 13e-92 utilizes a Lovibond Tintometer which has become thestandard in most countries other than the United States. The geometry and color scalesfor the Wesson and Lovibond methods are different; consequently, the results are notcompatible. The vital parts of the Lovibond Tintometer are the series of red, yellow,and blue permanently colored glass standards. These standards vary from water-whitecolors to deep reds, yellows, and blues. Each standard color is numbered and subtlydifferent from the one preceding and following it. The addition of the blue color fieldprovides a greater degree of brightness and greenness than for the Wesson method.29
Spectrophotometric Color Method for Oils
This method represents an attempt to measure the color of fats and oils with anautomatic instrument to eliminate the visual judgment requirement for operators. In1950, AOCS Method Cc 13c-50 was tentatively adopted for the spectrophotometricdetermination of oil color to replace the manual Lovibond systems. A collaborativestudy that included 30,000 color measurements determined the best wavelengths touse to measure the color of oil. These wavelengths were then used to develop anequation to relate the spectrophotometric readings to Lovibond values. The calcu-lations were designed to give values identical to Lovibond color values using theWesson method.30 In general, the calculated values agree, but wide discrepanciesoccur with some oils. The photometric color method has not replaced the Wessonmethod because of occasional disagreement, economics, and firm entrenchment ofthe visual procedure. Nevertheless, AOCS Cc 13c-50 (Spectrophotometric ColorMethod for Oils) is an official method.1
Automatic Tintometers
Electronic color instruments with three filters have been introduced by severalequipment manufacturers to replace the manual color procedures. The automaticinstruments have been designed to conform to AOCS Method Cc 13b-45, as wellas the European procedure, or AOCS Method Cc 13e-45. These instruments haveperformed well with light-colored oils but have had poor agreement with darker oilsor products containing certain additives such as emulsifiers.
Fatty Acid Committee (FAC) Color Method
Inedible tallow and grease colors are often too dark or too green to read on theLovibond tintometer, even with the 1.0-inch column. An arbitrary system of color
© 2004 by CRC Press LLC

standards was developed for identification of the dark colors. AOCS Method Cc13a-43 employs standard color tubes for comparison of oils in a similar tube. TheFAC standards consist of 26 permanent color tubes numbered from 1 to 45 in oddnumbers, with three overlapping series: one normal, one green, and one red. Thespacing of the tubes is not uniform on purpose. This method, far from precise, hasbeen used mainly for inedible oils because of its ease of application.
Gardner Color
The Gardner scale is a single number scale used mainly to categorize lecithin,paint or drying oils, fatty acids, and some other oil derivatives. These standards arepatterned along the same lines as the FAC standard but bear no direct relationship.The Gardner standards consist of glass standards numbered from 1 to 18, lightestto darkest. Gardner color has been standardized with AOCS Method Td 1a-64.1
Chlorophyll
The presence of green pigments or chlorophyll is of interest not only becauseof their impact on the color of the finished product but also because chlorophyll canact as a sensitizer for fats and oils oxidation. These pigments must be removed in theprebleaching process. AOCS Method Cc 13d-55 is used to determine the chlorophyllcontent (parts per million) of vegetable oils by spectrophotometric absorption mea-surements at 630, 670, and 710 nm.1 The method is not applicable to hydrogenatedand deodorized oils because the 670-nm absorption is missing in most processed oils.
Coloring Agents Determination
Yellow colors are often added to fats and oils products to simulate the appearanceof butter. Carotenes, annattos, and apocarotenals are the primary colorants utilized.Yellow additives are extremely difficult, if not impossible, to control with the two-dimensional Lovibond color measurements. Spectrophotometric measurements ofyellow density at wave lengths of 440, 455, or 460 millimicrons, depending uponthe product, provide better control for these additives.
3.6.1 Appearance
The first and most obvious product characteristic evaluated by any consumer ofa finished fats and oils product has to be its appearance. Appearance is an importantattribute because the initial impression usually influences subsequent judgments,even though most of the appearance properties have only an aesthetics value. Thesecharacteristics usually have little effect upon performance; however, abnormalappearance characteristics can indicate a handling or storage problem, poor process-ing techniques, and stability or other quality problems.
© 2004 by CRC Press LLC

3.6.1.1 Product Appearance Ratings
Visual examinations are the best way to get a meaningful evaluation of productappearance as a whole. Appearance ratings are subjective opinions based on expe-rience to assign numerical values for comparison purposes. Product appearanceevaluations of solidified products include surface and internal appearance charac-teristics. The uniformity of color, hue, and textural qualities of a product are ratedboth for the surface of the product and internally after sectioning, cutting, or scraping.The textural ratings evaluate each product for deficiencies such as mottles, streaks,oil separation, and other problems that can be related to specific processing orformulation problems. The apparent color cast and sheen ratings can be related tobleaching deficiencies, color additions, or plasticization problems. Procedures forappearance evaluations and ratings are detailed in the nonstandardized method sec-tion. Appearance evaluations are useful measurement tools for product developmentas well as process quality control.
3.7 REFINING AND BLEACHING
Specific refining and bleaching analyses are necessary for crude oil receipts forthree distinct purposes: (1) as a basis for settlement of crude contracts under thetrading rules of the various oil trading associations, (2) as a yardstick for theefficiency of the refining and bleaching operations, and (3) as indicators for causticand bleaching earths types and levels for processing. Most crude vegetable oils aretraded on the basis of refining loss or neutral oil, refined or bleached color, andflavor. Trading rules for vegetable oils have been established in the United Statesby three associations: National Cottonseed Producers Association, National SoybeanProcessors Association, and National Institute of Oilseed Products. All three of theseorganizations accept the AOCS methods as the basis for trading. For most oils,settlement is based on agreement between the buyer and seller of the results ofspecified analytical methods within an established variance performed on the samesample. Results beyond the established differences are settled by an Official RefereeChemist’s analysis.
3.7.1 Refining Loss
About 75 years ago, cottonseed crushers and oil producers agreed to a series ofspecifications for crude cottonseed oil. Agreement for price concessions for productsless than prime were determined for refining loss, odor, taste, and color. The refiningloss penalty assessed was 0.75% for each percent in excess of 9.0% loss. Thisagreement led to the development of the “cup loss” method for refining a sampleof crude oil in the laboratory in a manner that would simulate plant operations tothe extent of providing approximate refining losses and refined color assessments.Initially, this method was very subjective, allowing laboratory technicians to rely ontheir best judgment as to how to perform the evaluation for the best loss result. In1927, it was agreed that a premium would be paid by the buyer for crude cottonseed
© 2004 by CRC Press LLC

oils with a loss below 9.0%. This agreement offered the crude mills an incentive toproduce better grades of oil but at the same time made loss results suspect becausethe method relied upon the judgment and expertise of laboratory technicians. Stan-dardization of the laboratory cup refining procedure made the results less variable,and the technicians performing the analysis no longer had to be refining experts.31
AOCS Method Ca 9a-52 determines the loss of free fatty acids, oil, and impuritieswhen the sample is treated with alkali solutions under the specific conditions of thetest.1 The actual method simulates kettle refining on a laboratory basis with stan-dardized levels and strengths of sodium hydroxide solution, temperatures, and hold-ing periods to promote reproducible results within and between laboratories. Therefining loss is calculated by subtracting the refined oil sample weight from theoriginal crude oil sample weight.
3.7.2 Neutral Oil and Loss
The laboratory cup refining test was acceptable when open-kettle refining wascommon practice but improvements in refining processes provided losses lower thanthe laboratory estimates. Various methods for estimating the neutral-oil content ina crude oil were explored. These procedures identified the theoretical recoverableoil in the crude oil sample for comparison to actual results to determine refiningefficiency. Of the methods and techniques evaluated, an International ChemicalUnion chromatographic procedure appeared most appropriate because it was foundto be reasonably accurate, the most reproducible, easy, and quick to carry out, andit required no special elaborate or expensive equipment.32 This procedure was thebasis for AOCS Method Ca 9f-57 (Neutral Oil and Loss). The neutral oil and lossmethod extracts the oil or fatty materials on a column of activated alumina by ether-methanol. The mixture extracted consists primarily of triglycerides and unsaponifi-cable material. Reproducibility has been found to be good; that is, two singledeterminations performed within a laboratory should not differ by more than0.15% and not more than 0.30% between laboratories.1
3.7.3 Bleaching Analysis
Adsorption bleaching is used both in the plant and in the laboratory. The labo-ratory technique involves the addition of a bleaching earth or carbon, or both, torefined oil, heating it to 120°C, and holding it at that temperature for 5 ±1 minutes while agitating at 250 ± 10 rpm. Afterward, the earth is removed byfiltration and the oil color is determined. Bleaching analyses are performed with oilsfrom the cup-loss evaluation or laboratory-refined samples for the bleach evaluations.Two AOCS methods are available for bleaching fats and oils; both utilize the sameprocedure, but the specified amount of AOCS natural bleaching earth is differentand one has a provision for the use of activated bleaching earth for high-greensoybean and sunflower oil. AOCS Method Cc 8a-52 is applicable to refined cotton-seed oils, and AOCS Method Cc 8b-52 is applicable for soybean and sunflower oils.1
© 2004 by CRC Press LLC

3.8 PERFORMANCE TESTING
Some essential attributes contributed by fats and oils cannot be directly measuredwith chemical or physical analytical methods. In these cases, performance testingis the only means for evaluating the ability of the fats or oils product to perform thedesired functions in a food product. Actual determinations of the performancequalities of edible fats and oils products are made with small-scale practical teststhat evaluate how the product will perform in a finished product. Successful perfor-mance tests are designed with standardized conditions and ingredients, with criticalformulations being chosen in regard to the property evaluated to highlight smalldifferences in performance.
Performance testing is essential for the development of new products, especiallyfor fats and oils products designed for a specific food product, formulation, orprocess. After development, physical or chemical analysis can be related to perfor-mance results in most situations; however, continuation of certain performanceevaluations is necessary for some products to ensure adequate performance or moretimely results in some cases. Initially, most performance testing was designed forbakery products but has now been expanded to every specialty product situation —baking, frying, candy, coatings, formulated foods, nondairy products, and so forth —wherever tailored shortenings, margarines, oils, and other specialty products areutilized. In many cases, the performance tests are developed to evaluate the fat oroil ingredient as it would be used by a specific food processor.
Fats and oils performance testing is performed by most processors, but the pro-cedures utilized have never been standardized for the industry. Performance testingis an analytical technique similar to other laboratory evaluations. The proceduresmust be designed to incorporate good laboratory techniques, which include standard-ization of equipment, ingredients, procedures, results reporting, and control of theenvironment. Performance results must be reproducible to be of value for comparativepurposes. Reproducibility is achieved by controlling variables that can be controlledonly by the use of standardized methods. The performance test procedures must bewritten with adequate detail and followed closely. A review of some of the mostcommon performance evaluations follows, and complete performance testing proce-dures are presented in the nonstandardized methods section of this chapter.
3.8.1 Creaming Volume
Cake batter aeration can be affected by plasticity, consistency, emulsification,basestock formulation, and other fats and oils properties. Creaming-volume evalu-ations measure the ability of a shortening or margarine to incorporate and retain airin a cake batter. In most cases, batter aeration is an indicator of the baked cakevolume, grain, and texture and materially affects the handling qualities of the cakebatter.
The creaming volume test formula consists of only three ingredients: (1) testshortening or margarine, (2) granulated sugar, and (3) whole eggs. This procedureis the first stage of an old-fashioned pound cake where the cake batter aerationdepends upon the creaming properties of the shortening with whole eggs. The
© 2004 by CRC Press LLC

specific gravity of a batter is determined after mixing for 15 minutes and again after20 minutes. Continued aeration, identified by a decrease in batter-specific gravity,indicates that the fats or oils product has a stable consistency that has not brokendown to allow the release of air from the batter. Specific gravity (grams per cubiccentimeter) can be converted to specific volume (cubic centimeters per 100 grams)by multiplying the reciprocal of the specific gravity by 100. Specific volume betterillustrates the amount or degree of aeration. This performance test is applicable toemulsified, as well as nonemulsified, products to measure aeration potential in acake batter.
3.8.2 Pound Cake Test
In some cases, shortening or margarine creaming value is most accuratelymeasured by preparing a regular pound cake, omitting the chemical leavener, andmeasuring the volume, grain, and texture of the baked cake. Creaming value, asdetermined by this method, is affected by the batter-mixing temperature. Workingrange, or creaming range, can be measured by adjusting the finished batter temper-ature over the desired temperature range. The results obtained in this manner providea good indication of the creaming range or shortening temperature tolerance. Thebaked pound cake volume is determined by a seed displacement procedure, and thecake appearance is rated numerically on a scale5 similar to that provided below:
© 2004 by CRC Press LLC

3.8.3 Icing Volume
Shortening and margarine formulation, consistency, and plasticity can affect theability of a product to produce light creme icings. This property can be measuredby making a standardized creme icing under controlled conditions. The evaluationprocedure is somewhat similar to the creaming-volume evaluation where the aerationpotential and mixing tolerance of fats and oils products are measured with specificgravity determinations. However, the results indicate the ability of a product to aerateand retain the incorporated air in a low-moisture icing. The icing ingredients are (1)test shortening, (2) powdered sugar, (3) nonfat milk solids, (4) salt, and (5) slightlyless than 12% water, which are mixed for 12 minutes at high speed, stopping after7 and 12 minutes to measure the specific gravity of the icing. These measurementsdetermine the aeration potential and the mixing tolerance of the fats and oils product.A fats and oils product with poor mixing tolerance will either aerate very little orwill give up a portion of the incorporated air after the first specific gravity determi-nation. This evaluation is applicable to emulsified and nonemulsified fats and oilsproducts to measure the aeration potential in a creme icing.
3.8.4 White Layer Cakes
Fats and oils perform several important functions in all cake products. Thesefunctions include entrapment of air during the creaming process, lubrication of thegluten and starch particles to break up the continuity of the gluten/starch structureof the cell walls for a tender crumb, and emulsification or water-holding capabilitiesthat affect moistness and cake-keeping qualities. The emulsification value of a fatsand oils product may be defined as its ability to make a white layer cake in whichthe flour content is low but the sugar and moisture contents are high. The best methodfor determining emulsion value of a shortening or margarine is to test the productin a high-sugar, white layer cake under standard conditions, evaluating the finishedcake for volume, crust characteristics, grain, and texture. Previous results have shownthat shortenings with poor emulsification properties produce curdled or separatedbatters and cakes with low volumes, pale sticky crusts, and a raw flour taste. Properly
Score Rating Category Description
10 Perfect Fine, regular grain; no holes, cracks, or tunnels; very thin cell walls; and perfect symmetry
9 Very Good Close, regular grain; free of holes, cracks, or tunnels; thin cell walls
8 Good Grain very slightly open but regular; free of cracks or tunnels; may have occasional hole; good cell wall thickness
7 Satisfactory Grain slightly open, mostly regular; a few small holes; no tunnels or cracks; slightly thick cell walls
6 Poor Open or irregular grain or frequent holes; some cracks or tunnels
5 Unsatisfactory Very open or irregular grain or numerous holes, cracks, or tunnels; thick, heavy cell walls; may have solid streaks or gum line
4 and below — Increasing degrees of unsatisfactory performance
© 2004 by CRC Press LLC

emulsified products will produce smooth cake batters and cakes with golden browncrusts, somewhat dry to the touch without a liquid ring, with a fine grain and texture,and with good eating characteristics.33 Over-emulsified shortenings produce cakesthat dip or have a weak center with a very open grain and a coarse texture.
Three white layer cake performance tests are utilized for the evaluation ofgeneral-purpose shortenings and margarines: (1) 140% sugar white cake, (2) 105%sugar white cake, and (3) household white layer cake. The cake performance testsare designed for the fat and oil type product to be evaluated:
• Emulsified product — The high-sugar, egg-white, and liquid cake measures theability of an emulsified shortening or margarine to produce a high-volume, moistcake with a fine grain and texture.
• Nonemulsified product — A lower sugar, moisture, and egg cake formulation isused for the evaluation of the emulsification properties contributed solely by theproduct consistency of the all-purpose shortening or margarine product.
• Household shortening — Shortenings produced for household use usually have alow emulsifier content designed to improve baking performance but not enoughto drastically affect frying performance; therefore, household baking recipes aredesigned for this level of emulsifier.
3.8.5 Creme Filling Test
The ability of a shortening or margarine to take up and hold water while aeratingto a low-filling specific gravity is an important attribute for creme fillings for snackcakes. Equally important is the resistance of the filling to weep or disappear into thebase cake. Shortening plasticity, heat resistance, and emulsification can be measuredby creme-filling performance testing. Initially, the ability of the shortening product toaerate the filling is measured during preparation, and subsequently the weep and heatstability of the fillings are evaluated. This evaluation measures the emulsifier systemas well as the consistency of the shortening as provided by the basestock formulation.
3.8.6 Cake Mix Evaluation
Originally, cake mix formulations were very similar to bakery cakes and utilizedstandard high-ratio cake shortenings; however, development of improved cake mixesrequired rapid aerating shortenings to minimize mixing times for the housewife,while at the same time increasing the products mixing and baking tolerances. Thecompetitive nature of the cake mix industry has continued to generate demands fornew and improved products of which shortening has always been a major contributor.A basic white cake mix formulation and make-up procedure can serve to evaluatenew or revised emulsifier systems for aeration, eating qualities, and cake shelf lifeas well as the shortening carrier for lubrication and consistency.
3.8.7 Puff Pastry Testing
The characteristic features of a puff pastry shortening are plasticity and firmness.Plasticity is necessary to produce smooth, unbroken layers of fat between doughlayers during repeated folding and rolling operations performed at retarder temperatures
© 2004 by CRC Press LLC

to achieve over 1200 layers. Firmness is equally important, because soft or oily fatproducts can be absorbed by the dough, thus eliminating its role as a barrier betweenthe dough layers. The laminated puff-pastry dough rises in the oven when the fatlayers melt and expand, creating steam if the fat contains moisture, which causesthe layers to separate and the product to expand and rise without the benefit of aleavening agent. Satisfactory performance is a five- to sixfold increase in the heightof a test patty shell after baking.
3.8.8 Restaurant Deep-Fat Frying Evaluation
A number of factors are studied when evaluating frying shortenings and oils.During deep-fat frying, the fat is exposed continuously to elevated temperatures inthe presence of air and moisture. A number of chemical reactions, including oxida-tion and hydrolysis, occur during this time, as well as changes due to thermaldecomposition. As these reactions proceed, the functional, sensory, and nutritionalquality of the frying fat changes and eventually reaches a point where it is no longerpossible to prepare quality fried products, and the fat will have to be discarded. Therate of frying-fat deterioration varies with the food fried, the frying fat utilized, thefryer design, and the operating conditions.
Good testing procedure limits the variables to the product being evaluated. Themethod should be designed to incorporate techniques that are practiced in any goodlaboratory, including the standardization of equipment, control of the environment,and an explicit evaluation procedure. Frying tests have been attempted in commercialrestaurant frying operations; however, cause and effect determinations for the resultsobtained are difficult to assess due to the changing product mix, handling conditions,and other unknown conditions and contaminants. A laboratory test procedureemploying the smallest available commercial fryers to continuously heat the fryingshortening and frying of French-cut potatoes at prescribed intervals has been foundto adequately evaluate frying fats. This procedure allows the frying-fat deteriorationto be monitored visually, organoleptically, and with chemical and physical analyticaltesting for assessment of the cause and effect.
The deep-fat frying evaluation consists of controlled heating of the test shorteningor oils at 360 ± 10°F (182.2 ± 5.6°C) continuously until the test is terminated. FreshFrench-cut potatoes (227 grams) fried three times daily for 7 minutes at 3-hourintervals are flavored once daily. Frying observations recorded after each fryinginclude smoking, odor, clarity, gum formation, and a determination of foam devel-opment. Foam development (described as none, trace, slight, definite, and persistent)should also be measured with a foam test daily and each time a change in theobserved foam is recorded. Samples are taken after each 24-hour period for analysisof color, free fatty acid, and iodine value for quantitative measurement of darkening,hydrolysis, and polymerization. The frying test is terminated when persistent foamhas been observed and substantiated by foam height testing.
3.8.9 Ice Cream Bar Coating Evaluation
Ice cream novelties are usually enrobed with a confectionery coating that utilizesa relatively high fat content. The function of the fats utilized are viscosity control,
© 2004 by CRC Press LLC

crystallization, gloss retention, and eating characteristics. These characteristics mustbe measured to identify the acceptability of the coating fat by actually dipping icecream bars into prepared coatings. The qualities measured to determine acceptabilityare drying time, hardening time, brittleness or snap, bar coverage, flavor, eatingcharacteristics, and gloss retention.
3.9 NONSTANDARDIZED METHODS
A number of nonstandardized methods have been reviewed for the evaluation offats and oils in this chapter. Complete test methods for these evaluations are presentedon the following pages. All these evaluations have been successfully employed forproduct development, quality control, or auditing of current production products andthose of the competition. The methods presented are:
Method Description
3.1 Shortening consistency and plasticity rating5.3 Pastry flavor test6.2 Shortening appearance rating6.3 Margarine appearance rating8.1 Creaming volume test8.2 Pound cake test8.3 Icing volume 8.4 140% sugar white cake8.5 105% sugar white cake8.6 Household white layer cake test8.7 Creme filling test8.8 White, dry cake mix test8.9 Puff pastry testing8.10 Deep-fat frying test 8.11 Ice cream bar coating test8.12 Sandwich cookie filler shortening evaluation
© 2004 by CRC Press LLC

Nonstandardized Method 3.1
Shortening Consistency and Plasticity Rating
• Description: A systematic, uniform means of rating the consistency and plasticityof crystallized fats and oils products
• Scope: Applicable to all shortenings, margarines, and other plasticized fats andoils products
• Equipment: Constant 80°F-temperature storage room Illumination of 50 to 100 foot-candles at the examination surface from cool white
fluorescent lampsThermometer with 0 to 120°F range and 1°F gradations
• Procedure: 1. Temper the samples to achieve the required 75 to 80°F examination temperature.2. Determine and record the sample temperature. 3. Examine the consistency and plasticity of the sample by pressing a finger into
the product or squeezing it in the hand, or both. This procedure identifiesimperfections in the sample.
4. Some of the most common consistency problems found with plasticized prod-ucts include:Puffy, a soft product with large air cells or pockets that offer very little resis-
tance when pressed or squeezed Sandy, small lumps about the size of grains of sand felt throughout the sample Ribby, alternating thin layers of hard and soft product which has been described
as feeling like a coarse corduroy cloth surfaceBrittle, a firm resistance that cracks as a finger is pressed through the productMushy, soft and greasy feeling with very little, if any, resistanceLumpy, sizable firm clumps within a softer or plastic consistency Chalky, a dry putty-like feeling
5. Plasticity ratings evaluate the workability of a crystallized product. A productwith perfect plasticity would retain a good body feel without releasing liquidor remaining rigid when worked in the hand. A plastic material will not flowor deform from its own weight but should be easily molded with only slightpressure.
6. Consistency and plasticity should each be rated overall using the following 10-point scale:
Note: All products should be rated objectively without reference to the typeof product, its age, or other qualifying factors.
10 – Perfect 5 – Definitely unsatisfactory 9 – Nearly perfect 4 – Bad8 – Good or satisfactory 3 – Definitely bad7 – Slightly unsatisfactory 2 – Very bad6 – Moderately unsatisfactory 1 – Terrible
© 2004 by CRC Press LLC

Nonstandardized Method 5.3
Pastry Flavor Test
• Description: Subjects the test fat or oil product to prolonged high-temperatureheat in the presence of moisture, salt, and flour for oxidative stability measurementby sensory flavor and odor evaluations
• Scope: Applicable to all fats and oils products (i.e., shortening, margarine, flakes,chips, liquid shortenings, and oils)
• Equipment:Mixing bowlPastry cutterPastry clothDusting flourRolling pinTwo steel sizing rods, 1/8 inch in diameter and 8 inches longCookie or biscuit cutter, 2 inches in diameterSheet panKitchen forkScale, graduated in grams, with scale pan and counter balanceBakery oven
• Formula:
• Procedure:1. Scale the fat, flour, and salt into the mixing bowl. 2. Cut the fat and the flour together to obtain small pea-sized lumps.3. Add the water and mix together until the mixture balls together.4. Roll out the dough on a flour-dusted pastry cloth using the 1/8-inch-diameter
rods to control thickness.5. Cut four dough circles with the 2-inch cookie cutter.6. Place the four dough circles on the sheet pan and perforate with the kitchen
fork. 7. Bake at 300°F for 1 hour. 8. Cool for 15 minutes and evaluate the flavor and odor using the 10-point scale
applicable to fresh-oil sensory testing.
Ingredients Grams
Test fat 100Pastry flour 150Salt 3Water 50
© 2004 by CRC Press LLC

Nonstandardized Method 6.2
Shortening Appearance Rating
• Definition: Evaluates and rates shortening surface and textural appearance by usinga scale of 10 (perfection) to l (worst possible)
• Scope: Applicable to all plasticized shortenings, both fresh and aged• Equipment:
Constant 80°F temperature-controlled area Illumination of 50 to 100 foot-candles at the examination surface from cool white
fluorescent lampsThermometer with a 0 to 120°F range and 1°F gradationsStainless steel spatula with 6-inch blade
• Sample preparation:1. The shortening sample must be permitted to achieve a temperature of 75 to
80°F before examination.2. A portion of the sample should be removed from one side of the container
without disturbing the remaining surface area. Cut a thin slit into the undis-turbed portion from the area where the portion was removed.
• Procedure:1. Determine and record the sample temperature to the nearest °F.2. Examine the shortening sample by using the special lighting to highlight the
sample surface.3. Rate the appearance of the shortening by using the appearance and rating scale
as a guide. All the items should be considered in determining the overall grade.It is not necessary that the grade on each of the seven basic characteristics berecorded for each sample; however, if a sample is rated 8 or lower, the majordefects observed should be recorded.
4. All products should be graded objectively without reference to the type ofproduct, age, or history.
© 2004 by CRC Press LLC

Shortening Appearance Rating Scale
GradeColor Casta
Surface Sheen
Textural Appearance
Visualb Mottles Streaks VaselationOil
Separation
10 None Perfect Excellent None None None None9 Very
slightVery good
Very good
Very few and small
8 Slight cast
Good Good Few and small
None
7 Moderate cast
Fair Fair Numerous and small
Few and small
6 Definitely off
Slightly dull
Poor Very few and large
Numerous and small
5 Dull Very poor
Few and large
Few and large
None
4 Dull Numerous and large
Numerous and large
Very slight
3 Very dull Slight None2 Bad Slight1 Definitely
offVery dull Very
poorNumerous and large
Numerous and large
Very bad Bad
a Red, yellow, green, or gray cast for the product as a whole or as observed in the thin slit cutinto the surface of the shortening.
b The usual visual textural characteristics observed are pock marks, pimples, or a spongy appearance.
© 2004 by CRC Press LLC

Nonstandardized Method 6.3
Margarine Appearance Rating
• Description: A systematic, uniform means of grading the surface and internalappearance and visual texture of margarine products
• Scope: Applicable to all margarine and spread products• Equipment:
Constant 45 ± 5°F temperature-controlled storage area Illumination of 50 to 100 foot-candles at the examination surfaceThermometer with 0 to 120°F range and 1°F gradations Stainless steel spatula with 6-inch bladeHansen’s Color Comparison Card for Butter
• Procedure: 1. The margarine samples must have achieved a temperature of 45 ± 5°F before
examination. 2. Carefully open the margarine containers.3. Determine and record the temperature of the margarine sample to the nearest °F. 4. Scrape a portion of the sample surface to expose the interior of the sample. 5. Examine the margarine samples by utilizing the special lighting to highlight
the margarine surface. 6. Rate the appearance of the margarine by using the margarine rating scale as a
guide. It is not necessary to record the rate for each characteristic for eachsample; however, if a sample is rated an 8 or below, the defects should berecorded.
7. All products should be rated objectively without reference to product type,age, or history.
Margarine Surface and Internal Appearance Rating Scale
Color Surface Free Water
Pin HolesGrade Hansen’s Streaks Sheen Oxidized Specks Grainy Puffy
10Target chip None Perfect None None None None None None
9Target chip
Very good
8 ±1 chip Good None7 None Fair None 1–2 None
6Very slight
Slightly dull
Very slight 3–4
Very slight
5 ±1 chip Slight Dull None Slight 5–6 Slight
4 ±2 chips Bad Dull NoneVery slight Bad None 7–8 Definite
3Verybad
Verydull Slight Slight
Verybad Slight 9–10 Bad
2 Bad Bad Definite 10+Verybad
1 ±2 chipsVery bad
Very dull Very bad
Very bad
Very bad Bad
© 2004 by CRC Press LLC

Nonstandardized Method 8.1
Creaming Volume Test
• Definition: Measures the ability of a plasticized shortening or margarine to incor-porate and retain air in a cake batter; batter aeration is an indicator of baked cakevolume, grain, and texture
• Scope: Applicable to all plasticized shortenings and margarines for use in cakeproduction
• Equipment:C-100 Hobart mixer equipped with 3-quart bowl and paddleScale graduated in gramsScale pan with counter balanceThermometer with 0 to 120°F range and 1°F gradationsSpecific gravity cupStainless steel spatula with 6-inch blade
• Test formula:
• Procedure:l. Scale sugar and shortening into 3-quart bowl and cream at second speed for
5 minutes. Stop machine; scrape bowl and paddle. 2. Add half of the whole eggs and continue creaming at second speed for
2.5 minutes. Stop machine; scrape bowl and paddle.3. Add remainder of whole eggs and continue creaming at second speed for
2.5 minutes. Stop machine; scrape bowl and paddle. 4. Continue creaming at second speed for 5 minutes. Stop machine, determine
and record specific gravity, and then scrape the bowl and paddle. 5. Continue creaming at second speed for 5 minutes. Stop machine; record spe-
cific gravity and finished batter temperature. • Results reporting: Creaming volume results can be reported either as specific
gravity (grams/cubic centimeter) or as volume (cubic centimeters/100 grams).Volume is calculated by multiplying the reciprocal of the specific gravity by 100.Volume may also be determined by the “direct method” which involves measure-ment of the volume of 100 grams of the creamed batter by displacement of alcoholin a graduated cylinder.
Ingredients GramsUse Temperature
(°F)
Test shortening 227 70–80Granulated sugar 454 70–80Whole eggs 227 50–60
© 2004 by CRC Press LLC

Nonstandardized Method 8.2
Pound Cake Test
• Definition: Evaluation of the creaming properties of plasticized shortenings andmargarines by measuring the volume and rating the grain and texture of a poundcake made without chemical leavening
• Scope: Applicable for all plasticized shortenings and margarines designed for cakeproduction
• Equipment:C-100 Hobart mixer equipped with 10-quart bowl and paddle Scale graduated in grams with weighing pan and counter balance Specific gravity cup, calibratedStainless steel spatula with 6-inch bladeThermometer with 0 to 120°F range and 1°F gradationsStandard, paper-lined, 1-pound loaf panBakery ovenCake volumeter, seed displacement type or equivalent
• Formula:
• Procedure: l. Scale the ingredients for the first stage into the 3-quart mixing bowl and mix
30 seconds at first speed. Stop the mixer; scrape the bowl and paddle.2. Cream 2 minutes at second speed. Stop the mixer; scrape the bowl and paddle.3. Cream 2 additional minutes at second speed. Stop the mixer; scrape the bowl
and paddle.4. Add half of the second-stage liquids and mix 1 minute at first speed. Stop the
mixer; scrape the bowl and paddle.5. Add the flour from stage three and mix 1 minute at first speed.6. Add the remainder of stage-two liquids and mix 1 minute at first speed. Stop
the mixer; scrape the bowl and paddle. 7. Cream 5 minutes at first speed. Stop the mixer; determine and record the
specific gravity and batter temperature.8. Scale 510 grams of batter into the loaf pan and bake 60 to 65 minutes at 360°F.9. Remove the cake from the pan, cool for 2 hours, determine the weight and
volume of the baked cake, and then score the internal characteristics.
Ingredients Grams Mixing Stage
Test shortening 340 First stageCake flour 340Granulated sugar 681Salt 7Liquid milk 142
Liquid milk 227 Second stage Whole eggs 340
Cake flour 340 Third stage
© 2004 by CRC Press LLC

Nonstandardized Method 8.3
Icing Volume
• Definition: Measures the amount of air that can be incorporated and retained byplasticized shortening or margarine in a low-moisture creme icing
• Scope: Applicable to all plasticized shortenings and margarines designated foricing preparation, both emulsified and nonemulsified
• Equipment:C-100 Hobart mixer equipped with 3-quart bowl and paddleScale, graduated in grams, with scale pan and counterbalanceThermometer with 0 to 120°F range and 1°F gradationsSpecific gravity cup, calibratedStainless steel spatula with 6-inch blade
• Formula:
• Procedure:l. Scale all ingredients into the mixing bowl and cream 2 minutes at first speed.
Stop the mixer; scrape the bowl and paddle.2. Mix at third speed for 5 minutes. Stop the mixer, determine and record the
specific gravity, and scrape the bowl and paddle. 3. Mix at third speed for 5 minutes. Stop the mixer; determine and record the
specific gravity and icing temperature.• Results reporting: Icing volume results can be reported either as specific gravity
(grams/cubic centimeter) or as volume (cubic centimers/100 grams). Volume iscalculated by multiplying the reciprocal of the specific gravity by 100. Volumemay also be determined by the “direct method” which involves measurement ofthe volume of 100 grams of the icing by displacement of alcohol in a graduatedcylinder.
Ingredients GramsUse Temperature
(°F)
Test shortening 227 70–80Powdered sugar 908 70–80Nonfat milk solids 56 70–80Salt 7 70–80Water 160 70–80
© 2004 by CRC Press LLC

Nonstandardized Method 8.4
140% Sugar White Cake
• Definition: Volume, external, and internal measurements of a high-sugar, -egg,and -moisture cake formulation used to determine the emulsification value of ashortening or emulsifier system
• Scope: Applicable for evaluation of all emulsified cake shortenings and emulsifiersystems
• Equipment:C-100 Hobart mixer equipped with 3-quart bowl and paddleScale, graduated in grams, with scale pan and counter balance Specific gravity cupStainless steel spatula with 6-inch bladeThermometer with 0 to 120°F range and 1°F gradationsTwo 8-inch, greased, layer-cake pans lined with parchment paper Bakery ovenCake volumeter, seed displacement type or equivalent
• Formula:
• Procedure:1. Scale the shortening and all the first-stage dry ingredients into the 3-quart
mixing bowl and premix for 30 seconds at first speed. 2. Add the first-stage water and mix for 3 minutes at first speed. Stop the mixer;
scrape the bowl and paddle. 3. Continue mixing for 3 minutes at first speed. 4. Add half of the second-stage liquid and mix at first speed for 1 minute. Stop
the mixer; scrape the bowl and paddle. 5. Add the remaining liquid and mix 1 minute at first speed. Stop the mixer;
scrape the bowl and paddle. 6. Continue mixing for 4 minutes at first speed. Stop the mixer; determine and
record the batter specific gravity and temperature. 7. Scale 400 grams of batter into each of the two 8-inch layer pans. 8. Bake approximately 22 minutes at 360°F.9. Remove the layers from the pans, cool 2 hours, cut each layer in half, score
the internal characteristics, and determine and record the weight and volumeof the two cake layers.
Ingredients Grams Mixing Stage
Test shortening 250 First stageGranulated sugar 638Nonfat milk solids 42Baking powder 28Salt 14Cake flour 454Water 212
Egg whites 340 Second stageWater 200
© 2004 by CRC Press LLC

Nonstandardized Method 8.5
105% Sugar White Layer Cake
• Definition: Low-sugar cake formulation to evaluate the emulsification value of anonemulsified shortening
• Scope: Applicable to all nonemulsified cake shortenings• Equipment:
C-100 Hobart mixer equipped with 3-quart bowl and paddleScale, graduated in grams, with scale pan and counter balanceSpecific gravity cupStainless steel spatula with 6-inch bladeThermometer with 0 to 120°F range and 1°F gradations Two 8-inch, greased, layer-cake pans lined with parchment paperBakery ovenCake volumeter, seed displacement type or equivalent
• Formula:
• Procedure:1. Scale the shortening and all the first-stage dry ingredients into the 3-quart
mixing bowl and pre-mix for 30 seconds at first speed.2. Add the first-stage water and mix for 2 minutes at first speed. Stop the mixer;
scrape the bowl and paddle.3. Continue mixing for 2.5 minutes at first speed. 4. Add half of the second-stage liquid and mix 1 minute at first speed. Stop the
mixer; scrape the bowl and paddle. 5. Add the remaining liquid and mix 1 minute at first speed. Stop the mixer;
scrape the bowl and paddle. 6. Continue mixing for 3.5 minutes at first speed. Stop the mixer; determine and
record the batter specific gravity and temperature.7. Scale 400 grams of batter into each of the two 8-inch layer pans. 8. Bake approximately 22 minutes at 360°F.9. Remove the layers from the pans, cool 2 hours, cut each layer in half, score
the internal characteristics, and determine and record the weight and volumeof the two cake layers.
Ingredients Grams Mixing Stage
Test shortening 140 First stageGranulated sugar 475Nonfat milk solids 28Salt 21Baking powder 28Cake flour 454Water 227
Egg whites 255 Second stageWater 154
© 2004 by CRC Press LLC

Nonstandardized Method 8.6
Household White Layer Cake Test
• Definition: Volume, internal, and external measurements of a white layer cakeprepared with baking ingredients and equipment available in most householdkitchens to determine the emulsification value of a household shortening
• Scope: Applicable for the evaluation of all household shortenings• Equipment:
Sunbeam household-type mixer equipped with beaters and a large bowl, or equivalentRubber spatulaThermometer with 0 to 120°F range and 1°F gradationsSpecific gravity cupTwo 8-inch, greased, layer-cake pans with parchment paperScale, graduated in grams, with scale pan and counter balanceHousehold oven
• Formula:
• Procedure: 1. Scale the shortening and all the first-stage dry ingredients into the household
mixer bowl.2. Cream these ingredients together at first speed for 1 minute. 3. Add the first-stage liquid milk and mix for 30 seconds at first speed.4. Mix for 2 minutes at second speed, scraping the sides of the bowl frequently. 5. Add the second-stage liquids and mix at third speed for 30 seconds.6. Mix at fourth speed for 2 minutes, scraping the sides of the bowl frequently. 7. Stop mixer; determine and record the batter specific gravity and temperature. 8. Scale 400 grams of the batter into each of the 8-inch greased layer pans and
bake for approximately 21 minutes at 360°F.9. Remove the layers from the pans, cool 2 hours, cut each layer in half, score
the internal characteristics, and determine and record the weight and volumeof the two cake layers.
Ingredients Grams Mixing Stage
Test shortening 100 First stageGranulated sugar 260Baking powder 12Salt 6Cake flour 200Liquid milk 160
Egg whites 132 Second stage Liquid milk 96
© 2004 by CRC Press LLC

Nonstandardized Method 8.7
Creme Filling Test
• Definition: Measures the ability of a shortening and emulsifier system to aerateto a specific volume of more than 200 cm3 per 100 grams in a creme fillingformulation and maintain a stable weep-free consistency even with elevated stor-age temperature abuse
• Scope: Applicable to plasticized shortenings designed to produce fillings for snackcakes and other filling requirements
• Equipment:C-100 Hobart mixer equipped with a 10-quart bowl and paddleScale, graduated in grams, with scale pan and counter balance Specific gravity cupStainless steel spatula with 6-inch bladeThermometer with 0 to 120°F range and 1°F gradations4-inch-diameter Pyrex glass funnelHolding rack for the glass funnel50-cm3 graduated cylinder with 1-cm3 gradationsConstant-temperature-controlled cabinet at 100°FTwo plastic bags4-inch × 4-inch square of devil’s food cake
• Formula:
• Filling test procedure:1. Scale the shortening and dry ingredients into the 10-quart mixing bowl.2. Add first water and mix 1 minute at first speed. Stop the mixer; scrape the
bowl and paddle.3. Mix for 10 minutes at second speed. Stop the mixer; determine and record the
specific gravity.4. Add second water and mix 1 minute at first speed. Stop the mixer; scrape the
bowl and paddle. 5. Mix 5 minutes at second speed. Stop the mixer; determine and record the
specific gravity.6. Add third water and mix 1 minute at first speed. Stop the mixer; scrape the
bowl and paddle. 7. Mix 5 minutes at second speed. Stop the mixer; determine and record the
specific gravity and temperature.
Ingredients GramsUse Temperature
(°F)
Test shortening 567 70–75Powdered sugar 908 70–75Nonfat milk solids 142 70–75 Salt 7 70–75
Water no. 1 71 70–75
Water no. 2 199 70–75
Water no. 3 185 70–75
© 2004 by CRC Press LLC

• Weep test procedure:1. Fold the 7.75-inch-diameter parchment circle into fourths and cut approxi-
mately 0.5 inches off of the point.2. Line the glass funnel with the folded and cut parchment.3. Weigh 200 grams of the creme filling into the funnel. Carefully smooth the
filling above the top of the funnel into a rounded mound. 4. Place the funnel in the holding rack in the 100°F constant-temperature cabinet
with the 50-cm3 graduated cylinder under the funnel stem.5. Determine and record the amount of weep in the graduated cylinder after
24 hours at 100°F.• Filling sandwich test procedure:
1. Slice the 4-inch × 4-inch square of devil’s food cake into two layers each. 2. Scale and spread 50 grams of filling onto one layer and place the mate for the
layer on top of the filling. 3. Cut the cake square into two pieces, each measuring 2 inches × 4 inches. Place
each in a separate plastic bag and seal. 4. Place one of the cake sandwiches in the 100°F constant-temperature cabinet
and hold the other at room temperature (75 ± 2°F).5. After 6 days, evaluate the cake sandwiches for filling disappearance or soakage
into the cake. 6. Report the filling disappearance findings as none, trace, slight, definite, com-
pletely disappeared or with other more descriptive terms.
© 2004 by CRC Press LLC

Nonstandardized Method 8.8
White Dry Cake-Mix Test
• Definition: Basic white cake-mix formulation and make-up procedure for evalu-ation of the aeration, lubrication, moisture barrier, and structural qualities providedby a cake-mix shortening
• Scope: Applicable to all prepared cake-mix shortenings• Equipment:
Sifter with 1/16-inch openingsC-100 Hobart mixer equipped with a 3-quart bowl and paddleSunbeam household mixer with beaters and large mixing bowl, or equivalentSpecific gravity cupStainless steel spatula with 6-inch bladeRubber spatulaThermometer with 0 to 120°F range and l°F gradationsTwo 9-inch, greased, layer-cake pans with parchment paperBaking oven Scale, graduated in grams, with a scale pan and counter balance
• Formulas:
• Dry mix make-up procedure:1. Sift the flour and sugar together two times.2. Sift all the minor dry ingredients together five times. 3. Combine all the dry ingredients and sift together five times. 4. Place the sifted dry-ingredient blend into the 3-quart mixing bowl. 5. Blend the lecithin into the shortening with the metal spatula.6. Add the shortening/lecithin blend to the dry-ingredient blend in small pieces
while mixing at first speed over a 1-minute period. Scrape the bowl and paddle,and mix for 5 minutes at first speed.
7. Force the mixed cake mix through the sifter with the rubber spatula two times.8. Remix in the Hobart 3-quart bowl for 5 minutes at first speed. 9. Record observations regarding the appearance of the mix and the manner in
which the shortening mixed into the dry blend.
Dry Cake Mix Cake PreparationIngredients Grams Ingredients Grams
Cake FlourPowdered sugarNonfat milk solidsSaltBaking sodaV-90, baking acidDCP, baking acidLecithinTest shortening
392442
3510
7771
99
Dry mix Water Egg whites
567240
66
Total 873
Total 1000
© 2004 by CRC Press LLC

• Cake baking procedure:1. Scale 567 grams of the cake mix into the household mixing bowl. 2. Add the egg whites and water and blend 1 minute at first speed.3. Mix 4 minutes at fifth speed while continuously scraping the bowl sides with
the rubber spatula. 4. Determine and record the batter specific gravity and temperature.5. Scale 425 grams of batter into each of the greased 9-inch cake pans lined with
parchment.6. Bake at 360°F until done, or approximately 25 minutes. 7. Remove the cakes from the pans and allow to cool for 2 hours.8. Cut each layer in half and score and record the internal characteristics.9. Determine and record the weight and volume of the two layers.
© 2004 by CRC Press LLC

Nonstandardized Method 8.9
Puff Pastry Testing
• Definition: Evaluates the relative performance qualities of shortenings or marga-rines to produce “rise” or “puff” in the very light, flaky-type pastries used forpatty shells, cream horns, turnovers, etc.
• Scope: Applicable to water- or milk-churned margarine or puff pastry fats or toany fat proposed for eventual use in producing puff pastries
• Equipment:Scale, graduated in grams, with weighing pan and counter balance A-200 Hobart mixer equipped with a 12-quart bowl and dough hook Thick plastic bowl scraper One 16-inch × 24-inch sheet pan for each evaluationDamp towel capable of covering the sheet pan Refrigerator capable of maintaining a temperature range of 38 to 42°F Dusting flourRolling pinBench brushTwo 1/16-inch-diameter metal rods 24 inches longTwo 3/8-inch-diameter metal rods 24 inches longOne metal, round, sharp-edged, 3-3/8-inch-diameter pastry dough cutter One metal, round, sharp-edged, 2-3/8-inch-diameter pastry dough cutterPastry brushTwelve 4-ounce, round, wide-mouth jars for each evaluation Bakery oven Tape measure
• Formula:
• Procedure:1. Dough mixing:
• Weigh the dry ingredients and dough test fat into the 12-quart mixing bowl. • Blend 2 to 3 minutes at first speed until the fat is in pea-sized lumps.• Add the water and whole eggs and mix 45 seconds at second speed. Stop
the mixer and remove the bowl from the mixer. 2. Molding and resting:
• Remove the dough from the mixing bowl to a lightly floured sheet pan. • Mold the dough into an oblong or rectangular shape about 4 inches thick. • Cover the dough with a damp towel.
Ingredient Grams Evaluation Stage
Bread flour 1248 BlendingCake flour 227Roll-in test fat 227Salt 14Pure cream of tartar 14
Cold water (40 to 55°F) 794 Dough mixingWhole eggs 227
Roll-in test fat 1248 Roll-in
© 2004 by CRC Press LLC

• Rest the dough for 30 minutes in the refrigerator.• Remove the dough from the refrigerator.
3. Sheeting and fat spotting:• Carefully roll out dough, using even pressure with a rolling pin to form a
rectangular sheet about 1/2 inch thick. The sheet should be formed byrolling in two directions at right angles to form a rectangle of dough threetimes as long as it is wide.
• Spot the test roll-in fat in small blobs or chunks evenly over 2/3 of thedough surface, leaving the right 1/3 dough surface bare of fat.
• After all of the fat has been so distributed, fold the bare portion of thedough to the left so that it covers half of the fat-spotted dough. Then, foldthe remaining fat-spotted dough surface to the right over the first foldeddough. This forms five alternate layers of dough and fat.
4. First roll-in:• Carefully roll out the laminated dough again, using even pressure with the
rolling pin to form a rectangular sheet about 1/2 inch thick and about threetimes as long as it is wide.
• Refold the dough exactly as described above — right third over the middlethird and then the left third over the first fold.
• Place the folded laminated dough, now with 15 layers, back onto the lightlyfloured sheet pan, cover with the damp cloth again to prevent crusting ofthe dough, and refrigerate for 30 minutes.
5. Additional roll-ins:• Bring the dough from the refrigerator and repeat the procedure for the first
roll-in.• Repeat the roll-in procedure each 30 minutes until a total of five roll-ins
have been completed to form 1215 alternate layers of dough and fat. • After the fifth roll-in, refrigerate overnight on the floured pan covered with
the damp cloth. 6. Patty shell make-up:
• Remove the chilled dough from the refrigerator, cut off 1/3 of the doughfor make-up and return the remainder to the refrigerator.
• Cut off 1/3 of the make-up dough portion and roll out to a thickness of1/16 inch, using the metal bars as guides to ensure the correct thickness.
• Cut 12 round pieces with the 3-3/8-inch cutter. Place the dough round pieceson a sheet pan lined with parchment, dock with a kitchen fork at least sixtimes, and brush lightly with water.
• Roll remaining portion of the make-up dough to a thickness of 3/8 inch,using the appropriate metal guides. Cut 12 3-3/8-inch-diameter rounds;then, with the 2-3/8-inch smaller cutter, remove the center of each doughcircle to form a ring.
• Carefully place a ring on each of the 1/16-inch dough pieces on the sheetpan. Be sure that no excess dusting flour adheres to either side of the rings.
• Place a 4-ounce, straight-sided, wide-mouth jar inside each shell just beforebaking. Place another sheet pan on top of the jars to keep the jars uprightduring baking.
• Bake at 380°F for approximately 35 minutes until done.
© 2004 by CRC Press LLC

7. Evaluation procedure:• Determine the extent of puff or rise by measuring the height of five shells
stacked carefully one upon the other. The minimum satisfactory perfor-mance is a height of 12 inches for five shells.
• Observe the amount of melted fat on the parchment on the sheet pan surface. • Weigh the five shells measured for height. • Compare the test roll-in fat results to test results obtained with a commer-
cially accepted product included in the test series, when possible. Other-wise, compare the test product results to previously obtained results ofsatisfactory product tested previously.
© 2004 by CRC Press LLC

Nonstandardized Method 8.10
Deep-Fat Frying Test
• Definition: Measures the ability of a frying shortening or oil to resist hydrolysis,oxidation, and polymerization with continuous heating and scheduled food fryingthat causes foaming, off-flavors, smoking, darkening, gum development, and otherthermal decomposition properties
• Scope: Applicable to all frying shortenings and oils• Equipment:
Smallest available commercial fryer and basketThermometer with 0 to 500°F range and 2°F gradationsScale, graduated in grams, with scale pan and counter balanceFresh potatoesPotato peelerFrench-cut potato slicerCloud point beaker, etched at 50-gram fat levelCork borer, 3/8-inch diameterSharp knifeMetal ruler with 1/8-inch divisionsRing standWire gauzeExhaust hoodRefrigerator
• Frying test procedure:1. Boil-out fryers and baskets with a caustic cleaner, rinse with clear water,
neutralize with a vinegar solution, and dry with paper toweling. 2. Inspect the fryer kettle, heating element, and thermal coupling for wear spots
that would allow brass or copper to contact the frying media. Do not use anyequipment that could influence the results of the test.
3. Scale 14 pounds or 6350 grams of the test frying shortening or oil into thefrying kettle.
4. Start the actual frying test at the beginning of a day. Preheat and adjust thefrying shortening or oil temperature to 360 ± 10°F. The frying media shouldnow be under continuous heat until the completion of the test, unless the testis interrupted for the weekend. The first frying should be performed as soonas the fryers have been adjusted to frying temperature.
5. Peel and French cut only enough fresh potatoes for a single day’s frying,1.5 pounds per fryer. Soak potatoes in cold water to remove the surface starch.Before each frying remove the excess water by draining and blotting thepotatoes between cloths before weighing. Every 24 hours, fry 8 ounces of theFrench-cut potatoes in each fryer for 7 minutes, three times each 3 hours overa 9-hour period.
6. At the completion of each 24-hour period measure, the foam height anddetermine the Lovibond red color, free fatty acid, and iodine value for eachfrying fat in test.
7. The French fries should be observed and flavored after each frying to determineand record any off-flavors or appearance problems contributed by the frying fat.
8. Observe and record the frying fat appearance during each frying. The appear-ance should be noted after 1.5 minutes of frying to allow the moisture bubbles
© 2004 by CRC Press LLC

from the French fries to dissipate. The frying fat color, smoking or lack of it,odor, gumming on the kettle, foaming tendencies, and any other changes shouldall be recorded.
9. The frying test is terminated when persistent foam is observed and confirmedby a foam test measurement of at least 1 inch. The foaming tendencies descrip-tions and rating scale are as follows:
• Foam test procedure:1. Pour 50 grams of test frying fat into the cloud point beaker.2. Heat to 392°F with the Bunsen burner.3. Remove the heat source.4. Immediately drop six precut potato pieces measuring 3/8 inch in diameter by
1/2 inch in length into the heated fat. 5. Record the foam height after 1.5 minutes to allow the moisture bubbles to
dissipate. The foam height is determined by measuring the actual height of thefoam above the surface of the fat less 1/4 inch to allow for the displacementof the potato pieces.
• Frying stability: Frying life determinations are calculated by summing the numberof elapsed hours required to reach the endpoint criteria for each stability measure-ment and then dividing the total by the number of quality factors. For example:
Foam Description Observed Foaming Tendencies
Foam Test (inches)
None Normal frying NoneTrace First indication of foam 1/8Slight Increase of foam severity 1/4Definite Definite pockets of foam 1/2Persistent Persistent foam until food is removed 1
Overall frying stability
Elapsed hours required to reach persistent foam 1.0% FFA 6.0 red color (1-inch column)
Number of quality factors (in this case 3)
+ +
© 2004 by CRC Press LLC

Nonstandardized Method 8.11
Ice Cream Bar Coating Test
• Definition: Measures the performance of enrobing fats in ice cream bar coatings• Scope: Applicable for all enrobing fats designed for use in ice cream bar coatings• Equipment:
Scale, graduated in grams, with weighing pan and counter balanceSifterExperimental confectionery fat coating machine or household kitchen mixer, beat-
ers, small mixing bowl, and heating device capable of holding temperatures of125 and 105°F
Stop-watchThermometer with 0 to 200°F rangeRectangular plastic strip, approximately 0.5 mm thick Freezer capable of –10°FUncoated ice cream bars
• Formula:
• Procedure: 1. Sift and weigh all of the dry ingredients into the mixing bowl.2. Add the lecithin to 125 ± 5°F melted fat and stir to incorporate.3. Add approximately one third of the melted fat to the dry ingredients and mix
at a slow speed to make a paste. 4. Add the remaining melted fat and mix thoroughly. 5. Attain and hold the coating at 105 ± 1°F for 30 minutes. 6. Quickly dip the frozen ice bar into the liquid coating, allowing it to remain in
the coating for a maximum of only 3 seconds. 7. Start the stopwatch timer as soon as the bar is removed from the liquid coating. 8. Hold the bar at a 45° angle and allow to drain. 9. As soon as no further coating is dripping from the bar and the coating has
flashed from a high, wet gloss to a dull, dry sheen, record the time, to thenearest second, as the drying time.
10. Immediately start scratching the coated surface with a corner of the rectangularplastic piece, using about 2-inch strokes and moderate pressure. When theplastic stops digging through the coating and starts making fine shavings ofthe coating, record the total elapsed time, to the nearest second, as the hard-ening time.
11. Bite into the coated bar at regular intervals. When the coating audibly snaps,record the total elapsed time, to the nearest second, as the brittleness time.
12. Make duplicate determinations of drying, hardening, and brittleness times.
Ingredients Grams %
Test enrobing fat 342 57.010X powdered sugar 120 20.0Nonfat milk solids 28 4.7Chocolate liquor 108 18.0Lecithin 2 0.3
© 2004 by CRC Press LLC

Nonstandardized Method 8.12
Sandwich Cookie Filler Shortening Evaluation
• Definition: Uniform test procedure designed to evaluate cookie filler plasticizedshortening performance for eating quality, consistency, aeration, potential machin-ability, and aged stability
• Scope: Applicable to all plasticized sandwich cookie or wafer filler shortenings• Equipment:
C-100 Hobart mixer equipped with 3-quart bowl and paddleScale, graduated in gramsScale pan with counter balanceHand sifterThermometer with 0 to 120°F rangeSpecific gravity cup with 200-milliliter capacity and calibratedStainless steel spatula with 6-inch bladeTwo 8-ounce jars with metal lids48 plain sandwich cookie halves Two plastic bags with ties100°F constant-temperature cabinet
• Test formula:
• Procedure: 1. Sift corn sugar and powdered sugar together. 2. Scale shortening into 3-quart bowl and mix for 1/2 minute at first speed. Stop
mixer; scrape bowl and paddle. 3. Add half of presifted sugars to the 3-quart bowl containing the shortening. Mix
1/2 minute at first speed. Stop mixer, add remaining pre-sifted sugars, and mix1/2 minute at first speed. Stop mixer; scrape bowl and paddle.
4. Mix 5 minutes at second speed. Stop mixer, and record specific gravity andtemperature. Scrape bowl and paddle.
5. Mix 5 minutes at second speed. Stop mixer, and record specific gravity andtemperature. Evaluate filling appearance and consistency. Note: Finished fillertemperature should be 90° ± 3°F.
6. Fill two 8-ounce jars with 100 grams of filler each; store one jar at roomtemperature (75° ± 2°F) and the other at 100°F.
7. Prepare 24 sandwich cookies with 4 grams of filler for each cookie. 8. Place 12 cookies each in two plastic bags with ties; store one bag at room
temperature (75° ± 2°F) and the other at l00°F. 9. Evaluate fillings and cookies three times each week for consistency, flavor,
and odor.
Ingredients GramsUse Temperature
(°F)
Shortening 375 70–78Corn sugar 284 70–786X powdered sugar 476 70–78
© 2004 by CRC Press LLC

REFERENCES
1. American Oil and Chemists’ Society, The Official Methods and Recommended Prac-tices of the American Oil Chemists’ Society, 4th ed., AOCS Press, Champaign, IL,1994.
2. Farr, W.E., Refining of fats and oils, in Introduction to Fats and Oils Technology,O’Brien, R.D., Farr, W.E., and Wan, P.E., Eds., AOCS Press, Champaign, IL, 2000,pp. 142–145.
3. Mertens, W.G., Fat melting point determinations: a review, JAOCS, 50, 115–118,1983.
5. Erickson, D.R., Finished-product testing, JAOCS, 44, 536A–538A, 1967. 6. Mehlenbacher, V.C., Newer analytical methods for the fat and oil industry, JAOCS,
37, 615, 1960. 7. Miller, W.J. et al., The measurement of fatty solids by differential scanning colorim-
etry, JAOCS, 46, 341–343, 1969. 8. Bentz, A.P. and Breidenbach, B.G., Evaluation of the differential scanning calorimet-
ric method for fat solids, JAOCS, 46, 60–63, 1969. 9. O’Brien, R.D., Formulation-single feedstock situation, in Hydrogenation: Proceed-
ings of an AOCS Colloquium, Hastert, R., Ed., AOCS Press, Champaign, IL, 1987,p. 156.
10. Bailey, A.E., Melting and Solidification of Fats, Interscience, New York, 1950,pp. 300–308.
11. Weiss, T.J., Food Oils and Their Uses, 2nd ed., AVI Publishing, Westport, CN, 1983,pp. 19–21.
12. Rilsom, T. and Hoffmeyer, L., High performance liquid chromatography analysis ofemulsifiers. 1. Quantitative determinations of mono–and diacylglycerols of saturatedfatty acids, JAOCS, 55, 649–652, 1978.
13. Lauridsen, J.B., Food emulsifiers, surface activity, edibility, manufacture, composi-tion, and application, JAOCS, 53, 400–407, 1976.
14. Sleeter, R.T., Effects of processing on quality of soybean oil, JAOCS, 58, 242, 1981. 15. Evans, C.D., Flavor evaluation of fats and oils, JAOCS, 32, 596, 1955. 16. Kramer, A. and Twigg, B.A., Quality Control for the Food Industry, AVI Publishing,
Westport, CN, 1970, pp. 108–115. 17. Williams, J.L. and Applewhite, T.H., Correlation of the flavor scores of vegetable
oils with volatile profile data, JAOCS, 54, 461, 1977. 18. Min, D.B., Analysis of flavor qualities of vegetable oils by gas chromatography,
JAOCS, 60, 544–545, 1983. 19. Lezerovich, A., Determination of peroxide value by conventional difference and
difference-derivative spectrophotometry, JAOCS, 62, 1495, 1985. 20. White, P.J., Flavor quality of fats and oils, in Introduction to Fats and Oils Technology,
2nd ed., O’Brien, R.D., Farr, W.E., and Wan, P.E., Eds., AOCS Press, Champaign,IL, 2000, pp. 358–360, 362–364.
21. Sessa, D.J. and Rakis, J.J., Lipid-derived flavors of legume protein products, JAOCS,54, 468, 1977.
22. Mehlenbacher, V.C., A study of methods of accelerating the swift stability test,JAOCS, 19, 137–139, 1942.
23. Hassel, R.L., Thermal analysis: an alternative method of measuring oil stability,JAOCS, 53, 179–181, 1976.
24. Hill, S.E., Comparisons, measuring oxidative stability, INFORM, 5, 104–109, 1994.
© 2004 by CRC Press LLC

25. Sleeter, R.T., Instrumental analytical methods for edible oil processing, present andfuture, JAOCS, 60, 343–349, 1983.
26. de Man, J.M. and de Man, L., Automated AOM test for fat stability, JAOCS, 61,534–536,1984.
27. Dugan, L., Stability and rancidity, JAOCS, 32, 605–608, 1955. 28. Chamberlin, G.J., Comments on the use of the Lovibond system, JAOCS, 45, 711,
1968. 29. Belbin, A.A., Color in oils, INFORM, 4, 648–654, 1993. 30. Anon., Color methodology, INFORM, 4, 706–707, 1993. 31. James, E.M., The determination of refining loss, JAOCS, 32, 581–587, 1955.32. Linteris, L. and Handschumaker, E., Investigation of methods for determining the
refining efficiency of crude oils, JAOCS, 27, 260–263, 1950. 33. Pyler, E.J., Baking Science and Technology, Siebel Publishing Company, Chicago,
IL, 1952, p. 568.
© 2004 by CRC Press LLC

CHAPTER 5
Shortening Types
5.1 INTRODUCTION
Originally, shortening was the term used to describe the function performed bynaturally occurring solid fats such as lard and butter in baked products. These fatscontributed a “short” (or tenderizing) quality to baked products by preventing thecohesion of the flour gluten during mixing and baking. Shortening later became theterm used by all-vegetable oil processors when they abandoned the lard-substituteconcept. As the shortening product category developed, the initially limited appli-cation also expanded to include all baked products. Today, shortening has becomevirtually synonymous with fat and includes many other types of edible fats designedfor purposes other than baking. In most cases, products identified as shortening willbe 100% fat; however, some exceptions are puff-pastry and roll-in shortenings, whichmay contain moisture. Many fats and oils products are now referred to as shorteningto distinguish them from margarine. Generally, if the fat product contains at least80% fat and has the required vitamin A content, it is a margarine. Products that donot meet this criterion have been identified as shortening, as such a product doesnot have a U.S. standard of identity. Currently, a description for shortening wouldbe processed fats and oils products that affect the stability, flavor, storage quality,eating characteristics, and eye appeal of prepared foods by providing emulsification,lubricity, structure, aeration, a moisture barrier, a flavor medium, or heat transfer.
5.1.1 Historical
When and how humans learned to use fats and oils is unknown, but it is knownthat primitive people in all climates used them for food, medicine, cosmetics, light-ing, preservatives, lubricants, and other purposes. The use of fats as food wasprobably instinctive, whereas the other applications most likely resulted from obser-vations of their properties and behavior under various environmental conditions.More than likely, the first fats used by humans were of animal origin and wereseparated from the tissue by heating or boiling. Recovery of oil from small seeds
© 2004 by CRC Press LLC

or nuts required the development of more advanced methods of processing, such ascooking, grinding, and pressing processes.1
The first animal fats used by humans were probably rendered from wild-animalcarcasses. As animals were domesticated, their body fat became an important foodsource. Lard or hog fat became the preferred meat fat for edible purposes, whereasthe other animal fats were utilized for nonedible applications. The more pleasingflavor of lard may have been one reason for its choice for edible purposes; however,the principal reason undoubtedly was the plastic consistency of this fat. At roomtemperature, lard has a good consistency for incorporation into breads, cookies,cakes, and pastries, as well as most other baked products. Beef fat and mutton talloware too firm for this use, and the marine oils available at the time were too fluid.2
Vegetable shortening was an American invention. The expansion of cotton acre-age after the Civil War resulted in large quantities of cottonseed oil. Initial use asan inexpensive whale-oil substitute disappeared with development of the U.S. petro-leum industry. The European market utilized cottonseed oil in animal feeds and todilute the more expensive olive oil. This adulteration practice led to tariffs onimported U.S. cottonseed oil, and all exports to Italy were discontinued; however,high lard prices offered a domestic opportunity for cottonseed oil utilization. Initially,meat packers secretly added cottonseed oil to lard. This practice was uncoveredwhen Armour and Company discovered that they had received deliveries of morelard than the existing hog population could have produced. Public disclosure of thisadulteration led to a Congressional investigation, which resulted in mandatory useof the term lard compound.3,4
Major improvements in oil processing had to take place before substantial quan-tities of cottonseed oil could replace lard as the preferred fat for baking and frying.Alkali refining procedures were developed in Europe around 1840 but were notemployed in the United States until the 1880s. This chemical refining processremoves free fatty acids and a large proportion of the color pigments, but evenrefined cottonseed oil still met with only limited acceptance. Consumers expectedlard to be white in color, which meant that the straw-colored cottonseed oil had tobe bleached to be acceptable as a lard substitute. The first cottonseed-oil bleachingwas accomplished by exposing it to sunlight in large shallow tanks for up to18 months. Carbon, the first absorbent bleaching agent used, was replaced later byFuller’s earth, with use patents issued in 1880.5 Initially, liquid vegetable oils wereconverted to solid or plastic fats by blending a high proportion of the vegetable oilwith a small quantity of oleostearine or other hard animal fats; however, the unpleas-ant flavor contributed by the cottonseed-oil portion was so strong that the productwas not readily accepted. Attempts to chemically remove the offensive flavor ormask it with spices or other flavors were unsuccessful. Deodorization by blowinglive steam through the oil at elevated temperatures was introduced around 1891 andwas quickly adopted by most American processors.6 Wesson later perfected thedeodorization process by exposing the oil to superheated steam in a vacuum.7
Introduction of the catalytic hydrogenation process gave the vegetable-oil pro-cessors independence from the meatpacking industry and initiated a new era. Com-pounds had been dependent upon the addition of oleostearine as the stiffening agent,and it was supplied by meatpackers who recognized they had a monopoly and
© 2004 by CRC Press LLC

maintained a high cost for the material. Hydrogenation, however, provided a meansfor converting liquid vegetable oils to a semisolid with a consistency similar to themeat-fat stearine products. Sabatier discovered vapor-phase hydrogenation in Paris,using nickel as a catalyst in 1897. Six years later, Norman, a German working inEngland, obtained a British patent for hydrogenation, and in 1906 commercialhydrogenation of whale oil began. Procter & Gamble acquired the U.S. rights to theNorman patent in 1909 and produced the first all-vegetable shortening in 1911. Theproduct was named Kispo, which was later changed to Crisco, short for crystallizedcottonseed oil.8 Crisco is still the leading household shortening in the United States.The success of this hydrogenated cottonseed oil led to litigation by other manufac-turers, which led to a U.S. Supreme Court decision invalidating Procter & Gamble’sexclusive use of the Norman patent that cleared the way for all processors to employthe hydrogenation process.7,9
Meatpackers continued to offer lard compounds (later referred to as simplycompounds), using the hydrogenation process only for the production of hardenedoils to serve as occasional substitutes for oleostearine. Cottonseed oil producers hadthe foresight to abandon the lard-substitute product concept and description and tooffer their hydrogenated products as a new food ingredient that has become knownas shortening. Thereafter, shortening development followed two divergent courses:all-hydrogenated or a blended-type formulation somewhat similar to the compoundconcept.
The hydrogenation process gave cottonseed-oil shortenings a definite advantageover the compound shortenings offered by the meatpackers. This key process per-mitted them to change the composition of the inherently liquid oil products to providea more consistent product. The properties of the hydrogenated cottonseed-oil short-enings could be controlled, whereas the consistency of lard varied according to thetime of the year, the variety and age of the hogs, and the type of feed. The superiorneutrality, oxidative stability, and uniformity of the hydrogenated cottonseed-oilshortenings found favor with commercial bakers and homemakers alike at theexpense of the meat-fat products. This was confirmed by consumers’ willingness topay higher prices for the hydrogenated cottonseed-oil shortenings.
Solidification of shortening and margarine into smooth plastic products alsoposed formidable challenges for the edible-oil industry. Pure lard contains relativelylittle high-melting fractions, so slow cooling was a satisfactory procedure for pro-duction of smooth, plastic lard products. Agitation of shortening products in jacketed,water-chilled tanks, which had been the usual practice for lard, resulted in grainyproducts for lard compounds containing cottonseed oil as well as for hydrogenatedshortenings. An internally refrigerated chill roll developed for crystallizing lardcompounds had been patented by Burnham in 1883. The chill roll consisted of arevolving hollow metal cylinder chilled by circulating cold or brine water. A thinlayer of lard compound or shortening applied to the revolving drum solidified andwas scraped off into a mixing unit, called a picker pan, where crystallization con-tinued and air was incorporated. After picking, the product was forced through asmall orifice at high pressure to complete the homogenization of the air and oil.This crystallization process allowed the incorporation of higher levels of cottonseedoil in lard compound products.10
© 2004 by CRC Press LLC

In the early 1930s, development of improved heat-transfer equipment for freezingice cream led to perfection of a closed, continuous, internal, scraped-wall chillingunit that replaced chill rolls for plasticizing shortening and margarine products.11
Votator® equipment chilled and plasticized shortenings and margarines in secondsas the material flowed continuously through a closed, mechanically controlled sys-tem. Adoption of this system offered a number of advantages: (1) improved sanitationafforded by a closed system; (2) improved product uniformity provided by moreaccurate control of nitrogen injection, temperature, pressure agitation, and through-put; (3) cost reductions resulting from labor savings, reduced space requirements,and lower refrigeration demand; and (4) a reduction in product losses.12 Versions ofthese closed, internal chilling systems are still employed to plasticize shorteningsand margarines.
In 1933, the introduction of superglycerinated High Ratio13 shortening broughtabout significant changes for the baker and the shortening industry. These shorten-ings contained mono- and diglycerides, which contributed to a finer dispersion offat particles in cake batters, causing a greater number of smaller sized fat globuleswhich strengthened the batters. Emulsified shortenings allowed bakers to producecakes with additional liquids, which permitted higher sugar levels. Additionally, thesurface-active agents improved aerating or creaming properties, which reduced thereliance upon specific crystalline and solids properties for functionality. Thisimprovement also allowed a reduction of shortening levels in some bakery cakeformulations without sacrificing aeration and tenderness qualities. Altogether, thesuperglycerinated shortenings produced more moist, higher volume cakes with afine grain and an even texture and extended shelf life. As a bonus, it was found thatlighter icings and fillings with higher moisture levels could be produced with emul-sified shortenings and that the shelf life of yeast-raised products was extended.14
Performance improvements were also found in many other food products whereaeration, moisture retention, starch complexing, and the other benefits of emulsifi-cation helped improve the functionality of shortenings.
Development of emulsified shortenings added a new dimension to the fats andoils industry and ushered in the era of tailor-made shortenings. New shorteningsspecifically designed for special applications such as layer cakes, pound cakes, cakemixes, breads, sweet doughs, icings, creme fillings, whipped toppings, laminatedpastries, and other bakery products were developed and introduced rapidly afterWorld War II.15 Specialty shortening development fostered further improvements inall aspects of the fats and oils industry and expanded shortenings beyond the bakingindustry. New food products and concepts developed as dairy analogs and forconfectionery, foodservice, and other areas were successful in many cases becauseof the development of functional specialty shortening products.
Increased automation promoted by inflation and labor costs caused food proces-sors to investigate new handling methods for all ingredients in the late 1950s.Processors using large quantities of packaged shortenings began investigating andconverting to bulk handling of these products. These systems in many cases requiredthe food processor to install plasticization equipment in addition to storage andunloading facilities for handling heated shortenings. These bulk handling require-ments encouraged the development of liquid shortenings. Through unique processing
© 2004 by CRC Press LLC

procedures, these products, consisting of suspended hardfats and emulsifiers or otheradditives in a liquid oil, remained fluid or pumpable at room temperature. It ispossible to pump, meter, and bulk store these shortenings without heating. Liquidshortenings are dependent upon emulsifiers or other additives to provide the func-tionality required for specific product applications — typically, cakes, frying, bread,dairy analogs, etc. Liquid shortenings did not eliminate plasticized packaged or bulk-handled shortenings; instead, they created another shortening type.
Shortening products are now developed for a specific food product and, in manycases, for a particular process to prepare that product. Shortening chips and stabi-lizers were developed to accommodate particular processes while providing aspecific functionality. Both of these products are a departure from the traditionalsolid plastic consistency of the more recent liquid shortening product forms; bothproducts’ types are flake form. Shortening chips provide an alternative process todough lamination to develop a flaky consistency for new products produced withunique processes, and the stabilizers improve functionality and eye appeal of pack-aged products for improved marketing appeal.
Technology advances have increased the storehouse of knowledge about fats andoils knowledge and led to the introduction of more advanced products for all aspectsof the food industry. Specialty shortenings have helped create entirely new foodproducts and improved product extensions for the retail consumer and the foodser-vice industry. The word shortening no longer identifies the function performed bya fat or oil product, nor does it indicate the type or consistency of the fats and oilsproduct. Shortening products are now produced in solid plastic, liquid, flake, andpowdered forms for a diverse application range: bakery products, dairy analogs,snack foods, nutritional supplements, confections, and other prepared foods.
5.1.2 Source Oils
Shortenings are a unique food ingredient in that a high degree of interchange-ability among the raw materials is possible for many products and uses; however,in order for a particular oil to substitute for another in a given product, additionalprocessing steps may be necessary, which may increase its cost to become anadequate replacement. After this additional processing, if the replacement fat or oilis substitutable in terms of physical and analytical properties in the end product,then the price becomes a major consideration for using the raw-material replacement.Experience has shown that small cost differences in competing source oils canmarkedly change the proportion of the oil types used in a shortening.
Shifts in the utilization of various fats and oils in the composition of an individualshortening were more common in the past than at present. Source-oil labelingrequirements have made alternative formulations for the same product more difficult.However, shortening customers may still substitute shortenings produced with alter-native source oils that have comparable performance characteristics. Table 5.1 tracksthe changes in source oil utilization for U.S. shortenings from 1940 through2000.2,16–18
Lard utilization as a shortening agent decreased to a low point in 1940 ascottonseed oil became the dominant source oil for shortening production. Interestingly,
© 2004 by CRC Press LLC

soybean oil had the second highest shortening usage at this early date and accountedfor almost 18% of the shortening total. The next decade, which included World WarII, was a time of change for shortening’s source oil utilization, as illustrated by acomparison of the 1940 and 1950 usage: Soybean oil replaced cottonseed oil as thehighest volume vegetable oil at just under half of the total requirement (48.7%), andthe introduction of interesterified or crystal-modified lard in 1950 helped return thisraw material to shortening production. Interesterification modified the triglyceridestructure of lard to provide consistency, appearance, and creaming properties com-parable to the all-vegetable shortenings.
Soybean oil emerged from being a minor, little-known, problematic oil becauseof the unavailability of other source oils during World War II. After the war, thesevolume gains were in jeopardy unless adequate technology could be developed toimprove the flavor stability of soybean oil products. At the close of World War II,it was learned that the German oil-seed industry had developed a recipe to curesoybean-oil reversion, which amounted to the treatment of deodorized oil with citricacid to chelate prooxidant metals.19 Citric acid treatment improved the flavor stabilityof soybean oil, as did the other technologies developed (i.e., improved hydrogenationcatalyst, antioxidants, surface-active agents, and nitrogen blanketing). These changes,along with other processing improvements and controls, helped soybean oil reachand maintain a dominate position as a source oil for shortenings in 1960, satisfyingjust over 50% of the total oil requirements. Soybean oil’s share of the shorteningrequirements rose to over 86% for the 2000 crop year.
Palm oil threatened to become a major source oil for U.S. shortenings in themid-1970s. It grew from a level too small to report in 1960 to meeting over 16%of the total shortening raw-material requirement in 1975. Attractive palm-oil costshad encouraged most fats and oils processors to investigate its use wherever possible.Palm oil was found to be an excellent plasticization agent to force shortening’scrystal habit to β′, and the potato processors used large quantities for frying; there-fore, the growth of palm oil use in shortenings was primarily at the expense ofcottonseed oil and tallow. Palm oil usage leveled off at about 5% of the shortening
Table 5.1 U.S. Fats and Oils Usage in Shortenings (millions of pounds)
Year 1940 1950 1960 1970 1980 1990 2000
Coconut oil 18 20 10 45 103 34a —Corn oil 1 1 4 12 W 270 27Cottonseed oil 823 549 365 276 189 252 166Palm oil NR NR NR 90 188 209a 187a
Peanut oil 23 12 2 16 NR NR NRSoybean oil 212 841 1169 2182 2651 4004 5714Lard 17 177 480 430 378 264 239Tallow 58 31 268 522 673 637 284Unidentified 44 27 3 7 18 14 —Total 1196 1727 2301 3580 4200 5684 6617Per capita (pounds) — 11.0 12.6 17.3 18.3 22.3 23.1
a Estimated.Note: W = withheld; NR = none recorded.
© 2004 by CRC Press LLC

requirement before a drastic decline was fueled by unfavorable publicity regardingpotential nutritional concerns, particularly regarding saturated fatty acids’ effectupon atherosclerosis. Palm-oil usage in shortening dropped to less than 1.5% in theearly 1990s, but usage has begun to increase again.
Coconut oil and the other lauric oils are not among the more desirable oils formost shortening products because of their short plastic range, tendency to foam indeep-fat frying when mixed with other fats, and the soapy flavor that develops withhydrolysis. However, the short plastic range contributed by a sharp melting point isadvantageous for fillers for cookies and candies; it provides excellent product “getaway” in the mouth. Coconut oil has an excellent frying stability when isolated fromother oils because of its high level of saturates, and it was a popular frying mediumfor Mexican foods, which probably contributed to the high level used for shorteningproduction in 1980–1981. This use also suffered from unfavorable publicity thatconvinced the foodservice industry to discontinue using coconut oil for frying andto change to a shortening with a healthier image. This change undoubtedly accountedfor most of the corn oil utilization for shortening in 1990, which decreased consid-erably after the 1991–1992 crop year, indicating that other vegetable oils, probablysoybean oil, have replaced it for foodservice frying.
Both lard and tallow became important shortening raw materials after meat fatsregained popularity in the mid-1950s. Two of the reasons for the meat fat’s improvedstatus were (1) major fastfood marketing that promoted the beefy flavor impartedto French fries fried in tallow shortenings, and (2) interesterification of lard to giveit performance in baking equivalent to that of hydrogenated vegetable oils. Later,technology was developed to replace interesterified lard with tallow and vegetableoil blends for more attractive product costs. Meat-fat usage continued to grow untilcholesterol concerns brought pressure on the major end users to provide food prod-ucts that had better nutritional images. The use of meat fats in shortenings decreasedto less than 8% of the total 2000 raw materials, after controlling 25 to 30% of therequirements for over 30 years.
The total usage of U.S. shortenings increased more than fivefold in the 50 yearsbetween 1950 and 2000, and the per person usage more than doubled. Increased useof shortenings partly reflects the changing eating habits of Americans — in time,place, and frequency of eating. Convenience and snack foods have risen sharply inpopularity, and a similar growth has occurred in the foodservice industry. It has beenestimated that currently about 45% of the U.S. food dollar is consumed away fromhome. These changes have affected the shortening type and quantity requirementsto meet the demands of the foodservice and food processor industries for specialtyfats offering product and performance improvements; at the same time, householdshortening demand is experiencing a decline.
Source-oil changes are caused by economics in many cases, but many of therecent changes have been made to improve the nutritional image. The nutritionalchallenges ahead may require that technology efforts be directed toward changes inthe composition of the source oil. Plant-breeding technology and genetic engineeringhave made it possible to produce oils that are enhanced in a single component or toessentially eliminate an undesirable component. Table 5.2 compares the fatty acid
© 2004 by CRC Press LLC

compositions of three oilseed modifications that are available commercially. Sun-flower and safflower hybrids are available with high-oleic fatty acid contents andsubstantially reduced linoleic contents. Canola oil is the result of rapeseed or mustardseed modifications to essentially eliminate the erucic fatty acid (C-22:1). These andother changes that have been achieved with oilseed plants are reviewed in Chapter 1.The modified oils currently available have not been designed or used for shortenings,except for canola oil, which still requires hydrogenation when utilized for shorten-ings; however, theoretically, plant biotechnology should be able to provide almostany desired oil composition.20 This theory is reinforced by the high-lauric fatty-acidcanola-oil development.21 Thus, sometime in the future, farmers may start breedingdesired performance and nutritional aspects into the oils rather than relying onprocessing to provide the desired shortening performance characteristics.
5.1.3 Shortening Product Forms
Three shortening types or forms have emerged to satisfy the requirements of thefood industry: plasticized semisolid, liquid or pumpable, and flakes, beads, or pow-ders; additionally, almost all shortening packaged products can be handled in bulkquantities:
• Plasticized semisolid shortenings — Most plasticized semisolid shortenings areidentified and formulated for optimum performance in the end product. General-purpose shortenings are identified as all purpose, unemulsified, emulsified, animalvegetable blends, or the like, whereas the trend is toward classifying most othershortenings by the intended usage (e.g., cake and icing, mellorine, bread, frying,and so on).
• Liquid shortenings — The liquid or pumpable shortening designation covers allfluid suspensions that consist of a hardfat, usually β-tending, or a high meltingemulsifier dispersed in a liquid oil. This shortening type was developed for bulkhandling and metering at room temperature and easier handling of packagedproduct that can be volumetrically measured and poured.
Table 5.2 Fatty-Acid Composition Comparisons of Hybrid Oilseeds
Fatty-Acid Composition (%)
Safflower Oil Sunflower Oil Rapeseed OilRegular High Oleic Regular High Oleic Regular Canola
Myristic (C-14:0) 0.1 — 0.1 — — 0.1Palmitic (C-16:0) 6.8 3.6 7.0 3.7 4.0 4.1Palmitoleic (C-16:1) 0.1 0.1 0.1 0.1 — 0.3Stearic (C-18:0) 2.3 5.2 4.5 5.4 2.0 1.8Oleic (C-18:1) 12.0 81.5 18.7 81.3 34.0 60.9Linoleic (C-18:2) 0.4 7.2 67.5 9.0 17.0 21.0Linolenic (C-18:3) — 0.1 0.8 — 7.0 8.8Arachidic (C-20:0) 0.3 0.4 0.4 0.4 — 0.7Gadoleic (C-20:1) 0.1 0.2 0.1 — 9.0 1.0Behenic (C-22:0) 0.2 1.2 0.7 0.1 — 0.3Erucic (C-22:1) — — — — 26.0 0.7Lignoceric (C-24:1) — 0.3 — — — 0.2
© 2004 by CRC Press LLC

• Flakes, beads, or powdered shortenings — Shortening flakes, beads, or powdersare composed of higher melting edible-oil products solidified into these forms forease in handling, quicker remelting, or to serve a specific function in a foodproduct.
• Bulk handling — Food processors that use a shortening product in sufficientlylarge quantities most frequently purchase these products in liquid bulk form.Shipments are made in 40M- to 50M-pound-capacity tank trucks or 150M- to180M-pound-capacity railcars. Bulk handling systems for shortenings that arenormally plasticized for package shipment require the food processor to haveprocessing equipment in addition to storage facilities — specifically, systems forchilling and plasticizing the shortening products. Freshly plasticized shorteningsmay be added directly to some products without tempering where crystallizationproperties are assisted by emulsifiers, such as in cake mixes; however, otherproducts require tempering to perform properly.
5.2 PLASTICIZED SHORTENING APPLICATIONS
Development of a shortening product for a food application is dependent uponmany factors. These factors may differ from customer to customer, depending uponthe equipment, processing limitations, product preference, customer base, and manyother requirements. Shortening products are now being designed to satisfy individualspecific requirements as well as to offer products with a broad general appeal. Thedesign criteria for a general-appeal product must be of a broader nature than is truefor a specific product or process. Three steps are involved in the development of afunctional shortening product:
1. Product requirements — Identification of the shortening functionality require-ments for end-use product application, shelf life, and process requirements of theindustry or a particular food processor’s operation.
2. Composition — Shortening formulation development, which includes the fats andoils components and the supplemental additives, with the tolerance ranges foreach identified to provide both optimum and uniform functionality.
3. Processing conditions — Chemical and physical processing conditions specificto the shortening which are critical to application performance. The processesinvolved may begin with raw-material sourcing and continue through temperingand delivery to the customer.
The important attributes of a shortening in a food product vary considerably. Insome food items, the flavor contribution of the shortening is of minor importance;however, it does contribute a beneficial effect to the eating quality of the finishedproducts. This fact is evident with the recent introductions of fat-free products; mostof these products lacked the eating characteristics contributed by fats and oils. Inmost applications, shortenings are multifunctional. Shortenings provide a heat-trans-fer medium, lubricity, and flavor to fried foods; aeration, lubricity, and structure tocakes, icings, fillings, creme fillers, and whipped toppings; lubricity and structureto baked pastries such as crusts, Danish pastries, and puff pastries; and lubricity
© 2004 by CRC Press LLC

with increased shelf life and softness to yeast-raised products such as bread andsweet rolls. Shortening, therefore, is a major contributor to the characteristic structureof most prepared food products and has a significant effect upon the finished productquality.
The physical characteristics of the fats and oils utilized for a shortening are ofprimary importance in the design of a product for specific use. Oils can be modifiedthrough various processes to produce the desired properties. Hydrogenation has beenthe primary process used to change the physical characteristics of shortenings. Themelting point and solids profile of an oil can be completely altered with this process,and the changes can be controlled by the conditions used for the hydrogenationprocess. Control of the hydrogenation conditions and the endpoint enables theprocessor to better meet the desired physical characteristics of the shortening prod-ucts; however, demand for shortenings free of trans-fatty acids may force processorsto use other processes to modify oils for functionality, such as interesterification,fractionation, and genetically modified oil (GMO) product blends.
Although formulation strongly influences consistency, crystal structure, and per-formance, the method of plasticization and tempering is also critical to applicationperformance. Shortenings are plasticized before filling to make them uniformthroughout, to effect a more attractive appearance, and to improve performance. Themanner in which a shortening is solidified has a pronounced effect upon formulation,size, and the rate of crystal transformation. Solidification and texturizing of short-ening is usually achieved by a shock-chilling process where heated fat is rapidlycooled in scraped-surface tubular heat exchangers followed by working or crystal-lization units, filling, and quiescence tempering. The chiller units are designed toremove the heat of crystallization, transform crystals, and perform mechanical work,whereas the crystallizers improve the plasticity and texture of the solidified short-ening. After filling, most baking shortenings are tempered for 24 to 72 hours at 85°F(29.4°C) to attain optimum consistency and creaming properties. The temperingprocess raises the temperature of all the individual crystals uniformly to the desiredpoint without agitation during the later stages of crystal transformation.
5.3 LIQUID SHORTENING APPLICATIONS
Prior to the use of emulsifiers, antioxidants, and antifoamers, fats and oilsproducts relied solely on fatty acid composition, crystal habit, plasticization, andtempering for performance. The aerating function of plastic shortenings is correlatedwith the polymorphic form of the triglyceride, whereas the level of unsaturation orsaturation affects shelf life and frying stability. Fats and oils that exist in the smallβ′-crystal form aerate batters much more thoroughly than those in the large β form,and saturation of the unsaturated fatty acids eliminates a reaction site for oxygen,thus extending oxidative stability to improve shelf life and frying stability.
With the addition of emulsifiers, antioxidants, or antifoamers, the crystal formand saturation levels of the base oils are still important, but these additives supple-ment the functionality previously provided solely by the composition of the fats and
© 2004 by CRC Press LLC

oils. These additives have significantly reduced the dependence on solid fats foracceptable performance, which led to the development and introduction of fluid orliquid shortenings for use in both yeast-raised and chemically leavened baked foods,for foodservice deep-fat and pan frying, and for dairy analog products. Liquid orpumpable shortenings combine the highly functional characteristics exhibited byplastic shortenings with the bulk handling characteristics of a liquid oil. A liquidshortening is a stable dispersion of solids with the proper polymorphic form in acontinuous oil phase that is both flowable and pumpable over a temperature rangeof 60 to 90°F (15.6 to 32.2°C). The solids are derived from either hardfats oremulsifiers, sometimes both. The choice of liquid oil is governed by the level ofoxidative stability required, and the solids choice is dependent upon the specificend-use application.
The type and level of solids are important considerations when producing a stablefluid suspension. In contrast to plastic shortenings, it is desirable to formulateβ-stable shortenings in which large crystals tend to form a stable dispersion. Aerationproperties for cakes, normally associated with a smooth, plastic consistency devel-oped by β′ source oils, rapid chilling, and tempering, is achieved for liquid short-enings by utilizing the appropriate emulsifier system. Oxidative stability for productsrequiring lubrication with a bland flavor is improved by the addition of antioxidants.Dimethylpolysiloxane is a highly functional antifoaming agent that inhibits oxidationto allow a liquid opaque shortening to perform like a higher melting plasticizedfrying shortening.
The crystallization process for liquid shortenings is equally important to thebase-oil composition to provide a β-crystal matrix in a concentration that willmaintain a viscosity low enough for pumping or pouring but high enough for aprolonged stable suspension. Liquid shortening processing involves proper ingredi-ent selection, proper dissolution of additives and hardfats in the liquid oil, andcontrolled crystallization of the product. Liquid shortening crystallization proceduresfor products with low and high hardfat levels are presented and discussed in Chapter 2.
Liquid shortenings do not require tempering after crystallization and can beshipped to customers in packages and as bulk product immediately after processing.In both cases, ease of use and handling compared to plasticized shortenings areadvantages. Packaged liquid shortenings may be poured from the container andmeasured volumetrically. Liquid shortenings handled in bulk quantities do notrequire heated storage facilities and can be pumped and metered at room temperature.
5.4 FLAKES, CHIPS, AND POWDERED SHORTENING APPLICATIONS
The term shortening flake describes the high-melting edible-oil products solid-ified into a thin flake form for ease in handling, for quicker remelting, or for aspecific function in a food product. The traditional flaked products have been thesaturated-oil products known as stearines, titers, or low-iodine-value hardfats. Thehardfat flakes have been joined by products formulated for special uses where theflake form is desirable. These specialty flaked products are shortening chips and
© 2004 by CRC Press LLC

stabilizers for various food applications. A third form of low-iodine-value, high-melting-point fats and oils products are powdered shortenings.
Hydrogenation selectivity is not important for the hardfats or stearines becausethe reactions are carried out to almost complete saturation; however, selectivity isvery important for the proper functionality of both the shortening chips and someof the stabilizers. Shortening chips are selectively hydrogenated to attain a steepsolids fat index (SFI) slope with a melting point as low as possible while still allowingthe product to maintain the chip form after packaging, during shipment to the foodprocessor, while being processed into the finished product, and until that product isprepared by the consumer. Most chip products can be formulated from the basestocksystem in Table 4.6 (Chapter 4) with a blend of selectively hydrogenated basestocksor with specially hydrogenated bases with sulfur-porportioned catalyst for steeperSFI slopes, depending upon the desired melting point and SFI requirements. Mostdomestic-oil shortening chips usually have melting points in the range of 110 to118°F (43 to 48°C). Lower melting point, domestic, oil-based shortening chips manytimes require refrigeration before use to maintain the chip form by preventing themfrom fusing together in the package. Shortening chips and flakes can also be madewith hydrogenated lauric oils, either coconut or palm kernel oils. Melting points forthe lauric oil chips normally range from 101 to 108°F (38 to 42°C) Flavors, colors,spices, and other materials can be encapsulated in the shortening chips for protectionfrom oxidation and convenient incorporation in food products.
Bakery product stabilizers are more nonselectively hydrogenated, with meltingpoints normally ranging from 110 to 125°F (45 to 52°C). The flat SFI slopes forthese products help to maintain softness while stabilizing the coatings, glazes, icings,and other bakery type products. The icing stabilizers are usually prepared fromdomestic oils to obtain the desired analytical and physical characteristics.
Two types of powdered shortenings are produced: (1) spray-dried fat emulsionswith a carrier, and (2) spray-chilled or beaded hardfat blends. The spray-driedpowdered shortenings are partially hydrogenated shortenings encapsulated in awater-soluble material. Shortenings can be homogenized in solution with a varietyof carriers (e.g., skim milk, corn-syrup solids, sodium caseinate, soy isolate). Emul-sifiers may be included with the shortening for finished product functionality. Fatcontents usually range from 50 to 80%, depending upon the original emulsioncomposition before spray drying.22 The spray-dried powdered shortenings are usedin some prepared mixes for their ease in blending with the other dry ingredients.
Hardfats can be powdered or beaded without the aid of a carrier. Three principalmethods of forming powder or beaded fats are practiced in the United States: spraychilling, grinding flaked product, and spray flaking and grinding. Spray-chilledhardfats have a disadvantage regarding feeding or blending accuracy. The sphericalshape of the spray-chilled powders may act as roller bearings to give erratic feedingrates with vibratory feeding systems or may stratify in blends of dry materials.Beaded products produced by grinding flakes or spray flaking for immediate grindinghave granular shapes that can be metered at uniform rates with vibratory or screwfeeders and resist stratification or separation in mixes with other granular materials.
© 2004 by CRC Press LLC

REFERENCES
1. Markey, K.S., Historical and general, in Fatty Acids: Their Chemistry, Properties,Production, and Uses, 2nd ed., Part 1, Markley, K.S., Ed., Interscience, New York,1960, p. 13.
2. Mattil, K.F., Plastic shortening agents, in Bailey’s Industrial Oil and Fat Products,3rd ed., Swern, D., Ed., Interscience, New York, 1964, pp. 265–271, 296.
3. Jones, L.A. and King, C.C., Cottonseed Oil, National Cottonseed Products Associa-tion and the Cotton Foundation, Memphis, TN, 1990, pp. 5–7.
4. Meyer, L.H., Fats and other lipids, in Food Chemistry, Meyer, L.H., Ed., AVI Pub-lishing, Westport, CN, 1975, p. 55.
5. Black, H.C., Edible cottonseed oil products, in Cottonseed and Cottonseed Products,Alton E. Bailey, A.E., Ed., Interscience, New York, 1948, pp. 732–733.
6. Morris, C.E., Mechanics of deodorization, JAOCS, 26, 607, 1949.7. Wrenn, L.B., Pioneer oil chemists: Allbright, Wesson, INFORM, 6, 98, 1995.8. Wrenn, L.B., Eli Whitney and his revolutionary gin, INFORM, 4, 12–15, 1993.9. Hastert, R.C., Oilseed processing: past, present, and future, INFORM, 9, 1140, 1998.
10. O”Brien, R.D., Shortening technology, in Introduction to Fats and Oils Technology,2nd ed., O’Brien, R.D., Farr, W.E., and Wan, P.J., Eds., AOCS Press, Champaign,IL, 2000, pp. 422–426.
11. Rini, S.J., Refining, bleaching, stabilization, deodorization, and plasticization of fats,oils, and shortenings, JAOCS, 37, 519, 1960.
12. Slaughter, Jr., J.E., Proceedings: A Six Day Short Course in Vegetable Oils, August16–21, AOCS Press, Champaign, IL, 1948, p. 120.
13. The term High Ratio has been copyrighted by the Procter & Gamble Company,Cincinnati, OH.
14. Hartnett, D.I., Cake shortenings, JAOCS, 54, 557, 1977.15. Robinson, H.E. and Mattel, K.F., Fifty years of progress in the technology of edible
fats and oils, JAOCS, 36, 434–436, 1959.16. USDA, Fats and Oils Situation, U.S. Department of Agriculture Economic Research
Service, Washington, D.C., 1977.17. USDA, Oil Crops Situation and Outlook Yearbook, U.S. Department of Agriculture
Economic Research Service, Washington, D.C., 1985.18. USDA, Oil Crops Situation and Outlook Yearbook, U.S. Department of Agriculture
Economic Research Service, Washington, D.C., 2000, pp. 50, 63.19. Dutton, H.J., History of the development of soy oil for edible uses, JAOCS, 58,
234–236, 1981.20. Haumann, B.F., The goal: tastier and “healthier” fried foods, INFORM, 7, 320–334,
1996.21. Del Vecchio, A.J., High-laurate canola, INFORM, 7, 230–242, 1996.22. Weiss, T.J., Shortening: introduction, in Food Oils and Their Uses, 2nd ed., AVI
Publishing, Westport, CN, 1983, pp. 129–130.
© 2004 by CRC Press LLC

CHAPTER 6
Baking Shortenings
6.1 INTRODUCTION
The term baking applies not only to the production of bread but also to all foodproducts in which flour is the basic material and to which heat is applied directlyby radiation from the walls or top and bottom of an oven or heating appliance. Moreparticularly, baking includes the production of items such as bread, cake, pastry,biscuits, cracker, cookies, and pies where flour is the essential and principle ingre-dient for the base product; baking also includes the toppings, frostings, fillings, etc.that finish the baked product. Baking as practiced by the homemaker is an art withan occasional failure, whereas baking as practiced by the professional baker is anengineering science in which the volumes involved make uniformity an absolutenecessity and failures are disastrous. Survival of the commercial baker requiresquality production at the lowest costs, which requires uniform, consistent perfor-mance from all of the ingredients employed.
Shortenings are a very important ingredient for the baking industry because theycomprise from 10 to 50% of most baked products. Shortenings contribute to bakedproducts in a number of ways: (1) impart shortness, or richness and tenderness toimprove flavor and eating characteristics; (2) enhance aeration for leavening andvolume; (3) promote desirable grain and texture qualities; (4) provide flakiness inpie crusts, Danish, and puff pastries; (5) provide lubrication to prevent the wheatgluten particles from adhering together, which retards staling; (6) enhance moistureretention for shelf-life improvement; and (7) provide structure for cakes, icings, andfillings.1
All-purpose shortening with a wide plastic range, made by blending a nonselec-tively hydrogenated basestock with a low-iodine-value hardfat, has been the buildingblock for many different general and specialty baking shortenings. Figure 6.1 tracesdevelopment of the various bakery products that use the all-purpose shortening typeformulation to produce the required functionality. The technology that made pro-duction of the all-purpose shortening possible has led to the development of a numberof specialized shortenings. Hydrogenation and blending of different basestocks and
© 2004 by CRC Press LLC

source oils to control the solids fat index (SFI), melting characteristics, and crystalhabit has provided the consistency control that allows fats and oils processors todesign shortenings with specific functional properties. The addition of emulsifiershas provided emulsification for higher moisture levels, aeration, moisture retention,starch complexing, antistaling, palatability improvements, and other functionalitiesto further extend the performance of bakery shortenings. The two techniques forwide-plasticity shortenings, emulsified and nonemulsified, have resulted in the devel-opment of the specialized products outlined in Figure 6.1, as well as other products.
In the years after the introduction of mono- and diglycerides, a number of newemulsifiers were developed that provided shortening processors and bakers withbetter tools. Properly used, these emulsifiers reduced the dependence on plasticizedor solid shortening crystal forms for aerating and structural properties. The morehighly emulsified shortenings were first used by the retail cake-mix industry toshorten mixing times, increase cake volumes, and improve mixing tolerances. Themore sophisticated emulsifier systems developed were able to assume the entireaerating function of crystalline fat and made the commercialization of fluid short-enings possible. Likewise, development of surfactants that were able to complexstarch or interact with flour proteins were partially responsible for the acceptanceof liquid shortenings for yeast-raised products. The attributes of the emulsifiers and
Figure 6.1 Bakery shortening evolution from all-purpose to specialty shortenings.
Unemulsified Emulsified
Wide Plastic Range Bakery Shortenings
General PurposeShortening
CookieShortening
Cookie FillerShortening
Pie CrustShortening
BiscuitShortening
DonutShortening
DanishRoll-In
Puff PasteRoll-In
Cake & IcingShortening
Icing & FillingShortening
Yeast-RaisedShortening
Specialty CakeShortening
MixShortenings
RetailCake
CakeBakery
RetailFrosting
© 2004 by CRC Press LLC

the development of several unique processing techniques allowed the introductionof fluid shortenings consisting of suspended solid hardfats and emulsifiers in a liquidoil base for cakes and another for yeast-raised products. These liquid shorteningproducts provided some of the baking industry’s ideal shortening attributes: a func-tional shortening that could be stored in a tank unheated and could be metered andpumped in exact proportions to the desired mixer. Liquid shortenings have fallenshort of the ideal expectations because they usually require agitation to maintainuniformity and are very specific as to functionality; that is, liquid cake shorteningscan be utilized only for cake production, which may also be limited to the type cake,and are ineffectual for icings, fillings, and other batter or yeast-raised products. Fluidbakery shortenings have had the most success with large cake and continuous breadproducers that have dedicated automated product lines.
Shortening flake products have quietly evolved as specialty products for specificbakery products. In almost all cases, the product functionality is dependent uponthe solids-to-liquid ratios or SFI and the melting point. These characteristics, alongwith the flake or beaded form, provide convenient handling and quick melting or acontrolled melt for a special function in a baked product. The traditional flakedproducts, low-iodine-value hardfats, are produced for various uses that are usuallyconcerned with adjustments in the melting characteristics of a product. Shorteningchips and stabilizers are blends of oils or are a single-source oil specially hydroge-nated to attain specific functional characteristics for use in biscuits, pizza crusts,breads, yeast-raised rolls, icings, donut production, various prepared mixes, andother bakery products.
6.2 ALL-PURPOSE SHORTENINGS
Bakery all-purpose shortenings are compromise products designed for perfor-mance in baked products, icings, and fillings, as well as deep-fat frying. Typically,all-purpose shortenings have been formulated with 3 to 15% essentially fully satu-rated β′ hardfat added to a partially hydrogenated basestock, a blend of tallow withvegetable oil, or interesterified lard. The functionality of an all-purpose shorteningat any temperature is largely dependent upon the solids content at that temperature.All-purpose shortenings are formulated not to be too firm at 50 to 60°F (10 to15.6°C) and not to be too soft at 90 to 100° F (32.2 to 37.8°C.). The β′ hardfats areadded to extend the plastic range, improve the tolerance to high temperatures, andestablish the shortenings crystal habit. Almost fully saturated cottonseed oil, palmoil, or tallow are the usual sources for the β′-crystal-forming hardstocks, whichfunction as plasticizers for improving creaming properties, texture, and consistency.Some typical vegetable and animal/vegetable blended all-purpose shortening formu-lations are presented in Table 6.1.
Hydrogenation of a fat and oil basestock increases the oxidative and fryingstability. Selective hydrogenation conditions and lower basestock iodine values pro-vide the best oxidative and frying stability; however, nonselective hydrogenationconditions produce flat SFI curves and, consequently, a wide plastic range. As basehardness is increased, the level of hardstock required to reach a desired consistency
© 2004 by CRC Press LLC

decreases. Hardstock reduction reduces the plastic range and heat tolerance of theshortening; therefore, oxidative stability improvements are achieved at the expenseof plasticity, and a wide plastic range can be achieved at the expense of oxidativeand frying stability. Additionally, oxidative stability results do not average; oxidativestability is directly related to the level and type of unsaturated fatty acids present ina blend; therefore, a 50:50 blend of a basestock with a 40-hour AOM (active oxygenmethod) with one that has a 100-hour AOM will not have a 70-hour AOM stabilitybut one closer to the 40-hour AOM of the most unsaturated basestock.2 The extentthat one attribute can be compromised to improve another must be determined bythe requirements of the intended food product.
Plastic range is important for bakery all-purpose shortenings because of theconsistency changes with temperature. Needless to say, products with the best plasticrange are those that are softest at low temperatures while also firmest at hightemperatures. A perfect plastic range, if it could be produced, would have the samedesirable consistency at both high and low temperatures. Nevertheless, shorteningsbecome brittle above the plastic range and soft below this range; both conditionsadversely affect creaming and workability properties. Shortenings are normallyplastic and workable at SFI values between 15 and 25; therefore, all-purpose short-enings that depend upon consistency for performance in baked products are formu-lated with flat SFI slopes that remain plastic for a wider temperature range thanthose shortenings with steeper SFI slopes.
Creaming properties and plastic range in a shortening are dependent, first, uponthe proper base stock and hardfat selection and, second, upon the chilling andtempering conditions used. All-purpose and other wide-plastic-range shortenings arenormally quick chilled to 60 to 70°F (15.6 to 21.1°C), followed by a crystallizationor working stage, packaging, and then tempering at 85°F (26.7°C) for a 24- to 72-hourperiod, depending upon the package size. The effect of tempering is illustrated inFigure 6.2, which compares the effect of 60-titer cottonseed oil hardfat and 56-titer
Table 6.1 All-Purpose Shortening Formulations
Source Fats and OilsBasestock (%) All Vegetable Animal–Vegetable
80-IV H-CSO 90.0 — — — — — 91.088-IV H-SBO — 88.0 — — — 89.0 —96-IV H-SBO — — — 35.0 — — —109-IV H-SBO — — — 14.5 — —RB palm oil — — 91.0 55.0 — — —Tallow — — — — 82.5 — —60-T CSO 10.0 — — — — — —56-T palm oil — 12.0 9.0 10.0 — — —59-T tallow — — — — 3.0 11.0 9.0
Note: H-CSO = hydrogenated cottonseed oil; H-SBO = hydrogenated soybean oil; RB =refined, bleached. T = titer.
Solids fat index (%) at:50°F/10.0°C 26.0± 31± 25± 32.0±80°F/26.7°C 20.0± 20± 18± 21.0±104°F/40.0°C 9.0 min. 11± 10± 9.0 min.
© 2004 by CRC Press LLC

palm oil hardfat stabilized all-purpose shortenings tempered at 80 and 85°F for 48 h.Consistency was measured by penetration evaluations at 80°F (26.7°C) for shorten-ings with SFI values at 80°F that ranged from 15 to 21% with each hardfat. Theplastic range for this penetration method was defined as too soft above 300 mm/10 gand too firm below 150 mm/10 g. This evaluation indicated that acceptable all-purpose shortenings could be produced with either hardfat but:
1. Higher levels of palm oil hardfat were required to produce SFI values comparablewith those for the product with cottonseed oil hardfat.
2. Equivalent shortening SFI values with palm oil and cottonseed oil hardfats didnot provide equivalent shortening consistency as measured by penetration. Thepalm-oil-hardened shortening was consistently softer than cottonseed-oil-hard-ened shortening at the same SFI value. About 2% higher solids were requiredwith palm oil hardfat to achieve a consistency equivalent to the shortening stabi-lized with cottonseed oil hardfat.
3. Cottonseed-oil-hardened shortenings tempered at 85°F (29.4°C) had penetrationresults comparable to the palm-oil-hardened shortenings tempered at 80°F(26.7°C). Palm-oil-hardened shortenings may perform better when tempered at80°F rather than 85°F, especially with SFI values at 80°F below 17%.
Penetrations performed at only one temperature do not indicate the workingrange for a shortening. Working range can be measured by penetrations over a rangeof temperatures, especially those to which the shortening may be exposed in end-use applications. Most bakeries and foodservice kitchens have limited temperaturecontrol, and a wide range of temperatures are likely to prevail; therefore, all-purposeshortenings must be formulated and processed to be tolerant to broad variation inworking temperatures and to be resistant to breakdown during mixing.
All-purpose shortenings are probably most used by retail and foodservice bakersfor whom creaming properties, emulsification qualities, icing value, wide workingrange, water absorption, and stability in baked and fried foods are very important.
Figure 6.2 Effect of 80 and 85°F tempering on shortenings with cottonseed oil and palm oil hardstock.
© 2004 by CRC Press LLC

In an all-purpose shortening, an attempt is made to obtain a balance of theseproperties so that it may be used with good results for any purpose. By varyingcomposition and processing, it is possible to make a shortening that will be superiorin any one respect, but it is impossible to produce one that will be excellent in allrespects because some of the qualities are antagonistic to one another. For example,additives beneficial for a certain performance characteristic are usually detrimentalfor another:
• Dimethylpolysiloxane performs as an antifoamer to extend frying stability, but itis detrimental to the baking characteristics of certain types of cakes and cookies.
• Some antioxidants that retard oxidation to extend flavor stability have reactionswith baking acids to give pink or purple colors.
• Emulsifiers that make many beneficial contributions to baked products are espe-cially detrimental to frying stability.
Shortening end users have to decide which type of compromise to make for theproduction of their particular products: use an all-purpose shortening that requiresan inventory of only one shortening, or use a series of specialty shortenings requiringmore inventory?
6.3 EMULSIFIED ALL-PURPOSE SHORTENING
A major advancement in shortening and baking technology occurred in the 1930s.Development and introduction of superglycerinated shortening brought about sig-nificant bakery product improvements. The addition of mono- and diglycerides toall-purpose shortenings allowed the production of high sugar and moisture cakeswith improved volume and eating characteristics, a finer grain and texture, and anextended shelf life.3 The higher ratio of sugar and moisture to flour and other cakeingredients led to the application of the term High Ratio for these shortenings.4 Thisshortening also provided the means for improving icings and fillings by providingadditional aeration capabilities with higher moisture levels for increased volumeswith better emulsion stability. A dough conditioning and antistaling effect was alsorealized in yeast-raised products to improve dough handling properties and to extendthe shelf life of these bakery products while softening the crumb, which improvedthe eating characteristics.5 Performance improvements were also found with manyother bakery products where creaming properties, starch complexing, and emulsionstability properties were important. The addition of mono- and diglycerides to thehigh ratio shortenings allowed these significant bakery product improvements. Func-tionality improvements over standard, unemulsified, all-purpose shortenings wereattained in most areas, with the exception of applications where moisture retention,aeration, or protein modification are detrimental. For example, the use of this short-ening type for frying results in excessive smoking, darkening, and foaming.
Formulation changes were necessary for icings, yeast-raised products, and cakesmost of all to realize the full advantage of the emulsified, all-purpose shortenings.The required changes were identified by shortening developers who were seeking
© 2004 by CRC Press LLC

acceptance for the new shortening product. The most drastic changes were for cakes:bakers had to change their rules to balance cake formulas to accommodate the moreefficient performance. The rules for balancing cake formulas with unemulsified, all-purpose shortenings are compared to the revised rules developed for emulsified, all-purpose shortenings in Table 6.2.
Emulsified, all-purpose shortenings made cake mixing more efficient. Thecreaming method was almost universally used with unemulsified, all-purpose short-enings. This method required multistage mixing, starting with blending the short-ening and sugar together to incorporate air into the shortening to form a cream.Second and third steps were then used to incorporate the liquids, flour, and otherdry ingredients. The blending method introduced with emulsified, all-purpose short-enings was able to eliminate the creaming stage because of the efficiency of theemulsifier to trap air in the batter. All of the shortening and dry ingredients wereblended with a portion of the liquid milk or water, and the eggs were added duringthe last mixing stage. Batter mixing times were reduced from 15 to 20 minutes forthe creaming method to 9 to 12 minutes for the blending method.
Formulation of the emulsified, all-purpose shortenings involved a determinationof the amount and type of emulsifier to add to the existing all-purpose shorteningformulations. The intermediate-hardness mono- and diglyceride chosen extendedthe multifunctional capabilities of the shortening. Optimum cake volume, moistureretention, structure, grain, and texture plus the yeast-raised product improvementsare provided by emulsifiers prepared from fully saturated fats; however, icings andfillings are smoothest and aerate more with monoglyceride products prepared fromunhydrogenated oils. A compromise to facilitate performance for both cakes andicings is attained by using an emulsifier prepared from an intermediate-hardnesshydrogenated oil or blend of meat fats: an IV range of 72 to 78 for most vegetableoils or an IV range of 55 to 60 for meat-fat bases. The α-monoglyceride levels (2.5to 3.2%) used for emulsified, all-purpose shortenings were also chosen carefully tocomplement both cake and icing production. Icings and filling products require loweremulsification levels than do most cake products for optimum results; therefore, theα-monoglyceride levels for emulsified, all-purpose shortenings will produce satis-factory results for most bakery products but cannot provide superior results for anyproduct.
Shortening producers continually evaluate new, different, and improved emulsi-fiers to identify a superior cake and icing or all-purpose, emulsified shortening. Todate, most emulsifiers follow the pattern of the mono- and diglycerides in thatsurfactant variations that improve cake functionality have a negative effect uponicings and vice versa; however, some emulsifier systems have been developed that
Table 6.2 Cake Formula Balance
Cake Ingredient
All-Purpose ShorteningUnemulsified Emulsified
Sugar No more than flour Exceeds flour up to 140% maximumLiquids Equal to flour Equal to or slightly exceeds sugarShortening No more than eggs No more than eggs
© 2004 by CRC Press LLC

improve the all-purpose functionality over the performance of the intermediatemono- and diglyceride emulsifiers. These emulsifier systems incorporate the perfor-mance of a high-aerating surfactant such as polysorbate 60, polyglycerol ester, orethoxylated monoglycerides with the intermediate-hardness mono- and diglyceridesused for the standard all-purpose, emulsified shortening and possibly a propyleneglycol monoester (PGME), also of intermediate hardness. The aeration-producingsurfactants are balanced with the structure and texture-building capabilities of theintermediate-hardness PGME and mono- and diglycerides for cake and icing typesof products. These shortenings have been formulated to replace the standard emul-sified, all-purpose shortenings pound for pound in most bakery formulations toimprove volume, texture, and emulsion stability.
Incorporation of mono- and diglycerides reduced the dependence of shorteningsupon the crystalline properties, solids-to-liquid ratios, and mixing procedures todevelop creaming properties. Where nonemulsified, all-purpose shortenings reliedupon the base fats to contribute all functionality, the added emulsifiers enhancedthese properties for greater functionality. Nevertheless, a wide plastic range providedby β′-crystal formulation, adequate solids-to-liquid ratios for a wide working range,and attention to plasticization procedures is still important for any general-purposeshortening. Temperature control during shipping, storage, and use has been improvedconsiderably, but all-purpose shortenings must still have a wide plastic range to resistbreakdown during mixing and make-up into the various bakery products. Shorteningsthat are brittle, lumpy, or sandy or have other textural problems that hinder properincorporation into the baked products provide substandard, nonuniform baked items.
6.4 RETAIL CAKE MIX SHORTENINGS
The prepared cake-mix industry recognized that market expansion required mixesthat provided ultraconvenient, foolproof performance to produce good-tasting moistcakes for consumption over an extended period after baking. These requirements havedifferentiated cake mix shortenings from bakery cake shortenings to create specialtyor tailor-made products. Cake-mix shortening requirements include a plasticity tomeet the demands of the mix manufacturer’s compounding equipment, emulsificationcapable of batter aeration with a high moisture content, and oxidative stability for anextended package shelf life before preparation, as well as tenderizing the cake crumb.
Historically, the introduction of emulsified shortenings helped initiate the cakemix industry. Originally, and for an extended period of time, cake mixes utilized thesame all-purpose shortenings developed for commercial bakery cakes. Although thesugar-to-flour ratio in prepared cakes ranges from 90 to 125%, it was recognizedthat these mixes not only required monoglycerides but also performed better withhigher levels than those used in bakery shortenings. It was also recognized that theconventional mono- and diglycerides used in the bakery all-purpose, emulsifiedshortenings, even when used at elevated levels, did not produce the required effectunder the unique conditions imposed by the normal use of packaged retail mixes.It also soon became obvious that some types of mono- and diglycerides performedbetter than others. It was also observed that a shortening containing a particular type
© 2004 by CRC Press LLC

of monoglyceride might function satisfactorily with one flour in one manufacturer’sformulation but not as efficiently in another situation. For a period of about 10 years,1947 through 1957, a great number of specialty cake-mix shortenings using varia-tions in mono- and diglycerides, both as to base oil or fat source and as to hardnessor degree of hydrogenation of the base oil or fat before glycerination, were used byvarious manufacturers. Each of these factors had some effect on the performance, andgenerally more desirable cake-mix results were obtained with the use of mono- anddiglycerides made with base fats of 30 IV or less or by blends of these with softermono-and diglycerides at α-monoglyceride levels of 3.0 to 4.0% of the shortening.
During this same 10-year period, there was a tremendous growth in prepared-mix sales, and a healthy competition between companies developed with the goalto produce bigger and better cakes. Improvements in all ingredients and improvedtechnology on the part of the manufacturers in compounding mixes helped in achiev-ing the product image of a big, relatively fine-grained cake with good eating qualityand containing as much moisture as possible. Dispersion of the shortening into thedry mix ingredients and tempering to maintain the optimum crystalline structurewere compounding concerns solved by improved methods for extruding and platingshortenings into the dry mixes. The contribution of shortening toward achievingthese improvement goals involved the judicious selection of available emulsifiers,usually monoglycerides and sometimes the sorbitan monostearates or polyoxy-ethylene derivatives. Efficient emulsifier systems permitted better batter aeration instable emulsions where the increased air content carried over to improve the volumeof baked cakes. Cake-mix manufacturers also used higher package weights withcorrespondingly higher liquid requirements to achieve greater cake volumes. Theseproduct and processing improvements also allowed the introduction of a modifiedhomemaker preparation requiring only a two-stage mixing procedure.
In the late 1950s and early 1960s, another major improvement for cake mixesoccurred. Shortenings containing α-tending emulsifiers were developed and intro-duced to the cake mix industry. The first of these emulsifiers to be used was glyceryllacto palmitate and later propylene glycol monoester (PGME). These emulsifiedshortenings led to improved fat dispersion and air incorporation. Although theseemulsifiers are considered to be especially effective for aeration of cake batters,soluble protein has been found to be the key aerating ingredient, but stable emulsionsare obtained only in those systems containing the α-tending emulsifiers.6 Introduc-tion of PGME-emulsified shortenings allowed the development of a more convenientone-stage cake preparation process. The use of PGME shortenings in a one-stagecake mix produced layer cakes with a large volume, a very fine grain, moist eatingqualities, and a flat crown. The use of emulsifiers to improve the performance ofcake mixes did not stop with the introduction of PGME cake-mix shortenings, butthis emulsifier has continued to be a part of the emulsifier systems used in almostall cases. Synergistic emulsifier systems developed to further increase the moistnessand improve the eating properties of the prepared-mix cakes while still retaininglarge cake volumes with fine grain and texture characteristics. The synergistic systemsemployed have been composed of polyglycerol esters or polysorbate 60, mono- anddiglycerides, PGME, and lecithin. These emulsifier systems, along with otherformulation improvements, have allowed a preparation method that increases the
© 2004 by CRC Press LLC

added moisture and adds liquid oil. Cakes made with liquid oil are more tender andappear more moist when eaten.
The aerating and emulsifying potential of a mix shortening not only is determinedby the emulsifier system but is also governed by dispersibility. The technique usedto compound the dry mix ingredients, the emulsifier system, and the consistency ofthe shortening replace the cake batter development bakers achieve with involvedbatter mixing procedures. Therefore, shortenings with high aerating and emulsifyingpotential can fail because of plasticity or dispersibility problems. The prepared-mixindustry prompted the development of tailor-made shortenings in respect to plasticitybecause of the different demands placed on the shortening by mix manufacturers’compounding equipment. A typical dry mix process begins with the addition ofplasticized shortening to a ribbon blender containing preblended dry ingredientsfollowed by thorough mixing. After blending, the mix is moved to holding bins andthen to the finisher. The finisher usually consists of a turbolizer, which is basicallya hollow cylinder fitted with a shaft with high-speed mixing blades. Its function isthe complete contact and plating of all the dry ingredients with the shortening toproduce a uniform dry powder. After finishing, the dry mix may be stored in holdingbins again before packaging.7,8
A shortening that is too hard is difficult to distribute throughout a mix unlessspecial methods are used. A shortening that is too soft will tend to soak into the flourand cause filling and packaging problems. This condition allows the mix to pack andlump and tends to lead to bridging and tunneling of the mix in the surge bins withresultant conveying and packaging problems. Ultimately, shelf-stability problemscaused by possible soakage of the fat into the packaging materials may even result.Performance-wise, grease-soaked flour will not absorb moisture readily, and softshortenings tend to be dispersed in the aqueous phase in spherical, rather than inirregular, form when the mix is made into batters. Cakes from such batters will exhibita spherical and thickened cell-wall structure atypical of usual grain and textures.
All things considered, the hardest shortening that provides the best performanceand can be handled and distributed effectively by the mix manufacturer’s equipmentis recommended. Normally, the special requirements in plasticity for tailor-made orspecialty shortenings may be met by changing the proportions of hard to softcomponents of the basestock and hardstock blends; however, too much of a hardfatcomponent can permit sudden crystallization and pelletizing when heated fats aredispersed in cake mixes. Therefore, the improved functional qualities of the high-aerating cake mix shortenings are influenced by (1) the emulsifier system, (2) thespecific fat formulation, (3) the amount of fat used in the mix, and (4) the methodof incorporating the shortening into the prepared mix.
Consumer desire for even more convenient preparation methods for cake mixescreated a need for yet another cake-mix shortening development. Cake mixesdesigned for baking in conventional ovens do not perform satisfactorily with micro-wave preparation. Experimentation revealed that microwave cakes require highershortening and moisture contents. It was also determined that increased emulsifica-tion levels are necessary to retain moistness with microwave baking and that adifferent level is required for each cake variety (e.g., white, yellow, devil’s food).8
© 2004 by CRC Press LLC

6.5 SPECIALTY BAKERY-CAKE SHORTENINGS
Attempts to use the same high-aerating plasticized shortenings developed for thecake mix industry in bakery cakes has met with failure. The critical nature of thehigh-aerating emulsifier system does not provide the tolerance necessary for thevariations in formulas and conditions encountered in the many bakeries across thecountry. In addition, formula variations within a single bakery are so demandingthat the materials will not function properly in existing formulations and with mixingprocedures used with standard emulsified shortenings. Bakery cakes require exten-sive formula revisions and changes in mixing procedures to take advantage of thehigh-aerating emulsifiers, and most bakers have found that these shortenings do nothave the tolerance required even with changes in ingredients, formulations, andmixing procedures. It was necessary to broaden the tolerance of the shortening andstill take advantage of the best characteristics of the individual emulsifiers, withsynergistic combinations of the emulsifiers developed especially for the bakingindustry. The levels of the different types of emulsifiers must be carefully balancedto give optimum volume, symmetry, grain, eating characteristics, and moistureretention with tolerance levels that satisfy the requirements of the cake baker.
Most bakery cakes prepared from “scratch” are baked with a plasticized, all-purpose, emulsified shortening. Most bakers have probably evaluated the morespecialized cake shortenings but have opted to continue with all-purpose shorteningsto help reduce the number of shortening products inventoried. However, many retailand small wholesale cake bakeries may be using specialized cake shortenings incor-porated in bakery cake mixes. The use of a prepared mix offers the small baker theadvantages of specialty ingredients while still allowing a manageable inventory. Thespecialized bakery cake mix shortenings require slightly different emulsifier systemsthan their retail counterparts. The major factors contributing to these differences arethe mixing procedures employed and the desired finished cake characteristics. Bak-ery cake production requires lower emulsifier levels and less complex, slightlymodified blends due to the mixing equipment and procedures employed. Mechanicalemulsification provided by bakery cake mixers is much more efficient than forhousehold mixers, and a less fragile cake is required to withstand the requiredhandling while still maintaining desirable eating characteristics.
6.6 LIQUID CAKE SHORTENING
Economic conditions and automation presented the need and emulsifier devel-opment provided the functionality to develop liquid cake shortening technology.Liquid cake shortenings combine the highly functional characteristics exhibited byplastic shortenings with the bulk handling characteristics of liquid oils. Liquidopaque shortenings are characterized by the presence of low levels of highly func-tional solids suspended in a liquid oil matrix. Liquid cake shortenings are dependentupon the emulsifiers contained in them to provide most of the functionality necessaryfor cakes. A variety of emulsifiers, including glyceryl lacto esters, propylene glycol
© 2004 by CRC Press LLC

monoesters, and mono- and diglycerides, provide the aeration, tenderizing, andmoisture retention properties of liquid cake shortenings.
The viscosity of liquid shortening may be adjusted with low-iodine-value hardfat.The type and level of solids are important contributors to a stable fluid dispersion.Unlike plastic solid shortenings, liquid shortenings must be formulated with β-tendinghardfats. Large β-crystals provide a stable dispersion that resists a viscosity increaseor gel when crystallized properly. β′-crystalline liquid shortenings can experience aviscosity rise that eventually thickens the product to a solid consistency.
Equally important to proper formulation for fluidity are the processing conditionsused to crystallize the liquid shortenings in the stable β-crystalline form. It isimportant to promote crystallization that is stable and in the proper concentrationrange for viscosity that is low enough for pumping but high enough for adequatesuspension stability. Process B for liquid shortening crystallization described inChapter 2 should provide acceptable results, but many other procedures have alsobeen patented and used by different liquid shortening producers. The main objectiveis to produce a stable fluid shortening that will not increase in viscosity.
Processing techniques developed to suspend emulsifiers and possibly hardfatsin a liquid oil base produced pumpable liquid shortenings at room temperature thataccommodated bakery automation. Overall, the liquid shortenings were easier tohandle and were more readily dispersed in cake batters, which enabled them tofunction more effectively as aerating agents. The ability of liquid cake shorteningto entrap and maintain aeration produced cakes with greater volume and more evengrain and texture with good eating quality, but the cakes were too tender to handlewithout formula modifications. The changes in rules for the cake-formula balancefor liquid shortenings are compared to the two all-purpose plastic shortening require-ments in Table 6.3. The cake-formulation changes indicated for liquid cake short-enings were necessary primarily because of the lower solids fat index at use tem-peratures and the increased aeration provided by the more efficient emulsifiersystems. These shortening characteristics produced extreme cake tenderness, whichwas counteracted by the indicated cake-formula modifications. Mixing time reduc-tions were due to the fluidity of the shortening, which rapidly mixes with both thedry and the wet ingredients in cake batters, and the more rapid aeration effectproduced by the emulsifier systems with the increased moisture levels.
Another prime consideration for liquid cake shortenings is the base oil and itsoxidative stability. Base oils with high polyunsaturated fatty acids levels generallyhave a low oxidative stability as measured by AOM or oil stability index (OSI).
Table 6.3 Liquid Cake Shortening Cake-Formula Balance Changes
Cake Ingredient
All-Purpose Plastic ShorteningNonemulsified Emulsified Liquid Shortening
Shortening Base Increase DecreaseSugar Base Increase No changeLiquids Base Increase IncreaseLeavening Base Increase DecreaseMixing time Base Decrease Decrease
© 2004 by CRC Press LLC

Oxidation resistance can be improved by the addition of antioxidants, usually tertiarybutylhydroquinone (TBHQ), or by the selection of a lightly hydrogenated oil productthat is still fluid at room temperature. If a high stability is required and antioxidantsare not permitted, high-stability base oils produced with fractionation process tech-nology are another alternative for liquid shortenings. Most liquid cake shorteningsutilize a partially hydrogenated vegetable basestock, usually soybean oil, with aniodine value of 100 to 109. The emulsifier systems utilized usually contain mono-and diglycerides with either glyceryl lacto esters or propylene glycol monoesters,In many cases, the emulsifier systems are designed for specific customers becauseliquid cake shortenings remain very specialized products, from the perspectives ofboth shortening processors and bakers.
6.7 ICING AND FILLING SHORTENINGS
Buttercream icings are sugar-based, relatively low-moisture (10 to 15%) confec-tions used to provide protective coverings for cakes. Creme fillings are shelf stable,aerated confections used inside of cakes. Creme fillings are also sugar based but aremore highly aerated than buttercream icings and contain higher quantities of moisture(20 to 25%). These two bakery confectionery products are related to the extent thatwhat is true functionally for creme fillings is true to a lesser extent for buttercreamicings. The major desirable properties for creme fillings and icings are:
• Yield — Aeration contributes to the eating qualities, lightness, and cost of thefinished product. Buttercream icings are usually aerated to specific gravities of0.75 to 0.80 grams per cubic centimeter or a volume of 125 to 135 cubic centi-meters per 100 grams, whereas creme fillings are usually aerated to lower specificgravities of 0.45 to 0.50 grams per cubic centimeter or a volume of 200 to250 cubic centimeters per 100 g. The aeration potential of both products is aprimary function of the shortening emulsifier system and its plasticity, which iscontrolled by the basestock formulation for solids-to-liquid ratios, crystallinestructure, and plasticization conditions.
• Syneresis resistance — Whenever two materials with different water activities areplaced in intimate contact with each other, moisture tends to migrate to the materialwith the lower water activity. Cakes either injected or filled with creme fillingsor covered with buttercream icings become excellent candidates for syneresis.Shortenings with emulsification functionalities capable of holding the requiredmoisture contents resist syneresis. Textural evaluations of the icing or filling canindicate emulsion stability; smoothness indicates a tight emulsion with a probablelow water activity, whereas a curdled appearance indicates a loose emulsion witha probable high water activity.
• Eating characteristics — Acceptable eating characteristics for icings and fillingsare dependent upon three factors:• Smoothness — Confection sugars with large particle sizes or insufficient mois-
ture levels may contribute a graininess or a gritty sensation from undissolvedsugars.
• Getaway — Rapid melt in the mouth is the desired physical sensation, whereasa slow getaway will mask some of the desirable flavors. Getaway can be
© 2004 by CRC Press LLC

affected by (1) moisture level, (2) emulsion character (either tight or loose),(3) SFI slope and melting point of the shortening, and (4) degree of aeration.
• Flavor — Offensive or off-flavors can be contributed by the shortening, dueto either its basefat composition or its emulsifier components. Different emul-sifiers are prepared with glycerin, propylene glycol, or sorbitol componentsthat have bittersweet flavors that can be detected but at levels usually aboveuse levels. Any shortening off-flavors would probably assume the flavor of theoil product before processing or a reverted flavor.
• Heat stability — Icings and fillings must be resistant to temperature abuses towhich the finished product will be subjected in normal circumstances. Structurefor an icing or filling is provided by the shortening and affected by both the baseoil selection and processing. The base fat melting point must be high enough toresist melting at the temperature conditions expected before the finished productis consumed. Heat stability may be built into the shortening by the choice ofbasestocks and hardfats for the base shortening and the emulsifier system.
• Body — A somewhat firm but spreadable consistency without undue drag isnecessary for a smooth icing application to cakes. Likewise, creme fillers need asomewhat firm, but not stiff, body to stand up between the cake layers or injectioninto cakes. Filling and icing structure is affected by the shortening’s consistencyand emulsifier system of the shortening.
A wide range of formulations is available and in use for creme fillings andbuttercream icings. The shortenings chosen to prepare these products are consider-ably varied. Butter, margarine, and all-purpose shortenings are used for icingproduction, but the largest usage since the early 1930s has been that of all-purposeemulsified shortenings and, more recently, the shortenings developed specially foricing and creme filling production. The cake and icing or High Ratio type ofshortenings utilize plastic or shortening-like mono- and diglycerides at a compro-mised level to produce satisfactory cakes, icings, fillings, yeast-raised products, andother products. It has also been recognized that mono- and diglycerides alone donot provide all the performance desired regarding icing and filling volume andstability. Specialty shortenings combining proper fat structure with emulsifier systemscomposed of hydrophilic and lipophilic components have proven to be advantageous.Icings and fillings made with these shortenings aerate rapidly for high volumes, withsuperior eating qualities contributed by a rapid get-away in the mouth to eliminatethe lingering greasy eating characteristics formerly associated with bakery icingsand fillings. The effects of the individual components of the specialty icing andfilling shortenings are:9–11
• Shortening-base composition — The shortening bases selected for most specialtyicing and filling shortenings are characteristic of basestock and hardfat selectionsfor all-purpose shortenings. Hardfat helps produce a flat SFI slope for a broadplastic range and firmness for icing and filling structure; however, excessivehardfat additions result in a loss of shortening plasticity which leads to moredifficult incorporation, along with less getaway in icing and filling. Softer hardfats(e.g., 25- to 30-IV hydrogenated cottonseed oil) may be selected to allow slightlyhigher addition levels than are possible with low-iodine-value (4.0 or less) hardfats.
© 2004 by CRC Press LLC

The β′-hardfat levels utilized to produce the most heat-stable fillings and icingsrange from 15 to 20%.
• Emulsifier system — Extensive testing has verified that mono- and diglycerideemulsifiers alone do not provide all of the icing and filling requirements foraeration, structure, and stability. A synergistic system composed of lipophilic (fat-loving) and hydrophilic (water-loving) emulsifiers has produced icings and fillingsgreater specific volumes, superior eating qualities, and tight, stable emulsions.The emulsifier system components are:• Lipophilic emulsifiers — Many icing and filling shortenings utilize two water-
in-oil surfactants in synergistic emulsifier systems: mono- and diglyceride andlecithin. Lecithin, a natural emulsifier, provides fluidity and emulsion stability.Low levels of soft mono- and diglycerides produced from unhydrogenated orrelatively high-iodine-value (90 or less) basestock provides the best perfor-mance in icings and fillings; levels higher than 2.5% α-monoglyceridesdecrease icing and filling stability.12 Shortenings containing low-iodine-valuemono- and diglycerides produce very tight emulsions that restrict aeration atall addition levels.
• Hydrophilic emulsifiers — Polyglycerol esters of oleic acid or 80- to 85-IVshortening basestock, as well as polysorbate 60 or 80, are particularly goodaeration promoters in icings and fillings. These hydrophilic emulsifiers alsoprovide emulsion stability to prevent oil migration from the icing or filling tothe cake.
Effective icing and filling shortenings are the result of combining a firm wideplastic range base with a synergistic emulsifier system. Still, specialty icing and fillingshortenings vary with each producer, plus variations arise for individual customerrequirements; an average all-vegetable formulation consists of 15 to 20% β′ hardfat,soft mono- and diglycerides of 1.0 to 1.5%, and fluid-grade lecithin at approximately0.25%, with either 1.5 to 2.0% of a soft polyglycerol ester or 0.4 to 0.75% polysorbate60. The balance of the formulation is composed of an 80- to 88-IV basestock. Meat-fat formulations utilize the same emulsifier systems with equivalent hardfat levelswith interesterified lard but lower hardfat levels (10 to 12%) when a blend of tallowand soft hydrogenated soybean or cottonseed oil is utilized as the base fat.
6.8 ICING STABILIZERS
Flat icings, frostings, and glazes constitute a large group of bakery accessoriesfor baked or fried products. This is the simplest type of icing and consists essentiallyof powdered sugar with enough water added to give a consistency suited to theapplication. These icings may be pourable or plastic and are commonly used ondonuts, sweet rolls, Danish pastries, breads, petit four cakes, other specialty cakes,etc. Because of moisture loss, water icings can become dull and hard so they flakeoff of the product in a very short time. Also, when packaged for distribution, theicings or glazes can stick to the wrapping material and fingerprint easily. Low-leveladditions of a properly processed icing stabilizer provide elasticity and antistickingproperties and cause more rapid setting properties that resist fingerprints.
© 2004 by CRC Press LLC

Icing stabilizers are hydrogenated with melting points centered at 113, 117, and125°F (45, 47, and 52°C) and formulated both with and without lecithin, dependingon the desired degree of fluidity in the finished icing or glaze. Icing fluidity isincreased with lecithin additions up to 0.5%, but this functionality reverses at higherlevels. Icing stabilizers are hydrogenated to meet the SFI and melting point require-ments designed to provide the intended performance. The slope of the SFI curve isimportant to provide the desired icing or glaze set but still retain the elasticity sothat the product does not become brittle and flake off the baked or fried product.Typical target SFI limits corresponding to the melting points for the three icingstabilizers usually employed are shown in Table 6.4.
Icing stabilizers are flaked to permit ease in handling, scaling, and rapid meltingduring the icing and glaze make-up. Typically, 1 to 6% of the icing stabilizer ismelted and slowly added to the icing or glaze while mixing to prevent solidificationof the stabilizer before it is incorporated into the mix. Flaked icing stabilizers areproduced on chill rolls that solidify the product into the thin flake form to providethe large surface area that promotes rapid melting when the flakes are heated foruse in the finished icings or glazes.
6.9 BREAD SHORTENING
On the basis of usage level, shortening is one of the minor ingredients in theproduction of white bread. Functionally, however, it is one of the more importantingredients, as it influences dough mixing, handling, proofing, and bread volume,in addition to imparting desirable eating and keeping qualities to the baked bread.All of these effects are due to the lubricating properties of the shortening. Anadequate shortening level must be used to produce bread with a good appearanceand eating qualities. The optimum shortening level may vary slightly from onebakery to another due to variations in mixing, proofing conditions, and flour quality;however, most bread formulations will contain about 3.0% (100% flour basis) short-ening for a good-quality loaf of bread.
For many years prime steam lard was considered the ultimate in bread shortening.Then, the addition of mono- and diglycerides changed the concept of bread from a
Table 6.4 Icing Stabilizers: Typical SFI and Melting Point Analysis
Mettler dropping point: °F 113.0 117.0 125.0°C 45.0 47.0 52.0
Solids fat index (%) at:50°F/10°C 67.0 65.0 77.0a
70°F/21.1°C 58.0 60.0 74.0a
80°F/26.7°C 53.0 58.0 72.0a
92°F/33.3°C 38.0 45.0 71.0a
100°F/37.8°C 21.0 30.0 58.0a
a Estimate only; product too hard to perform SFIanalysis.
© 2004 by CRC Press LLC

firm chewy type to a soft compressible product. Emulsified shortenings or separateadditions of the mono- and diglycerides enabled the production of a soft bread thatremained soft for long periods of time both on the grocery store shelf and in thehome. The homemaker’s “squeeze test” became a quality control measure for fresh-ness observed by bakers and ingredient suppliers. Sensory evaluations to determinebread staleness correlate well with this simple firmness measurement. The successesof mono- and diglycerides prompted the development of other surfactants. Emulsifierconcentrates emerged that permitted a somewhat greater flexibility in the productionof bread of varying degrees of softness, improved handling properties, and greatertolerance to flour variations.
Concerns that some surfactants could present a health hazard and that theincreased bread softness created might be a deceptive practice led, in 1952, tolimitations being placed on the emulsifiers allowed and use levels permitted by thestandard of identity for bread and rolls. The U.S. Food and Drug Administration(FDA) standards limited the amount of approved surfactants to about 0.5% basedon the flour weight. In 1978, the standard of identity for bread, rolls, and buns wasamended to remove the use limit for mono- and diglycerides, diacetyl tartaric acidesters of monoglycerides (DATEM), propylene glycol monoesters (PGME), andother ingredients that performed a similar function. The FDA-approved softenersand dough strengtheners for yeast-raised products are listed in Table 6.5 with theuse-level restrictions and functional effects.
For conventional bread production, most plastic shortenings of either animal orvegetable origin supplemented with softeners and conditioners may be used effec-tively; however, all vegetable shortenings have been preferred because of nutritionalconcerns regarding cholesterol and saturated fatty acids. Most all vegetable conven-tional bread shortenings are partially hydrogenated and deodorized products, suchas the 110-IV hydrogenated soybean oil basestock, identified in Table 4.6, that areshipped in tank quantities with antioxidants added to protect the flavor before use.
Table 6.5 Yeast-Raised Product Softeners and Dough Strengtheners
Surfactant SoftenerDough
StrengthenersAllowed Use Level
(% Flour Basis)
Mono- and diglycerides:Saturated type Good+ Slight GMPUnsaturated type Slight Slight GMP
Lecithin Good Slight GMPDiacetyl tartaric acid esters Good Good GMPPropylene glycol monoesters Good+ Slight GMPSodium stearoyl-2-lactylate Slight Good 0.5 max.Calcium stearoyl-2-lactylate Slight Good 0.5 max.Succinylated monoglycerides Good Good 0.5 max.Ethoxylated monoglycerides Slight Good 0.5 max.Ethoxylated monoglycerides Slight Good 0.5 max.Polysorbate 60 Slight Good 0.5 max.Sodium stearyl fumarate Good Good 0.5 max.Lactylic stearate Slight Good 0.5 max.
Note: GMP = good manufacturing practice.
© 2004 by CRC Press LLC

In the continuous bread-mixing process, introduced in the 1950s, shortening andemulsifiers continue to provide the same benefits as for the conventional process.Continuous bread shortenings have three basic components that can be producedtogether or added separately:
• Base shortening — Almost any fat can be used successfully for the base-shorteningcomponent for continuous bread production. Both hydrogenated and unhardenedmeat fats or vegetable oils have been used successfully. Comparisons between fattypes have shown that the quality of bread is unaffected by the type of fat used,except that a salad oil with an absence of solids at room temperature provides thegreatest softening effect, which requires a higher flake or hardfat addition levelfor bread structure.
• Flakes — The higher mixing and proofing temperatures employed for continuousbread processing require higher melting shortenings for gas retention and structure.A minimum amount of the shortening must be present as a solid at the doughproofing temperature. Hardfat or flakes made from all the available U.S. domesticfats and oils are adequate to provide solids in the 104 to 115°F (40 to 48.9°C)proofing temperature range normally used for continuously mixed bread doughs.
• Emulsifier systems — Numerous evaluations have confirmed that hard, highlysaturated mono- and diglycerides, with a 5.0 maximum iodine value, are superiorto softer mono-and diglycerides for starch complexing for shelf-life enhancement,dough strength, and bread texture. The softer mono- and diglycerides have beenshown to contribute to a weaker dough that allows fermentation gases to escape,resulting in bread with open grain, poor texture, and reduced volume. In addition,one or more of the softeners or dough conditioners listed in Table 6.5 may beutilized.
Most of the fat-soluble surfactants that are the most effective have high meltingpoints, and the hardfats must be melted into the shortening before addition to thecontinuous dough operation. Most continuous operations either use separate com-ponents or purchase liquid shortenings processed with the three components for useat room temperature.
6.10 LIQUID BREAD SHORTENINGS
Continuous dough process requirements for a fat system composed of threecomponents (base fat, hardfat flakes, and emulsifiers) presented uniformity problemsthat affected bread quality. Hardfat additions increase the melting point of the fatsystem as desired for dough structure and gas retention; however, merely adding apredetermined amount of flakes does not eliminate the opportunity for uniformityproblems. An improper balance of hardfat and surfactants results in an increase ofcripples caused by handling while transferring the proofed bread to the oven. Exper-imental work has indicated that the SFI values should be in the 10 to 15% range atthe high temperatures encountered in the development and processing stages forcontinuous doughs. Solids fat index control of the fat system is a better controlprimarily due to the variability of the base fats; however, most bread bakers do not
© 2004 by CRC Press LLC

have the facilities to perform the SFI analysis. These control requirements plus theconvenience of handling a shortening without heating made liquid bread shorteningsattractive for the bread baker.
Liquid bread shortenings have the same general definition as the other fluidproducts: a stable dispersion of crystalline solids in a liquid oil matrix that is fluidand pumpable at room temperature. Liquid shortenings designed for bread produc-tion are normally composed of a liquid vegetable oil base, a high-melting-pointhardfat, and a crumb softening agent, either alone or in combination with a doughconditioner. Softener and dough-strengthener additives to the liquid shortening com-plete the system and offer a high degree of uniformity to the bread baker, in additionto eliminating another ingredient to inventory and scale.
A review of the evolution of liquid bread shortening is shown in Table 6.6.13,14
The first liquid bread shortening, introduced in the early 1960s, had an opaque ormilky appearance and was composed of a liquid soybean oil, partially hydrogenatedfor oxidative stability with the hardfat requirement for continuous bread processing.Later, mono- and diglycerides made from a low-iodine-value hardfat were incorpo-rated to soften the bread crumb. The softening effect results from an interaction ofamylose, the linear starch component, with the fatty acid chain of the monoglyceride,which subsequently reduces the starch tendency to retrograde. Polysorbate 60 wasprobably the first dough conditioner added to liquid bread shortenings. The functionof a dough conditioner is to modify the rheological characteristics of the bread doughto strengthen it for better handling characteristics. All of the liquid bread shorteningsup to this point had high hardfat levels, as indicated by the SFI levels of the first
Table 6.6 Liquid Bread Shortening Evolution
SurfactantNone Softener Softener and Conditioner
5-IV mono- and diglycerides:α-Monoglycerides (%) None 3.0± 2.5± 5.75± 4.0±
Dough conditioner: None NonePolysorbate 60 (%) — — 2.0± — —Ethoxylated mono- and diglycerides (%) — — — 5.0± 5.0±Sodium stearoyl-2-lactylate (%) — — — — 4.9±
Mettler dropping point:°C 50.0± 53.9± 54.4± 53.3± 40.6±°F 122.0± 129.0± 130.0± 120.0± 105.0±
Solids fat index (%) at:50°F/10.0°C 13.0± 11.0± 11.0± 8.5± 6.5±70°F/21.1°C 10.0± 10.0± 7.5± 3.0±80°F/26.7°C 12.0± 10.0± 10.0± 7.5±92°F/33.3°C 10.0± 10.0± 7.5± 2.0±104°F/40.0°C 10.0± 1.5±110°F/43.3°C 5.0± 9.0± 3.0±
AOM stability (hours) 30± 25± 20± 30± 20±Antioxidant None None None TBHQ TBHQ
Note: AOM = active oxygen method; TBHQ = tertiary butylhydroquinone.
© 2004 by CRC Press LLC

three shortenings shown in Table 6.6. The high levels of hardfat were required inthe continuous mixing process for good bread sidewall strength. This function waspartially assumed by the conditioner with the addition of ethoxylated mono- anddiglycerides, which allowed a hardfat reduction for improved softness of the breadloaf. The last variation shown for liquid bread shortenings is a conditioner modifi-cation of a blend of ethoxylated mono- and diglycerides (EMG) with sodium stearoyllactylate (SSL) that stills retains mono- and diglycerides as a crumb softener. Thisconditioner change was made to strengthen the gluten structure, to attain a bettermixing tolerance for the dough, and to promote increased moisture absorption, whichextended crumb softness and shelf life and increased loaf volume. The synergisticeffect of combining the surfactants and hardfats with the liquid oil carrier, whichalso acts as a lubricant, has permitted some bakers to reduce their usage levels by15 to 20% over the addition of the same composition added separately. Nevertheless,some bread bakers still prefer to formulate and add their own softeners and condi-tioners to a liquid shortening similar to the original nonemulsified product.
6.11 SWEET YEAST-RAISED DOUGH SHORTENINGS
Sweet doughs are yeast leavened but have a sweeter taste and a richer eatingsensation than do bread, buns, and dinner rolls. Sweet doughs are much richer inshortening, milk, and sugar than the bread doughs and usually contain eggs. Thefunction of the enriching ingredients is to soften the texture and make the productflakier, to improve the taste and color, and to increase the nutritional quality of theproduct.
Improvements in sweet doughs came about as an outgrowth of the use of mono-and diglycerides in cake batters. It was a natural step to enrich sweet doughs by theuse of a high ratio shortening containing an emulsifier to aid in a greater absorptionof the liquids, thus yielding softer, moister, longer keeping products. This advanceoccurred in the late 1930s. Eventually, the emulsifier content was raised to higherlevels in special sweet dough shortenings to further enhance these properties, makingpossible the tender, rich, sweet rolls, coffee cakes, and yeast-raised donuts with therelatively long shelf life produced today.
Shortening bases with low SFI contents are preferred to give tenderness to theyeast-raised shortenings. The best surfactants are the softeners that have the greatesteffect upon the amylose component of the starch; therefore, hard mono- anddiglycerides are typically used in sweet dough shortenings at levels that providebetween 8.0 and 9.0% α-monoglyceride contents. These shortenings can be producedwith either meat fats or all-vegetable shortening bases, which act as carriers for thehard emulsifiers and provide lubricity. Typically, a meat-fat shortening would becomposed of lard with 20% of low-iodine-value, tallow-based mono- and diglycerideto produce a plasticized shortening with an 8.5 ± 0.5% α-monoglyceride content.An all-vegetable product could be a plasticized blend of 80% of an 80-IV hydro-genated, deodorized soybean-oil basestock with 20% low-iodine-value, soybean-oil-based mono- and diglyceride, also with a 8.5 ± 0.5% α-monoglyceride content.
© 2004 by CRC Press LLC

6.12 COOKIE SHORTENINGS
The formulas for some types of cookies are very similar to those for layer cakes,except for a lower moisture content, which may have influenced the dictionarydefinition for cookies (i.e., “a small sweet cake, usually flat”). The term cookieactually covers a wide variety of bakery products. Hundreds of types of cookies aremade by various branches of the baking industry. Cookies may be classified intohand cut, bag type, dropped, ice box, wire cut, Dutch machine type, English hardgoods, American stamped type, and many others too numerous to list. However, twobroad general classifications can be made: hard and soft.
Cookie varieties contain from 10 to 30% shortening, so shortening is definitelyan essential component for most cookie formulations. The type and amount ofshortening utilized affect the machine response of the cookie dough and the qualityof the baked cookie. Shortening is a principal ingredient responsible for tenderness,keeping qualities, grain, and texture, and it adds a rich quality to cookies. It mustprovide the proper solids contents for cohesion and spread yet still be a tenderizer.In soft-cookie production, plastic shortening is creamed with sugar to incorporateair bubbles that are trapped in the liquid phase of the shortening. High SFI short-enings do not have enough oil volume for adequate aeration, and low SFI shorteningsdo not have the ability to hold the air until mixing is complete. Also, cookieshortenings must have controlled plasticity or an ability to be worked into the blendduring mixing to provide a smooth, lump-free cookie dough with a minimum ofoiling out. Pockets of shortening in a cookie dough will melt and leave voids anduneven areas in baked cookies. Low-heat-stability shortenings break down withmachining to release liquid oil and cause distorted greasy cookies; however, someoiling is necessary for wire-cut, rotary-molded, and other cookie processes forextrusion or release. It is necessary to maintain a balance between the solid andliquid phases of the shortening for machinability, aeration, tenderness, and shelf-lifefunctions. All-purpose shortenings with wide plastic ranges, a β′-crystal habit, andgood heat stability are normally adequate for soft-cookie production. Emulsifiedshortenings produce soft cookies with a gummy mouth feel because of the increasedmoisture retention after baking. Normally, this effect has been viewed as undesirable,but recently it has been the basis for a heavily marketed soft cookie category.
Hard cookies merely require lubrication from the shortening component. The lowmoisture content of these cookies causes the sugar to solidify to a candylike massinstead of a liquid or mobile syrup as in cakes with higher moisture levels. Theshortening function is to disrupt the continuity of the caramelized sugar mass.15
Usually, a selectively hydrogenated shortening with a narrow plastic range is preferredfor hard cookies for lubricity, shelf life, and enhancement of the eating character.
6.13 COOKIE FILLER SHORTENINGS
Filler is the name given to the creme or filling between two cookie pieces thatform a sandwich cookie or a sugar wafer. All cookie fillers have the same basic
© 2004 by CRC Press LLC

ingredients — in order of prominence, sugar, shortening, salt, flavor, and lecithin.Anhydrous corn sugar and powdered sugar are the sweeteners used, because theymelt rapidly in the mouth. Powdered sugar imparts a warming sensation, whereascorn sugar gives a cooling sensation. The filler consistency and eating character aredetermined to a large extent by the shortening used. The requisites for a goodsandwich cookie or wafer filler shortening have been identified as:
• Quick getaway in the mouth • Oxidative stability capable of providing 6 to 12 months’ filler shelf life • Producing filler consistency that does not become sandy, hard, or disappear with
age or normal heat abuse• Aeration potential of 0.75 to 0.95 grams per cubic centimeter specific gravity in
most fillers within approximately 10 to 15 minutes’ mixing time (Note: see Method8.12, Sandwich Cookie Filler Shortening Evaluation, in Chapter 3)
• Producing a filler with a tacky consistency that will still break or shear at depositoroperating temperatures (usually 90°F± or 32.2°C±)
Cookie bakers have essentially five different options for their filler shorteningrequirements:
• Coconut oil — Unhardened coconut oil with a 76°F (24.4°C) melting point impartsa cool, pleasant sensation in the mouth but is seldom used because it will meltand separate from the filler with only moderate heat. Hydrogenated coconut oilwith a 92°F (33.3°C) melting point provides an excellent eating quality with fairaeration, but the heat generated in many filling machines will cause unacceptablefiller oil-out. Use of a hydrogenated coconut oil with a domestic oil hardfat addedto adjust the melting point to about 110°F (43.3°C) usually eliminates the depos-iting problems, but the cookie filler eating quality suffers due to the high meltingcharacteristics.
• Coconut oil blends — Plasticized blends of coconut oil with other hydrogenatedoils to obtain an 82 to 94°F (27.8 to 34.4°C) melting point produce acceptableeating quality fillers; however, increased production rates for the cookie-sandwichmachines result in oil-out problems. Reformulation of these blends to higher melt-ing points helps obtain maximum production efficiencies while retaining some ofthe sharp melting characteristics obtained from the reduced coconut oil levels.
• Domestic oil blends — Many sandwich cookie filler shortenings are producedwith a blend of hydrogenated domestic vegetable oils (e.g., soybean, cottonseed).The melting points generally range from 98 to 112°F (36.7 to 44.4°C), dependingin part on the type of filler-depositing equipment in use. The oils are selectivelyhydrogenated to produce as steep an SFI slope as possible to provide good eatingqualities and oxidative stability.
• Animal/vegetable blends — These cookie filler shortenings have been attractiveto low-priced cookie producers. The flavor and creaming properties of these blendsare acceptable, but the mouth feel and getaway are usually poor in comparisonwith the other products.
• Specially hydrogenated domestic oil shortening — Special hydrogenation utilizinga sulfur-proportioned nickel catalyst produces a hardened soybean and cottonseedoil shortening with characteristics like hydrogenated coconut oil (e.g., a steep SFI
© 2004 by CRC Press LLC

slope with a sharp melting point). Cookie fillers produced with these speciallyhydrogenated products with a 102°F (38.9°C) melting point have a good get-awayin the mouth with acceptable performance with at least one type of filler-depositingequipment and exceptional oxidative stability.
Typical compositions, SFI profiles, and melting point analyses are listed in Table 6.7for five cookie filler shortening options.
6.14 PIE CRUST SHORTENINGS
Pie crusts are low in moisture and high in shortening. The ratio of ingredientsteamed with the preparation method prevents the formation of a continuous glutennetwork through the dough and results in a baked product that is flaky. A porouscrust structure is not desired because pie crusts must support and retain fillings ofmoderate viscosity without leakage and retain high moisture contents. Pie crusts aregenerally divided into three classes on the basis of flakiness:
Table 6.7 Cookie Filler Shortenings
Probable Composition
(%)
Source Oils
Coconut and Domestic Oil Blend
All Domestic Oil Blend
Animal Fat/Vegetable Oil Blend
Selective Hydrogenated Soybean Oil
Coconut Oil76°F 92°F 110°F
Coconut oil 100 — — 69 — — —5-IV H-CNO — 100 — — — — —1-IV H-CNO — — 98 — — — —66-IV H-SBO — — — 25 — — —74-IV H-SBO — — — — 78 — —80-IV H-SBO — — — — 20 75 —60-T CSO — — 2 6 2 — —Tallow — — — — — 25 —75 IV SH-SBO — — — — — — 100
Analytical Characteristics
Solids fat index (%) at:50°F/10.0°C 59± 57± 63± 53± 39± 27± 58±70°F/21.1°C 29± 33± 41± 24± 24± 15± 43±80°F/26.7°C 0 8± 16± 14± 17± 12± 34±92°F/33.3°C — 3± 7± 8± 7± 6± 12±104°F/40.0°C — — 4± 4± 3± 1± 1±
Mettler dropping point (°C)
24.5± 34± 43.5± 45± 40.5± 39± 38.5±
AOM stability (hours)
200+ 200+ 200+ 200+ 100+ 75+ 200+
Note: IV = iodine value; H-CNO = hydrogenated coconut oil; H-SBO = hydrogenated soybean oil;CSO = cottonseed oil; SH-SBO = selectively hydrogenated soybean oil; AOM = active oxygenmethod. T = titer.
© 2004 by CRC Press LLC

• Flaky — When broken, flaky crusts exhibit a fracture along different lines atdifferent levels and show a distinct separation in layers parallel to the surface.Producing long flake crusts requires a minimum of mixing with a high shorteningcontent to maintain the desired texture.
• Mealy — When broken, mealy crusts break in a straight line and have a surfaceresembling a cookie. Mealy crusts are usually mixed more thoroughly to allowrougher handling both in make-up and distribution.
• Medium flake — Short or medium pie crusts have properties between flaky and mealy.The shortening particles are purposely left about the size of a pea and the moistureis incorporated with a minimum of mixing to keep the shortening particles discrete.
Nearly all of the shortening functions in pie crust are associated with its capacityto lubricate, tenderize, and provide flakiness. Lard qualifies as an ideal pie crustshortening because its solid components are primarily symmetrical in configurationand do not set up in a tightknit matrix. Flakiness is imparted by the high-melting,coarse, large, β-crystals that form grains and by the liquid oil, which separates thedough into layers. Lard, the standard pie crust shortening, has an SFI profile suitablefor flakiness and low-temperature plasticity due to its β-crystalline habit. Most pielard shortenings are developed around the addition of 2 to 3% low-iodine-value lardhardfat for consistency control. The fatty acid composition and resulting consistencyof lard receipts can vary widely because of the effects of diet, climate, and positionon the animal’s body. Hardfat additions increase the SFI values most at the highertemperatures, with a lesser effect being observed at lower temperatures, as evidencedby a flatter SFI slope. Lard can also be partially hydrogenated for consistency control.Hydrogenated lard essentially maintains the original SFI slope with gradual increasesacross the entire SFI profile. Consistency control of pie lard is also achieved throughthe plasticization and tempering conditions used. Tempering packaged lard at 70 to80°F (21.1 to 26.7°C) produces a plastic, rubbery consistency, whereas producttempered at 40°F (4.4°C) is loosely structured and brittle.16
The procedures used in preparing pie crusts have been developed around thepeculiar characteristics of lard. Use of identical procedures with the standard all-purpose shortenings formulated for a wide plastic range and a β′-crystalline structureresults in substandard pie crusts. It is necessary to mix the pie dough at coldertemperatures and use it immediately for the standard all-purpose shortenings toperform successfully; however, all-vegetable shortenings formulated to the β-crys-talline structure provide pie doughs equivalent in performance but with a bland flavorinstead of the lardy flavor typical of the lard products. Table 6.8 compares thecomposition, SFI, and melting characteristics of the lard products to all-purposeshortenings prepared with vegetable oils.
6.15 BISCUIT SHORTENINGS
Biscuit means one thing in the United States and another in the British Isles andEurope. The word is French (meaning “twice cooked”) and originally applied tothin, flat breads used on shipboard. These breads had to be baked twice to expel asmuch moisture as possible to increase their keeping qualities. This description
© 2004 by CRC Press LLC

certainly does not fit the U.S. biscuit developed by American colonists in the late18th century. American biscuits are better described as “quick breads” made withbaking powder, instead of yeast or baking soda, in combination with buttermilk asthe acid ingredient for leavening. Biscuits, long a staple of the diet in the southernstates, has become a favorite nationwide. American consumers can prepare biscuitsfrom scratch or from a dry mix, bake refrigerated biscuits from a can, purchase themas a bakery item, or order them at fastfood or full-service restaurants.
Biscuit doughs cannot withstand the handling that yeast-raised doughs requireto develop the flour gluten or protein. Biscuits are mixed by first cutting the short-ening into the flour until it forms walnut- to pea-sized pieces to ensure that the flouris not “greased” followed by the moisture addition and minimal mixing to only wetthe flour without excessive gluten development. The mixing time is dependent onthe physical consistency of the shortening. A soft, plastic shortening will incorporateinto the mix rapidly to develop the dough and produce a tough biscuit. A firm, brittleshortening will shatter in small pieces that do not incorporate into the dough easilyand thus produce a flaky light biscuit when baked. Many biscuit bakers refrigeratetheir shortenings to help assure that the biscuit doughs are not overmixed. Firmhydrogenated vegetable-oil blends or antioxidant-treated tallow with a relatively highoxidative stability are often tailor-made for individual food processors or foodserviceoperations for biscuit manufacture. Because plasticity is not a desired attribute forbiscuit shortenings, blends with steep SFI slopes and good oxidative stability arepreferred; they should be of a consistency only soft enough to handle conveniently.Crystal structure is not critical, except that a β-crystal shortening with a grainytexture probably provides a flakier biscuit.
Table 6.8 Pie Crust Shortenings
Source Fats and Oils
Basestock (%) Lard SoybeanSoybean and Cottonseed
Lard 100 — 97 — — —H-lard — 100 — — — —59-T lard — — 3 — — —95-IV H-SBO — — — 95 — —88-IV H-SBO — — — — 60 —80-IV H-SBO — — — — — 9260-IV H-SBO — — — — 40 —63-T SBO — — — 5 — —60-T CSO — — — — — 8Crystal habit β β β β β β′
Solids fat index (%) at:50°F/10.0°C 29.0± 35.5± 32.0± 25.0± 34.0± 26.0±70°F/21.1°C 21.5± 26.0± 25.0± 15.0± 25.5± 18.0±80°F/26.7°C 15.0± 19.5± 18.0± 13.0± 22.5± 16.0±92°F/33.3°C 4.5± 10.0± 10.0± 10.0± 13.5± 10.0±104°F/40.0°C 2.0± 7.0± 7.0± 7.5± 4.5± 6.0±
Mettler dropping point (°C) 32.5± 38.0± 41.0± 45.0± 42.0± 39.0±
Note: IV = iodine value; SBO = soybean oil; SBO = soybean oil; CSO = cottonseed oil. T =titer; H = hydrogenated.
© 2004 by CRC Press LLC

6.16 DANISH PASTRY ROLL-IN SHORTENINGS
Danish pastry was first introduced to the United States around the turn of thelast century. Danish pastry is a rich, yeast-leavened sweet dough that has a high fatcontent. The distinguishing feature of Danish preparation is the interleaving of doughsheets with layers of shortening that, upon baking, result in a separation of strataand an open network of crisp and flaky layers. Initially, the pastry was producedusing a hard, imported Danish butter, and the product was closer to puff pastry thanthe Danish production we know today. The character of Danish pastry has graduallychanged — first, by the substitution of domestic butter, then margarine, and even-tually specialty shortenings. The current Danish pastry still has good flakiness butis also tender or short.17 The steps for the hand make-up production of Danish pastryare as follows:
• A sweet yeast-raised dough is prepared in the usual manner except that mixingceases as soon as the ingredients have been thoroughly incorporated. Danishdoughs are further developed during the rolling-in process.
• The dough is immediately divided into strips of an appropriate size and thenallowed to rest for 15 to 20 minutes in a retarder at 35 to 40°F (1.7 to 4.4°C) witha relative humidity of not less than 85%. The primary purpose of the retarder isto slow yeast fermentation while the dough is relaxing.
• The dough strips are sheeted to a thickness of 1/2 to 3/4 of an inch, three timesas long as it is wide, and roll-in shortening is spotted over two thirds of the lengthof the dough sheet.
• The unspotted third of the dough is folded over the center third and then theremaining third on top, making three layers of dough and two layers of roll-inshortening.
• The laminated dough is again rolled to approximately 1/2-inch thickness andfolded into thirds. No additional roll-in shortening is used.
• The folded dough pieces are then allowed to rest 20 to 30 minutes in the retarder. • The laminated dough is sheeted and again folded in thirds twice more with a
20- to 30-minute rest period in the retarder between each fold. • After rolling and folding for the last time, most Danish doughs are allowed to rest
4 to 8 hours or overnight before make-up of the individual rolls or coffee cakes. • The usual recommended proofing temperature for Danish pastry is 90 to 95°F
(32.2°C), with only enough humidity to prevent crusting of the pastry surface.Proof time is usually short, 20 to 30 minutes, to allow some expansion of thedough from the yeast, being careful to prevent melting the roll-in shortening anddestroying the layering. The rolled-in shortening must have an opportunity to meltand expand the pastry in the oven to create a flaky texture.
• After proofing, Danish pastry is baked at 380 to 400°F (193.3 to 204.4°C) for 15to 20 minutes, depending on the unit size.
Several mechanized Danish-pastry systems have been developed to reduce thework load involved with hand make-up. The development of dough and shorteningpumps, dough and shortening extruders, sheeters, dough folders, rotary and guillotinecutters, cooling devices, and many other pieces of equipment have permitted auto-mation of Danish-pastry production. The automated systems do not have the capacity
© 2004 by CRC Press LLC

to adapt as readily to variations in product consistency, softness, and other charac-teristics as bakers do with hand preparation; therefore, a greater variety of tailor-made roll-in shortenings became a necessity for automated systems to producequality Danish pastry.
The richness or amount of roll-in shortening in Danish pastry is often variedover a wide range. The most popular American type has approximately half as muchroll-in shortening as flour. Danish pastry has been made with as low a roll-in quantityas 20% of the flour; however, the finished product represents a poor imitation oftraditional Danish pastry. It has been established that the quantity of roll-in deter-mines the number of roll-ins required. Rich Danish doughs or those with high roll-in levels require more folds to prevent leaking and oily crust characteristics. Doughswith 70 to 80% roll-in (flour basis) require a minimum of four folds, doughs with50% roll-in should be given three folds, and doughs with lower roll-in quantitiesshould have fewer folds to obtain some flakiness.
The most important features of a roll-in shortening for Danish pastry are plasticityand firmness; the roll-in shortening should be of medium-firm consistency, slightlyfirmer than the average all-purpose shortening. Plasticity is necessary, as the short-ening must spread or roll out in unison with the dough and then remain as unbrokenlayers between the dough layers during the repeated sheeting and folding operations.It must remain lump free after retarding at refrigeration temperatures. At this point,the dough and fat layers have been compressed to a thickness of approximately1/4 inch. Hard, brittle shortenings will rupture the dough layers while sheeting, whichdestroys the lamination that provides the flakiness. Firmness is equally important, asa soft or oily shortening can be partly absorbed by the dough during sheeting ormelted during proofing, thus reducing its role as a barrier between the dough layers,and the lamination effect is lost.18 Furthermore, the baked Danish pastry must havea good mouth feel, so the shortening should have a rather sharp melting point in thevicinity of body temperature. Briefly, the ideal Danish pastry roll-in shortening shouldbe functional over a temperature range of 50 to 90°F (10 to 32.2°C) with a low enoughmelting point to provide a good mouth feel to the finished product, rather than awaxiness or greasy mouth feel that is associated with high-melting fats.
Formulation of the fat blend, as well as the plasticization and tempering condi-tions, are essential elements for the preparation of Danish pastry roll-in shortenings.Evolution of these roll-in shortenings has been necessary due to changes in bakeryproduction practices, product improvements, and the introduction of new bakedpastry items. As the melting points and SFI profiles in Table 6.9 indicate, roll-inshortenings have tended to be compromises between either good functionality orgood eating characteristics.19–20 This has been the general rule because the high-melting saturated fat components are excessive for good eating characteristics. Onthe other hand, if the high melting fractions were lowered to improve the edibility,then structure and functionality at working temperatures would suffer.
Danish pastry roll-in shortenings are usually compounded with one to twobasestocks and a β′ hardfat. The basestocks utilized are determined by the SFI slopedesired (usually a blend of a selectively hydrogenated basestock with a nonselectivesofter basestock) and stabilized with the hardfat for the steeper SFI slopes formulatedfor eating quality.20 The flatter SFI slope products are formulated like all-purpose
© 2004 by CRC Press LLC

shortenings, with an 85- to 95-IV nonselective basestock stabilized with a higherlevel of the hardfat component. The hardfat for these products may be hydrogenatedto a less-saturated IV endpoint, which allows a higher addition level to flatten theSFI without increasing the melting point to intolerable waxy-mouth-feel levels.
Plasticization conditions are especially important for roll-in shortenings to pro-duce the desired workability at the refrigerator temperatures used for Danish pastrymake-up. The plasticization process is normally performed as outlined in Chapter 2in Figure 2.10, using a tubular scraped-wall heat exchanger to rapidly chill the moltenoil blend from a temperature not in excess of 20°F (11.1°C) above or more than10°F (5.6°C) below the product melting point to a temperature within a range ofabout 60 to 70°F (15.6 to 21.1°C) to initiate development of the β′-crystal nuclei.Immediately after the chilling-unit step, the shortening is worked or kneaded for atime sufficient to further develop the β′-crystalline phase, which results in a producttemperature rise before filling of 10 to 15°F (5.5 to 8.3°C). Typically, properlyplasticized roll-in shortening forms a slight mound in the container as it fills. Afterfilling, the packaged shortening is held at an elevated temperature, usually 85°F(29.4°C), for 48 to 72 hours, until the crystal structure of the hard fraction reachesequilibrium and forms a stable crystal matrix.
6.17 PUFF PASTE ROLL-IN SHORTENING
Puff pastry is an expanded, flaky, baked product best known for making turn-overs, patty shells, and creme horns. It is prepared by layering puff paste shorteninginto a tough but pliable dough in much the same manner as for Danish pastry. Layersof fat are interleaved between layers of dough so that, when baked, the dough layersexpand. Danish pastry, which is a yeast-leavened dough, has a relatively soft andporous structure in the baked-dough layers. Laminated, unleavened puff-pastrydoughs produce a very open network of crisp and flaky layers. Puff pastry doughformulations generally include equal weights of flour and puff paste shortening withwater at half the flour weight; salt to flavor; and a low level of cream of tartar,vinegar, or lemon juice to facilitate the sheeting operation. Two general methods ofincorporating puff paste into the pastry dough are in general use:
Table 6.9 Danish Roll-In Product Evolution
Typical Analytical Characteristics
MargarineRoll-In Shortening
Melting Point VariationsButter Danish Baker’s Low Middle High
Solids fat index (%) at:50°F/10.0°C 33.0± 43.5± 29.0± 39.0± 24.0± 26.0±70°F/21.1°C 14.0± 25.8± 18.0± 27.0± 20.0± 20.0±80°F/26.7°C 10.0± 20.6± 16.0± 22.0± 19.0± 18.0±92°F/33.3°C 3.0± 11.1± 13.0± 11.5± 16.0± 17.0±104°F/40°C — 2.0± 5.0± 2.5± 11.0± 14.0±
Mettler dropping point (°C)
35.0± 40.2± 45.0± 39.0± 45.0± 52.0±
© 2004 by CRC Press LLC

• French method — The puff paste is applied by hand or extruder onto sheeteddough, folded, resheeted, and refolded several times to form the thin interleavedlayers of fat and dough.
• Scotch or Blitz method — The puff paste is added to the dough at the end of themixing period and mixed only briefly to distribute the shortening before sheetingand folding to form layers of fat and dough.
Puff paste shortening has several functions in puff pastry. In the conventionalFrench method of preparation, a portion of the shortening is incorporated into thepuff pastry dough during the mixing operation. This portion, usually about 15% ofthe total shortening requirement, has the same function of any shortening for adough: lubrication. The major portion of the shortening is spread between the foldsof the dough. This portion of the shortening gives puff pastries their lift and flakytexture. The shortening is rolled into thin layers, alternating with the dough duringthe course of folding to form 1215 layers with 6 threefolds. This provides a naturalcleavage point during baking. The fat layers expand upon melting, aided by steamproduced by the moisture in many puff paste shortenings to create the internal lift.The properties desired for puff paste roll-in shortening to produce puff pasty withexcellent volume when baked with even layers resembling the pages in a bookinclude the following:
• Plasticity over a wide temperature range permits stretching during the sheetingand folding process, but the dough remains as unbroken layers, characterized bya flat SFI curve.
• A firm and waxy, but not brittle, consistency, equivalent to the dough at retardertemperatures, produces uniform, thin layers. Puff paste shortening with too firmof a consistency can rupture the dough layers during the sheeting operation. Aproduct with too soft of a consistency will soak into the dough layers to producea tender flake that does not puff or rise. The puff paste consistency can be evaluatedby kneading a small sample in your hand. A good product will act like modelingclay; it will change shape without feeling brittle or lumpy and it will not becomesticky or greasy.21
• The shortening can be distinguished from other shortenings in that it is one of thehigher melting, edible-fat products produced from animal fats or vegetable oilswith final melting points, on the order of 115 to 135°F (46.1 to 57.2°C).
• Puff paste shortenings can be prepared both as emulsions of oil or fat with water(usually 10%) or as an anhydrous product without the addition of water. Hydrouspuff paste shortenings usually contain approximately 0.5% α-monoglycerides or 0.1to 0.2% lecithin for emulsion stability. Mono- and diglycerides prepared with low-iodine-value basestocks provide optimum emulsion stability. Traditionally, bakershave thought that for puff paste to function, it must contain water, but anhydrousproducts have proven to be as functional as many hydrous roll-in shortenings.22
• A β′-crystal habit produces a fine three-dimensional network capable of immobi-lizing a large amount of liquid oil.
Animal/vegetable blended products were the preferred puff-paste shorteningsbecause of their more even puff, probably due to the somewhat sticky consistencyand oxidized flavor and odor of all-vegetable products. These all-vegetable products
© 2004 by CRC Press LLC

were almost true compound-type shortenings prepared by blending about 25% cot-tonseed oil hardfat with unhydrogenated vegetable oils, usually cottonseed or soybeanoil. The sticky puff paste penetrated into the dough layers, causing them to raiseunevenly when baked, and the polyunsaturates oxidized rapidly which produced anoff-flavor and odor. All vegetable-oil puff pastes were improved by the use of brushand partially hydrogenated basestocks with β′ hardfats to produce the high-melting-point and flat SFI slopes required with better oxidative stability. The typical SFI andmelting point ranges for puff-paste shortenings are shown in Table 6.10.
For decades, puff paste was solidified on the surface of a chill roll, held introughs to allow formation of the stable crystal form, and then texturized beforepackaging. An advantage of this process was the long resting time between chillingand working or texturizing, which ensured an almost ideal state of crystallizationbefore the working step. Even slow crystallizing fat blends could be processed toproduce firm, plastic puff paste without a tendency toward postcrystallization. Thechill-roll plasticizing systems are labor intensive and therefore expensive, and a highrisk of contamination exists; thus, process developments using the same tubularscraped-wall chilling units as other shortening or margarine products assumed a highpriority. Processing techniques have been identified that produce acceptable puffpaste products and generally consist of:23,24
• The product cooling and working time should be prolonged by reducing theequipment throughput to approximately half the normal production rate for stan-dard shortenings for crystal development.
• Postcrystallization must be reduced or controlled as much as possible to obtaingood plasticity; in-package temperature rise after packaging is a measure of post-crystallization.
• Cooling temperatures should be programmed during crystallization for shockchilling in the initial stages, followed by more moderate temperature reductionsin succeeding chilling units.
• Addition of a cooling stage after chilling or insertion of a working step betweencooling steps has been used to dissipate the heat of crystallization and create amore stable crystal structure to reduce tempering requirements. Normal temperingat 85°F (29.4°C) can require up to 10 days, depending upon the package size, toattain the desired texture and plasticity. These additions speed up puff paste
Table 6.10 Puff Paste: Typical SFI and Melting Point Ranges
Range
Solids fat index (%) at:50°F/10.0°C 26.0–40.070°F/21.1°C 24.0–38.080°F/26.7°C 22.0–34.092°F/33.3°C 21.0–28.0104°F/40.0°C 17.0–24.0
Mettler dropping point:°C°F
49.0–53.0120.0–127.0
© 2004 by CRC Press LLC

tempering but have not totally eliminated this requirement for optimum perfor-mance, especially for slow crystallizing formulations.
• Incorporation of quiescent resting tubes with sieve plates capable of holding 10 to15% of the hourly capacity allows the product sufficient time to exchange thesupercooled condition for crystallization equilibrium. This time lag converts theproduct from a viscous fluid to a solid suitable for forming into parchment-wrapped,5-pound prints; 2-1/2-pound, parchment-divided sheets; or 50-pound containers.
6.18 SHORTENING CHIPS
Shortening chips were developed to provide a flaky baked product, similar toDanish pastry, without the traditional roll-in process. The chips can be incorporatedinto a dough or batter just before the mixing process is complete to distribute themthroughout. Upon baking, shortening chips melt, causing small pockets that simulatethe flakiness of laminated doughs. Flavors, colors, and spices can be encapsulated inthe shortening chips to leave pockets of color and flavor where the chips have meltedduring baking. Shortening chips have been commercially available in three flavors:plain, butter, and cinnamon sugar. These products have found application in biscuits,pizza doughs, breads, simulated Danish pastry, croissants, dinner rolls, cookies, piecrusts, and various dry mixes such as biscuit, pancake, muffin, waffle, and others.
Shortening chips are selectively hydrogenated to attain a steep SFI slope with amelting point as low as possible to still allow the product to maintain a chip formafter packaging, during shipment to the food processor, while processing into thefinished product, and until heated for preparation by the foodservice operator, baker,or homemaker. The chips can be formulated from the basestock system in Chapter 4,Table 4.6, with a blend of the 60- and 66-IV bases, or a product can be hydrogenatedspecially to meet the desired SFI and melting point limits. Shortening chips madewith soybean oil usually have melting points ranging from 110 to 118°F ( 43.3 to47.8°C). Lauric-oil-based shortening chips offer a sharper and lower melt than thetypical shortening chips made with soybean or another U.S. domestic oil. Themelting points for the lauric-oil-based chips normally range from 101 to 108°F (38.3to 42.2°C). Shortening chips have also been prepared with domestic oils hydroge-nated with a sulfur-proportioned catalyst. The specially hydrogenated vegetable-oilproducts do not have quite as sharp a melt as the lauric-oil-based products, but theyare not susceptible to soapy off-flavors that develop with hydrolysis of lauric fattyacids. Shortening chips can experience high surface-moisture contents during solid-ification, which can expedite the hydrolysis reaction.
Shortening chips are flaked to produce a product form that can be easily handledand incorporated into prepared foods while still maintaining the chip integrity. Flakesare produced on chill rolls, which solidify the hardened oils into chips that are thickerthan the usual flaked product. The thicker chip product allows the product to maintaina larger form during distribution and while being incorporated into the finishedproduct. The chip products are usually packaged in 50-pound cases and may requirerefrigeration to dissipate the heat of crystallization and to maintain the desired chipintegrity.
© 2004 by CRC Press LLC

6.19 CRACKER SHORTENINGS
Crackers contain little or no sugar and have a low moisture content, but theyhave moderately high levels of shortening: 10 to 20% based on the flour weight or6 to 14% total basis. Snack-cracker formulas vary more widely than saltines andusually contain higher shortening levels for richness and flavor enhancement. Thechief emphasis in the selection of a cracker shortening is a bland or mild flavor witha good oxidative stability. Plastic range is not of significance importance becausethe major function of the shortening is lubrication. Most cracker shortenings utilizedin the United States are composed of hydrogenated soybean oil with a relativelysteep solids fat index to melt at or slightly above body temperature with a long AOMstability, but the shortenings can also be made with hydrogenated lard or blends oftallow with hydrogenated vegetable oils. Table 6.11 shows typical analytical datafor an all-vegetable and a blended animal and vegetable high-stability shorteningutilized for crackers.
REFERENCES
1. Baldwin, R.R., Baldry, R.P., and Johansen, R.G., Fat systems for baking producers,JAOCS, 49, 473–477, 1972.
2. Latondress, E., Shortening and margarines, base stock preparation and formulation,in Handbook of Soy Oil Processing and Utilization, Erickson, D.R. et al. Eds.,American Soybean Association and AOCS Press, Champaign, IL, 1980, pp. 146–154.
3. Colth, H.S., Richardson, A.S., and Votaw, V.M., U.S. Patent Nos. 2,132,393 and2,132,398, 1938.
4. The term High Ratio has been copyrighted by the Procter & Gamble Company,Cincinnati, OH.
5. Epstein, A.K. and Harris, B.K., U.S. Patent No. 2,132,046, 1938. 6. Howard, N.B., The role of some essential ingredients in the formation of layer cake
structures, The Baker’s Digest, 46(10), 28–37, 1972. 7. Painter, K.A., Functions and requirements of fats and emulsifiers in prepared cake
mixes, JAOCS, 58, 92–95, 1981.
Table 6.11 High-Stability Cracker Shortenings: Typical Analytical Data
Analytical EvaluationsHydrogenated Soybean Oil
Meat Fat and Vegetable-Oil Blend
Solids fat index (%) at:50°F/10.0°C 43.0± 39.0±70°F/21.1°C 27.0± 28.0±80°F/26.7°C 21.0± 24.0±92°F/33.3°C 9.0± 17.0±104°F/40.0°C 5.0± 11.0±
Mettler dropping point (°C) 43.0± 46.0±AOM stability (hours) 200+ 100+
Note: AOM = active oxygen method.
© 2004 by CRC Press LLC

8. Paulicka, F.R., Shortening products, in Edible Fats and Oils Processing: Basic Prin-ciples and Modern Practices, World Conference Proceedings, Erickson, D.R., Ed.,AOCS Press, Champaign, IL, 1990, pp. 205–206.
9. Brody, H. and Cochran, W.M., Shortening for bakery cream icings and cream fillers,The Baker’s Digest, 52(12), 22–26, 1978.
10. Moncrieff, J., Shortenings and emulsifiers for cakes and icings, The Baker’s Digest,44(10), 62–63, 1970.
11. Weiss, T.J., Bakery shortenings, in Food Oils and Their Uses, 2nd ed., AVI Publishing,Westport, CN, 1983, pp. 153–154.
12. Stauffer, C.E., Bakery product applications, in Fats and Oils, Stauffer, C.E., Ed.,Eagan Press, St. Paul, MN, 1996, p. 73.
13. Oszanyi, A.G., Complete fluid shortenings for bread and rolls, in Proceedings of The50th Annual Meeting of the American Society of Bakery Engineers, March 4–7, 1974,Chicago, IL, pp. 48–53.
14. Werner, L.E., Shortening systems, in Proceedings of The 57th Annual Meeting of theAmerican Society of Bakery Engineers, March 2–4, 1981, Chicago, IL, pp. 61–70.
15. Mattil, K.F., Bakery products and confections, in Bailey’s Industrial Oil and FatProducts, 3rd ed., Swern, D., Ed., Interscience, New York, 1964, p. 382.
16. Kincs, F.R., Meat fat formulations, JAOCS, 62, 815–816, 1985. 17. Gordon, W.C., Rolled-in coffee cakes and Danish pastry, in Proceedings of The 37th
Annual Meeting of the American Society of Bakery Engineers, March 6–9, 1961,Chicago, IL, pp. 215–220.
18. Colburn, J.T. and Pankey, G.R., Margarines, roll-ins and puff pastry shortenings, TheBaker’s Digest, 38(4), 66–72, 1964.
19. Product catalog, Van den Berg Food Ingredients Group, Joliet, IL, 1992, p. 9. 20. Vey, J.E., Danish, in Proceedings of The 62nd Annual Meeting of the American Society
of Bakery Engineers, March 2–5, 1986, Chicago, IL, pp. 111–120. 21. Weiss, T.J., Margarine, in Food Oils and Their Uses, 2nd ed., AVI Publishing,
Westport, CN, 1983, pp. 205–207. 22. Kriz, E.R. and Oszlanyi, A.G., U.S. Patent No. 3,985,911, October 12, 1976. 23. Klimes, J., Shortening: Europe formulation and processing, in Edible Fats and Oils
Processing: Basic Principals and Modern Practices, World Conference Proceedings,Erickson, D.R., Ed., AOCS Press, Champaign, IL, 1990, pp. 207–213.
24. Alexandersen, K., Margarine production, in Proceedings of the World Conference onEmerging Technologies in the Fats and Oils Industry, Baldwin, A.R., Ed., AOCSPress, Champaign, IL, 1986, pp. 66–70.
© 2004 by CRC Press LLC

CHAPTER 7
Frying Shortenings
7.1 INTRODUCTION
Deep-fat frying has been a part of Chinese cooking for centuries. It remainedan art until it gradually evolved into a science prompted by a need for better andfaster food preparation methods. Deep-fat frying has become one of the moreimportant methods of food preparation used by the foodservice, snack, and bakingindustries, as well as the home kitchen. Frying technology development has deter-mined that many of the principles apply equally to all types of commercial deep-fat frying, but each type of frying also has distinctive requirements not shared byall. Because frying fats play such a unique role in the food preparation technique,an increase in acceptance of fried foods parallels the advancements made in theprocessing of improved frying shortenings along with the improvements in fryingequipment and the other ingredients.
The deep-fat frying process consists most simply of partially or totally immersingthe food prepared for frying into a body of heated frying fat, which is contained ina metal vessel. The food is maintained in the fat at the appropriate frying temperaturefor the duration required to cook the product. Going into the kettle are (1) fryingfat, (2) heat, and (3) food prepared for frying. Emerging from the kettle are (1) steamand steam-entrained frying fat, (2) volatile byproducts of heating and frying, (3) thefinished product, and, with filtering, (4) the crumbs or foreign solid byproducts ofthe frying operation.1
The result of deep-fat frying is a food with a distinctive structure. The outerzone consists of the surface area, which contributes to the initial visual impact. Thissurface is generally an even, golden brown color resulting from a browning reactionthat occurs when the sugars and proteins in the product react in the presence of heat.The degree of browning depends on the time and temperature of frying in combi-nation with the chemical composition of the food being fried, rather than on theshortening or source of fat or oils in the fryer.
The crust of crisp exterior skin formed on the food by dehydration during fryingis the second part of the outer zone. Heat during frying reduces the moisture content
© 2004 by CRC Press LLC

of this layer to 3% or less, and the water driven off is responsible for most of thesteam released during frying. The void created by this moisture loss is filled byabsorbed frying shortening. This absorbed fat exerts a tenderizing effect on the crustin addition to contributing flavor, crispness, and pleasant eating characteristics. Theamount of frying fat absorbed by the food, which varies with the product being fried,is governed by the ratio of crust to core; for example, potato chips with a largesurface area and very little core absorb approximately 30 to 40% fat, whereas Frenchfried potatoes, which have a smaller surface and crust area in relation to the corearea, absorb only 7 to 10% fat.2
Usually, the function of a heat-exchange fluid is to transfer heat from the sourceto the material being heated, or the reverse if cooling is involved. In most situations,the heat-exchange fluid is an inert material that experiences little change during theprocess, and its sole purpose is heat exchange. Frying shortenings are a notableexception to the heat-exchange fluids commonly used for heat transfer. The deep-fat frying process utilizes the fact that heat is rapidly and efficiently transferred tothe product being processed via direct contact of the heat transfer agent with thefood, but instead of acting as an inert heating media it becomes a part of the finishedproduct. Then, because the frying fat is a food, it must be easily broken down intoits component parts for digestion when eaten; therefore, it must be considered as arelatively unstable heat-exchange fluid that is exposed to its five natural enemieswhile performing its intended functions:
1. Heat — Frying temperatures ranging from 300 to 425°F (148.9 to 218.3°C) arenecessary to properly prepare the different fried food products. Unfortunately,exposure to high temperatures accelerates all of the breakdown reactions of fatsand oils. Heating alone with no frying taking place will eventually cause a fryingshortening to break down, rendering it unacceptable for further use.
2. Air — Oxygen from the air is necessary to sustain human life, but it also reactswith the double bonds in the frying shortenings to oxidize the unsaturated fattyacids, which results in offensive odors and flavors and promotes gum formationor polymerization. Laboratory testing has proven that oxygen presence is necessaryfor frying-fat deterioration and that the rate of change is directly proportional tothe degree of exposure of the fat surface to oxygen.3
3. Moisture — All food products contain moisture, which causes hydrolysis of fatsand oils, resulting in an increased fat absorption in most foods. Free fatty acidsthemselves do not produce the increased absorption, lower smoke point, andobjectionable flavors, but when split from the triglyceride they leave mono- anddiglycerides and free glycerin, which do cause the changes.4
4. Contamination — Any material associated with the frying process that either causesthe frying media to deteriorate or accelerates the process is a contaminant. Thefood fried is an unavoidable contaminant. For instance, it may leach different fattypes into the frying shortening, such as chicken fat, tallow, or fish oils, that reducethe frying stability, whereas foods such as onions and fish are obvious contributorsof strong flavors. Some examples of other frying fat contaminates include:• Trace metals — Most metals are prooxidants that exert a marked catalytic
effect to accelerate fat breakdown, but some metals are much more active thanothers. These prooxidants can be picked up during processing or storage orfrom frying equipment, the food fried, or some other contact with a metal.
© 2004 by CRC Press LLC

Two metals that promote more rapid breakdown of frying than others are brassand copper.
• Soap or detergent — Residue of these materials (from cleaning storage tanks,fryers, or utensils) acts as an emulsifier in the frying fat and catalyzes fatbreakdown.
• Gums or polymerized fats — Polymerized fats or oils added to fresh oil act ascatalysts that accelerate the formation of more gums, which contribute tofoaming and darkening.
• Burnt food particles — Food particles allowed to remain in the frying fatimpart a bitter, caramelized, or burnt taste along with an unappealing appear-ance to the fried food and accelerate frying shortening breakdown.
5. Time — The extent of exposure of a frying shortening to the other enemiesdetermines the degree of product deterioration.
Two beneficial frying-fat quality factors arise during the frying operation. Oneis the steam released during frying, and the other is the addition of fresh shorteningto replace the fat absorbed by the food fried. Steam formed from the moisturereleased from the food mixes intimately with the fat, and, when given off, it carrieswith it the odor- and flavor-bearing volatile byproducts of frying that would other-wise accumulate in the frying fat, adversely affecting the flavor and odor of the friedfood. This steam continually scrubs, or purges, the frying fat of potential off-flavorsand odors each time food is fried, even though it is the same moisture that causeshydrolysis.
Fresh shortening must be added to the fryer to compensate for the fat removedby the fried food. This addition helps overcome the changes to the frying fat broughtabout by heat and the other frying-fat enemies. Obviously, the frying fat will remainin better condition when higher replacement shortening quantities are required. Theratio of the fryer capacity to the rate at which the fresh shortening is added toreplenish the fryer is referred to as turnover rate, or the number of hours requiredfor the addition of fresh frying shortening equal to the amount of fat maintained inthe fryer. Because oxidative changes occur continuously in heated fats, turnovermust be related to the total period that the fat is heated, rather than only the actualtime the product is fried. Obviously, the quality and especially the flavor of thefrying fat will be maintained at a more desirable level with the highest turnover rate,or, stated another way, the shortest turnover time equates to the best frying-fatcondition. In general, an operation with a turnover of less than a day should neverhave to discard used frying shortening because of breakdown, except in the case ofproduct abuse or presence of a contaminant. Operations with slower turnover ratesneed to include this product quality and economic factor in their frying-shorteningselection criteria. In terms of turnover, food processor operations that fry productssuch as salty snacks, donuts, prefried frozen foods, or blanched foods have twodefinite advantages over foodservice restaurant operations:
1. Complete shortening turnover on less than a daily basis because of the volume offood fried and the absorption rate of the food product
2. Frying on a continuous basis during the entire time that the fat is at fryingtemperature
© 2004 by CRC Press LLC

In foodservice kitchens, the nature of the deep-fat frying operation is quite different.The rate of turnover varies considerably between restaurants but averages 20 to 35%per day. The low turnover is caused by the following:
1. The lower volume of food fried lowers the absorbed fat removal from the fryingkettle.
2. Frying is not continuous but has peaks and lulls, which results in the fat beingheated for long periods without any fat removal by absorption.
Under restaurant conditions, it is close to impossible to achieve a turnover rate highenough to avoid discarding used frying fat, and most snack and bakery fryingoperations should never have to discard frying shortening.
7.2 FRYING SHORTENING ADDITIVES
Hydrogenation contributes frying stability to frying shortenings by saturation orisomerization of the double bonds to take away the reaction or weak points in thefrying shortenings. Another significant contributor to frying stability is the anti-foamer dimethylpolysiloxane. Addition of this additive to a frying shortening atlevels of 0.5 to 2.0 parts per million (ppm) effectively retards oxidation and poly-merization, which promote foaming during frying. Frying stability increases of 3 to10 times the original frying stability results have been confirmed by controlledlaboratory frying evaluations. The degree of the stability increase is dependent uponthe stability of the frying fat without the antifoamer. Frying shortenings with a highfrying stability before the antifoamer addition benefit more than products with alesser initial frying stability. This additive has substantially changed the fryingparameters for frying operations with poor or slow turnover rates.
The use of dimethylpolysiloxane as an antifoaming agent for frying shorteningsis well known and widely practiced. Foam suppression is an indirect result of theinhibition of oxidation, which means that dimethylpolysiloxane is actually an anti-oxidant that prevents the buildup of oxidation products during frying that are foampromoting. The use of dimethylpolysiloxane as an antifoamer was first reported byMartin,5 who showed that a concentration of 0.03 ppm was sufficient to inhibitoxidation of the frying oil, as indicated by changes in a variety of physical andchemical properties of the frying shortening over a prolonged heating period. Later,Babayan6 showed that low concentrations of dimethylpolysiloxane can also raise thesmoke point of an oil by as much as 25°F (13.9°C), indicating that dimethylpoly-siloxane is effective as a surface-to-air barrier for frying shortenings. Freeman et al.7
also concluded that the protective effect is due to a monolayer of dimethylpolysi-loxane on the oil-to-air surface, which retards oxidative polymerization. Because ofthe inert nature of the dimethylpolysiloxane molecule, silicone-based antifoamerswill not react with the frying shortenings and remain effective until reduced to lowlevels by removal with the food fried.
Dimethylpolysiloxane, a defoaming agent, may be safely used in processed foodsat a level not exceeding 10 ppm, per 21 CFR 173.340.8 The effective level for frying
© 2004 by CRC Press LLC

fats is less than 0.5 ppm, and evaluations indicate that use levels should not exceed2 ppm. The concentration of dimethylpolysiloxane in oils extracted from fried foodsincreases as the concentration of dimethylpolysiloxane in the frying shortening isincreased. Food absorption of the antifoamer is probably dependent upon themechanical pickup of excess dimethylpolysiloxane from the frying fat, which occursbecause of the low solubility of dimethylpolysiloxane in fats and oils. Droplets ofexcess dimethylpolysiloxane actually appear in the frying fat when the concentrationexceeds 1 ppm. This excess dimethylpolysiloxane will adhere to any available sur-face, such as the walls of the fryer, a fryer basket, or the fried food.7
The extremely low solubility of dimethylpolysiloxane can result in dispersionproblems for fats and oils processors if not handled properly, In addition to theinsolubility of dimethylpolysiloxane, it has a much heavier density than the fryingshortenings; therefore, the antifoamer is only dispersible in frying shortenings andmust be agitated thoroughly before and preferably during packaging to keep it insuspension. Dispersion problems lead to high concentrations of dimethylpolysilox-ane in portions of the frying shortening, a condition that violates the U.S. Food andDrug Administration (FDA) regulations and creates foam rather than preventing it.Dimethylpolysiloxane levels somewhere between 10 and 50 ppm promote immediatefoaming of frying shortenings.
Dimethylpolysiloxane cannot be used indiscriminately because it has an adverseeffect upon some food products:9,10
• Unintentional incorporation of the antifoamer into shortenings for cake and icingpreparation will cause aeration problems that result in poor volumes for thefinished products.
• Cookies prepared with shortenings containing as little as 0.5 ppm dimethylpoly-siloxane have experienced spread problems.
• The antifoamer has been blamed for defoaming cake donut batters at the surfaceto yield a deformed donut, increased fat absorption, and poor sugar and glazeadherence to both cake and yeast-raised donuts.
• Potato chips fried in dimethylpolysiloxane-treated frying shortenings lack desir-able crispness.
Antioxidants are materials that can retard the development of oxidation in fatsand oils. Vegetable oils contain natural antioxidants, tocopherols, that can survivemost processing and frying conditions. In addition, several phenolic compoundshave been identified that can also increase oxidative stability. It has been postulatedand proven that deep-fat frying conditions of high temperature and steam distillationrapidly deplete phenolic antioxidants. Tests performed with butylated hydroxyani-sole (BHA), butylated hydroxytoluene (BHT), and tertiary butylhydroquinone(TBHQ) showed that all three phenolic antioxidants were volatilized to depletion atapproximately the same rate. However, in spite of the disappearance of the antiox-idants, their use does produce an increased active oxygen method (AOM) stabilityof the used frying shortening and a longer product shelf life than identical productfried in antioxidant-free shortenings. Evaluations comparing BHA-, BHT-, andTBHQ-stabilized frying shortenings showed that TBHQ provides the maximum
© 2004 by CRC Press LLC

protection at frying temperatures, as well as the best “carry-through” effectivenessfor the fried foods. An assumption for this result is that TBHQ breakdown productsmay also be effective antioxidants. BHA and BHT were also found somewhateffective but to a much smaller degree than TBHQ.11,12
Even if the antioxidants did not provide any protection at frying temperatures,the protection provided to the frying shortenings before the frying operation isbeneficial. Fats and oils oxidation has two different phases. During the initial orinduction period, oxidation proceeds at a relatively slow but uniform rate. Then,after a certain amount of oxidation has occurred, the reaction enters a second phasecharacterized by a rapidly accelerating rate of oxidation. Antioxidants cause anincrease not only in the resistance to oxidation but also in the amount of oxidationrequired to produce offensive flavors and odors. The protection afforded the fryingshortening to maintain a low oxidation level before entering the frying kettle equatesto improved oxidative frying stability.
Oxidation can also be accelerated or catalyzed by trace amounts of metals infrying shortenings. Fats and oils can obtain metal contents from the soils where theplants are grown and later from contact during crushing, processing, storage, andtransportation and from the frying equipment or food being fried. Copper has beenidentified as the most harmful metal, followed by iron, manganese, chromium, andnickel. Many frying shortenings are hydrogenated with nickel catalyst to increasethe oxidative stability; if appreciable levels of the catalyst are left in the hydrogenatedoils, the protection afforded by lowering the unsaturation level will be somewhatnegated by the catalytic effect of the nickel content. To avoid this problem, mostprocessors add chelating agents after the deodorization process to complex with theprooxidative metals. The most widely used chelating agent is citric acid. Phosphoricacid has been used by some fats and oils processors, but problems with overchelatingcan easily occur to cause an increase in free fatty acid, darkening, and flavor reversionto a watermelon flavor during frying. This some problem can also occur with citricacid, but it is a weaker acid, which provides a higher margin for error.
7.3 SELECTION OF FRYING SHORTENING
The criteria for selecting frying shortening are the same as for foodservice andfood-processor operations. In both cases, the frying shortening must be matched tothe performance requirements of the product fried, limitations of the frying equip-ment, and demands of the operation. Ideally, a frying shortening should be selectedon the basis of the eating, keeping, and other functional characteristics that aredesired in the fried food. It is generally agreed that frying shortenings should possessand maintain the following characteristics during frying: (1) a light color, (2) asurface free from foam, (3) a clear appearance free from burnt particles, (4) a blandflavor that enhances the eating quality of the fried food, and (5) no offensive smokeemission. All fresh frying shortenings possess these characteristics; however, withcontinued use the frying shortenings change due to the influences of heat, air,moisture, contaminants, time of use, frying equipment, and other deteriorating factors
© 2004 by CRC Press LLC

associated with the frying process. If the frying fat is permitted to deteriorateexcessively, then flavor, appearance, and eating characteristics of the fried food willbe at risk. Again, it is important that the frying shortening be matched to theperformance requirements of the product being fried, the limitations of the fryingequipment, and the demands of the frying operation. The frying shortening type orcomposition that can satisfy these requirements can be determined by careful iden-tification of the prerequisites for each operation. Three areas for consideration inthe selection of the proper frying shortening are product characteristics, frying life,and shelf life.
7.3.1 Product Characteristics
Fried food product characteristics must be a major consideration in the selectionof frying shortening. Product criteria can be divided into three functional areas tohelp identify the ideal frying shortening for the intended food application andoperation:
• Palatability — During frying, fats react with the protein and carbohydrate com-ponents of food, developing unique flavors and odors as well as browned color,all of which are desirable to the consumer. In addition to flavor, frying fatssignificantly influence other important eating characteristics, including lubricity,mouth feel, flavor release, and a rich eating quality. Lubricity and mouth feelreflect the physical nature of the frying medium, ranging from juicy for liquid oilto creamy for soft fats to dry and then waxy for fats with higher solids fat index(SFI) contents and melting points. Melting characteristics also influence the rateof flavor release. When the frying fat is a liquid, or below body temperature, thefull flavor of the product is available at the beginning of mastication. Both flavorintensity and speed of release are diminished with solid fats, depending upon thecomposition and melting characteristics of the particular fat used. Additionally,the relationship of the other ingredients must be considered. An all-purpose short-ening with a relatively high melting point gives donuts a pleasant creamy mouthfeel; however, the use of the same shortening to fry potato chips will produce aproduct without flavor and a waxy mouth feel.
• Product appearance — The solids-to-liquid ratio of the absorbed fat influencesthe appearance of fried foods. Higher SFI values at the consumption temperaturewill present a dry surface appearance; as the level decreases, a shiny appearancedevelops. The degree of apparent differences and importance varies with foodtypes. Appearancewise, the frying shortening will provide an oily surface or theillusion of greater fat absorption if it has a low melting point and a high liquidoil content. Shortenings with higher melting points provide different shades ofdullness depending upon the degree of hydrogenation.
• Product feel — Crystallization properties of the frying shortening, which coatsthe product surface, determine the product feel. A soft- or low-melting fryingshortening contributes a degree of oiliness, and high-melting products impart adrier surface by solidification at the consumption temperature. Frying shorteningsconsistency changes during frying can significantly change the product appearanceand feel.
© 2004 by CRC Press LLC

7.3.2 Frying Life
The unavoidable exposure of frying shortening to the adverse conditions invarying degrees dictates that frying stability is a major economic and quality factorthat frying operations must consider when choosing a frying shortening. The fryingstability of a shortening is dependent upon the fat composition, physical character-istics, and how it is used. Exposure time, as determined by turnover rate, is one themost important factors for identification of the shortening characteristics requiredto maintain the required fried product quality for the maximum time. High-turnoversituations will allow the use of frying shortenings with a lower stability, whichusually equates to higher liquid oil levels. Low-turnover situations demand high-stability shortenings, which normally equates to a higher degree of selective hydro-genation. The factors that adversely affect frying stability or frying shortening lifeare oxidation, polymerization, and hydrolysis.
Oxidation is the combining of oxygen with the unsaturated fatty acids, whichcauses off-flavor and odor development along with color darkening. Oxidation isaccelerated at the higher temperatures necessary for frying foods. The oxidation rateis roughly proportional to the degree of unsaturation; linolenic fatty acid, with threedouble bonds, is much more susceptible than oleic fatty acid, which has only one.Therefore, shortenings with high polyunsaturated fatty-acid levels have the leastresistance to oxidation, which precedes polymerization. The frying shortening factorsthat affect the oxidation rate are (1) the degree of hydrogenation or isomerizationor the unsaturation level, (2) the addition of antifoamers, (3) the addition of antiox-idants, (4) the tocopherol or natural antioxidant level, and (5) the use of chelatingagents.
Polymerization is the combining of many triglyceride molecules to form three-dimensional polymers. Heat accelerates polymerization, which results in anincreased frying-fat viscosity, which reduces its ability to transfer heat. Lower heattransfer results in a higher fat absorption, and polymerization continues to the degreethat it eventually results in foaming. Foam develops when the heated fat will notrelease the moisture from the food but keeps it trapped while also incorporating air.Unsaturated fatty acids have the least resistance to polymerization.
Hydrolysis is a breakdown of the fat induced by the presence of moisture andis accelerated by heat. It results in free fatty acid, diglyceride, monoglyceride, andglycerin development, which causes off-flavors, smoking, increased fat absorption,and darkening of the frying shortening.
7.3.3 Shelf Life
When the fried food is consumed immediately, as is the case for restaurantoperations, product shelf life is not a necessary consideration for the frying selection;however, for finished products that will experience severe or prolonged storageperiods before consumption, shelf life must be an important part of the selectioncriteria. Oxidative stability must continue after the frying period for products pack-aged and marketed through a distribution system. The frying shortening oxidativestability requirements will depend upon the level of fat absorption by the product,
© 2004 by CRC Press LLC

packaging protection, expected shelf and use life, and the product itself. Oxidativestability analysis of the frying shortening is the major indicator of the shelf life ofthe fried product. Hydrogenation or the degree of unsaturation is the determiningfactor for increasing the shelf life of a fried product.
7.4 SHORTENING APPLICATIONS FOR FOODSERVICE DEEP-FAT FRYING
Deep-fat frying is a very important cooking method for the foodservice industry.Deep-fat frying is chosen both for rapid food preparation and for producing foodswith a desired texture and flavor. The high temperatures used cause rapid heatpenetration and provide short cooking times. Fast-food preparation allows greatercustomer turnover during peak periods and provides better service to customersduring the slow periods. Deep-fat frying is also economical, as the restaurant friesonly what is ordered, which eliminates leftovers; frozen or refrigerated foods maybe prepared quickly, thus eliminating food loss due to spoilage; and the heat isconcentrated for little waste of utilities.
Foodservice frying requirements peak and ebb throughout the day, because fryingis conducted on demand. The fryers are usually operated at full capacity for a fewhours and intermittently for a few hours and then are idle the rest of the time.Operating a fryer on an intermittent basis is part of restaurant frying and is a primaryreason why the frying fat must be discarded and replaced periodically. Frying fatheld at frying temperatures without frying deteriorates rapidly. The evaporatingsteam, from the food fried acts to strip decomposition products from the frying fat,delaying fat deterioration. Another reason why foodservice frying fats must bereplaced periodically is the turnover rate. In foodservice kitchens, the rate of turnovervaries considerably, but the average is in the 20 to 35% range. The low rate ofturnover is the result of a relatively low fat absorption and the fact that frying is notcontinuous. Low turnover and the necessity for frying many different types of foodsin most restaurant frying operations makes it almost impossible to avoid the necessityto discard abused frying shortening. Determination of the point at which to discardused shortening has a significant economic impact: high shortening cost when theused fat is discarded too early and poor food quality if the discard point is too late.Some of the most commonly used frying shortening indicators that restaurant kitch-ens use to determine when to discard their used product and replace it with freshshortening include:
• Color — Used frying shortening is discarded when the heated oil matches a certaincolor standard or when visibility through the heated oil is impaired at a definitedistance.
• Smoke — Used frying shortening is discarded when smoking reaches a predeter-mined disagreeable point. Smoke is caused by hydrolysis and oxidation, whichlower the smoke point.
• Food condition — Used shortening is replaced when the fried food attains apredetermined flavor, odor, and or greasiness point. This method evaluates theproduct from a customer viewpoint.
© 2004 by CRC Press LLC

• Foaming — The amount of foaming is used by some operators to determine thediscard point; with experience, five different stages of foaming may be identifiedby observation:
Any of these indicators can be used successfully to identify the discard point whenit is correlated with the frying operation to serve as a reliable indicator of thecondition of the used fat. Some operators replace their frying shortening after aprescribed time or after a specific quantity of food has been fried. This practicecannot provide a uniform product quality even when the discard point is for good-quality frying shortening, which has a negative impact on economics and eliminatesthe incentives to improve the performance of the frying shortening.
Because each foodservice operation is unique as to its menu, product mix,equipment, and operation, fats and oils processors must produce more than onefrying shortening to meet the performance expectations. Three general types ofplasticized foodservice frying shortenings are produced in addition to the specializedor tailor-made product for specific customers: all-purpose shortenings, animal–veg-etable blends, and heavy-duty, all-vegetable frying shortenings.
7.4.1 Foodservice All-Purpose Shortening
All-purpose shortenings are compromise products designed for performance inbaking and frying. Typically, all-purpose shortenings have been formulated with 3 to15% essentially fully saturated β′ hardfats added to a soft partially hydrogenatedbasestock, a blend of tallow with vegetable oil, or interesterified lard. Some fats andoils processors add low levels of dimethylpolysiloxane to all-purpose shorteningsto improve the frying stability. The antifoamer level must be kept low, probably0.5 ppm or less, to maintain creaming properties for cake, icing, cookie, and otherbaked product production. All-purpose shortenings were the first plastic shorteningsused for frying and have a better frying stability than most oil products but less thanthe other types of plasticized shortenings formulated for frying. A dry fried productappearance is contributed by a melting point of 105 to 120°F (40.6 to 48.9°C).Restaurant kitchens that bake and only deep-fat fry occasionally may choose to usean all-purpose shortening to reduce the number of products inventoried.
7.4.2 Animal–Vegetable Blended Frying Shortenings
Animal fats and blends with vegetable oils have been used as frying shorteningsfor many years. These products have been attractive to frying operations due tousually low initial cost, good frying stability, and the preference of some consumers
Foam Description Observed Foaming Tendencies
None Normal fryingTrace foam First indication of foamSlight foam Foam severity increasesDefinite foam Definite pockets of foamPersistent foam Foam persists until food is removed
© 2004 by CRC Press LLC

for the meaty flavor transferred to the fried foods. A large market did exist for ablend of undeodorized tallow with refined, bleached, and deodorized (RBD) cotton-seed oil for frying French fries. This product was produced with good-quality,caustic-refined tallow blended with about 10% cottonseed oil to depress the meltingpoint. The characteristic tallow flavor was complemented by the “nutty” flavorcontributed by the liquid cottonseed oil to impart a “distinctive” flavor to Frenchfries. Tallow has a natural resistance to oxidation and polymerization contributedby its high-oleic fatty acid content. The use of meat-fat frying shortenings in res-taurants has decreased dramatically due to nutritional concerns and pressure fromspecial interest groups. Most foodservice operators that utilized meat fats or blendsfor frying have changed to cholesterol-free, all-vegetable frying shortenings; how-ever, one fats and oils processor has initiated a steam distillation process to stripmeat fats of serum cholesterol and thus return them to use as frying shortenings.13
7.4.3 Heavy-Duty Vegetable Frying Shortenings
All-vegetable frying shortenings were among the first shortenings specificallyformulated for a particular function. These shortenings, often referred to as heavyduty, are processed for maximum frying stability by hydrogenation to render themresistant to oxidative changes during the frying operation. Neither plasticity norcreaming properties are important for frying shortenings because the product ismelted for use; therefore, specific crystal types are not a prerequisite, and mostsource oils can be hydrogenated for frying shortening performance. Most heavy-duty frying shortenings are composed of selectively hydrogenated soybean oil oranother source oil that is usually determined by economics and availability. Selectivehydrogenation is utilized to provide high solids at the low temperatures that dropoff rapidly to provide a good mouth feel for the fried food when eaten. Saturationof linolenic and linoleic fatty acids to predominately oleic and trans-fatty acidssubstantially increases the frying stability of the shortening by removing the oppor-tunities for oxidation. Dimethylpolysiloxane, the antifoaming agent, is added by allprocessors, and some also add the antioxidant TBHQ to protect the product beforeaddition to the frying kettle, as well as for carry-through protection for the friedfoods. Plasticization conditions are controlled to provide a uniform consistency, andthe product does not require tempering after filling. Plasticized frying shorteningsshould be ready to ship to the customer after the product has solidified enough topalletize or stack properly. These shortenings offer economy to the frying operationby providing good-quality fried foods over an extended frying period.
7.4.4 Liquid Frying Shortenings
Liquid opaque frying shortening, introduced in the late 1950s, appeared to be acontradiction to frying technology that correlated frying stability with saturation toeliminate the reaction sites for oxidation. The liquid product had a milky appearanceand could be poured from the container like a salad or cooking oil, and it had abetter frying stability than the best heavy-duty or animal/vegetable frying shortenings,
© 2004 by CRC Press LLC

even though its composition was high in polyunsaturates. The secret to the superiorfrying stability of the liquid shortening was dimethylpolysiloxane. The addition ofthis antifoamer effectively retarded oxidation and polymerization to more than dou-ble the frying life of the best heavy-duty plasticized frying shortening available atthe time, which relied on hydrogenation for stability. The opaque liquid shorteningenjoyed this supremacy over all other frying shortenings until the antifoaming agentwas added to their competition. This addition returned the heavy-duty frying short-ening to the most stable frying shortening status, but liquid frying shortening hadgained a following with foodservice operators because of the convenience of apourable product, the respectable frying stability, and a slightly oilier fried foodappearance. Many foodservice operations also prefer the relatively high level ofunsaturation, and low trans-fatty acid content, which may be important for nutritionalconsiderations.
Two types of liquid frying shortenings have evolved since their introduction: theoriginal opaque-type product and a competitive product that is clear at room tem-perature. Opaque liquid frying shortenings are usually formulated with 2 to 6% ofa β-crystal forming hardfat in 100- to 110-IV partially hydrogenated soybean oil.The opaque liquid shortenings must be crystallized carefully to stabilize the hardfractions to maintain a pourable consistency. The clear liquid frying shortenings arehydrogenated and then fractionated to provide the high-stability translucent productat room temperature. Winterization facilities can be used to fractionate a ±88-IVhydrogenated soybean oil to obtain a liquid fraction with a ±92 IV. The clear liquidfrying shortenings obviously do not require crystallization, but exposure to temper-atures below the chill-room temperature of 65°F (18.3°C) will cause crystallizationof this product. Frying stability of the clear liquid frying shortenings is slightly betterthan the opaque liquid frying shortening, but the difference is usually indistinguish-able by the foodservice operator. The comparison of physical characteristics of thetwo types of liquid shortening in Table 7.1 illustrates the differences in fatty acidcomposition and SFI profiles, which influence the appearance and frying stabilitydifferences.
Table 7.1 Foodservice Liquid Frying Shortenings Comparison
Analytical Characteristics Opaque Clear
Fatty acid composition (%):Palmitic (C-16:0) 10–11 8.5–9.5Stearic (C-18:0) 6–8 3.5–4.0Oleic (C-18:1) 42–46 61–65Linoleic (C-18:2) 31–37 20–24Linolenic (C-18:3) 2–3 0.2–1.5
Iodine value 101–107 88–94Solids fat index (%) at:
50°F/10.0°C 3–7 5–1470°F/21.1°C 3–6 0.2–0.780°F/26.7°C 3–6 —92°F/33.3°C 2–6 —104°F/40.0°C 0.5–5 —
© 2004 by CRC Press LLC

Liquid frying shortenings have been formulated with source oils other thansoybean oil for their distinctive flavors developed during frying. Peanut and cornoils are typically the alternate source oils used for this purpose. Peanut oil has beena favorite for fish frying since it was reported that the Queen of England preferredher fish and chips to be fried in peanut oil. Peanut oil can be added with hydrogenatedsoybean oil to prepare a liquid frying shortening with equivalent to better fryingstability due to its high-oleic fatty acid content. Corn oil is usually partially hydro-genated or added at low levels for a characteristic musty corn flavor. This flavor hasbeen favored for replacement of the meat-fat flavor and for other foods where a corntype of flavor complements the fried product.
7.4.5 Genetically Modified Vegetable Oils
One area where health considerations and functionality appear to coexist is fryingwith high-oleic fatty-acid oils. These genetically modified oils (GMOs) with highmonounsaturates have the healthful aspects of low saturates and no trans-acids andprovide the oxidative stability normally achieved through partial hydrogenation. Thehigh-oleic variations appear to be some of the most promising replacements forhydrogenated oils used in foodservice frying. Some flavor researchers have observedthat some of the characteristic frying flavors contributed by breakdown of the moreunsaturated fatty acids are missing with oils containing more than 65% oleic fattyacids; however, the heavy-duty frying shortening used extensively in restaurantscontains approximately 70% oleic fatty acids and a lower level of the more unsat-urated fatty acids than the GMO oils with 80% oleic fatty acid. The results of fryingtests comparing high-oleic sunflower oil to a heavy-duty frying shortening and aliquid frying shortening are presented in Table 7.2.14 These results indicate that theresistance to off-flavor development of the high-oleic frying oil was slightly inferiorto the heavy-duty frying shortening but vastly superior to the liquid frying shortening.It had a resistance to free fatty acid and darkening equivalent to the heavy-dutyshortening but was 15 to 25% less resistant to foaming and off-flavors.
7.5 FOODSERVICE PAN AND GRILL SHORTENINGS
Griddle and pan frying are the major foodservice breakfast preparation methods.It has been estimated that 75 to 80% of all U.S. breakfast menu items are preparedon a grill or in a frying pan. In recent years, many fastfood chains have increasedsales volume and profits by adding a breakfast menu. This has enabled them to makemore efficient use of their restaurants for reduced overall costs.
Any cooking oil, unemulsified shortening, margarine, or butter can be used forpan and grill frying. Butter or margarine have been the choice of many chefs fortheir butter flavor and color contributions to the fried product; however, both requirecareful, low-temperature preparation to avoid scorching the milk solids, and themoisture content causes spattering and the food to stick to the hot metal surface.Salad oils would seem to be the logical solution to the moisture and milk solids
© 2004 by CRC Press LLC

problems, but they tend to polymerize rapidly on the hot surface and create unsightlygums, and the food still sticks to the pan or grill unless the surfaces are properlyseasoned after each cleaning. Seasoning a pan or grill is accomplished by carefullybuilding up thin layers of polymerized oil to fill in the metal pores until a slick, firmsurface is created.
Unemulsified shortening would appear to be a logical solution to the gumproblem with liquid oils, as it has been hydrogenated for a better resistance topolymerization. All-purpose shortening does resist gumming, but the food still sticksto the hot surface if the pan is not seasoned after cleaning. Many chefs solved thesticking, gumming, spattering, scorching, and surface preparation problems by clar-ifying either butter or margarine and using the oil portion for grilling or pan frying.The separated oil contains a buttery color and flavor, it does not spatter excessively,and the food does not stick to the hot surface; the natural emulsifier in butter, whichis added as lecithin to margarine, functions as an antisticking agent; therefore,
Table 7.2 GMO High-Oleic Sunflower Oil Frying Evaluation
Product Profile
Heavy-Duty
Shortening
Liquid Frying
ShorteningHigh-Oleic
Sunflower Oil
Iodine value 68.5 ± 1.5 107 ± 2.0 85.0 ± 5.0Mettler dropping point (°C) 41.5 ± 1.0 31.0 min. 4.4±Solids fat index (%) at:
50°F/10.0°C 50.0 ± 3.0 5.0 max. —70°F/21.1°C 42.5 ± 3.0 — —80°F/26.7°C 29.0 ± 3.0 3.0 max. —92°F/33.3°C 13.0 ± 2.0 — —104°F/40.0°C 3.5 ± 1.5 0.4 min. —
AOM stability (hours) 200+ 40 min. 65 ± 5Fatty acid composition (%):
Palmitic (C-16:0) 10.8 10.8 3.7Stearic (C-18:0) 14.8 6.2 5.4Oleic (C-18:1) 70.5 43.4 81.3Linoleic (C-18:2) 3.9 36.9 9.0Linolenic (C-18:3) — 2.7 —
trans-Isomers 39.5 15.9 NilAdditives (ppm):
Dimethylpolysiloxane 2 2 2TBHQ 50 50 —
Frying Test Results
Resistance to:Foaming, hours 249 169 216Free fatty acid, hours 93 100 90Darkening, hours 98 74 101Off-flavor, hours 225 38 158
Average, hours 166 95 141
Note: AOM = active oxygen method; TBHQ = tertiary butylhydroquinone.
© 2004 by CRC Press LLC

because lecithin is oil soluble, the clarified butter or margarine oil contains thisantisticking agent.
Clarification of either butter or margarine results in at least 25% waste. Inaddition, the butter flavor of margarine does not carry through to the fried foods toany appreciable extent. From this situation arose an ideal specialty product develop-ment project for fats and oils processors. The fastfood chains added urgency to thisdevelopment because of their desires to produce the same product quality in hundredsof units. Obviously, clarification of butter or margarine did not fit into the fastfoodquality commitments, especially with their high turnover of kitchen personnel.
Foodservice operators have readily accepted pan and grill shortenings, whichare butter flavored and colored with lecithin as an antisticking agent. These productshave proved to be more than adequate specialty-product replacements for butter,margarine, or cooking oils previously used for grilling and pan frying. Table 7.3reviews the three general types of pan and grill shortenings available: two liquidsand a solid. The distinguishing difference between the two liquid types is the additionof salt. Salt enhances the butter flavor to give this product a more pleasing stand-alone flavor, making it more closely duplicate the flavor of clarified butter ormargarine. The finely milled salt added to the liquid pan and grill shortening canonly be dispersed because it is not soluble in oil. Usually, the salt is dispersed inthe pan and grill shortening after it has been crystallized, just prior to packaging, tominimize the abrasive action of undissolved salt on chilling equipment and pumps.Lecithin is added to all the products to provide antisticking properties and preventspattering during frying. Both the salted and salt-free liquid products are formulatedlike opaque frying shortenings with a soft soybean oil basestock and a soybean oilhardfat, usually the same formulation as for liquid frying shortenings. The anti-
Table 7.3 Pan and Grill Shortenings
Consistency Pourable Pourable/Salted Solid
Usual Source Oil
Soybean Oil Soybean Oil
Coconut Oil, Palm Kernel Oil,
Soybean Oil, Cottonseed Oil
Solids fat index (%) at:50°F/10.0°C 3.0–7.0 3.0–7.0 20.0–30.070°F/21.1°C 3.0–6.0 3.0–6.0 8.0–2080°F/26.7°C 3.0–6.0 3.0–6.0 5.0–15.092°F/33.3°C 2.0–6.0 2.0–6.0 1.0–5.0 104°F/40.0°C 0.5–5.0 0.5–5.0 0.0
Packaging Gallon, 5 qt, 17.5 lb, 35 lb
Gallon, 5 qt, 17.5 lb, 35 lb
6-lb can, 30-pound pail
Applications Pan frying, grilling, soups, sauces, gravies, basting, brush-on dressings, corn on the cob
Seasoning, basting, popcorn, corn on the cob, seafood dip, soup, sauces, gravies, pan frying, grilling
Bun toaster oil, bun dressing, pan frying, grilling, corn on the cob
Common ingredients
Lecithin, artificial color, butter flavor, dimethylpolysiloxane, antioxidants
© 2004 by CRC Press LLC

foamer, dimethylpolysiloxane, is added to counteract some of the foaming producedby lecithin in pan frying and as an antioxidant.
Solid pan and grill shortenings usually contain coconut or palm kernel oils witha hydrogenated soybean oil or cottonseed oil. The function of the lauric oil additionis to provide a sharp melt and to promote foaming and oxidative stability. Thefoaming action complements lecithin to provide antisticking and antispattering prop-erties. Stability is more important for the solid pan and grill products because theusual kitchen procedure is to keep a container of melted product on the grill or stoveinstead of waiting for the product to melt before each food preparation. Additionally,the solid pan and grill products perform better in bun and toaster applications wherea reservoir of melted product is maintained. Liquid products polymerize and requireconstant attention to prevent service interruptions. The colors and flavors utilizedfor all pan and grill shortenings must be heat stable but more so for the solid productsbecause of the longer heating periods.
7.6 BAKERY FRYING SHORTENING APPLICATIONS
Bakery deep-fat-fried products consist of several hundred varieties but can beclassified into three general classifications: (1) yeast raised, (2) chemically leavenedor cake, and (3) fried pies or pastries. The frying methods for all three classificationsmay be either surface frying, which requires turning the product approximately halfway through the frying procedure, or submerged frying, where the dough pieces areheld beneath the surface of the frying fat during most of the frying cycle. Almostall of the fried products may also be subjected to various finishing or coatingtechniques to apply toppings or fillings. In many cases, the product attributes mustbe modified to accommodate the toppings or application methods. The toppingsutilized include (1) fluid topping such as glazes and enrobing icings; (2) dry coatingssuch as powdered, granulated, or cinnamon sugar; and (3) combinations of the fluidand dry coatings which involve the application of a liquid coating followed bysprinkling or tumbling with a dry coating. The fillings are either injected after fryingor incorporated during the product make-up. Fillings include cinnamon sugar, fruits,jellies, cremes, marshmallow, etc. The three types of fried bakery products may beproduced in various shapes, subjected to various coatings or topping products, andfilled with many different products to produce literally hundreds of different vari-eties.
Bakery frying shortenings have three distinct functions: (1) heat transfer medium,(2) major ingredient in the finished product, and (3) binder for casings such as glazesand sugars. Table 7.4 demonstrates the effect on bakery-fried products of solids-to-liquid ratios of frying shortening. Either all-vegetable or meat-fat-based shorteningswill perform adequately for this application, and the same general SFI requirementsshould be applicable for either fat or oil source utilization; however, the crystal habitprovided by the source oils utilized may have an effect for a particular bakeryoperation. Crystallization, or set time, required for the absorbed shortening to solidifyto the desired degree will vary with crystal types. β′-crystal-tending products set upmore quickly than β-crystal shortenings; therefore, it may be desirable to choose
© 2004 by CRC Press LLC

the frying shortening source oils or at least the hardfat portion to develop a crystaltype that complies with an operational time requirement for solidification for accept-able sugar or glaze adherence.
Bakery frying shortenings normally do not contain dimethylpolysiloxane becauseof the adverse effect of the antifoamer upon the performance of the fried products:
• Dimethylpolysiloxane-treated frying shortenings have apparently defoamed cakedonut batters at the surface to produce a deformed donut.
• Glaze and sugar retention problems have been attributed to the use of dimeth-ylpolysiloxane in frying shortenings.
• Increased fat absorption with antifoamer-treated shortenings has been attributedto the maintenance of a low frying fat viscosity for longer periods.
Conveniently, the high absorption of bakery-fried products coupled with thedemands that allow continuous frying provides a high turnover rate. In most cases,the turnover rate is high enough that properly cared for frying shortening shouldnever have to be discarded; therefore, the antifoamer additive is not required forbakery shortenings.
Normally, fresh frying shortenings do not produce the desired fried characteris-tics for bakery fried products until after a “break-in” period. Because bakery-fryingshortening normally has a high turnover rate due to the type of frying and the ratherhigh absorption rate of the fried foods, the bakery products are developed to be friedin a frying shortening that has been used and has experienced a degree of changefrom a fresh shortening. The desired frying shortening condition has been called thequality period, during which the donuts produced have the preferred shape, appear-ance, absorbed fat, and eating character. This point has been thought to correlatewith the presence of free fatty acids; however, no particular free fatty acid level hasbeen identified. In fact, different researchers have identified a different ideal free
Table 7.4 Bakery Frying Shortening Solids Fat Index Profile
Solids Fat IndexCharacteristic
AffectedTemperature Solids (%) Solids/Liquid Relationship Affected
50°F/10.0°C 33–38 Shelf life Solids create a moisture barrier to keep moisture inside the donut.
70°F/21.1°C 21–26 Appearance High SFI values leave a visible layer of fat on the donut, promoting a waxy mouth feel and flaking of the sugar coating. Low SFI values produce oily crusts, which cause oil soakage of the sugar.
80°F/26.7°C 19–24 Sugar pickup A correct ratio of hard to soft fractions in the frying shortening helps ensure proper sugar pickup.
92°F/33.3°C 12–17 Sugar pickup High SFI, poor sugar adherence; low SFI, sugar/oil soakage.
104°F/40.0°C 7–12 Eating quality SFI of the frying shortening above body temperature adversely affects eating quality. SFI values at 104°F above 12% usually cause a waxy, unpleasant mouth feel.
© 2004 by CRC Press LLC

fatty acid level depending on the oxidative stability of the shortening product. It ismore likely that the ideal frying shortening condition is dependent upon the amountof polymerization. The fresh shortening that is added to the frying kettle to com-pensate for the fat that is removed by absorption helps overcome the changes causedby heat and other factors.
7.6.1 Cake Donut Shortenings
Dictionaries define a donut as being a small, ring-shaped cake fried in deep fat,made of either (1) a rich batter leavened with baking powder called cake donuts, or(2) yeast-leavened dough (in which case they are called raised donuts). No otherfresh bakery product has as many possible varieties, except perhaps cookies. Donutsare produced commercially by retail bakeries, grocery in-store bakeries, and whole-sale bakeries, as well as specialty donut shops. It has been estimated that donuts,both cake and yeast-raised combined, account for as much as 10% of the total bakeryproduct category. Cake donuts are different from other products prepared in bakeriesin three major respects:15
• No container is used to determine shape. A cake donut is a free-flowing block ofdough floating in the frying fat. The characteristics of the batter and how fast itsets and seals controls the total symmetry of the cake donut.
• The entire preparation is compressed into a very short period of time. The fryingtime for a typical donut is 30 to 45 seconds on each side at 375°F (190.6°C).
• Up to 25% of the final product composition is added during the heating process(i.e., the frying shortening).
Most bakeries use cake-donut mixes instead of preparing them from scratchprimarily because they are one of the most sensitive products with respect to for-mulation and ingredients. Prepared mix suppliers test each ingredient, especially theflour, to determine the formula modifications necessary to produce quality cakedonuts. Flour for cake donuts is performance tested to make a product that offersproper water absorption, shortening absorption, specific volume, height, spread, andseveral other overall performance characteristics. The amount of shortening and theemulsifiers in the mix are controlling factors for fat absorption along with the milklevel for the mix formulation and floor time, mix time, water level, and battertemperature during make-up. Vegetable oils are generally used in the production ofcake-donut mixes. Plastic or solid shortenings provide a cake donut with a veryrough, coarse crust. Oil produces a cake donut with a smooth crust and a lowershortening absorption level. Cake-donut mixes normally will contain mono- anddiglyceride emulsifiers alone or in combination with an intermediate-hardness propy-lene glycol monoester at a level of no more than 0.5% of the total mix. The purposeof the emulsifiers is to control shortening absorption, extend shelf life, and tenderizeto provide a shorter bite. Lecithin is almost always incorporated into cake-donutmixes to act as a wetting agent and for the desired batter flow characteristics. Lecithinhelps the cake-donut batter flow uniformly to the center to assist in making a uniformformation resembling a star.
© 2004 by CRC Press LLC

The typical fat content of a cake donut will be 20 to 25% total extractable fat.Of this range, which is necessary for good eating quality, 16 to 20% of it is absorbedfrying shortening. In addition to enhancing eating quality, it has another importantfunction; it is the mechanism or glue to hold donut-coating sugar onto the surfaceof the donut. Typically, donuts to be sugar coated are cooled to a surface temperatureof 90 to 95°F (32.2 to 35.0°C) before actual contact with the donut sugar in a tumbler.Donut-coating sugar mixes are prepared with dextrose (corn sugar), starch, shorten-ing, and small amounts of other ingredients such as salt and flavor. The shorteningutilized in a sugar donut usually has a flat SFI profile typically ranging from 16 to20% solids at 50°F (10°C) down to 4 to 6% at 104°F (40°C).
The process for preparing sugar-coating mixes is based on encapsulation tech-niques for protecting the sugars from moisture and fat penetration. A typical donuttumbler resembles a 55-gallon steel drum laid on its side at a slight pitch, with aperforated inner drum where the donuts and sugar mix tumble. The sugar is heldon the surface of the donut by the liquid fraction of the frying shortening; therefore,the SFI profile and the crystallization rate of the frying shortening are extremelyimportant. Shortenings with slow crystallization rates have excellent sugar pickupbut migrate through the coating sugar within 5 to 10 minutes to create brown,unappealing oil spots on the surface of the sugared donut. Low frying shorteningSFI values at sugaring temperature and below result in excellent fat migration, andthe donut will have an oily, greasy mouth feel. Alternately, excessively high fryingshortening SFI values result in poor donut sugar pickup and waxy eating character-istics. The typical bakery frying shortening SFI profile presented on Table 7.4 appliesto cake donuts as well as the other bakery-fried products. Fortunately, for bakeryproduction, one shortening can be used for frying and as an ingredient in the productformula.
7.6.2 Yeast-Raised Fried Products
Yeast-raised fried products are basically lean, yeast-raised sweet doughs. Raiseddonuts are the most recognized variety for this classification of bakery fried products.Other varieties within this classification include honey buns, fried cinnamon rolls,bismarks, long johns, etc. All of these bakery-fried products are made from a sweetdough fermented with yeast to obtain the leavening action or expansion. After beingfermented, the doughs may be sheeted to the desired height and cut into donut orother shapes. Alternative make-up methods include air-pressure cutting or extrusion.After proofing, the yeast-raised products are fried and finished with various toppingsor fillings. Glazed, raised donuts are the most widely known and popular yeast-raised fried product.
Shortening functions in a yeast-raised fried product mix as a tenderizer. Gener-ally, plastic sweet yeast-dough shortenings are used for the raised donut doughs andthe other products in this fried-food classification. These shortenings contain emul-sifiers for dough conditioning and shelf-life extension. The addition of lecithin ispurported to condition the crust of yeast-raised donuts for better glaze retention afterfrying.16 Bakery-frying fats have traditionally been chosen with a fairly high melting
© 2004 by CRC Press LLC

point to accommodate glazing and sugaring requirements. Some bakeries even adjustthe melting point with hardfat additions in the summer to compensate for higheroperating and distribution temperatures. The eating characteristics of bakery-friedproducts are complemented by a slightly high melting character, which provides apleasant, creamy mouth feel.
7.6.3 Fried-Pie Shortenings
A fried pie is a crispy, fruit-filled, fried pastry usually made in a semicircle oroblong rectangular shape and glazed. The fried pie should not be viewed as beingthe same as a baked fruit pie. The most obvious difference is that the baked pie hasa pan to support it during manufacture and distribution and until it is eaten by theconsumer. The crust of the fried pie serves as the container; thus, it must have enoughstrength to hold the product together during production, distribution, and consump-tion. Still, the crust must be tender enough to provide a satisfactory eating quality.The fried-pie crust formula utilized is generally a lean pie-crust type with approxi-mately 25 to 35% shortening on a flour basis or 15 to 20% on a total basis. Thedoughs are mixed at a relatively warm temperature and long enough to uniformlydistribute the ingredients and obtain a degree of flour gluten development.
The pie crust is sheeted to approximately 1/8-inch thickness and cut into thedesired shape, and the filling is deposited in the center. The overlapping half of thedough is laid over the top of the filling, trimmed, and sealed. Improper sealing ofthe fried pie will cause breakouts during frying which contaminate the frying short-ening. After sealing, the fried pie is deep-fat fried using the submerged method for4 to 6 minutes at 375 to 380°F (190.6 to 193.3°C). Immediately after frying, somefried pies have a glaze applied similar to yeast-raised donuts.
Two shortenings are utilized in the production of fried pies: the shortening usedto prepare the pie crust and the frying shortening. The shortening utilized in thecrust can be the same as that used for baked pie doughs or a standard all-purposeshortening. Fried pies are successfully fried in the same bakery-frying shorteningsutilized for the yeast-raised and cake-donut products; however, the shortenings usedto fry the pies may require more maintenance to remove contaminants from the friedpies themselves.
7.7 SNACK FRYING SHORTENING APPLICATIONS
Potato chips, corn chips, tortilla chips, pork skins, puffed snacks, and similarproducts are fried and packaged for consumption within 2 to 3 months after prepa-ration. Frying shortenings are a crucial element in the finished quality and thereforeconsumer acceptance of the fried snacks, which utilize more than 10% of the fatsand oils available in the United States.17 The selection of snack-frying oils is influ-enced by a number of factors, including the product being fried, equipment design,flavor and eating characteristics desired, shelf-life requirements, and historic usage.
© 2004 by CRC Press LLC

Deep-fat-fried snacks are first dehydrated by the heat-transfer medium, whichconcentrates the flavors of the snack, and then the media become a major componentof the snack. Absorbed frying oils in the spaces vacated by moisture contribute totexture, flavor, eating characteristics, and appearance of the fried snack. Most friedsnack products have high fat absorption rates on the order of 30 to 45%, whichmakes the frying media an important ingredient for these products. The frying fatusage is very high in most snack processing plants. Frying fat is absorbed rapidlyby the high production rates and is constantly replenished with added fresh fat,which minimizes frying-fat deterioration.
Snack-frying shortenings are not abused as much as restaurant or bakery fryingshortenings because of the extremely high turnover rate, continuous frying, andcontrols exercised over frying temperatures, fat replenishment, etc. In snack frying,deterioration of the frying shortening is reflected in the finished snack. The longera frying oil is used, the greater the decrease in oil quality, which results in a lowershelf life. It has been estimated that corn chips fried in peanut oil at 400°F (204.4°C)with a 40-hour AOM stability and a 4- to 5-hour turnover rate should have a shelflife of more than 90 days at 70 to 80°F (21.1 to 26.7°C) before becoming rancid.18
Rancidity is the stage in fat oxidation characterized by the development of easilyrecognized sharp, acrid, and pungent off-flavors and odors.
The choice of snack-frying shortening is influenced by flavor, mouth feel, texture,product appearance, and snack type. The fried-snack finish or appearance will beoilier with a frying shortening that is a liquid at room temperature and drier or grayerwith higher degrees of hydrogenation. Liquid oils tend to provide a quicker flavorrelease, whereas high-melting products tend to impart gummy textures which maskor slow the flavor release. All of the frying shortenings used are processed to beneutral or bland in flavor, but their presence in the snack product enhances the flavorof the product, which is sometimes described as a cooked flavor or effect; however,the flavor of the snack food can be diluted and diminished by using all fresh fryingoil. Snack-frying oils do not reach equilibrium until after four turnovers in mostfrying operations.19 Snack-frying shortenings are usually limited to vegetable oils,except for the lard used to fry animal products such as pork skins.
The additives used in snack-frying shortenings are antioxidants, chelating acids,and dimethylpolysiloxane. BHA, BHT, and TBHQ are the antioxidants most utilizedfor snack foods. The phenolic antioxidants protect the oils from oxidation duringshipment and storage between the processor and the fryer where they are apparentlydestroyed by the high frying temperatures. Nevertheless, test results have shown acarry-through protection for snack products fried in shortenings containing antiox-idants,17 and TBHQ appears to be the most effective.11 Dimethylpolysiloxane isadded to frying shortenings designed for restaurant use to retard foaming, but snack-frying oils should not require an antifoamer because of the rapid turnovers experi-enced. However, dimethylpolysiloxane also offers oxidative protection during fryingby forming a barrier that prevents penetration of oxygen into the oil.7 Weiss20 rec-ommends that dimethylpolysiloxane not be used for potato-chip frying because of anadverse affect on the texture of the finished chip. This result may have been causedby the mechanical pickup of excess dimethylpolysiloxane from the frying shortening.
© 2004 by CRC Press LLC

Antifoamer concentrations above 1 ppm will quickly adhere to any available surface.7
Citric acid is added by the frying shortening processor to chelate metals that accelerateoxidation; this addition is in the cooling tray of the deodorizer and again possiblywith an antioxidant mixture after deodorization. Phosphoric acid should not be usedas a chelating agent for frying oils; it causes a catalytic reaction to increase fattyacid development and darkening.
The extent to which the melting point of the frying shortening affects foodpalatability depends upon the temperature range at which the food will be eaten andthe amount of fat absorption. For high-fat products that are consumed at roomtemperature, snack-food processors prefer frying shortenings with a low degree ofhydrogenation for liquid or low-melting products. Many potato chip manufacturersuse RBD cottonseed oil for frying their products because of its stability comparedto other oils and the characteristic “nutty” flavor developed with oxidation. Someother snack-food manufacturers use peanut oil for the same reasons; peanut oilreverts to a peanut flavor with oxidation. Corn and sunflower oils are also used forsome specialty snack frying, but generally a hydrogenated soybean oil is the mostattractive frying medium from a quality and an economic perspective. Typically,snack-food frying shortenings are made of soybean oil that is selectively hydroge-nated to significantly increase the oxidative stability with little or no increase insaturated fatty acids for an oil that melts below body temperature. Blends of sourceoils that take advantage of the desirable reverted flavor of a particular oil and theeconomics of a hydrogenated soybean oil have also been popular. A typical snack-food frying shortening probably does not exist. Most snack-food processors havespecific frying shortenings for their products, which they have developed eitherindependently or with their suppliers’ assistance. These frying shortenings will differamong the snack food processors, depending upon the product produced and pro-cessors’ perceptions of their customers’ preferences.
7.7.1 Nut-Meats Oil Roasting
Peanuts, pecans, almonds, Brazil nuts, and other nut meats are oil roasted as asnack food as well as for use in candies, salads, deserts, etc. In oil roasting, the nutsare dehydrated and a browning reaction occurs throughout the nut to change thetexture, appearance, and flavor. Nut meats have relatively low moisture levels (typ-ically 5%) but high oil contents. As a result, absorption levels for fried nuts are verylow, only about 3 to 5%. Even at high production rates with continuous frying, thefrying-fat turnover rate will not match even the low restaurant-frying shorteningreplacement levels. Therefore, the frying stability and the oxidative stability of thefrying shortening are very important attributes during and after the frying process.Coconut oil has been the frying medium of choice for most nut fryers. It resistsoxidation because of a high saturated-fat content and has a sharp melting point belowbody temperature but is solid at room temperature for good salt adherence. Somenuts are fried in liquid oils such as peanut oil, cottonseed oil, and liquid fryingshortenings, but these oils have limited frying and oxidative stability. Selectivelyhydrogenated domestic oils with melting points below body temperature and long
© 2004 by CRC Press LLC

oxidative stability are the closest substitute or replacement for coconut oils for nutoil roasting.
REFERENCES
1. Robertson, C.J., The principals of deep-fat frying for the bakery, The Baker’s Digest,40(10), 54–57, 1966.
2. Stevenson, S.G., Vaisey-Genser, M., and Eskin, N.A.M., Quality control in the useof deep frying oils, JAOCS, 61, 1102–1108, 1984.
3. Rock, S.P. and Roth, H., Factors affecting the rate of deterioration in the fryingqualities of fats. I. Exposure to air, JAOCS, 41, 228–230, 1964.
4. Brooker, S.G., Frying fats, part 2, Food Technol. New Zealand, 10(5), 19–21, 1975. 5. Martin, J.B., U.S. Patent 2,634,213, 1953. 6. Babayan, V.K., U.S. Patent 2,998,319, 1961. 7. Freeman, I.P., Padley, F.B., and Sheppard, W.L., Use of silicones in frying oils,
JAOCS, 50, 101–103, 1973. 8. Title 21, Section 173, Code of Federal Regulations, 1993, p. 340. 9. Weiss, T.J., Chemical adjuncts, in Food Oils and Their Uses, 2nd ed., AVI Publishing,
Westport, CN, 1983, pp. 112–113. 10. Chrysam, M.M., Tablespreads and shortenings, in Bailey’s Industrial Oil and Fat
Products, Vol. 3, Applewhite, T.H., Ed., Wiley-Interscience, New York, 1985, p. 114. 11. Buck, D.F., Antioxidants in soya oil, JAOCS, 58, 277–278, 1981. 12. Warner, C.R. et al., Fate of antioxidants and antioxidant-deprived products in deep-
fat frying and cookie baking, J. Agric. Food Chem., 34(1), 1–5, 1986. 13. Haumann, B.R., The goal, tastier and “healthier” fried foods, INFORM, 7, 320–334,
1996. 14. Erickson, M.D. and Frey, N., Properly enhanced oils in food applications, Food
Technol., 48(11), 63–68, 1994. 15. Block, Z., Uniform doughnut production: cake and yeast raised, in Proceedings of
The 35th Annual Meeting of the American Society of Bakery Engineers, March 2–5,1959, Chicago, IL, p. 258.
16. Dixon, J.R., Ingredients in doughnut mixes, in Proceedings of 52nd Annual Meetingof the American Society of Bakery Engineers, March 1–3, 1976, Chicago, IL, p. 164.
17. Min, D.B. and Schweizer, D.Q., Lipid oxidation in potato chips, JAOCS, 60,1662–1665, 1983.
18. Vandaveer, R.L., Corn chip frying oils, Chipper/Snacker, May, 35–38, 1985.19. Banks, D., Industrial frying, in Deep Frying, Chemistry, Nutrition, and Practical
Applications, Perkins, E.G. and Erickson, M.D., Eds., AOCS Press, Champaign, IL,1996, pp. 263–264.
20. Weiss, T.J., Frying shortenings and their utilization, in Food Oils and Their Uses,2nd ed., AVI Publishing, Westport, CN, 1983, p. 173.
© 2004 by CRC Press LLC

CHAPTER 8
Dairy Analog Shortenings
8.1 INTRODUCTION
The early stages of the development and introduction of dairy analogs beganduring World War II when a shortage of dairy products caused a need for simulatedfoods. Acceptance of the dairy substitutes can be attributed, to a large extent, torapid advances in fats and oils, as well as emulsion technology and advancementsin food product formulations. In all three of these areas, technologies have beendeveloped to enable food processors to produce dairy analogs, which not only closelyresemble the natural dairy products but also include many improvements. Theadvantages these products offer to household and institutional users include (1) easeof handling, (2) extended shelf life, (3) tolerance to temperature abuse and bacterialspoilage, (4) source oil selection to satisfy religious dietary requirements, (5) nutri-tional values control, and (6) an economic advantage.
Two types of dairylike products are produced with fats and oils products otherthan butterfat. Filled dairy products are those dairy analogs that have been compoundedor blended with any fat or oil other than milk fat. These dairy analog types includemellorine, filled milk, evaporated milk alternatives, filled cheeses, and margarines.Imitation dairy products do not contain any milk product; however, casein and whey,which are milk protein, have been allowed. This group includes coffee whiteners,whipped and aerated toppings, imitation milk, imitation cheese, and dip bases. Dairyanalogs originally resembled the original milk products quite closely, but now manyof these products have matured to the point that improvements have been made tochange or modify some of the products to provide a better shelf life, better functionalityfor the intended performance, or some other desirable characteristic.
Dairy analog products are basically emulsions of specially processed fats andoils products in water with varying quantities of protein, sugar, stabilizer, emulsifiers,flavors, colors, and buffer salts added to give each product the desired physicalappearance and eating properties. Dairy analogs can be prepared in a variety ofphysical forms, ranging from dry mixes to pressurized containers. Regardless of thefinal physical form, the quality of the finished product is contingent upon theselection and use of proper ingredients:
© 2004 by CRC Press LLC

• Dairy analog shortening — Fat is the most important ingredient used in dairylikeproducts. It establishes the eating properties, physical appearance, and stability ofthe finished product. A shortening that performs well in one dairy analog appli-cation may be unsatisfactory for another; therefore, it is necessary to match thefinished product requirements to the performance characteristics of the shortening.The various shortening types utilized for nondairy applications are identified inTable 8.1 and characterized by melting point, solids fat index (SFI), and fatty acidcomposition.
• Protein — The principal function of protein in dairylike products is to contributeto the stability, body, and viscosity of the finished product. Protein may also serveas an agent to trap gases in whipped toppings or as a dispersing agent or protectivecolloid in emulsions. The protein used may come from a number of sources, suchas liquid skimmed milk, nonfat milk solids, caseinates, gelatin, whey, or egg orsoy protein. Whichever is selected, emphasis must be placed on the use of a bland,flavorless protein that will not detract from the flavor of the finished product.
• Sugars or carbohydrates — Sugar provides sweetness and body, aids in solubility,and affects the viscosity or density of the finished product. Available sources arecorn syrup, corn syrup solids, dextrose, cane, beet sugars, etc.
• Stabilizers — Stabilizers increase the body of the emulsion and help preventsyneresis or water separation. In many products, a combination of stabilizers maybe required to achieve the stability required.
• Emulsifiers — The surfactant or surfactant system for each product can vary withthe individual demands of the finished product and each manufacturer’s processes.
• Buffer salts — Buffers are added to certain dairylike products to maintain thedesired pH to minimize body variations and to improve the colloidal propertiesof the protein employed.
• Flavors — Numerous natural and artificial flavors are available for use in thesedairylike systems. The flavor experienced with a fresh product is not necessarilythe flavor that the product will have after the crystal habits of the fats and oilshave stabilized.
8.2 NONDAIRY CREAMER SHORTENINGS
Nondairy creamers are not imitation cream. They are formulated systems similarin functionality to the natural dairy product, with the advantages of longer shelf life,convenient product forms, and uniform quality and performance. Generally, a non-dairy creamer or base may be defined as a stabilized fat source, a creaming agent,or cream substitute. Nondairy creamers combine five basic ingredients (shortening,protein, carbohydrates, stabilizers, and emulsifiers) with water to form a stableproduct with a delicate flavor that disperses quickly in coffee without feathering oroiling off. A good whitener effectively approximates the appearance, quality, andtaste of coffee cream.
Nondairy creamers are marketed in three different physical forms:
1. Liquid coffee whiteners are processed, transported, and marketed in the liquidstate. This ready-to-use product form is utilized primarily in homes and restaurantsand usually has a limited shelf life, slightly better than dairy creamers. Acceptableliquid coffee whiteners must have an unusually high degree of emulsion stability
© 2004 by CRC Press LLC

Table 8.1 Dairy Analog Potential Shortening Products
Source OilMilk Fat Coconut Oil Soybean Oil
Palm Kernel and Cottonseed Oils
Soybean and Cottonseed Oils Soybean Oil
Processing Butter RBD HydrogenatedSelectively
HydrogenatedHydrogenated
and InteresterifiedHydrogenated
and Fractionated Special
HydrogenatedLiquid
Shortening
Mettler dropping point:°C 35.0 24.4 33.3 43.3 35.0 41.1 36.1 38.9 44.4 37.2 38.5 31.1°F 95 76 92 110 95 106 97 102 112 99 102 88
Solids fat index (%) at:50°F/10.0°C 33 59 57 63 41 57 64 68 69 72 58 3.570°F/21.1°C 14 29 33 41 24 45 55 56 58 63 43 2.580°F/26.7°F 10 — 8 16 16 40 38 40 50 55 34 2.592°F/33.3°C 3 — 3 7 3 20 8 12 27 25 12 2.0104°F/40.0°C — — — 4 — 4 — 4 14 5 1 1.5
Iodine value 31.5 9 1 >1 74 67 3 3 3 59 75 107Fatty acid composition (%):
Butyric (C-4:0) 3.6 — — — — — — — — — — —Caproic (C-6:0) 2.2 0.5 0.5 0.6 — — — — — — — —Caprylic (C-8:0) 1.2 7.1 9.5 9.3 — — 2.0 2.0 2.0 — — —Capric (C-10:0) 2.5 6.0 6.5 6.4 — — 3.0 3.0 3.0 — — —Lauric (C-12:0) 2.9 47.1 46.0 46.8 — — 46.0 48.0 40.0 0.5 — —Myristic (C-14:0) 10.8 18.5 16.9 16.4 — — 17.0 16.0 14.0 0.6 0.3 —Myristoleic (C-14:1) 0.8 — — — — — — — — — — —Pentadelandic (C-15:0) 2.1 — — — — — — — — — — —Palmitic (C-16:0) 26.9 9.1 8.5 8.5 10.8 10.8 9.0 8.0 12.0 16.4 12.5 10.6Palmitoleic (C-16:1) 2.0 — — — — — — — — 0.4 0.4 —Margaric (C-17:0) 0.7 — — — — — — — — 0.3 — —Stearic (C-18:0) 12.1 2.8 10.4 11.2 8.2 13.2 21.0 20.0 27.0 12.2 10.8 6.5Oleic (C-18:1) 28.5 6.8 1.2 1.0 74.0 74.0 2.0 3.0 2.0 67.4 74.8 44.5Linoleic (C-18:2) 3.2 1.9 0.2 — 6.0 2.0 — — — 1.4 0.3 36.5Linolenic (C-18:3) 0.4 0.1 — — — — — — — 0.3 — 2.0Arachidic (C-20:0) — 0.1 — — — — — — — 0.4 0.5 —Gadoleic (C-20:1) 0.1 — — — — — — — — — — —Behenic (C-22:0) — — — — — — — — — 0.3 0.4 —
© 2004 by CRC Press LLC

to remain in a uniform emulsion on standing after preparation and prior to saleto prevent oiling-off or feathering when added to coffee. It must also withstandfreeze–thaw cycles without separating and maintain a viscosity simulating thenatural dairy product. A heavy-bodied product will not disperse in coffee, just asa thin or separated product that oils off is not acceptable. Whitening ability, whichis controlled by the total amount of solids present and the fineness of the dispersedphase, must be uniform. Coffee whiteners must also maintain a bland flavor andbe odor free for the life of the product. The concentration of fat can vary from5 to 18% for liquid coffee whiteners. A shortening or fat with a relatively lowmelting point and a narrow plastic range indicated by a steep SFI profile aredesirable for the liquid creamers. Higher melting points may impart a greasymouth feel to fluid whiteners. Liquid fats interfere with dispersibility because ofabsorption into the protein and coalescence. The shortenings most often utilizedby the liquid whiteners are 76 and 92°F coconut oil, selectively hydrogenatedsoybean oil with a 95°F melting point, and liquid opaque shortening. Coconut hasa steep SFI and sharp melting point for good mouth feel and eating characteristicsbut can develop soapy flavors due to hydrolysis of the lauric fatty-acid content,especially with the high moisture content of the liquid whiteners. The 74-iodinevalue (IV) selectively hydrogenated soybean oil product has a melting point andSFI profile very similar to butterfat. Liquid shortenings have found acceptancebecause of the ease of handling and the high polyunsaturated level in the finishedcoffee whitener. Liquid shortenings can be trans-fatty acid free when formulatedwith nonhydrogenated base oils.
2. Frozen liquid coffee whiteners are processed, frozen, and shipped to the retailmarkets in a frozen state with directions for defrosting before use. The character-istics and processing techniques for this type of whitener are similar to the liquid-type coffee whitener, but, because this product is frozen and maintained in thefrozen state prior to use, a shorter shelf life after thawing can be tolerated, but theproduct must have good freeze–thaw stability to prevent separation when theproduct is thawed for use. Normally, the same shortenings are utilized for frozencoffee whiteners as the regular liquid product.
3. Spray-dried nondairy creamers are processed as a free-flowing dry powder. Duringprocessing of the nondairy powders, the fat is coated with emulsifier, allowing itto mix with the protein slurry. Homogenization forms globules, which are tiny,stabilized droplets of fat. An emulsified, homogenized fat exhibits a high degreeof whitening in coffee. The carbohydrates and the other ingredients coat the outsideof the globules. This slurry is sprayed in a fine mist into the hot dryer chamber.This causes the water to flash off, and the resulting powder falls to the bottom ofthe dryer. The nondairy powders must have a superior oxidative stability to with-stand the processing abuse and to provide the shelf-life stability required, whichis one of the main advantages of their use, along with room-temperature storage(the other nondairy products and natural dairy cream require refrigeration). Addi-tionally, the dry product must exhibit good flow properties; that is, clumping andcaking must be avoided. Although the principal use for the nondairy powders isfor whitening coffee, a number of other uses have emerged where the powderscan replace dairy products or where other new applications have been developed.At least five different types of the spray-dried nondairy creamers are produced:• Coffee whiteners — These retail marketed products, which have fat contents
between 16 and 40% (dry basis), are specifically processed, low-density powdersthat provide desirable packaging properties, as well as “sink and dispersion”
© 2004 by CRC Press LLC

characteristics in coffee. The lower fat levels are utilized in light or low-fatcoffee whiteners to reduce the calories.
• Aerated whiteners — Specially processed dry powders with encapsulated airwithin the nondairy creamer to produce a cappuccino effect when added toregular coffee.
• Reconstituted creamers — These are dry powders designed to be reconstituted,pasteurized, homogenized, and packaged for restaurant or retail marketing asliquid products for use in dairy-type applications.
• Vending creamers — These dry powders have fat contents of around 35% anda higher density than regular coffee whiteners.
• Ingredient bases — These dry powders, with relatively high densities (typically50% fat), are produced as ingredients or bases for liquid beverages, puddings,gravy mixes, whipped toppings, dips, etc.
The lipid systems for coffee whiteners have been tailored to meet the performancerequirements of the product type into which they are formulated, whether they areliquid, frozen-liquid, or the various spray-dried products. Nondairy powdered creamersusually require higher melting-point shortenings. Lower melting-point fats incorpo-rated into spray-dried whiteners may cause the powders to lump at high temperaturesand may disperse poorly in hot coffee. Generally, the shortening requirements fornondairy coffee creamer powders have been composed of hydrogenated coconut oilwith a 110°F (43.3°C) melting point, interesterified and hydrogenated palm kerneloil with a 112°F (44.4°C) melting point, or a selectively hydrogenated soybean oilwith a 106°F (41.1°C) melting point. The spray-dried coffee whiteners usuallyrequire higher melting fats for extended shelf life, anticlumping characteristics, gooddispersion in hot liquids, and whitening.
Emulsifiers are employed in all three nondairy creamers to combine immisciblefat and water, help maintain a stable emulsion, and create the proper amount of fatagglomeration in order to achieve the major objective — lightening the color ofcoffee. A number of different emulsifier systems can be formulated for the nondairypowders, including mono- and diglycerides, polysorbate 60 and 80, glyceryl-lactoesters, lecithin, propylene glycol monoester (PGME), sodium stearoyl lactylate(SSL), and others depending upon the functionality desired and preferences of theprocessor. In almost all cases, the emulsifier requirements are added independentlyof the shortening requirement.
8.3 WHIPPED TOPPING SHORTENINGS
Whipping cream stability problems brought about the development of nondairywhipped toppings. Whipped toppings have become popular for both commercialand consumer use as toppings on puddings, sodas, cakes, ice cream, fruit, andpastries, in addition to extensive use as cream pie bases. Nondairy whipped toppingsare more functional than whipping cream because manufacturers can use a moredesirable fat characterized by a specific SFI profile with complementary emulsifiersystems. Whipped toppings are marketed in a variety of forms, all of which havesimilar formulation characteristics:
© 2004 by CRC Press LLC

• Liquid whipped topping — This basic topping is an oil-in-water emulsion containingfat, protein, sugar, stabilizer, and emulsifier and which requires mechanical whippingto produce a topping with the desired overrun and dryness. It is usually packagedin PurePak containers for retail, foodservice, and food processor applications.
• Topping concentrate — This oil-in-water emulsion is similar to the liquid whippedtopping but contains less water. Prior to use, milk, skim milk, cream, juice, orwater is added, and the mix is agitated to produce the desired overrun and dryness.This is a popular form for preparation of bakery cream-pie fillings and caketoppings.
• Aerosol topping — This oil-in-water emulsion is similar to a liquid topping butis packaged in a pressurized container. The topping is automatically whipped asit passes through the aerosol spray nozzle. This package and application is popularfor the retail and foodservice markets.
• Powdered toppings — This oil-in-water emulsion, which is spray dried to containa minimum of water, is one of the most difficult toppings to formulate andmanufacture. When reconstituted with milk, skim milk, or water, it is mechanicallywhipped to attain the desired stiffness and overrun. The powdered topping formoffers a longer shelf life than either the liquid or the aerosol toppings, and the endproduct ranks high in consumer appeal.
• Frozen ready-to-use topping — This complete product is marketed in retail grocerystores in plastic recloseable containers in convenient sizes for household consum-ers. Marketing this product in the frozen state substantially improves the shelf lifeof the product. The use life in the home refrigerator after thawing is probably 3 to6 weeks. Normally, the ready-to-use toppings are formulated with sodium casein-ate because milk solids do not lend themselves to freezing. The ready-to-usetoppings are processed like the other toppings, except that after pasteurization andhomogenization the finished topping mix is sent through a continuous whippingmachine and brought to its optimum specific gravity. It is then poured into plasticcontainers and rapidly frozen, usually with blast freezers set below –20°F(–28.9°C).
Preparation of a satisfactory whipped topping is more complex than most dairyanalogs. Proper balance of the individual ingredients for the finished aerated toppingis necessary to produce an appealing and commercially desirable whipped topping.The common ranges of basic ingredients as a percentage of the finished topping aregenerally in the ranges shown in Table 8.2.1 Most of the nondairy toppings are made
Table 8.2 Whipped Topping Basic Ingredient Range
Range (%)Ingredients Low High
Shortening 25.0 35.0Protein 1.0 6.0Sucrose 6.0 12.0Corn syrup solids 2.0 5.0Stabilizers 0.1 0.8Emulsifiers 0.4 1.0Salts 0.025 0.15Water 46.0 64.0
© 2004 by CRC Press LLC

by combining the ingredients and pasteurizing the mixture. The mix is then homog-enized and cooled to 40°F (4.4°C) or lower before packaging. The finished mixesusually require 18 to 24 hours of tempering or aging before satisfactory whippingperformance can be expected.
Selection of the optimum emulsifier system for a whipped topping is quiteimportant, as overrun, dryness, stiffness, mix stability, topping stability, and (to adegree) body and texture depend on it. The emulsifier concentration may vary from0.4 to 1.0% of the total weight of the topping, according to the emulsifier systemselected. The choice of emulsifier system depends upon the ultimate form of whippedtopping: liquid, frozen-liquid, or dry powder. Soft mono- and diglycerides andglyceryl-lacto esters or PGMEs are usually used in dried and liquid toppings. Influid whipped toppings, whipping time can usually be reduced by adding more softmonoglycerides or polysorbates to the formula; however, higher emulsifier levelsusually increase the viscosity of the finished whipped topping. Polysorbates or hardmono- and diglycerides are employed to make toppings that have freeze–thawstability. Adding a hard mono- and diglyceride usually lowers the specific gravityof the whipped topping and increases the whipping time required.
Experience has indicated that whipped toppings should contain 25 to 35% fatto achieve whipping and body characteristics equivalent to natural cream. Lower fatcontents may be used with the addition of high sugar, stabilizer, and emulsifier levelsto provide body. However, a topping containing less than 25% fat is generallycharacterized by a slack body with a poor mouth feel, stability, and texture. Mostwhipped toppings are formulated with fats that have narrow plastic ranges reflectedby a steep SFI slope. The shortening used must have sufficient fat solids at whippingtemperature to give rigidity to the whipped product with a melting point in the 95 to102°F (35 to 38.9°C) target range for rapid and complete get-away in the mouth.Higher melting products provide significantly better body and stand-up stability butleave a distinct greasy and waxy mouth feel and aftertaste. Typically, the type ofshortenings chosen for whipped topping are characteristic of those products (outlinedin Table 8.1) with melting points from 95 to 102°F (35 to 38.9°C). These productshave some nutritional deficiencies, such as high trans-fatty acids for the hydroge-nated soybean and soybean and cottonseed oil blends and high saturated fatty acidsfor the lauric oil products.
8.4 CHEESE ANALOG SHORTENING
Cheese analogs have replaced cheese in a variety of applications, primarilybecause of economic and improved performance for certain applications. Naturalcheese is basically made up of fat (24%), protein (20%), water (46%), minerals, anda small amount of carbohydrate, flavored by any of a number of processes andcombined to provide the flavor and texture properties. A nondairy replacementinvolves the use of a fat source other than butter, a protein other than milk solids,and the compounding of a flavor system that duplicates as much as possible thenatural cheese counterpart. An imitation or substitute cheese product must duplicatethe performance and functionality of the original cheese product more uniformly.
© 2004 by CRC Press LLC

Functional characteristics, such as firmness, slicing properties, melting properties,shredding, etc., are all controllable through formulation and processing conditionsand, once attained, can be reproduced with uniformity. The major uses developedfor cheese analogs have been pizza, salads, frozen entrees, sandwiches, frozenappetizers, dips, spreads, sauces, and snacks.
Replacement of butterfat with a shortening is the important first step in dupli-cation of a dairy product. Cheese analogs require a fat with a melting point closeto body temperature, a relatively steep SFI slope, good oxidative stability, and abland flavor. A desirable SFI slope provides both good eating quality and solid fatsat the temperature required for slicing and shredding but allows the product to meltat elevated temperatures without oiling out. The fatty acid composition of the dairyanalog shortening utilized is also important. Short-chain fatty acids from lauric oilscan interfere with the flavor development in some cheese varieties and hydrolyze inothers, due to the high moisture content, to produce soapy flavors.
Deviation from butterfat properties is necessary for some dairy analog products,but for imitation cheese products a shortening with similar properties has performedmost satisfactorily. Selectively hydrogenated domestic oils such as the 74-IV productin Table 8.1 have performed more than adequately for cheese analogs. These short-ening types have relatively steep SFI slopes and melting points like butterfat, do notcontain lauric fatty acids, have good oxidative stability as indicated by the lowpolyunsaturate level, and have bland flavors. Unfortunately, this product has a hightrans-fatty-acid content, which may necessitate reformulation with interesterified orfractionated oil blends.
8.5 FROZEN DESSERT OR MELLORINE
Frozen dessert, or imitation ice cream, was probably the first dairy product analogproduced after margarine. The name mellorine was adopted by several states as thegeneric name for frozen desserts made with fats other than butterfat. Unlike marga-rine, the dairy industry controlled mellorine by producing it in their ice cream plantsand distributing it as a line extension. Mellorine is a filled milk product because itis produced with a fat source other than milk fat but still contains milk solidscontributed by nonfat milk solids or skim milk. It is generally made by the sameprocess as used for ice cream and is available in two basic forms: (1) soft-serve, and(2) hardened. Soft-serve was introduced to the American public through dairy stands,where it is dispensed directly from batch freezers. Complete soft-serve mixes arefrozen in the batch freezer and dispensed as the customer watches into cones, sundaes,milk shakes, etc. Hardened mellorine products are packaged in the traditional pints,quarts, gallons, and bricks or made up into novelty items such as coated bars, cups,etc. and quick frozen for distribution through the freezer sections of retail stores.
Two factors that contribute heavily to mellorine quality are fat content andoverrun. The fat content for hardened mellorine products has varied from a low of4% to over 16%. Generally, higher fat levels are rated better quality, with 10% fatusually considered the minimum for good-quality hardened product. Hardened mel-lorine with a lower overrun has also been rated as the preferred product. Soft-serve
© 2004 by CRC Press LLC

products are judged differently. A 6 to 8% fat level with a high overrun is considereda quality soft-serve mellorine product.
The mixing and manufacture of frozen desserts is handled in much the samemanner as ice cream regarding pasteurization, homogenizing, freezing, etc. Nonfatmilk solids or condensed skim milk can be used as the protein source, and hydro-genated vegetable oil or an animal fat can be substituted for the butterfat. A satis-factory texture cannot be achieved using liquid vegetable oils, but processed fatshave been tailored for frozen dessert applications. Shortenings with a melting pointclose to body temperature and a steep SFI slope were developed to solve churn-outproblems with soft-serve mellorine products. Churn-out is a freckling, or graining-out, of the fat, which results in a gritty mouth feel in the product. Churn-out occurswhen the fat separates from the mix in lumps, which are difficult or impossible tore-emulsify into a smooth mixture. A coating of fat over the surface of the freezingunit is also an indication of churn-out. The selectively hydrogenated soybean oilshortening with a 95°F (35°C) melting point identified in Table 8.1 has performedwell for soft-serve products. It can also be used for hardened products, but betterresults are obtained with the slightly firmer 106°F (41.1°C) selectively hydrogenatedshortening. For hardened frozen desserts, the meltdown, chewiness, dryness, andtexture are improved by the higher SFI contents and melting point; however, thesesame qualities are detrimental for soft-serve products as they promote churn-out.
Both the emulsifiers utilized and the shortening composition can affect thestability of the mellorine mix regarding churn-out. Hard mono- and diglyceridesand/or polysorbate type emulsifiers are used in mellorine and ice cream. The hardmono- and diglyceride emulsifiers help produce a fine air cell structure and improvedwhipping performance. Polysorbate 80 or polyglycerol 8-1-0 provides optimumdryness and a smooth product with good stand-up qualities as required for packagedproduct.
8.6 SOUR CREAM ANALOG AND DIP BASES
Imitation sour creams are used extensively for party dips, salad dressing, andpotato toppings; as sauce enrichments; in cold soups; and for many other applica-tions. These dairy analogs can be produced with lower fat levels, are more resistantto wheying off, have a longer shelf life, and are usually lower priced than the naturaldairy product. Most processors use a direct acidulation process with edible organicacids, rather than the conventional sour cream process of injecting a bacterial cultureinto the pasteurized product. In most cases, analog sour creams are produced with14 to 18% fat with nonfat milk solids or sodium caseinate, stabilizers, sugars,emulsifiers, flavoring, and an acid media. Processing includes mixing, pasteurizing,and homogenizing the product before packaging. Sour cream analogs are fluid asfilled and require 10 to 12 hours of tempering at refrigerated temperatures for the fatto crystallize while the protein and stabilizers thicken the product to use consistency.
A number of different fat compositions have been utilized for imitation sourcreams and dip bases. Initially, coconut oil — refined, bleached, and deodorized(RBD) with a 76°F (24.4°C) melt or hardened to 92°F (33.3°F) melt — was preferred
© 2004 by CRC Press LLC

for the fast get-away provided by tropical oils high in lauric fatty acids. Selectivelyhydrogenated cottonseed or soybean oils with a 95°F (35°C) melt coupled with asteep SFI slope provide good mouth feel and product stability without the possibilityof soapy flavor development caused by hydrolysis. Specially hydrogenated or hydro-genated and fractionated domestic oil blends can provide a more stable consistencyover selective hydrogenated soybean oil products and retain mouth-feel quality eventhough the melting point is slightly higher.
8.7 FLUID MILK ANALOGS
Fluid milk analogs can be produced as either filled or imitation products. Theformulation of filled milk products is relatively simple. Whole milk is replaced withskim milk or buttermilk that has been homogenized with a fat source other thanbutterfat. Filled milk contains about 3.5% fat and requires about 3% α-monoglyc-eride (fat basis) for emulsification. The fat component should have a melting pointbelow body temperature to avoid a greasy mouth feel.2 Three of the shorteningsoutlined in Table 8.1 would be likely candidates for fluid filled milk fat: 76°F(24.4°C) coconut oil, 95°F (35°C) melt selectively hydrogenated soybean oil, andopaque liquid shortening. The liquid shortening with a brush-hydrogenated basestockoffers a high polyunsaturate-to-saturate level, or P/S ratio, compared to the other fatproducts; however, it has a higher trans-isomer level than butterfat and coconut oil.A trans-free liquid shortening could be formulated with a natural or geneticallymodified liquid oil to replace this basestock:
Imitation fluid milk products should not contain any dairy products, except caseinand whey proteins, but should maintain the same nutritional level as dairy fluid milkproducts. Sodium caseinate and whey have typically replaced milk solids in mostimitation fluid milk products.3 The same shortening candidates apply to imitationas with the fluid filled milk products.
8.8 SWEETENED CONDENSED MILK ANALOGS
Confectioners have used a considerable amount of sweetened condensed milkfor caramels, candy centers, fudges, nougats, kisses, toffees, and similar confections.Sweetened condensed milk is produced from pasteurized and homogenized fluidmilk, which is first condensed with a vacuum. Sugar is then added before the milkis condensed further to a ratio of three solids to one liquid. Sweetened condensedmilk contains approximately 8.5% butterfat, 21.5% nonfat milk solids, 42% sugar,
P/S Ratio Trans-Acid (%) Saturates (%)
Butterfat 0.06–1 4–8 65.0Coconut oil 0.02–1 Nil 91.2Selectively hydrogenated soybean oil 0.3–1 ~45.0 19.0Liquid shortening 2.3–1 ~16.0 17.1
© 2004 by CRC Press LLC

and 28% water. Sweetened condensed filled milk analogs can be produced bysubstituting condensed skim milk for condensed whole milk and adding a shorteningand emulsifier for the fat content. This product is then condensed with a vacuum at95 to 110°F (35 to 43.3°) to develop the cooked or caramelized milk flavor desiredfor the confectionery products. Suitable shortening products shown in Table 8.1 forthis application include all those with melting points centered from 95 to 102°F(35 to 38.9°C). The important fat-source characteristics are a relatively sharp meltingpoint, a bland flavor, and good oxidative stability to prevent off-flavor developmentduring the milk processing, production of the confection product, and its shelf life.
Production of an imitation sweetened condensed milk product requires a moreextensive composition of ingredients to replace the nonfat milk solids, includingprotein, lactose, and minerals. Caseinates, whey, starches, and other protein sourceshave been used to formulate the imitation products. The shortening requirementshave been satisfied with essentially the same products as used with the sweetenedcondensed filled milk analogs.
REFERENCES
1. Anon., Guidelines to the Formulation of Whipped Toppings, Product InformationBulletin, Atlas Chemical Industries, Inc., Wilmington, DE, 1968, pp. 1–5.
2. Weiss, T.J., Imitation dairy products, in Food Oils and Their Uses, 2nd ed., AVIPublishing, Westport, CN, 1983, p. 295.
3. Henderson, J.L., Special milk products including imitations, in The Fluid-Milk Industry,AVI Publishing, Westport, CN, 1971, p. 455.
© 2004 by CRC Press LLC

CHAPTER 9
Household Shortenings
9.1 INTRODUCTION
Shortenings produced for household use have not become tailored products forspecific applications like products produced for the foodservice and food processorindustries. Household shortenings marketed in the United States are still truly all-purpose shortenings. These shortenings must be formulated for cooking, baking,frying, candy making, and any other type of home food preparation. The two basictypes of household shortenings available are differentiated by composition (i.e., all-vegetable or animal/vegetable blends).
9.2 HOUSEHOLD SHORTENING DEVELOPMENT
In the United States, the styles of cooking and baking have been based on theuse of plastic fats. Early immigrants to the United States were predominately ofnorthern European extraction, who were accustomed to solid fats of animal originand consequently preferred the solid fats in contrast to the liquid oils used predom-inately in southern Europe and Asia.1 Consumers tend to maintain their old habits;therefore, it is not surprising that less than 100 years ago, lard was the mostcommonly used fat in most U.S. households. It possesses several unique character-istics compared to the other available fats. It has a plastic solid consistency at roomtemperature, which provides creaming capabilities that other softer or firmer prod-ucts could not duplicate. Also, lard has a white color and a mild flavor, which wasmuch less objectionable than most of the alternative products available at that time.
Vegetable shortening with all the physical characteristics of a plastic animal fatwas an American invention; it was created by the cotton-growing industry andperfected for soybean oil utilization. Major improvements in fats and oils processinghad to take place before vegetable oils could be accepted as lard substitutes byhomemakers. The color, flavor, texture, and functional properties had to be as muchlike their lard prototype as possible. First, all American fats and oils processors
© 2004 by CRC Press LLC

learned how to bleach and then to produce a bland-flavored cottonseed oil that couldbe blended with lard as an extender. Initially, vegetable oils were converted to solidsor plastic fats by blending them with a harder fat to give the required body to thefinal product. These compounds, which normally contained some lard, usually hada stiff consistency; a dull, dry appearance; and a characteristic odor and flavor.Deodorization, which was introduced around 1890 and later perfected by Wesson,removed the strong offensive flavor contributed by cottonseed oils in the compoundshortenings.2 Then, using an English patent for hydrogenation, Procter & Gambleintroduced the first all-vegetable household shortening with cottonseed oil at thebeginning of World War I. This shortening was called Crisco, which was short forcrystallized cotton oil.3
In 1933, Procter & Gamble implemented another significant change for short-enings: the addition of mono- and diglycerides, which dramatically improved theperformance of baking shortenings. This improvement was tempered somewhat forhousehold shortenings because of the required all-purpose performance. Theα-monoglyceride level had to be maintained at a low enough level to retain a highsmoke point for frying but high enough to show an improvement in baking perfor-mance. The all-hydrogenated household shortening had evolved into a product witha creamy white color, bland odor and flavor, smooth texture, and plastic consistencywith an extended shelf life.
Advancements in segments of edible oil processing provided distinct quality andperformance differences between all-vegetable and meat-fat-based household short-enings, with advantages moving back and forth. Technology progressed to the pointwhere it was difficult and often impossible for the consumer to distinguish one fromthe other. Both products were formulated to be smooth, creamy, white products forgeneral-purpose functionality in all household cooking and baking. In the 1960s,marketing studies indicated that the meat-fat/vegetable blended shortenings werepurchased most for frying applications, whereas all-vegetable shortenings were moreoften purchased for baking. These studies led the fats and oils processors to reducethe emulsifier level in meat-fat/vegetable blended household shortenings to increasethe frying stability and raise the smoke point.
Household shortening reformulation activities were also centered around nutri-tional concerns beginning in the 1960s. Initially, all-vegetable shortenings were refor-mulated to increase the level of the essential fatty acids linolenic (C-18:3) and linoleic(C-18:2). Until this time, household shortenings were hydrogenated to reduce thepolyunsaturate levels, which ranged from 5 to 12%, for functionality and oxidativestability. In response to nutritional research findings suggesting that a higher intakeof essential fatty acids would be beneficial, many all-vegetable household shorteningscompositions were modified to contain 10 to 30% polyunsaturated fatty acids.4
Since heart attack risk increases with higher serum cholesterol levels, which canbe affected by diet, some health advisory organizations recommended diet modifi-cations to achieve lower serum cholesterol levels in 1985. These diet modificationsincluded a reduced consumption of total fat, saturated fat, and cholesterol.4 Meat-fat household shortenings suffered as a result of these findings, as only animals havethe ability to produce cholesterol. These concerns probably contributed to reduced
© 2004 by CRC Press LLC

sales of all household shortenings because solid or plastic shortenings were thoughtof as being saturated fats by the consumer.
In 1990, Dutch investigators determined that a high trans-fatty-acid diet raisedtotal and low-density lipoprotein (LDL) cholesterol and lowered high-density lipo-protein (HDL) cholesterol in humans compared to a high-oleic fatty-acid diet. Recentclinical studies have shown an association between dietary trans-fatty acids andelevated levels of total and LDL cholesterol, together with unchanged or reducedHDL cholesterol relative to control diets.5 Stearic fatty acid has been found to beneutral as far as raising LDL cholesterol but has been shown to lower HDL choles-terol; therefore, replacement of trans-fatty acids with the hypercholesterolemic sat-urates lauric, myristic, and palmitic fatty acids is not encouraged.4
A decrease in household shortening consumption can also be related to othercauses, such as convenience foods and a higher frequency of meals away from home.Prepared mixes, frozen foods, microwave foods, fastfood restaurants, home-deliv-ered foods, and other convenient foods have severely reduced home preparation offoods requiring household shortenings.
9.3 HOUSEHOLD SHORTENING PRODUCT REQUIREMENTS
The product requirements for a household shortening differ somewhat from thosefor products prepared for foodservice and food processor applications. The importantattributes for a household shortening, sold through retail outlets to consumers withextremely varied eating and cooking habits, are more difficult to identify than themore specific requirements for institutional products. The attributes of an idealhousehold shortening should include the following:
• Appearance — The appearance of a household shortening is important from apsychological standpoint, as it is associated with quality. Whiteness or freedomfrom color with a satiny sheen suggests a creamy, smooth product texture. Thecontainer fill also affects appearance quality impressions. Many fats and oilsprocessors have had requirements for the amount of shortening on a 3-pound canlid and the appearance of the concentric rings in the surface of the product.
• Flavor — Household shortening flavor should be completely bland, unless inten-tionally flavored, to enhance the flavor of a food product rather than contribute aflavor. The bland flavor must be sustained throughout the expected life of theshortening, which includes distribution, retail store shelf time, and the time afterpurchase until use.
• Consistency and texture — The shortening should have a plastic, smooth, andcreamy consistency and texture to make the product easy to measure and mix. Asmooth, plastic shortening distributes easier for measuring and more evenly in abatter or dough than in a hard shortening.
• Wide plastic range — The original shortening consistency should be maintainedover a wide range of temperatures. Fluctuating home temperatures, age, anddifferent temperature requirements of the products being prepared should not affectthe body or consistency of the shortening.
© 2004 by CRC Press LLC

• Creaming properties — Household shortenings should aerate quickly and holdthe absorbed air through the mixing cycle and baking. Creaming properties areimportant for cakes, cookies, icings, fillings, toppings, and other aerated products.
• Moisture retention — Moistness and eating quality of the finished products shouldbe enhanced by the household shortening. Moisture retention capacity is directlyrelated to the ability of a finished product to stay fresh.
• Smoke point — Consumer shortenings should have a high enough smoke point toensure odorless, smokeless pan and deep frying throughout repeated frying.
• Stability — Three areas are concerned with stability:1. Package stability — Flavor of the shortening must remain fresh and bland at
room temperature for the use life of the product. 2. Frying stability — Flavor of the shortening during frying must be retained at
its original purity with no breakdown, as revealed by smoke and odor.3. Baking stability — Baking performance must be retained at the original quality
with no breakdown, as revealed by off-flavors in the baked product. • Uniformity — Each shortening purchase should perform just like the previous
product. Product uniformity provides expected baking, frying, and cookery per-formance with each shortening purchase.
• Nutritional — Household shortening formulations must adjust to the latestresearch findings to provide the most healthful product to the homemaker withuniformity of performance.
9.4 HOUSEHOLD SHORTENING FORMULATION
Household shortenings must be designed for multipurpose use to provide cream-ing properties, a wide plastic range, heat tolerance, frying stability, baking perfor-mance, oxidative stability, light color, bland flavor, moisture retention, high smokepoint, and other properties identified as important for a successful product. All-purpose shortenings are prepared by blending a partially hydrogenated basestock orbasestock blend with a low-iodine-value (IV) hardfat. The same β′ hardfats used inbakery wide-plastic-range shortenings are applicable to household shortening for-mulations. Animal/vegetable household shortenings normally contain a tallow hard-fat, whereas the all-vegetable products are usually stabilized with either palm orcottonseed oil hardfats. These β′ hardfats function as plasticizers for improvedcreaming properties, texture, and consistency. Most U.S. all-vegetable householdshortenings utilize cottonseed hardfats because special-interest pressures to discon-tinue tropical oil use, including palm oil.
Household shortenings are formulated with a moderate level of mono- anddiglyceride emulsifier for cake baking. The α-monoglyceride content is maintainedat a low level to prevent excessive smoking during frying. Lowering the smoke pointof a shortening is related to the free glycerine content of added mono- and diglyc-erides. Smoke point drops sharply as the free glycerine increases up to 0.12%, whereit remains constant at about 200°F (93.3°C). Thus, the α-monoglyceride contentsare usually maintained at 2.0 ± 0.4% for household shortenings to provide emulsi-fication for baking while retaining a fairly high smoke point for frying performance.Many fats and oils processors add the mono- and diglycerides to the shortening in
© 2004 by CRC Press LLC

the cooling tray of a semicontinuous deodorizer to reduce the free glycerine contentto improve the smoke point of the shortening.6
The first semisolid shortenings using a vegetable oil were prepared by blendingliquid cottonseed oil with animal fat stearine. These were referred to as compoundshortenings. Introduction of the hydrogenation process allowed shortenings to beprepared entirely from vegetable oils. Hydrogenated all-vegetable household short-enings can be made from a single hydrogenated oil, but they are usually made fromblends of two or more hydrogenated basestocks. Until 1961, most household short-enings were formulated with an 80- to 85-IV basestock and a β′ hardfat. Theseshortenings had good performance characteristics and a high degree of stability.After 1961, shortening processors responded to nutritional research studies thatsuggested the benefits of a greater intake of the essential fatty acids, linoleic andlinolenic. These shortenings increased the polyunsaturated fatty-acid levels from8.5 ± 3.5 to 27.5 ± 5.5. Many of the highly unsaturated household shortenings wereformulated with a 100- to 110-IV soybean oil or soybean cottonseed oil blendedbasestock with cottonseed oil hardfat. This formulation change reverted somewhatto the classic compound type of formulation of a liquid basestock blended with ahardfat or stearine. The softer basestock produced a flatter solids fat index (SFI)slope and exhibited poorer oxidative stability, as shown by a comparison of the SFIand active oxygen method (AOM) stability results of 1957 and 1980 householdshortening formulations tabulated in Table 9.1.
Reformulation efforts to reduce trans- and saturated fatty acids began afternutritionists identified both as being cholesterolemic. The use of the interesterifica-tion process has been identified as a method to reduce trans-fatty acids and stillmaintain functionality. In most cases, interesterified blends can be formulated withtotal saturates and trans-fatty acid combined levels lower than for either tropical orpartially hydrogenated fats and oils products. Additionally, the most hypercholes-terolemic saturated fatty acids can be limited with interesterification compositions;it is not necessary to use hardfats with high palmitic fatty-acid levels to encouragea β′ crystal structure. This process promotes the β′-crystal form by increasing thenumber of different fatty-acid combinations attached to the glycerol backbone. Thisallows the use of hardfats with saturates predominately composed of stearic fattyacid for baking shortenings. The interesterified blend in Table 9.1 has householdshortening functionality characteristics with a lower combined level of trans-fattyacids and saturates.7
Meat-fat shortenings were prepared with interesterified lard as the basestockuntil it was acknowledged that the animal-fat shortenings were used primarily forfrying. Formulating specifically for frying performance produced a shortening witha slightly firmer consistency. Interesterified lard was replaced with a blend of tallowand brush-hydrogenated soybean oil with tallow hardfat. The soft soybean oil base-stock allowed a higher level of tallow hardfat for heat stability and plasticity.Butylated hydroxyanisole (BHA) and butylated hydroxytoluene (BHT) antioxidantsare added to meat-fat shortenings for oxidative stability to ensure at least a 6-monthshelf life for the product. Additionally, regular lard is still available in selected retailmarkets; however, it is usually deodorized and stabilized with lard hardfat and the
© 2004 by CRC Press LLC

antioxidants BHA and BHT. Most of the lard is used for pie crusts and ethnic foodpreparation and frying.
Butter-flavored and colored household shortenings introduced in the 1950s havehad limited acceptance but enough to remain an active product. The beneficial effectis probably more psychological than functional. A yellow or butterlike color maybe retained in some baked products; however, the color and flavor tend to disappearwith most frying and baking.
9.5 HOUSEHOLD SHORTENING PLASTICIZATION
Household shortening functionality is influenced by two other processes inaddition to composition: (1) chilling, which initiates the crystallization process; and(2) tempering, where the desirable crystal nuclei are developed and stabilized. Thechilling-unit outlet temperature control limits are determined by fill tests to identifythe conditions necessary to produce the desired workable consistency and plasticity.However, household shortenings are normally quick-chilled from a heated liquid to60 to 65°F (15.6 to 18.3°C) for all-vegetable product and 70 to 75°F (21.1 to 23.9°C)
Table 9.1 Household Shortening Composition Evolution and Potential Future
1957 1980 INT A Blend
Composition (%):80- to 85-IV H-SBO 90.0 — — —102-IV H-SBO — 90.0 — —High-oleic canola oil — — 55.0 30.060-T CSO 10.0 10.0 — —63-T SBO — — 45.0 —INT A — — — 70.0
Modification process Hydrogenation Interesterification
Analytical Characteristics:
Mettler dropping point (°C) 47.8 45.5 50.0 45.6Solids fat index (%) at:
50°F/10.0°C 29.0 18.0 27.5 20.070°F/21.1°C 22.0 16.0 20.0 13.080°F/26.7°C 18.5 15.0 18.2a 11.6a
92°F/33.3°C 13.5 12.5 16.0 10.0104°F/40.0°C 8.5 8.0 11.0 8.0
Iodine value 74.0 93.0 56.0a 68.5a
AOM stability (hours) 135 35 — —Total saturates (%) 24.9a 23.1a 45.0 34.0
Stearic (%) 13.4a 12.0a 40.2a 30.0a
Other (%) 11.5a 11.1a 4.8a 4.0a
trans-Isomers (%) 20.4a 17.1a 2.0 2.0
a Calculated.Note: INT = interesterified; IV = iodine value; H-SBO = hydroge-
nated soybean oil; CSO = cottonseed oil; AOM = activeoxygen method; T = titer.
© 2004 by CRC Press LLC

for an animal/vegetable product. The quick chill is followed by a crystallization orworking stage, container filling, and then tempering at 85°F (26.7°C), usually for48 hours.
During the plasticization process, the shortening is transformed from a liquid toa plastic solid by chilling and working. Creaming gas, preferably an inert gas suchas nitrogen, is incorporated into the product. The function of the creaming gas forhousehold shortenings is to provide:
• White creamy appearance• Satiny surface sheen• Texture improvement• Homogeneity• Volume increase• Reduced serving weight• Reduced calories per serving• Reduced saturated fat per serving• Less-dense product for easier handling
All-vegetable shortenings normally have 13 ± 1% nitrogen creaming gas incor-porated into the product. Some meat-fat shortenings are also packaged with 13 ±1% nitrogen added, but most contain 18 to 25% and are designed to be precreamed.Additional nitrogen assists the animal/vegetable shortenings formulated with tallowbasestocks to maintain a more workable consistency and increases the productvolume. Normally, 2 pounds, 10 ounces of the precreamed meat-fat shorteningproduct is packed in the same container that is used to market 3 pounds of the all-vegetable shortening with 13 ± 1% nitrogen incorporated.
9.6 HOUSEHOLD SHORTENING PACKAGING
Consumer product packaging requirements must be considered carefully. Productquality, point-of-purchase appeal, and cost of the finished product are all affectedby the package selection. Packaging cost is the second most significant portion ofthe finished product cost after raw materials.8 The protection afforded the productby the container directly affects the shelf life and customer satisfaction, and thepackage appearance and graphics must appeal to grocery shoppers.
The 3-pound metal can (5-1/8 inches in diameter by 5-3/4 inches in height), witha key-opening tear strip and a captive lid, was the standard for household shorteningsfor many years. This container was carefully filled so that the shortening surfacewas smooth with a satiny sheen and a curlicue on the top just barely touching thecenter of the lid. Shortening on the lid in excess of the size of a dime was considereda serious defect. The shortening can was filled and allowed to solidify on a slowlymoving time-delay conveyor before seaming on the lid and applying the label toattain the desired product appearance.
The standard 3-pound can has gone through several economic changes to reducethe cost of the finished product. First, the expensive tear strip and key were eliminatedand replaced with a plastic overcap for consumers to use to reclose the can after
© 2004 by CRC Press LLC

removing the lid with a standard can opener. Next, the tin plate in the body of thecan was replaced by either a fiber-wound composite material or plastic. The lid andbottom of the composite can and the lid of the plastic can remained tin plates,requiring the consumer to open the product with a can opener. Now, the metal lidhas been replaced with a peelable membrane with a plastic overcap provided forreclosure between uses. The peelable opening feature solved the major consumercomplaint with metal and composite cans — that they were impossible to open withan electric can opener. The peelable cover also provides two other advantages:elimination of sharp edges and lower costs. Throughout all these packaging inno-vations, the container has retained the customary appearance of a 3-pound can ofhousehold shortening.
Household shortenings have also been packaged in other containers, includingglass jars, cellophane bags, parchment-lined cartons, metal pails, and plastic pailsor tubs. Most of these packages, with the exception of the glass jar, are still usedfor shortening products, at least on a regional basis. The most recent packagingintroduction for consumer shortening was the shortening stick. Packaging for thisproduct has changed from a parchment-wrapped, quarter-pound stick similar to themargarine quarters formed on Morpak™ equipment to a parchment-wrapped stickin a foil container. Margarine-forming and -packaging equipment necessitated aproduct composition change away from the wide-plastic-range shortening productto a firm product that was not representative of the product concept known ashousehold shortening, but the parchment-wrapped stick in a foil container hasallowed a return to wide-plastic-range shortening. The impetus behind this intro-duction is that customers have changed to include more full-time workers, moresingles, and smaller households, suggesting that smaller quantities of shortening arebeing used in the home.
REFERENCES
1. Black, H.C., Edible cottonseed oil products, in Cottonseed and Cottonseed Products,Bailey, A.E., Ed., Interscience, New York, 1948, p. 737.
2. Wrenn, L.B., Pioneer oil chemists: Albright, Wesson, INFORM, 6, 98, 1995.3. Wrenn, L.B., Eli Whitney and his revolutionary gin, INFORM, 4, 12–15, 1993.4. Institute of Shortening and Edible Oils, Inc., Food Fats and Oils, 8th ed., ISEO,
Washington, D.C., 1999, pp. 6–7, 11–13, 22.5. Wainwright, B., Specialty fats and oils, in Introduction to Fats and Oils Technology,
2nd ed., O’Brien, R.D., Farr, W.E., and Wan, P.J., Eds., AOCS Press, Champaign,IL, 2000, pp. 506–512.
6. Gupta, M., Manufacturing process for emulsifiers, in Bailey’s Industrial Oil and FatProducts, Vol. 4, 5th ed., Hui, Y.H., Ed., Wiley-Interscience, New York, 1996,pp. 594–595.
7. Lampbert, D., Processes and products of interesterification, in Introduction to Fatsand Oils Technology, 2nd ed., O’Brien, R.D., Farr, W.E., and Wan, P.J., Eds., AOCSPress, Champaign, IL, 2000, pp. 222–226.
8. Leo, D.A., Packaging of fats and oils, in Bailey’s Industrial Oil and Fat Products,Vol. 3, 4th ed., Applewhite, T.H., Ed., Wiley-Interscience, New York, 1985, p. 311.
© 2004 by CRC Press LLC

CHAPTER 10
Margarine
10.1 INTRODUCTION
Margarine is a flavored food product containing 80% fat. It is made by blendingselected fats and oils with other ingredients and is fortified with vitamin A to producea table, cooking, or baking fat product that serves the purpose of dairy butter but isdifferent in composition and can be varied for different applications.1 Margarine wasdeveloped to fill both an economic and a nutritional need when it was first made asa butter substitute. Its growth in popularity has occurred because it can be physicallyaltered to perform in many varied applications. Over 10 different types of margarinesare produced today, including regular, whipped, soft tub, liquid, diet, spread, trans-fatty-acid-free, no fat, restaurant, baker’s, and specialty, all of which are packagedin as many different packages. These margarines are made from a variety of fatsand oils, including soybean, cottonseed, palm, corn, canola, safflower, sunflower,lard, and tallow. Margarine products cater to the requirements of all the differentconsumers: retail, foodservice, and food processor.
10.2 MARGARINE DEVELOPMENT
Margarine was developed in 1869 after a prize was offered by Emperor LouisNapoleon III of France for an inexpensive butter substitute. Butter production waslagging far behind demand because of a short supply of milk in all of WesternEurope. Large population shifts from farms to factories during the Industrial Revo-lution had created a demand for butter that the milk supply could not meet, whichcaused butter prices to escalate. The situation was particularly serious in Francebecause the country was experiencing a depression, and a war with Prussia wasimminent.1 Attempts had been made to create a butterlike food for years, but aFrench chemist won the prize the first year it was offered. Hippolyte Megè-Mourièsobtained French Patent Number 86480 for his development, which he named “ole-omargarine,” a combination of the Greek word for “pearl-like” (because it had apearly luster when crystallized) and the fat source, oleo oil, derived from beef fat.2
© 2004 by CRC Press LLC
The beef fat for the first margarine was rendered at a low temperature, then theseparated oil was drawn off into trays and left to crystallize. The crystallized beeffat was then wrapped in filter cloths and cold pressed. The soft fraction from thispressing, called oleo oil, was the fat used for the original margarine. The oleo oilwas mixed with milk and salt, which was chilled and churned to solidify theemulsion. The excess water was drained off, the margarine was worked into a plasticmass, and it was packed into barrels for distribution and sale.3 The first margarinewas primitive by today’s standards. It was very firm and brittle at cold temperaturesbut nutritionally equivalent to butter and cost only about half as much. It was anextraordinary achievement for the time and increasingly gained favor throughoutEurope during the next decade. Accounts show that it was produced in the UnitedStates as early as 1874, still principally from oleo oil.4
Margarine was not economically feasible in the United States initially becauseof the refining techniques available; however, as these techniques were improvedand margarine sales increased, the production of margarine attracted political attention.Concern from dairy farmers led the 1886 Congress to pass a series of anti-margarinelaws that were to last for 64 years. The Oleomargarine Act of 1886, together withsubsequent amendments in 1902 and 1930, imposed taxes on white and then onyellow margarine. The act also required that the new tablespread be labeled oleo-margarine. Despite restrictive legislation passed by the U.S. Congress and manyindividual states, margarine experienced a slow but steady increase in its acceptanceas manufacturers continually improved the product and economic conditions madeit an attractive alternative.
We still occasionally hear or see the word oleo used, which is actually a misnomertoday because oleo oil is used very infrequently as a margarine oil; however, oleo oilcontinued to be the fat source for margarines until the world population grew to thepoint that the animal fat supply could not meet the consumer demand for this table-spread. The growing cattle herds on the Great Plains made the United States themajor oleo oil supplier to the world until discovery of the hydrogenation process.This process, along with improvements in vegetable-oil refining and the use of steamdistillation to deodorize the oil, made it possible to transform a liquid oil into ahardened fat suitable for use in margarine. This development gave the margarinemanufacturers a wider range of raw materials, which resulted in improvements in thetexture and plasticity to make margarine products more acceptable to the consumer.
During the 1920s, margarine quality was improved considerably. Hydrogenatedvegetable oils were used to a greater extent but initially as blends with animal fats,then coconut oil came into wide use and accounted for about half of the oil usedfor margarine. Coconut oil offered several advantages over oleo oil and the blendsthat had been used. It could be hydrogenated and processed into firm margarine withthe solid and stable shape associated with tablespreads but still melt sharply in themouth more like butter, whereas oleo oil margarines had high melting points withpoor get-away in the mouth. Coconut oil became the preferred margarine source oiland accounted for about 45% of the total margarine fat requirements in 1920.5 Duringthe depression of the 1930s, farm prices collapsed and farmers received high-tariffprotection against imported products, which included coconut oil. These excise taxesmade it prohibitive to use coconut oil as the base fat for margarine.
© 2004 by CRC Press LLC

The restrictive costs of coconut oil promoted the development of margarinesusing two available domestic oils: cottonseed and soybean oils. These oils wereselectively hydrogenated to produce a relatively steep solids fat index (SFI) with amelting point close to body temperature. The products developed did not have thesharp melt and quick get-away of coconut oil, but the eating character was morelike butter, and the product spread better than either coconut-oil-based margarine orbutter at cold temperatures.6
Nutrition became an issue as early as 1923 when Nucoa brand margarine wasthe first to be fortified with vitamin A. This practice became universal amongmargarine producers around 1937. National margarine advertising claims of nutri-tional suitability for children led to Federal Trade Commission hearings that lastedfor over 4 years. A notable scientist, Dr. Anton J. Carlson, testified that the fats inNucoa margarine and butter were equally digestible but that the margarine had moreof the polyunsaturated fatty-acid linolenic acid, which had been established as oneof the fatty acids essential for normal growth and skin maintenance.2
An important milestone for margarine was the promulgation of the Definitionand Standard of Identity for Oleomargarine by the U.S. Food and Drug Adminis-tration (FDA) in 1941. Further recognition of the food value of margarine was theU.S. Department of Agriculture’s (USDA) classification of margarine as one of theitems in its Basic Seven food groups. This recognition gave margarine an officialidentity of its own and removed the “imitation butter” stigma from the product. Thenon July 1, 1950, after 28 months of debate, the Margarine Act of 1950 was passed,which ended the federal margarine tax system that had been in force since 1886.Restrictive state laws also began to be repealed, but it was not until 1967 thatWisconsin became the last state to repeal a law prohibiting colored margarine, andthe final state margarine tax was not repealed in Minnesota until 1975.6
The depression and later World War II hardly constituted a proper environmentfor new product development; however, the war did increase the consumption ofmargarine as a result of a butter shortage. With the relaxation of government regu-lations in 1950, the margarine industry was ready for new product developments.The postwar era saw an increase in personal income and a substantial rise in thestandard of living. Margarine, which still had the image of being an economical andinferior substitute for butter, could have suffered a substantial market share loss.However, the margarine industry reacted to the challenge by offering the consumera wide variety of products with better quality and flavor, improved packaging, andhigher prices, with an emphasis on nutrition. Some of the notable post-World War IImargarine developments are as follows:2,3,6,7
1947: Coal-tar, oil-soluble dyes were replaced with carotene, a form of vitamin A,for coloring margarines. Later, the use of coal-tar dyes was prohibited for fooduse in favor of natural coloring materials, which for margarine consist primarilyof carotene extracts, red palm oil, and annatto.
1950: An aluminum foil interwrap for margarine quarters offered more product pro-tection from oxidation than parchment and provided a quality image.
1952: A softer, cold-spreadable stick margarine was introduced. 1952: Soft whipped margarine in a tub was introduced and withdrawn because of
poor reception.
© 2004 by CRC Press LLC

1956: A premium margarine made with a lower melting oil and butterfat as a flavoringagent, which required refrigeration, was successfully introduced.
1957: A unique new process for producing a whipped margarine in stick form,packaged six sticks to the pound, was developed.
1957: Margarine overtook butter in U.S. per capita consumption. 1958: Corn oil margarine was introduced, which successfully capitalized on a high
polyunsaturate level from the essential fatty acid, linoleic. 1962: The first soft margarine packaged in a table-service plastic container made
from safflower oil with a high polyunsaturate-to-saturate ratio (P/S) was animmediate success upon introduction.
1963: Liquid margarine in a squeezable plastic container was introduced. 1964: Diet margarine containing half the calories of regular margarine was intro-
duced. The FDA questioned the legality of the product but lost an ensuingcourt case, which confirmed that diet margarine was a tablespread product.
1968: Soft margarine was introduced in a decorated plastic container. 1975: A product labeled spread with 60% fat was introduced; it did not meet the
Standard of Identity for regular or diet margarine. 1981: Margarine butter blends containing 5 to 40% butter were introduced by several
margarine and butter processors. These premium products, priced betweenbutter and margarine, provided a more definable butter flavor, with theimproved spreadability and nutritional benefits of margarine.
1991: U.S. Nutritional Labeling and Education Act was passed by the U.S. Congress.It specified the information allowed on food product labels.
1998: Cholesterol-reducing spreads were introduced.
During the 1950s, a series of developments in nutritional and medical scienceled to a new aspect of the margarine business. Studies of the diets of other countries,animal research, and dietary experiments began to make the biochemical wordcholesterol familiar to the public. Saturated fat in the diet was identified as acontributor to heart disease because it is converted to cholesterol in the body. It wasconcluded that fats high in polyunsaturated fatty acids would lower serum cholesterollevels. More recently, trans-isomers have also come under attack as likely contrib-utors to the formulation of cholesterol in the body in a manner similar to that forsaturates. As a result, governments are either considering or implementing regula-tions that allow or mandate the qualification of trans-isomers on package labels.8–11
The margarine industry reacted to the nutritional issues by introducing productscontaining source oils identified as high in polyunsaturates and initiating formulationchanges to provide the maximum level of essential fatty acids. Table 10.1 tracks thechanges in source oil utilization for U.S. margarines from 1950 through 2002.12–14
Soybean oil has been the dominant source oil since 1951, probably because ofeconomics and its high polyunsaturated fatty-acid content. Public awareness ofnutritional issues was indicated by the acceptance of premium nutritional margarinesfeaturing corn oil. The other vegetable oils shown in the table suggest that premiumoils met with some success but were later changed to another source oil or discon-tinued. Safflower oil is an example of discontinued usage in favor of another sourceoil — in this case, soybean oil. Animal fats have dropped from being the only fatsource to very limited usage in low-cost products. This trend has continued withincreased consumer awareness of cholesterol and saturated fats.
© 2004 by CRC Press LLC

Source oil changes were somewhat minor in comparison to formulation changesin reaction to the nutritional concerns. Blends of two or more hydrogenated base-stocks, one of which was a very selectively hydrogenated basestock capable ofcreating a “hump” at the 70°F (21.1°F) SFI determination, was the standard for stickmargarines before the desire for high polyunsaturated fatty-acid levels becameimportant. Formulation for high polyunsaturate levels, but still meeting the otherstick-type margarine requirements, was accomplished by blending selectively hydro-genated firm basestocks with liquid oils that had not been hydrogenated.
The soft tub margarines, introduced in 1962, were formulated with higher levelsof polyunsaturates than stick margarines initially, and even higher levels later. Highliquid oil levels can be used because of the package, and a softer product consistencyis expected. The soft tub product does not require the firm print consistency necessaryfor stick margarines. The tub package also provided more product protection thana parchment or foil wrap which allowed the use of more liquid oil with a loweroxidative stability. Soft tub margarines captured over 25% of the consumer marketin less than 10 years after their introduction.
The per capita tablespread consumption history plotted in Figure 10.1 indicatesthat margarine volume surpassed that of butter for the first time in 1957; however,margarine has not achieved the high personal usage butter enjoyed prior to 1940.The overall trend for tablespread consumption is decreasing. Current nutritionalconcerns regarding fat consumption have certainly played a major role in the reducedusage of tablespread products. This concern was a major factor for the development,introduction, and acceptance of reduced-fat spread products.
Fat shortages during World War II were the first stimulus for production of low-fat spreads in the United States. The first spreads were oil-in-water emulsions andhad a number of limitations (i.e., short shelf life, spongy texture, poor melt, andinability to withstand freezing). Technology to produce spreads with water-in-oilemulsions solved most of these problems.15 The spreads market share increased fromless than 5% in 1976 to more than 74% in 1995. The reasons for this growth werelow price, availability in sizes larger than 1 pound, and fewer calories from a lowerfat content than margarine, combined with acceptable flavor, mouth feel, melt char-acteristics, and other functional attributes. The first water-in-oil spreads were intro-duced at 60% fat, but the majority are now produced with 52% fat or less but still
Table 10.1 Source Oils for Margarine and Spreads in the United States
Year (million pounds)1950 1960 1970 1980 1990 2000
Corn oil 1 68 185 223 208 56Cottonseed oil 513 168 68 25 a a
Safflower oil — 13 22 — — —Soybean oil 382 1370 1410 1653 1749 1673Animal fats 16 76 99 104 35 13Unidentified 25 — 10 34 110 13Total 937 1695 1794 2039 2102 1755Per capita (pounds) 6.1 9.4 11.0 11.4 10.9 8.3
a Data withheld by census.
© 2004 by CRC Press LLC

utilize the regular margarine base oils. Packaging for spreads has occurred in all thefamiliar margarine forms: stick, soft tub, soft whipped, etc. Popularity of the spreadproducts continues to grow, even though the high moisture content produces someserious defects in comparison to margarine or butter (e.g., poor baking performanceand a less creamy eating sensation). Obviously, the benefits of a low-fat content,reduced calorie count, perceived healthful composition, and lower unit cost areattractive to consumers. Some spread producers have carried this concept evenfurther to produce consumer tablespread products with less than 20% fat.
Consumer margarine and spread consumption began to decline in the UnitedStates after 1982; demand for these products has decreased over 27% during the1982–2000 period. Margarine and spread usage reached its zenith in 1976 at12 pounds per person, then maintained a usage level of over 11 pounds until 1983,when it began a steady decline to its lowest level since the 1950s: 8.3 pounds perperson. Retail consumer sales were countered by foodservice demand improvementsthrough 1985, which indicated that consumers were eating away from home more often.However, even with continued foodservice demands, the overall demand for margarineand spread products has declined because of substantial consumer sales decreases. Foodprocessor margarine and spread use appears to be declining somewhat but at a muchslower rate than for consumer products.16 These trends indicate that the U.S. consumeris aware of the nutritional message to reduce fat intake. Consumer margarine andspread products represent visible fats that are controlled by the homemaker.
10.3 MARGARINE FORMULATION
Most countries that allow the sale of margarine have laws to regulate its com-position. The United States has two Standards of Identity for margarine which aresimilar but not identical. Vegetable oil margarines are regulated by the FDA, andmargarine made with meat fats is regulated by the USDA. Margarine is defined asa plastic or liquid emulsion food product containing not less than 80% fat and 15,000
Figure 10.1 Tablespread consumption history.
Year
Margarine & Spread Butter All Tablespreads
10 20 30 40 50 60 70 80 90 00
lbs per person
25
20
15
10
5
0
© 2004 by CRC Press LLC

international units per pound of vitamin A. All products containing less than 80%fat are required to be labeled as spreads, except that products with 40% or less fatshould be identified as light or lite margarine.17 The product may contain one ormore aqueous-phase ingredients and one or more optional ingredients with specificfunctions.
10.3.1 Milk Products or Protein
The optional ingredients of the aqueous phase include water, milk, or milkproducts. Initially, cow’s milk was used, but now water can be used with or withoutan edible protein component. The suitable edible protein components include whey,albumin, casein, caseinate, or soy protein isolate in amounts not greater than rea-sonably required to accomplish the desired effect. The factors controlling the proteinchoice are primarily flavor considerations and, to a lesser extent, performance infrying and cooking similar to butter. Initially, the margarine standards promulgatedin 1941 required that the aqueous system contain 10% milk solids; however, thatrequirement has been removed, and most margarines produced with milk or anotherprotein contain considerably lower levels, usually less than 1.5%. A high level ofthe margarine products produced currently are milk free, which presents fewermicrobilical problems and helps conform to the requirements of several religiousdiets.
10.3.2 Emulsifiers
Several different food-grade emulsifiers are allowed as optional ingredients formargarine. Emulsifier systems are used to hold the fat and the water phase togetherand impart specific performance characteristics to the finished product. Originally,only lecithin and mono- and diglycerides were allowed at limited use levels, but thestandards were opened to any surfactant with a generally recognized as safe (GRAS)designation at a level required to provide the desired effect or within the restrictionsfor the specific surfactant. Nevertheless, consumer margarines normally still rely ona two-component emulsifier system of lecithin and mono- and diglycerides. Lecithinis usually added at levels of 0.1 to 0.2% for its antispattering and natural emulsifyingproperties, and it helps effect a quicker salt release in the mouth. Mono- anddiglycerides are added to most margarines for emulsion stability or protection againstweeping, usually at levels below 0.5% α-monoglyceride. Hard mono- and diglyc-eride products provide a tight emulsion that can effect a delayed flavor release,whereas the soft mono- and diglycerides provide a looser emulsion for quicker flavorrelease. Foodservice and food processor margarines formulated for specific appli-cations may contain different emulsifier systems and levels suited to the functionalityrequirements of the finished product.
10.3.3 Flavoring Materials
Salt, which is sodium chloride, or potassium chloride, for sodium-free dietarymargarines, is added for flavor and also acts as a preservative. Flavoring substances
© 2004 by CRC Press LLC

approved for food use and nutritive carbohydrate sweeteners or sugars are consideredoptional ingredients by the margarine standards. Many synthetic butter flavors areavailable for use in margarine. These are usually based on mixtures of compoundsthat have been identified as contributing to the flavor of butter, such as lactones,butyric fatty-acid esters, ketones, and aldehydes. Diacetyl, a primary constituent ofmany butter flavors, is formed in butter during the culturing process at concentrationsof 1 to 4 ppm.
Flavor perception is influenced by mouth feel, which is determined by the rateat which a margarine product melts in the mouth. Mouth feel is controlled by themelting characteristics of the fat portion and the tightness of the emulsion, whichis a function of the emulsifier, protein, and stabilizer selections, as well as theprocessing techniques. Ideally, these characteristics should be balanced to allow themargarine to melt in the mouth and release the flavors to provide a pleasant eatingsensation, rather than a pasty, waxy feeling that masks the flavor system or animmediate release that is overpowering and of short duration.
Bakery-margarine flavor and color are the primary differences between marga-rine and shortening for baking applications. The flavors and colors for baker’smargarine are usually stronger, and the product must be more heat stable thanconsumer margarines formulated for table use. Some commercial flavor compoundsavailable contain butyric acid or lactones to improve the buttery flavor in bakedproducts. Most baker’s margarines are also formulated with higher salt levels, usually3.0% vs. the 1.5 to 2.0% used in consumer products.
10.3.4 Preservatives
Preservatives, also optional ingredients permitted by the margarine Standard ofIdentity, protect against spoilage or deterioration. Margarine preservatives fall intothree categories: antimicrobial, antioxidant, and metal scavenger. The standards listsorbic acid and benzoic acid and their sodium and calcium salts and allow use levelsof 0.1% individually or 0.2% in combination. These compounds protect margarineagainst microbial spoilage. Benzoic acid is more active against bacterial action,whereas sorbic acid gives better protection against yeast and mold. Salt is also apreservative, although it is usually added for flavor enhancement. The salt level inmost margarines ranges from 1.5 to 3.0%. Because the moisture level in margarineusually ranges from about 16 to 19%, the salt concentration in the aqueous phaseis 8 to 19%. In most cases, the concentration of salt in the water phase will providesufficient antimicrobial activity, but without other preservatives or acidulents moldcan develop.
Antioxidants may be necessary for the oxidative stability of products formulatedwith meat fats but are not usually added to vegetable oil margarines. The tocopherolsthat survive vegetable-oil processing provide adequate oxidative stability for mostmargarine products. Propyl, octyl, and dodecyl gallates, butylated hydroxytoluene(BHT), butylated hydroxyanisole (BHA), ascorbyl palmitate, and ascorbyl stearateare antioxidants permitted individually or in combination at a maximum level of 0.2%.
Lecithin (both ascorbyl palmitate and stearate), isopropyl citrate, and calciumdisodium ethylenediaminetetraacetic acid (EDTA) all act as antioxidant synergists.
© 2004 by CRC Press LLC

A synergist performs two important functions: (1) it increases the antioxidant effec-tiveness; and (2) it ties up or chelates the trace metals, which are oxidative catalysts.EDTA is also effective as an agent to retard oxidative bleaching of the carotenoidcolorants used in margarine.18
10.3.5 Vitamins and Colors
Fortification of all margarine products with vitamin A is mandatory; it mustcontain not less than 15,000 international units per pound. The use of vitamin D isoptional, but when added it must be at a minimum level of 1500 international unitsper pound of finished margarine. Vitamin E addition is excluded under the Standardsof Identity; however, the natural antioxidants in vegetable oils — tocopherols — aremajor sources for vitamin E, and variable amounts survive in processed margarines.19
The mandatory vitamin A level for margarine is usually attained by the addition ofbeta-carotene for colored margarines, with vitamin A esters used to adjust for therequired potency. The colorless vitamin A esters are used for all the requirement foruncolored margarines. Natural extracts containing carotenoids such as annatto, carrotoil, and palm oil have also been used to color margarines. Apocarotenal is a syntheticpigment that is used primarily as a color intensifier for beta-carotene.
10.3.6 Margarine Oils and Fats
The physical and functional aspects of a margarine product are primarily depen-dent upon the characteristics of the major ingredient: the margarine oil. Margarineconsistency, texture, spreadability, color, appearance, flavor, mouth feel, and emul-sion stability are all functions of the crystallized fat. In the United States, hydroge-nation is the preferred process utilized to change the solids/liquid relationship ofmargarine basestocks. A direct relationship exists between the solids fat content andthe structure, consistency, and plasticity of the finished margarine. SFI values at 50,70, and 92°F (10, 21.1, and 33.3°C) are utilized by most margarine manufacturersin the United States for margarine consistency control. The SFI values are indicativeof the crystallization tendencies, and the finished product qualities for consumermargarines are shown in Table 10.2.
10.4 CONSUMER MARGARINE OIL FORMULATIONS
Consumer margarine oils are formulated by blending two or more basestockswith different degrees of hardness. This permits the margarines to be spreadabledirectly out of the refrigerator and to maintain a solid consistency at room temperature.For quite some time, hydrogenated cottonseed oil was a component of most all-vegetable oil margarines to induce a β′-crystal habit to prevent graininess. However,with the development of more spreadable margarines, the use of multiple high-transbasestocks and uniformly low cold storage temperatures has reduced the transitionof 100% soybean and corn oil margarines to the β-crystal form, which causessandiness.
© 2004 by CRC Press LLC

The hydrogenated vegetable-oil basestocks best suited for table-grade productshave steep SFI slopes and provide the desired eating, melting, and nonoiling physicalcharacteristics along with machinability. Table 4.6, in Chapter 4, contains basestocksdesigned for margarine and shortening production. Increases in liquid oil levels inmargarine oil formulations kept them in conformance with nutritional requirementsfor higher polyunsaturate levels. Essential fatty-acid contents now share the nutritionalspotlight with lower levels of cholesterol, saturates, and trans-fatty acids.
Table 10.3 identifies the compositions and SFI values for seven table-grademargarine bases; three are for stick products, two are for soft tub types, and two arefor liquid or squeezable margarines. The soft stick margarine marbase probablyrepresents the softest stick type of margarine that can be packaged successfully.Present-day packaging equipment will deposit, wrap, and carton product that is softer,but after packaging the margarine cannot withstand the normal abuse that occurs instorage and distribution. This product was introduced after the soft tub products inan effort to take advantage of the soft concept presented in the familiar stick package.
The all-hydrogenated stick table-grade product represents the type that was themain consumer margarine product for quite some time. It is still the most preferredtable-fat product for baking and some cooking because of better oxidative stability.This product also prints well due to the high 50°F (10°C) SFI, especially in equip-ment that does not deposit the margarine into preformed quarters parchment. Thehigh liquid oil stick margarine base represents the majority of the stick margarineproduction. The high liquid oil in the formula provides a marketing claim but reducesthe oxidative stability and therefore shelf life of the finished margarine. The surfaceof the margarine develops a darker color from oxidation that is quite noticeablewhen the surface layer is scraped away during use.
Soft tub margarine base compositions are somewhat like a compound shorteningformulation: a blend of a soft and a hard basestock. The hard basestock cannot be assaturated as the low-iodine-value (IV) hardfats used for shortenings and should have
Table 10.2 Solids Fat Index Effect upon Consumer Margarine Product Characteristics
Solids Fat Index Characteristic Affected
Solid/Liquid Relationship InfluenceTemperature Solids (%)
50°F/10.0°C 10 to 28 Spreadability Optional range for spreadability at refrigerator temperatures:
Too high = firm, brittle, and nonspreadable
Printability Low SFI = colder chilling temperature required
High SFI = channeling possible with cooling
70°F/21.1°C 5 to 18 Consistency Body and resistance to oil separationToo high = brittle, firm, poor spreadabilityToo low = soft, soupy, oil separation
92°F/33.3°C 3.5 max. Mouth feel Quality consumer table grade margarineToo high = lingering, pasty, greasy, waxy sensation due to coating of the palate
© 2004 by CRC Press LLC

a steep SFI slope for good eating characteristics. Two different soft tub compositionsare shown in Table 10.3. The all-hydrogenated product provides the oxidative sta-bility and firmest margarine consistency. Slight consistency differences can meanthe difference between a soft tub margarine with a picture-perfect surface appearanceor excessive “lid slosh.” The all-hydrogenated margarine base has a better chanceof retaining a smooth surface because it should set quicker than the product formu-lated with liquid oil.
Liquid margarine has been marketed for quite some time, but it has neverachieved significant consumer acceptance. Food processors have accepted and uti-lized this product for specialty applications more so than consumers. Liquid mar-garine has been prepared using both β and β′ types of hardfats: 4 to 5% soybean orcottonseed oil hardfat with refined, bleached (RB) soybean oil. The β′ hardfats havebeen found to be more suitable for product packaged without a tempering or crys-tallization process stage. Product prepared with β-crystal-forming hardfats requirestempering of the supercooled mixture at an elevated temperature for a period of timeunder agitation to develop and stabilize the β crystal. This liquid margarine processresembles the liquid shortening process closely. The β-crystal formulation and pro-cedure produces a more fluid, less viscous product with better suspension stabilitythan the β′ product but costs more to produce.20 The β′ hardfat direct process providesa better mouth feel and flavor but requires constant refrigeration to avoid separation.
10.4.1 Trans-Free Consumer Margarine Oil Formulation
Clinical nutritional studies showing an association between both dietary trans-and saturated fatty acids have created formulation opportunities for processors rely-ing on hydrogenated basestocks. During hydrogenation, some double bonds change
Table 10.3 Tablegrade Margarine Oils Composition, SFI, and Nutritional Information
Margarine Type Stick Margarine Oils Tub Margarine OilsAll
HydrogenatedSoft
PrintableHigh
Liquid OilAll
HydrogenatedHigh
Liquid Oil
Basestock (%):60-IV H-SBO — — — 18 1866-IV H-SBO 38 50 15 — —74-IV H-SBO 20 — 25 — —85-IV H-SBO — — — — —109-IV H-SBO 42 — — 82 32RB SBO — 50 60 — 50
Solids fat index (%) at:50°F/10.0°C 28.5± 22.0± 30.0± 12.0± 11.0±70°F/21.1°C 17.5± 13.5± 17.0± 7.5± 5.5±92°F/33.3°C 3.0± 2.0± 1.5± 3.0± 0.7±
Saturates (%)a 20.0 20.7 17.9 18.3 18.3trans-Isomers (%)a 32.4 22.8 18.0 20.2 12.8
a Calculated.Note: IV = iodine value; H-SBO = hydrogenated soybean oil; RB = refined, bleached.
© 2004 by CRC Press LLC

configuration from cis to trans to form high-melting unsaturated fatty acids, beforesaturation occurs. The high trans basestocks also contributed greater oxidative sta-bility and stabilization in the β′-crystal form. These behavior changes have beenutilized by formulators to produce margarines that are less saturated. Interesterifi-cation is an alternative process for producing basestocks that can be used to achievea steep SFI curve without trans-fatty acid production. The effect of interesterificationon melting behavior depends upon the starting materials. A steeper SFI and a reducedmelting point are produced when a high-melting fat is interesterified with a liquidoil, as shown in Table 4.7 in Chapter 4. Additionally, transition of the crystal to themost stable β form progresses more slowly to stabilize the interesterified blend inthe β′-crystal form. The common feedstock oils for the randomization process areliquid vegetable oils and fully hydrogenated vegetable oils in the United States andliquid vegetable oils, palm oil and fractions, palm kernel oils and fractions, andcoconut oil, with or without complete hydrogenation, in Europe and Canada.
10.5 INDUSTRIAL MARGARINE FORMULATIONS
Foodservice and food processor margarines may either be duplicates of theconsumer products or designed for a specific use. A popular industrial product isthe consumer stick margarine packaged in 1-pound solids for foodservice kitchenuse and in 50-pound cases for food processor applications. Individual servings ofconsumer table-grade margarines and spreads are also large-volume foodserviceproducts. Most of the other foodservice and food processor margarines are formu-lated for specific uses, with the main analytical criteria being the Mettler droppingpoint (MDP) to measure melting point and solids fat index (SFI). The differencesin functionality are achieved by manipulation of the margarine oil components.
Many of the industrial margarines are formulated for bakery applications.Table 10.4 lists typical SFI and MDP values for the general types of bakery marga-rines compared to butter. The function and formulation peculiarities for the bakerymargarine categories include the following:
Table 10.4 Industrial Margarine Types and Butter
Dairy MargarineProduct Butter Tablegrade Baker’s Danish Roll-In Liquid
Mettler dropping point, °C 35.0± 33.0± 49.0± 40.2± *Solids Fat Index, % at:
50°F/10.0°C 33.0± 30.0± 25.0± 43.5± 3.0±70°F/21.1°C 14.0± 17.0± 19.0± 25.8± 2.5±80°F/26.7°C 10.0± 18.0± 20.6± 2.0±92°F/33.3°C 3.0± 1.5± 14.0± 11.1± 2.0±104°F/40.0°C 9.0± 2.0±
* Too soft
© 2004 by CRC Press LLC

• Table-grade margarine — The analytical values closely match butter with arelatively steep SFI and a MDP close to body temperature. Table-grade margarinesare formulated like the stick margarine bases shown in Table 10.3. Typical bakeryuses are fillings, crumb crusts, and buttercream icings.
• Baker’s margarine — Baker’s margarine is designed to have a wide plastic rangewith good creaming properties like the standard all-purpose shortening. In fact,the margarine oil formulation can be the same composition as the all-purpose oneshown in Table 6.1 in Chapter 6: an 80- to 85-IV basestock with a saturated β′hardfat. Applications for this margarine include cookies, Danish pastries, crois-sants, buttercream icings, cakes, and pie crusts.
• Roll-in margarine — Mechanical operations are more demanding than hand make-up, roll-in operations. It is critical that the margarine emulsion does not breakwhen pumped and extruded under high pressure, that it maintains a smoothplasticity and consistency to spread evenly throughout lamination without bleedinginto or tearing the dough, and that the margarine and the dough are compatibleto prevent equipment problems. Roll-in margarines are formulated to achieve arelatively shallow SFI profile and are stabilized in the β′-crystal phase. The meltingpoint must be, as a general rule, 5°F (2.8°C) higher than the proofing temperatureof the roll-in product to prevent oil-out before baking. The moisture in margarinesgenerates steam in the oven for leavening and flakiness.
10.6 SPREAD FORMULATIONS
All products resembling margarine that contain less than 80%, but more than40%, fat are required to be labeled spread. However, these products must conformwith the margarine standard in all respects, except for the fat content and the factthat only safe and suitable ingredients not provided for in the standard may be addedto improve functional characteristics so that the spreads are not inferior to margarine.Soft tub and stick spreads containing 41 to 75% fat are usually formulated from thesame fat and oil blends as those used for regular consumer margarines. The otheringredients utilized are also basically the same with the following exceptions:6,21
• Milk protein acts as an oil-in-water emulsifier; consequently, the use of milk,casein, or caseinates can result in a phase reversion, so most spread formulationsare milk and milk-protein free.
• Emulsifier levels are increased and a synergetic system has been found mosteffective for emulsion stability, typically 0.6% intermediate-hardness mono- anddiglycerides, 0.1 to 0.2% polyglycerol ester, and 0.3 to 1.0% saturated β′ hardfat.
• Lecithin use in low-fat spreads may decrease the emulsion stability and increasethe tendency to oil-off; however, it also functions to slow emulsion breakdown inthe mouth, so the use of lecithin and the level of use must be evaluated for eachformulation.
• Gelatin, pectin, carrageenans, agar, xanthan gum, starch alginates, ormethylcellulose derivatives are gelling or thickening agents used in some spreadsto improve the body.
• The higher emulsifier levels used for spread can produce tighter emulsions, andthe gelling or thickening agents can affect the rate and order in which flavors are
© 2004 by CRC Press LLC

perceived. The flavor content and types must be defined to produce oral responsessimilar to the high-fat products.
• Preservatives are more important in spreads than in regular margarines becauseof the higher moisture content.
• The light reflection of a spread is different than that of regular margarine becauseof the increased number of water droplets present; therefore, it necessary to addabout twice the amount of color used in normal margarine to obtain the samecolor intensity.
10.7 MARGARINE AND SPREAD PREPARATION
Margarine and spread processing resembles shortening preparation, except thatan emulsion is prepared by mixing the water-soluble and fat-soluble ingredientsbefore chilling and crystallization. The basic steps for margarine and spread preparationinclude (1) margarine-base blending, (2) lipid-phase preparation, (3) aqueous-phasepreparation, (4) emulsion preparation, (5) chilling and crystallization, (6) packaging,(7) tempering, (8) storage, and (9) distribution. The same procedures work well withboth margarine and spread products containing from 52 to 80% fat; however, as thefat level decreases below 52%, strict process control for temperature and additionrates must be used to guard against the formation of a mixture of water-in-oil andoil-in-water emulsions or an all oil-in-water emulsion.19
The lipid phase is prepared by heating the margarine base to a temperature of atleast 10°F (5.6°C) above the melting point before adding the oil-soluble ingredients.These ingredients include the emulsifiers, vitamins, color, and flavor if it is oil soluble.The aqueous phase is prepared separately. When milk proteins are utilized, the milkor whey product is reconstituted if liquid skim milk is not used, pasteurized, andcooled until required. The water-soluble ingredients are added to the required amountof pasteurized skim milk, whey, or water in the case of protein-free products. Theingredients include salt, preservatives, water-soluble flavors, and any other water-soluble materials. The oil and aqueous phases are blended together with high-shearagitation to form a water-in-oil emulsion. It is important to add the water phase tothe oil phase in order to promote the formation of a water-in-oil emulsion. The wateraddition rate has little effect upon margarine emulsions but is critical for spreads. Itis essential that the water addition rate for spreads be reduced, especially in the earlystages of emulsion preparation, to prevent inversion of the emulsion. Continuousagitation is necessary to maintain this emulsion; without agitation, the water- or milk-phase droplets immediately begin to coalesce and settle out. After preparation, theemulsion is transferred to an agitated holding tank that supplies the chilling units.
An alternative continuous emulsion preparation process consists of proportion-ing pump systems capable of metering individual ingredients of the aqueous phasetogether and also the oil-phase components. Inline static mixers are utilized to blendthe separate phases, which are then mixed inline and emulsified with another staticmixer. After inline blending, the loose emulsion is continuously fed to the crystal-lization system.
© 2004 by CRC Press LLC

The solidification process for the various margarine and spread types all employa scraped-surface heat exchanger for rapid chilling, but the other steps are somewhatdifferent from shortening and the other margarine types. The solidification or plas-ticization process for the four basic tablespread types are as follows.
10.7.1 Stick Margarine or Spread
The temperature of the stick margarine emulsion is adjusted and maintained formost table-grade products that melt below body temperature at 100 to 105°F (37.8 to40.6°C) before pumping to the scraped-surface heat exchanger. If the temperatureis allowed to cool below the melting point of the margarine base, precrystallizationstructures may be formed that affect the consistency of the finished product. It israpidly chilled to 40 to 45°F (4.4 to 7.2°C) in less than 30 seconds. Stick margarinerequires a stiffer consistency than shortening, which is accomplished with the useof a quiescent tube immediately after the chilling unit. This is a warm-water-jacketedcylinder that can contain baffles or perforated plates to prevent the product fromchanneling through the center of the cylinder. The length of this tube may have tobe varied to increase or decrease crystallization time, depending upon the productformulation. The supercooled mixture passes directly to a quiescent resting or agingtube for molded print-forming equipment. For filled print equipment, a small blendermay be utilized before the resting tube to achieve the proper consistency for pack-aging and a slightly softer finished product. A remelt line is necessary because inall closed filler systems some overfeeding must be maintained for a uniform supplyof product to the filler for weight control. The excess is pumped to a remelt tankand then reintroduced into the product line.
Two types of stick margarine forming and wrapping equipment are used in theUnited States: molded print and filled print. The molded print system initially usedan open hopper into which the product was forced from an aging tube through aperforated plate in the form of noodles. The margarine noodles were screw fed intoa forming head and then discharged into the parchment-paper wrapping chamberand finally cartoned. Closed molded stick systems use a crystallization chamberinstead of the aging tube and an open hopper arrangement that fills the mold cavityby line pressure. The filled print system accepts margarine from the quiescent tubewith a semifluid consistency. The product is filled into a cavity prelined with theparchment or foil interwrap. The interwrap is then folded before ejection from themold into the cartoning equipment.
10.7.2 Soft Tub Margarine or Spread
The oil blends for soft tub margarines or spreads are formulated with lowersolids-to-liquid ratios than the stick-type products to produce a spreadable productdirectly out of the refrigerator or freezer. Crystallization technique contributes to thedesirable consistency as well, but the products are too soft to print into sticks;therefore, packaging in plastic tubs or cups with snap-on lids is utilized.
© 2004 by CRC Press LLC

To fill the container properly, the soft margarine or spread consistency must besemifluid like shortening, so the crystallization process more closely resemblesshortening plasticization than stick margarine processing. The temperature of atypical soft margarine emulsion would be adjusted and maintained at 95 to 105°F(35.0 to 40.6°C) before pumping with a high-pressure pump to the scraped-surfaceheat exchanger. Creaming gas or nitrogen, added to further improve spreadability,is injected at the suction side of the pump at 8.0% for the most spreadable product;lower levels are used for a firmer product. Margarine blends are rapidly chilled toan exit temperature of 48 to 52°F (8.9 to 11.1°C). Spread fill temperatures are higherthan for margarine products because the emulsion is more viscous. If the fill tem-perature is too low, the product will mound in the bowl for excessive lid coverage,and the product may become dry and crumbly. The supercooled margarine or spreadmixture then passes through a worker unit to dissipate the heat of crystallization.The shaft in the worker unit revolves at about 35 to 50 revolutions per minute withan approximately 3-minute residence time. Worked product is then delivered to thefiller where it is forced through an extrusion valve at pressures in the range of 20 to26.7 bar (300 to 400 psi). Either a rotary or straightline filler may be used to fill thetubs with margarine. The excess product necessary for a uniform supply to the filleris transferred to a remelt tank and eventually reenters the solidification system.
10.7.3 Whipped Tub Margarine or Spread
The same equipment used to prepare, crystallize, and package regular soft tubmargarine or spread can be utilized for whipped tub products. The difference duringcrystallization is the addition of 33% nitrogen gas by volume for a 50% overrun.The nitrogen is injected inline through a flow meter into the suction side of thepump. The larger tubs required for the increased volume necessitate changing partsfor the filling, lidding, and packaging equipment.
10.7.4 Liquid Margarine
Both retail and commercial liquid margarines can be crystallized with the sameequipment and process flow used for soft tub products, depending upon the formu-lation and suspension stability requirements. Liquid margarine formulations nor-mally consist of a liquid vegetable oil stabilized with either a β- or β′-forminghardfat. β′-stabilized liquid margarine can be prepared utilizing the same rapidcrystallization process used to prepare soft tub margarines and omitting the additionof creaming gas. These finished products require refrigerated storage for suspensionstability. Liquid margarines formulated with β-forming hardfats and some processedwith β′ formulations incorporate a crystallization or tempering step to increasefluidity and suspension stability. This crystallization step consists of a holding periodin an agitated jacketed vessel to dissipate the heat of crystallization. The productmay be filled into containers after the product temperature has stabilized. Someproducts with higher solids-to-liquid ratios are further processed to stabilize the fluidsuspension with either homogenization or a second pass through the scraped-surface
© 2004 by CRC Press LLC

heat exchanger before filling. The additional processing for more stable crystalliza-tion will increase fluidity and suspension stability, but the increased production costsmay not be justifiable.
10.7.5 Industrial Margarines or Spreads
Foodservice and food processor margarines and spreads may either be duplicatesof the retail products in larger packages or designed for a specific use, either product-or process-related. Among the specific-use margarines, puff paste or Danish pastryapplications are the most difficult regarding crystallization. The characteristic fea-tures of a roll-in margarine are plasticity and firmness. Plasticity is necessary, as themargarines should remain as unbroken layers during repeated folding and rollingoperations. Firmness is equally important, as soft and oily margarine is partlyabsorbed by the dough, thus destroying its role as a barrier between the dough layers.As with shortenings, the ultimate polymorphic form for roll-in margarines is deter-mined by the triglyceride composition, but the rate at which the most stable formis reached can be influenced by mechanical and thermal energy. Therefore, thecustomary crystallization process for roll-in and/or baker’s margarines is a duplicateof the shortening plasticization process depicted in Figure 2.10 in Chapter 2, exceptthat margarines containing water or milk in emulsion form are normally not aerated.The aqueous phase of a margarine emulsion has the same effect as gas incorporationon appearance and performance. Food processor margarine products are usuallypackaged in 50-pound corrugated fiberboard cartons, 5-gallon plastic pails, 55-gallondrums, or special packaging designed for each specific use.
REFERENCES
1. Riepma, S.F., The Story of Margarine, Public Affairs Press, Washington, D.C., 1970,pp. 5, 109, 148, 152.
2. Melnick, D., Margarine products, J. Home Econ., 60(10), 793–797, 1968. 3. Massiello, F.J., Changing trends in consumer margarines, JAOCS, 55, 262–265, 1978. 4. Schwitzer, M.K., Margarine and Other Food Fats, Interscience, New York, 1956, p. 64. 5. Stuyvenberg, J.H., Margarine: An Economic, Social and Scientific History
1869–1969, University Press, Liverpool, England, 1969, p. 233. 6. Chrysam, M.M., Margarines and spreads, in Bailey’s Industrial Oil and Fat Products,
Vol. 3, 5th ed., Hui, Y.H., Ed., Wiley-Interscience, New York, 1996, pp. 67–68, 92–96. 7. Miksta, S.C., Margarines: 100 years of technological and legal progress, JAOCS,
48(4), 169A–180A, 1971. 8. Anon., The Role of Dietary Fat in the Human Health, Publ. 575, National Academy
of Sciences, Food and Nutrition Board, National Academy of Sciences, Washington,D.C., 1958, p. 56.
9. Anon., Dietary Fat and Its Relation to Heart Attacks and Strokes, Circ. 23, AmericanHeart Association, 1961, pp. 133–136.
10. Jolliffe, N., Fats, cholesterol and coronary heart disease, N.Y. State J. Med., 57,2684–2691, 1957.
© 2004 by CRC Press LLC

11. Hastert, R.C., Hydrogenation, in Introduction to Fats and Oils Technology, 2nd ed.,O’Brien, R.D., Farr, W.E., and Wan, P.J., Eds., AOCS Press, Champaign, IL, 2000,pp. 189–190.
12. USDA, Fats and Oils Situation, U.S. Department of Agriculture, Economic ResearchService, Washington, D.C., 1971, p. 27.
13. USDA, Fats and Oils Situation, U.S. Department of Agriculture, Economic ResearchService, Washington, D.C., 1981,
14. USDA, Oil Crops Situation and Outlook Yearbook, U.S. Department of Agriculture,Economic Research Service, Washington, D.C., 2002, pp. 61, 64–65.
15. Charteris, W.P. and Keog, H.M.K., Tablespreads: trends in the European market,J. Soc. Dairy Technol., 44(1), 3, 1991.
16. Margarine Statistics Reports, National Association of Margarine Manufacturers,Washington, D.C., 1960–1996.
17. 21 CFR 101.56. Code of Federal Regulations, Office of the Federal Register, NationalArchives and Records Administration, Washington, D.C., 1994.
18. Weiss, T.J., Margarine, in Food Oils and Their Uses, 2nd ed., AVI Publishing,Westport, CN, 1983, p. 190.
19. Slover, H.T. et al., Lipids in margarines and margarine-like foods, JAOCS, 62, 781,1981.
20. Weiderman, L.H., Margarine and margarine oil, formulation and control, JAOCS, 55,828, 1978.
21. Moustafa, A., Consumer and industrial margarines, in Practical Handbook of SoybeanProcessing and Utilization, Erickson, D.R., Ed., AOCS Press, Champaign, IL, andUnited Soybean Board, St. Louis, MO, 1995, pp. 352–353.
© 2004 by CRC Press LLC

CHAPTER 11
Liquid Oils
11.1 INTRODUCTION
Clarity at or below ambient or room temperature is the primary characteristic ofa liquid oil. Natural vegetable oils that are liquid at room temperature (75 ± 5°F or23.9 ± 2.8°C) in temperate climates contain high levels of unsaturated fatty acidswith low melting points. The 18-carbon-atom fatty acids are the most importantunsaturated fatty acids for liquid oils. Oleic (C-18:1), a monounsaturated fatty acid,is the most oxidative stable. Linoleic (C-18:2) and linolenic (C-18:3), referred to aspolyunsaturates, are deemed essential fatty acids because they cannot be synthesizedby the human body and must be supplied in the diet.
Three major oil types have developed that maintain different degrees of clarityat and slightly below room temperature in temperate climates. Cooking, salad, andhigh-stability oils are prepared from vegetable oils that are refined, bleached, anddeodorized (RBD) at a minimum but can also require modification by dewaxing,winterization, hydrogenation, and fractionation processes. All of these oil types haveone common physical property — they are all clear liquid oils at room temperature.The three types of liquid oils are defined as:
• Cooking oil — An edible oil that is liquid and clear at room temperature and maybe used for cooking. Cooking oils are used for pan and deep-fat frying and inpackaged mixes or wherever a clear, liquid oil has application without refrigera-tion. Cooking oils may solidify at refrigerator temperatures.
• Salad oil — An edible oil that will remain substantially liquid at refrigeratortemperatures, about 40°F (4.4°C). The standard evaluation method for a salad oilis the cold-test analysis. A salad oil sample that remains clear after 5-1/2 hourswhile submerged in an ice bath meets the criterion for a salad oil. Salad oils maybe used for cooking but are low in saturated fatty acids to prevent or delay cloudingand graining during refrigeration.
• High-stability oil — An edible oil that is liquid at room temperature and hasexceptional oxidative or flavor stability. High-stability oils are used for foodpreparation applications where the functional characteristics of a liquid oil aredesired and a long shelf life is required.
© 2004 by CRC Press LLC

11.2 DEVELOPMENT OF LIQUID OILS
Climate and availability influenced the eating habits of our ancestors. Inhabitantsof central and northern Europe first derived their edible fats almost entirely fromwild animals and later from domestic animals. Consequently, their foods developedaround the use of solid fats such as butter, lard, and tallow. In the more heavilypopulated areas of Asia, southern Europe, and Africa, where it was impractical todedicate land to livestock grazing, diets were developed with vegetable oils as themajor fat source. All oil-bearing plants produce oils that are liquid at the prevailingtemperatures where the plant grows. Even the tropical oils that are solid at roomtemperature in cooler climates are liquid oils in the tropical climates where theseplants flourish. North America’s preference for animal fats was influenced by theearly immigrants who came from northern Europe and adapted large areas of thecountry to raising domestic animals.1
Fats and oils processors in the United States developed the differentiationbetween cooking and salad oils. The original intent was to retain fluidity and clarityfor cottonseed oil during the colder months; oil fluidity and clarity were not aproblem during the warmer summer temperatures. Domestic ice boxes and laterrefrigerators, along with large-scale commercialization of the mayonnaise and saladdressing industry, increased the need for a liquid oil that remained clear at reducedtemperatures. Initially, salad oil was referred to as winter oil as an indication of thefractionation process used to produce the cloud-free oil at cool temperatures. Thewinterization process evolved from practical experience at refineries when it wasobserved that storing cottonseed oil in outside tanks exposed to low temperaturesduring the winter months allowed the higher melting triglycerides to settle to thebottom of the tank, leaving a top layer of clear oil. The top layer was decanted,deodorized, packaged, and marketed as a salad oil. The topping process did notprovide consistent results because it depended upon nature to provide the coolant,and as the popularity of the oil increased it became impractical to maintain thequantity of oil in storage tanks at the volume and time required. Therefore, mechan-ically refrigerated chilling and filtering systems were developed to simulate theoutside storage and topping process. Salad oil terminology came about because ofthe application of winter oil to mayonnaise preparation. At the same time, unwin-terized oil, which was known as summer oil, became cooking oil.2,3
Salad oil identification later changed from an oil processed by the winterizationprocess to an oil that can meet the requirements of a winter oil: resist clouding formore than 5-1/2 hours at 32°F (0°C). This revised salad oil definition encompassedoils identified as natural winter oils. These oils, which have fatty acid compositionsthat are high in unsaturates with corresponding low saturated fatty-acid levels, donot require winterization to remain clear and brilliant at refrigerator temperatures.Soybean oil is a natural winter oil and does not require fractionation to meet thecold-test requirements. Corn, canola, safflower, and sunflower oils would be naturalwinter oils, except for waxes that cloud at cool temperatures. These oils are normallydewaxed with a winterization-type process to remove the waxes. Salad oils cannotbe prepared from peanut oil because it gels when chilled to the extent that it cannot
© 2004 by CRC Press LLC

be separated. The saturated fatty-acid levels of tropical oils are too high for consid-eration as salad oils.
Liquid oils are consumed as naturally (undeodorized) and artificially flavoredoils and as neutral, deodorized products. Olive oil is almost always marketed in theundeodorized form. The natural flavor is an important asset that deodorization woulddestroy. Soybean, peanut, sunflower, and sesame oils are generally consumed intheir crude form in India and China; however, the oil seeds are expressed at lowtemperatures without previous heat treatment. These cold-pressed methods producelow yields, but the oils have a relatively mild flavor and odor.1 Even though oliveoil is growing in popularity as a gourmet oil, consumers in the United States areaccustomed to deodorized oils. Cottonseed oil, the only oil consumed in the UnitedStates for many years, is so strongly and unpleasantly flavored that deodorizationis considered necessary to made it edible. The efficient methods used to separateoils from vegetable seeds involve a cooking, or heating, process before extraction.These methods do not change the stability or nutritive qualities of the oil, but theoils do develop a stronger flavor and odor that are considered objectionable. Thehigher oil yields compensate for the refining and deodorization expenses requiredto make the oils palatable. A market has developed for cold-pressed peanut, sesame,safflower, and sunflower oils because of implied nutritional considerations, but noreliable consumption data are available.4
In general, a greater utilization of liquid oils has developed in areas that hadbeen partial to solid fats than of plastic fats in oil-consuming countries. Figure 11.1compares the preference changes for edible fats and oils in the United States begin-ning in 1950 when liquid oil usage was at a much lower level than that for eithershortening or solid fats, as well as the tablespreads (butter and margarine).1,5,6 Liquidoil usage more than tripled during this period. Cooking and salad oil usage surpassedtablespreads in 1970 and exceeded solids fat usage in 1999. This trend has developedbecause of the following reasons:
Figure 11.1 Visible fats and oils consumption changes.
Year
Tablespreads
50 55 60 65 70 75 80 85 90 95 00
lbs per person
35
30
25
20
15
10
5
0
Solid FatsSalads & Cooking Oil
© 2004 by CRC Press LLC

• Global movement of people• High polyunsaturate content of most oils• Saturated fatty acids being implicated in cardiovascular disease• Process improvements for more bland oil flavors with improved oxidative stability• Finished product formulations and process developments to accommodate liquid
oils• Emulsifier development that reduced dependence on the crystalline properties of
solid fats for functionality• More convenient handling
Liquid oils are suitable and preferred for many types of food preparation, suchas when the food is consumed shortly after preparation, for frying with high absorp-tion rates for rapid turnover, for frozen and refrigerated food preparation, and inother areas requiring protective packaging. These application restrictions still applyfor cooking and salad oils, but high-stability oils have been developed for applica-tions requiring a long-term oxidative stability. The primary characteristics of a high-stability oil are liquidity at room temperature with enhanced oxidative stability whileretaining functional and nutritional properties. Two techniques for producing a high-stability oil are (1) hydrogenation followed by fractionation to separate the stearineor hard fraction from the olein fraction which becomes the high-stability oil, or(2) use of plant-breeding techniques to produce oils low in polyunsaturates and highin monounsaturated fatty acids. Both of these techniques are used to produce high-stability liquid oils for use wherever stability and liquidity are the important functionalrequirements.
11.3 COOKING AND SALAD OIL SOURCES
The steady growth in the consumption of cooking and salad oils is evident fromthe U.S. Department of Agriculture (USDA) Economic Research Service Oil CropsSituation and Outlook Reports for domestic consumption of salad or cooking oils;the consumption and source oils data for salad and cooking oils utilized since 1960are summarized in Table 11.1.6–8 Deodorized cooking and salad oils are principallyprepared from soybean, corn, canola, cottonseed, and peanut oils. Cottonseed, corn,and peanut oils can be deodorized to bland neutral products that do not developexceeding disagreeable flavors upon reversion or oxidation. Conversely, the charac-teristic oxidized flavor of soybean oil kept it from being an acceptable salad orcooking oil for quite some time.
Winterized cottonseed oil was the principal salad oil used in the United Statesuntil the late 1950s. Soybean oil surpassed cottonseed oil as the principal vegetableoil in the United States soon after World War II; however, cottonseed oil remainedthe preferred salad oil source until the flavor and odor deficiencies of soybean oilwere addressed. Soybean salad oil with a reduced linolenic fatty acid (C-18:3) wasintroduced to the U.S. market in the late 1950s and early 1960s. The linolenic fatty-acid content was reduced with hydrogenation and subsequently winterized to removethe hard fraction created during hydrogenation. This specially processed soybean
© 2004 by CRC Press LLC

oil quickly replaced the more expensive cottonseed salad oil as the preferred foodprocessor salad oil and was cautiously introduced to the retail consumer. It becamethe preferred retail bottled oil during the 1960s.9 In the late 1970s, with improvementsin the processing of soybean oil, processors were able to produce a refined, bleached,and deodorized (RBD) soybean oil acceptable to industrial customers. This improvedRBD soybean oil was introduced to the retail market as “all natural” and “light.”The oil appearance was almost water white. This product quickly replaced thehydrogenated, winterized, and deodorized soybean salad oil sold in retail grocerystores. Improved processing and packaging had provided a more bland flavor stableoil than the soybean oil of the 1930s and 1940s, but the U.S. consumer had alsobecome more accustomed to the soybean oil flavor and odor which made it lessobjectionable.
Cottonseed oil has a unique flavor property that makes it a desirable fryingmedium for snack foods. Potato chips fried in cottonseed cooking oil have a pleasantnutty character, whereas other frying oils produce chips with clean potato flavorsthat lack the nutty note.10 This use for cottonseed cooking oil and other industrialuses of cottonseed salad oil probably account for most of the liquid cottonseed oilusage, as the retail marketing of cottonseed salad oil appears to be limited to thegourmet shelves.
Corn oil is second only to soybean oil in salad and cooking oil volume, as wellas for other products, and has wide consumer recognition even though it is abyproduct of corn sweetener, starch, meal, and ethanol production. Corn oil has beenregarded as having exceptional flavor and quality while obtaining a healthy-oilimage. Promotion of polyunsaturated oils for nutritional purposes during the 1950sand 1960s exploded the commercial use of corn oil in various foods, for snack frying,and as a retail bottled oil. Corn oil contains 69% linoleic (C-18:2), about 13%saturated fatty acids, and only trace amounts of linolenic (C-18:3) fatty acid. Thedistinctive musty flavor and odor developed by corn oil has popular acceptance bothfor home use and for prepared food products such as fried snacks and mayonnaiseor salad dressings.
Table 11.1 U.S. Usage of Source Oils for Salad and Cooking Oils
Year (million pounds)Oil Source 1960 1970 1980 1990 2000
Canola — — — W 515Corn 247 247 350 636 502Cottonseed 752 527 460 460 304Olive 51 62 58 213 459Peanut 28 140 148 139 WSafflower — 12 — — —Soybean 887 2471 4042 4662 7361Sunflower — — NR NR NRUnidentified 1 5 109 33 51Total 1966 3464 5167 6143 9192Pounds per person 9.2 17.3 21.3 24.2 33.7
Note: W = withheld; NR = not recorded.
© 2004 by CRC Press LLC

Peanut oil cannot be winterized to produce a salad oil because of the unfilterablegel produced with cooling; therefore, it is marketed as a cooking oil for bothindustrial and retail uses. Peanut oil is considered a premium cooking and fryingoil because of the pleasant flavor and cost. The oil separated from peanuts maintainsthe pleasant peanut flavor rather than the meal. Peanuts, and therefore the oil, aresubject to mandatory price supports in the United States, which maintains thepremium pricing; nevertheless, peanut oil maintains a respectable cooking oil marketfor snack and foodservice frying, as well as a retail cooking oil.
The increase in U.S. olive oil consumption over the past decade is due, in part,to promotions of the health benefits of Mediterranean dietary patterns and to marketexpansion from gourmet shops into supermarkets. The high monounsaturates of oliveoil are being promoted by some nutritionists as being healthful. Olive oil, producedby crushing and pressing olives, has a high-oleic fatty acid (C-18:1) content rangingfrom 55 to 83%. The Mediterranean diet is based on the findings of a HarvardUniversity Press study11 that concluded that the adult populations of countries suchas Greece and Italy live longer. This diet allows 25 to 35% of its calories to comefrom fat as long as that fat is olive oil. This study linked olive oil with lowering low-density lipoprotein (LDL) (problem) cholesterol levels while maintaining high-den-sity lipoprotein (HDL) (good) cholesterol levels. However, these results have not beenobserved on a consistent basis and are therefore questioned by some researchers.11,12
Canola oil has been offered for sale in the U.S. since 1985, when it was approvedas generally recognized as safe (GRAS). Initial campaigns promoting it as “healthyoil” and showcasing its low saturates content of 6% or less were fruitful; this oilcaptured almost 5% of the salad and cooking oil market in a little over a decade,and the volume continues to grow.
Retail salad oil bottlers have attempted to create a market for sunflower oil onseveral occasions. In the early 1990s, the major branded retail salad oil producersintroduced sunflower oil nationally; however, the volume generated has not beenidentified by the USDA in the Fats and Oils Situation and Outlook Reports to avoiddisclosure of individual producer’s volume. Canola oil introduced as a retail bottledoil appeared to replace most of the national market for sunflower oil. Then, sunfloweroil became one of the components of the blended salad oils introduced in 1991 witha third less saturates than soybean oil. These oils were blend of soybean, sunflower,and canola oils with a 10% saturated fatty-acid content.13 Blended vegetable oils arestill marketed, but the saturates are reduced to 5 to 8% using blends of canola andcorn, canola and soybean, soybean and canola, or canola, sunflower, and soybeanoils.
The Nutritional Labeling and Education Act, effective May 1994, specified theinformation allowed on food labels. The mandatory listings on the nutritional factspanel that pertain to the content of fats and oils are serving size, servings percontainer, total calories, calories from fat, total fat, saturated fat, cholesterol, andvitamin A. The voluntary components, which may refer to fats and oils products,include calories from fats, potassium, and other essential vitamins and minerals. Itis speculated that trans-isomers will be added to the mandatory listing on thenutritional facts panel.
© 2004 by CRC Press LLC

11.4 RETAIL CONSUMER OILS
None of the retail consumer oils currently available have been modified chemicallyto change the physical characteristics. Processing for most of the household bottled oilsis merely refining, bleaching, and deodorization, except for winterization for cottonseedsalad oil and dewaxing for canola, corn, sunflower, and safflower oils. Additionally,most of the household oils meet the requirements of a salad oil except for peanut andolive oils. These consumer oils will become a semisolid at refrigerator temperatures.
The broad dietary shift from animal fats that began in 1950 has favored liquidoil products. The U.S. consumer has become increasingly aware of the role of fatsand oils in coronary disease. As a result, consumers have replaced solid shorteningswith liquid oils. The oils favored by consumers have tended to reflect the findingsof the most recent studies. Initially, when polyunsaturated oils were found to beuseful in lowering serum cholesterol, corn oil began its rise in popularity. Reportsthat monounsaturates were equal to polyunsaturates in lowering serum cholesterolappeared to help peanut and olive oil sales. The Mediterranean diet helped improvethe sales of olive oil. Canola oil introductions capitalized on their low saturate level(i.e., 94% saturate free). In 1991, an oil composed of soybean, sunflower, and canolaoils blended to one third the saturate level of soybean oil was introduced.14 Asdiscussed earlier, blended retail oils are still available, but the blends are either canolaand soybean or canola and corn oils.
The packaging materials and practices employed for retail liquid oils are veryimportant contributors to shelf life. The package contains and protects the productfrom oxidation and other contaminants, beginning at the point of manufacture andcontinuing through usage by the consumer. The ideal retail container has threeimportant attributes: protect protection, product appeal, and cost effectiveness. Cur-rently, most of the regular consumer retail oils are packaged in clear, polyethylenetetraphthalate (PET), rectangular-shaped containers that hold 16, 24, 32, 48, or64 ounces, as well as 1-gallon polyvinylchloride (PVC) opaque jugs. However, manyof the gourmet and specialty oils are still packaged in glass containers with sizesand shapes readily distinguishable from conventional retail oils. Before the mid-1980s, all consumer oils were packaged in glass containers for product protection.Early testing in 1955 of polyethylene (PE) containers, the only food-grade plasticavailable at the time, revealed oxygen permeability, which allowed the oil to oxidizerapidly; the container became sticky as the oil permeated it, and the polymers fromthe bottle migrated into the oil. Later, a food-grade PVC resin became available thatsatisfied most of the retail bottled oil criteria.14 USDA research in 1973 showed nodifferences in oil deterioration between glass and PVC packaging. The results ofthis research had a significant effect on the edible-oil industry, which convertedalmost all consumer oil containers to the translucent plastic bottles by 1985.15 Thenext generation of plastic containers for consumer oils, PET, is currently on thegrocery store shelves. This plastic is more glass-like in clarity, is shatter resistant,and provides a better oxygen barrier. The rectangle shape is a departure from thetraditional round bottle to provide better space utilization in shipping containers, onthe grocery store shelves, and in the consumer’s pantry.
© 2004 by CRC Press LLC

All liquid oils are sensitive to sunlight and fluorescent lighting, which catalyzeoxidative reactions. It has been proven that packaging in metal, foil-lined, waxed,paperboard containers or in tinted or amber glass extends the shelf-life stability ofliquid oils;16 however, retail consumers have indicated a preference for clear con-tainers. When U.S. retail oil bottlers attempted to improve the oxidative stability ofthe product through the use of the described protective packaging, they sufferedreduced sales until the container was changed back to clear glass or plastic.17
Nitrogen gas sparging of the oil and container head space blanketing to excludeoxygen have been used effectively to prolong the shelf life of the oils. Oxidativedeterioration has been shown to correlate directly with the amount of oxygen avail-able to react with the oil.16 Unfortunately, the nitrogen protection is eliminated whenthe consumer opens the container.
11.5 INDUSTRIAL SALAD OIL APPLICATIONS
Salad oils are the major ingredient in most dressing products, which includemayonnaise, spoonable salad dressing, and pourable salad dressings. Salad oilscontribute lubricity and a creamy, pleasant mouth feel to dressings of all types. Otherfunctions of salad oils include the solubilization of oil-soluble flavors and contribu-tion of an overall balanced flavor profile.
The predominate salad oils in the United States have been cottonseed, corn, andsoybean oil. Cottonseed oil requires winterization to remove the hard fractions toremain clear at refrigerator temperatures. Corn oil must be dewaxed to remove waxesthat cloud at room temperature. Soybean oil is a natural winter oil and requires onlyminimal processing, refining, bleaching, and deodorization before use as a salad oil.Soybean oil, then, has the advantage of requiring the least processing and being thelowest-cost source oil, so it has become the dominant industrial salad oil. Canolaoil has generated interest because it is lower in saturates and only slightly moreexpensive than soybean oil but currently is not showing any significant gains.
Salad oils are required for dressings, sauces, and other food products preparedor stored at cool temperatures that require a liquid oil. The major salad oil applica-tions are salad dressings (i.e., mayonnaise, spoonable salad dressing, and pourableand separating salad dressings). These products all require high levels of salad oilin the formula (i.e., 30 to 80%). Salad oils are also used for other prepared sauce-type products that may be refrigerated, causing the emulsion to break and developan oil layer. Other uses are where a liquid oil is desirable for a particular applicationor appearance.
11.6 MAYONNAISE
Mayonnaise, the most prominent savory dressing with a high oil content, is anoil-in-water emulsion. It is used both in homes and in restaurants for preparingsandwiches, salads, and similar cold dishes. An emulsion is a mixture of two liquids,one being dispersed as globules in the other. The liquids must be immiscible in each
© 2004 by CRC Press LLC

other, incapable of forming a uniform mixture. The liquid that is broken into globulesis termed the dispersed phase, whereas the liquid surrounding the globules is knownas the continuous phase. In mayonnaise, salad oil is the dispersed phase, vinegarand water are the continuous phase, and egg yolk is the emulsifying agent. Salt andsugar are dissolved in the water and vinegar, and the spices are held in suspensionin the water phase. Oil separation occurs in mayonnaise when the egg yolk filmsare broken, allowing the oil droplets to run together. The emulsion is most oftenbroken by shaking or jarring, heat, evaporation, or freezing.
The French are responsible for introducing mayonnaise to America during the19th century. They have prepared it as a condiment since the days of Louis XIV.Mayonnaise was limited to home or restaurant preparation because the dressingwould separate after standing for short periods. It was first manufactured commer-cially during the early part of the 20th century,18 and a U.S. Standard of Identitywas established for mayonnaise in 1928.19 These standards have been revised fromtime to time, but recent requirements are:20
• Oil — At least 65% of one or a blend of two or more edible vegetable oils; the oilmay contain oxystearin, lecithin, or polyglycerol ester to inhibit crystal formation.
• Acidifying ingredient — One or both of the following: (1) vinegar diluted withwater to an acidity, calculated as acetic acid, of not less than 2.5% acidity, byweight or vinegar mixed with citric acid, provided the citric acid does not accountfor more than 25% of the vinegar calculated as acetic acid; and (2) lemon, lime,or both juices, fresh, dried, frozen, canned, or concentrated and diluted with waterto an acidity calculated as acetic acid of not less than 2.5% by weight of theproduct.
• Egg-yolk-containing ingredient — Liquid, frozen, or dried egg yolks; liquid,frozen, or dried whole eggs; or either, mixed with liquid or frozen egg whites. Nominimum requirement is stated.
• Optional ingredients — Mayonnaise may also contain salt, nutritive carbohydratesweeteners (which would include sugar, dextrose, corn syrup, honey, other syrups),monosodium glutamate, and any spice, except saffron or turmeric, or naturalflavoring, provided egg-yolk color is not simulated. Sequestrants, including, butnot limited to, calcium disodium and disodium EDTA, may be added to preservecolor or flavor.
11.6.1 Mayonnaise Ingredients
Each mayonnaise ingredient has a specific function to achieve the desired char-acteristics. Mayonnaise must have a pleasing and desirable flavor, consistency, andappearance that are acceptable to a majority of the consumers; they must resistseparation due to abuse and cool temperatures; and they must have extended keepingqualities or oxidative stability. The proportions of oil and egg are balanced to obtainbody, viscosity, and texture within the limitations of formulation, mixing procedures,and equipment. Salt, vinegar, and spices provide flavor; however, the emulsion typealso affects flavor perception. A tight emulsion masks flavors to provide a mildflavor sensation, whereas a loose emulsion will release the flavors quickly to empha-size tartness, sweetness, or saltiness with a different intensity.
© 2004 by CRC Press LLC

11.6.1.1 Salad Oil
Mayonnaise must contain 65% liquid oil to conform to the U.S. Standard ofIdentity; however, the producers use higher levels to obtain the desired consistency.Most mayonnaise is prepared with the oil content in the 75 to 82% range. Usually,the viscosity of the finished mayonnaise increases as the oil content is elevated. Oillevels of 80 to 84% make a thick, heavy-bodied mayonnaise that is preferred forfoodservice use because it does not soak into bread or soften and flow over salads.Oil levels in excess of 84% will overload the system to cause emulsion stabilityproblems.21
Because salad oil is the major ingredient, mayonnaise quality is heavily depen-dent upon the oil quality. The most commonly used salad oil is RBD soybean oil,which has the advantage of requiring the least amount of processing, and it is usuallythe most economical source oil even before processing. Other salad oils, includingwinterized cottonseed oil; dewaxed corn, safflower, and sunflower oils; RBD canolaoil; or partially hydrogenated and winterized soybean and canola oils, may be usedto produce mayonnaise. Oils high in saturated fatty acids or oils that solidify atrefrigerator temperatures are seldom used because they cause the emulsion to breakat refrigerator temperatures. Table 11.2 compares the quality parameters for the saladoils that are available for use in the United States. Each analytical result indicatesthe suitability of the salad oil for a particular effect on the finished mayonnaise:
• Lovibond red color — Salad oil colors are relatively light and do not impart anyappreciable color to mayonnaise; however, a dark-colored oil of 3.0 Lovibond redis acceptable, as a yellow color is desired in the finished product.
• Free fatty acid — High free fatty acid (FFA) levels are an indication of the processquality control. Well-deodorized oils have a FFA level of less than 0.05%, whichshould be maintained until the salad oil is either heat abused or catalyzed withmoisture or mineral acid. Salad oil use with a high FFA will effect a tighteremulsion because of a higher α-monoglyceride content.
Table 11.2 Quality Assessment Characteristics of Selected Salad Oils
Processing
Refined, Bleached,
and Deodorized
Refined, Bleached, Dewaxed, and
Deodorized
Refined, Bleached,
Hydrogenated, Winterized, and
DeodorizedOil Source Soybean Canola Corn Sunflower Cottonseed
Lovibond red color (max.) 1.5 1.5 3.0 1.5 3.0Free fatty acid (% max.) 0.05 0.05 0.05 0.05 0.05Peroxide value (meq/kg) 1.0 1.0 1.0 1.0 1.0Flavor Bland Bland Sl. corn Bland BlandIodine value 130 ± 5 118 ± 8 125 ± 3 135 ± 5 108 ± 8AOM stability (hour, min.) 8 18 18 11 15Cold test (hour, min.) 20 10 20 20 10
Note: AOM = active oxygen method; Sl. = slight.
© 2004 by CRC Press LLC

• Peroxide value — Oxidation is a major cause of poor oil flavors. Peroxide valueis one of the most widely used chemical tests for determining the quality of fatsand oils; it has a good correlation with organoleptic flavor evaluations. However,a peroxide determination does not provide a full and unqualified evaluation of oilquality because of the peroxide transitory nature and their breakdown to non-peroxide materials. Therefore, high peroxide values usually mean poor flavorratings, but a low peroxide value is not always an indication of a good flavor.
• Flavor — Organoleptic or taste evaluations will always be the final assessmentof oil quality. Flavor reversion is most prevalent with oils high in polyunsaturates,which describes all of the salad oils used for mayonnaise. Flavor testing of thesalad oils provides a preview of the oil flavor that the consumer will experiencewhen the produce is consumed and can identify off-flavors that the analyticalevaluations may not uncover.
• Iodine value — The iodine value is a simple and rapidly determined chemical constantthat measures the unsaturation of a fat or oil. The higher the iodine value the moreunsaturated the oil; therefore, it is an indicator of the oxidative stability of the salad oil.
• AOM stability — The oxidative stability of the salad oil will determine whetherthe mayonnaise will have an acceptable flavor for the desired shelf life. The activeoxygen method (AOM) is a measure of the oxidative stability of the salad oil. Thelonger that an oil can survive AOM abuse before reaching the 100 peroxideendpoint, the longer it will retain an acceptable flavor.
• Cold test — A salad oil must resist clouding at refrigerator temperatures to preventthe mayonnaise emulsion from breaking and allowing the oil to separate. Obvi-ously, longer cold-test results indicate that the emulsion stability of the finishedproduct will be maintained for a longer period than an oil with a low cold test.
• Saturates — Saturated fat is a mandatory component of the nutritional panel forfood products. This information is intended to help consumers decide how indi-vidual foods fit within a diet based on 2000 kilocalories/day. The saturate levelcan be monitored with fatty-acid composition evaluations.
• trans-Fatty acids — Most liquid oils should be trans-free, but high polyunsaturatedoils are particularly sensitive to trans isomerization during deodorization. Theisomerization is highest for linoleic and the lowest for oleic fatty acids.
11.6.1.2 Vinegar
When mayonnaise was made on the table by the host just before it was placedon the salad, keeping qualities were not important. Vinegar was used for its flavor.Today, the role of vinegar as a preservative to protect against microbial spoilage isas important in mayonnaise as the flavor it contributes. The tart flavor and preservingcharacteristics of vinegar are obtained from the acetic acid it contains. Distilledvinegar is usually available to dressing processors at 50- or 100-grain strength, witheach 10 grains being equal to 1% acetic acid. The higher strength vinegar may bediluted with water to attain the concentration or acetic acid equivalent desired.Distilled vinegars do not all have equivalent flavors. The flavor can vary amongproducers because of oxidation of the alcohol, and cider, malt, and wine vinegarshave unique flavors that are distinguishable in the finished mayonnaise. Vinegar mayalso contain high quantities of trace metals that can be detrimental to the oxidativestability of the oil in the finished mayonnaise.
© 2004 by CRC Press LLC

11.6.1.3 Eggs
One of the most important ingredients in mayonnaise is eggs. Egg yolk contrib-utes the surface-active agents, lecithin and cholesterol, and the egg protein aids inemulsification by forming a solid gel structure when coagulated by the acid com-ponent. Almost all mayonnaise manufacturers use frozen and salted egg yolks.18
Eggs also contribute to the flavor and color of the finished mayonnaise. Much ofthe creaminess and richness of mayonnaise is obtained from the combination of oiland eggs in the formulation.
11.6.1.4 Salt
In mayonnaise, salt enhances flavor, it is a preservative, and it stabilizes theemulsion. The amount of salt required for preservation will vary with the amountof moisture and egg yolk in the mayonnaise formulation. The usual range of salt is1.2 to 1.8%. In most cases, flavor will be the limiting factor of the amount of saltused; for the other functions, a greater danger exists with the use of too little saltrather than too much.
11.6.1.5 Sugar
Many hotel and restaurant chefs do not use sugar in their mayonnaise dressingsprepared fresh just prior to serving; however, most commercial mayonnaise containssugar to provide a slightly sweet flavor to balance the tart flavor from the vinegar.
11.6.1.6 Mustard
Mustard is probably the most important spice used in mayonnaise. Mustard hasbeen added to mayonnaise in flour or oil form. Some developers believe that mustardflour has emulsifying properties, but others dispute this theory. Mustard is usedchiefly for flavor, although mustard flour does add slightly to the color of themayonnaise.
11.6.1.7 Pepper
White pepper has been preferred over black pepper because of the black specksresulting from the dark spice. White pepper is added for flavor.
11.6.1.8 Paprika
Oleoresin paprika is added to mayonnaise principally for color. It has a charac-teristic hot or mild flavor and odor, depending upon the source. The mild productis usually used in mayonnaise and is effective for color addition, but the paprikaflavor is too mild to be noticeable at the levels used.
© 2004 by CRC Press LLC

11.6.2 Mayonnaise Processing
Most emulsions tend to form with the major ingredient in the continuous phaseand the minor ingredient in the dispersed phase. The mayonnaise emulsion is justthe opposite, which makes it a difficult emulsion to prepare. A mayonnaise emulsionbreaks when it reverses to the stable form where the oil becomes the continuousphase, and the aqueous phase is discontinuous although not dispersed.
Batch or continuous processing methods are used to produce mayonnaise. Theclassic batch system disperses the dry ingredients into beaten eggs along with halfof the vinegar/water mixture. Then, the oil and remaining vinegar/water mixture areadded simultaneously in separate streams. The oil addition should be completedslightly before the vinegar/water mixture. After all the ingredients are added, theemulsion is mixed 1 minute at low speed before filling.
Two-stage continuous mayonnaise production involves the preparation of a pre-mix somewhat like the batch preparation sequence. The premix may be prepared asa batch or with metering pumps, leading to an inline mixer or pre-emulsifier. Thepremix emulsion is then homogenized with a high-speed mixer or a colloid mill.Other continuous systems are one-stage systems utilizing different sequences toproduce smooth, stable emulsions.
The temperature of the oil and other materials during mixing influences the body,viscosity, and stability of the mayonnaise. If the salad oil and the other ingredientsare too warm when incorporated into the emulsion, the finished mayonnaise willhave a poorer stability and thinner consistency than those prepared with cool ingre-dients. The recommended ideal temperature varies from 40°F (4.4°C) to as high as70°F (21.1°C). Emulsion failures are almost assured with finished mayonnaisetemperatures above 75°F (23.9°C).1,19,21
11.7 SPOONABLE SALAD DRESSING
Spoonable salad dressing refers to a product that is similar in appearance tomayonnaise, is somewhat similar in taste, and is often confused with the more costlyproduct. Spoonable salad dressing was developed as a low-cost alternative for may-onnaise during the depression years. Salad dressing is tart and tangy, whereasmayonnaise is relatively bland with a more subtle flavor. Mayonnaise and saladdressing are used interchangeably on sandwiches, salads, and as a condiment forvarious foods. The spoonable salad dressing market is divided by flavor preferenceof one product over the other, which is usually not quality or cost related. U.S.government standards were defined for both salad dressing and mayonnaise in 1928to relieve the confusion caused by the lack of uniformity of the dressing products.The Standard of Identity was finally promulgated by the U.S. Food and DrugAdministration (FDA) and adopted in 1950.18,19 Salad dressing is defined as anemulsified semisolid food containing the following:20
© 2004 by CRC Press LLC

• Salad oil — At least 30% by weight of vegetable oil or a blend of oils; thevegetable oil may contain an optional crystal inhibitor, including, but not limitedto, oxystearin, lecithin, or polyglycerol esters of fatty acids.
• Starchy paste — A cooked or partially cooked starch paste prepared with a foodstarch, modified food starch, tapioca flour, wheat flour, rye flour, or any two ormore of these; water may be used to make the paste.
• Acidifying ingredient — One or both of the following: (1) Any vinegar, vine-gar/water mixture, or vinegar/citric or malic acid mixture, providing the weightof the citric acid is not more than 25% of the weight of the acetic acid in thevinegar (any blend of vinegars may be used and considered as vinegar); and (b)lemon or lime juices in any appropriate form which may be diluted with water.
• Egg-yolk-containing ingredient — One of more of the following in an amount tobe equivalent to at least 4% by weight of liquid egg yolks: liquid, frozen, or driedegg yolks; liquid, frozen, or dried whole eggs; or either, mixed with liquid orfrozen egg whites.
• Optional ingredients — Salad dressing may also contain salt; nutritive carbohy-drate sweeteners; monosodium glutamate; stabilizers and thickeners; and anyspice, except saffron or turmeric, or flavoring, provided egg-yolk color is notsimulated. Sequestrants, including, but not limited to, EDTA, may be added topreserve color and flavor.
• Protected atmosphere — Salad dressing may be mixed and packed in an atmo-sphere in which air is replaced in whole or in part by carbon dioxide or nitrogen.
Addition of a starch paste distinguishes salad dressing from mayonnaise; other-wise, most of the ingredients are common with the two spoonable dressings. Saladdressing may vary in oil content from the lower quality products of 30 to 35% oilto the higher quality dressings of 40 to 50% oil. Liquid oils for salad dressings areselected using the same criteria as for mayonnaise. Oil modifies the mouth feel ofthe starch paste, making it smoother and richer. Oil content is not the major sourceof viscosity and body in salad dressing. This function is controlled by the type andamount of starch used. Starch paste must be increased when egg and oil levels aredecreased, which also necessitates a change in the acidity and sugar content toprovide stability and flavor balance. Improvements in flavor, body, texture, andstability are achieved by increasing the oil content, because this change brings saladdressing closer to the characteristics of mayonnaise.
Preparation of the starch paste to be mixed with the egg and oil components isthe first step in the production of a salad dressing. This preparation is one of themost critical elements in the entire process. The ingredients in the starch-pastedformulation must be balanced for the correct relationship to produce the desiredsalad dressing. Fermentation is the most serious form of spoilage encountered withsalad dressings. Sufficient levels of vinegar, salt, and sugar are necessary to avoidfermentation of the salad dressing. The acetic acid level should be 0.90 to 0.928%to provide a pH below 4.0 to destroy Salmonella and Staphylococcus.18 The minimumamount of salt is 1.5% by weight. Excessive tartness resulting from the large amountof vinegar and saltiness from the salt are overcome to a degree through the use ofa high percentage of sweetener. It is not uncommon for a salad dressing to containthe equivalent of as much as 10% sugar. Salad dressing is more highly seasonedthan mayonnaise, and the choice of spice forms is more critical. Starch paste is
© 2004 by CRC Press LLC

affected by proteins from spices and egg whites, which act as emulsifiers whencoagulated by the acid in salad dressing. The proteins disperse with milling to modifythe starch texture to produce a drier, less pasty dressing.
The procedure used for cooking the starch paste also has a great deal to do withthe keeping quality of the finished salad dressing. The starch paste is frequently theproblem source when careful control of cooking, cooling, and handling are notobserved. Undercooking of the starch paste produces a thin unstable product withthe potential to ferment, whereas overcooking leads to a combination of varyingviscosity and instability. Many cooking and cooling procedures have been used,from batch steam-jacketed kettles and water-jacketed coolers to continuous cookingand cooling of the paste. Cooking temperature depends upon the equipment, amountof agitation, starch type, and whether or not sugar and vinegar are a part of the paste.One constant is that the paste must be rapidly cooled to 90°F (32.2°C). Preparationof the salad dressing after the starch has been produced is essentially the same asfor mayonnaise. The starch paste is blended with a modified mayonnaise base toproduce the finished spoonable salad dressing. Packaging and handling of the saladdressing are also the same as for mayonnaise.
11.8 POURABLE SALAD DRESSINGS
A huge variety of separating and emulsified pourable salad dressings are avail-able on grocery-store shelves and from foodservice distributors. This salad dressingcategory originally was introduced in limited flavors. French dressing was one ofthe very early varieties and has the distinction of being the only pourable saladdressing covered by a U.S. Standard of Identity. No other pourable salad dressingis limited by a standard, but all must still utilize ingredients recognized as safe bythe FDA. Most pourable salad dressings are formulated with relatively high vinegar,or acetic acid, and salt levels to prevent fermentation during distribution and use atambient temperature.
Pourable salad dressings are produced in two different finished product forms:separating and emulsified. Separating salad dressings have a separate oil phase abovean aqueous phase. In many cases, the two phases are prepared separately and filledinto the container as two separate products. These products must be shaken beforeuse and separate quickly after pouring. Some separating salad dressings use anemulsifier such as polysorbate 60 to help retain the shaken emulsion slightly longerto dispense a more uniform dressing. The most popular separating salad dressingvariety is the Italian flavor.
Emulsified or one-phase pourable salad dressings can be homogenized or blendedto maintain the creamy nonseparating consistency. Homogenization reduces the oildroplet size to produce the smooth, creamy dressing. Blended dressings are stabilizedand thickened with gums. Green Goddess dressing, the first homogenized salad dress-ing in the category, was introduced in 1964. Most of the single-phase pourable saladdressings are now emulsified by homogenization rather than relying on gums to provideand hold the emulsion together. Other homogenized pourable salad dressings nowinclude Ranch or Buttermilk, Creamy Italian, Caesar, and Russian, among others.
© 2004 by CRC Press LLC

11.8.1 French Dressing
French dressing is the only pourable dressing covered by a U.S. Standard ofIdentity. To be marketed as French dressing, the product must meet the requirementsof 21 CFR 169.115.20 French dressing is the separable liquid food dressing or theemulsified viscous fluid food dressing prepared from:
• Salad oil — Not less than 35% of vegetable oil; the salad oils may contain crystalinhibitors, including, but not limited to, oxystearin, lecithin, or polyglycerol esters.
• Acidifying ingredient — One of both of the following: (1) any vinegar, vine-gar/water mixture, or vinegar/citric or malic acid mixture, providing the weightof the citric acid is not more than 25% of the weight of the acetic acid in thevinegar (any blend of vinegars may be used and considered as vinegar); (2) lemonor lime juices in any appropriate form which may be diluted with water.
• Optional ingredients — French dressing may also contain salt, nutritive carbohy-drate sweeteners, spices or natural flavorings, monosodium glutamate, tomatopaste, tomato puree, catsup or sherry wine, eggs and ingredients derived fromeggs, additives that impart the traditionally expected color, stabilizers, and thick-eners. Sequestrants, including, but not limited to, calcium disodium EDTA ordisodium EDTA, may be used to preserve color and flavor. Calcium carbonate,sodium hexametaphosphate, without restriction, or dioctyl sodium sulfosuccinateat 0.5% of the thickener or stabilizer weight maximum may be added as solubi-lizing agents.
• Protected atmosphere — French dressing may be mixed and packed in an atmo-sphere in which air is replaced in whole or in part by carbon dioxide or nitrogen.
French dressings normally contain 55 to 65% salad oil, even though the standardrequires only 35%, to achieve the preferred mouth feel. The gums or stabilizers usedare more prominent at lower salad-oil levels, which can produce a slimy characterinstead of the creamy, pleasant mouth-feel experienced with higher oil levels.
11.9 HIGH-STABILITY OILS
Typically, liquid oils do not possess an oxidative stability capable of satisfyingthe shelf-life requirements of prepared foods; however, the primary characteristicsof a high-stability oil are liquidity at ambient temperatures and resistance to oxida-tion. Most vegetable oils that are liquid at room temperature generally contain highpolyunsaturated fatty-acid levels. Polyunsaturated fatty acids have low melting pointsfor liquidity but are also extremely susceptible to oxidation; therefore, most liquidoil applications are limited to products where extended shelf life is not a prerequisite.Two techniques have been developed to enhance the stability of liquid oils whileretaining functional and nutritional properties: (1) hydrogenation and fractionationto separate the stearin or hard fraction from the olein or soft fraction, which becomesthe high-stability oil; and (2) the use of plant-breeding techniques to produce liquidoils with low polyunsaturate and saturate levels but very high monounsaturated fatty-acid levels.22 Table 11.3 compares three commercially available high-stability oils
© 2004 by CRC Press LLC

produced by these techniques. All the oils have high-oleic fatty-acid contents withrelatively low saturated fatty acids, which provides high stability and liquidity.
11.9.1 Processed High-Stability Oils
Hydrogenation saturates the double bonds to convert linolenic (C-18:3) tolinoleic (C-18:2) and linoleic to oleic (C-18:1) fatty acid. Preferably, the reactioncould be stopped after converting all the polyunsaturated fatty acids to monounsat-urates; however, the hydrogenation process is not selective enough to target onlycertain double bonds to saturate. Therefore, while saturating the polyunsaturates,significant levels of stearic fatty acid with a high melting point are also produced.Increased higher melting stearic fractions produce an oil that is more oxidativelystable but is no longer a clear liquid at ambient temperatures. It is necessary tophysically remove the high-melting hard fractions to regain the liquidity desired forhigh-stability liquid oils. Fractionation techniques involve separation of the solidand liquid triglycerides on the basis of melting point differences. The olein fraction,containing a high level of oleic fatty acid, becomes the high-stability oil. Severalfractionation methods are practiced: (1) winterization, a form of dry fractionation;(2) detergent fractionation; and (3) solvent fractionation. A liquid oil fractionation
Table 11.3 High Stability Liquid Oils
Modification TechniqueProcessed Plant Breeding
Processing Refined, Bleached,
Hydrogenated, Winterized, and
Deodorized
Refined, Bleached, Hydrogenated,
Solvent Fractionated,
and DeodorizedRefined, Bleached,
and Deodorized
Oilseed SoybeanSoybean and Cottonseed Safflower Sunflower Canola
Fatty Acid composition, %Lauric C-12:0 1.0Myristic C-14:0 1.0 0.1Palmitic C-16:0 9.0 9.0 3.6 4.0 3.6Palmitoleic C-16:1 1.0 0.6Margaric C-17:0 0.3Stearic C-18:0 3.8 5.0 5.2 4.0 4.7Oleic C-18:1 63.0 78.0 81.5 80.0 85.7Linoleic C-18:2 22.0 5.0 7.3 9.0 2.1Linolenic C-18:3 1.0 trace 0.1 trace 0.1Arachidic C-20:0 0.4 0.5 0.7Gadoleic C-20:1 1.7Behenic C-22:0 0.3 1.0 0.3Erucic C-22:1 0.2
Oxidative stability rating*
3.5 0.6 1.7 1.9 1.2
Iodine value 92± 78± 82± 85± 78±
* 1 = Best; 10 = poorest (see Chapter 4, Table 4.2).
© 2004 by CRC Press LLC

benefit is that the naturally occurring antioxidants, tocopherols, are concentrated inthe olein or liquid fractions to further improve oxidation protection.
11.9.2 Plant Breeding
Genetic engineering is a powerful tool that has the potential to create novel oilcompositions. High-stability oils have been developed with this technology for mostof the oilseed varieties; high-oleic sunflower and safflower are commercially ami-able. Table 11.3 compares the characteristics of processed and genetically modified,high-stability oils. All of these oils have low saturate levels. These oils resembleolive oil more than most U.S. domestic vegetable oils; the high oleic content producesa high viscosity. The genetic engineering technology is an alternative to hydroge-nation or fractionation processing with the advantage of having a low saturate, highmonounsaturate, and low trans-fatty-acid content.
11.9.3 High-Stability Oil Applications
High-stability oils, produced with either technology, can be used wherever liquid-ity and oxidative stability influence the quality or handling conditions of the finishedproduct. Functions of monounsaturated oils include the following:
• Frying oils — A high proportion of monounsaturates increases frying stability bylimiting the opportunities for oxidation and polymerization. High-stability oilshave exhibited frying stability results close to those of the selectively hydrogenatedheavy-duty frying shortenings.
• Protective barrier or spray oil — When applied to the surface of food products,high-stability oils protect the product from moisture and oxygen invasion, preventclumping, and impart a glossy appearance. Specific applications include raisinsand other fruits, breakfast cereals, nutmeats, snacks, croutons, bread crumbs,crackers, spices, and seasonings.
• Product carriers — Color, spices, flavors, and other additives may be blended inthe high-stability oils to preserve the flavor, color, or activity during extendedstorage without fear of off-flavor development or fluidity loss.
• Pan release agents — Both aerosol and brushed lubricants for baking pans,confectionery, and other food products benefit from the liquidity and oxidativestability of high-stability oils.
• Food-grade lubricant — High-stability oils are an alternative to mineral oil forlubrication of equipment that may come into contact with food products.
• Compatibility — High-stability oils are compatible with all types of fats and oilsbecause crystal type is not a concern; liquid oils do not have a crystal structure.
REFERENCES
1. Mattil, K.F., Cooking and salad oils and salad dressings, in Bailey’s Industrial Oiland Fat Products, 3rd ed., Swern, D., Ed., Interscience, New York, 1964, pp. 249–263.
2. Neumunz, G.M., Old and new in winterizing, JAOCS, 55, 396A–398A, 1978.
© 2004 by CRC Press LLC

3. Weiss, T.J., Salad oil manufacture and control, JAOCS, 44, 146A–148A, 1967. 4. Krishmaurthy, R.G. and Witte, V.C., Cooking oils, salad oils, and oil based dressings,
in Bailey’s Industrial Oil and Fat Products, 5th ed., Vol. 3, Hui, Y.H., Ed., Wiley-Interscience, New York, 1996, p. 195.
5. USDA, Fats and Oils Situation, U.S. Department of Agriculture, Economic ResearchService, Washington, D.C., 1977.
6. USDA, Fats and Oils Situation, U.S. Department of Agriculture, Economic ResearchService, Washington, D.C., 1981.
7. USDA, Oil Crops Situation and Outlook Yearbook, U.S. Department of Agriculture,Economic Research Service, Washington, D.C., 2002.
8. USDA, Fats and Oils Situation and Outlook Yearbook, U.S. Department of Agricul-ture, Economic Research Service, Washington, D.C., 2002.
9. Erickson, D.R., Soybean oil: update on number one, JAOCS, 60, 356, 1983. 10. Gupta, M.K., Cottonseed Oil for Frying: Benefits and Challenges, paper presented
at 42nd Oilseed Processing Clinic, New Orleans, LA, March 8–9, 1993, p. 19. 11. Haumann, B.F., Mediterranean product consumed worldwide, INFORM, 7, 890–903,
1996. 12. Kimbrell, W. and Maki, D.A., Moving to Mediterranean, Food R&D, 2(2),1–6, 1995. 13. Anon., P & G test markets a blended Crisco oil, INFORM, 2, 373, 1991. 14. Leo, D.A., Packaging of fats and oils, in Bailey’s Industrial Oil and Fat Products,
Applewhite, T.H., Ed., John Wiley & Sons, New York, 1985, pp. 313–315. 15. Mounts, T.L., Using nitrogen to stabilize soybean oil, INFORM, 4, 1377, 1993. 16. Warner, K. and Mounts, T.L., Flavor and oxidative stability of hydrogenated and
unhydrogenated soybean oils, efficacy of plastic packaging, JAOCS, 61, 549, 1984. 17. Weiss, T.J., Household shortenings, in Food Oils and Their Uses, 2nd ed., AVI
Publishing, Westport, CN, 1983, p. 184. 18. Moustafa, A., Salad oil mayonnaise, and salad dressing, in Practical Handbook of
Soybean Processing and Utilization, Erickson, D.R., Ed., AOCS Press, Champaign,IL, and United Soybean Board, St. Louis, MO, 1995, pp. 314–338.
19. Finberg, A.J., Advanced techniques for making mayonnaise and salad dressing, FoodEng., 27(2), 83–91, 1991.
20. 21 CFR 169.115, 21 CFR 169.140, and 21 CFR 169.150, U.S. Standards of Identity,Federal Register, April 1, 1990.
21. Weiss, T.J., Mayonnaise and salad dressing, in Food Oils and Their Uses, 2nd ed.,AVI Publishing, Westport, CN, 1983, pp. 211–246.
22. Miller, K.L., High-stability oils, Cereal Foods World, 38, 478–482, 1993.
© 2004 by CRC Press LLC

CHAPTER 12
Quality Management
12.1 INTRODUCTION
Fats and oils processing involves a series of processes in which both physicaland chemical changes are made to the raw material. The beginning ingredients —edible vegetable oils and rendered animal fats — are natural products with variablecharacteristics contributed by nature. Control of these processes requires consider-ation of the problems associated with: (1) properties of the raw materials, (2) large-scale material handling, (3) characteristics of each process or operation, (4) internaland external measurement methods and variability, and (5) identification of customerwants and needs. Control of these processes at satisfactory economic levels requiresa quality staff and a system to maintain and improve quality.1
Effective quality control of edible fats and oils at attractive economic levelsrequires the cooperative activities of all concerned, including technical service,product development, quality assurance, sales, plant operations, and quality control.The basic quality functions for each of these areas include:
• Technical service interfaces with customers and product development to identifythe product attributes necessary to provide the required functionality before thesale and to lead to resolution of quality complaints after the sale.
• Product development responsibilities are twofold: (1) develop products that canbe produced consistently and most economically by plant operations to providethe required functionality identified by technical service, and (2) identify newproducts or processes that are functionally or economically superior to competitiveproducts.
• Quality assurance is responsible for developing and implementing an integratedsequence of special controls for materials, processes, and products based on thequality aspects of customer requirements, product design, and manufacturingprocess requirements to ensure timely shipment of products with the proper qualityat a minimum cost.
• Sales interfaces with the customers on a routine bases and is usually the first tobe aware of a new requirement or product deficiency; therefore, sales has the
© 2004 by CRC Press LLC

responsibility for involving the quality support areas necessary to satisfy customerneeds.
• Plant operations has the responsibility to produce and deliver products that con-sistently satisfy customer needs most economically.
• Quality control is the manufacturing activity responsible for implementing inte-grated sequences of assessments of materials, processes, and products based oncustomer requirements, design specifications, and manufacturing process require-ments to ensure timely shipment of quality product at a minimum cost.
Quality management systems are networks of related procedures and practicesdesigned to deliver a quality product to every customer. Quality management beginswhen customer requirements are determined and continues through product design,sales, manufacturing, product costing, delivery, and service for customers after thesale. A successful new product introduction followed by continued quality produc-tion requires the cooperation of many individuals from all parts of the organization.All of the individual actions must dovetail with each other to produce products thatmeet or exceed a customer’s requirements. Each process furnishes a supportingfunction that must be designed to operate in proper relation to the other processesto produce a functional quality product. Carefully planned and tested procedures area prerequisite for ensuring that the proper actions are performed in the time framenecessary to achieve and maintain customer satisfaction. Operating standards is adescriptive term for the network of procedures required to produce quality products.The operating standards are written instructions for each area to follow to ensureproduction of a quality product that meets the customer’s wants and needs.
12.2 OPERATING STANDARDS
Operating standards should fulfill the first requisite of good-qualitymanagement — that all operations performed and the quality requirements expectedfor each operation should be clearly defined and successfully communicated to alllevels of management and operating personnel. Control is the main objective of theoperating standards, but these standards also serve other purposes as well: (1) as abasis for product costing; (2) as a continuous record of products and process improve-ments; (3) as a record of changes with specific reasons for the changes; and (4) asthe basis for product and process audits, among others. Operating standards mustcover all of the operational, technical, quality, and special requirements necessaryto produce the desired product in the simplest, but most complete, format possible.Organization into three separate sections most successfully meet these criteria: (1)specifications, (2) procedures, and (3) methods.
12.3 SPECIFICATIONS
Specifications are integrated sequences of specific controls for materials, pro-cesses, and products based on quality aspects of customer requirements, design
© 2004 by CRC Press LLC

performance, and manufacturing process capabilities to ensure timely shipment ofquality products at the lowest cost. Specifications provide specific guidelines for(1) the purchase of raw materials, processing aids, ingredients, and packaging sup-plies; (2) the processing of intermediates; and (3) the formulation of the finishedproduct. The finished product then becomes an ingredient or raw material for foodprocessors, who develop their own specifications. Thus, specifications define theperformance and test requirements that must be demonstrated to confirm functionalcompliance with a customer’s requirements.
Properly designed specifications require logical thinking and program planningto produce simple, explicit, easily understood, complete instructions. The purposeof the specifications is to define what is needed for a large cross-section of peoplewho have to buy, supply, receive, process, package, evaluate, store, ship, and usethe products. Each specification should define the characteristics of the product tothe extent that possession of the document alone is sufficient to identify what isneeded. Five different types of specifications are required for a rational system ofcontrols for the complex processing of edible fats and oils into functional ingredientsfor prepared foods: ingredient, package, product, customer instructions, and sum-mary specifications.
12.3.1 Specifications Format
Each specification should be identified with the name of the company issuingthe specification, the date, and the common or usual name of the ingredient, package,or product. Most concerns have also adopted a specification numbering system tobetter identify individual products for the user personnel and computer systemsutilized. This and the other useful information, common to all specifications, shouldbe presented utilizing a uniform format. Uniform presentation is best controlled bythe adoption of a form that can be adapted for all of the specification types. Presen-tation of this information should appear to be professionally designed to help conveyits importance and official status to internal and external users of the documents.
Figure 12.1 presents an efficient specification form that can effectively servepurchase and product specifications, as well as other types beneficial to the qualitymanagement effort. This form has three sections, two of which require informationcommon to all specifications. The other section is the body of the specification,where the definitions, formulations, quality requirements, and other characteristicsthat change with the product are presented in a logical sequence for each specificationtype. The content of the common sections is outlined below with reference to theblocks within each section indicated on Figure 12.1:
(A) Product description — The product description defines the product with thecommon or usual name of the ingredient, internal product description, or packagedescription. An indication of use of the material can also be included in thisdescriptive block, as well as other information that could help identify the product.
(B) Numerical identification — The specification number is a permanent number forthe identified product. Each time a product change of any magnitude is made, anew issue number must be assigned, but the specification number remains constant.
© 2004 by CRC Press LLC

The identity relationship between the product and the specification number cannotbe changed unless the product is eliminated; then, after 1 year of inactivity, thespecification number can be reactivated for another product. Even at this point,however, the next issue number for this specification should be assigned when itis reassigned. This time factor should allow all of the systems to be purged of thisspecification number and product relationship during this time period.
(C) Effective date — The effective date indicates to the operations and cost depart-ments when this specification replaces any previous issues or the first date that itcan be produced.
(D) Superseded information — The superseded specification number, issue number, andeffective date document the time of manufacture of the previous product for infor-mation purposes, which might be needed for a problem or complaint that occurs.
(E) Distribution — This block identifies the copy distribution as determined for eachindividual specification. Distribution should be identified by job functions at
Figure 12.1 Universal specification format.
COMPANY NAMEAND LOGO SPECIFICATION
PRODUCT, MATERIAL OROPERATION
DISTRIBUTION REASON FOR CHANGE
ORIGINATOR
DATE DATE
CUSTODIAN
(A)
(E)
EFFECTIVE DATE
(C)
(D)
(F)
(G) (I)
(H) (J)
(B)
(B)SPEC NUMBER
SUPERSEDES: ISSUE
SPEC. NO. DATE
ISSUE NUMBER
© 2004 by CRC Press LLC

specific locations, rather than using personal names, to ensure that all the necessaryfunctions and locations are covered. A letter and number code for the distributionlist saves space on the specification sheet; for example,
Letters indicate the location:G = general officeS = a plant locationJ = another plant location
Numbers indicate the job function: 1 = Plant manager2 = Plant quality-control manager3 = Plant quality-control laboratory4 = Plant-processing manager
10 = Operations vice president11 = Cost-accounting manager12 = Quality-assurance manager14 = Research and development (R&D) vice president
(F) Reason for change — The reason for change requirement helps alert users to specificchanges and the reason for each change. This section lists all the changes in oneplace for the user, rather than requiring them to study the entire document to identifythem. A further aid to identifying changes for personnel utilizing the specificationis a “c” indicator in the right-hand margin in line with the actual change.
(G) Originator — The signature of the originator, usually the author, indicates that theprinted specification meets the requirements of the customer or product functionality.
(H) Originator date — This block is completed by the originator to show when thedocument was signed.
(I) Custodian — It is essential that only one custodian authorize all specifications orat least all of a single type of specification to minimize the risk that specificationspublished by multiple custodians could be different, causing confusion to the users.The custodian’s signature also confirms that the requirements have been evaluatedto confirm that operations should be able to comply with them.
(J) Custodian date — The custodian dates his or her signature to show when thedocument was signed.
12.3.2 Ingredient Specifications
Ingredient specifications are exacting standards required of the ingredients,including all quality characteristics, composition, legal, and other requirements thatmight affect the end use of the product. Active and prospective suppliers are providedcopies of the purchase specifications and all revisions. These specifications are thebasis for communication between the supplier and the fats and oils processors andfulfill several requirements for both parties:
• Provide a description of the user’s needs• Serve as a basis for the ingredient costs• Serve as a legal and technical basis for the purchase contract• Document the user’s standard for ingredient acceptability
The ingredient specification must be a composite of the user’s needs and thesupplier’s ability to produce. It should define the ingredient in performance terms
© 2004 by CRC Press LLC

rather than how it should be produced. Ingredient manufacturers have more knowl-edge and experience making their product than does the user; therefore, the ingre-dient user should describe the requirements and let the manufacturer determine thebest procedure to meet them.
Proper preparation of ingredient-purchasing specifications requires considerationof several general factors regarding the manner in which to describe the productrequirements. First, the objectives that the ingredient is expected to fulfill must bedetermined followed by the parameters that best describe them. The parameters mustbe controllable and measurable; it is self-defeating to specify factors that cannot bemeasured or controlled. Whenever possible, the test methods should be standardprocedures accepted by the industry producing the ingredient; however, specialevaluations or improved procedures that provide more accurate or timely results thanthe standard procedures should also be included.
The allowable variation for each specific limit must be determined, recognizingthat variation exists for almost all analytical and performance evaluations. Ingredient-specification authors tend to allow only minimal tolerances; however, unnecessarilytight specification limits are usually self-defeating. A tight limit has no merit if itonly reduces the ingredient availability or increases the cost. The allowed tolerancesshould be as wide as possible to perform satisfactorily, but they should not be sobroad that the specification is ineffective.
The relative importance of the different parameters must be identified. Some aremore critical to the acceptability of the ingredient and require a narrower range ofacceptability. Others may be of only minor importance and do not require as muchattention. One method of conveying the importance of the requirements is to separatethem into categories of critical, major, and minor.
The ingredient supplier should have the latitude to use the best procedure toproduce the product; however, the complete composition must be known and specified.In most cases, the ingredient becomes a part of the user’s finished product requiringlabeling, identification of potential hazards, or some other regulatory requirement.
All ingredient specifications should be as complete as possible. Although refer-ences to other sources of more detailed information such as analytical methods,government of industry standards, and religious requirements may be necessary,every ingredient specification should be as complete as possible to avoid the needto refer to other information sources for understanding.2
Numerous resources are available for preparing the ingredient specification. Mosttimes, the best source for ingredient information is the manufacturers, who usuallyhave detailed product profiles of their products. These usually include productspecifications or typical analyses, which may or may not be acceptable as a completeingredient-purchase specification. Other resources include the Food Chemical Codexand the Code of Federal Regulations. The Codex lists specifications for many foodadditives, and the Code of Federal Regulations is the source of the Standards ofIdentity for many foods and the standards for grades of many agricultural materials.Also, many trade organizations have developed standards for their products, andnumerous technical societies have developed standard analytical methods for usewith their product types (e.g., American Oil Chemists’ Society, American Associa-tion of Cereal Chemists, Association of Analytical Chemists). These methods are
© 2004 by CRC Press LLC

an important part of the ingredient specification. Additionally, reference books andpublications on food products should not be overlooked as resources. Anothervaluable information source for preparing similar new ingredient specifications arethe specifications already in existence.3
12.3.2.1 Ingredient Specifications Format
A uniform format can be followed for all of the ingredient specifications usingthe form illustrated in Figure 12.1. The body section for all ingredient specificationsshould provide the following information:3
1. Regulatory statement — The first item on the specification sheet should be ageneral statement requiring compliance with current regulations of the appropriategoverning agencies.
2. Definition — The definition is a description of the ingredient, defining the product,physical form, and composition. It is desirable to specify that the ingredient mustmeet the requirements of a specific standard, such as a particular U.S. grade, ora standard from the Food Chemicals Codex, and whether it is to be of vegetableor animal origin, whether it is to be natural or artificial, whether there are anyreligious authorization requirements, etc. In many cases, the processing may beimportant; for example, whether it should be hydrated, pasteurized, dried, ortreated in some specific manner. Some materials may be designated by function;for example, an additive may be specified as an antifoamer, antioxidant, flavor,colorant, enrichment, etc.
3. Formula — If the ingredient is to be prepared by a specific quantitative formula,this should be outlined on the specification. This should be done only if the ingredientperformance depends upon a specific composition or preparation procedure.
4. Chemical and physical evaluations — This section is the heart of the ingredientspecification. Chemical requirements include such parameters as moisture, acidity,heavy metals, pesticide residue, preservatives, emulsifier level, etc. Physical char-acteristics include color, flavor, melting point, viscosity, stability, foreign material,and performance requirements. The evaluation methods should always be specifiedwith the expected results and allowed tolerances.
5. Microbiological testing — All ingredients susceptible to the growth of harmfulorganisms should require certification of acceptable microbiological test resultsto ensure the receipt of safe, legal, uniform products.
6. Manufacturing conditions — This section should include necessary proceduresthat are more unusual than those that are standard methods of operation. Thesemay be important because, in many cases, the procedure are related to attributesthat are difficult to measure upon receipt of the ingredient.
7. Packaging — Generally, as a minimum the ingredient specification should includethe type of container in which the product is packed, the net weight, and theidentification information. The identification should include the name of the prod-uct, the producer, and the lot number for packaging-date identification at the veryleast. Many other details may be included in the packaging section, such as:• Composition of the packaging material, strength, weight, thickness, etc.• Unitizing, number per pallet, stretch wrapping, etc.• Permitted usage of glass, straps, clips, staples, wires, etc.• Specifications for bulk container sizes, sealing requirements for protection,
cleanliness, etc.
© 2004 by CRC Press LLC

8. Handling and shipping — Any special handling or shipping requirements shouldbe identified on the ingredient specification, or a referral should be made to anotherreference specification if they are lengthy and the requirements apply to manydifferent products. These special instructions could include fumigation requirements;protection from heat, cold, or freezing; or the need for a certain arrival temperature.
9. Approved suppliers — This section should be completed and updated when a newsupplier is approved or an old supplier is deleted for one reason or another. Thislisting keeps operations informed of the approved suppliers to contact in the caseof a serious problem when purchasing and quality assurance personnel are unavail-able. Normally, this section is deleted before the specification is given to newprospective suppliers.
12.3.3 Packaging Specifications
Packaging requirements must be considered as carefully and as thoroughly asany other component of the finished product. Packaging selection is predicated oncustom, product protection, end-use application, economics, and customer require-ments. The packaging of edible fats and oils materially affects the quality and costof the finished products. In fact, packaging materials and the attendant labor expenserepresent the second most significant portion of product cost, after raw materials.Quality-wise, product that has been meticulously processed to obtain optimumperformance can be protected or lost by the selection of the packaging material.4
The packaging specification, like ingredient specifications, must be a compositeof the user’s needs and the supplier’s ability to produce the product. The specificationshould define the package in composition and performance terms, rather thandescribing how it should be fabricated. The package supplier should be allowed todetermine the best procedure to meet the packaging requirements.
Preparation of packaging specifications requires the consideration of severalgeneral factors regarding the product package:
• Expectations for the packaging material• Parameters that best describe the packaging and which are controllable and mea-
surable• Allowable package variation that will perform satisfactorily on the designated
packaging equipment• Coordination of the packaging components to produce a complete package. Many
of the product packages for edible fats and oils require more than one componentto fit together. For example, the packaging bill of materials for a soft margarinecould include: (1) a plastic tub, (2) a plastic lid, (3) a printed fiberboard sleeve,(4) a printed shipping case, and (5) fiberboard case pads. All these componentsmust fit together snugly for product protection but also easily for high-speedpackaging. These requirements require consideration of the allowed specificationtolerances for all the components to ensure trouble-free performance.
• Satisfaction of the applicable regulatory agency requirements for net weight,product protection, food-grade materials, and construction utilization, plus anyother regulations that may apply.
The functional design of a package can be formulated internally, by an outsidedesigner, or by the supplier. Final decisions regarding the container must consider
© 2004 by CRC Press LLC

the anticipated environmental conditions to which the container will be subjectedunder both normal and extreme conditions. The packaging specifications should relyupon the designers and the identified or expected customer requirements for deter-mination of the critical, major, and minor requirements.
12.3.3.1 Packaging Specifications Format
Uniformity of presentation is as important for packaging specifications as anyof the other specification types. The form illustrated in Figure 12.1 can be easilyadapted for packaging, with the main section identifying all the requirements foreach package component. The package specifications should be presented in auniform format for clarity and for rapid location of the individual requirements. Thesuggested contents for the information section of a packaging specification include:
1. Regulatory statement — Like the ingredient specifications, those for packagingare purchase specifications that should always include a general statement requir-ing compliance with current regulations of the appropriate governing agencies.
2. Definition — A description of the package component, defining the container part,form, construction, materials used, fittings, intended use, style, and any otherpertinent information to better define the packaging, is required. It is desirable tospecify that the container meet the requirements of any existing container stan-dards, regulations, or recognized descriptor terms.
3. Composition — Many different materials are used to package edible fats and oilsfinished products. The traditional containers are constructed of metal, glass, plas-tic, corrugated, and fiber-wound composite materials with many different coatings,liners, finishes, tints, and other protective products.
4. Size — Information about the size of the container can include capacity, dimen-sions, volume, thickness, and any other measurements that specifically identifythe container. The allowed tolerances for these measurements must be identified.
5. Coatings — Coatings might be applied to an exterior or interior surface to reducefriction, to protect the product, or to complete the package.
6. Tare weight — The weight of the container should be as uniform as possible forweight control and for determining the gross weight of the finished product fortransportation information.
7. Quality standards — Application testing of packaging materials can includeconfirmations of the composition, container size, protective coatings, tare weights,or other evaluations such as compression testing, bursting strength, resistance totemperature changes or abuse, stress tests, plus any specific testing for a particularattribute. All test requirements should be identified with the allowed tolerancesand communicated to the suppliers through copies of the current specifications.
8. Printing requirements — Many containers are preprinted with all or a portion ofthe label of the product. Current governmental regulations for the label of a specificproduct must be transmitted to the supplier for compliance. Any changes in theproduct or the label requirements should initiate a change in the specification toupdate these instructions.
9. Handling and shipping — This section gives the supplier information regardingthe desired packaging of the packaging materials. For example, instructions forpallets of empty salad oil bottles might be as follows: The cases of empty bottlesare to be shipped with the cases right-side-up except for the top layer of cases on
© 2004 by CRC Press LLC

the pallets. The cases on the top pallet layer are to be inverted with the top caseflaps folded in a normal closure position but not glued. The pallet load is to beeither strapped or string tied.
10. Approved suppliers — This section should be completed and updated when a newsupplier is approved or an old supplier is deleted for any reason. This listing keepsoperations informed of the approved suppliers to contact in the case of a seriousproblem when purchasing and quality assurance personnel are unavailable. Normally,this section is deleted before the specification is given to new prospective suppliers.
12.3.4 Product Specifications
These standards provide the criteria for judging the suitability of a product forits intended use. Product specifications are detailed descriptions of the composition,process conditions, and quality requirements, and they provide special instructionsfor each product. The preferred product specifications for fats and oils treat theproduct from each process as a finished product and are designated here as theprocess control system. The purpose of the process control system is to identifyproduct defects where and when they occur, so corrective action can be takenimmediately at the point in the process when changes can be made most effectivelywith a minimum of reprocessing, lost time, and product. A requirement of the processcontrol system is that each product must satisfy all the specified limits beforetransferring to the next process. The control points established for each process mustbe preventive, must involve all functions, and must be practical to be understandableand enforceable.
Quality must be created during product design, identified by specification, andbuilt into the product during production. A quality product can be produced onlywhen process capabilities and product tolerances are compatible with each other andwith the product functional requirements. Coordinated quality programs provideproduct production data to the quality assurance and product development groupsso the product design is consistent with current production capabilities.
The formulation of each product will vary, depending on the product performancerequirements; not only is the composition dictated by the desired performance, butalso the allowed tolerances of the components. Normally, fats and oils products arecomposed of two or more basestocks blended together to meet the finished productrequirements. The allowed tolerances for the various components are critical to thedegree of acceptability. Many times, the analytical characteristics of fats and oilsproducts can be met by several different compositions; however, only the productcomplying with the design composition will perform properly. Therefore, it is impor-tant to carefully review the components and the tolerances specified to determinethat the specification does not allow a substandard product.
The evaluations that occur during processing of the product must be carefullyconsidered to achieve the best product and process control. Adequate control of eachproduct at each stage of processing must be determined by the specification origi-nator and confirmed by the custodian. The considerations required for adequatecontrol are identified in the following checklist:
© 2004 by CRC Press LLC

1. Characteristics to measure — Identify the attributes that separate this productfrom others.
2. Measurement methods, equipment, or instrumentation — Determine the analyticaland performance evaluations that measure the product attributes reliably and in atimely manner. All evaluations must be completed in time for necessary correctiveaction to be taken in case of adverse findings.
3. Performance standards required — Variability is assured in every process fromtwo sources: (1) inherent process variability, and (2) test method and equipmentvariability. Therefore, the prerequisites for realistic product specifications prepa-rations are:• Consideration of the accuracy of the test methods employed; the product
tolerances specified can be no better than the established variation for themeasurement results.
• Determination of the tolerances required by the process equipment to beutilized; products that require tighter tolerances than the capacity of the processcannot be produced routinely. Delivering products within the tighter limitswould require a sorting process with a predictable failure rate. An alternativeconsideration would be to upgrade the process or equipment to produce thedesired quality product with maintenance, training, better control, new equip-ment, or a process change.
4. Control points — Control measurement should be exercised at several pointsduring each process; usually evaluations are conducted during processing to deter-mine that the process is in control, and analysis of the finished product for eachprocess confirms that it has remained in control.
12.3.4.1 Product Specifications Format
The form illustrated in Figure 12.1 is also applicable to product specifications,with the body section identifying all the requirements for each individual productand process. The product requirements should follow a uniform presentation in theidentification section for clarity and to facilitate quick location of individual require-ments. The contents of the information section for a product specification arereviewed, in order of presentation, below:
1. Formula — This section specifies the components of the product by both commonname and specification number, as well as the target percentage and allowedtolerances.
2. Processing — The process is identified and all specific conditions are specifiedthat are required to produce the desired product. For example, a hydrogenationprocess specification would identify the conditions for pressure, temperature, andcatalyst type and concentration.
3. Additives — Many products benefit from fat and nonfat additives. In most cases,the addition levels are minute, but the performance differences are substantial.Additive examples are antioxidants, antifoamers, colorants, emulsifiers, flavors,antisticking agents, crystal inhibitors, and chelating agents.
4. Quality standards — The physical, analytical, and performance requirements arelisted in this section, which also indicates the required control point for eachevaluation and specifies the target result with the allowed tolerance. It is notnecessary to perform all of the analyses at each process control point, as can be
© 2004 by CRC Press LLC

indicated with an “X” to denote that the evaluation need not be performed at thispoint.
5. Special instructions — Some products require slightly different handling, or thecustomer may have some specific requirements that must be satisfied to adequatelymeet their needs. These instructions should be presented in this section, or adirective should indicate the location of more detailed instructions.
6. Notes — This section is reserved for notes to explain in more detail any entry inthe specification. These notes might clarify the addition point or sequence for anadditive, show that two additives should be mixed together, indicate a potentialproblem, advise an allowed substitution, or generally provide more detail whenneeded.
12.3.5 Customer Instruction Specifications
Edible fats and oils are ingredients for the preparation of other food products,whether the consumer is a large food processor, a restaurant, or a homemaker. Manycustomers have specific requirements for code dating, reporting of analytical char-acteristics, preshipment samples, packaging instructions, delivery temperatures, etc.that are different from standard practice. These instructions, in most cases, arecustomer specific and too lengthy to incorporate into the product specification orlist on each individual order and too important to rely on general correspondenceto convey the requirements. Creation of a separate specification type for theseinstructions helps to convey their importance and provides a perpetual reference toolthat can be easily updated when the customer requirements change.
12.3.5.1 Format of Customer Instruction Specifications
The specification form illustrated in Figure 12.1 is adaptable to customer instruc-tions with some revisions in the information section and, of course, the body orinformational section. Numerical identification of the customer instruction specifi-cation should be replaced with the customer’s name, and the specific requirementsare listed in the body or informational section. The requirements must be presentedin a logical manner, as predetermined contents for all customers would be awkwardand lengthy. Figure 12.2 presents a hypothetical customer instruction specification.
12.3.6 Summary Specifications
Summary specifications are useful tools for several different purposes but theybasically serve two functions, either to combine specific information from manyindividual specifications or to provide supplemental information for individual spec-ifications. A listing of the potential summary specification titles probably describesthe objectives of this type of specification better than a lengthy discussion. Someselected typical summary specification titles are:
• Summary of basestock limits and controls• Shortening plasticization conditions• Margarine manufacturing conditions
© 2004 by CRC Press LLC

• Flaking conditions• Packaged product tempering and storage requirements• Label instructions for stenciled packages• Packaged product target weights• Product ingredient statements
The summary specifications are time-saving devices for operations and provideuseful composite information for other users, such as process and product develop-ment, cost accounting, transportation, and sales. In many cases, these specificationsprovide all the information necessary, eliminating the need for a complete set ofspecifications for every user. These specifications also provide convenient compar-isons of products. Sometimes, development of similar products can result in radicallydifferent requirements. The summary specifications help identify such occurrencesbefore the newly developed product specification is issued.
Figure 12.2 Customer instructions specification format.
© 2004 by CRC Press LLC

Constant monitoring of the summary specifications is required to keep the infor-mation current. Every new or revised product specification may also require a changein one or more of these specifications; however, a change in regulations or anotherattribute that affects most of the product specifications might be handled by a changein the summary specification, rather than by changing all of the individual specifications.
12.3.6.1 Summary Specifications Format
The format utilized for these composite specifications would follow the sameguidelines as the customer instruction specifications. It would be more practical,however, to use specification numbers rather than the names of the summaries only;otherwise, the customer instruction specifications shown in Figure 12.2 should serveas an example for the summary specifications. As with customer instructions, no setstyle for the information section is practical. The summarized information shouldbe presented in a logical format, varied for each individual specification as theinformation dictates.
12.4 PROCEDURES
Every company applies its own particular personality and individuality to itsapproach to business. Policy, determined by top management, establishes the broadprincipals that guide a company’s actions. The various departments within thecompany must develop plans and specific procedures for execution of the policy asit affects their areas of responsibility. Thus, the quality assurance department musttailor its procedures to fit the company policy or mission statement. Many personsin all parts of the organization must make decisions and take actions that directlyaffect product quality. All of these individual actions must dovetail with each otheras to purpose and timing to meet the company’s quality goals. Such dovetailing isaccomplished by following carefully planned procedures. The purpose of the pro-cedures is to guide the actions of the company as related to quality managementactivities.
The quality program must fit the current policy yet be flexible, should haveprovisions for recognizing when a change is needed, and should execute suchchanges on a timely basis. Quality procedures must have provisions for revisionscaused by changes in the system, obsolescence, and knowledge gained by use andexperience that may be incorporated into the individual procedures. The individualprocedures should be reviewed annually, if warranted, to ensure the success of theprogram. Initiation of a system does not automatically guarantee compliance to theprocedures; therefore, periodic audits of the procedures should be conducted todetermine: (1) if the procedure is functioning as it was designed, and (2) if theprocedure is still conceptually adequate.
Procedures establish the method of execution of a function, operation, or aprocess to meet the identified objectives. Quality assurance has the responsibility ofensuring that the quality objectives and goals have been clearly and adequately
© 2004 by CRC Press LLC

defined for the entire organization, with special emphasis on product performance,protection, and legality.
12.4.1 Procedures Format
A uniform format should be utilized for procedures that can be easily distin-guished from the specification format. Procedures should be identified with thecompany name, procedure title, effective date, issue number, and page number. Ifthe procedure is part of the company’s administrative procedure system, it may alsohave a procedure number assigned. Normally, procedures are not individually signedbut are distributed with a signed cover letter that also identifies the copy list of theprocedure. The procedure format is usually in outline form and has the componentsoutlined on the specimen form shown in Figure 12.3.
12.4.2 Quality Procedures
Most firms in the edible fats and oils industry will require many of the sametypes of procedures, depending upon the products produced. Those engaged inpackaging products will require a more extensive system of quality procedures thanthose shipping bulk-tank products only. Eight quality procedures for fats and oilsare briefly described in the following paragraphs with the objectives, reason required,and the process.
12.4.2.1 Complaint Handling Procedure
In spite of functional quality control systems, fats and oils processors can stillexperience product complaints. Each quality complaint may involve some of or all
Figure 12.3 Specimen policy and procedures format.
COMPANY NAMEAND LOGO
POLICY AND PROCEDURES
TITLE
PROCEDURE NO. PAGE OFISSUE DATE REVISION NO.
PURPOSE:
SCOPE:
PROCEDURE:
FORMS:
Defines the objective of the procedure and gives a shortexplanation of the reason it is needed
Describes the guidelines pertaining to the procedure
Step-by-step guidelines for the actions required andthe responsible area, function, or personnel for each
An explanation of any forms developed to assist inperforming the procedure
The documentation necessary for the procedure, ifany, with the required distribution
REPORTS:
© 2004 by CRC Press LLC

the six basic steps to resolve the problem to the customer’s satisfaction while learninghow to prevent a reoccurrence in the future:
1. Replacement of product — Problems with fats and oils products may interrupt acustomer’s production or cause the product produced to be off-quality. Shipmentof a good-quality product as soon as possible to replace the questionable productshould be the first consideration.
2. Financial adjustment — Unless the problem is found to be customer generated,reimbursement for complaint-generated costs should be the second essential steptoward reestablishing customer relations.
3. Restoration of customer goodwill — A product failure is an annoyance at best,and the irritation can easily grow out of bounds without proper follow-up. Mostcustomers are most anxious to know what preventive measures have been takento ensure that their current problem will not be repeated shortly.
4. Evaluation of complaint product — The actual complaint product should be ana-lyzed and the production records reviewed to identify the source of the problem.
5. Prevention of a recurrence — Corrective actions identified from the complaintevaluations should be instituted on a priority basis. In many cases, the underlyingcause is broad enough to affect other products or customers, and measures mustbe taken to avoid a spread of the problem.
6. Document the complaint and resolution — A written report has several benefits:closure for the complaint, source of information for resolving future problems,back-up detail for potential process improvements, and information for all involvedparties of the problem identification and resolution.
The organization machinery required to process complaints should be no moreelaborate than the complaint load justifies. However, the lack of a formal complaintprocedure can easily result in excessive attention being required to resolve a com-plaint and the loss of customers from slow or poor handling of their complaints. Itmust be remembered that each individual customer complaint must be taken seri-ously, and corrective actions must be implemented promptly to restore customersatisfaction.
A complaint form specifically designed for the user company and products canhelp simplify and speed up the complaint-handling process. The form must besimple, explicit, and easily understood and must contain complete instructions forfilling it out. The form should be a checklist of all the basic information necessaryto bring about a speedy resolution of the problem. Figure 12.4 shows a complaintform that requires information considered necessary for a bulk-tank shipment orpackaged shortening, margarine, or oil complaint.
Complaints are an indicator of the effectiveness of a quality control programand specifically identify problem areas. A continuing analysis of complaints willindicate the effectiveness of the problem-solving process implemented to identifycorrective actions. The complaint analysis should track quality complaints by prob-lem categories and report follow-up conclusions to management and personnelinvolved.
© 2004 by CRC Press LLC

12.4.2.2 Product Recall Procedure
It is inevitable that, occasionally, defective products will be produced. Further,it is possible that a defect could be of such a magnitude or seriousness that itconstitutes a health hazard, with the attendant risk of injury resulting in legal liabilityfor the processor. Other, less serious product defects also represent very real, legal,regulatory, or financial risks to the processor. Should defective product leave thecontrol of the producer, it is essential that a procedure exists to identify, retrieve,and dispose of the defective product before (1) consumers are exposed to any hazards;(2) federal, state, or local regulations are violated; or (3) any legal financial orregulatory penalties are levied.
The U.S. Food and Drug Administration (FDA) Enforcement Policy has definedrecall as “a firm’s removal or correction of a marketed product that the Food andDrug Administration considers to be in violation of the laws it administers andagainst which the agency would initiate legal action (e.g., seizure).” Recall does not
Figure 12.4 Quality-complaint evaluation form.
COMPANY NAMEAND LOGO
QUALITY COMPLAINTEVALUATION
Complaint No.Date Entered
CUSTOMER INFORMATIONCustomerAddressCity & StateTelephoneContact PersonPRODUCT INFORMATIONSpecificationPlantShip DateTank Car No.Truck No.
COMPLAINT CLOSUREDate CompletedQC ManagerQA Manager
DISTRIBUTION
COMPLAINT DESCRIPTION
COMPLAINT EVALUATION
CORRECTIVE ACTION
Sample Requested?
PERSONNEL INVOLVEDSalesTech ServiceQA ManagerQC Manager
LabelPackageCode DateTimeCase No.
Product No.Order No.Customer PO No.Arrival DateQuantity
© 2004 by CRC Press LLC

include a market withdrawal or a stock recovery. The FDA assigns class designationsto recalls to indicate the relative degree of health hazard for each product as follows:
“Class I is a situation in which there is a reasonable probability that the use of, or exposureto, a violative product will cause serious adverse health consequences or death.”
“Class II is a situation in which use of, or exposure to, a violative product may causetemporary or medically reversible adverse health consequences or where the prob-ability of serious adverse health consequences is remote.”
“Class III is a situation in which use of, or exposure to, a violative product is notlikely to cause adverse health consequences.”
Products recovered but not designated as recalls, may be identified by two additionalterms:
Market withdrawal is the removal or correction of a distributed product, which involvesa minor violation or no violation subject to legal action by the FDA. The withdrawalreason could be normal stock rotation, adjustments, repairs, etc.
Stock recovery is the removal or correction of a product that has never left theproducer’s direct control. The product must be located on premises owned or undercontrol of the producer, and no portion of the lot should have been released forsale or use.
Recalls can usually be divided into four phases:
1. Defect discovery — The product defect is identified, significance determined, andproblem extent ascertained. The FDA is notified when the product defect has beenfound to meet the recall criteria.
2. Recall defective products — Identify the product lot involved and the location ofall potentially defective products. Notify all locations to place the product “onhold” pending instructions for further disposition.
3. Disposition — Determine the handling required for the defective product, suchas destruction, rework, or other.
4. Termination of recall action — A recall is terminated when the FDA agrees thatall reasonable efforts have been made to remove or correct the problem.
The recall procedure implemented should be tested periodically for effectiveness.The primary concern for defective products resulting from an internal problem isthe ability of the system to reconcile production records with inventory and quantitiesshipped to identified locations for a particular lot number. Defects arising out of anexternal recall of a product utilized as an ingredient, processing aid, or packagingmaterial are more demanding. Each shipment of these materials must have a lotnumber identification and records maintained to trace usage in the particular lots offinished products.
12.4.2.3 Product Identification Procedures
The manner and depth of product identification vary within the edible fats andoils industry; nevertheless, the importance of adequate identification cannot beoveremphasized. The main reasons for and benefits derived from good productidentification are:
© 2004 by CRC Press LLC

• Traceability — Tracking of all the components and processing of the individualproducts with the identity of the ingredients, processing aids, and packagingmaterials preserved; traceability is a vital element of an acceptable recall program.
• Complaint evaluation — Exact product identification for both packaging date andspecification recognition are mandatory for evaluation of a product complaint todetermine the cause and corrective action to prevent future problems.
• Stock rotation — The code date or packaging date is a useful tool for practicingfirst-in/first-out in warehousing.
• Shelf-life control — Edible fats and oils products are perishable, due to changesin flavor, consistency, appearance, and so on. Code dating provides a means forcontrolling the age of product shipped and pick-up control from the customer.
• Product audits — Product identification is necessary for product audits evaluatingproduct movement and quality. The code date information identifies the age ofthe product and, coupled with the specification identification, should enable theauditor to retrieve the original processing data for a more complete picture of theproduct attributes and changes caused by age and distribution.
• Inventory control — Product identification codes and code dates are routinelyutilized for inventory systems for production control and the financial area.
Many approaches to product identification can be taken. In some cases, custom-ers specify the product identification coding to be used on the packaged product;some systems require a decoder to identify any information, whereas others usecompletely recognizable information. The depth of some identification is verydetailed on some, whereas others have only the bare minimum. In any case, for thereasons listed and for processor protection, a complete product identification systemshould be developed and utilized for every product, for those shipped both inpackages and in bulk.
Most processors of edible oils utilize a batch number system for product trace-ability. The major raw materials (crude edible fats and oils) are procured in lots thatare assigned an identifiable batch number. The batch-number identification systemcan be utilized throughout all of processing, including the shipment of bulk products.Traceability maintenance requires documentation of the batch numbers and trans-mission to the next process tier of documentation. In this system, a batch numberis maintained until a change in the product has been made by blending or processing.
Every individual packaged product produced, as well as any outer shipping cases,should be marked with a code date to identify the date packed and other identifyingcodes to identify the product. This information should be applied to each container,as permanently as possible, in a location or on a part that should not become separatedfrom the actual product in normal use. Several types of code dates can and areutilized for food products, including:
• Open code dates depict the packaging date, sell-by date, or use-by date; theyidentify a day, month, and year and are utilized for many retail products.
• Closed code dates utilize a system of letters and numerals that are not immediatelyrecognized as a date. Typically these systems utilize the Julian day of the year insome combination with the last numeral of the year and a letter designation for
© 2004 by CRC Press LLC

the producing plant; however, some processors utilize systems requiring a decod-ing sheet or device to identify the code date.
• Individual packaging time and case sequential coding is also practiced by someprocessors for improved traceability. This information allows the processor toidentify the beginning, end, middle, or some other point during packaging plusany interruptions that may have occurred.
Product information codes are usually imprinted on the packages in the samelocation or general area as code dates. This information may be referred to as aproduct code, which is usually the same as the universal product code (UPC) barcode. The product code will typically identify the product label, package size, andspecification number. Some concerns will also print the product specification numberon each package for additional identification.
Product liability in case of a problem is minimized with each improvement intraceability. The more extensive systems providing case sequential coding and pack-aging time, as well as cross-checking information for product identity, are valuableassets for pinpointing problem areas and sources. These aids can help salvage themajority of a packaged product batch instead of losing the entire batch if such codingwere not available.
12.4.2.4 Specification Change Requisition
Specifications should represent the best and latest known methods and proce-dures for each operation. This means that the specifications must be flexible andopen to change when an improvement has been identified; therefore, effective spec-ifications are continually updated and revised to reflect changes due to qualityimprovements, manufacturing changes, technology advances, cost reductions, for-mula revisions, package design modifications, government regulations, and (proba-bly the foremost reason) customer requests. Progress and change are usually partners;however, change does not always result in progress. Therefore, a definite processfor changing a specification with appropriate checks and balances is necessary toavoid useless or unwarranted revisions.
Anyone using the specification system should be entitled to request a specifica-tion change. Quality assurance, as the custodian for the specification system, is thelogical clearinghouse for these requests. Input should be solicited from any area thatcould be affected by the revision to help determine if the change should be approved.Some of the logical questions that each area should review for each request include:
• Are the requested revisions realistic?• Will a change in the process or equipment be required for this revision?• Are the specified limits realistic?• Will this change affect the functionality of the product?• Will the change introduce any special handling requirements?• Does the revision reflect the customer’s specification or product requirements?• Will the customer agree to the proposed change?
© 2004 by CRC Press LLC

• How will product or delivery costs be affected?• Does the request require more extensive study or development before passing
judgment?
A specification-change requisition form designed around the information needed forfats and oils products to determine the feasibility of the revision can help simplifyand speed up the approval process. The form must be simple, explicit, and self-explanatory for completion and handling. Figure 12.5 illustrates a specification-change requisition form designed to fulfill these requirements.
12.4.2.5 New Product Approval Procedure
Operations produces products according to the guidelines provided by productdevelopment with assistance from quality assurance. Specifications are the guide-lines that define the materials, processes, sampling plan, quantitative and qualitativemeasurements, and acceptance or rejection criteria for each product. Quality assur-ance has the responsibility for preparing the specifications with direction fromproduct development, marketing, and technical service, followed by approval from
Figure 12.5 Specification-change requisition form.
Company Nameand Logo
SPECIFICATIONCHANGE
REQUISITION
Spec. No.Issue DateRequest Date
ORIGINATED BY: RECOMMENDED BY:
CHANGE OR ADDITION REQUESTED:
REASON FOR CHANGE:
SUBMITTED FORCONSIDERATION TO:OPERATIONSPRODUCT DEVELOPMENTTECHNICAL SERVICESALESOTHER
QUALITY ASSURANCE ACTION: APPROVED DISAPPROVEDQA Custodian:QA Director:
COMMENTS:
AGREEMENT REASON:YES NO
REASON:
© 2004 by CRC Press LLC

operations that the guidelines are reasonable and achievable. When the specificationsare written and approved, operations has a description of the quality constraintswithin which it must work, and a product profile has emerged for marketing.
It is at the new-product conception stage that maximum flexibility exists forusing creative ingenuity and technical talents to design quality products that can beproduced as error-free as possible. Quality and safety are best built into a productduring the development stages where, previously, performance has been the majorconcern for many products. Thus, quality assurance should be involved early in thedevelopment stage to identify the potential product constraints and help designsystems to avoid them. Some of the potential quality and safety constrains for ediblefats and oils products include:
• Product protection — Sanitation and health-hazard control• Quality control — Product measurement and tolerances• Legal — Federal, state, and local regulations• Economic — Product worth vs. cost to produce• Raw material — Quality, type, and availability of crude edible fats and oils• Customer needs and demands — In addition to performance other requirements,
such as delivery temperature, packaging, product limits, or quantities (could bemajor constraints)
• Labeling — Conforming to certain nutritional requirements or meeting otherlimitations
• Other influences — Any other limitations that may arise
A new-product approval procedure should have definite requirements to ensurethat the product performs as expected and can be effectively produced by operations.A three-hurdle procedure to determine if product development can pass the new-product production responsibilities to operations involves the following requirements:
1. Experimental specification — A product specification with complete composition,processing, quality standards, and all other pertinent requirements but which islimited to a one-batch plant test, which is the complete responsibility of productdevelopment; the actual production is supervised by product development person-nel, and disposition is arranged with sales and marketing for a successful productor with operations for substandard product to rework or disposal.
2. Probational specification — After a successful plant experimental production andcustomer approval, the product enters the probational period. Operations producesthe product, but product development retains responsibility and is on call for anyproblems that may be encountered.
3. Successful production — After the successful production of 5 to 10 batches ofthe probationary product, the specification is finalized and becomes the full respon-sibility of operations.
The three-step procedure to obtain an approved product specification provides productdevelopment with an opportunity to plant test a laboratory-developed or pilot-plant-developed product and to demonstrate that it performs as designed. It also providesplant-scale data for evaluation of the quality standards and tolerance levels.
© 2004 by CRC Press LLC

12.4.2.6 Weight Control Program
The purpose of a weight control program is to ensure that the average fill weightfor each packaged product is as close to the declared net weight as possible. Froma practical standpoint, it should be recognized that, because of variations in productand filling equipment, it is impossible for all packages to weigh an exact specifiedamount. Overweights are expensive for the producer, but underweights are unfair tothe customer; therefore, most weight control programs are designed to prevent theshipment of unreasonably short or overweight packages and to conform to theapplicable federal, state, and municipal regulations.
Control charts are the preferred statistical method for control of packaging lineweighing and filling systems. The primary purpose of control charting is to showtrends in weight toward minimum and maximum limits. Although the control chartindicates when the established limits have been exceeded, its main purpose is toprovide the means of anticipating and correcting whatever causes may be responsiblefor defective weights. Prevention of weights outside the acceptable range, ratherthan just discovery and correction of unsatisfactory lots, is the fundamental principleinvolved. Some other benefits for control-chart statistical weight-control systemsinclude:
• Reduction of operator bias in the recording and use of the weight data• More concise adjustment criteria potential for the packaging equipment operation• Better understanding of each packaging line through continuous collection and
analysis of data • Ability to isolate and correct definable causes of process variation
12.4.2.7 Quality Cost System
Product quality has two readily identifiable stages: design and conformance.Quality of design is the degree to which the product satisfies the customer. Qualityof conformance is the degree to which a product conforms to the specification. Cost-wise, expenses associated with quality of design are considered unavoidable becausethey are necessary to produce the product. Generally, the unavoidable quality ofdesign costs include:
• Sales and marketing costs involved with determining the customer’s qualityrequirements
• Product development costs to create the product and process to meet the identifiedquality requirements
• Product development and quality assurance costs of translating the productrequirements into a specification form that meets the requirements of operations
• Operations costs needed to secure the process required to meet the productspecification
• Standard costs identified for the product, which usually include the raw materials,ingredients, processing aids, processing, direct labor, maintenance, depreciation,overhead, laboratory control analysis, and product shrink
© 2004 by CRC Press LLC

Quality of conformance improvements or avoidable cost reduction creates aninverse relationship between quality and costs. As the quality of a product improvesbecause of decreases in variation, there should be a reduction in manufacturing costs.This cost reduction is a result of reducing the level of poor-quality products. Eval-uating the cost of poor quality involves more than simply determining the cost ofproduction and correction or disposal of bad products. The four areas contributingto poor quality costs are:
• Internal failure — Costs attributed to the production of defective product notshipped to a customer
• External failure — Costs attributed to the production of defective product that isshipped to the customer
• Appraisal — Costs related to monitoring the process and determining the conditionof the process
• Prevention — Costs related to minimizing the level of failure and appraisal costs
Some quality of conformance costs can be avoided at a minimal expense, such ascentering the result of a capable process, relaxation of an exceptionally tight toler-ance, or rectifying a specification misunderstanding. Other quality costs are avoid-able through a substantial but still economic investment, such as changes in theprocess, new equipment, or more extensive process controls. Still other quality costsare avoidable only through investment costs greater than the value of the resultingcure.5
A major quality question for any company is whether to enter into a programfor reducing loss caused by defects and, if so, in which areas. Computation of anaccurate cost of quality will provide the data to determine if the costs associatedwith quality of conformance are a major problem and, if so, the most lucrative areasto attack first. If expenses are considered minor, then the question is how to maintainthis level of quality. Routine cost of quality updates would alert management oftrends toward either an improvement or a decrease in the level of quality. A decreas-ing level of quality identified by any indicator should naturally trigger considerationof corrective actions.
The distinction between avoidable and unavoidable costs for the cost of qualityevaluation is not always clear cut. One suggestion for separation of the unavoidablefrom the avoidable costs is to assume that operations performed only occasionallyare avoidable. Prevention and appraisal activities can be complex, whereas externaland internal failures require little consideration other than collecting accurate costdata. Below is a partial listing of the potential avoidable costs of an edible fats andoils operation, listed according to the four quality of conformance areas:
1. External failure costs:• Returned product — Freight charges, extra handling, lost packaging supplies,
product rework expense, rush order to replace, and so forth• Complaints — Destroyed product, expense to evaluate complaints, customer
expense, returned product expense, lost volume, lost customers and customergoodwill, and so forth
© 2004 by CRC Press LLC

2. Internal failure costs:• Reprocessing — Processing in excess of the standard for all processes from
refining through warehousing• Reblending — Additional blends past the first attempt to meet specified limits• Heel disposal — Costs to utilize excess product • Rework or regrade — Reprocessed product because of performance failures • Scrap product — Product that cannot be salvaged due to contamination with
foreign material• Package problem — Repackaging or rework caused by faulty packaging or
packaging error• Overage product — Rework and reprocessing costs for packaged products in
excess of the product shippable life • Replacement production — Product production to replace unacceptable product• Product giveaway — Packaged product weights over target and margarine or
spread products with excess fat contents3. Appraisal costs:
• Reinspection — Inspection requirements in excess of the specification require-ments
• Resampling — Product resampled because of suspected error with the firstsample
• Troubleshooting — To determine the cause of a complaint or internal failure• Reanalysis — Product reanalyzed because of suspected error with the first
analytical result4. Preventive costs:
• Diagnosis — Determination of problem solution and expense• Corrective actions — Expense for equipment or procedure required• Retraining — Additional or new training of personnel
12.4.2.8 Label Approval Procedure
Various agencies of the federal, state, and local governments have some authorityover the labeling of food products, such as the FDA, U.S. Department of Agriculture(USDA), Federal Trade Commission (FTC), U.S. Treasury Department (BATF), andthe individual state and local governments. Some regulations, such as the FairPackaging and Labeling Act, apply only to packages and labels that are intended tobe displayed to consumers when sold at retail and shipped interstate. Other regula-tions specify special requirements for selected food products; for example, labelingrequirements for fats and oils are different for a shortening processor than thosespecified for a prepared food product. A shortening label must identify each sourceoil in the product, in the order of predominance. A prepared food product utilizingthe same shortening as an ingredient can list source oils not present in the productif they may sometimes be used for the shortening. These examples are just a fewof the regulations involved in determining the acceptability of a label for a foodproduct. The complexity of the regulations, along with the continuing changes,makes it necessary to have a procedure in place for a specialist to review all newand changed labels for conformance.
Marketing normally designs product labels and packages to attract the attentionof the customer. Quality assurance is the logical area to assume responsibility for
© 2004 by CRC Press LLC

assuring legality or conformance to regulations for all packaging and labels. Thesereviews must begin with the initial design and continue with proofs from printersand representative samples of the final production printing. The procedure developedmust provide a means for ensuring that the evaluations are completed in a timelymanner and that documentation of the results and a formal approval notification aresent to the necessary personal in marketing, purchasing, and operations.
12.5 METHODS
Quality is not as simple as it seems. In the final analysis, it must relate to theend use of the product. There would be little merit in using a clean, light-coloredoil for shortening production if it could not be used to produce a bland-flavoredproduct with a predictable physical behavior and keepability, nor would a light-colored oil be suitable for retail salad oil if it clouds and has an oxidized flavorwhen bottled, etc. It is essential that edible fats and oils laboratories have the facilitiesand capabilities to certify that a product meets all the requirements for which it wasintended, as well as all federal, state, and industrial standards required.
Processing has a tremendous affect upon oil quality. Some changes that occur,such as elimination of some of the odoriferous components or their precursors andreduction of color, are deliberate and beneficial to the quality of fats and oils. Otherchanges, such as isomerization and polymerization, are coincidental or unwanted.Monitoring and assessing oil quality at any given processing step is of utmostimportance. Proper process control allows more efficient production of oils ofsuperior quality.
Control of the edible fats and oils processes and product quality is heavily depen-dent upon the measurement methods used in the plant laboratories. These measure-ments are the basis for the acceptance and costs of raw materials, processing decisions,and release of the outgoing product. Additionally, laboratory evaluations are a meansfor improving product uniformity through constant assessment of the effects of processvariables, equipment behavior, and processing procedure effects; therefore, accurate,precise, and reliable laboratory results are essential for quality production.
Development of analytical procedures for fats and oils was one of the reasons forthe organization of the Society of Cotton Products Analysts, known today as theAmerican Oil Chemists’ Society (AOCS). It was recognized that uniform procedureswere necessary for commodity trading, quality control in processing, storage stability,nutritional labeling of food products, and describing the functionality of a product.Development of analytical methods remains a major effort of the AOCS; those thathave wide use and applicability are published in the AOCS Official and TentativeMethods. Older, less satisfactory, or unused methods are dropped, and new ones areadded by the Uniform Methods Committee based on suggestions from members aftertesting and study by one of the technical committees. These methods have becomethe accepted analytical procedures for edible fats and oils throughout the world.6
The laboratory methods employed should generally be the ones universallyaccepted in the industry, both by suppliers of the raw materials and by purchasersof the finished goods; however, new products, techniques, or equipment may compel
© 2004 by CRC Press LLC

a laboratory to modify the methods for their use. In this case, the accepted methodsprovide a benchmark by which the new or modified methods and instruments canbe evaluated. Additionally, various methods from other recognized associations oreven in-house-developed evaluation procedures may have to be adopted for certainprocesses or products to meet the requirements for some specialized products.Therefore, evaluation methods specific to the available equipment and facilitiesshould be developed for use in quality control laboratories.
12.5.1 Methods Format
Laboratory methods are written instructions for the measurement of chemical,physical, and performance aspects of raw materials, ingredients, byproducts, and in-process and finished fats and oils products. The methods utilized must be the mostaccurate and precise evaluations available and should indicate the reproducibility ofa result. Clear, concise instructions that follow a logical sequence to the results arenecessary for the required accuracy and precision.
A definite style should be adopted for all internal laboratory methods to presentthe procedures in a manner that clearly communicates the requirements to the useranalyst. A uniform format for laboratory methods, like all other procedures, shouldbe observed to improve the understandability of the requirements. Figure 12.6presents a form that can help maintain method uniformity. Use of this form withthe following preparation guidelines should better maintain the style adopted:
• Title — Provide a specific, descriptive title or name.• Division — The methods may be grouped into divisions for easier reference, such
as (1) chemical analysis, (2) physical analysis, (3) organoleptic analysis,(4) instrument analysis, (5) performance evaluations, (6) product analysis,(7) environmental analysis, or (8) miscellaneous analysis.
• Effective date — Indicate the date this method was adopted or the date of the lastrevision.
• Issue number — The number of changes for an individual method can be deter-mined by the issue number. The next consecutive number is assigned with eachchange in a method. The issue number allows a rapid audit check to ensure thatthe most recent method edition is in use.
• Superseded information — Indicate the previous issue number and date of issuefor the identified method for reference or referral, if required
• Method number — Numerical identification of the method assists in filing andretrieval. The method number and method title must have a permanent relationship.
• Page number — Laboratory methods are rarely limited to one page; the methodpage number is related to the total number of pages (e.g., 2 of 18) to ensure thatthe entire method can be accessed.
• Definition — Provide a short description of the method, the value of the result,and any specific information that may provide a better understanding of themethod.
• Scope — Define the application of the method and any limitations.• Apparatus — List the laboratory equipment required for this analysis, including
the manufacturer’s name, model numbers, and any other identification availablefor purchasing the desired apparatus.
© 2004 by CRC Press LLC

• Reagents — All reagents used in the method should be listed here, with sourcesof supply or referral to a preparation method for special solutions or standards.The grade and purity should be identified by the designation utilized by thelaboratories suppliers
• Procedure — Clear, detailed instructions for performing the evaluation shouldfollow a logical sequence to the end result.
• Calculations — Identify the required calculations with an explanation of allfactors. Prepared worksheets for involved determinations or calculations are helpfulfor recording observations, performing the calculation, and serving as a recordfor review, if necessary.
• References — Provide background information and referrals to the original work,if necessary.
Figure 12.6 Laboratory methods format and guidelines.
COMPANY NAMEAND LOGO
LABORATORY METHODS
TITLE:
DIVISION:
EFFECTIVEDATE:
ISSUENUMBER:
METHODNUMBER:
SUPERSEDES: METHOD:
ISSUE: DATE:
PAGE NUMBER: OF
APPARATUS — Lists the equipment necessary to perform the method
DEFINITION — A short description of the method
SCOPE — Defines the application of the method
PRECISION — Identification of the precision and accuracy of the method
NOTES — Information of particular importance to the method performance
REFERENCE — Refers to the method source of other pertinent information
CALCULATIONS — Shows the proper calculations with explanations to determine the proper results
PROCEDURE — Lists the step-by-step procedures to perform the evaluation
REAGENTS — Defines the reagents required and the proper preparation or method for preparation
DISTRIBUTION: REASON FOR CHANGE:
ORIGINATOR: CUSTODIAN:
DATE: DATE:
© 2004 by CRC Press LLC

• Notes — Provide information of particular importance to the method, such assafety considerations, potential problems, sensitivity, detection level, resultsreporting, and substitutions.
• Precision — Identify the precision and accuracy of each method, when available.• Distribution — Identify the copy distribution for each method. Distribution by
job function at specific locations rather than by names of personnel ensures thatall the necessary functions and locations are covered. A distribution letter andnumber code, similar to the proposal for specification distribution, saves space onthe methods sheets.
• Reason for change — The reason-for-change requirement alerts users to thespecific changes and the reason for each change. A further aid to identifyingchanges is a “c” indicator in the right-hand margin in line with the actual change.
• Originator — The signature of the originator, usually the method developer,indicates that the method has been reviewed for accuracy.
• Custodian — Authorization by a custodian minimizes the risk of losing uniformityamong the laboratory methods.
• Custodian and originator’s date — Documents the dates that the method wasreviewed and signed.
12.6 PROCESS CONTROL
Edible fats and oils processes are more difficult to control than the physicaloperations performed in most mechanical industries. Three major evaluation methodsare available for the inspection and testing of products to control the quality of theproducts produced:
1. Screening — Inspection of every unit to screen out defects; sometimes called100% inspection
2. Lot-by-lot inspection — Examination of a relatively small number of samples tojudge the acceptability of the entire lot
3. Process control — Addresses all causes of defective products — operator, oper-ation, equipment, or raw material — to discover defective product where and whenit occurs so corrective action can be taken immediately
Most of the edible fats and oils controls are chemical in nature and require analysisof raw materials, analysis during processing, and analysis of outgoing products. Twoof these areas are controlled by screening-type evaluations to determine conformanceto specifications and to determine the acceptability of the lot or shipment. The firstof the screening-controlled areas is well established within the vegetable-oils trade.These raw materials are purchased on the basis of specific analytical limits, andtrading rules establish the standards of quality for the various types of each sourceoil. Analyses of “official” samples are the basis for settlement adjustments for manyof the oils traded.
Inspection and testing of the outgoing products, performed to ensure that thecustomer’s requirements have been met, are screening-type evaluations for bulkshipments but are lot-by lot evaluations for packaged products. These analyses aresurveillance or after-the-fact controls. The evaluation point is at a go/no-go location;
© 2004 by CRC Press LLC

either the product is acceptable for shipment or it must be rejected for reprocessingor downgraded or some other remedy must be applied.
Process control is the most important function for product acceptability. If eachstep in the process is correct and the flow or sequence is proper, the desired qualitywill be found in the finished product. Process control requires planning to establishthe relative importance of each quality characteristic, points in the process to mea-sure, and the methods and procedures for the measurement. The elements of a processquality control system are:
1. Control point determination — Establishment of control points is necessary toensure that all of the requirements are met in all areas. The quality of the finishedproduct may be predicted by measurements obtained at correctly establishedcontrol points in the process, beginning with the raw material and concluding withshipment of the product. The evaluation points must be preventive, participative,and practical (i.e., before, not after, the fact); must involve all processes; and mustbe understandable and enforceable.
2. Process capability — The degree of inherent variability in each process must beestablished to determine if predetermined quality levels can be satisfied and atwhat confidence level with the existing equipment and procedures. Productrequirements outside the process capabilities will generate unacceptable productsthrough the “sorting” process, which rejects products that do not meet all of thespecified limits.
3. Control sampling — Every sample point specified must be established carefullyto ensure that the data collected will have a real value. Meaningless results frominsignificant sample points can mask significant problems and divert energies inthe wrong direction. The normal sample points for most semicontinuous ediblefats and oils processes utilized are:• Start up — Analysis of samples to ensure that the process is in control• Stream — Analysis of samples after predetermined time periods to ensure that
the process remains in control• Finished batch — Analysis of a designed batch or lot to ensure that the process
has remained in control to meet all of the finished process limits4. In-process analysis — The interrelationships and links with upstream and down-
stream operations must be assessed for each process and each analysis. Theanalysis specified must have been considered in light of the process requirementsto provide the required performance of the finished product. The expected variationfrom each analytical method must also be considered when the tolerances for thelimits are established.
5. Finished-product acceptance — Conformance to specification is determined bythe inspection and testing of the product after the final process. The analysis atthis point should be minimal to ensure that changes have not occurred after thein-process control limits were satisfied.
Process control development for edible fats and oils requires skill in the art ofprocessing as well as technical competence. The technical competence requiredincludes not only knowledge of the process conditions and effects but also accessto past performance records that indicate product changes to expect when processconditions are varied. Further, it is necessary to understand how these changes affectoverall product quality as measured by a complete analytical profile.
© 2004 by CRC Press LLC

12.6.1 Edible Crude Fats and Oils Process Control
Incoming analyses of crude fats and oils are performed for several specificreasons: (1) cost adjustment, (2) identification of required process treatments,(3) assessment of quality of receipts, (4) safety, and (5) vendor rating. Most of thevegetable oils are purchased on the basis of specific trading rules that identify certainquality limits and adjustments in costs for deviations from those limits. Four asso-ciations with trading rules for specific source oils are the National CottonseedProducts Association, National Soybean Processors Association, Canadian Oil Pro-cessors Association, and National Institute of Oilseed Products.
The trading rules are specific for each source oil, but most specify limits forrefining loss, refined color, refined and bleached color, free fatty acid, moisture andvolatile matter, and flash point. Normally, cost adjustments are made on resultsoutside the specified limits of the trading rule. Flashpoint evaluations at receipt aresafety precautions to ensure that the oil does not contain any solvent remaining fromthe extraction process; the solvents used are explosive.
Free fatty acid content determines the caustic treat required for most refined oils.Refined and bleached colors can determine the refining process requirements andthe bleach treatments required to achieve the desired finished-product color require-ments; for example, high-color cottonseed oil may require additional refining toachieve the desired red color, or soybean oil with high chlorophyll will probablyrequire a higher bleaching media treatment. The crude analyses also provide datafor a vendor quality rating. Results summaries readily indicate good and problemsuppliers.
Other helpful raw material analyses, sometimes required on a skip-lot basis atcertain periods of the year or as the result of a particular problem, include:
• Iodine value — Changes in the unsaturation level of the fat or oil receipt causedby new crop, growing season, or feed or for other reasons can affect the finishedproduct formulation or intermediate processing. Early knowledge of these changeswill allow planning to compensate for the changes.
• Fatty acid composition — Suspected changes in the raw materials can be identifiedmore precisely with this analysis than by iodine value. Nutritional labeling andother specialty product performance requirements may preclude the use of somereceipts or cause a blend of the same source oil from different suppliers to meetthe requirements. Purity of a particular fat and oil can also be determined rapidlywith fatty-acid composition analysis.
• Trace metals — Determination of trace metals in vegetable oils, usually presentin parts per million (ppm) quantities, has always been a formidable problem;however, studies have shown that calcium and magnesium levels above 100 ppmin crude oils can cause problems after apparent adequate caustic refining. Calciumand magnesium depress the hydration of the phospholipids, leaving some in therefined oil. Levels of residual phosphorus in refined and bleached oils over 1.0ppm can poison hydrogenation catalyst or cause off-flavors.7 Periodic trace metalanalysis can effectively monitor crude oil receipts quality.
© 2004 by CRC Press LLC

Even with the crude oil analysis, more than one sample point exists. Samplesfrom three separate control points can require analysis: (1) the official sample istaken by the seller at loading; (2) a destination sample is obtained at receipt; and(3) during storage. The official sample analyses are the trading-rule basis for settle-ment. The destination sample requires only minimal testing to verify the officialsample results, unless it becomes the official sample when the seller fails to obtainone on loading. Sample analysis from storage should be performed to monitor theoil quality bimonthly. Again, only minimal testing is necessary — probably freefatty acid, moisture, and at times a bleach color.
Rendered animal fats have no association trading rules, which means that theincoming quality requirements must be established with the supplier if uniformityis expected. Meat fats are reasonably uniform raw materials. Lard and tallow con-sistency varies somewhat from season to season, but these variations usually presentno real or serious operating problems; however, the quality characteristics can vary,depending upon the method of rendering utilized by the supplier. Incoming analysesfor meat-fat receipts should include the following:
• Organoleptic — The flavor and odor should be characteristic of the product; thatis, they should not be sour or have a strong boar odor that escalates with heating.
• Moisture — A high moisture level (above 0.2%) may be a contributor to off-flavoror high free fatty acid caused by hydrolysis.
• Impurities — Proteinaceous impurities in meat fat can be revealed during deodor-ization when they cause very dark colors. Evaluation with an effective filtrationmethod or a heating test simulating deodorizer conditions alerts operations thatthis receipt must be specially filtered before use.
• Color — A high red color (above 1.5 Lovibond red) may indicate that the producthas been heat abused in rendering and requires special bleaching. A green tallow,due to high chlorophyll content, requires bleaching with an acid-activated media.
12.6.2 Refining Process Control
The impurities in vegetable oils consist of phospholipids, metal complexes (nota-bly iron, calcium, and magnesium), free fatty acids, peroxides and their breakdownproducts, meal, waxes, moisture, dirt, and pigments. These impurities are present intrue solution, as well as colloidal suspension, and their removal is necessary toachieve the finished oil quality standards for flavor, appearance, consistency, andstability required by end-use product applications.8
The primary processing system used to purify crude vegetable oils in the UnitedStates is a combination of degumming and caustic centrifugal refining. As an option,crude oils can be degummed before refining by a water treatment, followed bycentrifugation to remove the hydrated gums for lecithin production. Crude ordegummed oils are treated with sodium hydroxide to saponify impurities for removalby a primary centrifuge as soapstock. The refined oil is water-washed to removesoap traces and again centrifuged to remove the hydrated soap. Refined, water-washed oil is finally vacuum dried to remove the traces of moisture remaining.
Refined-oil quality standards must be established for each source oil; however,the control points are basically the same for all oils:
© 2004 by CRC Press LLC

• Before refining — Before refining, each batch of crude oil should have beenanalyzed for free fatty acids, neutral oil or cup loss, and bleach color. The caustictreat is calculated based on the amount required to neutralize the free fatty acidplus a predetermined excess to ensure removal of other impurities, such as phos-phatides and color bodies. Usually, concentrated sodium hydroxide is diluted withwater to obtain the desired Baumé (Bé) concentration. Analysis for percent NaOHand °Bé should confirm that the desired dilution has been attained — normally,20 to 50 °Bé for cottonseed oil; 16 to 24 °Bé for soybean, sunflower, peanut, andcorn oils; and 12 °Bé for palm, palm kernel, and coconut oils. Some refiners usepH to ensure that the reaction mixture contains the proper caustic treat before theprimary centrifuge; pH targets will range from 9.8 for lauric oils to 10.8 forcottonseed oil.9
• Primary performance — Soap analysis should be performed on the oil exiting theprimary centrifuge to maintain a soap level compatible with the water-wash capa-bility, usually 300 ppm maximum. High soap contents, above 500 ppm, that cannotbe corrected with back-pressure adjustments indicate that the machine requirescleaning. Some refiners utilize a spin test to provide a quick estimate of moisturethat indicates the soap content at that point. This evaluation consists of spinningthe oil sample for 1.5 minutes on a high-speed centrifuge using a calibrated 10-cubic centimeter tube. Hourly checks are recommended to ensure that the productis consistent.10 The soapstock should be monitored for neutral oil content at leastevery 4 hours. Neutral oil in soapstock should be less than 18% on a dry basis.
• Water-wash performance — The soapy water solution from the secondary centri-fuge should be composited over a shift and analyzed for neutral oil content. Theneutral oil content should be less than 0.05%.
• Dried-oil evaluation — Final refined-oil control samples are generally obtaineddownstream from the vacuum drier. At this point, moisture should not exceed0.1%; in most cases, soap content maximums of 0.05% free fatty acid and 50 ppmare the specified limits for all oils. Phosphatide-containing source oils such assoybean and canola are also controlled by the residual gum level. Refined oilgums precipitate when treated with acetone for visual quantity estimates or morespecific determinations with spectrophotometer evaluations. Another qualitativemethod utilized is the acid heat break test; 60 to 150 milliliters of refined oil areheated with 3 drops of concentrated hydrochloric acid to 550°F (288°C); and thevisual appearance is observed. Any darkening or dark residue indicates incompleterefining. With other oils, such as cottonseed oil, completeness of refining iscontrolled by comparing the laboratory-refined and plant-refined oil color results.
• As refined finished oil — Every batch should be analyzed for color, free fatty acid,moisture, soap, phosphorus, impurities, and other evaluations specific for thesource oil or the individual operation. The color, free fatty acid, moisture, andsoap results should match the production results and meet the specification limits.A plant refined-oil bleach color significantly lower than the laboratory resultsindicates unnecessary over refining. Phosphorus content must have been reducedto less than 30 ppm if standard prebleaching is utilized. If any of these analysesindicate a problem, steps must be taken to correct them in prebleaching or re-refining must be considered.
The process control quality standards for refining for a typical crude soybean oilcould be specified as shown in Table 12.1.
© 2004 by CRC Press LLC

Traditionally, the method used to refine meat fats has been what is now identifiedas physical refining. The impurities in meat fat consist of proteinaceous materialfrom the rendering process and free fatty acids. The proteinaceous material must beremoved by filtration with low levels of bleaching clay or diatomaceous earth or,alternatively, by water-washing followed by bleaching. After clarification, the cleandry meat fats can be further processed (i.e., deodorized or hydrogenated and deodor-ized).11 Typical quality standards for a physical refining process control specificationfor tallow is presented in Table 12.2.
12.6.3 Prebleaching Process Control
Prebleaching of edible oils is popularly and correctly regarded as the partial orcomplete removal of color; however, bleaching is also an integral process in bothchemical and physical refining systems. Bleaching is relied upon to clean-up thetraces of soap and phosphatides remaining after caustic neutralization and water-washing for the chemical refining system. The technical feasibility of physicalrefining depends upon bleaching as a pretreatment to remove phosphatides, tracemetals, waxes, and color pigments. Another very important function of bleachingin both refining techniques is the removal of peroxides and secondary oxidationproducts.
On bleaching startup, the oil should be recirculated through the filter until thedesired bleach oil color and peroxide value is achieved, the soap is removed, and a
Table 12.1 Caustic Refining Process Control Specification for Soybean Oil
Quality StandardsTo
Refining
From Primary
Centrifuge
From Water Wash
After Vacuum
DryerAs
Refined
Free fatty acid (%) 1.0 0.05 0.05 0.05 0.05Neutral oil loss:
Crude oil (%, max.) 2.5 X X X XSoapstock (%, max.) X 18.0 0.05 X X
Soap (ppm) X 300 X 50 50Moisture (%) X X X 0.1 0.1Heat break test X X X Negative XPhosphorus (max.) X X X X 30Visible impurities X X X None NoneBleach color (max.) 3.5 X X X 3.5Chlorophyll (ppm, max.) X X X X 30
X = Do not analyze
Table 12.2 Physical Refining Process Control Specification for Tallow
Quality Standards To Filter Stream Samples As Filtered
Lovibond red color (max.) 1.0 1.0 1.0Free fatty acid (%, max.) 0.4 0.4 0.4Moisture (%, max.) 0.2 0.1 0.1Impurities test Negative Negative NegativeHigh heat color rise (max.) 0.5 0.5 0.5
© 2004 by CRC Press LLC

clean filterable impurities test and an acceptable heat-stress color are attained. Atypical heat-stress color test consists of heating the oil sample to 320°F (160°C)over a 4- to 6-minute period and immediately determining the Lovibond red colorfor comparison to the oil color before heating. A heat-stress color increase indicatesincomplete removal of the phosphatides. Color and filterable impurities evaluationsshould be repeated hourly to ensure that a filtration problem has not developed andthat the oil quality is consistent. Vegetable oils likely to have high chlorophyllcontents, such as soybean and canola oils, should be bleached to a chlorophyllcontent, rather than the usual red color endpoints; limits of 6 to 30 ppm are utilizedon the basis of the finished product requirements.
Every batch of bleached vegetable oil should be analyzed for color, soap, filter-able impurities, free fatty acids, and peroxide value. The finished oil analysis shouldbe consistent with the in-process results. The free fatty acid content should be 0.1 to0.2% higher than the refined oil, especially when acid-activated bleaching earths areutilized. Phosphorus results for vegetable oils such as soybean and canola oils mustbe lower than 5 ppm if the oil is to be successfully hydrogenated or deodorized. Forcanola and corn oils, sulfur levels should be determined to ensure that they havebeen reduced to less than 5 ppm. Sulfur adversely affects hydrogenation reactionrates and deodorized oil flavor.
Periodically, or if the bleaching media addition rate is questioned, the amountof bleaching earth in the oil should be determined. This can be done by filtering thebleaching earth out of a known sample quantity, washing the filtrate with a solvent,drying the cake, and weighing it to determine the percent treat. This periodicevaluation will ensure that the bleaching earth addition is accurate. Excessive bleach-ing-earth usage results in high oil losses without benefit, and insufficient earth usagereduces product quality. The spent bleaching earth should occasionally be evaluatedfor oil content. This is to ensure that the correct filter blowing and steaming practicesare being observed. Excessive filter blowing will reduce the spent earth oil contentto less than 30%, which can present a fire hazard, and the final oil steamed fromthe earth can be of poor enough quality to affect the entire batch. Insufficient filterblowing results in a high oil loss to the spent earth. Contamination is a concern withbleaching systems utilized for different source oils. This problem can be identifiedby changes in the iodine value for most oils, or if the source oil is a natural winteroil a cold test will point out any contamination.10 Typical quality standards for ableached soybean oil could be specified as shown in Table 12.3.
The bleaching system can be used as the clarification or filtering step to removeimpurities from meat fat as previously reviewed for refining process control. Meatfats require little bleaching unless they have been heat abused or have a green-coloredtallow caused by high chlorophyll content. A green color is more noticeable in tallowbecause of the usual lack of red and yellow coloration. The chlorophyll is readilyremoved with acid-activated bleaching earth.
12.6.4 Hydrogenation Process Control
Edible fats and oils are hydrogenated for two reasons. First, flavor stability isimproved by reducing the number of double bonds or sites for oxygen addition.
© 2004 by CRC Press LLC

Second, the physical characteristics are changed so the product has more utility.Edible fats and oils products, such as shortenings, margarines, frying fats, coatingfats, and other specialty products, all have unique performance characteristics result-ing from hydrogenation.
Hydrogenation involves the chemical addition of hydrogen to unsaturated fattyacids. The reaction is carried out by mixing heated oil and hydrogen gas in thepresence of a catalyst. Hydrogenation can be continued until all of the double bondsare saturated or until only partially hydrogenated. In practice, the conditions utilizedfor the hydrogenation process allow certain reactions to proceed at a faster rate thanothers and provide different degrees of selectivity or the preferential reduction ofthe unsaturated fatty acids in the oil. A huge variety of products can be producedwith the hydrogenation process, depending upon the conditions used and degree ofsaturation. The fatty acid composition and resultant characteristics of the hydroge-nated products depend upon the controllable factors: temperature, pressure, agitation,catalyst activity, catalyst type, and catalyst concentration. Changes in the reactionconditions affect the selectivity of the hydrogenated basestock. Selectivity affectsthe slope of the solids fat index (SFI) curve; steep SFI slopes are produced withselective hydrogenation conditions, whereeas flat SFI slopes are the result of non-selective hydrogenation. The hydrogenation-controllable conditions must be identifiedfor process control specifications: catalyst type, nickel percent, temperature, andpressure. The other controllable factor, agitation, is usually fixed in plant convertersso the speed or pitch cannot be varied.
The oil to be hydrogenated must be of suitable quality for effective hydrogenation.In general, the requirements should be the same as those for prebleached oils: lessthan 0.07 free fatty acid, less than 1.0-ppm soap, 0.1% maximum moisture, low color,5.0-ppm maximum phosphorus, and 10.0-meq/kg maximum peroxide value. All ofthese impurities can act as catalyst poisons. Phosphorus in the form of phosphatidesmainly affects selectivity to produce a higher degree of saturation with a decrease intrans-isomers. Moisture inactivates the catalyst and may promote free fatty acid for-mation by hydrolysis. Soap reacts with the nickel catalyst to form nickel soaps which
Table 12.3 Prebleaching Process Control Specification for Soybean Oil
Quality Standards To Prebleach Stream Sample As Prebleached
Lovibond red color (max.) X 6.0 6.0Heat stress color rise (max.) X None NonePeroxide value (meq/kg) X 0.1 0.1Soap (ppm, max.) 50 0 0Impurities test X Negative NegativeChlorophyll (ppm, max.) 30 6 6Moisture (%, max.) X 0.1 0.1Free fatty acid (%, max.) 0.05 X 0.07Phosphorus (ppm, max.) X X 5Cold test (hours, min.) X X 25Bleaching earth (%)a X A XSpent earth oil (%)a X X 30.0
a Analyze bimonthly.X = Do not analyze; A = analyzed.
© 2004 by CRC Press LLC

reduces the available nickel proportionally. The oil analysis should be rechecked forhydrogenation if the oil has been in storage after prebleaching for any length of time.
Hydrogen gas used for hydrogenation should be 99+% pure. Gaseous impurities,especially sulfur compounds such as hydrogen sulfide (H2S), sulfur oxide (SO2),and carbon disulfide (CS2) are very injurious to catalyst. Impurities such as carbonmonoxide (CO), carbon dioxide (CO2), methane (CH4), and nitrogen (N2) do notaffect catalyst activity.12
Normally, a basestock system of hydrogenated products with varying degrees ofhardness and selectivity is produced for subsequent blending with other basestocksor unhardened oils to produce the desired finished product. Consistency of most fatsand oils finished products is controlled using standard AOCS analytical methods suchas the solids fat index, iodine value, and melting points; however, time restraints duringthe hydrogenation process require more rapid controls. The sampling method forhydrogenation control most generally consists of drawing samples for analysis at shortintervals while approaching the desired endpoint. Three different control evaluationsare used to determine the endpoints on the basis of the hardness of the basestock:
• Soft basestocks — The refractive index (RI) of oils is related to the degree ofsaturation; for a given oil, the refractive index is almost linearly related to theiodine value analysis, but it can be affected by factors such as free fatty acids,oxidation, and polymerization. RI alone is a satisfactory control for hydrogenationreactions to produce basestocks with an iodine value of 90 or higher. Batch tobatch, SFI results have been relatively uniform with RI controls for soft basestockswhen the starting-oil iodine values are consistent.
• Intermediate-hardness basestocks — Oils hardened to iodine values less than 90produce increasing amounts of trans-isomers and have a marked effect upon SFIresults. Consequently, it is essential that the intermediate basestocks be controlledwith not only a refractive index but also a melting point analysis. Generally, it isthe practice to hydrogenate to a refractive index as an advisory limit, but the actualcontrol is the Mettler dropping point. AOCS method Cc 18-80 measures thetemperature at which an oil sample becomes fluid enough to flow after condition-ing in a freezer for 15 minutes.
• Hardstocks — Hydrogenation of low-iodine-value hardstocks is far less criticalthan for any other type of hydrogenated product. These oils are saturated to iodinevalues of less than 10 where trans-isomers are eliminated and melting points areusually in excess of 130°F (54°C). Refractive index is rarely used to controlhardstocks because of the high melting points. Quick titer evaluations are goodcontrol evaluations for these products. The test consists of dipping a titer ther-mometer into the hardened oil sample and rotating it between the fingers until thefat clouds on the thermometer bulb. Each oil type and iodine value will producea different result that makes the quick titer accurate enough for control of thishydrogenation process.13
Successful hydrogenation endpoint analysis may be used to release product tothe next process, to postbleach, and further to storage or blending, especially if thebasestock is produced routinely and statistical evaluations indicate that the processis in control. The practice of holding all hydrogenated batches separate until all theconsistency analyses have been completed must be balanced against the cost of lost
© 2004 by CRC Press LLC

production and time. A complete SFI profile can require 6 hours from the time thatthe analysis is started. Nevertheless, the consistency analysis should be determinedon each batch or at some frequency for high-volume basestocks to verify the rela-tionship between the quick controls and the more time-consuming analyses for solidsfat index, iodine value, melting points, fatty acid compositions, etc.
Before the filtered product is released to postbleach, the oil should be analyzedfor color, free fatty acids, and nickel content. A qualitative evaluation should beadequate at this point, such as adding ammonium sulfide to a sample obtained afterthe catalyst filter. If a black precipitate forms, nickel is present. This test has beenfound to be sensitive to approximately 2-ppm nickel; more accurate determinationsrequire atomic absorption or other more precise but time-consuming analyses.
The filtered catalyst should be tested on a periodic basis to ensure that the properfilter blowing practices are being observed. The nickel content of the filtrate affects thesalability of this waste product to reclaimers, which may be the best means of disposal.
The hydrogenated oil color should be lighter than the oil before hydrogenationbecause of heat bleaching. A darker color could indicate incomplete filtration or toohigh a drop temperature from the pressurized vessel into the atmosphere. Filterableimpurities analysis should differentiate between the two causes for the dark color.Free fatty acid content should be only slightly higher than the bleached starting oilunless an abnormally long reaction time was necessary. A high free fatty-acid contentcould indicate that the oil to the converter was wet. A high moisture could alter the
Table 12.4 Hydrogenation Process Control Specification for Hydrogenated Soybean Oil Basestock
Quality Standards To Converter From Converter As Filtered
Moisture (%, max.) 0.1 X XFree fatty acid (%, max.) 0.07 X 0.1Lovibond red color (max.) A X a
Peroxide value (meq/kg) 10.0 X 12.0Filterable impurities (max.) None X NoneRefractive index at 46°C A 1.45470 ± 0.00030Mettler dropping point (°C) X 30.0 ± 1.0 30.0 ± 1.0Solids fat index at:
50°F/10.0°C X 18.0 ± 3.0 X70°F/21.1°C X 8.0 ± 2.0 X92°F/33.3°C X 3.0 ± 1.0 X
Iodine value X 85.0 ± 2.0 85.0 ± 2.0Qualitative nickel X X Negative
a Lighter than to converter.X = Do not analyze; A = Analyze.
Hydrogenation Conditions:
Gassing temperature (°F) 300 Hydrogenation temperature (°F) 350Pressure, bar 1.4 ± 0.1Catalyst (%) nickel 0.02Catalyst type New
© 2004 by CRC Press LLC

SFI/melting point/IV relationships by poisoning the catalyst. Typical quality stan-dards for a hydrogenated soybean oil basestock process control specification areillustrated in Table 12.4.
12.6.5 Postbleach Process Control
The primary function of the postbleaching process is to ensure that trace nickelcontents as well as peroxides and secondary oxidation products are removed. Colorreduction is secondary and should never be the deciding factor for postbleachinghydrogenated oil; however, if heat bleaching is experienced during hydrogenation,a color decrease during deodorization should not be expected. Then, the oil mustbe bleached to a color below the color limit of the finished product, taking intoconsideration additives that may increase color results, such as emulsifiers, lecithin,etc.
On startup, the oil should be recirculated through the filter until the specifiedperoxide value, Lovibond red color, and a clean filterable impurities test are achieved.Qualitative nickel should also be determined if a positive result was determined afterthe catalyst filter. These analyses should be repeated hourly during filtering to ensurethat a filtration problem has not developed and that the oil quality is consistent.
Every batch of postbleached oil should be analyzed for Lovibond color, peroxidevalue, filterable impurities, moisture, free fatty acids, and consistency control toverify that contamination has not occurred. The results for the finished batch ofpostbleached basestock should be consistent with the bleaching-in-process resultsand the hydrogenation consistency controls. One exception is that levels of free fattyacids should be 0.1 to 0.2% higher than the hydrogenated oil results. Citric orphosphoric acid added to the oil before postbleaching to chelate any traces of nickelremaining after catalyst filtration elevates FFA. Consistency evaluations to determinecontamination must include the same analyses performed on the hydrogenated oilafter the endpoint was attained — refractive index, iodine value, Mettler droppingpoint, or quick titer. Contamination is indicated by a change in the consistencyevaluations outside the recognized method variations. Typical postbleach qualitystandards for process control for the same soybean oil basestock illustrated for thehydrogenation process are presented in Table 12.5.
Table 12.5 Postbleach Process Control Specification for Hydrogenated Soybean Oil Basestock
Quality Standards From Postbleach Filter As Postbleached
Lovibond red color (max.) 1.0 1.0Peroxide value (meq/kg, max.) 0.1 0.1Filterable impurities (min.) None NoneMoisture (%, max.) 0.1 0.1Qualitative nickel (min.) Negative NegativeFree fatty acid (%, max.) X 0.12Mettler dropping point (°C) X 30.0 ± 1.0
X = Do not analyze.
© 2004 by CRC Press LLC

12.6.6 Winterization Process Control
Oils that solidify or cloud at temperatures above 40°F (4.4°C) must be winterizedor dewaxed to qualify as a salad oil. Winterized is the term used to identify theremoval of the high-melting-point fraction or stearine that solidifies at low temper-atures from certain vegetable oils, notably cottonseed oil and partially hydrogenatedsoybean oil. Soybean oil is a natural winter oil with a high resistance to clouding,but hydrogenation to improve flavor stability destroys this characteristic. Afterhydrogenation, soybean oil must be winterized to remove the high-melting-pointfractions to regain resistance to cloud at low temperatures.
The process of winterization involves a partial crystallization followed by sep-aration of the solids from the liquid portion. The liquid fraction is used for saladoils; the solid fraction or stearine can be utilized in some shortening or margarineformulations. In the winterization process, the oil is cooled to a predeterminedtemperature for a predetermined period of time prior to separation of the liquid fromthe solid fractions. In practice, several different processes are utilized to winterizeedible oils. The design of the winterization process, the rate of cooling of the oil,the temperature of crystallization, and the agitation of the oil are crucial and play asignificant role both in separation of solid fats as distinct crystals and in helpingseparate them from the liquid oil. Parameters for these conditions must be specifiedseparately for each product for process control.
Determination of the extent of the winterization of an oil is a simple but time-consuming procedure. The universally accepted method is the cold test (AOCSMethod Cc 11-5314), which measures the ability of an oil to resist fat crystallization.It is defined as the time in hours for an oil to become cloudy at 32°F (0°C). It isobvious that the cold-test results are obtained after the fact; therefore, winterized oilis usually held separately until the testing period has exceeded the specified limits.Oils that fail the test must be rewinterized; those that pass are transferred to storageuntil being deodorized.
The other salad oil control analyses should be consistent with the starting oilanalytical results, except for iodine value results. Winterized oils should experiencean increase because of the hard fraction removal. Typical winterization qualitystandards for process control of cottonseed salad oil are shown in Table 2.6.
Table 12.6 Winterization Process Control Specification for Cottonseed Salad Oil
Quality Standards To Chill Tanks From FilterAs Winterized and Filtered
Lovibond red color (max.) 3.5 X 3.5Free fatty acid (%, max.) 0.1 X 0.1Filterable impurities (max.) None None NoneMoisture (%, max.) 0.1 0.1 0.1Peroxide value (meq/kg, max.) 2.0 X 4.0Cold test (hours, min.) X 10 10Iodine value 109 ± 3.0 110 ± 3.0 110 ± 3.0
X = Do not analyze.
© 2004 by CRC Press LLC

12.6.7 Dewaxing Process Control
Some vegetable oils, including sunflower, corn, and canola oils, contain waxesfrom the seed shell, which can produce a cloudy appearance. Waxes are high-melting-point esters of fatty alcohols and fatty acids with low solubility in oils. Thequantity of wax in oil varies from a few hundred parts per million to over 2000 ppm.To provide an oil with adequate cold temperature clarity, the wax content must bereduced below 10 ppm.
A traditional dewaxing process, normally performed after prebleaching, consistsof slowly cooling the oil under controlled conditions to crystallize the wax, whichis then removed by filtration. Another process utilizes a wetting agent and centri-fuges. An aqueous solution containing a wetting agent is metered into the oil stream,which is cooled in a heat exchanger before entering the crystallizers. The aqueoussolution is then centrifuged out of the oil, carrying the waxes with it. This aque-ous/wax mixture is then passed through a heat exchanger and recentrifuged to recoverthe wetting agent from the waxes. These and other dewaxing processes are used toprocess oils containing waxes to prevent clouding on the grocery store shelf.
Two laboratory evaluations are utilized to determine if an oil has been properlydewaxed: cold test and chill test. Cold-test evaluations should conform to AOCSMethod Cc 11-53.14 Some oils can have adequate cold-test results but still developa slight cloud or wisp of a cloud at room temperature. The cloud or wisp can bedetected with a chill test, which is performed by drying a portion of the oil sampleby heating it to 266°F (130°C), allowing it to cool to room temperature, and fillinga 4-ounce bottle with it. A second 4-ounce bottle should be filled with a portion ofthe sample that has not been heated. After 24 hours at 70°F (21.1°C), the samplesare examined for cloudiness. A cloud or wisp in the heated sample, probably at thebottom of the bottle, indicates that the oil has not been dewaxed properly. Cloudinessin the unheated sample indicates moisture cloud. Cloudiness in both samples indi-cates a need to retest to ensure that the heated sample has been properly dried.
Removal of waxes from the oils does not change the physical characteristics ofthe oil. The iodine value for the starting oil and the dewaxed oil should be the same.Also, the quality type of analytical results should not change appreciably either. Achange in these results should initiate an investigation to determine the cause and
Table 12.7 Dewaxing Process Control Specification for Corn Salad Oil
Quality Standards To Chill Tanks From FilterAs Dewaxed and Filtered
Lovibond red color (max.) 5.0 5.0 5.0Free fatty acid (%, max.) 0.1 X 0.1Moisture (%, max.) 0.1 0.1 0.1Filterable impurities (max.) None None NoneIodine value 124.0 ± 4.0 X 124.0 ± 4.0Chill test (hours, min.) X 24 24Cold test (hours, min.) X 5.5 5.5
X = Do not analyze.
© 2004 by CRC Press LLC

the corrective actions necessary with as much concern as a low chill-test or cold-test result generates. Typical dewaxed quality standards for process control of cornsalad oil are presented in Table 12.7.
12.6.8 Blending Process Control
Performance and other physical characteristics of shortening, margarine oil,specialty products, frying fats, and even some salad oils are finalized during theblending process. The formulation with hydrogenated basestocks or refined,bleached oils provided by product development is blended to meet the analytical
consistency controls. The finished product requirements determine which analyticalcharacteristics are essential for each product. These requirements frequently includephysical analyses, such as, SFI, IV, melting point, and fatty acid composition.
At this point, the product assumes a final identity for traceability. Contaminationwith other products will be a major concern for all further transfers and processing.An accurate, timely control to identify contamination possibilities is the Mettlerdropping point. A result is possible within 30 minutes or less that has a normalaccuracy of ±0.7°C within most laboratories for products with dropping points above33.0°C (91.4°F).14 Determination of the Mettler dropping point after each movementis a reliable control to ensure that contamination has not occurred. In cases wherea change in the dropping point is experienced, the results many times point to thecontaminating product.
Determination of the Lovibond red color and the peroxide value will indicate ifthe basestocks have been abused in storage and require bleaching before deodoriza-tion to eliminate secondary oxidation products and to achieve the final specifiedcolor limit. Some heat bleaching during deodorization may be expected; however,the heating during hydrogenation generally destroys most unstable carotenoids in
Table 12.8 Blending Process Control Specification: All-Purpose Shortening
Composition Spec. No. Percent Tolerance
85-IV H-SBO 6689 90.0 ±1.060-T CSO 6401 10.0 ±1.0
All-purpose shortening blend 7003 100.0
Quality Standards As Blended
Solids fat index (%) at:50°F/10.0°C 25.0 ± 2.580°F/26.7°C 18.0 ± 2.0104°F/40.0°C 11.0 ± 1.5
Mettler dropping point (°C) 49.0 ± 2.0Lovibond red color (max.) 1.5Filterable impurities (max.) NonePeroxide value (meq/kg, max.) 2.0Free fatty acid (%, max.) 0.12
© 2004 by CRC Press LLC

the basestocks. Table 12.8 presents typical blend process control limits for compo-sition and quality standards for an all-purpose emulsified cake and icing shorteningutilizing the soybean oil basestock illustrated previously for the hydrogenation andpostbleach processes.
12.6.9 Deodorization Process Control
Deodorization is the last major processing step in the processing of edible fatsand oils. It is responsible for removing both the undesirable flavors and odorsoccurring in natural fats and oils and those created by earlier processes. This processestablishes the oil characteristics of bland flavor and odor that are expected bycustomers for salad oils, shortenings, frying fats, and other specialty performanceproducts. Deodorization of fats and oils improves flavor and increases the oxidationstability by nearly complete removal of free fatty acids and other volatile odor andflavor materials, partial removal of tocopherols, and thermal destruction of peroxides.The thermal treatment also heat bleaches the oil by destruction of the carotenoidsthat are unstable at deodorization temperatures.
Deodorization is primarily a high-temperature, high-vacuum, steam-distillationprocess. The usual deodorization process path is deaeration, heating, steam stripping,and finally cooling of the oil, all with zero exposure to air. Careful attention to allof the processing steps is necessary to produce a quality deodorized fats and oilsproduct. Deodorization cannot produce an acceptable product unless the feedstockhas been properly processed and protected prior to steam distillation, which reducesfree fatty acid content and eliminates offensive flavors and odors while heat bleach-ing the oil if the unstable carotenoids have not been eliminated previously. Deodor-ization will not destroy or remove secondary oxidation products, as many processorsmistakenly attempt. Experience has shown that flavor and odor removal correlateswell with the reduction of the free fatty acid content of an oil. A feedstock oil with0.1% free fatty acid will be rendered odorless and bland flavored when the free fattyacid has been reduced to 0.01 to 0.03%, assuming a peroxide value of zero.
The deodorization process sampling points are (1) to the deodorizer, if the blendor prebleached oil has been stored or has waited for deodorization for more than24 hours; (2) stream samples after the deodorizer filter; (3) finished deodorizer batchanalysis; (4) after the addition of additives, such as emulsifiers and antioxidants;and (5) after each-24-hour storage period. The blending process analytical analysis,with the exception of Mettler dropping point results, can be used as the “to deodor-izer” requirements if the analyses are not more than 12 to 18 hours old. The droppingpoint analysis should be performed each time an oil is moved to ensure that nocontamination has occurred. Stream samples after the filter should be obtained atshort intervals, after every deodorizer charge or cycle, and during startup until theprocess is in control; that is, all of the results of the required quality analyses offlavor, color, and impurities are within limits. Thereafter, the process stream shouldbe analyzed either hourly or every 2 hours, depending upon operations’ confidencein the process.
The finished batch (or “as deodorized”) evaluations repeat the control analysisto ensure that the process has remained in control during the entire process, and
© 2004 by CRC Press LLC

physical or consistency analyses are conducted to ensure that no changes haveoccurred due to contamination or isomerization. The consistency analyses are thosethat are required for the finished product, allowing for any additives that will effectchanges when added. After these results are confirmed to meet the limits, thespecified additives are incorporated and mixed for a minimum of 20 minutes, andthe product is sampled for the appropriate analyses. If deodorized product is storedfor 24 hours or more, it should be reevaluated daily for color, free fatty acids,peroxide value, and flavor. This daily testing will indicate reversion problems. Thespecified limits for these requirements must be met before the product can betransferred to packaging or shipped in tank trucks or railcars. Typical deodorizationprocess control limits for an all-purpose emulsified cake and icing shortening uti-lizing the blend previously illustrated are presented in Table 12.9.
12.6.10 Bulk Shipment Process Control
High volumes of edible fats and oils are shipped in tank trucks, railcars, or bulkcontainers primarily to food processors. These products must be handled properlyduring loading and transit, as well as in the customers’ tanks to ensure qualityintegrity at the time of use. Before loading, it is important that the transportationequipment be of the proper type or size, in good mechanical condition, and properlycleaned. The bulk containers should be cleaned and inspected thoroughly beforeloading. The tanks must be completely clean and dry. Truck outlet valves should beinspected, as well as hoses and pumps, for cleanliness and moisture and to evaluatethe protection available during shipment. On tank cars, the foot valves must beoperable and internal heating coils pressure tested for leaks. All of these inspections
Table 12.9 Deodorization Process Control Specification for Cake and Icing Shortening
Composition Spec. No. Percent ToleranceTotal
Percent
Shortening blend 7003 100.0 0.0 94.1Additives
Mono- and diglycerides 9501 6.25a ±0.5 5.9
Deodorized shortening 8003 100.0
Quality StandardsTo
DeodorizerStream Sample
As Deodorized
With Additives
After Storage
Lovibond red color (max.) 1.2 1.2 1.2 1.5 1.5Free fatty acid (%, max.) 0.12 0.03 0.03 0.15 0.15Peroxide value (meq/kg) maximum 2.0 0.0 0.0 0.5 0.5Moisture (%, max.) 0.1 0.1 0.1 0.1 0.1Flavor, minimum X Bland Bland Bland BlandFilterable impurities None None None None NoneMettler dropping point (°C) 49 ± 2 X 49 ± 2 47 ± 2 47 ± 2Solids fat index (%) at:
50°F/10.0°C X X X 25.0 ± 2.5 X80°F/26.7°C X X X 17.0 ± 2.0 X104°F/40.0°C X X X 10.0 ± 1.5 X
α-Monoglyceride (%) X X X 2.8 ± 0.3 X
a Based on 100% deodorized base. X = Do not analyze.
© 2004 by CRC Press LLC

prior to loading should be documented to help ensure that the inspections are actuallyperformed and to record the condition of the transport at loading.
All bulk shipments in tank trucks, railcars, or containers should be core or zonesampled following AOCS Method C1-47.14 The sample should be evaluated usingall the necessary quality or organoleptic analyses, as well as Mettler dropping pointand filterable impurities. These results determine the shippability of the car, truck,or container after loading. After quality release, the tanks or containers are sealed,preferably at all possible entry points, to protect against tampering during transit.The seals utilized should have to be destroyed to gain entry into the tank or container.A portion of the car, truck, or container sample should be retained. The retentiontime should be for a period at least three times longer than the customer couldpossibly have the product in storage; longer times approximating the shelf life ofthe customers’ products may be required in some cases. Table 12.10 presents the
typical quality standards for bulk shipment release of the all-purpose emulsified cakeand icing shortening that illustrated blending and deodorization process control.
12.6.11 Shortening Packaging Process Control
The physical form of shortenings is important for proper handling and perfor-mance in prepared food products. Many food applications depend upon the physicalproperties peculiar to each packaged product, such as softness, firmness, oiliness,creaming properties, melting behavior, surface activity, workability, solubility, aer-ation potential, pourability, and others. For plastic shortenings, consistency is impor-tant from the standpoint of usage and performance in bakery and related products.For liquid shortenings, consistency is important for handling characteristics, andadequate suspension of the additives is necessary for proper performance.15
Shortening consistency is controlled by two dominating factors: (1) compositionof the fat blend; and (2) processing conditions used to crystallize, package, andtemper the products. Experience has shown a definite correlation between the phys-
Table 12.10 Bulk Shipment Process Control Specification for Cake and Icing Shortening
Composition Spec. No. Percent Tolerance
Cake and Icing Shortening 8003 100.00 ±0.0
Bulk Shipment 9005 100.00
Quality Standards As Loaded
Lovibond red color (max.) 1.5Free fatty acid (%, max.) 0.15Peroxide value (meq/kg, max.) 0.5Moisture (%, max.) 0.05Flavor (min.) BlandFilterable impurities (max.) NoneMettler dropping point (°C) 47.0 ± 2.0α-Monoglyceride (%) 2.8 ± 0.3
© 2004 by CRC Press LLC

ical characteristics of the product blend and the consistency of the packaged short-ening; therefore, it is important to develop and specify crystallization conditions foreach product for uniform functionality. The plasticization conditions that affectconsistency include:
• Precooler temperature — The heated shortening product is cooled to just abovethe melting point, 10 to 15°F (5.6 to 8.3°C), to reduce the heat load on the chillingunit that provides the maximum cooling capacity. Precrystallization due to coolingbelow the crystallization point must be avoided at this point.
• Creaming gas — Nitrogen is injected into the inlet side of the chiller in preciselycontrolled quantities, normally 13.0 ± 1.0 by volume for standard plasticizedshortenings, to provide a white creamy appearance and increase the workabilityof the shortening.
• Chiller-unit pressure — A pressure-control value should maintain a constantpressure of approximately 23.3 to 25 bar (350 to 375 psig) at the discharge of thepump to the precooler. Pressure requirements will vary with equipment design.
• Chiller-unit outlet temperature — The finished shortening consistency becomessofter as the temperature is decreased, whereas firmer and more brittle shorteningsdevelop with higher temperatures. The outlet temperature tolerance of the chillingunit should be controlled to ±1.0°F, if possible, and no higher than ±2.0°F.
• Chiller throughput — The product flow rate can be adjusted to control outlettemperature but should be within the design limits of the equipment.
• Worker-unit pressure — An internal pressure of 20 bar (300 psig) minimum onboth the worker unit and the chilling unit should be maintained by an extrusionvalue after the worker unit. This pressure ensures thorough air dispersion whilebreaking up the crystal aggregates.
• Worker exit temperature — A temperature rise of 10 to 15°F (5.6 to 8.3°C) fromthe worker unit should be expected; heat of crystallization dissipation is the causeof the temperature rise.
• Filler pressure — Extrusion values are utilized at the filler in most systems todeliver a homogeneous, smooth product. The usual operating pressure for mostfillers is 20 to 26.7 bar (300 to 400 psig).
• Tempering temperature — The primary purpose of tempering is to condition thesolidified shortening so it can withstand wide temperature variations during sub-sequent storage and still have a uniform consistency when brought back to roomtemperature (70 to 75°F or 21.1 to 23.9°C). In practice, holding at 85°F (29.4°C)for 24 to 72 hours or until a stable crystal form is reached is typical.
• Storage temperature — The usual shortening storage temperature is 70 ± 2°Funless the customer has other specific requirements.
Shortening packaging process control points are (1) on the way to chilling,(2) first and last piece line samples, and (3) packaging after tempering. The initialpackaged product evaluations, or the “to chilling” sample, are performed to substan-tiate that contamination has not occurred during the transfer from the deodorizerand that the product has not been heat abused to affect color or flavor. Mettlerdropping point or another physical characteristics analysis such as IV, SFI, or evenfatty acid composition could be utilized for this control, but the dropping point resulthas the advantage of a short elapsed time to perform and good reproducibility. Theanalyses determining quality acceptability are color, free fatty acid, peroxide value,
© 2004 by CRC Press LLC

flavor, moisture, and impurities. Specific limits should always be specified for eachanalysis, but changes from the previous results before movement should also beevaluated. Substantial changes, even if the results are still within the specified limits,should be cause for concern. Evaluation of changes can uncover problems that coulddevelop into substantial problems after packaging.
First and last piece line samples are evaluated for contamination at startup andduring the packaging operation to detect any deleterious effects upon the productby the chilling, working, or filling processes. The usual analyses used to providethese controls are the same as for the “to chiller” sample, with special attentionbeing paid to any changes in results. Potential problems at this point could be aresult of the previous product packaged or impurities from the transfer lines or theequipment, additives, creaming gas incorporation, packaging materials, or the atmo-sphere. Additionally, all shortening products should be inline screened for impuritiesafter chilling and pass effective metal detection after packaging.
The final packaging product controls are performed after tempering for evalua-tion of the product characteristics the customer will experience. Product consistencychanges are not complete when the product is packaged; the crystallization processcontinues even after tempering and shipping but at a substantially reduced rate.Consistency evaluations such as penetrations, appearance, and texture ratings, aswell as performance evaluations such as the cake and icing tests for the productsillustrated in Table 12.11, should not be relied upon until after the tempering process;evaluation prior to this point would not be representative of the product as receivedor used by the customer. Table 12.11 presents the typical quality standards forpackaging process control of the all-purpose emulsified shortening, previously illus-trated at the blend and deodorization process stages (Table 12.8 and Table 12.9),with color and flavor added at packaging.
12.6.12 Liquid Shortening Packaging Process Control
Liquid opaque shortenings have been developed for food products where fluidityat room temperature and below is important. The major uses for these productsinclude deep-fat frying, pan and grill frying, bread, cake, and nondairy applications.Liquid shortenings are flowable suspensions of solid fat in liquid oil. The viscosityand suspension stability are controlled by two basic factors: (1) composition of theshortening, and (2) crystallization technique utilized. Hardfats with a low iodinevalue and β-crystal habit are used to seed the crystallization. The hardfat level canvary from as low as 1.0% to higher levels, as required, to produce the desired finishedproduct viscosity. Equally important for liquid shortening fluid stability are theprocessing conditions. These conditions must be conducive to the production ofstable β-crystals in a concentration where the viscosity is low enough to provideeasy pumping but high enough to prolong suspension stability.
Additives contribute heavily to functionality in almost all liquid shortenings. Themajor additives utilized are (1) antifoaming agents for frying applications; (2) emul-sifiers for bread, cake, and nondairy applications; (3) color and flavor, where thesecharacteristics are desired; and (4) lecithin for flow properties in cakes and anti-sticking properties for pan and grill applications.
© 2004 by CRC Press LLC

Liquid shortening crystallization, tempering, and packaging control points are(1) to crystallization, (2) as crystallized, (3) after additives, (4) line samples, and (5)as packaged. Initially, samples are drawn from the storage or supply vessel todetermine whether or not contamination has occurred during the transfer from thedeodorizer and that the quality or organoleptic characteristics have not been abusedto adversely affect flavor and stability. The analysis most likely used to ensure thatcontamination has not occurred would be iodine value. Mettler dropping pointanalysis could be utilized by keeping the Mettler furnace in a freezer at –20.0 ±2.0°C (–4.0 ± 3.6°F) to facilitate the analysis of relatively low melting points. Thequality analyses are those normally evaluated for every deodorized oil: Lovibondred color, free fatty acid, moisture, impurities, and flavor. A control limit should beassigned for each analytical evaluation, but any significant change from the previous
Table 12.11 Packaging Process Control Specification for Cake and Icing Shortening
Composition Spec. No. Percent Tolerance Total Percent
Cake and icing shortening 8003 100.00 ±0.0 99.97502Additives:
22% Beta-carotene 1681 0.009 ±0.0 0.00899Flavor 1563 0.016 ±0.0 0.01599
As packaged 9003 100.00000
Quality StandardsFrom
SupplyAfter
AdditivesLine
Samples As Packed
Lovibond red color (max.) 1.5 X X XFree fatty acid (%, max.) 0.15 0.17 0.17 0.17Peroxide value (meq/kg, max.) 0.5 0.5 0.5 0.5Moisture (%, max.) 0.05 0.05 0.05 0.05Flavor (min.) Bland Buttery Buttery ButteryFilterable impurities (min.) None None None NoneMettler dropping point (°C) 47.0 ± 2.0 X 47.0 ± 2.0 47.0 ± 2.0Alpha monoglycerides (%) 2.8 ± 0.3 X X 2.8 ± 0.3Color standard (min.) X Match Match Match80°F ASTM penetration (mm/10 grams) X X X 150 ± 30Appearance rating (min.) X X X 8Texture rating (min.) X X X 8140% sugar cake rating (min.) X X X 8Icing volume (specific gravity, min.) X X X 0.80
Plasticization and Packaging Conditions
Precooler product temperature (°F) 57 ± 2Creaming gas (%, nitrogen) 13.0 ± 2.0Chilling-unit pressure (bar) 23.3 ± 1.7Chilling-unit outlet temperature (°F) 70 ± 1Chilling-unit throughput (pounds/hour) 33000 ± 300Worker-unit outlet temperature (°F) 85 ± 1Worker-unit pressure (bar) 25 ± 1.7Tempering temperature (°F) 85 ± 2Tempering time (h) 48 ± 8Storage temperature (°F) 70 ± 2
© 2004 by CRC Press LLC

evaluations should be investigated for cause. The deaeration procedure will probablybe performed in the same vessel as the supply tank for crystallization. One of themost destructive agents for liquid shortening suspension stability and viscosity isair. The deaeration process is simply heating without agitation to eliminate any airincorporated after deodorization. Evaluation of the air content in the oil should bedetermined at each control point by obtaining the density of the product and com-paring it with the density of the product without air (i.e., laboratory deaerated).
After the product has been crystallized and tempered to stabilize the crystal, itshould be sampled for quality analysis, air content, and either iodine value or Mettlerdropping point to determine if contamination has occurred. After crystallization,
Table 12.12 Packaging Process Control Specification for Liquid Shortening
Composition Spec. No. Percent Tolerance Total Percent
Liquid shortening 8875 100.0000 ±0.0 99.98750Additives:
TBHQ antioxidant mix 1527 0.01250 ±0.0 0.01249Methyl silicone 1601 0.00001 ±0.0 0.00001
As packaged 9875 100.0000
Crystallization After Additives
Line Samples As PackedQuality Standards To As
Lovibond red color (max.) 1.0 1.0 1.0 1.0 1.0Free fatty acid (%, max.) 0.04 0.04 0.05 0.05 0.05Peroxide value (meq/kg, max.) 0.5 0.5 0.5 0.5 0.5Moisture (%, max.) 0.05 0.05 0.05 0.05 0.05Filterable impurities (max.) None None None None NoneFlavor (min.) Bland Bland Bland Bland BlandMettler dropping point (°C) 28 ± 1 28 ± 1 28 ± 1 28 ± 1 28 ± 1Air content (%, max.) None 1.0 1.0 1.0 1.0Qualitative TBHQ (min.) X X Positive Positive Positive85°F viscosity (min.) X 500 500 500 X70°F viscosity (max.) X X X X 6000Iodine value 102 ± 3 X X X 102 ± 3
Crystallization Conditions:
Precooler temperature (°F) 100 ± 2Creaming gas (%) NoneChiller-unit temperature (°F) 70 ± 1Chiller-unit pressure (bar) 23.3 ± 1.7Throughput (pounds/hour) 33000 ± 300Worker-unit outlet temperature (°F) 80 ± 2Worker-unit pressure (bar, min.) 20Crystallization vessel:
Temperature (°F) 85 ± 2Agitation time (hours) 2 ± 1
Storage temperature (°F) 70 ± 2
© 2004 by CRC Press LLC

additives such as antifoamer, color, flavor, or lecithin are incorporated, if required.If an antifoamer (methyl silicone) is the only additive, identification analysis cannotbe performed on a timely basis, and actual weighing of the material and mechanicalslurring to disperse the material must be relied upon for control; however, a tracercan be employed by dispersing the antifoamer in an antioxidant mixture that can beanalyzed on a timely basis. Color, flavor, and lecithin additions at this point can alsobe measured with analytical controls.
During packaging, line samples should be evaluated for air content and othercontrol analyses performed to confirm that abuse or contamination has not occurred.The as-packed analyses are after-the-fact evaluations to confirm that the liquidshortening has the proper viscosity and/or pourability after crystal stabilization, thatthe quality characteristics have not been abused, and that the product meets all ofthe customer’s identified or required parameters. Table 12.12 presents process controlspecified limits for potential liquid frying shortening crystallization and packaging.
12.6.13 Liquid Oils Packaging Process Control
Cooking oils are suitable for all types of cooking and for some baked productswhere lubrication is the performance characteristics required. In addition to kitchenuses, cooking oils are used for frying snack foods and other products with a shortshelf life. Salad oils are required for emulsion stability of mayonnaise and saladdressings. High-stability liquid oils are specialty products used where room-temper-ature liquidity and flavor stability are important functional characteristics.
There are significant differences among the liquid oils. The practical definitionof a salad oil is that it remains substantially liquid at refrigerator temperatures, 40°F(4.4°C). The standard method for evaluation of a salad oil is the cold test (AOCSMethod Cc 11-53), which measures the resistance to crystallization of a sampleimmersed in an ice bath at 32°F (0°C).14 If it remains clear after 5-1/2 hours, itmeets the criteria of a salad oil. A natural salad oil or a well-winterized oil willremain clear for periods longer than 5-1/2 hours, usually 10 to 15 hours minimum.
A practical definition for a cooking oil is that it is normally clear at roomtemperature but will cloud or solidify at refrigerator temperatures. Cooking oils canbe used either in their natural state or after processing, depending on the source oil,local taste, custom, etc. Some of the source oils utilized as cooking oils are cottonseed,peanut, corn, sunflower, and olive oils. These oils will become semisolid or at leastcloud at refrigerator temperatures unless winterized, dewaxed, or fractionated; how-ever, it is somewhat impractical to remove the solid fractions from peanut and oliveoils. Both these oils have distinctive flavors that are preferred by many consumersover the bland flavors of most processed oils. Peanut oil is utilized both deodorizedand undeodorized, whereas olive oil is rarely processed past extraction and filtration.
Liquid oils for household use are normally packaged in clear plastic bottlesranging in size from 16 ounces to 1 gallon; 1- and 5-gallon plastic containers plus55-gallon closed-head metal drums are the usual packages utilized for foodserviceand food processor users. A typical filling operation involves the following stepsfor household, foodservice, and food processor packaging:
© 2004 by CRC Press LLC

1. Transfer the oil from the process department to the oil-filling department supplyvessel.
2. Pump the oil through a heat exchanger to the appropriate filler. 3. Feed containers to the filler and fill with oil to the specified weight. 4. Cap and label the containers prior to packaging in corrugated cases. 5. The case is sealed, labeled, and printed with traceability information. 6. Expose the filled plastic containers to metal detection before transferring to storage
or shipment. Metal drums must be inspected before filling through the two openingsin the top with a light for foreign material such as rust, moisture, insects or dirt.
The process control points for liquid oil filling systems are (1) supply tank,(2) line samples, and (3) as packaged. Initially, samples are obtained from the supplytank prior to the start of the filling process. Analysis of this sample is conducted toconfirm that the liquid oil product has not been contaminated or the flavor degradedduring transfer or from the previous product in the supply tank. Line samples,normally obtained at startup and near the batch completion, are evaluated for productchanges caused by the packaging operation or some other problem, such as amispumping into the supply tank, addition of an additive to the wrong product, aleaking tank coil, product filtration problems, and others. The as-packed sample isa final evaluation of the product to reconfirm the previous samples and determineany customer-specific analytical results not previously performed. The process con-trol quality limits for a typical cottonseed salad oil are presented in Table 12.13
Table 12.13 Oil-Filling Process Control Specification for Cottonseed Salad Oil
Composition Spec. No. Percent Tolerance
Cottonseed salad oil 8301 100.00 ±0.0
As packaged 9301 100.00
Quality Standards Supply Tank Line Samples As Packed
Lovibond red color (max.) 3.5 3.5 3.5Free fatty acid (%, max.) 0.05 0.05 0.05Peroxide value (meq/kg) maximum 0.5 0.5 0.5Moisture (%, max.) 0.05 0.05 0.05Filterable impurities (max.) None None NoneFlavor, minimum Bland Bland BlandCold test (hours) minimum 15 X 15Iodine value 110 ± 3 X 110 ± 3AOM stability (hours) minimum X X 15Qualitative TBHQ Negative X Negative
Filling Conditions:
Oil temperature (°F) 70 ± 5
© 2004 by CRC Press LLC

12.6.14 Shortening Flake Process Control Standards
Fat or shortening flakes are higher melting edible oil products solidified into athin flake form for ease in handling, for remelting, or for a specific function in afood product. Chill rolls are utilized to produce both low-iodine-value hardfat flakesand slightly lower melting point specialty-use products. Solidification of the flakeproducts is accomplished when the roll picks up a coating of melted product froma supply trough, which solidifies rapidly and is removed by a scraper blade. Hardfatflake products are normally packaged in 50-pound Kraft bags and the specialtyproducts in fiberboard cases, often sized for an individual food processor’s batchrequirements. The following processing sequence illustrates a typical chill-roll oper-ation to produce and package flakes:
1. Transfer the deodorized flake oil product from the process department to a chill-roll supply tank.
2. Add and disperse any additive required by the finished flake product profile. 3. Transfer the product in liquid form through a heat exchanger to adjust temperature
and through filters to the chill-roll feed trough. 4. A thin coating of product is picked up by the rotating chill roll from the feed trough. 5. Scrape the solidified product off the roll after one revolution. 6. The flakes are packaged, labels and traceability information applied, tested for
metal contamination and then stored at a controlled temperature to dissipate theheat of crystallization before shipment.
Table 12.14 Flaking Process Control Specification for Soybean Oil Flakes
Composition Spec. No. Percent Tolerance
Soybean oil hardfat 8421 100.0 ±0.0
As flaked 9421 100.0
Quality Standards Supply Tank As Flaked As Shipped
Lovibond red color (max.) 1.5 1.5 1.5Free fatty acid (%, max.) 0.05 0.05 0.1Peroxide value (meq/kg, max.) 0.5 0.5 0.5Moisture (%, max.) 0.05 0.2 0.2Filterable impurities (min.) None None NoneIodine value (max.) 5.0 5.0 5.0Flake condition X Dry Dry
Flaking Conditions:
Feed-tank temperature (°F) 160 ± 5Oil-to-roll temperature (°F) 200 ± 10Chill-roll inlet coolant temperature (°F) 80 max.Chill-roll speed (rpm) Set for dry flakeOil trough level 1/2 to 3/4Flake in-package temperature (°F) 110 max.Flake crystallization temperature rise (°F) 28 max. after l hour
© 2004 by CRC Press LLC

The process control points for the flaking operation are (1) supply tank, (2) afteraddition of any additives, (3) as flaked, and (4) as shipped. Initially, as with anytransferred product, a sample obtained from the supply tank is analyzed for assurancethat the product has not been contaminated or abused during or after the transferfrom the previous department. Sampling after any additives have been dispersed inthe product determines whether or not the desired change has been achieved. Insome cases, especially for colorants, adjustments may be required to achieve thedesired appearance. As-flaked sampling can indicate any abuse to the product duringprocessing because of moisture, impurities, heat, or metals that can cause an off-flavor or off-color. The as-shipped sample confirms the as-packed sample and detectsany changes in color caused by crystallization or free fatty acids due to hydrolysis.The quality control limits for process control of a low-iodine-value soybean oilhardfat are presented in Table 12.14.
12.6.15 Margarine and Spread Process Control Standards
Consumer margarines and spreads are used primarily for tablespreads and cook-ing. Industrial margarines are utilized for many different specialized products, suchas Danish pastry, cake icings, puff pastry, and others. Two standards of identityregulate U.S. margarine production. Vegetable-oil margarines are regulated by theFDA, and animal fat or animal/vegetable margarines are subject to USDA regula-tions. The margarine standards require 80% fat minimum, specify usage of only safeand suitable ingredients, allow one or more listed optional ingredients, and requirenot less than 15,000 international units per pound of vitamin A. Products with lessthan 80% fat and resembling margarine must be referred to as a spread unless therequirements for diet or reduced-calorie product are satisfied.16
Margarine and spread processing consists of the following basic operations fora batch system:
1. The margarine or spread oil bases are blended and processed to meet the productspecification requirements. The physical properties of the oil base contributeheavily to the eating characteristics, consistency, and plasticity of each product.
2. Liquid milk or whey, when used, is usually prepared by reconstituting dry milkor whey solids, which are then pasteurized, cooled, and held in sanitary tanksuntil use.
3. The water-soluble ingredients are weighed or metered into a sanitary tank andmixed thoroughly.
4. The oil-soluble ingredients are metered or weighed into a sanitary tank and mixedthoroughly.
5. The oil and water mixtures are brought together to form an emulsion. 6. The emulsion is quick-chilled with a swept-surface heat exchanger. Stick marga-
rines and others for which a firm narrow plastic range is desired are allowed tosolidify without agitation (that is, no working unit).
© 2004 by CRC Press LLC

7. Tub spreads, margarines, and other products where spreadability or plasticity isdesired utilize a working unit similar to those used for shortening processing.
8. Margarine or spread products are packaged and transferred to refrigerated storagein most cases, but some industrial margarines or spreads require holding at aspecific temperature to stabilize the fat crystal.
The batch process sampling points for margarine and spread operations are(1) margarine-oil supply tank, (2) product emulsion, (3) line samples, and (4) aspacked. It is not necessary to reanalyze the margarine-oil supply tank for eachemulsion; however, it should be sampled before the initial use in emulsions. Eachemulsion should be evaluated for moisture level as a timely indicator that allowscorrection, if required, of the composition. The proper moisture level indicates thatfat, salt, and curd levels are also at the desired concentrations. Line sample evalua-tions confirm that the color and flavor levels meet the specified limits and shouldverify the emulsion sample results for composition. Portions of the line samplesshould be composited for a shift analysis of the moisture, fat, salt, and curd contents.As-packed samples, preferably obtained shortly after startup and near completionof each packaging shift, should be reevaluated for appearance, flavor, penetrations,and consistency after 24 hours to allow the fat crystal to stabilize. The flavor of thissample will be notably different from the samples flavored during packaging becauseof crystallization of the fat portion, which somewhat masks the flavor and saltperception. Portions of the as-packed samples must also be evaluated for microor-ganisms. Typical table-grade margarine emulsion, crystallization, packaging, andstorage process control specifications are presented in Table 12.15.
© 2004 by CRC Press LLC

Table 12.15 Process Contol Specification for Tablegrade Margarine
Composition Spec. No. Percent
Paseurized milk 9203 4.41666Potable water 1000 13.31188Granulated sugar 1701 2.00000Sorbic acid 1501 0.05000Margarine oil 8102 79.60000Lecithin 1309 0.20000Mono- and diglycerides 9507 0.40000Flavor 1436 0.01500Vitamin A/carotene mix 1575 0.00646
As Packaged 9230 100.00000
Quality Standards Oil Supply Emulsion Line Samples As Packed
Free fatty acid, % max. 0.05 X X XPeroxide value, meq/kg 0.05 X X XFlavor, min. Bland X Salty and buttery ButteryMettler dropping point, °F 36 ± 1 X X XMoisture, % max. 0.05 17.0 ± 0.3 17.0 ± 0.3 17.0 ± 0.3Fat, % X X 80.2 ± 0.2 80.2 ± 0.2Salt, % X X 2.0 ± 0.1 2.0 ± 0.1Curd, % X X 0.4 ± 0.1 0.4 ± 0.1Appearance rating, min. X X 8 850°F penetration, mm/10 X X X 50 ± 15Standard plate count/g, max. X X X 10,000Yeast and mold/g, max. X X X 100Coliforms/g, max. X X X 10
Processing Conditions:Potable water temperature, °F 45 ± 5Pasteurized milk temperature, °F 45 ± 5Margarine oil temperature, °F 130 ± 5Emulsion temperature, °F 105 ± 5Scraped wall heat exchanger exit temperature, °F 47 ± 1Worker unit NoneCreaming gas, % nitrogen NoneTempering temperature, °F 45 ± 5Tempering time, hours 24 min.Storage temperature, °F 45 ± 5Shipping temperature, °F 45 ± 5
© 2004 by CRC Press LLC

REFERENCES
1. Juran, J.M., Quality Control Handbook, McGraw-Hill, New York, 1962, p. 23-3. 2. Wintermantel, J., Ingredients specification writing, Cereal Foods World, 27, 65, 1982. 3. Wintermantel, J., Ingredients specification writing, part III, Cereal Foods World, 27,
235, 1982. 4. Leo, D.A., Packaging of fats and oils, in Bailey’s Industrial Oil and Fat Products,
Vol. 3, Applewhite, T.J., Ed, John Wiley & Sons, New York, 1985, pp. 311–312. 5. Juran, J.M., The economics of quality, in Quality Control Handbook, McGraw-Hill,
New York, 1962, pp. 1-30–1-46. 6. Dutton, H.J., Analysis of fats and oils, JAOCS, 55, 806, 1978. 7. Flider, F.J. and Orthoefer, F.T., Metals in soybean oil, JAOCS, 58, 271, 1981. 8. Wiedermann, L.H., Degumming, refining and bleaching soybean oil, JAOCS, 58,
159–160, 1981. 9. Carr, R.A., Refining and degumming systems for edible fats and oils, JAOCS, 55,
765–771, 1978. 10. Roden, A. and Ullyot, G., Quality control in edible oil processing, JAOCS, 61,
1109–1110, 1984. 11. Latondress, E.G., Refining, bleaching and hydrogenating meat fats, JAOCS, 62, 812,
1985. 12. Puri, P.S., Hydrogenation of oils and fats, JAOCS, 57, 852A, 1980. 13. O’Brien, R.D., Formulation: single feedstock situation, in Hydrogenation: Proceed-
ings of an AOCS Colloquium, Hastert, R., Ed., AOCS Press, Champaign, IL, 1987,p. 156.
14. American Oil Chemists’ Society. The Official Methods and Recommended Practicesof the American Oil Chemists’ Society, 4th ed., AOCS Press, Champaign, IL, 1994.
15. Bell, R.J., Shortening and margarine products, in Introduction to Fats and Oil Tech-nology, Wan, P.J., Ed., AOCS Press, Champaign, IL, 1992, pp. 187–188.
16. Chrysam, M.M., Table spreads and shortenings, in Bailey’s Industrial Oil and Fat Prod-ucts, Vol. 3, Applewhite, T.H., Ed., John Wiley & Sons, New York, 1985, pp. 57–60.
© 2004 by CRC Press LLC

CHAPTER 13
Troubleshooting
13.1 INTRODUCTION
Troubleshooting can be defined as the process used to determine why somethingis not performing properly and for correction of the problem. As with many practicalskills, troubleshooting is an art, as well as an analytical or scientific process. Trou-bleshooting begins when it is recognized that a problem exists and it is determinedthat it must be solved. A basic analytical process for solving problems is outlinedin Figure 13.1. The first step is to define the problem. This is a description of theproblem that includes the symptoms and any other pertinent information. The nextstep is to gather information about the problem. This includes questioning theinvolved parties for more detailed information, viewing the physical systems, ana-lyzing the product involved, and gathering information regarding the processesinvolved. The third step is to narrow the scope to the process or processes causingthe problem. After the problem has been narrowed down, a corrective action for theproblem evolves. The next to last step is to test the identified corrective action. If itis successful, the changes necessary can be implemented on a temporary basis beforemaking the changes permanent. If unsuccessful, the problem-solving process mustrevert back to an intermediate step to redefine the corrective actions required.1
Many different troubleshooting styles and methods are available. Each has advan-tages and disadvantages. The approach chosen is, most times, dependent on personalpreference, convenience, or the problem itself. Many times more than one approachor a combination of methods will be necessary to solve the problem. Good trouble-shooters always use several approaches based on the problem symptoms. Some ofthe approaches applicable to edible fats and oils problem solving include:
1. Experience — The most common and usually the simplest, most expedient methodor approach; an experienced technician can recognize many of the problems andthe corrective action necessary immediately because the same problem or some-thing similar has happened previously. Also, if a number of solutions are possible,experience can be used to identify the best area to attack first. This selection canbe based on the highest probability, the most expedient, the least risky, the easiest,
© 2004 by CRC Press LLC

and so on. Experience is primarily comprised of skills learned on the job; usually,the more different job positions an individual has successfully performed, the moreexperience has been gained. Experience can also be gained through hands-onlaboratory and classroom training, but some actual on-the-job experience is nor-mally necessary to reinforce the training. Good process and performance recordsare also a form of experience that can be effectively utilized for problem solving.
2. When, what, and where — The three W’s troubleshooting technique is a simplequestion-and-answer technique. It utilizes questions similar to the following:• What is the problem and what is not the problem?• Where is the problem and where isn’t the problem?• When did the problem happen and when did the problem not occur?• What has changed and what has not changed?This technique uses observation, experience, performance records, and testing tonarrow down the problem to a workable size.
3. Trapping a problem — Setting a trap is often the only effective method for catchingthe cause of a reoccurring problem. Systems employing trending of archived data,along with possible additional monitoring points, can be used to identify theproblem area and help determine the necessary corrective actions.
There are probably as many troubleshooting approaches as there are individualssolving problems. Most of these approaches encompass the techniques described,at least in part. A common thread running through all problem-solving techniquesis identification of the problem and implementing corrective actions. These actionsare almost always performed on a more timely basis and are easier when experienceis available. The remainder of this chapter is a compilation of edible fats and oilsproblems with corrective actions drawn from experience for individual processesand product types.
Figure 13.1 Troubleshooting process.
No Yes
IdentifyProblem
CollectData
NarrowThe
Problem
ApplyCorrective
Action
ProblemSolved ?
ImplementChange
AndDocument
© 2004 by CRC Press LLC

13.2 PROCESS TROUBLESHOOTING
13.2.1 Vegetable Oil Extraction
Problem: Enzyme Activity
Possible Causes and Corrective Actions
1. Temperature — The detrimental enzymes are activated at 135 to 180°F (57 to80°C). The inactivation temperatures are 180 to 250°F (82 to 121°C).
2. Arrested lipase action — Expanders and cookers arrest lipase (phosphalipase andlipoxygenase) activities.
3. Extract split seed or beans quickly — Enzymes are activated with disrupted seedsor beans, heat, and moisture. It has been estimated that 6% of the soybeans aresplit with each mechanical transfer. Cracked seeds should be heat inactivated withcookers or expanders as soon as possible.
4. Dry storage — Seed pile temperatures are elevated with higher moisture levels,which encourage enzyme activity.
Problem: Oxidative Stability
Possible Causes and Corrective Actions
1. Extraction interruptions — Oxidation and hydrolysis take place rapidly after oil-seed flaking, because a relatively large surface area is presented to the atmosphere.Consequently, interruptions in extraction operations are likely to yield poor quality.
Problem: Moldy Oil-Seed Utilization
Possible Causes and Corrective Actions
1. Aflatoxin — Moldy peanuts and other oil seeds, nuts, or fruits are routinely usedas oil stock. When aflatoxic peanuts are crushed, only a small portion of the toxinis retained in the oil. Filtration of the oil lowers the aflatoxin level, and conven-tional refining and bleaching effectively removes any residual aflatoxin.2
Problem: Damaged Soybean Effects
Possible Causes and Corrective Actions
1. Frost damage — Immature soybean plants are killed by severe frost, whichterminates development of the bean. The effects of frost damage a month prior tomaturity upon soybean oil are:3
• Increased fatty acids — Free fatty acid levels as high as 2.2% have beendetermined with crude oil from frost damaged beans.
• Excessive refining loss — Crude oil from immature beans can increase therefining loss substantially. Studies indicated more than a threefold increase forfrost-damaged beans.
© 2004 by CRC Press LLC

• Higher green color — Crude oils from frost-damaged beans are green in colorbecause of the presence of porphyrins, identified by sharp absorption peaks inthe 640- to 680-micron range and which are related to chlorophyll. The greencolor must be removed prior to caustic refining or in prebleaching beforeexposure to oxidation, which can set the color so it becomes extremely difficultto remove. At prebleach, acid-activated clays have been found more effectivethan the neutral clays, and higher levels must be used as the intensity of thegreen color increases. As a general rule, soybean oil should be bleached to agreen color limit rather than a red color limit.
• Poor flavor stability — Increased bleaching requirements can decrease theflavor stability of the soybean oil. Some severely frost-damaged oils have hadto be declared inedible because of flavor stability and color problems.
• High saturated fatty-acid content — Iodine values of oil from beans frostdamaged a month before maturity have been found with over seven iodinevalues lower than oil from mature soybeans.
2. Field and storage damage — When soybeans are exposed to rain or damp weatherin the field after maturity or are stored at high moisture levels in excess of 13 to14%, decomposition of the oil fraction results. The effects of the decompositionare4:• Refining loss — Increased refining losses are attributable to two factors:
(1) high free fatty acid content of the crude oil, and (2) alteration and degra-dation of phospholipids. Prolonged moisture exposure activates a lipase withinthe beans that results in hydrolysis. Degraded phospholipids cannot be hydratedand act like emulsifying agents to entrain higher levels of neutral oil in thesoapstock. Field- and storage-damaged soybeans have experienced oil lossesin refining of over 4%, as opposed to the normal 1 to 1.5% loss associatedwith undamaged beans.
• Polymerization — Heat damage lowers polyunsaturated fatty acids by poly-merizing linoleic and linolenic fatty acids. These effects are detrimental to theflavor and oxidative stability of deodorized oils.
• Trace metals — Two- to tenfold increases in iron content have been observedin damaged soybeans from two sources: (1) iron naturally occurring in thebean, and (2) iron mainly picked up from processing equipment. Metal inac-tivators, usually citric or phosphoric acid, must be utilized to reduce iron tolevels that do not impair flavor and oxidative stability.
• Nonhydratable phospholipids — Oils from field- and storage-damaged soy-beans contain nonhydratable phospholipids that cannot be removed easily bydegumming or refining and ultimately affect the initial flavor and flavor sta-bility of the finished salad oils produced.
Problem: High-Color Cottonseed Oil
Possible Causes and Corrective Actions
1. Off-grade — Off-grade or early season crude cottonseed oil production has requireda higher level of acid pretreatment to obtain a lower bleach color and reduce refininglosses. The amount of acid pretreatment also depends on where the cottonseed wasgrown and the local seasonal conditions. Wet humid climates produce highercolored oils. Phosphoric acid is used more commonly to pretreat crude oils because
© 2004 by CRC Press LLC

of its less corrosive properties and better commercial availability. The acid pre-treatment level usually varies between 100 and 500 ppm by weight of the oil,depending upon the crude quality; however, some off-grade crude cottonseed oilshave required pretreatment, with as much as 1800 ppm phosphoric acid.5
2. Time and temperature — Exposure of cottonseed oil to high temperatures forextended times causes permanent darkening because of oxidation of the pigmentgossypol. Miscella refining immediately after extraction minimizes the effects oftime and temperature on gossypol.
Problem: Immature Canola Seed
Possible Causes and Corrective Actions
1. High chlorophyll — Immature canola or rapeseed with high chlorophyll levelscan lead to a bluish green color in the oil, which is difficult to remove with refining.The maximum level for Swedish crude canola oil has been established at 3.0 red,125 yellow on the 1.5-inch cell of the British Standard Lovibond Color Method.This corresponds to a chlorophyll level of 30 ppm. Above this level, extra pro-cessing is required to produce an oil with satisfactory flavor and stability.6
Problem: Yellow-Colored Palm Kernel Oil
Possible Causes and Corrective Actions
1. Palm oil absorption — Palm kernel oils with a yellow color and a carotene levelabove the norm of 4.4 ppm may be the result of absorption of palm oil by a thinnertenera shell or breakage and palm oil penetration of the kernel. Palm and palmkernel oils are both obtained from the fruit of the palm tree. The outer pulp containspalm oil, and the kernel in the fruit contains palm kernel oil. Because these oilsdiffer considerably in characteristics and properties, mixing causes substantialchanges in performance
13.2.2 Meat Fat Rendering
Problem: Inadequate Meat-Fat Rendering Controls
Possible Causes and Corrective Actions
1. Dark color — Heating or cooking too long at a high temperature during renderingscorches the protein content, which discolors the meat fat. Bleaching will probablybe necessary to meet the expected color limits.
2. Flavor — Steam-rendered animal fats flavor and odor can resemble boiled meats. 3. Sour — Excessive protein and moisture allowed to remain in the rendered fat can
cause souring during transit. Sour meat fats may be the major reason for U.S.Department of Agriculture (USDA) inspector rejections and enforced downgrad-ing to inedible product.
4. Dissolved phospholipids — Fat darkening will result unless the phospholipids areremoved by filtering or water washing.
© 2004 by CRC Press LLC

5. High free fatty acid — The amount of free fatty acid an animal fat contains is a goodindication of whether the fats were properly handled before rendering. Meat tissuescontain fat-splitting enzymes, which start to hydrolyze the fat to form free fatty acidsas soon as the animal dies. Rendering must be performed as soon after the animalsare slaughtered as possible for a minimum of free fatty acid development. Increasedprocessing losses will be experienced to neutralize any excess free fatty acids present.
6. Proteinaceous material — Colloidal protein will cause darkening, especially withsteam distillation or deodorization. Small amounts of diatomaceous earth orbleaching clay followed by filtration can remove these materials.
Problem: Green Tallow Appearance
Possible Causes and Corrective Actions
1. High chlorophyll content — Tallow can have a green appearance because of ahigh chlorophyll content resulting from feeding fodder or pasture grasses. Becausetallow contains low levels of red and yellow coloration, the green color is accen-tuated and should be readily apparent upon receipt. Tallow chlorophyll can beremoved with acid-activated clay bleaching.
13.2.3 Crude Oil Storage
Problem: Free Fatty Acid Increase
Possible Causes and Corrective Actions
1. Blowing with steam during unloading — Discontinue using steam to blow lines,limit time used, or blow to a catch-all tank.
2. Excessive moisture in receipts — Analyze before unloading and schedule high-moisture lots to be refined quickly to minimize free fatty acid increase.
3. High storage temperature — Do not heat crude oil during storage, do repair leakingvalves that allow unintentional heating, and do not allow centrifugal pumps to runagainst closed valves.
4. Steam coil leaks — Repair coils. 5. Tank bottoms — Agitate tanks and clean periodically to remove any sludge buildup.6. High-pressure steam — The steam pressure used to heat oils at any stage should
be limited to 0.7 bar (10 psig) which provides a steam temperature of 240°F(115.6°C), which should minimize overheating and scorching of the oils. Somefacilities use only hot water to avoid contacting the oils with a temperature over208°F (98°C).
Problem: Color Darkens during Storage
Possible Causes and Corrective Actions
1. Long storage time — Rotate usage (first in/first out). Storage time should be limedto 3 weeks, maximum.
2. High-temperature oil — Refine oil as soon as possible.
© 2004 by CRC Press LLC

3. Aeration — Shut off agitators when liquid level is too low, and do not allow theoil to free-fall into the tank; fill the tanks from the bottom.
4. Carotene decomposition — Carotenes decompose with oxidation to form compoundsthat are difficult to remove during refining and bleaching. Crude oil studies haveshown that tertiary butylhydroquinone (TBHQ) antioxidant protects carotene againstdecomposition. The TBHQ-protected oils require less stringent bleaching conditionsand a lower bleaching clay treat to obtain the desired product characteristics.7
Problem: Cottonseed Oil Bleach Color
Possible Causes and Corrective Actions
1. Crude storage — Good-quality crude cottonseed oil can be successfully storedfor 5 months in cool, but not cold, weather without any appreciable change infree fatty acids, color, flavor, and refining loss, but the ease of bleaching isdecreased appreciably.8 Oxidation of the complex pigment system in cottonseedoil affects bleach color. Refining before extensive oxidation of the pigments occursremoves the source of the color reversion; therefore, it is more desirable to storecottonseed oil as refined rather than as crude.
Problem: Reduced Oxidative Stability
Possible Causes and Corrective Actions
1. Crude-oil storage time — Contact with atmospheric oxygen will cause oxidativedamage, which is ultimately reflected in the quality of the processed oil. Vegetableoils with the lightest colors and best oxidative stability are those processed almostimmediately after extraction or immediately protected with nitrogen.
2. Antioxidant protection — Studies have shown that TBHQ antioxidant substantiallyincreases the oxidative stability of vegetable oils and has a stabilization effectupon the natural tocopherol antioxidants. The active oxygen method (AOM) sta-bility of crude soybean oil has been doubled with the addition of 200 ppm TBHQwith a significant improvement in the tocopherol content of the deodorizer distil-late.7
Problem: Excessive Tank Bottoms
Possible Causes and Corrective Actions
1. Poor or no agitation — Install properly designed agitators and agitate the oil,except when the liquid level is below the agitators.
2. Poor-quality crude oil — Analyze before unloading and refine as soon as possibleto minimize settling of impurities.
3. Tank sweating — A combination of high humidity, warm oil, and cool tempera-tures can result in sweating inside storage tanks. This moisture dripping into theoil is an effective degumming system. The result is a buildup of unwanted solidsin the bottom of the tank. Sweating can be controlled somewhat by vent systemsthat allow air flow into and out of each storage unit.
© 2004 by CRC Press LLC

Problem: Commingling of Oils
One of the most common problems in any tank farm is the unwanted mixing ofoils by operator error, faulty equipment, or design problems.9
Possible Causes and Corrective Actions
1. Piping — Where economically possible, separate piping systems should be pro-vided for each major oil handled or at least for oils with critical physical properties.
2. Tank size — The use of a few large tanks rather than numerous small tanks canminimize the chances of contamination.
3. Valves — All valves should be chosen so that it is easy to recognize when theyare in either the open or the closed position.
4. Flow system — Automated systems are available that will not allow pumping tobegin until the correct valves are open or shut and other specific criteria are met.
5. Spill prevention — Ruptured tanks, broken lines, and human error have resultedin lost product and significant harm to the environment that could have beencontained. Each storage facility must be properly diked or a drainage systemconstructed that will contain any conceivable spill.
6. Procedures — The secret to a good storage facility operation is good planningand adherence to basic rules and common sense. Written operating proceduresprovide a means of operator training and guidance, and checklists allow dailyfollow-up and planning.
Problem: Storage Tanks
The number, size, and construction material of storage tanks are among the mostcrucial points to be considered when planning the operation of an existing or new oilprocessing facility. The choices depend upon the quality of the oil to be stored; forexample, crude oil has different requirements than intermediate or finished product oils.
Possible Causes and Corrective Actions
1. Number and size — A single oil processing facility needs larger but fewer tanksthan a facility handling many different source oils. When many different oil typesmust be stored, a series of larger and smaller tanks is required to decrease thedanger of contamination or mixing different oils.
2. Design features — The normal crude oil storage tanks have some very commondesign features for optimum performance: • Cylindrical tanks are preferred over rectangular tanks, which are generally
more expensive and more difficult to clean.• Welded mild steel construction.• A high height-to-diameter ratio for maximum protection of the stored oils from
air exposure.• The feed pipe should run from the top to the bottom, with a vent close to the
top bend.• The tank bottom should have a slope leading to a sump with a drain line for
cleaning.• The tank outlet should be about 1.5 feet (0.5 meters) above the bottom of the
tank and at the side to allow sludge settling.
© 2004 by CRC Press LLC

• Hot-water heating coils entering from the top of the tank and shaped like avertical inverse-U at one side of the tank to provide space for the meltedmaterial to expand.
• Side-entering agitation for counteracting layering in large tanks.• Outside insulation, where necessary.• A plastic coating or lining to protect against fatty acids, if necessary (to be
determined by the source oil to be stored).
Problem: Inventory Measurement Errors
Possible Causes and Corrective Actions
1. Gauging — Six factors are involved in product weight determinations in any gaugemeasurement procedure; an error in any one factor will create a discrepancy10:a. Accurate precalibration of all the tanks involved — Charts supplied for the
individual tanks must be assumed to be correct; however, some sources of errorexist: • Tank bottoms may sag or buckle with varying loads of oil. The tanks should
be checked periodically with weighed oil to verify calibrations. • Tanks heated to keep a product liquid will expand to provide a greater
volume than calibration at lower temperatures. This increase in volume canbe calculated from the known coefficient of expansion of steel.
• Irregular shapes and internal structures of the tanks may have affectedcalibrations to make the charts only approximate.
b. Proper sampling of the oil product for analysis — The sample obtained mustrepresent accurately the entire amount of the oil product in the tank. If moistureor solid fractions are present, these materials must be included in their properamount by zone sampling.
c. Accurate temperature measurement of the product in the tank — The numberof readings needed to obtain a true average temperature may vary greatlydepending upon the size and depth of the tank, availability of agitation, andheating coils. The importance of temperature is illustrated by the fact that anerror of 1°F will result in a weight difference of approximately 1300 poundsin a 400,000 gallon tank.
d. Accurate measurement of the depth or outage — Measurements should alwaysbe made at the same marked place on the tank opening with a high-quality steeltape that is free from kinks and bends and has clear readable figures and readingsto the nearest 1/16 inch. Measurements should be repeated until successive resultsare identical. Two problems experienced in obtaining satisfactory tape readingsare oil motion from heating or agitation and entrained air causing foam.
e. Accurate specific gravity analysis — Accurate specific gravity analysis of thesample is mandatory for accurate calculations
f. Accurate and proper calculations — Accurate and proper calculations shouldbe based on the tank calibration and the data obtained.
2. Metering — Under ideal conditions of pump pressure and oil temperature, meter-ing is possible; however, ideal conditions are rarely met, particularly for weightdeterminations of bulk shipments or inventories where accuracy is required.
3. Weighing — Actual weighing of the oil is the most desirable procedure. Weighingis accomplished with many different types of scales (e.g., tank, railcar, truck, andeven drum scales). These scales must be calibrated frequently to ensure accuracy.
© 2004 by CRC Press LLC

13.2.4 Degumming
Problem: Dark-Color Gums
Possible Causes and Corrective Actions
1. Acid degumming — Phosphoric acid degummed soybean oil improves the refinedoil yield but provides darker gums. The darker gums produce inferior lecithinproducts; the lecithin produced is darker in color than lecithin from water degum-ming processes. However, most soybean oil gums are not processed for lecithinrecovery, and the separated gums are mixed with the soapstock obtained withcaustic refining.
Problem: Low Yield
Possible Causes and Corrective Actions
1. Excess water — It is important to add only the amount of water necessary toprecipitate the gums, as any excess water causes unnecessary oil losses throughhydrolysis. The normal water level for degumming is approximately 2.0%.
Problem: High Nonhydratable Phosphatide Level
Possible Causes and Corrective Actions
1. Oilseed cooking temperatures prior to extraction — Studies have shown thatphosphalipase, an enzyme that makes the phospholipids nonhydratable and moredifficult to remove, is highly active at 135 to 185°F (57 to 85°C). Therefore, thiscooking temperature range should be avoided.11
2. Pre-extraction oilseed processing — Both the ALCON treatment (a moist heattreatment of flaked soybeans before extraction) and expander pre-extraction pro-cessing have led to a low level of nonhydratable phosphatides. Good-qualityoilseeds preprocessed with either of these processes have been physically refinedwith results equivalent to chemical refining, even with water degumming. Poor-quality oilseeds require acid degumming to produce a physical refined qualityequivalent to chemical refining.12
13.2.5 Caustic Oil Refining — Primary Centrifuge
Problem: High Free Fatty Acids (Over 0.05%)
Possible Causes and Corrective Actions
1. Caustic treat too low — Check the caustic strength and correct if found low, orrecheck the free fatty acid of the crude oil and recalculate the treat required. Thetheoretical quantity of caustic is based on the ratio of molecular weights of NaOHto oleic fatty acid. Most oils are refined with 0.10 to 0.13% excess caustic.Exceptions are the lauric oils and palm oil, which require a minimal excess of
© 2004 by CRC Press LLC

approximately 0.02%, and cottonseed oil, which is refined for color reduction andrequires a higher excess of approximately 0.16%.
2. Inadequate mixing of caustic with the crude oil — Make sure that the high-speed,inline mixer and the vertical mixers are functioning properly.
Problem: High Red Color
Possible Causes and Corrective Actions
1. Low caustic treat — When a high refined color is experienced in the startupsamples, reconfirm the caustic treat and increase slightly, if needed, to obtain anacceptable lab bleach color.
2. Poor-quality crude oil — The final step in most crude oil production is finalsolvent stripping. Temperatures in this step may reach 250°F (121°C). The longeran oil remains at the elevated temperatures, the more difficult it is to remove thecolor bodies in caustic refining. This treatment can cause color fixation. Anincrease in caustic treat may be necessary to obtain an acceptable refined and labbleach color.
3. Insufficient mixing — Confirm that the mixers are operating properly and thatsufficient caustic–oil mixing is being delivered.
4. Oxidized tocopherols — α-Tocopherol oxides to a very colorful chroman-quinone.It is necessary to determine the cause of oxidation and the corrective maintenanceor procedures required to prevent a recurrence of the problem. The high red colorshould be removed with vacuum bleaching.
5. Cottonseed oil storage — It has been determined that cottonseed oil should berefined as soon as possible. Oxidation of the complex pigment system adverselyaffects the bleach color. This source of color reversion should be removed withrefining before extensive oxidation can develop.
Problem: High Green Color
Possible Causes and Corrective Actions
1. Chlorophyll content — High chlorophyll contents in soybean and canola oils areusually caused by crop damage by exposure to wet weather in the field, earlyfrosts, or high-moisture storage. It is best to remove chlorophyll before the alkalitreatment, as it tends to be stabilized by alkali and heat.
Problem: Positive Acid Heat Break
Possible Causes and Corrective Actions
1. Low caustic treat — Recalculate the caustic treat and increase if necessary. Usethe minimum caustic treat to obtain a negative acid heat break.
2. Uneven caustic flow — Adjust caustic flow each time the crude flow is changedand determine that the caustic pump is operating properly.
3. Inadequate caustic and crude oil mixing — Make sure that the mixers are operatingproperly.
© 2004 by CRC Press LLC

Problem: High Soap Content
Possible Causes and Corrective Actions
1. High caustic treat — Check caustic treat and reduce if the acid heat break andlab bleach color are not adversely affected. The NaOH treat selected for the crudeoil to be refined will vary with the free fatty acid content of the oil and the levelof excess over theoretical determined for each source oil from previous experience.The theoretical quantity of caustic is based on the ratio of molecular weights ofNaOH to oleic fatty acid. Most oils are refined with 0.10 to 0.13% excess.Exceptions are lauric and palm oils, which require a minimal excess of approxi-mately 0.02%, and cottonseed oil, which is refined for color reduction and requiresa higher excess of approximately 0.16%.
2. Dirty centrifuge bowl — High soap levels (500 ppm or higher) that cannot becorrected with back pressure adjustments are an indication that the machine needscleaning.
3. Crude-oil flow rate too high — Reduce the flow rate but make sure that the caustictreat is adjusted accordingly.
4. Separator bowl revolutions per minute too low — Check rpm and correct if foundlow.
5. Improper back pressure — Adjust back pressure to reduce the residual soap levelin the oil without increasing the oil content of the soapstock. The back pressureusually falls in the range of 3.3 to 6.9 bar (50 to 100 psi). Careful back-pressurecontrol is required to obtain a minimal soap content in the refined oil whileachieving minimum neutral-oil loss in the soapstock. The compromise adjustmentsusually border around 300 ppm soap, with 18% neutral oil in the soapstock on adry weight basis.
Problem: Excess Neutral Oil in Soapstock
Possible Causes and Corrective Actions
1. High-centrifuge back pressure — Increased centrifuge back pressure reduces thesoap content in the oil phase but increases the neutral oil lost in the soapstock.Conversely, reducing the back pressure decreases the neutral oil loss in the soapphase but can increase the soap in the refined oil to a level beyond the capacityof the water-washing step. The primary back pressure must be carefully adjustedto the best compromise, usually about 300 ppm soap with 18% maximum neutraloil in the soapstock.
2. Caustic addition temperature — Too high of an oil temperature during the causticaddition can increase the saponification rate of the neutral oil and reduce the yieldof the refined oil. The temperature of the crude oil at the point of caustic additionshould be no higher than 100°F (37.8°C), with a more preferred limit of 90°F(32.2°C).
3. Primary feed temperature — Most soft oil caustic mixtures are heated to 135 to165°F (57 to 74°C) before delivery to the primary centrifuge to provide the thermalshock necessary to break the oil–caustic–soap emulsion. The best emulsion tem-peratures for each oil must be determined by experimentation or past experience.
© 2004 by CRC Press LLC

4. Centrifuge breakover — A breakover occurs when the interface suddenly movestoward the bowl periphery and no longer contains the column of oil under the topdisc. Large amounts of oil are discharged through the soap outlet in a partialbreakover. When a total breakover occurs, the large oil flow quickly forces all thesoap from the bowl and all the oil follows through the soap outlet port. Breakoverscan happen when the centrifuge bowl is clogged, the refined oil outlet backpressure is too high, or the refined oil temperature or caustic concentration dropsconsiderably. Breakovers can usually be corrected by quickly opening the backpressure valve and readjusting until the soapstock and refined oil are dischargingproperly. The bowl may have to be reprimed or backflushed to correct largebreakovers.13
5. Caustic–crude-oil contact time — After the caustic solution addition, the mixturemust be blended to ensure adequate contact with the free fatty acids, phosphatides,and color pigments. Caustic reacts with the free fatty acids to form soapstock,while hydrolyzing phosphatides and removing unsaponifiable material from thecrude oil. Sufficient mixing is required, but it must not create a stable emulsionand allow proper soap conditioning. Experimentation may be required to determinethe optimum conditions using past experience as guidelines.
6. Solvent-extracted oils — Many times, solvent-extracted oils contain high levelsof phosphatides and other thick, gummy, sticky materials which form deposits instorage tanks. These materials are difficult to handle, especially as oxidation andpolymerization develop. The tank residues can trap high levels of neutral oil tocause high oil losses. The gums emulsify the neutral oil, which is lost to soapstockduring refining. Further, splitting the soapstock with acid is more difficult whenhigh gum levels are present. To avoid these problems, degumming of solvent-extracted oil prior to caustic refining has become customary among some proces-sors, especially in Europe.14
Problem: Over-Refining
Possible Causes and Corrective Actions
1. Low refined-oil bleach color — A plant refined-oil bleach color significantly lowerthan the laboratory results indicates overrefining.
Problem: Poor Finished Oil Oxidative Stability
Possible Causes and Corrective Actions
1. Oxidized refined oil — It is very important that oxidation be prevented during allstages of edible fats and oils processing because of the detrimental effects uponthe finished, deodorized oils. For example, it has been estimated that a peroxidevalue increase of only 1.2 meq/kg for neutralized soybean oil after or duringrefining may reduce the oxidative stability of the deodorized oil by 50%.14 Oxi-dation during processing can be minimized by avoiding contact with air, elimina-tion of prooxidant metallic contaminates, nitrogen protection at all stages ofprocessing, or the addition of antioxidants at the initial processing stages.
© 2004 by CRC Press LLC

13.2.6 Oil Refining — Water Wash
Problem: High Soap Content
Possible Causes and Corrective Actions
1. Low level of wash water — The amount of water required for water washing is 10to 20% by weight. Generally, the best results are obtained at the 15% level. Deter-mine wash-water level and increase if it is below 15% of the crude oil flow rate.
2. Inadequate mixing of wash water and refined oil — The water–oil combinationis mixed to obtain intimate contact for maximum soap transfer from the oil to thewater phase.
3. Hard water — Hard water with calcium and magnesium deposits should not beused for the water-washing operation. If the water hardness exceeds 20 ppm, awater softener or condensate from the steam system should be used.
4. Dirty separator — The time required between cleanings cannot be predicted; thewater-wash bowl must be cleaned on demand. The water-wash centrifuge probablyrequires cleaning when the residual soap for the refined oil exiting the vacuumdryer exceeds 50 ppm if the soap from the primary is less than 500 ppm.
5. High soap content from the primary — The water-wash operation can handleincoming soap levels of only 500 ppm or less.
6. Water addition temperature — The wash-water temperature is important for effi-cient separation in the centrifuge. The wash-water temperature should be 10 to15°F (5 to 8°C) warmer than the oil to prevent emulsions.
7. Oil temperature — Refined oil from the primary centrifuge should be heated asnecessary to 190°F (88°C). A low temperature to the water-wash centrifuge cancause breakover.
13.2.7 Oil Refining — Vacuum Drying
Problem: High Moisture
Possible Causes and Corrective Actions
1. Low vacuum — A typical dryer operates at 70 cmHg and should be equippedwith a high-level alarm and automatic shutdown capability.
2. Low water-wash temperature — Normal water-wash temperature is 185°F (85°C).3. High moisture to the dryer — Correct the problem in the water-wash operation.4. Poor oil distribution in the dryer — Clean the plugged nozzles.
13.2.8 Prebleaching
Problem: Short Filtration Cycle
Possible Causes and Corrective Actions
1. Inadequate body feed — The flow rate during precoating should be the same asduring filtration. A filter with too slow a precoat rate or with an uneven hydraulic
© 2004 by CRC Press LLC

flow will produce an uneven precoat that results in blinded screens and shortcycles.
2. Too high flow rate — High flow rates cause packing of the solids to blind the screens. 3. Too low flow rate — Low flow rates allow the solids to settle in the filter shell
instead of precoating the screens. 4. Blinded screens — Screens blinded with soap or uneven flow provides a reduced
surface area that causes short cycles.5. Filter too small — A solids load too great for the filter utilized will necessitate
frequent process interruptions to clean the filter.
Problem: Slow Filter Rate
Possible Causes and Corrective Actions
1. Full filter — Clean the filter.2. High-moisture oil (over 0.1 %) — Correct upstream problem at vacuum dryer or
water wash.3. High soap — The soap content of vacuum-dried oil to prebleaching should not
exceed 50 ppm. Higher soap levels require excessive bleaching earth usage orallow soap to remain in the oil, which can blind the filters.
4. High phosphatides — The phosphorus level in refined oil sent to bleaching shouldnot exceed 6.0 ppm. Higher levels will require higher bleaching earth usage levelsand increase the risk of higher phosphorus in the bleached oil. Bleached oil shouldnot exceed 1.0 ppm phosphorus. This problem requires a correction of upstreamproblems with the caustic treat or mixer operation, which should have beenindicated by negative acid heat break evaluation results.
5. High oil-flow rate — The flow rate through the filter must not exceed the designlimit. High flow rates cause premature blinding of the filter and reduce efficiency.A flow-rate controller should be required at the exit of the filter.
Problem: High Impurities in Filtered Oil
Possible Causes and Corrective Actions
1. Inadequate precoating of the filter — Recirculate until the impurities improve; ifimpurities persist, stop and precoat the filter properly.
2. Holes in the filter screens — Repair or replace the screens.3. Improper filter assembly after cleaning — Reassemble properly.4. Worn seals or gaskets — Replace defective seals and gaskets.5. Early delivery — During the startup cycle of the bleaching filters, care must be
taken to return the initial cloudy oil to the bleaching vessel instead of contami-nating the bleached oil storage.
Problem: High Soap Level in Bleached Oil
Possible Causes and Corrective Actions
1. High incoming oil soap content — Correct upstream problem, probably at theprimary or water-wash processes. The soap content of the incoming vacuum-dried
© 2004 by CRC Press LLC

oil should not exceed 50 ppm, as higher bleaching-earth levels are required toadsorb the excess soap.
2. Poor precoating — Precoat filter properly to avoid channeling.3. Inadequate recirculation through the filter — Proper contact time between the oil
and the bleaching earth is essential.4. Bleaching-earth addition — Make sure that the bleaching-earth feeder is operating
properly.
Problem: Poor Bleach Color
Possible Causes and Corrective Actions
1. Low bleaching-earth level — The amount of bleaching earth to be used shouldbe the minimum amount needed to effect removal of the impurities as measuredby peroxide reduction, with a zero value as the target. Normally, 0.3 to 0.5%activated bleaching earth is sufficient, depending on the quality of the oil andpress effect opportunities. The clay addition should be guided by performance,not a mandatory addition level.
2. Short contact time — Recirculate through the filter and determine the effect.Usually 15 to 20 minutes of contact time between the oil and the bleaching earthis adequate to drive off the moisture in the bleaching earth and complete thebleaching reaction with atmospheric bleaching. In vacuum bleaching, the greatestcolor reduction is realized within the first 3 minutes of contact because the airand moisture are removed by the vacuum. Extending the contact time does notharm the vacuum-bleached oil because oxidation is prevented by the vacuum.
3. Low bleaching temperature — Bleaching temperatures can be increased but shouldnot exceed 110°C (230°F). Heating should take place after the addition of thebleaching earth. Higher oil temperature reduces oil viscosity, which improves theadsorptivity of the bleaching earth; however, no significant improvement is expe-rienced above 110°C. Problems with increased free fatty acid development, oxi-dation, and color fixing can result with temperatures exceeding 110°C.
4. Bleaching-earth addition temperature — Addition of the bleaching medium to hotoil vaporizes the moisture in the clay too soon. The moisture release allows the latticestructure in the clay to collapse, which reduces the effective surface area before ithas an opportunity to adsorb the color pigments and the secondary oxidation products.
5. Agitation — Bleaching-vessel agitation should be sufficient to achieve good con-tact of the earth with the oil without incorporating air.
6. Inadequate refining — Check upstream problems (caustic treat or mixing in refining).7. Color set in the incoming crude oil — Re-refine or segregate for use where higher
color is acceptable.8. Green-color removal — High chlorophyll in soybean and canola oils because crop
damage may be easier to remove before alkali treatment, as it tends to be stabilizedby alkali and heat.
9. Cottonseed oil crude storage — Good-quality crude cottonseed oil can be storedfor up to 5 months at cool temperatures with no appreciable changes in free fattyacids, refining loss, color, or flavor; however, bleachability noticeably decreases.8
Oxidation of the complex pigment system in cottonseed oil affects bleach color.Refining before extensive oxidation of the pigments occurs removes the sourceof the color reversion; therefore, it is more desirable to store cottonseed oil asrefined, rather than crude.
© 2004 by CRC Press LLC

Problem: High Oil Loss
Possible Causes and Corrective Actions
1. Excessive bleaching earth — Activated bleaching earths can retain as much as70% of their weight in oil, which is not recovered. Increased bleaching-earth usageimproves prebleaching effectiveness up to a certain point. After that, additionalbleaching earth usage only increases oil losses and free fatty acids. The amountof bleaching earth required must be determined by the prebleached oil quality(i.e., acceptable red or green color, complete soap removal, and a zero peroxidevalue).
13.2.9 Hydrogenation
Problem: Slow Reaction
Possible Causes and Corrective Actions
1. Poor catalyst activity — Increase the catalyst level. The poor activity may becaused by catalyst poisons or a lower nickel content in a different lot of catalyst.
2. Old catalyst — Add fresh catalyst. Catalyst that has been in storage for longperiods may have deteriorated from abuse or contamination.
3. Gas purity — The hydrogen gas used must be at least 99.0% pure. It should bedry and free of contaminant gases such as hydrogen sulfide (H2S), sulfur oxide(SO2), and carbon disulfide (CS2). When hydrogen gas contains sulfur compounds,the sulfur combines with nickel, poisoning the catalyst and reducing activity andselectivity substantially. Impurities such as carbon monoxide (CO), carbon dioxide(CO2), methane (CH4), and nitrogen (N2) do not affect catalyst activity.15
4. Not enough hydrogen gas — Short term: stop the reaction and wait until sufficienthydrogen gas is available. Long term: determine the cause of insufficient hydrogengas and correct the problem.
5. Poor agitation — Make sure that the agitators are turned on and operational.Internal inspection of the converter may be necessary to determine the conditionof the agitator shaft and blades.
6. Soap content — The oil soap content to hydrogenation should be 1.0 ppm max-imum and must never exceed 20 ppm. Soap poisons the catalyst by reacting withthe nickel to form nickel soaps, which reduce the available nickel proportionally.
7. Phosphatide content — Gums poison the catalyst, precipitate at hydrogenationtemperatures, darken the oil, and blind the catalyst filters. The phosphorus contentof the oil sent to hydrogenation should not exceed 5 ppm. High phosphatideproblems must be addressed upstream in degumming, refining, and bleaching tomeet the process quality standards before releasing the oil to the next process.
8. Sulfur poisoning — Particularly long induction periods occur in the presence ofsulfur compounds. Reaction with sulfur inhibits the capacity of nickel to adsorband dissociate hydrogen, reducing the total activity of the catalyst. As the abilityof the nickel to hydrogenate is reduced, its tendency to promote isomerization isenhanced to produce large quantities of trans-isomers. Wet-milled corn oils cancontain sulfur, which must be removed in prebleaching to prevent hydrogenationand flavor problems.
© 2004 by CRC Press LLC

9. Moisture content — Moisture inactivates the catalyst and can promote free fattyacid formation by hydrolysis. Analysis of the oil should confirm a 0.10% maxi-mum moisture before the reaction is started. Hydrogenation feedstock oils withhigher moisture levels should be dried before the catalyst is added.
10. Cooling and heating coil leaks — Steam leaks in the converter coils may be thecause of a high moisture content if the oil was dry from the supply vessel.
11. Low temperature — Hydrogenation, like most chemical reactions, proceeds at afaster rate with increased temperatures. Increased temperatures decrease the sol-ubility rate of the hydrogen gas to effect a lower concentration of hydrogen onthe catalyst surface which increases selectivity, trans-isomer development, andthe reaction rate. The process-control records should be reviewed to determine ifthe reaction rate is slower than usual for a particular product. If it is indeed slower,the temperature controllers should be checked for accuracy before proceeding tothe other potential causes.
12. Product characteristics — The desired characteristics for the product being pro-duced may require a slower reaction time. The usual reaction time should beascertained from the process control records.
Problem: Wrong Melting Point/Iodine Value Relationship
Possible Causes and Corrective Actions
1. Wrong catalyst used — Commercial nickel catalysts vary considerably in theirinherent preferential selectivity. Also, used catalysts are less preferentially selec-tive than new catalysts. High-selectivity catalysts enable the reduction of linoleicfatty acid without producing high levels of stearic fatty acid for a product withgood oxidative stability and a low melting point.
2. New catalyst lot — The nickel content of a new lot of catalyst may be differentenough from the previous lot to affect the activity; the new lot may require moreor less total catalyst to achieve the desired physical requirements.
3. Contamination with a previous batch — All precautions should be taken to ensurethat no oil from the previous batch is left in the converter or drop tank to con-taminate the next batch.
Problem: Catalyst Filtration
Possible Causes and Corrective Actions
1. Selective catalyst — Hydrogenation catalyst must exhibit both a high activity anda selectivity, and it is also essential that the catalyst can be filtered rapidly. Thesetwo objectives are somewhat incompatible because a very selective catalyst wouldhave wide shallow pores, which implies small particles that lead to filtrationproblems.
2. Reused catalyst — Extensive reuse of catalyst can cause filtration problemsbecause: (1) free fatty acids in the feedstock react with the nickel to form nickelsoaps that pass through the screens on most black presses, and (2) the catalystparticle size will decrease with mechanical attrition and will pass through most
© 2004 by CRC Press LLC

catalyst filters. Hydrogenated oils must be postbleached to ensure the removal oftrace quantities of nickel, which can adversely affect oxidative stability.
3. Phosphatides content — Gums precipitate at hydrogenation temperatures and willblind filters, making filtration almost impossible. Short term, the filters must becleaned frequently until the problem batch is filtered. Long term, the problemmust be addressed upstream in degumming, refining, and bleaching to deliver oilswith less than 5 ppm phosphorus.
Problem: Basestock AOM Stability
Possible Causes and Corrective Actions
1. Soft and hard basestock blending — Blending a slightly overhydrogenated batchwith an underhydrogenated batch can probably meet desired physical character-istics such as SFI and melting point, but the AOM stability results will be poorerthan if the two batches were hydrogenated to the correct endpoint. Very softbasestocks should not be produced to blend a very hard basestock into the desiredlimits. Hard basestocks should be hardened further to the next harder basestockor to almost complete hydrogenation to produce a low-iodine-value hardstock.
2. Nickel residue — Trace quantities of nickel passing through the catalyst filter willadversely affect the oxidative stability of the hydrogenated oil. Stability studieshave shown that 2.2 ppm nickel will reduce the AOM stability of lard by 50%.Hydrogenated oils must be postbleached to ensure the removal of trace quantitiesof nickel remaining after catalyst filtration.
13.2.10 Postbleaching
Problem: High Nickel Content
Possible Causes and Corrective Actions
1. Soluble or colloidal nickel — Correct the source of the colloidal nickel problemor ensure that the hydrogenated oil is acid treated with 50 to 100 ppm citric acidand postbleached using bleaching earth.
2. Short contact time between the oil and the bleaching earth — Recirculate throughthe press until the specified postbleach color is achieved and other analytical limitsare met.
3. Citric or phosphoric acid use — Hydrogenated oils require a special post-treat-ment to remove traces of nickel from the finished product. During hydrogenation,nickel soaps are formed and are sufficiently oil soluble to remain in the oil duringfiltration. Citric acid, approximately 100 ppm added prior to postbleaching, willchelate the remaining nickel and leave a residual nickel of less than 1.5 ppm.Industry results indicate that a residue 0.1 to 1.5 ppm nickel may be present indeodorized oils without substantial harm to the oxidative stability.16
4. No bleaching earth used — Ensure that bleaching earth has been added to the oil.
© 2004 by CRC Press LLC

Problem: High Impurities in the Filtered Oil
Possible Causes and Corrective Actions
1. Inadequate precoating of the filter — Recirculate until the impurities improve; ifthe impurities persist, stop and precoat the filter properly.
2. Holes in the filter screens, cloths, or papers — Repair or replace.3. Improper filter assembly — Reassemble properly.4. Worn seals or gaskets — Replace defective seals or gaskets.
Problem: Poor Bleach Color
Possible Causes and Corrective Actions
1. Low bleaching-earth level — The amount of bleaching earth to be used shouldbe the minimum amount required to effect removal of the impurities as measuredby peroxide reduction, with zero as the target. The bleaching-earth level shouldbe guided by performance, not a mandatory addition level.
2. Short contact time — Usually 15 to 20 minutes of contact time between the oiland the bleaching earth is adequate to drive off the moisture in the bleaching earthand complete the bleaching reaction with atmospheric bleaching. In vacuumbleaching, the greatest color reduction is realized within the first 3 minutes ofcontact because the air and moisture are removed by the vacuum. Extending thecontact time does not harm the vacuum-bleached oil because oxidation is pre-vented by the vacuum.
3. Low bleaching temperature — Bleaching temperatures can be increased but shouldnot exceed 110°C (230°F). Heating of the oil should take place after the additionof the bleaching earth. A higher oil temperature reduces oil viscosity, whichimproves the adsorptivity of the bleaching earth; however, no significant improve-ments are experienced above 110°C. Problems with increased free fatty aciddevelopment, oxidation, and color fixing can result with temperatures exceeding110°C.
4. Inadequate refining — Check upstream problems: caustic treat or mixing inrefining.
5. Bleaching-earth addition temperature — Addition of the bleaching medium tohot oil vaporizes the moisture in the clay too soon. The moisture release allowsthe lattice structure in the clay to collapse, which reduces the effective surfacearea before it has an opportunity to adsorb the color pigments and the secondaryoxidation products.
6. Agitation — Bleaching-vessel agitation should be sufficient to achieve good con-tact of the earth with the oil without incorporating air.
Problem: High Peroxide Value
Possible Causes and Corrective Actions
1. Product skipped bleaching — Properly bleached oils have a zero peroxide value.High peroxide values for products coming out of bleaching indicate that theproduct has not been bleached with bleaching earth; it may have been pumped
© 2004 by CRC Press LLC

through the system without the addition of bleaching earth because the color metthe required limits before bleaching. Postbleaching is mandatory after hydroge-nation to ensure that any trace metals and secondary oxidation precursors areremoved. A zero peroxide value out of postbleach indicates that the product hasbeen bleached properly.
13.2.11 Winterization
Problem: Poor Cold Test
Possible Causes and Corrective Actions
1. Filtered-oil temperature too high — Cool the oil to the proper temperature beforefiltering (45°F or 7.2°C).
2. Rapid cooling rate — Ensure that the oil is not cooled at too rapid a rate to producethe desired crystal; a temperature change from 104 to 45°F (40 to 7.2°C) over a12-hour period is generally acceptable.
3. Broken screen or torn cloth — Inspect and correct the problem.4. Leaking seals or gaskets — Inspect and correct the problem. 5. Improper filter cooling after hot-oil wash — Cool the filter to the desired tem-
perature after each hot-oil wash.6. Warm filter room — Keep the filter cool to prevent stearine from melting and
remixing with the salad oil.7. Mixing low and high cold-test oils — Low cold-test products should be kept
separate from salad oils with satisfactory analysis. Blends of winterized oils withgood and poor cold-test results normally result in a substandard cold test for theblend. A laboratory-prepared blend of the two products should be evaluated andfound satisfactory prior to any blending of batches.
Problem: Slow Filtration Rate
Possible Causes and Corrective Actions
1. Cold oil — Check the oil temperature for adjustment of subsequent batches.2. Wet oil — Moisture levels above 0.1% will cause filtration problems. Trace and
correct the moisture problem to speed up filtration on subsequent batches. 3. High soap content (over 50 ppm) — Take corrective action in refining, water-
washing, or prebleaching to correct the problem for future production. 4. High phosphatide level (over 4 ppm phosphorus) — Remedy the problem upstream
in the refining process for future production.5. Overpressurization of the filter by the feed pump — Make sure that the back-
pressure control system is operational. 6. Blinded screens — Externally wash blinded screens.7. Winterized-oil crystal abuse — Do not pump or recirculate winterized oil any
more than absolutely necessary before filtration; fractured crystals filter slowly.8. Low chill-tank loading temperature — Improper graining, which affects the fil-
tration rate, results from cool chill-tank loading temperatures. The chill-tanksupply oil temperature should be adjusted to meet the established limits beforeloading.
© 2004 by CRC Press LLC

Problem: Poor Salad Oil Yield
Possible Causes and Corrective Actions
1. Long graining or chilling time — The solidified oil can entrap the liquid oildecreasing the salad oil yield.
2. Hydrogenation conditions — The hydrogenation conditions for oil to be winterizedfor salad oil should produce the least possible saturates and trans isomers whilereducing the linolenic fatty acid (C-18:3) content. Nonselective hydrogenationconditions of low temperature, high pressure, and a low catalyst concentrationnormally produce the desired low saturates and trans isomers.
3. Low chilling temperatures — High viscosities caused by low crystallization tem-peratures inhibit the desired crystal growth. Filtration efficiency is dependent uponthe crystal size and entrapped liquid oil within the crystal matrix.
13.2.12 Dewaxing
Problem: Poor Filtration Rate
Possible Causes and Corrective Actions
1. Sunflower oil temperature — Crystallization and maturation require gradually cool-ing the oil to 40 to 50°F (4.4 to 10°C) for stable β-crystals; however, the viscositydoes not allow an acceptable filtration rate at this temperature. Heating the oil upto 54 to 57°F (12.2 to 13.9°C) increases the filtration rate approximately 60%.
2. Gums — It is necessary to remove gums before dewaxing. The presence of gumsin the oil influences the formation and stability of the formed crystals to diminishthe filtration rate of the oil. Dewaxing should be performed after prebleachingand prior to deodorization.
3. Diatomaceous earth addition — The addition of small amounts of diatomaceousearth to cold sunflower oil has been reported to increase the filtration rate by afactor of four.17
Problem: Wax Content
Possible Causes and Corrective Actions
1. Hybrid sunflower oil — Hybrid sunflowers that have replaced the open-pollinatedvarieties have improved plant uniformity, yields, and disease resistance; however,the higher oil-content seeds with reduced hull content have increased wax levelsin the hull, and the hulls are more difficult to separate from the kernels whenprocessing to extract the oil. The soluble waxes in the oil at ambient temperaturewill cause an unsightly cloudy appearance at cooler temperatures. Dewaxing isrequired to maintain a clear sunflower oil.
2. Hulled vs. dehulled sunflower seeds — The wax content in sunflower oil isdependent upon the seed handling practice. Sunflower oil from dehulled seedswill generally contain 0.011 to 0.015% wax, whereas seeds with hulls providewaxes in the 0.06 to 0.09% range.17
© 2004 by CRC Press LLC

13.2.13 Esterification
Problem: High Color
Possible Causes and Corrective Actions
1. Air contact — Fatty emulsifiers must be protected from air incorporation through-out the alcoholysis process to prevent oxidation of the unsaturated fatty acids orthe α-tocopherols with attendant color development. Some potential air sourcesduring fatty emulsifier production are (1) air leaks in fittings below the productlevel and in pumps, as well as holes in the reaction vessel, heaters, and coolers;(2) improper deaeration of the reaction mixture; and (3) the stripping steam mustbe generated from deaerated water to be oxygen free.
2. Basestock hydrogenation catalyst — Emulsifier basestocks must be free of theresidual nickel that catalyzes oxidation. Reused catalyst can cause filtration prob-lems for two reasons. The first is that the free fatty acids in the hydrogenationfeedstock react with the nickel catalyst and form nickel soaps, which pass throughfilters. Second, the reuse catalyst particle size may have been reduced to sizes thatwill not be retained on the filter; only new easily filtered catalyst should be utilizedfor emulsifier basestocks.
3. Basestock postbleaching — Hydrogenated oils require postbleaching to removetraces of nickel from the finished product. Nickel soaps formed during hydroge-nation are oil soluble and remain in the oil after filtration. Addition of 100-ppmcitric acid prior to postbleaching will chelate the remaining nickel for moreefficient filtration after bleaching. Additionally, the hydrogenated basestock mustbe bleached with bleaching earth, even when the analytical color limits indicatethat bleaching is not required to obtain the specified color. A zero peroxide valueindicating removal of secondary oxidation materials is also a prerequisite foremulsifier basestock postbleaching.
4. Nitrogen protection — Relatively low levels of oxidation prior to alcoholysis cansignificantly impair the oxidative stability of the finished emulsifier. Quality prod-ucts require a minimum of oxygen exposure before processing, which necessitateseffective nitrogen blanketing of all emulsifier basestocks during storage or trans-portation, including the low-iodine-value bases.
5. Oxidized tocopherols — α-Tocopherol oxides to a very colorful chroman-quinone,which is probably catalyzed by excessive acidity of the processed oil or emulsifierat some point during processing of the oils, basestocks, or emulsifiers.
6. High discharge temperature — Proper cooling while protected by the vacuumbefore exposure to the atmosphere is mandatory for oxidative stability and colorcontrol. The product discharge temperature must be as low as possible while stillmaintaining the product as a fluid, pumpable product.
7. Catalyst selection — Less color development in mono- and diglycerides has beenexperienced with the use of calcium hydroxide as opposed to sodium hydroxide.18
8. Filter aid — Only neutral filter aids should be utilized for emulsifier filtration.Modified filter aids can have deleterious effects upon the emulsifier color.
9. Rust — Iron oxides are soluble in monoglycerides and many other emulsifiers.Rust, from washed black-iron surfaces that are not protected or sweetened withoil immediately, will cause darker emulsifier colors.19
© 2004 by CRC Press LLC

10. High feedstock color — The color of the feedstock to the reaction should beanalyzed to ensure that a color reversion has not occurred between the postbleachprocess and the glycerination feedstock tanks.
11. Incomplete neutralization — The presence of catalyst will catalyze red colordevelopment. Neutralization should be confirmed with soap or pH analysis toensure that the catalyst has been properly neutralized. It is important to maintaina pH of <5 for color stability.
12. Carbon steel reaction vessel — Ordinary carbon steel is not a suitable materialfor reaction vessels, as it contaminates the product with iron soaps, which causedark-colored product. Stainless-steel equipment and vessels are preferred.18
13. pH control — An emulsifier pH of <5 is necessary to maintain color stability instorage.20
Problem: Low a-Monoglyceride Content
Possible Causes and Corrective Actions
1. Reversible reaction — Esterification is a reversible reaction, especially in thepresence of a catalyst at elevated temperatures. Reversion of monoglyceride occursat the point of reaction completion before catalyst neutralization or after if neu-tralization is incomplete. During cooling prior to glycerol removal, the excessglycerine is less soluble in the fat phase and separates into the lower layer. Thisshifts the equilibrium somewhat to regenerate diglycerides and triglycerides; there-fore, catalyst neutralization and excess glycerine removal are critical stages ofglycerolysis, which must be performed with close and precise control.18
2. Excessive steam stripping — Most emulsifier specifications allow a 1.0 to 1.5%free fatty acid limit to allow steam stripping to be suspended before the α-monoglyceride content is reduced below the specified limits.
3. High reaction temperature — The reaction should be performed within a temper-ature range of 175 to 250°C (347 to 482°F). Higher temperature reactions causethe formation of polyglycerols and polymerized glycerides, which affect both themonoglyceride yield and functionality of the emulsifier product.
4. Low reaction temperature — Glycerolysis is temperature dependent. Themonoglyceride level is determined by the glycerol miscibility in oil. For example,no more than 45% monoglyceride can be obtained with a 180°C (356°F) reactiontemperature.
5. Low level of glycerin to reaction — It is necessary to maintain the prescribedglycerine level in the reaction mixture to obtain the specified α-monoglyceridecontent. Two usual causes for a low glycerin level in the reaction have been (1)incorrect amount added, and (2) glycerin flashed off before the reaction. Anincorrect addition level can be a result of calculation error, incorrect pumping,pump failure, etc. Glycerin can be flashed off or lost to entrainment due to hightemperature, high vacuum, or stripping-steam use during the drying process.
6. Low catalyst level — The amount of reactive glycerin depends upon the level ofcatalyst used; therefore, additions of catalyst at low levels will result in lowmonoglyceride contents. A low catalyst level may be a result of a calculationerror, a higher dilution than specified, faulty addition procedures or equipment,an excess of other reactants, etc.
© 2004 by CRC Press LLC

7. Incomplete catalyst neutralization — Catalyst presence after the reaction enhancesthe potential reversion of the monoglyceride reaction. Catalyst neutralizationshould be monitored by soap content or pH analysis or both. A high soap contentor an alkaline pH indicates incomplete catalyst neutralization.
8. Acid addition procedure — Phosphoric acid must be added slowly to allow forproper dispersion. Rapid addition of the neutralization acid, especially with pooragitation, will allow it to drop to the bottom of the reactor, where it can beineffective. Insufficient catalyst neutralization will allow the reaction to reverseduring stripping of the excess glycerine for a low active emulsifier content.
9. Low reaction time or temperature — A low reaction temperature or time canprovide an incomplete reaction for a low α-monoglyceride or propylene glycolmonoester (PGME) content, depending upon the product being produced.
10. Reused glycerine — Monoglyceride yield can decrease with the use of recycledglycerine from previous production. Phosphate salts are formed when the catalystis neutralized with phosphoric acid. Trisodium phosphate is formed by the reactionof the acid with the catalyst, but the excess acid used forms NaH2PO4 and someNa2HPO4. Trisodium phosphate is crystalline and can be easily removed by fil-tration; however, the acid salts are not crystalline and remain dispersed in theproduct. It is necessary to mix the molecular-still residue with diatomaceous earthto remove these acid phosphate salts by filtration or with a centrifuge.20
Problem: Impurities
Possible Causes and Corrective Actions
1. Phosphate salts — Impurities identified as phosphate salts have been found inproducts shipped to customers shortly after production. Studies have determinedthat glycerolysis catalyst neutralization is related to time and temperature; at 350°F(176.7°C), neutralization is completed within 10 minutes, whereas it requires 8to 12 hours at 190°F (87.7°C). Emulsifiers neutralized at low temperatures mayrequire a holding time before filtration or a second filtration to remove all of thephosphate salts.
2. Early delivery — During the startup cycle of the phosphate salt filters, care mustbe exercised to recycle the initial cloudy emulsifier instead of contaminating theemulsifier storage vessel.
3. Filter-screen holes — Stream and representative batch samples must be evaluatedfor clarity to determine that the filters are operating satisfactorily. Positive impu-rities in any of these samples identifies a problem that must be investigated anda solution determined before proceeding.
4. Neutralization — Filtration is affected by the type of phosphate salt produced.Trisodium phosphate is the most desirable because it is crystalline and can beeasily removed by filtration; however, the excess phosphoric acid used to producean acidic pH also produces acid salts. These salts, NaH2PO4 and some Na2HPO4,which are not crystalline, are difficult to filter and usually remain dispersed in theproduct. A suggested remedy to remove the acid salts is to use diatomaceous earthas an absorbent prior to filtration.20
© 2004 by CRC Press LLC

Problem: High Free Fatty Acid
Possible Causes and Corrective Actions
1. Excessive acid neutralization — Phosphoric acid is normally used to neutralizethe alkaline catalyst. Excess phosphoric acid usage will be revealed during analysisas free fatty acids and catalyzed additional free fatty acid development.
2. Insufficient stripping — Free fatty acids are removed by steam distillation afterthe reaction has been terminated. Insufficient steam distillation will not effectivelyreduce the free fatty acid level; however, overstripping can reduce the α-monoglyc-eride content.
3. Wet reactants — Addition of moisture to the reaction will cause hydrolysis, whichresults in free fatty acid development. A higher free fatty acid level may requireadditional stripping to meet the required limits, which may in turn lower the α-monoglyceride content. Wet feedstocks or glycerin can be caused by moisturecontamination from wet steam, steaming lines into the storage tanks, leaks in theheating or cooling coils, or the like. The source of the moisture must be identifiedand the reactants dried before use.
13.2.14 Blending
Problem: AOM Stability
Possible Causes and Corrective Actions
1. Soft basestock addition — Blending a mix with a soft, unspecified basestock willdecrease the oxidative stability of the product. Blends should be made only with thebasestocks specified to maintain the designed AOM stability of the finished product.
2. Exceeding composition tolerances — Blending with a specified basestock outsidethe specification tolerances will affect the oxidative stability of the product.
3. Salad oil stearin usage — Natural antioxidants accumulate in the liquid fraction ofa winterized or fractionated product; therefore, the stearin fraction has less oxidativeprotection than oils with the same hardness produced from regular source oils.
Problem: Government Regulations Compliance
Possible Causes and Corrective Actions
1. Ingredient statements — U.S. Food and Drug Administration labeling regulationsrequire identification of each source oil in descending order of predominance.Blending changes outside the specified composition and tolerances can violatethe ingredient statement requirements.
2. Nutritional claims — Nutritional claims are made for edible fats and oils productsbased on the fatty acid compositions of the individual products. In most cases,the product tolerances must be established based on the allowed rounding of thevalues. Blending outside the specification composition tolerance range or withunauthorized basestocks will result in product characteristics outside the nutri-tional claims. In this case, there is no good or bad — just right or wrong.
© 2004 by CRC Press LLC

Problem: Solids Fat Index Compliance
Possible Causes and Corrective Actions
1. Basestock blending — Fats and oils mixes made with basestocks previously blendedfor solids fat index (SFI) limits compliance will not have the same effect uponsubsequent blends as hydrogenated basestocks produced in limits. Both the fattyacid composition and the triglyceride composition are changed with each blend.
2. Sampling technique — Fats and oils blends should be agitated a minimum of 20minutes at 10°F (5.6°C) above the expected melting point of the blend. Prior tosampling, the sample line and valve must be flushed with the current product toremove all previous product residue, and the sample container must be clean.
3. Incorrect pumping — Errors in pumping should be indicated first by a high orlow melting point analysis. Material balance and a review of the product transfersshould help identify the resultant blend composition for determination of correc-tive actions.
Problem: Poor Performance
Possible Causes and Corrective Actions
1. Substitution basestocks — Substitution or addition of a nonspecified basestockmay meet the analytical limits specified but affect the performance of the product.Only specified basestocks should be used for blending. The product compositionspecified represents the product developed and approved by the customers. Productconsistencies and performance are dependent upon compositions as much as, andsometimes more than, the analytical values. It may be possible to meet the spec-ified analytical limits with several different basestock blends, but only one willperform properly.
13.2.15 Deodorization
Problem: High Free Fatty Acid
Possible Causes and Corrective Actions
1. Low vacuum — Identify and correct the vacuum problem. Refer to the poordeodorizer vacuum section for possible problems and solutions.
2. Low oil temperature — Increase oil temperature.3. High oil-flow rate — Increase residence time by reducing the flow rate.4. Poor steam distribution — Clean steam sparge ring.5. Too high or too low sparge steam pressure — Reduce if too high or increase with
extreme caution if too low.6. Supply oil has high free fatty acid — Recirculate to attain the specified free fatty
acid level but identify upstream problem and correct for subsequent production.7. Excessive shell drain (semicontinuous deodorizer) — Drain more frequently until
the reason for the increased shell drain can be identified and corrected.8. High CO2 content in nitrogen gas — CO2 will analyze as free fatty acid. It can
be determined that CO2 is causing the high result by evacuating all the gases from
© 2004 by CRC Press LLC

the oil sample with a vacuum and retesting for free fatty acid content. A lowerfree fatty acid result would indicate CO2 contamination of the nitrogen gas supply,probably at the in-house gas generating plant. Correction of the gas plant problemor purchase of liquid nitrogen would be two potential corrective actions.
9. Chelating acid addition — Typical chelating acid addition levels are 50 to 100 ppmcitric acid or 10 ppm phosphoric acid; 0.00227% citric acid analyzes as 0.01% freefatty acid.21 The expected free fatty acid rise, due to chelating acid addition, mustbe accounted for in the equipment design and development of specification limits.
10. Antioxidant addition — Antioxidants will contribute to the apparent fatty acid contentbecause the analytical method does not distinguish between acidity contributed byfatty acids or mineral acids. The free fatty acid level of the deodorized oil must below enough to allow for the increase contributed by antioxidants and acid chelates.
11. Instrumentation accuracy — Preventive maintenance should be performed on aregular basis and instruments recalibrated whenever poor performance is suspected.
12. Phosphoric acid overdose — Oils are acid treated prior to refining and bleachingto reduce the phosphorus content and chelate the trace metals and again afterdeodorization to chelate metals. Phosphoric acid is usually less expensive andmore effective than the alternative citric acid; however, it has been found to formcompounds with the partial glycerides and carbohydrates in the oil, making itdifficult to achieve the desired free fatty acid content, or the level of free fattyacids may rise rapidly during storage. These reactions are not experienced withcitric acid until the treatment level is increased substantially.
Problem: Dark Oil
Possible Causes and Corrective Actions
1. High soap content — The problem batch must be rebleached and redeodorizedto remove the soap and reduce the color. The cause of the problem upstream inrefining or prebleaching should be identified to prevent future problems.
2. High phosphatides content — Deodorizer feedstocks with a phosphatide contentabove 20 ppm will cause high deodorized oil colors. The phosphatides must beremoved in refining and bleaching before the deodorization process. Some of thephosphatides and their associated metal complexes are not easily hydratable. Thesecomplexes require a phosphoric acid pretreatment for their removal in degummingor refining. The prebleach process removes the traces of soap and phosphatidesremaining after the refining process. Oils that do reach the deodorizer with highphosphatide contents will have a darker color and a characteristic fishy odor afterdeodorization. These products must be bleached and then redeodorized to salvagethe oils.
3. Rework quality — A color problem, in most cases, can be corrected with rebleach-ing and redeodorization, or it may require blending at low levels with subsequentbatches. In extreme cases, it may be necessary to sell it as off-quality product.The reclaiming method should be thoroughly evaluated before execution.
4. Secondary oxidation — Oils with severe oxidation abuse will develop a reddish-orange color that will heat bleach readily; however, the secondary oxidationproducts must be removed with bleaching for oxidative and color stability. Iden-tification of the cause of the oil abuse (probably aeration or overheating) andcorrection must be given top priority to prevent continuation of the problem, whichrequires additional processing and affects product quality.
© 2004 by CRC Press LLC

5. Proteinaceous material — Meat fats containing proteinaceous material will turnblack in the deodorizer. More effective filtering or water-washing of meat fats isrequired to eliminate this problem. The charred protein material, developed in thedeodorizer, can be removed with bleaching.
6. High-temperature air contact — Fats and oils must be protected from air incor-poration throughout deodorization to prevent oxidation with attendant color devel-opment. Some of the potential air sources during deodorization are (1) air leaksin fittings below the product level, in pumps, holes in the deodorizer shell, heaters,and coolers; (2) improper deaeration of the feedstock; and (3) stripping steam notgenerated from deaerated water and thus not oxygen free.
7. High discharge temperature — The oxidation rate for edible oils almost doubleswith each 20°F rise in temperature; therefore, proper cooling of the oil before itexits the deodorizer is mandatory for oxidative stability, as evidenced by color,peroxide value, and flavor evaluations.
8. Low deodorizer temperature — The thermal treatment that is a necessary part ofthe deodorization process also heat bleaches the oil by destruction of carotenoidsthat are unstable at deodorization temperatures. Because the carotenoid pigmentscan be decomposed and removed at approximately 500°F (260°C), the high sideof the normal deodorization temperatures — 400 to 525°F (200 to 274°C) — shoulddeliver the heat bleach desired. However, the maximum deodorizer temperaturethat can be used must be limited because of the detrimental effect upon oil stability.
9. Oxidized tocopherols — α-Tocopherol oxidizes to a very colorful chroman-quinone. The opportunities for oxidation must be evaluated and the cause elimi-nated for further production. The immediate product must be rebleached to removethe oxidized tocopherol and other secondary oxidation products.
10. Crude-oil storage — Storage of crude oils in contact with atmospheric oxygen cancause oxidative damage, which is ultimately reflected in the quality of the processedoil. Vegetable oils with the lightest colors and the best oxidative stability are eitherprocessed immediately or protected with nitrogen immediately after extraction.
11. Phosphoric acid overdose — Oils are acid treated prior to bleaching to reducethe phosphorus content and chelate the trace metals. Phosphoric acid is usuallyless expensive and more effective than the alternative citric acid; however, it hasbeen found to form compounds with the partial glycerides and carbohydrates inthe oil that darken in the deodorizer. Additionally, it may be difficult to achievethe desired free fatty acid content, or the level of free fatty acid may rise rapidlyduring storage. These reactions are not experienced with citric acid until thetreatment level is increased substantially.
Problem: Rapid Peroxide Value Increase after Deodorization
Possible Causes and Corrective Actions
1. Inaccurate analysis — All laboratory utensils must be rinsed with distilled waterto remove all traces of soap or detergent, which cause high peroxide value results.
2. Light exposure — The deleterious effects of light exposure upon the flavor stabilityof edible oils is well known. Even limited exposure of the oil to sunlight orultraviolet rays from fluorescent lightening will increase the peroxide value of theoil and impart off-flavors. Samples from any process should be protected fromthe light to ensure a representative analysis of the product. Clear glass or plasticcontainers should not be used to sample in-process oils.
© 2004 by CRC Press LLC

3. Washed tanks — Process tanks must be rinsed with clear water, neutralized, andsweetened with an oil rinse after washing to remove all traces of soap or detergent.
4. Chelating acid addition — 30 to 50 ppm citric acid or 10 ppm phosphoric shouldbe added in the deodorizer cooling tray to chelate metals. Problems with acidaddition may be caused by a broken or clogged addition line, an empty acid-supplytank, incorrect preparation of the acid solution, the system being shut off, orsomething similar.
5. Deodorizer discharge temperature — Rapid oxidation of deodorized oils must beavoided by controlling the oil temperature in the cooling stage before exposureto the atmosphere. Liquid oils high in polyunsaturates should be cooled from100 to 120°F (38 to 49°C). Higher deodorizer discharge temperatures are neces-sary for higher melting products but should be maintained as low as possible. Thespeed of oxidation is doubled with each 27°F (15°C) increase in temperaturewithin the 70 to 140°F (20 to 60°C) interval.
6. Secondary oxidation — The immediate batch may be salvaged by rebleachingwith bleaching earth followed by redeodorization; however, the source of the abuseshould be identified to prevent a recurrence with subsequent production.
7. Air incorporation — Repair pumps or other sources of air incorporation afterdeodorization.
8. Polymerized oil buildup — Peroxide values increases can be caused by a buildupof polymerized or oxidized oil, which mixes with the oil in process. The correctiveaction is to wash the deodorizer. To prevent these problems from occurring, aregular washout schedule should be established. It should be standard procedureto wash the deodorizer every 6 months if it is not operated continuously 7 daysa week, or the operation is subject to power failures. Otherwise, deodorizers shouldnot be operated more than 12 months without a thorough washout.21
9. Prior oxidation — It is very important that oxidation be prevented during allstages of edible fats and oils processing because of the detrimental effects uponthe finished deodorized oils. For example, it has been estimated that a peroxidevalue increase of only 1.2 meq/kg in neutralized soybean oil after refining mayreduce the oxidative stability of the deodorized oil by 50%.10 Oxidation duringprocessing can be minimized by avoiding contact with air, elimination of proox-idant metallic contaminants, nitrogen protection at all stages of processing, oraddition of antioxidants at the initial stages of processing.
Problem: High Loss
Possible Causes and Corrective Actions
1. Excessive blowing steam — A 15% increase in sparging steam will double theentrainment loss, and a 35% increase will result in a fourfold loss; therefore,maintaining the proper blowing-steam level is essential to controlling deodorizerentrainment losses.
2. Wet blowing steam — Make sure that the steam pressure to the deodorizer iswithin specified limits.
3. Wet oil — Dry wet oil before deodorization to control entrainment loss and evaluatethe feedstock origin, and eliminate the moisture source for future production.
4. Charge or batch size — Ensure that the deodorizer charge or batch size does notexceed the capacity.
© 2004 by CRC Press LLC

5. High free fatty acid feedstock — Determine and correct the upstream cause toavoid continued high losses.
6. Leaking drop valves — Timely maintenance is necessary to prevent or repairleaking valves that cause erratic temperature recording and overflowing deodorizertrays.
7. Leaking trays — An increase in the deodorizer shell drain indicates leaking traysthat need repair.
Problem: Contamination with Another Product
Possible Causes and Corrective Actions
1. Mixing in the measuring tank — Blow the supply lines into the measuring tank,followed by evacuation of this vessel with the deodorizer vacuum to preventproduct heels.
2. No empty trays between products (tray-type deodorizers) — One or two emptytrays should separate products that are somewhat similar.
3. No flush oil — Dissimilar products should be separated by flushing the systemwith a minimum of the first two trays of the new product.
4. Nonrepresentative sample — The sample line and valve must be thoroughly rinsedwith the product to be sampled to remove all congealed, oxidized, or gummydeposits; the sample container must be absolutely clean; all products must beliquid when sampled; and the sample must be adequately identified by productand source to avoid sample confusion.
Problem: Reverted Oil Flavor
After deodorization, certain oils develop objectionable flavors that may not berecognized as oxidative in nature. This flavor, representative of the original crudeoil, has been described as reversion.
Possible Causes and Corrective Actions
1. Air exposure — Oils containing linoleic and linolenic fatty acids are subject toflavor changes with minimal exposure to air or oxygen of less than 1.0%.22
2. Crude vs. refined storage — Most edible oils, with the exception of cottonseedoil, store best in the crude state. Degummed crude soybean oil oxidizes morerapidly than nondegummed crude oil. Apparently, the phospholipids in crude oilprovide an antioxidant function above that of the natural antioxidants or toco-pherols.
3. Temperature control — The rate of oxidation or reversion is dependent upontemperature. Evidently, oxygen will diffuse into and react with the oil faster athigher temperatures. The oxidation rate approximately doubles with each 20° F(11.1°C) temperature increase; therefore, the rule of utilizing a temperature thatis only 10°F above the melting point of the product should be enforced to controlreversion.
4. Nitrogen blanketing — Nitrogen blanketing of all tanks is an effective means ofprotecting edible fats and oils. Peroxide development and flavor instability can be
© 2004 by CRC Press LLC

virtually eliminated by keeping oxygen away from the oil at all stages of process-ing. Evaluations of soybean oil stored several months with and without nitrogenprotection showed a decidedly more rapid flavor deterioration for the oil storedwithout nitrogen protection.
5. Phosphatide removal — Residual phosphatides will contribute to off-flavors andcolors. Some of the phospholipids and their associated metal complexes are noteasily hydratable. Removal of these complexes requires phosphoric acid pretreat-ment in degumming or refining. The prebleach process cleans up traces of soapand phosphatides remaining from the refining process. Problems will develop withthe deodorized oil if the feedstock has a phosphatide content above 20 ppm.
6. Bleaching-earth filtration — Complete removal of the bleaching medium fromthe bleached oil is very important because residual earths can act as a prooxidant.The bleaching operation should be controlled with filterable impurity evaluationsto ensure that the bleached oil transferred to storage or the next process is free ofany contaminants that could decrease the oxidative stability.
7. Vacuum bleaching — The primary function of the bleaching process is to removeperoxides and secondary oxidation products. Secondarily, the process cleans uptraces of soap and phosphatides remaining after the refining step and adsorptionof color pigments. Vacuum bleaching is more effective than atmospheric bleach-ing. It usually requires less bleaching earth, operates at lower temperatures, andminimizes oxidation by reducing exposure to air and providing an opportunity tocool the oil before returning to atmospheric conditions.23
8. High peroxide value before deodorization — Contrary to most beliefs, no signifi-cant oxidation breakdown products are removed by deodorization; the only oppor-tunity to remove them is during the bleaching process. The thermal decompositionof peroxides is complete with deodorization, but the rate of peroxide formation inthe oil during subsequent storage is increased and the flavor stability of the finishedoil is compromised. Rebleaching before deodorization, when the peroxide valuehas been allowed to increase, is necessary for adequate flavor stability.23
9. Deodorizer temperatures — Normally, deodorization temperatures range from400 to 525°F (200 to 274°C). The deodorization process is time and temperaturedependent; lower temperatures require longer times, and higher temperaturesrequire shorter times. Even though elevated temperatures have a favorable effectupon deodorization efficiency, excessive temperatures are detrimental to flavorstability. Twice as many tocopherols are stripped out of the oil at 525°F (275°C)as at 465°F (240°C); therefore, for flavor stability, the lowest practical deodoriza-tion temperature should be utilized.
10. Reduced stripping-steam flow — Inability to maintain acceptable oil quality whenthe deodorizer temperature, vacuum, and feed rate appear normal may be causedby a reduced or restricted stripping-steam flow. It may be necessary to redrill thesparger holes if a boil-out does not correct the problem.
11. Avoid air contact — Fats and oils must be protected from exposure to air through-out deodorization. An oil reacts rapidly with oxygen at deodorizer temperatureswith deleterious effects upon flavors and oxidative stability. Potential air sourcesare (1) air leaks in fittings below the product level, in pumps, holes in thedeodorizer shell, heaters, and coolers; (2) improper deaeration of the feedstock;and (3) stripping steam not generated from deaerated water and thus not oxygenfree.
12. Chelating agent — Addition of citric acid (0.005 to 0.01% based on the weightof the oil) or phosphoric acid (0.001% based on the weight of the oil) before and
© 2004 by CRC Press LLC

after deodorization helps protect against oxidation and reversion. The acid inac-tivates the trace metals, particularly iron and copper, which may be present in thecrude oil or picked up during processing. These acids decompose rapidly attemperatures above 300°F (150°C). The usual practice is to add the acid duringthe cooling stage in the deodorizer, during bleaching, and prior to caustic refining.Excessive amounts of phosphoric acid lead to the development of watermelon- orcucumber-type off-flavors, even with good oxidative stability results.
13. Antioxidant replacement — Fats and oils resist oxidation until the antioxidantsare destroyed during the induction period or the interval when oxidation proceedsat a slow rate. After the antioxidant ceases to function as a free-radical terminator,a rapid increase in the rate of peroxide development occurs. Replacement of thedestroyed antioxidants with tocopherols or synthetic compounds will significantlyimprove the oxidative stability of the oil.
14. Light exposure — The deleterious effects of light exposure on the flavor stabilityof edible oils is well known. Even limited exposure of the oil to sunlight orultraviolet rays from fluorescent lightening will increase the peroxide value of theoil and impart off-flavors. Samples from any process should be protected fromlight to ensure a representative analysis of the product. Clear glass or plasticcontainers should not be used to sample oils in process.
15. Blend stocks before deodorization — Shortenings, margarines, and some saladoils are blends of two or more basestocks or oils to achieve the desired productcharacteristics. Blending of these stocks before deodorization, rather than after,minimizes the handling and storage of the deodorized oil. It also allows processcontrol to determine if the product has been abused inadvertently. This practicealso allows the product to be bleached prior to deodorization when needed for theremoval of the secondary oxidation products.
16. Boiler-water treatment — Additives to treat boiler water can provide puzzlingflavor results.
Problem: Poor Deodorizer Vacuum
Possible Causes and Corrective Actions
1. Air leaks — Verification of air leaks can be accomplished with a drop test. Thistest is performed by closing the oil inlet and discharge line valves and then quicklyshutting off the steam and water to the vacuum system. The vacuum may droprapidly at this point, but it should stabilize at a value that must be above 20 inchesfor a valid test. Then the vacuum should be noted each hour to determine if thedrop is within the limits identified by the deodorizer manufacturer. If the vacuumloss exceeds the design limits, tighten all piping connections, valve packing glands,and equipment flanges. If vacuum loss continues after these measures have beentaken, the source of the leak may be identified with one of the following testmethods:• Soap detection test — Large leaks may be detected by painting all possible
leak sources with a soapy water solution while the system is under 1.3-bar(20-psig) air pressure. Bubbles should form at the leak points. Mark the leaks,release the pressure, purge the system with air, repair the leaks, restore theequipment and instruments, and then repeat the drop test to determine if thevacuum loss still exceeds the satisfactory rate. If so, smaller leaks can beidentified with the next evaluation.
© 2004 by CRC Press LLC

• Ammonia/sulfur dioxide test — Prepare the system by closing all valves, blindthe vacuum system tailpipes, disconnect the vacuum gauges, and admit ammo-nia gas until the system pressure reaches 0.3 bar (5 psig) and then further to1.3 bar (20 psig) with compressed air. Examine the system by directing a smallstream of sulfur dioxide gas around all the possible leak points. White fumesindicate the presence of a leak. Mark the leaks, release the pressure, purge thesystem, and then repair the leaks.21
2. High-temperature condenser water — When the vacuum-system water is recir-culated through a cooling tower, the average wet-bulb temperature is a parameterused for the system design. Cooling towers will cool water to within a few degreesof the wet-bulb temperature. Normally, the wet-bulb and the corresponding watertemperature chosen will not be exceeded 1.0% of the time in the summer months;however, the oil quality must be closely monitored during the warm summer dayswhen the warm condenser water prevents operation at the desired vacuum.
3. Other operational problems — Two other problems, in addition to those alreadyreviewed, are (1) low steam pressure or wet steam to the vacuum jets, and(2) insufficient condenser water for one reason or another. Both of these conditionsrequire maintenance or at least investigation to identify the source of the problemfor corrective action and installation of preventive measures for the future.
4. Vacuum maintenance — If operational problems are not the cause of a poorvacuum, the steam nozzles, steam chests, and throat of the booster should beexamined for wear. Replacement of the worn parts and adoption of a preventivemaintenance program to regularly review the vacuum systems should help relievethe poor vacuum problems.
Problem: Poor Steam-Ejector Operation
Possible Causes and Corrective Actions24
1. Low steam pressure — This may be caused by clogging of the steam strainers ororifice plates with pipe scale or sediment, improper operation of the steam pressureregulating valve, or low boiler pressure. A steam pressure gauge for measuringthe operating pressure should be installed at a point close to the ejector steaminlet in order to determine the true operating pressure.
2. Steam nozzles — In addition to the possibility of a nozzle clogging from pipescale or dirt, a scale deposit might occur in the throats of the steam nozzles fromimpurities in the steam. When this occurs, it is necessary to clean out the nozzlewith a proper size reamer or drill, taking care not to mar the internal surfaces.
3. Insufficient cooling water — The temperature of water entering and exiting theejector condensers should be measured. If the temperature rise is not excessive,the cooling water supply is adequate and the source of the problem should besought elsewhere.
4. High back pressure at ejector discharge — The pressure at the final stage exitshould be measured. Excessive pressure indicates that the piping should bechanged to reduce the discharge pressure.
5. Nozzle and diffuser wear — Operation of the ejectors with wet steam or corrosivegases or vapors will cause excessive wear and produce a rough wall surface.Periodic checks should be made to compare the throat diameter of the diffuserand nozzle with the original sizes to determine if replacement is required.
© 2004 by CRC Press LLC

13.2.16 Antioxidant Addition
Problem: Antioxidant Activity
Possible Causes and Corrective Actions25–27
1. Incomplete dispersion — Dispersion problems may result from inadequate mixingequipment, poor mixing techniques, or shortcuts in procedures established for theantioxidant addition. Several acceptable addition methods are practiced; one ofwhich is outlined below:• The quantity of the batch must be large enough to allow adequate mechanical
agitation; simply stated, the product must cover the agitator in the tank usedfor effective mixing.
• The temperature of the product must be maintained at least10°F (5.6°C) abovethe melting point, but not so high that it allows oxidation before addition ofthe antioxidant.
• Determine the proper antioxidant quantity for the individual product and weighantioxidants with a laboratory balance for each batch.
• Slurry the antioxidant in a portion of the product with vigorous mechanicalagitation.
• Add the slurry to the agitating product tank at a temperature of 10°F (5.6°C)above the melting point of the product.
• Continue agitation of the batch for a minimum of 20 minutes before sampling. • Sample and obtain a positive qualitative antioxidant analysis before packaging
or shipping in bulk quantities. 2. Vessel agitation — Addition of a concentrated antioxidant mixture before agitation
begins will result in a high level of the additive in a portion of the product whilethe major portion has little or no antioxidant present. This practice will produceserious stability deficiencies for most of the product, and the very high concen-tration of antioxidant in the oil at the bottom of the vessel will result in performanceproblems. First and last piece product evaluations for packaged product shouldidentify this problem. Tank truck or railcar products may indicate a negativeantioxidant analysis for the as-shipped sample when the antioxidant is added tothe shipper after loading of the oil product has been completed.
3. Improper antioxidant levels — Maximum antioxidant levels are defined by U.S.regulatory agencies. The allowed levels are generally recognized as the optimumfor achieving good stability results. In general, successive additions of an antiox-idant yield steadily diminishing returns. At higher concentrations, an appreciableportion of the antioxidant is consumed by side reactions and thus does not functionas a free-radical terminator. In some cases, decomposition of the antioxidant mayproduce substances with a prooxidant action.
4. Antioxidant storage conditions — Proprietary antioxidant mixtures formulationsare available from several suppliers. These mixtures vary in active ingredientcontents and the solvent systems utilized to dissolve the antioxidant and keep themin solution until use. Separation or crystallization or other changes can occur if theproducts are handled improperly. Most antioxidant mixtures solidify at tempera-tures below 32°F (0°C), but the heating required to liquefy has no detrimental effecton antioxidant properties. Deterioration occurs when the antioxidants are heatedabove 200°F (93.3°C) for extended periods.
© 2004 by CRC Press LLC

5. Incorrect antioxidants — Significant performance differences exist among theantioxidants in different source oils, processing, and handling conditions. Consid-eration of the antioxidant type or mixture formulation to be used must be madeduring product development. Substitutions of one antioxidant for another cannotbe allowed because of performance and especially labeling requirements. Eachindividual synthetic antioxidant must be identified by the prescribed nomenclaturein the ingredient statement on the label.
6. Addition stage — Natural and synthetic antioxidants are removed from edible oilsduring processing, notably refining, bleaching, and deodorization. Antioxidantscan be added to oils at an early stage for protection, but it should be recognizedthat deodorization will destroy the antioxidants. In this case, the antioxidants willhave to be added again after deodorization for oxidative protection.
7. Addition point — Antioxidants will not rejuvenate mistreated fats and oils prod-ucts. Phenolic antioxidants function by inhibiting free-radical formation, the initialstep in oil oxidation; therefore, it is essential that the addition point occurs as soonas reasonably possible after deodorization before the autoxidation reaction has achance to start.
8. Low antioxidant level — Analysis of the antioxidant level in the finished productwill reveal a lower level than was actually added. The antioxidant level decreasesas it functions to intercept oxygen before it can attack the fats and oils products.
9. Induction period — The initial period of relatively slow oxidation is called theinduction period. Antioxidants prolong the induction period but have no effectafter the end of the induction period. Once oxidation has started, the rate is asrapid as experienced with unprotected fats or oils.
10. Prior abuse — Edible fats and oils that have been allowed to oxidize significantlybefore deodorization will have a poor stability after deodorization. This is becauseof the formation of oxidation products, which are odorless and tasteless and carrythrough into the deodorized product, where they initiate and propagate furtheroxidation. Antioxidant addition to these abused oil products will have little or nostabilizing effect. Antioxidants cannot reverse or terminate the autoxidative pro-cess after it has passed the early stages.
11. Tocopherols — Tocopherols, natural antioxidants, attain maximum effectivenessat comparatively low levels, roughly equivalent to their natural level of occurrencein vegetable oils. Tocopherol levels above the optimum concentration usuallyfunction as prooxidants.
13.2.17 Bulk Railroad Car or Truck Loading
Problem: Impurities
Possible Causes and Corrective Actions
1. No analysis — Evaluate each product load before the shipment is released, andrefilter each load that does not meet established limits followed by upstreamevaluations to determine the cause for the impurities.
2. Poor sample — All trucks and cars should be zone sampled after loading iscompleted, while the product is still liquid, to identify problems before shipment.Dip samples, which are easier to obtain, evaluate only the surface oil on the topof the tank. Impurities are normally heavier than oil and sink rapidly to the bottomof the tank.
© 2004 by CRC Press LLC

3. Dirty sampler or container — All sampling apparatus must be cleaned before useto prevent contamination of the sample.
4. No inline filter — All loading lines should be equipped with inline filters to trapimpurities caused by polymerization or scale that develops inside the transfer lines.
5. No filter element — Install proper element. The supervisor should ensure that allfilters are being utilized properly.
6. Filter not used — Eliminate bypasses around filters.7. Coarse filter element — Most loading filters should be 25 microns or less to
effectively trap the impurities encountered.8. Faulty filter element — Inspect the filter elements for holes and tears and replace
when faulty. 9. Line blowing causing filter failure — Blow the line into a separate container or
through another filter to avoid contamination of the oil shipment if the filter isdamaged by the nitrogen pressure.
10. Dirty filter shell — impurities from the lid of the dirty filter element can fall offinto the filter shell while the elements are being replaced, contaminating the nextoil product being filtered; therefore, the internals of the filter should be cleanedand inspected each time the filter element is replaced.
11. Dirty truck or car — All trucks and cars should be physically inspected just beforeloading, and those found dirty should be cleaned before use.
12. Open hatch — The loading-hatch opening should be covered to prevent insectsand other airborne impurities from contaminating the oil product.
13. Line from the inline filter to the truck or car — Install a filter element or “sock”on the end of the loading line to trap any scale from this section of the loadingline. Use a lint-free material for any “sock” arrangement to avoid contaminationof the oil with the filter devise.
14. Loose or open hatches — Close all openings tightly and seal to prevent contam-ination from airborne impurities.
Problem: Railcar Handling
Possible Causes and Corrective Actions
1. Cleaning — Tank cars should be cleaned and inspected thoroughly after returnand before loading with another product. Physical inspection of the inside of therailcar is required to ensure that the tank is completely clean and dry and is freeof dirt, rust, scale, and any possible infestation.
2. Soap residue — All railcars washed with soap must be rinsed thoroughly to ensurethat a soap residue will not contaminate the next product loaded. Evaluation ofthe rinse water to determine alkalinity will ensure that the rail car has been rinsedadequately.
3. Broken coils — Rail cars are equipped with internal or external coils for heatingthe product at destination. The internal coils have a tendency to rupture duringtransit from “humping” by the railroad or after freezing if not properly drainedof condensate in cold weather. Oil exiting from the coil outlet valve when uncappedis an indicator that the coil has been broken. Steaming through a broken coilcontaminates the oil product with moisture and impurities from the heating coils.Railcars are equipped with two independent sets of coils, and a switch from thebroken coil to the other set most times results in trouble-free heating for unloading.
© 2004 by CRC Press LLC

Each time a car is returned, it should be checked for heating-coil leaks with airpressure and blown free of moisture as a precaution against freezing.
4. Insulated railcars — Insulated railcars have external heating coils that eliminatethe broken coil problem, but the insulation qualities can cause quality problemsfrom residual heat. Sometimes, the products loaded do not lose the heat appliedfor loading for more than a week, depending upon the outside temperatures.Accelerated oxidation from the extended high temperatures, an unprotected atmo-sphere, and agitation from the car movement can result in products with high redcolors, peroxide values, and off-flavors. Strict adherence to the rule of thumb tokeep the fats no warmer than necessary to facilitate handling with pumps —usually 10°F (5.6°C) above the melting point of the product — or shipment byanother means is necessary to deliver quality products under these circumstances.
5. Impurities — Even with very conscientious inspections for cleanliness, productshave arrived at customers’ locations with unacceptable impurities in the product.One of the major causes of these impurities is the internal coils. Polymerized oilthat has collected below the coils or on the coil supports has a tendency to flakeoff with movement during heating, contaminating the current product. Oil deliv-eries of bulk edible products should be filtered at the receiving point to collect asmuch of the impurities as possible.
6. Aeration — The loading line should not allow the heated liquid product to cascadeor fall through the air into the railcar. The desirable procedure is to fill the railcarfrom the bottom with subsurface entry to avoid splashing and excessive exposureof the oil, which accelerates oxidation.
7. Dome hatch cover — The hatch opening allowing entry of the loading line shouldbe fitted with a temporary cover to prevent contamination from insects, rain, dust,and other airborne pollutants while product is being loaded. This cover will alsoprotect the oil from direct sunlight.
8. Unloading procedures — The purchaser of edible oils in railcars must use properprocedures to prepare the product for unloading to protect the product quality.Two important product heating requirements are:• Steam pressure — It is very easy to overheat or cause localized scorching of
the oil; to avoid these problems, steam pressure should be limited to 0.7 bar(10 psig). This pressure provides a steam temperature of 240°F (115.6°C).
• Agitation — Agitation of the heated product should begin as soon as possible.Two methods of agitation are: (1) recirculate the melted product by pumpingfrom the bottom outlet back into the car through the dome, avoiding aerationby extending the line at least halfway to the bottom of the car; or (2) agitatethe product with a portable agitator, which can be lowered through the dometo extend into the melted product.
9. Car heels — All empty railcars returned must be visually inspected for productheels left by the customer. The heel might be caused by incomplete melting, slopingof the unloading track, deliberate incomplete unloading, or some other reason.Removal of the heel may require using a squeegee to direct the residual oil into theoutlet line or the addition of heated oil with agitation to melt the product for removal.
10. Railcar service — Individual railcars should be dedicated to a particular typeservice: deodorized, undeodorized, or crude oils. Changing service from a deodor-ized oil to a crude oil does not present a real problem; however, the reverse cancause oxidation and impurity problems for several trips, even after caustic washing.
© 2004 by CRC Press LLC

Such a service change probably requires complete cleaning, including sandblastingto avoid quality problems.
11. Railcar inspections — A formal checklist identifying the critical areas to beinspected before and after each railcar is loaded for shipment should include:• All interior surfaces must be thoroughly dry and free of all dirt, scale, and any
possible infestation. • Top hatch covers and gaskets must be inspected to ensure cleanliness and to
confirm that they are free from infestation, are undamaged, and seal properly. • Valves should be operational, leak free, and closed tightly. • All exterior openings should be clean, capped, or otherwise protected from
contamination during transit.• The top exterior must be clean and free from product, dirt, and other foreign
material both before and after loading. • All hatches and external openings must be closed and secured with registered
seals.
13.2.18 Oil Filling and Packaging
Problem: Impurities
Possible Causes and Corrective Actions
1. Dirty drums — Each drum should be inspected with a light to identify rust orother impurities before filling.
2. Dirty smaller containers — Inspection of empty product containers at receiptshould be followed by air cleaning at the filling line.
3. Filter failure — Analysis of representative samples and continuous visual onlineoperator inspection of clear containers should prevent excessive rework. The filterelements should be changed when the filter pressure exceeds a predeterminedlevel as a preventive measure.
4. Dirty equipment — The filling equipment should be kept clean at all times toprevent contamination of the food product.
Problem: Weight Control
Possible Causes and Corrective Actions
1. Dirty scales and weights — All equipment should be kept clean and calibratedfrequently to ensure proper control; also, the quality-check weigher should useseparate equipment to identify line equipment problems.
2. Oil temperature — Fluctuations in oil temperature will cause over- and underfilling,which should be controlled by an inline heat exchanger to provide the optimumoil temperature.
3. Fluctuating filler-nozzle pressure — The filler oil supply should be from a clean,constant-head surge tank.
4. Wrong tare weights — The container tare weights should be reestablished fre-quently to ensure that the proper weight is being used. Individual containers mustbe tared before filling for accurate determination of fill weights.
© 2004 by CRC Press LLC

Problem: Poor Flavor
Possible Causes and Corrective Actions
1. Overheating the oil — Temperature controllers should be used to control thestorage-tank temperatures and avoid overheating. The heating surface should neverproduce surface temperatures above 250°F (121°C). Exposure to these highertemperatures tends to scorch the oil products and quality deteriorates .
2. Oil aeration — Identify the source of the aeration and repair or discontinue thepoor practice. Potential sources are pumps, oil free-fall into the tank, agitation,blowing the lines with air, recirculation, and so on.
3. Light exposure — Even limited exposure of the oil to sunlight or ultraviolet raysfrom fluorescent lighting will increase the peroxide value and impart off-flavors.Oils at all stages of processing should be protected from light. Clear glass orplastic containers should not be used to sample or store oils in process.
4. Allowing the oil to stand in lines or unprotected surge tanks — Blow all lineswith nitrogen and empty all surge tanks when not operating.
5. Nonrepresentative sample — The sample line and valve must be flushed with theproduct to be sampled to remove all oxidized or gummy deposits, and the samplecontainer must be absolutely clean.
6. Poor filler-cleaning practices — Clean the filler equipment frequently and thoroughly,ensuring that no soap or other residue is left on areas that could contact the product.
7. No nitrogen protection — The oil should be nitrogen protected immediately afterdeodorization and continually through packaging to prevent oxygen occultation.Dissolved oxygen in the oil will react with the oil, causing oxidation, whichshortens the shelf life of the product.
8. High headspace oxygen content — The package headspace should contain lessthan 2% oxygen to prevent excessive oxidation before purchase.
9. Chelating agent omission — Citric or phosphoric acid should be added to deodor-ized oil before filtration to trap the trace metals that accelerate oxidation.
10. Dissolved oxygen — The dissolved oxygen level should be 1.0% maximum.Higher levels indicate that the deodorized oil has not been nitrogen protected andaerated at some point before filling. Dissolved oxygen will accelerate oxidation,which causes off-flavors.
11. Product heel — Fresh product should not be added to heels of previous lots. Theolder product can contain concentrations of oxidized products that will accelerateoxidation of the fresh product. Entire lots should be packaged to eliminate heels,or the remaining product must be recycled back to processing for adequate control.
Problem: Packaging Rate
Possible Causes and Corrective Actions
1. Oil temperature — The speed of filling and weight control are dependent largelyupon the temperature of the oil. If the oil exceeds the specified limits, the containermay overflow or cause a slowdown in filling speed to prevent overflow. If the oilis cold, the filling rate may be increased because of more headspace in the filledcontainer and, consequently, less danger of oil spurting over the sides with rapidfilling rates. An inline heat exchanger should be utilized to control the fill tem-perature for the best performance.
© 2004 by CRC Press LLC

13.2.19 Packaged Liquid Oils — Storage and Transportation
Problem: Cloudy Oil
Possible Causes and Corrective Actions
1. Storage temperature — Exposure of liquid oils to cold temperatures will causethe oils to cloud. The degree of solidification will depend upon the exposure timeand the resistance of a particular oil to cold temperatures. Oils that are not naturalwinter oils or have not been winterized or dewaxed will cloud rapidly at refrig-erator temperatures of 40°F (14.4°C) and below. Liquid oils should be stored intemperature-controlled warehouses in the winter months to avoid crystallizationof the hard fractions.
2. Shipping temperature — Liquid oils should never be shipped in mixed loads whenthe other products require refrigeration. Additionally, temperature-controlledtrucks and railcars are necessary to prevent clouding of liquid oils in the wintermonths.
3. Heating to clarify — Liquid oils may be clarified by controlled gentle heating ifthe solidification has not progressed too far. In some cases, the oils will clarifywhen heated, but then a portion of the hard fraction will reappear when the oil iscooled to room temperature. In other cases, it may be necessary to heat the oil toquite high temperatures, 140°F (60°C) to melt the hard fraction that has developed.
4. Wet oil — Water in amounts greater than 0.05 to 0.15% cause a turbid oil atrefrigerator temperatures. Wet oils must be dried by deodorization or vacuumdrying to avoid hydrolysis and clouding.
13.2.20 Shortening Packaging
Problem: Mettler Dropping Point Change after Pumping
Possible Causes and Corrective Actions
1. Pumping error — Blow air or nitrogen through the empty lines before actuallypumping the product to ensure that it is lined up properly.
2. Faulty valve allowing the product to deliver to more than one location — Locatingthe valve requiring repair should be simplified by using Mettler dropping pointresults. The product with the change is probably in the tank with the faulty valveor at least the problem is with a valve that lines up with this tank.
3. Sample identification error — Determine the correct product identification byresampling, performing other fingerprint analyses, or checking transfer records.The sample identification tag should require both the product specification numberand the batch number, as well as the tank number for possible errors of this type.
4. Nonrepresentative sample — The sample line and valve must be flushed with theproduct to be sampled to remove all previous product residue, and the samplecontainer must be clean. If a poor sample is suspected, resampling is necessary.
5. Cool tank temperature — The product temperature should be 10°F above themelting point before sampling to obtain a representative sample.
6. Nonuniform product — Shortening, even if held 10°F (5.6°C) above the meltingpoint, can stratify or separate to provide a sample that is not representative of the
© 2004 by CRC Press LLC

entire product. Tanks must be agitated for a minimum of 20 minutes beforesampling to ensure product uniformity.
7. Normal method variation — AOCS Method Cc 18-80 indicates that the expectedvariation within a laboratory for the Mettler dropping point result is 0.7°C.
8. Emulsifier additions — Lecithin, mono- and diglycerides, and other emulsifieradditions will change the Mettler dropping point results, which should be reflectedin the product specification requirements.
Problem: Peroxide Value Increase
Possible Causes and Corrective Actions
1. Overheating — High-temperature storage before packaging will accelerate oxi-dation. The rate of oxidation for edible oils at least doubles with each 20°F(11.1°C) increase in temperature. Storage tank holding temperatures should beadjusted to no higher than 10°F (5.6°C) above the melting point of the product.An abnormal peroxide value increase should be investigated thoroughly beforepackaging, even if the result is still within specified limits. It may be necessaryto rebleach and redeodorize the product to restore oxidative stability to an abusedproduct.
2. Chelating agent omission — Citric or phosphoric acid should be added to deodor-ized oil before filtration to remove trace metals that accelerate oxidation, asevidenced by the peroxide value increase.
3. Aeration — Potential sources for air incorporation into the oil should be inspectedand repaired or any poor practice identified should be discontinued.
4. Nonrepresentative sample — The sample line and valve must be flushed thor-oughly with the product to be sampled to remove oxidized and polymerizedresidues from previous samplings. Additionally, the sample container must be freefrom any soap or detergent residues.
5. Light-struck sample — Even limited exposure of a shortening product to sunlightor ultraviolet rays from fluorescent lighting will increase peroxide value resultsand decrease flavor ratings. Samples determining the quality of product must beprotected from light abuse to avoid inaccurate results. Transparent or open con-tainers should not be used to obtain or store samples to be analyzed.
6. Secondary oxidation — A rapid rise in peroxide value with an accompanied orangecolor may be a result of secondary oxidation. The source of the abuse causing theproblem probably was overheating, perhaps accompanied by aeration at an earlierstage after bleaching. This product might be salvaged by rebleaching and rede-odorization; however, the oil will probably never regain the level of oxidativestability it had before it was abused.
7. Dirty glassware — A soap or detergent residue will give a false high peroxide-value result. All laboratory glassware and washed sample containers should berinsed thoroughly with distilled water to remove soap films. High peroxide-valueresults should be rechecked, especially if several other products are also indicatinghigh values.
8. Laboratory reagent problem — Normally, all products tested from all processareas will have high peroxide value results if this problem exists. Replacing thereagent with a new lot in a single laboratory situation or performing duplicateanalysis in another laboratory should determine if a reagent problem exists.
© 2004 by CRC Press LLC

9. Localized overheating — Good agitation while heating shortening in storage tanksprevents localized overheating. When steam coils are used to heat a storage tankwithout agitation, extreme localized heating of the oil near the coils occurs whilethe overall temperature rises slowly. Consequently, the damage to the oil near thecoils affects the stability of all the oil in the tank.
10. Heating-surface temperature — The heating devices used should not providesurface heat above 250°F (121°C). Exposure to higher temperatures tends to scorchfats and oils products, and quality deteriorates.
Problem: Free Fatty Acid Increase
Possible Causes and Corrective Actions
1. Nonrepresentative sample — The sample line and valve must be flushed with theproduct to be sampled to remove any traces of the previous product sampled, whichmay have had a high free fatty acid caused by emulsifiers or some other requirement.
2. Antioxidant addition — Antioxidant mixture additions will increase the level offree fatty acids of the product. Process specifications should recognize this increaseand should allow a higher free fatty acid result after this addition. Doing so willrequire a lower level of free fatty acid from the deodorizer if the final limit cannotbe increased because of performance or customer requirements.
3. Colorant addition — Highly colored oils interfere with the visual endpoint deter-mination for the free fatty acid analysis. Either a higher result must be allowedor the final analysis must be performed before the color addition.
4. Emulsifier addition — The free fatty acid level of most emulsifiers far exceedsthe 0.05% normally specified for a nonemulsified shortening. The addition leveland effect should be a consideration when the product specified limits are beingestablished. The free fatty acid increase can also be used as a quick indicator ofthe level of emulsifier added before the emulsifier analytical results are available.
5. Identification error — A high free fatty acid result could be the result of a mix-up in samples or identification tags. All samples should be identified with thespecification, batch, and tank number to help determine the correct product iden-tification; however, any sample in doubt should be resampled and reanalyzed.
6. Carbon dioxide in nitrogen gas — CO2 will give a false high free fatty acid result.This problem can be identified by drawing a vacuum on the sample to remove allgases and retesting. If CO2 contamination exists, the deaerated sample will testnormal. The CO2 source should be identified and the problem corrected.
7. Wet oil — One cause of free fatty acid development is hydrolysis. Moisture in theoil will naturally accelerate this reaction; therefore, all fats and oil products shouldbe “dry” when packaged.
8. Pumping error — Either transferring the product to the wrong tank or inadvertentlyadding to another product through a faulty valve can provide a different free fattyacid result than expected. A lower free fatty acid should cause as much concernafter a transfer as an increase; either change can indicate a problem that requiresinvestigation.
9. Excess chelating agent — Citric and phosphoric acid will catalyze free fatty aciddevelopment when added in too high of quantities: over 50 ppm citric and over10 ppm phosphoric acid. The addition of the chelating agents after deodorizationmust be controlled to prevent catalyzation of the free fatty acid.
© 2004 by CRC Press LLC

Problem: Color Increase
Possible Causes and Corrective Actions
1. Overheating — High-temperature storage before packaging will accelerate oxi-dation with an attendant color rise. The oxidation rate for edible oils at leastdoubles with each 27°F (15°C) increase in temperature in the 68 to 140°F (20 to60°C) range. The holding temperature of all storage tanks should be adjusted tono higher than 10°F (5.6°C) above the melting point of the product. An increasein the color of the product should be investigated thoroughly before packaging,even if the result is still within specified limits. It may be necessary to rebleachand redeodorize the product to restore the oxidative stability to an abused product.
2. Colorant added — Color added to a shortening product, either on purpose or bymistake, will increase the color determination. If the product tested does notrequire an added color, it probably was added to the wrong tank by mistake.Normally, colorants can be removed by heat bleaching during deodorization, butsome may require bleaching as well.
3. Dark emulsifier added — Many emulsifiers are darker in color than a deodorizedshortening product; therefore, the color requirements should be adjusted when theproduct limits are developed to allow for the resultant increase.
4. Aeration — Oxidation caused by aeration of the fat and oil product is evidencedby a darker red color, as well as an increase in peroxide value and flavor degra-dation. Potential equipment failures or poor practices should be identified andrepaired or discontinued.
5. Secondary oxidation — The development of an orange color with a high peroxidevalue is an indication of oxidatively abused product. The source of the problemwas probably overheating or aeration at some stage after bleaching. This productmay be salvaged by rebleaching with a bleaching earth to remove the secondaryoxidation materials; however, the oxidative stability of this product will probablynever regain its original level of resistance.
6. Identification error — Specified color limits vary for individual products on thebasis of the source oil, additives, and other considerations; therefore, an identifi-cation error can indicate that a product is completely outside the specified limitswhen it actually is within the limits, and that it is within specified limits when itis not. Each sample should be identified with the product specification and batchnumber, as well as the tank number sampled to reduce identification errors.
7. Emulsified shortenings — Iron oxides are soluble in monoglycerides and manyother emulsifiers. Rust from black iron equipment will be more readily absorbedby emulsified shortenings, which will affect the product’s color and oxidativestability. Black iron surfaces should always have an oil film on the surface toprevent rust.19
8. Pumping errors — Product color may indicate a pumping error if the color changeis considerably different. The oil pumper should check the alignment by blowingfrom the delivery point to the receiving tank before the product is pumped.
9. Nonrepresentative sample — The sample line and valve must be flushed thoroughlywith the product to be sampled before the sample is obtained in a clean container.In this case, the sample valve and line probably have residues from the previoussample obtained which could have oxidized or polymerized since the last samplewas obtained, causing a nonrepresentative sample of the current product. Any indi-cation of a sampling problem should be double-checked with another sample.
© 2004 by CRC Press LLC

10. Cloudy sample — The sample must be completely melted and clear to obtain areproducible color determination. Evaluation of cloudy samples provides aninvalid color result.
11. Laboratory technician variation — Lovibond color determinations are determinedby matching the sample color visually with colored glasses by each individualtechnician and is a subjective evaluation at best unless an automatic tintometer isutilized. Some technicians have more difficulty determining color values thanothers, which can be the source of apparent product color changes. All techniciansshould be tested to determine their ability to determine color differences. Becauseapproximately 8% males and 0.4% females suffer from varying degrees of colorblindness, some technicians may have defective color vision.28
12. Chelating agent omission — A metal scavenger should be added immediately afterdeodorization to remove trace metals, which accelerate the oxidation of fats and oilsproducts. Color darkening and peroxide value increases are indications of oxidation.
13. Localized overheating — Agitation is necessary while heating shortenings instorage tanks to prevent localized overheating. When steam coils are used to heata tank without agitation, extreme localized heating of the oil near the coils occurswhile the overall temperature rises slowly; however, the extreme damage to theoil near the coils adversely affects the stability of all the oil in the tank, whichprobably results in a higher color and peroxide value.
Problem: Wet Oil
Possible Causes and Corrective Actions
1. Leaking cooling coils — The cooling and heating coils in tanks should be checkedfor leaks by pressurizing on a regular basis and especially when high moisturesare identified by laboratory analysis.
2. Line steaming — Transfer lines allowed to set up with hard oils are frequentlysteamed to melt the solidified product. These lines must be flushed thoroughlywith fresh product to remove any traces of moisture.
Problem: Shortening Consistency
Possible Causes and Corrective Actions
1. In-package heat rise — The temperature rise in the container, due to heat ofcrystallization, should not be more than l or 2°F (0.6 to 1.1°C). Increases abovethis level are indicative of substantial crystallization under static conditions andcan cause: (a) a firmer consistency than desired, (b) melted shortening in the centerof the package, (c) low creaming gas or nitrogen content, (d) resolidified appear-ance, and (e) dark color. The revolutions per minute and holding time in the workerunit should be evaluated to correct this discrepancy.
2. Shortening picking — Too little working or “picking” after chilling develops ashortening that is sloppy as it emerges from the filling spout, experiences a highin-package temperature rise, sets up very rapidly, and becomes hard. Too muchpicking results in a shortening that fills sloppily but sets up very slowly, with littletemperature rise in the package. Ideal picking normally occurs between these twoextremes, unless either of these conditions is desired for the individual productprocessed.
© 2004 by CRC Press LLC

3. Precrystallization — Sandy, lumpy, or riced plasticized shortenings or margarinesare symptoms of precrystallization. Product crystallization prior to chilling canbe caused by a low supply-tank temperature, a low precooler temperature, orinsufficient melting of the recirculated product.
4. Postcrystallization — Consistency problems can be caused by postcrystallizationimmediately after the product has exited the chilling unit and filled because ofinsufficient cooling, working, or crystallization time. Excessive postcrystallizationresults in products that are too firm or brittle, with poor spreadability or work-ability. The time required for supercooled fat to transform from the α- to β′-crystalform is the crystallization time. Different source oils crystallize at different ratesdue to the triglyceride composition. Crystallization time can be measured byobservation of the lapsed time after cooling to the crystallization point and whencrystals form. Product throughput is a major key to control postcrystallization,along with cooling temperatures and working.
Problem: Plasticized Shortening Faults
Possible Causes and Corrective Actions
1. Streaking — Streaks in plasticized shortening can be caused by (a) chilling toolow for the operating back pressure; (b) erratic creaming gas dispersion; (c)channeling, which allows semiliquid oil to pass through the chilling unit withoutbeing chilled properly; (d) mixing different chilling-unit streams operating atdifferent temperatures; (e) erratic chilling-unit pressures; (f) low feedstock tem-perature, allowing precrystallization; and (g) low pressure at the filler, allowing aloss of creaming gas.
2. Sandy — Small lumps about the size of grains of sand or larger can be caused bychilling-unit temperatures that are too cold or precrystallization of the productbefore the chilling unit. This consistency fault is described as ricing when larger,translucent, hard particles develop.
3. Ribby — Alternating very thin layers of hard and soft product, described as feelinglike corduroy cloth, are evidence of ribby shortening. This condition can be causedby: (a) chilling-unit temperature that is too cold with low pressure, (b) mixingstreams from two or more chilling units operating at different temperatures, or (c)fill temperatures that are too cold, causing excessive mounding in the package.
4. Puffy — A soft plasticized shortening with large visible air cells or pockets thatoffer very little resistance when worked is caused by a high creaming gas contentor back pressure that is too low to finely distribute the air cells, or a combinationof the two conditions.
5. Brittle — A brittle feel is contributed by (a) warm chilling unit temperatures, (b)either the absence or less than required working after chilling, (c) the productformulation has a narrow plastic range, or (d) low creaming gas content.
6. Gray cast — Changes in the crystal structure brought about by high-temperatureexposure may result in a gray cast.
7. Oil separation — Free oil in a plasticized shortening is caused by: (a) chillingtemperature being too warm, (b) precrystallization of the product before enteringthe chilling unit, (c) temperature abuse after packaging, (d) formulation withinsufficient hardstock or source oils for the wrong crystal habit, or (e) too lowchilling unit and filler back pressure.
© 2004 by CRC Press LLC

8. Chalky — A dull, white appearance caused by too high of a creaming gas content.9. Vaselated — A yellowish, clear, greasy appearance is typical of shortenings
packaged without creaming gas; identified as being Vaseline-like or having agreasy appearance.
10. Specks — Visible specks will appear in the finished shortening when the storagetank contains impurities or the inline filter is faulty. Also, heating of “frozen” orsetup lines with a flame will polymerize and char the product to produce specksthat can continue to contaminate products for extended periods of time.
11. Rubbery lard — Lard tempered at 70 to 85°F (21.1 to 29.4°C) for 48 hoursdevelops a plastic, rubbery consistency; conversely, immediate refrigeration afterpackaging produces a loosely structured and brittle consistency.
12. Too dark — The whiteness of a plasticized shortening is affected by the creaminggas amount and degree of dispersion; however, increasing the creaming gas contentwill not materially affect an oil that has a dark color before plasticization.
13. Too soft — A product that is softer than expected can be caused by: (a) a cool chillunit outlet temperature, (b) lower SFI results than specified, (c) the wrong composi-tion, (d) contamination with another product, or (e) too much working after chilling.
14. Too firm — A harder than expected plasticized shortening consistency can becaused by: (a) a high chill unit outlet temperature, (b) higher SFI results thanspecified, (c) wrong composition, (d) contamination with another product, or (e)insufficient working after chilling, as indicated by an in-package temperature riseof more than 2°F (1.1°C).
15. Appearance — Blue plastic liners are normally used for shortenings to help makethe plasticized product appear whiter. Different color liners alter the visual per-ception and make the shortening appear less white.
16. Slack or overfilled containers — Faulty or erratic creaming gas control can be thecause of this condition if the product fill weights are adjusted properly.
17. Poor aeration — Hydrophilic surfactants can only be dispersible in fats and oilsbecause they are not soluble in oil. These emulsifiers will separate from the liquidoils without good agitation and should be added just before plasticization. Non-uniform dispersion will also result in an off-flavor for a portion of the plasticizedshortening (i.e., bittersweet).
13.2.21 Liquid Opaque Shortenings
Problem: Separation
Possible Causes and Corrective Actions
1. Aeration — Air incorporation in liquid shortening promotes product separationand thickening. Storage studies indicate that an air content of less than 1.0% isnecessary for a stable suspension. Sources of liquid shortening aeration duringprocessing include: (a) pumps sucking air, (b) agitation causing a vortex that whipsair into the product, (c) nonpressurized filler, (d) product freefall into a tank orpackaging container, or (e) skipping the deaeration process.
2. High temperature — Exposure of the product to temperatures above 95°F (35°C)will result in partial to complete melting of the suspended solids, causing sepa-ration. Complete melting and reprocessing are required to restore the product tothe original opaque, creamy, pumpable product.
© 2004 by CRC Press LLC

Problem: Thick Product
Possible Causes and Corrective Actions
1. β′ hardstock — The small, needle-shaped, β′-crystals pack together into dense, fine-grained structures that cause the product to thicken. The large, coarse, self-occludingβ-crystals contribute the product consistency desired for liquid shortenings.
2. Cold temperature — Liquid opaque shortenings will solidify at storage tempera-tures below 65°F (18°C) with a loss of fluidity. This solidification and fluidityloss can be reversed by controlled heating, not to exceed the melting point of theproduct.
3. High air content — An air content of 1.0% or less can cause liquid opaqueshortenings to thicken and separate. Quality evaluations indicating a high aircontent should initiate immediate actions to identify the aeration source to elim-inate a continuing recurrence with succeeding batches. The problem batch of liquidshortening will require remelting to deaerate, followed by recrystallization.
4. Commingling — Liquid shortening contamination with another product normallyresults in a thick product. Pumping errors or pick-up from previous product intanks, lines, and processes are the usual causes for commingling. Most of theother products processed are firmer or have a β′-crystal that contributes to thickerliquid shortenings.
Problem: Thin Product
Possible Causes and Corrective Actions
1. Hardstock level — The hardstock level in opaque liquid shortening has a directeffect upon the consistency or viscosity of the crystallized product. The productbecomes more viscous as the hardstock level is increased, with all other variableskept constant. A uniform viscosity product should be produced batch after batchwhen the hardstock level is maintained within the tolerance levels determinedacceptable by product design.
2. Hardstock iodine value — The hardstock added to an opaque liquid shortening isthe seed for crystallization and has an effect upon the final consistency of theliquid shortening. Lower iodine value hardstocks will induce more rapid andcomplete crystallization than higher iodine value products.
3. Basestock hardness — The melting point and SFI results materially affect theconsistency or viscosity of opaque liquid shortenings. As the basestock meltingpoint increases, the product becomes more viscous or thicker.
4. Temperature — Opaque liquid shortening viscosity or consistency is temperaturedependent. Thin products are experienced at high temperatures and thicker prod-ucts at cooler temperatures. Extended periods at high temperatures will causeproduct melting and separation with a very thin top layer.
5. Separation — A portion of a separated product will be thin with the hard fractionsettled to the bottom if temperature abuse is sufficient to completely break theproduct. Separation due to aeration usually begins in the center of the product orwhere a container shoulder traps the air that escapes from the product. It lookslike a crack in the product. This crack or separated streak grows with time toeventually divide the product into liquid and hard fractions.
© 2004 by CRC Press LLC

Problem: Poor Flavor Stability
Possible Causes and Corrective Actions
1. Liquid oil adjustment — Liquid shortening batches that are firmer than specifiedshould not be adjusted with any softer basestock than those specified in thecomposition. The flavor stability is dependent upon the weakest component in thecomposition; therefore, adjustments with a basestock containing higher polyun-saturates will cause a reduction in flavor stability.
2. High precrystallization temperature — High-temperature storage before crystal-lization can promote oxidation to the point at which packaged product will revertin flavor and develop a pinkish yellow color quickly. The oxidation rate for edibleoils at least doubles with each 20°F (11.1°C) increase in temperature. An abnormalperoxide value increase or off-flavor indication from the crystallization supplytank should be investigated thoroughly before the product is packaged. Rebleach-ing followed by redeodorization will be required to restore oxidative stability toan abused product.
3. Aeration before crystallization — Liquid shortenings must be protected from airthroughout the system, even though a deaeration step is part of the crystallizationprocess. Liquid oils react quickly at elevated temperatures with atmospheric oxy-gen and revert in flavor. Some of the potential air sources include: (a) air leaksin fittings, pumps, and flanges; (b) agitator use before it has been properly coveredwith product, thus creating a vortex; (c) blowing lines with air into the product;and (d) oil freefall into the tank.
4. Peroxide value increase — Analysis indicating a higher than expected peroxide valueincrease before packaging could be an indicator of secondary oxidation. If the oilproduct has been heat abused or improperly bleached, the oxidative stability may besubstantially poorer than dictated by product requirements. Unexplained peroxidevalue increases indicate a reduced oxidative stability, which will be confirmed byaccelerated stability evaluations, flavor reversion, and product discoloration.
5. Localized overheating — Good agitation during heating in storage tanks beforecrystallization prevents localized overheating. When steam coils are used to heata storage tank without agitation, extreme localized heating of the oil near the coilsoccurs, while the overall temperature rises slowly. Consequently, damage to theoil near the coils affects the stability of all the oil in the tank. Rebleaching followedby redeodorization may be required to reestablish the necessary oxidative stability.
Problem: Crystallization Product Aeration
Possible Causes and Corrective Actions
1. Deaeration process step — The first stage in many liquid opaque shorteningcrystallization processes is a deaeration step. This process should eliminate anyair trapped in the liquid oil before crystallization. An air-content analysis shouldbe required for termination of this process stage because it may be the most likelyshortcut taken to save time. Entrained air allowed to remain in the product canonly increase from this point to potentially require a repeat of the crystallizationprocess or cause customer displeasure with a thick, viscous product.
2. Agitation — Care must be exercised during crystallization of liquid opaque short-enings to avoid whipping air into the product through improper agitation in the
© 2004 by CRC Press LLC

crystallization tank. Creation of whirlpools or vortexes must be avoided becausethey draw air into the product.
3. Product freefall — Liquid opaque shortening products should not be allowed tocascade or fall through the air into crystallization or storage tanks or into pack-aging. The most desirable procedure is to fill both the tanks and packages fromthe bottom with subsurface entry.
4. Air-content control — Some pourable liquid shortening processes incorporate adeaeration step just before packaging. Percent air analysis determines the effec-tiveness of these processes. This analysis is also applicable to determine theacceptability of other processes. Storage studies have indicated that an air contentof less than 1.0 % is necessary to maintain the suspension stability of a liquidopaque shortening.
13.2.22 Shortening Flakes
Problem: Flake Lumping
Possible Causes and Corrective Actions
1. Heat of crystallization — Shortening flakes packaged immediately after solidifi-cation on a chill roll can experience a heat of crystallization rise high enough topartially melt some of the product, causing lumping. Refrigerated air cooling ofthe flakes before packaging can effectively remove the heat of crystallization,which promotes product lumping.
2. Low chill-roll temperature — Low chill-roll temperatures can result in “shock”chilling, which causes the oil film against the roll to solidify rapidly and pullaway, thus providing insulation from further cooling. In this condition, the outsidesurface of the flake remains liquid, creating a wet flake that will fuse with othersto create lumps in the package.
3. Low oil-to-roll temperature — Oil that appears milky or grainy, indicating a lowtemperature, will not solidify properly on the roll. The flakes produced will appearwet or oily on one side, which will cause the flakes to fuse together in the package.The oil must be heated above the melting point and have a clear appearance,indicating the absence of solids when applied to the roll.
4. Filling-chute construction — The filling chute or any other enclosed passage forthe flakes should be constructed of smooth material without corners or creviceswhere flakes could accumulate and fuse together. These lumps will fall into thepackage unnoticed until the customer finds them. Additionally, any enclosed areasshould be accessible for cleaning on a regular basis.
5. Fast roll speed — The chill roll should have a variable speed for production ofthe various shortening flake and chip products. The roll speed should be adjustedto produce dry flakes each time the product type is changed.
6. Packaging — The usual packaging materials used with shortening flakes or chipsare multiwall, natural Kraft brown bags or corrugated cases with liners. Both typesof packages can become good insulators that hold and cause further elevation ofthe product’s temperature:• Bags — Several styles of Kraft bags are available with and without square
bottoms. Some bag types stack together more flatly and tightly than do others,with little or no free space between layers to allow the heat to dissipate. Partial
© 2004 by CRC Press LLC

melting from the nondissipated heat of crystallization and compression fromthe weight of the top layers on a pallet promote flake clumping. The use ofthis package requires cooling after flaking to remove the heat of crystallizationand prevent fusion of the flakes.
• Corrugated case and liner packaging — The case provides less insulation thanbag packaging. Some headspace will occur after filling the container becauseof settling of the chip products. The settled chips can fuse together if exposedto elevated temperatures for long periods; therefore, it is desirable to store thecase packaged products at cool or refrigerated temperatures.
7. High-temperature exposure — High storage or shipping temperatures immediatelyafter flaking will accelerate the heat of crystallization temperatures. The highertemperature exposure promotes surface melting and fusion of the flakes. Con-trolled temperature storage of 70°F (21.1°C) or less should be utilized for packagedflakes, with a holding period of 48 to 72 hours to stabilize the product temperaturebefore shipment.
8. Feed-trough leak — The most common source of lumps in flaked products is aleak in the feed trough that allows liquid to drip into the flake collector, where itbegins to solidify and acts as an adhesive, collecting other chips until a lump isformed, which breaks away to enter the package. Leaks must be repaired whenthe roll is not operating. Attempts to repair a trough leak while operating byinserting some material or instrument into the leak could initiate a more seriousproblem. The temporary repair material can escape and find its way into thefinished product package. This material then becomes a foreign material in theflaked product, which could be more serious than the original problem.
9. Saturation level — Flake clumping or lumping problems become more severe asthe melting point of the product increases. The flake release point from the chillroll is proportional to the fatty-acid chain length and the degree of saturation,which control the solidification temperature. Flake products with the highestmelting points release from the chill roll surface at a higher temperature thanproducts with lower melting points. Both higher and lower melting productsexperience approximately the same heat of crystallization level, but the less hydro-genated product will attain a lower temperature before packaging, as shown bythe following selected data:
Problem: High Moisture Content
Possible Causes and Corrective Actions
1. Heating coil leaks — Flaked products have melting points that require heatingbefore chilling to remain liquid. The steam heating coils of the holding tank will
Soybean Oil Flakes
Iodine value 1.5 7.0Fatty acid composition (%):
Stearic (C-18:0) 83.0 75.7Oleic (C-18:1) 1.8 7.4
Product temperature (°F)Initial in-package 110–115 100–10230-minute in-package 140–142 130–133
© 2004 by CRC Press LLC

eventually develop leaks from wear and vibration. Each oil product should besampled properly and analyzed before flaking to ensure that the product has notbeen contaminated with moisture or other foreign materials. Proper samplingtechnique requires agitation for 20 to 30 minutes before sampling to ensure arepresentative sample. High-moisture analysis should prevent flaking of the prod-uct and initiate an investigation to determine the cause and corrective actionrequired.
2. Line steaming — The melting point of flaked products necessitates that the transferlines be heat traced to prevent the product from solidifying in elbows, low areas,and so on. When the heat tracing on the flake transfer lines fails or an operatorhas failed to clear the lines after a product transfer, the product remaining in theline will solidify and prevent further transfer of product. One method used to openthese lines is to steam them to melt the product causing the restriction. This processwill contaminate the product holding tank with moisture. All of this product mustbe reprocessed to remove the excess moisture content.
2. Wet roll — Moisture collects on the chill roll where it is not covered with a filmof oil. The amount of moisture condensing on the roll is dependent upon the roomhumidity and the roll cooling temperature. This moisture will transfer to the surfaceof the flakes or chips produced. This moisture content cannot be eliminated butcan be controlled somewhat by:• Dehumidification — Air conditioning or dehumidification units are required
to control room humidity at a reasonable level. These units are even moreimportant in humid climates to control the product moisture content.
• Startup product — Product flaked on startup or after a down period will bewetter than during continuous operations. This product should be discardeduntil the startup excess moisture has been dissipated.
3. Additives effects — Some of the preferred flavors for flaked products are wateremulsions; analysis after the addition of these flavors indicates a wet oil. Thismoisture presence must be recognized and allowed for by the specifications.However, the level must be controlled in case another moisture source has alsodeveloped.
Problem: Free Fatty Acid Increase
Possible Causes and Corrective Actions
1. High moisture — Condensation on the roll surface transfers to the flakes andchips. This moisture will initiate the hydrolysis reaction, where the chemical bondsthat hold the triglycerides together are broken, creating free fatty acids, monoglyc-erides, diglycerides, and even glycerides if the hydrolysis is extensive. Theexpected free fatty acid increase from hydrolysis is usually from 0.05% or lessbefore flaking to as high as 0.10% as shipped. The condensation moisture mustbe controlled by dehumidification and discarding startup product with a highmoisture content to maintain acceptable free fatty acid levels.
2. Lecithin addition — The addition of small quantities of lecithin to oils beforeflaking will emulsify some of the moisture from the roll to help reduce the freefatty acid development. Acceptance of the lecithin additive for this purpose hasnot been universally accepted. This addition could cause more problems than
© 2004 by CRC Press LLC

benefits in some cases, such as product darkening, smoking, and off-odor withhigh-temperature processing.
3. Analysis endpoint — The free fatty acid analysis by AOCS Official MethodCa 5a-40 requires the titration of a solution of the oil sample in alcohol with analkaline solution until a pink color develops. Colored flake products interfere withthe identification of this color endpoint, which usually results in a higher free fattyacid content. Special care must be exercised with these analyses to determine thetrue free fatty acid content.
4. Phosphoric acid overdose — Oils are acid treated to chelate the trace metalsduring several different processes. Phosphoric acid is usually less expensive andmore effective than the alternative citric acid; however, it has been found to formcompounds with the partial glycerides and carbohydrates in the oil, which makesit difficult to achieve the desired level of free fatty acids with deodorization, orthe free fatty acids may rise rapidly during storage. These reactions are notexperienced with citric acid until the treatment level is increased substantially.
Problem: Small Flakes or Chips
Possible Causes and Corrective Actions
1. High oil temperature to the roll — Cool the oil to the specified temperature beforeapplication to the chill roll.
2. High chill-roll temperature — Cool the chill roll to the specified temperaturebefore the heated oil is applied to the roll surface.
3. Insufficient refrigeration capacity — The refrigeration capacity must be adequateto provide the cold chill-roll temperatures required for the individual flake products.
4. Roll speed too fast — Adjust the roll speed to produce the flake or chip specified.5. Insufficient quantity of oil to the roll — Raise the level in the feed trough or
increase the quantity to the applicator roll to cover the surface of the chill roll.
Problem: Chartreuse Color
Possible Causes and Corrective Actions
Chips with a beta-carotene color have shown a tendency to change color afterflaking from the desired yellow to chartreuse color. The color change has beenidentified as an oxidation problem, promoted by oxygen available in moisture con-densate molecules from the surface of the chill roll. The color change is acceleratedby exposure of the colored chips to refrigerated temperatures immediately afterflaking. Two feasible methods to prevent the color change have been identified:
• Tempering — Hold the packaged chips at 85°F (29.4°C) for 24 hours beforerefrigeration. Apparently, this tempering stabilizes the beta-carotene colorant andmakes the product resistant to the oxidative reaction.
• Lecithin addition — Add 0.1% lecithin to the formulation to bind the moistureenough to prevent a reaction with the beta-carotene colorant.
© 2004 by CRC Press LLC

Problem: Metal Contamination
Possible Causes and Corrective Actions
1. Chill-roll construction — Most older chill rolls were uncoated steel drums thatrusted rapidly because of the condensate formed on the cold surface. The firstproducts produced after a down period almost always contained visible quantitiesof rust from the roll surface. The product produced had to be physically rejecteduntil the rust had visibly disappeared. The potential for rust contamination of theproduct flaked with these rolls is virtually assured with every production. Chromeplating of the older rolls and new construction have eliminated rust as a contam-inant from this source.
2. Filter equipment — Rust can be developed from the moisture condensed insidethe filter equipment as a result of the product heat, humidity, and cool roomtemperature. The rust can enter the product by several avenues if it is not removedfrom the filter shell periodically; or, a better preventative measure would be toclean and dry the filter shell each time the filter cartridges are replaced. This metalcontaminant appears as black specks that are not large enough to be detected bypackaging line metal detectors. Inline magnets would collect the metal specks.
3. Equipment maintenance — The liquid oil in the feed trough and the oil film onthe chill roll are exposed while the oil is being solidified into flakes and chips;therefore, this open process could allow the entry of maintenance items such asnuts, bolts, or other equipment parts into the packaged product. Efficient metaldetection of the packaged product is necessary to identify these metal contaminantsbefore shipment to customers.
4. Applicator warp — Several different application mechanisms are used to applythe heated liquid oil to chill rolls. Most, but not all, of these mechanisms can warpwith use due to stress from heating and cooling, movement for flake size, heavyweight of the applicator supported only on the ends of the roll, etc. The amountof misalignment can cause the applicator to gouge the chill roll, causing metalcontamination of the product. Constant observation of the application techniquessubject to this problem is necessary, or a change to an addition system that doesnot have this potential is needed. In either case, metal detection of the packagedproduct is mandatory to ensure that the products do not have metal contamination.
Problem: Color Increase
Possible Causes and Corrective Actions
1. Overheating — Heat accelerates the reaction of atmospheric oxygen with ediblefats and oils. Heat abuse causes an increase in the color of flaked products byoxidation of tocopherols. For deodorized products, the speed of oxidation isdoubled for each 20°F (11.1°C) increase in temperature. A holding temperatureof 10°F (5.6°C) above the melting point for flaked products should be sufficient.Design of the transfer systems should also take into account the product require-ments. For example, the transfer lines should be as short and straight as possibleto minimize the amount of insulated heat-traced lines where residual product candeteriorate.
© 2004 by CRC Press LLC

2. Colorant added — Some flaked products require the addition of a colorant for abutterlike appearance. Addition to the wrong product or the use of a tank previ-ously used for a colored product will result in a high red color. Yellow colors canbe removed by redeodorization in most cases, as the colors readily heat bleach.
3. Identification error — Product samples must be identified by tank number, batchnumber, and product identity to help ensure that the sample identity is correct.Different source oils, product types, additives, processing, etc. have an effect uponthe color requirements of the flaked shortening. A color result that is well withinthe specified limits for one product can be beyond the tolerance limits for another.Any suspicion of an error should be resolved by resampling and retesting beforepackaging.
4. Pumping error — The product delivered to the indicated tank may show a majorchange in analytical characteristics, with color being an early indicator. Goodprocedures require the oil pumper to verify the transfer alignment by first blowingair or nitrogen from the originating tank to the receiving tank. It is also mandatorythat the receiving department be notified, preferably in writing, of the productpumped and to which tank for identification and to avoid errors.
5. Faulty valves — A partially open valve on a transfer line can allow contaminationof another product even though the alignment precautions were taken and every-thing appeared satisfactory. Two indicators of this problem are that (1) the productquantity delivered to the intended tank is less than the originating tank, and(2) analysis of the tank with the faulty value will change. The visual color of theproduct may be one of the first indicators of the commingled product.
6. Nonrepresentative sample — Tanks to be sampled must be agitated for 20 to30 minutes, the product temperature must be 10° above the melting point, thesample line must be flushed to clear the previous product sampled, and a cleansample container must be used to obtain a representative sample. Any indicationthat a nonrepresentative sample has been obtained should be cause to resamplethe product.
7. Cloudy sample — A visually cloudy product during sampling or analysis indicatesthat the product temperature is too low, and corrective actions are required. Cloudyproduct during sampling probably indicates that the tank temperature gauge orcontroller may be faulty and requires maintenance. This product should not besampled until a clear product is available; likewise, the Lovibond color analysiswill provide a high result if any cloudiness is allowed. Special precautions withhigh-melting-point products should be taken to ensure that all of the product ismelted. One fault that can easily occur with the analysis is to allow the color tubeto stand on a cool surface to deaerate before reading the color. High-melting-pointproducts have a tendency to set up rapidly on the bottom of the tube, which givesa false high color reading.
8. Trace metals — All products should be postbleached to help remove any tracemetals present after hydrogenation and the catalyst filtering step. Most trace metalsare prooxidants, which cause product color rises through oxidation of the naturaltocopherols even in the highly saturated products.
9. Localized overheating — All storage tanks with heating devices should beequipped with a mechanical agitator. Power agitation will minimize damage fromlocalized overheating while saving time and heating costs. If the agitation istemporarily out of service, the temperature differential between the melting pointof the product and the heating medium must be kept to a minimum to preserve
© 2004 by CRC Press LLC

the product quality. Damage to the oil near the coils caused by localized over-heating affects all of the product in the tank. The product may require rebleachingand redeodorization to regain most of the original color stability of the product.
10. Phosphoric acid reaction — Oils are acid treated before bleaching to reduce thephosphorus content and chelate the trace metals. Phosphoric acid is usually lessexpensive and more effective than the alternative citric acid; however, it has beenfound to form compounds with the partial glycerides and carbohydrates in the oilthat darken in the deodorizer. Additionally, it may be difficult to achieve the desiredfree fatty acid content, or the level of free fatty acids may rise rapidly duringstorage. These reactions are not experienced with citric acid until the treatmentlevel is increased substantially.
Problem: Foreign Material
Possible Causes and Corrective Actions
1. Unfiltered product transfer line — The product transfer line between the filterand the chill roll can be a source of foreign material. The high melting point ofmost flaked products requires heat tracing of the lines or frequent thawing of setuplines at startup and any time the product is not physically moving. Setup lineshave to be thawed with heat from some source that can polymerize and char aportion of the oil in the lines. This material will appear as black specks in theflaked product. This material must be set aside for reprocessing to remove theblack polymerized oil specks.
2. Improper product package use — The product packages should never be used forany use other than for which they were intended. Sanitation personnel have usedproduct containers for trash, which has inadvertently been shipped to a customer.Not even the draw-off material at startup should be filled into regular productcontainers.
3. Uncovered chill rolls — The chill rolls should have shields covering them forproduct protection from airborne foreign materials. The shields must be designedto fit the chill rolls without hampering operation or maintenance or restricting thecooling process.
4. Open product containers — Empty product cases should not be stacked with theopening exposed to possible foreign material on the packing floor. Even in themost controlled environment some foreign objects will find entry into the opencases. Erected cases must be covered or stored upside down before use. Also, theplastic liner should not be inserted until just before filling.
Problem: Iodine Value Change
Possible Causes and Corrective Actions
1. Pumping error — AOCS Official Method Cd 1-25 for iodine value analysis is agood control to assure that the intended product has been pumped from one locationto another. Any change outside the normal analytical variation (probably ±0.5tolerance) indicates a change in the product delivered. This change could be theresult of (1) product pumped to the wrong tank, (2) a faulty value allowing the
© 2004 by CRC Press LLC

commingling of two or more products, (3) product delivered on top of a heel fromthe previous product, or (4) a mispumping of another product into the designatedproduct. Good control dictates that the products should be sampled and analyzedas close to the packaging time as possible to identify these type problems.
2. Sampling error — A representative sample requires that a predetermined protocolbe established and observed. The following sampling protocol identifies the areasto be considered:• Product temperature — Flaked products have low iodine values with corre-
sponding high melting points. The products must be held at 10°F above thetypical melting point to remain clear and pumpable.
• Agitation — The tank to be sampled should be agitated for at least 20 to 30minutes before sampling. Agitation is necessary for a uniform temperaturethroughout the tank for a representative sample and product packaging. Productunder the coils or adhering to the tank walls in a quiescent state will providea nonrepresentative sample.
• Flush sample line — Product from the previous product sampled will collectin the small-diameter sample lines. Flushing with the current product is nec-essary to clear the sample line to obtain a uniform product.
• Clean sample container — Clean sample containers must be used for allsamples to avoid contamination of the product with a previous product oranother material.
• Visual appearance — The sampler should observe the visual appearance ofthe sample while filling the sample container. A sample with visible hardfractions or a cloudy appearance indicates that the sample line has not beenflushed or the tank temperature indicator is faulty and requires maintenanceto properly identify the product temperature. The product should not be sam-pled until a clear product representative of the product in the tank can besecured.
• Sample identification — The sample must be identified with the tank number,batch number, product identity, date, time, and person obtaining the sample toensure that the sample is correct and to provide information for follow-up ifa discrepancy occurs.
3. Additive changes — Some additives will change the iodine value result, whichshould be reflected on the iodine value limits of the product specification. Flakedproduct additives that can materially affect the iodine value results include lecithinand other emulsifiers.
13.2.23 Packaged Shortening — Storage and Transportation
Problem: Absorbed Flavors
Possible Causes and Corrective Actions
1. Storage conditions — Most fats and oils products will absorb odors and flavorsfrom other foods and materials quite readily; therefore, shortenings, oils, marga-rines, and other specialty fats and oils products should never be stored or trans-ported with aromatic foods such as spices, garlic, onions, pickles, fruits, smokedproducts, or any other materials such as ammonia, solvents, or petroleum products.
© 2004 by CRC Press LLC

Problem: Oil Separation
Possible Causes and Corrective Actions
1. Shipping temperature — The melting characteristics for the shortening productmust be considered when shipping temperature requirements are established.Products with sharp melting points and steep SFI curves require temperature-protected shipping, especially in the summer months.
2. Crystal structure — β′-crystal-habit shortenings are more heat stable thanβ-crystal-habit products and usually will withstand higher temperatures if formu-lated with a sufficient level of hardstock.
3. Stack height — Pressure from the weight of the cases stacked on top of them cancause the bottom cases to have excessive oil leakage. The corrugated cases canact like an ink blotter to soak up the separated oil. Small quantities of liquid oilwill stain an entire case, and the stain will migrate upward to the other cases.Stack height must be controlled for these product formulations, especially in thesummer months.
4. Coated cases — In some cases, it is necessary to utilize wax or plastic coatingsfor the cases to prevent wicking problems caused by separated oil.
13.2.24 Quality Control Laboratory
Problem: Faulty Analyses
Possible Causes and Corrective Actions
1. Technique — The work of laboratory analysts is precision work. To be efficient,their techniques or working habits must also be precise. Because of the varied typesof instruments and other equipment with which they work, many practices or tricksof the trade must be learned that are too numerous to write into methods. Thesemust be learned from literature, other laboratory workers, or experience. The essenceof experimentation is technique or scientific skill, and the simplest procedure willgive unreliable results if the technique is poor or incorrect. Listed below are somepoor technique practices and an indication of some of the analysis affected:• Poor analytical balance technique — This is especially dangerous when small
amounts are weighed for testing for analyses such as iodine value. If largeweights are involved in the weighing of small amounts, the summation of thetolerances will cause a poor result for the evaluation. For other tests, such assoapstock analysis and moisture content, the samples must be weighed quicklybefore moisture escapes in the dry atmosphere of the balance.
• Misreading thermometers — Tilt of a thermometer, type of thermometer, levelat which it is held while being read, divisions on a thermometer, faulty ther-mometers, agitation, and time in a sample before reading are all factors to beconsidered when reading a thermometer. Proper reading of a thermometer isvital to the success of such tests as cloud points, melting points, congeal points,bleach, titer, quick titer, and smoke point.
• Poor titration — Poor titrations caused by improper agitation of sample,carelessness, or misreading a burette will give poor results on such tests asfree fatty acid determinations, peroxide value, and caustic analyses.
© 2004 by CRC Press LLC

• Improper laboratory scale technique — Cleanliness, inaccurate weights, andother improper scale practices affect such tests as refining analysis, bleach,cloud point, peroxide value, and smoke point, among others.
• Use of shortcuts — Cutting short the time necessary for certain procedures orleaving out procedures that may seem unimportant can easily provide poorresults for refining, iodine value, soapstock, and bleach analyses, among others.
• Improper baths — Wrong temperatures, improper agitation, and cutting shortthe duration in baths may give the wrong results for such analyses as refining,titer, SFI, melting points, cold test, and AOM stability, among others.
• Overheating — Overheating is physically dangerous during bleach and somemoisture evaluations. Overheating of oils prior to color tests is a source oferror. For example, if a sample of shortening is overheated while melting, thecolor reading will be higher than the true color of the sample. This can beeasily be done by leaving the sample on the steam bath too long.
• Care of equipment — Improper care of equipment affects most testing in thelaboratory but especially refractive index, color readings, fatty acid composi-tion, Mettler dropping point, and other analysis requiring laboratory equipmentto perform the evaluations.
• Misreading endpoints — Endpoints should be approached at the rate specifiedin the method, and the analyst must be able to recognize them. Improperrecognition of an endpoint will give inaccurate results for such evaluations asmost melting points, titrations, quick titer, and cold test, among others.
• Faulty comparative blanks — A blank is used in analyses such as iodine valueand peroxide value. The blank requires as much care as the regular sampleanalysis to ensure accurate results.
• Poor filtering or sample washing — The importance of sample filtering andwashing techniques are reviewed and emphasized in most of the analyticalchemistry literature. These techniques are essential in soapstock analysis andother evaluations with a somewhat similar procedure.
• Improper sample drying — Trace amounts of moisture will produce abnormallylow cold tests and adversely affect many other analytical evaluations.
2. Sampling errors — In many analyses, the technician is required to use a smallportion of a large sample for the evaluation. Extreme care must be exercised toobtain a representative portion and when reducing a large portion to the very smallamounts required for most analysis. If the oil to be sampled is a hardened oil, itshould be completely liquid before weighing for individual analyses.
3. Mathematical errors — Misplacing a decimal point, transposing numbers, inac-curate addition or subtraction, or other simple mathematical errors will providean inaccurate analytical result even when good technique has been practicedthroughout the testing procedure.
4. Transcription errors — Excellent technique and execution of the evaluation canbe lost when transcribing the data from a worksheet to the user department or thepermanent record.
5. Laboratory noise and confusion — A high percentage of the errors in somelaboratories have been traced to the amount of noise and confusion in the laboratory.Management and laboratory analysts should keep any interference to a minimum.Noise and interference affect the work of everyone working in the same laboratory.
6. Wild results — Seasoned analysts should be well-enough acquainted with thehistory of the sample, the effect of various variables in the test, and the probableresults to recognize a wild result and take the necessary corrective actions, which
© 2004 by CRC Press LLC

may include an examination of the equipment, reagents, sample identity, etc. todetermine any problems. If not acquainted with the history of a particular sample,the analyst must rely upon the specification, and any suspect result should berechecked.
7. Laboratory cleanup — Cleanliness and good housekeeping are integral to goodlaboratory technique. Minute amounts of impurities can spoil a sensitive test and,to a greater degree, provide erroneous results for any evaluation either qualitativeor quantitative. Therefore, floors, tables, clothing, etc. must be kept clean, as wellas the instruments, glassware, and other utensils used for the actual analysis.
8. Glassware washing — The importance of absolutely clean containers for alllaboratory evaluations cannot be overemphasized. Any film of soap, dirt, or oilon glassware or other laboratory containers will act as a prooxidant and seriouslydeteriorate the keeping quality of stored samples or the results of analysis. Theprocedures recommended for washing specialized laboratory glassware such asdilatometers, burettes, pipettes, etc. is usually described in the individual methods.Regardless of the procedure used for washing, a visual inspection of all glasswareshould be made before the glassware is used, and any questionable glasswarepieces should be rewashed.
13.2.25 Edible Fats and Oils — Organoleptic Evaluations
Problem: Off-Flavor
Possible Causes and Corrective Actions
1. Flavor description — Experienced edible fats and oils tasters’ description of theflavor type helps identify the cause of an off-flavor. Descriptions of the flavortypes encountered when tasting edible fats and oils are listed below:• Beany — A haylike flavor, sometimes called “weedy” by some, most frequently
seen in soybean oil products. It is somewhat objectionable when present to aslight degree but quite objectionable when present to a strong degree; probablygrades off into a “painty” flavor when very intense.
• Bitter — A flavor characteristic of products containing materials such aspolysorbate emulsifiers. It is not objectionable when present to a slight degreebut very objectionable when intensified.
• Corn — Most times described as musty or somewhat reminiscent of popcorn.It is not objectionable when present to a slight degree.
• Dowtherm contamination — Caused by leakage in Dowtherm coils in thedeodorizer. When very faint, it is reminiscent of the odor of geraniums, butwhen moderate to strong it is readily recognized as resembling the somewhataromatic or phenolic odor of Dowtherm A®. It is only moderately objectionableinitially but becomes very objectionable as the degree of contaminationincreases.
• Fishy — A flavor reminiscent of cod-liver oil, sometimes seen in heat-mistreated soybean oil. It may also be related to “sour” (described below).
• Lardy — Flavor like steam-rendered hog lard, maybe faintly skunky. It ismoderately objectionable when present to a slight degree but quite objection-able when present to a strong degree.
© 2004 by CRC Press LLC

• Monoglyceride — More of a “feel” rather than a flavor; when slight, it ischaracterized by a rich taste or feel in the mouth, like cream. When very strong,it gives a bitter or puckering sensation and is one of the least objectionabletype of flavors at a slight to moderate intensity.
• Musty — Flavor reminiscent of the odor of a moldy or dark cellar room. It isquite objectionable when present to a slight degree but very objectionable whenpresent to a strong degree.
• Nutty — Flavor reminiscent of fresh pecans; one of the least objectionabletype flavors. When very intense, this flavor grades off into an objectionable,rubber-like flavor.
• Oxidized — A not quite fresh flavor characteristic of oils exposed to air orthat are slightly old. It is sometimes “metallic” flavored to some observers, issomewhat objectionable when present to a slight degree, and is moderatelyobjectionable when present to a strong degree. When very intense, it gradesoff into “rancid.”
• Oxidized meat fat — Rancid flavor caused by exposure to air, overheating, orage. Mild characteristics are sometimes called “scorched.”
• Painty — A flavor reminiscent of the odor of linseed oil, or drying paint, afterthe solvent odor has disappeared. It is related to “beany” (as described above).It is quite objectionable when present to a slight degree but very objectionablewhen present to a strong degree.
• Rancid — A very disagreeable, sometimes sharp, biting, or nauseating flavorin very old or strongly oxidized fats and oils. It is related to the “oxidized”flavor and is very objectionable when present to any degree.
• Raw — A flavor of not quite deodorized unhydrogenated oils, frequentlyobserved in cottonseed salad oil and called “earthy” by some. It is somewhatobjectionable when present to a slight degree but moderately objectionablewhen present to a strong degree. When very intense, it may grade off into an“undeodorized” flavor.
• Rubbery — A flavor reminiscent of the odor of old rubber; related to “nutty”and quite objectionable when present to a slight degree but very objectionablewhen present to a strong degree.
• Soapy — Soap-like flavor, usually associated with the degradation of fatscontaining lauric fatty acids. It is quite objectionable when present to only aslight degree.
• Sour — A sour-milky flavor like oil separated from fresh margarine. It issomewhat objectionable when present to a slight or moderate degree. Whenvery intense, it probably grades off into a very objectionable “fishy” or “fishoil” flavor.
• Sour meat fat — Very strong objectionable flavor, sometimes called a “steepwater” taste. This condition is usually caused by excessive protein and moisturein the rendered meat fat product.
• Tallow — Flavor like beef fat from a roast after a day or so in the refrigerator,or like mutton fat. It is moderately objectionable when present to a strongdegree.
• Undeodorized — A flavor characteristic of the odor of hydrogenated oil beforedeodorization. It has an unpleasant aromatic or aldehydric flavor and is quiteobjectionable when present to a slight degree but very objectionable whenpresent to a strong degree.
© 2004 by CRC Press LLC

• Watermelon — Flavor reminiscent of biting into watermelon rind or of cucum-bers. It is quite objectionable when present to a slight degree but very objec-tionable when present to a strong degree.
2. Oxidation characteristics — The oxidation course has two distinct phases. Theinitial period of relatively slow oxidation is called the induction period. Then,after a certain critical amount of oxidation has occurred, the reaction enters asecond phase characterized by a rapid rate of oxidation, which increases to manytimes greater than during the initial phase. The second phase begins when the fator oil begins to smell or taste oxidized.
3. Flavor deterioration — Fats differ considerably in the way in which their oxidationand accompanying flavor deterioration proceed. The more highly saturated animalfats and hydrogenated oils have relatively little change in odor and flavor duringthe early phases of oxidation. Off-flavor development in these fats is both suddenand definite; however, relatively unsaturated oils, such as cottonseed or soybeanoils, have a more gradual deterioration in flavor and odor.29
4. Light effect — Light has a deleterious effect upon the flavor stability of edibleoils and fat-containing foods. Exposures of 0.5 to 1 hour have been shown toproduce significant changes in both flavor and peroxide values of laboratorycontrol tests with refined, bleached, and deodorized (RBD) soybean, cottonseed,and safflower oils and two hydrogenated, winterized soybean oil products. Theoff-flavor was described as “light struck” (grassy or green) combined with a mouthsensation described as astringent. The flavor and peroxide values of the oil areaffected to the greatest degree during the first 30 to 60 minutes of exposure, andfrom then on the change is gradual. Light-stability testing indicates that thedegradation of oils is the same for all oils, even with measures such as hydroge-nation, which improves the resistance to oxidation as related to temperature abuse.Containers that exclude light have effectively protected edible oils and fat-con-taining foods from the off-flavors described as “light struck.”30
5. Absorbed oxygen — The amount of oxygen that must be absorbed to produce off-flavors varies considerably according to the composition of the fat or oil, thepresence of natural or added antioxidants, the metal content (especially copper,iron, and heavy metals), and the product temperature.
6. Thermal decomposition — Handling and storage of heated fats and oils alwaysraises the risk of thermal decomposition. Some products are more sensitive to heatthan others, especially those with an additive. For example, lecithin addition todeodorized oils will increase the heat sensitivity of the product. At temperaturesabove 160°F (70°C), lecithin will turn dark, smoke, and smell fishy. Other additivescan also affect the resistance of a product to deterioration. If heating is necessary,it should be done with either hot water or low-pressure steam (<1.5 kg/cm2).
7. Absorbed odor and flavor — Fats and oils easily absorb odor and flavors frommany different sources — for example, paint, solvents, laboratory chemicals,spices, gases, and fumes; therefore, great care must be exercised when paintingin or around the processing plant and during maintenance of equipment to avoidcontamination with solvents and gases, and fats and oils packaged products shouldnever be stored with other highly odoriferous materials or foods.
8. Commingling of fats — Contamination of one source oil with another provides flavorsand odors foreign to the initial product that are objectionable. For example, liquiddomestic oils do not tolerate contamination with coconut, palm kernel, or other lauricoils. The short-chain fatty acids (C-4 to C-12) have a low taste threshold value whenonly slightly hydrolyzed in high-moisture or high-fat prepared food products.
© 2004 by CRC Press LLC

13.3 SHORTENING APPLICATIONS
13.3.1 Baking Shortening
Problem: Pink-Colored Baked Products
Possible Causes and Corrective Actions
1. Antioxidant — Alkaline metal ions such as sodium or potassium in leaveningsand dairy products used in baked products such as biscuits, pizza crusts, and cakescan react with TBHQ and butylated hydroxyanisole (BHA) antioxidants to causea pink color. The color is not harmful, but it does present an undesirable appear-ance; therefore, these antioxidants should not be used in baking shortenings thatwill be used in products with leavening agents or dairy products.
Problem: Poor Creaming Properties
Possible Causes and Corrective Actions
1. Too soft — Plastic shortenings extend into streaks and films in cake batters tolubricate large surfaces and entrap large quantities of air, which has a leaveningeffect. Shortenings with soft consistencies are not able to retain all of the incor-porated air. Creaming volume evaluations reveal this deficiency with a decreasein batter-specific gravity determinations. The creaming volume performance test(see Method 8.1 in Chapter 3) measures air incorporation at 15- and 20-minutemixing intervals of the first stage of an old-fashion pound cake formula. Anincrease in the batter-specific gravity at the 20-minute determination point indi-cates that the shortening is releasing the entrapped air. A soft consistency allowingthis breakdown can be the result of:• Steep solids fat index — Shortenings with a wide plastic range provide optimum
creaming properties. A wide plastic range can be produced by combining aflat, soft basestock with a β′-crystal-forming hardstock. A shortening with mostof the SFI results between 15 and 25% has a wide plastic range.
• Low SFI content — The percent solids in a compound shortening can beincreased by increasing the hardstock level without a substantial change in theSFI slope.
• High-creaming gas (nitrogen) addition — In an effort to improve shorteningwhiteness at filling, some operators may increase the creaming gas or nitrogencontent excessively. Shortenings with excessive creaming gas become puffyand soft with a resultant loss in creaming properties.
• Low chill-unit temperatures — Low chilling-unit temperatures produce softershortening consistencies. Penetration control values indicating a softer-than-desired shortening should trigger a change in the chilling-unit outlet temperatureto maintain the desired creaming properties.
• High working after chilling — High revolutions per minute, extended workingtimes, or a combination of the two conditions after chilling will increase thesoftening of the shortening consistency and potentially affect the creamingproperties. Penetration evaluations should help identify a trend toward thiscondition, allowing corrective actions before a serious decrease in creamingproperties is experienced.
© 2004 by CRC Press LLC

• High shortening-use temperature — Normally, the use temperature of short-ening is 65 to 75°F (18 to 24°C). Higher use temperatures will soften theshortening and reduce the creaming properties. If a high use temperature isthe norm for a particular operation, the shortening hardstock level can beincreased to provide a specialty-use shortening for optimum creaming proper-ties in this situation.
2. Too firm — Firm shortenings do not extend into streaks and films in cake batterseasily, which reduces the air entrapment and diminishes the leavening effect.Creaming volume evaluations will show high specific gravity results at both the15- and 20-minute determinations. This condition should also be readily evidentby consistency and penetration evaluations. Firm shortenings can be affected by:• Too high SFI results — High SFI contents produce firm shortenings. An
adjustment in the hardstock level to decrease the percent solids should auto-matically reduce the firm consistency of the shortening. However, if the spec-ified basestock is too hard, the required reduction in hardstock may be toohigh to maintain the heat resistance of the shortening. In this situation, thebasestock should not be used. If this is a blending situation during processing,the out-of-limits basestock should be rehardened into another product.
• High chill-unit temperature — Firm shortening consistencies can also resultfrom high chilling-unit temperatures. Penetration and physical consistencyevaluations should identify this problem before the shortening is shipped, butthis is after-the-fact control. The proper crystallization conditions should beidentified and specified for each product as developed. Then, penetration andphysical consistency evaluations should identify slight drifts or trends thatrequire attention, even though the current product still has satisfactory results.
• Low working after chilling — Shortening consistency is dependent upon theamount of working after chilling. Less working will produce firmer shorteningsthat do not have optimum creaming properties.
3. β-Crystal habit — The large granular crystals of the β-polymorphic form produceproducts that are waxy and grainy with poor aeration potentials. Shorteningsexhibiting a stable β′-crystal form have smooth consistencies that provide goodaeration and excellent creaming properties. The source oils used in the compositionof the shortenings determine the crystal habit of the shortening and hence thepotential creaming properties. For example, soybean oil exhibits the β-polymorphiccrystal form, whereas hydrogenated cottonseed oil is a β′ former. Therefore,soybean-oil-based shortenings requiring a plastic range and creaming propertiesare formulated with 5 to 20% of a β′-tending hardfat such as cottonseed oil. Theβ′-hardfat must have a higher melting point than the soybean oil basestock inorder for the entire shortening to crystallize in the stable β′ form.
4. Emulsifier level — One of the functions contributed by an emulsifier addition toa baking shortening is aeration. Some emulsifiers are better aerators than others,and the levels required vary greatly with the different emulsifiers. The creamingproperties contributed by the emulsifier or emulsifier system will be improvedwith increased levels up to a point. Too high of an addition of emulsifiers willdeaerate the product rather than promote more air entrapment by producing aweak batter emulsion or cell structure in the finished product.
5. Nonuniform consistency — Improper chilling, working, and tempering conditionscan produce shortening or margarine with nonuniform consistencies that could bedescribed as having a streaky, sandy, ribby, puffy, separated, and petroleum-jelly-like appearance. One of the important crystallization prerequisites contributing to
© 2004 by CRC Press LLC

these conditions is the pressure at the chill unit, worker units, and filler. As a ruleof thumb, the use of high pressures produce smoother, more uniform shorteningsand margarine products.
6. Hydrophilic surfactant — The more hydrophilic emulsifiers should not be a partof a conventional shortening system if the product is to be melted, because theincompatible emulsifier will separate from the liquid fat. These emulsifiers canbe dispersed in plasticized shortenings if added to the heated fat with goodagitation just prior to crystallization.31
Problem: Low-Volume Cakes
Possible Causes and Corrective Actions
1. Methyl silicone — This additive effectively retards foam development duringfrying to extend the useful life of frying shortenings; however, because cake battersare also foams, the unintentional addition to a cake shortening will also retard thecake volume. Methyl silicone is effective at levels of less than 1.0 ppm, whichindicates the extreme care that must be exercised when handling the product.
2. High emulsifier level — An over-emulsified cake will collapse from excessiveaeration, which weakens the cell walls of the batter foam. This results in a low-volume cake or a dip in the center of each layer with a large, coarse cell structure.The most obvious corrective action is to reduce the emulsifier level or use anemulsifier with less aeration capability.
3. Low emulsifier level — Insufficient aeration is experienced with low emulsifierlevels, which result in heavy, low-volume cakes. An increase in the emulsifierlevel should increase the batter aeration to produce a lighter cake with an increasedvolume.
Problem: Tunnels or Large Holes
Possible Causes and Corrective Actions
Tunnels or large holes in a layer or pound cake are often attributed to excessivebottom heat during baking; however, this condition can be aggravated by the use ofan emulsifier system that aerates the batters to produce low batter-specific gravities.The natural movement of the batter during baking is interrupted, which increasesthe incidences of tunnels or large holes in the baked cakes. A reduction in theemulsifier level or the addition of 1.0 to 2.0% lecithin will reduce the tunnelingunless the cake formulation is too lean, in which case it could require reformulation.
Problem: Prepared-Mix Leavening Loss
Possible Causes and Corrective Actions
1. Free fatty acid increase — Acidity increase of the flour or meal in a preparedmix is accelerated by shortening. A leavening change or the loss of availablecarbon dioxide through bicarbonate decomposition occurs, which is roughly pro-portional to the rate of free fatty acid increase. Emulsified shortenings tend to
© 2004 by CRC Press LLC

accelerate this reaction, but harder base fats and emulsifiers are less conducive tothis problem.
2. High moisture — Most leavening systems are activated by moisture. Shorteningswith high moisture contents can reduce the shelf life of a leavened prepared mixconsiderably.
13.3.2 Frying Shortenings
Problem: Excessive Foaming
Possible Causes and Corrective Actions
1. No antifoamer added — Analytical methods to determine the presence of methylsilicone have a poor reliability and require a lengthy elapsed time for the result;therefore, the use of a reliable tracer that can be identified analytically rather easilyis recommended. Mixing the antifoamer with a commercial antioxidant mixtureprovides a tracer and aids in the dispersion of the methyl silicone in oil.
2. Poor antifoamer dispersion — Methyl silicone is only dispersible in oil, notsoluble. The following procedure has been successful in attaining good antioxidantdispersion when followed carefully. Agitate the methyl silicone with the antioxi-dant tracer and a small portion of the oil before addition to the product tank.Agitate the product tank for a minimum of 20 minutes before sampling to analyzefor the tracer. During packaging, the supply tank must be continuously agitateduntil the oil level drops below the agitator. Last, case analysis should be performedto ensure that the antifoamer did not settle out of the product during the periodwhen the agitator was shut off.
3. Soap contamination — Analysis of used and fresh frying shortening from acustomer complaint should be performed. The presence of soap in the unusedproduct indicates that the shortening was improperly refined and bleached or wasprocessed in equipment that had been washed and improperly rinsed or neutralized.The absence of soap in the unused product with a soap content in the used productindicates either a customer fryer-washing procedure problem or introduction of acaustic material with the food being fried. Deep-fat fryers should always be rinsedthoroughly and neutralized with a weak acid such as vinegar after boiling out witha cleaning material. Some foods that are deep-fat fried have the potential for acaustic content because of the processing of the raw materials; for example,commercially prepared French fries are caustic rinsed to help remove the skin,and corn is steeped in a caustic solution to help remove the outer skin for thepreparation of massa for tacos. Soap contamination of the frying fat acceleratesfoam development.
4. Emulsifier presence — Emulsifiers allow the mixing of water and oil to form anemulsion which promotes foaming in a deep-fat fryer. Emulsifiers could be intro-duced into a frying kettle by the commingling with an emulsified shortening beforeor during packaging, product mislabeling, or the use of the wrong shorteningproduct for frying. Again, analysis of both unused and used product should identifythe problem source.
5. Lauric and domestic oil blending — Immediate foaming in the deep-fat fryer isa result of blending low quantities of lauric oil with a domestic oil or vice versa.The blends can occur during transportation, during shortening processing, or in
© 2004 by CRC Press LLC

the customer’s fryer. In any case, immediate foaming is the result. Fatty-acidcomposition analysis of the used and unused samples will identify this problemcaused by the lauric fatty acid (C-12:0 content).
6. Wrong frying shortening used — Some examples of what happens when the wrongshortening is used for frying are provided here to illustrate the severity of thisproblem: (a) Oil high in polyunsaturates utilized in a low-usage situation developsfoam much sooner than a more saturated shortening. (b) The use of a pan- andgrill-frying shortening for deep-fat frying will result in immediate foaming. Lec-ithin, the antisticking agent used in these products, causes immediate foaming inthe deep fat fryer. (c) Emulsified shortenings smoke, foam, and develop off-flavorsand odors when heated to frying temperatures.
7. Low turnover — Decreases in the quantity of food fried reduces the amount offrying shortening removed from the frying kettle by absorption into the fried foods;therefore, less fresh shortening is required to replenish the used shortening in thefryer. The lower replenishment quantity increases the polymerization level of theshortening in the fryer because it is exposed to heating for longer periods; poly-merization contributes to foaming by holding the moisture captive. Forced oilturnover is practiced by some food operators to maintain the frying shorteningquality at a constant level. In forced turnover, oil is removed from the fryer whenthe absorption is not enough to require the addition of a prescribed quantity offresh shortening.
8. Overheating — High-temperature abuse of frying fats accelerates the polymer-ization rate of the frying media. Overheating could be caused by a faulty fryerthermostat or by deliberately frying at a high temperature. Polymerization con-tributes to foaming by holding the moisture captive.
9. Food fats contamination — Almost all fried foods contain fats that leach into thefrying fat. This fat transfer causes changes in the frying fat that can be harmful;for example, a lauric oil transfer from a product previously fried in coconut oilwill accelerate the foaming of a used shortening just as it would a fresh shortening.
10. Hot spots — Thin places on electric or gas tubes cause hot spots when heating.The higher temperature abuse in the hot spots initiates the deterioration process.The deterioration products formed promote further deterioration to initiate a chainreaction. The result is polymerization, as evidenced by gum formation, leading toeventual higher absorption and foaming.
Problem: Gumming or Polymerization
Possible Causes and Corrective Actions
1. High-iodine value frying oil — A high-iodine value indicates that the oil has ahigh polyunsaturated fatty-acid level. Polyunsaturated fatty acids polymerize morerapidly than either monounsaturated or saturated fatty acids. These products canbe used successfully to fry foods in a high turnover situation but will polymerizeexcessively in frying situations with less than a 1:1 turnover (replacement ofenough oil after 1 day of frying to again fill the fryer), causing a buildup of gummymaterial on the fryer walls, which is most noticeable at the oil level.
2. Wrong shortening composition — Addition of an oil high in polyunsaturated fattyacids to a “heavy-duty” frying shortening will cause more kettle gumming becauseof the higher polymerization rate of the oil portion. Frying shortenings designated
© 2004 by CRC Press LLC

“heavy-duty” are usually hydrogenated to reduce the polyunsaturated fatty-acidcontent to a minimum for maximum frying stability.
3. Overheating — The gum buildup rate is proportionate to the temperature abuse(i.e., the higher the frying temperature, the quicker that gumming develops).Overheating can be caused by a faulty thermostat or deliberately frying at toohigh a temperature; hot spots are caused by thin walls in the gas flue, unevenheating caused by faulty electric coils, temperature recovery drifts being too high,and other causes.
4. Antifoamer omission — Methyl silicone inhibits polymerization, which increasesthe viscosity of the oil to eventually cause the oil to trap the moisture from thefood being fried and cause foaming. The omission of this additive will allow anearly buildup of the gum deposits on the sides of the frying kettle and willeventually result in excessive foaming of the frying fat. Mixing the antifoamerwith an antioxidant mixture provides the possibility for a tracer analysis duringpackaging, which is not possible without the antioxidant. This analytical capabilityoffers the shortening processor a control to help ensure that the antifoamer hasbeen added.
5. Infrequent fryer cleaning — Some gum buildup occurs even with the most stablefrying shortenings. These gum deposits are usually removed by routine fryer boil-outs; however, the buildup will become more noticeable with longer times betweenfryer cleanings. The following cleaning procedure has been used successfully toclean and neutralize deep-fat fryers:• Drain the frying shortening from the fryer.• Fill the fryer with water to the usual frying fat level. • Add a fryer cleaner at the manufacturer’s recommended strength.• Bring the cleaning solution to a boil, being careful that the water does not
foam over the fryer sides. Turn the heat off when the foam starts to rise. Repeatboiling until all of the gummy deposits are loose.
• Scrub the top and sides of the fryer with a sink brush or scrub pad to removedeposits. Do not use a metal sponge or wire brush. These utensils will scratchthe fryer surface, will cause future cleaning problems, and may promote fryingfat breakdown by exposing copper or brass to the hot oil. Drain part of thewater and scrub the exposed sides of the fryer. Repeat this procedure until onlya small amount of water remains in the bottom of the fryer, and scrub thebottom surface.
• Rinse the fryer with clear water.• Refill the fryer with clear water.• Add 1 pint of 50-grain vinegar to each 40 pounds of water in the fryer.• Bring the vinegar water solution to a rolling boil.• Turn the heat off after boiling. Splash the vinegar water over all surfaces where
soapy water could have contacted the fryer. • Drain and discard the vinegar water solution. • Rinse the fryer with clear water.• Dry the fryer surfaces thoroughly with paper towels. Paper towels should be
used to avoid lint and possible soap residue from cloth towels.• Fill the fryer with fresh shortening or used shortening that is still in satisfactory
condition. 6. Heating too rapidly — Plasticized shortening must be heated slowly at 200°F
(93°C) until the voids or pockets are filled with melted fat and the creaming gas
© 2004 by CRC Press LLC

has been eliminated from the shortening. If the melting process is not carried outwith gentle heat, portions of shortening in contact with the elements and fryerwalls will be overheated. The high-temperature abuse causes polymerization andgumming.
7. Hot spots — Areas of excessively high temperatures can be caused by thin placeson gas flues or electric elements, allowing greater heat transfer in an isolated spot,which accelerates the frying fat breakdown process. Polymerization, whichincreases the viscosity of the frying fat, results in gum formation on the kettlesides at the oil surface level and foaming. Inspection of the flues or elementsduring cleaning should help identify a possible problem before it becomes a majorproblem.
8. Too strong vent draft — A strong vent draft will remove the protective steamblanket above the hot fat in the fryer, which results in an increased rate ofoxidation. Fryer vent draft controls should be adjusted to retain the steam blanketas long as possible but still remove steam and cooking odors before they becomeexcessive.
9. Trace metals — Brass, copper, monel metal, and copper-bearing alloys are proox-idants that exert a marked catalytic effect to accelerate frying fat breakdown. Tracequantities of these prooxidants can be introduced by the food being fried, thefrying equipment, or contact of the frying shortening with these metals beforeaddition to the frying kettle. The trace metals accelerate oxidation of the fryingshortening, which is the combination of oxygen with the unsaturated fatty acids,causing off-flavor and odor development with color darkening. Oxidation precedespolymerization of the unsaturated fatty acids in the frying shortening.
Problem: Darkening During Frying
Possible Causes and Corrective Actions
1. Oxidation — The combining of oxygen with the unsaturated fatty acids causesoff-flavors and odors, as well as darkening. Control of the frying conditions canreduce the rate of oxidation but cannot eliminate it.
2. Emulsifier presence — Frying shortenings should never contain emulsifiers, whichaccelerate darkening, smoking, and other frying fat deterioration. Possible sourcesof the emulsifier could be contamination with an emulsified shortening duringprocessing, improper labeling of the shortening product, or use of an emulsifiedshortening by the frying operator either in error or on purpose. The possiblecontamination during processing should be eliminated by investigation of freefatty acid increases at any stage after deodorization. Another control is first andlast package evaluation during the packaging operation; any real change in ana-lytical characteristics should be immediately investigated. Control of the labelingprocess is the responsibility of the line operators and supervisors, who must followestablished quality practices in determining the proper product identification. Theshortening processor should supply distributors and customers with product per-formance information regarding the proper use of the different products.
3. Antioxidants — Some antioxidants, especially propyl gallate, accelerate the dark-ening of frying fats at frying temperatures. Use of propyl gallate as a frying fatantioxidant should be avoided, and other antioxidants should be used at the lowestpossible level necessary. Antioxidants protect frying shortenings from oxidation
© 2004 by CRC Press LLC

only until they are heated to frying temperature. It is advantageous to use theantioxidants as a tracer for the antifoamer addition during processing; however,the minimum antioxidant quantities should be used to avoid darkening of the fatin the frying kettle.
4. High frying temperature — Frying fat darkening is accelerated with increases infrying temperatures. The foodservice frying temperature used for most foods is325 to 375°F (162.7 to 190.6°C).
5. Wrong shortening used — Pan and grill shortenings have been mistaken for deep-fat frying shortenings, resulting in rapid darkening when heated to frying temper-ature. Pan and grill shortenings contain lecithin as an antisticking agent, whichwill darken at a relatively low temperature, smoke, and have an offensive odor.Most pan and grill products are yellow in color, which should alert the deep-fatfryer operator that the wrong product has been added to the fryer.
6. Faulty fryer thermostat — Overheating accelerates the darkening of frying short-enings. Early smoking alerts experienced frying operators of this problem.
7. High egg product — Eggs yolks contain phospholipids, or lecithin, the samenatural emulsifier used in pan and grill shortenings as an antisticking agent.Leaching of the phospholipids into the frying shortening will cause darkening,smoking, and an offensive odor when they decompose at frying temperatures.
8. Inadequate filtering — Infrequent or no filtering leaves food particles in the fryerthat burn and carbonize, thus causing darkening of the frying shortening as wellas off-flavors.
9. Poor cleaning practices — A soap residue from improper neutralization after clean-ing accelerates frying fat breakdown, which is accompanied by darkening. Rinsingwith a weak acid (vinegar) solution will neutralize the possibility of a soap residue.
10. Hot spots — Areas of excessively high temperatures can be caused by thin placeson gas flues or electric elements, allowing greater heat transfer in an isolated spot,which accelerates frying fat darkening and breakdown. Inspection of the flues orelements during cleaning should help identify a possible problem before itbecomes a major problem.
11. Slow fat turnover — Frying fat is continually removed from the frying kettle byabsorption into the food being fried. To maintain a constant quality of frying fatin the kettle, fresh fat must be added to replace the fat removed by the food. Therate at which fresh fat is added is designated as fat turnover. Rapid fat turnoverkeeps the frying fat in good condition through frequent replenishment with freshfat; however, a slow fat turnover exposes the fat to frying temperatures for longerperiods, which results in a darker color fat caused by oxidation and other fryingfat deterioration. In a slow fat turnover situation, the frying fat must be discardedmore frequently or measures taken to improve the frying fat take-away. Forcedturnover, or the daily replacement of a specific quantity of frying fat, has beensuccessful for some operations. Another alternative has been the replacement ofa large fryer with a smaller capacity fryer to improve turnover.
12. Gum formation — Gum or polymerized fat deposited on the frying equipmenttends to catalyze the formation of more gums, as well as to contribute to foamingand color increase of the fat. Regular cleaning of the frying equipment by boilingwith a detergent solution and frequent wiping down of the equipment will helpminimize this problem.
13. Food preservatives — Prepared French-cut and other potato products will discoloror turn brown with exposure. Several preservatives are used to prevent the occurrence
© 2004 by CRC Press LLC

of this product discoloration before frying. Too strong a concentration of thesepreservatives, excessive soaking in the preservative solution, or inadequate drain-ing after treatment can accelerate frying fat deterioration.
14. High-sugar foods — Sugars can transfer from foods to the frying fat. The sugarscaramelize at frying temperatures, causing darkening and off-flavors to developrapidly.
Problem: Excessive Free Fatty Acid Development
Possible Causes and Corrective Actions
1. Excessive chelating agent — Citric acid levels above 50 ppm and phosphoric acidlevels above 10 ppm can catalyze free fatty acid development in the frying short-ening during frying. The deodorizer addition systems should be calibrated rou-tinely, and the acid/water solution should be prepared carefully.
2. Emulsifier presence — Addition of an emulsified shortening to the fryer willaccelerate fat breakdown. Emulsifiers could be inadvertently added to the fryingkettle by commingling of a frying and emulsified shortening before or duringpackaging, product mislabeling, or use of the wrong shortening by the operator.Analysis of unused fresh shortening from the same lot and the used shorteningshould be performed to identify the problem source. One indication of this problemis a high free fatty acid level. Strengthening of the quality assurance requirementsin the producing plant should help prevent a reoccurrence of the comminglingproblem, and re-education of the operator regarding proper frying proceduresshould help retain a customer.
3. High-moisture foods — Hydrolysis causes free fatty acid development; therefore,the more moisture introduced to the fryer, the higher the free fatty acid develop-ment. Food moisture levels can be controlled by drying soaked foods such asFrench fries as thoroughly as possible before introduction into the fryer.
4. Poor fryer cleaning practices — Soap residue in a fryer accelerates free fatty aciddevelopment of the frying shortening. A weak acid solution (vinegar) rinse aftercleaning will neutralize any soap residue remaining after cleaning, eliminating thepossibility of soap residue problem.
5. Low turnover — Free fatty acid will be maintained at a level dependent upon theamount of fresh shortening added to the fryer daily. If enough fresh shortening isadded to completely replenish the fryer every 3 days, the free fatty acid shouldbe maintained at a satisfactory level for most fried foods. If the replenishmentlevel drops below this point, the free fatty acid level will probably increase to alevel at which the flavor of the fried food is affected. Frying shortening shouldbe discarded at the first indication that the fried food flavor is beginning to change.The time before discarding is necessary will be longer in high-turnover situationsand shorter in low-turnover situations.
6. Drip back from exhaust vent — The material that collects on fryer exhaust ventsis concentrated free fatty acids. If this material is allowed to drip back into thefryer, it will substantially increase the free fatty acid level, which results inexcessive smoke and gives a bitter, acid flavor to the food being fried. This materialalso collects on the underside of the lid of a pressure fryer. The pressure fryerlids should be wiped clean after each use to keep from contaminating the foodbeing fried.
© 2004 by CRC Press LLC

7. Abused fat addition — Some operators attempt to forego the frying fat break-inperiod by adding used fat to fresh shortening after a complete change of fryingshortening. This addition increases the free fatty acid content, which providesmore food browning than 100% fresh shortening. Other operators attempt to usethis technique to improve their food costs by blending some of the normallydiscarded shortening with fresh product. This practice has no sound economicbasis because the degraded fat contains all of the ingredients required to bringabout rapid breakdown of the fresh fat.
8. Batter type — Free fatty acid development is increased with foods fried withbatters containing egg yolks. Egg yolks contain phospholipids, which decomposeat frying temperatures to cause darkening and an increase in free fatty acid. Apositive correlation was found between the percentage of free fatty acid and colordarkening in studies at Brigham Young University.32
Problem: Excessive Smoking
Possible Causes and Corrective Actions
1. High free fatty acid — The smoke point of frying shortening decreases in directrelation to the increases in free fatty acid; therefore, if the free fatty acid iscontrolled, smoking should not be a problem. See the free fatty acid section forcauses and corrective actions.
2. Emulsifiers present — The presence of an emulsifier in any shortening signifi-cantly lowers the smoke point. Excessive smoking shortly after heating to fryingtemperature is an indication that an emulsifier may be present. The causes andcorrective actions for the presence of emulsifiers in a frying shortening are coveredin the section addressing free fatty acid problems.
3. Inadequate filtration — Breading, batters, small food pieces, and other materialsthat fall off the food being fried are contaminants for the frying shortening andchar and smoke if allowed to remain in the fryer. Frying shortenings should befiltered with a dependable filter at least once per day.
4. Shortening package liner — Shortening plastic liners accidentally dropped into afryer have caused smoking, foaming, and darkening of the frying fat. The fryingshortening should be discarded and the fryer thoroughly cleaned after an accidentof this type to prevent potential harm to customers.19
Problem: High Fat Absorption into the Fried Food
Possible Causes and Corrective Actions
1. Low frying temperature — Fried foods absorb fat at a rapid rate until the outsidesurface is sealed. The seal or crust is achieved by caramelization of the sugars andstarches of the food by the heat transfer; therefore, the time required to develop aseal materially affects the fat absorption rate. The frying temperature should beadjusted to seal the food as quickly as possible but still cook the inside of the product.
2. Fryer load — Excessive food loads extend the heat recovery time, which causesa low frying temperature situation. Excessive fryer loads can increase the fryingtime to more than twice the normal length of time required to fry the food. Therecommended deep-fat frying load is a maximum of 1 pound of food for each7 pounds of frying shortening.
© 2004 by CRC Press LLC

3. Shortening level — Frying with low shortening levels affects both the fryingshortening and the food being fried. The food being fried can be grease soaked,soggy, or limp because of a slow temperature recovery from the increase in theratio of fryer load to frying fat. Frequent addition of fresh shortening to maintainthe desired level reduces the breakdown rate by dilution.
4. Frozen foods — All frozen foods should be thawed before frying to facilitate heatrecovery and to remove excess moisture. The colder temperatures of the frozen foodswill extend the time before the desired frying temperature is achieved, thus increasingthe fat absorption. Excessive moisture will increase the breakdown rate of the fryingshortening through hydrolysis, which also increases the fat absorption rate.
5. Foaming shortening — Foods fried in a foaming shortening are submerged in thefoam layer rather than the liquid fat. The foam layer contributes a much lowerlevel of heat transfer than usual deep-fat frying which extends the frying time andincreases the fat absorption. Foaming frying shortenings should be discarded andreplaced with fresh product.
6. Slow fryer recovery — The fryer temperature is lower than desired during therecovery time after the food is dropped into the frying fat. The lower fryingtemperature causes greater fat absorption into the fried food which increases withtime; the longer the recovery rate, the higher the fat absorption. Recovery ratesare a function of the fryer thermostat. A routine check of the fryer recovery timeand replacement of thermostats with slow recovery times will help ensure that auniform quality product is served.
7. High moisture — Frying starts as soon as the food is immersed into the hot fryingfat and an exchange of heat from the hot fat to the cold food begins. The temper-ature of the fat drops, and the temperature of the food rises. The moisture in thefood starts to evaporate and the resulting steam causes a temporary bubbling onthe fat surface as it escapes into the air. The steam emission temperature is only212°F even though the frying fat is at a higher temperature of at least 300°F. Aslong as this process continues, the temperature of the food will not exceed 212°F.Thus, it is necessary to evaporate all of the moisture from the outer surface of thefood before the sealing process begins; therefore, foods with higher moisture levelsextend the low-temperature frying time, increase the fryer temperature recoverytime, and accelerate the hydrolysis rate. All foods should be drained properly tobe as dry and free of excess moisture as possible before frying.
8. Hot spots — Areas of excessively high temperatures can be caused by thin placeson gas flues or electric elements that allow greater heat transfer in an isolatedspot, thus accelerating the frying fat deterioration process. The result is polymer-ization, as evidenced by gum formation that leads to eventually higher absorptionand foaming. Inspection of the flues or elements during cleaning should helpidentify a possible problem before it becomes a major problem.
9. Batter type — Foods utilizing egg and baking powder batters have higher levels offat absorption. Both egg yolk and baking powder increase the porosity of the batter,creating more voids and increasing the surface area available for fat absorption.
Problem: Off-Flavor
Possible Causes and Corrective Actions
1. Source oils — Each source oil has a characteristic flavor which it reverts to whenabused; some are more objectionable than others. The flavor stability of each oil
© 2004 by CRC Press LLC

is dependent upon the level of polyunsaturated fatty acids in most cases. Theunsaturated fatty acids combine with oxygen and revert to their original flavorprofile. The intensity of the flavor reversion is dependent upon the amount ofoxidation; therefore, the selection of the source oil is an important considerationfor the flavor of the finished product, especially if the oil has not been hydroge-nated to reduce the unsaturated fatty acids. In some cases, the characteristic flavorof an oil is desirable; for example, a peanut-oil flavor is supposedly characteristicfor English fish and chips.
2. Lauric oils — Coconut, palm kernel oil, and other high lauric fatty-acid oils arequite resistant to oxidation but are more prone to hydrolysis than most other fatsand oils. This characteristic creates a characteristic soapy flavor that is impartedto the food being fried. If oxidative stability of these oils is desired, the flavor ofthe fried food must be monitored closely to determine the replacement point forthe frying oil; the normal indicators used by foodservice operators do not indicatewhen lauric frying oils should be discarded.
3. Melting point — The melting point of the frying shortening will influence themouth feel of the fried food when it is eaten. A high melting point can mask theflavor of the fried food, which can be desirable or undesirable. The effect of themelting point should be one of the selection criteria used to decide which fryingoil or shortening to use.
4. Solids fat index — This analytical tool is a measurement of the percent solids atcertain temperatures, usually 50, 70, 80, 92, and 104°F. The solids level at bodytemperature is an important indicator of the effect upon mouth feel and flavor ofthe fried food. High solids at 92°F will naturally mask the food flavors or delaythe flavor impact. Low solids at 92°F will allow the flavor of the food to comethrough almost immediately. A steep SFI is desirable for most frying shorteningswhere frying stability and flavor are both desired; high solids at 50, 70, and 80°Fthat decrease rapidly to only 1 or 2% at 104°F are characteristic of a steep SFI.
5. Multipurpose frying — Food flavor transfer from one fried product to another willoccur if the same fryer is used for multipurpose frying. The flavor transfer canbe minimized by frying potatoes between high-flavor foods. Potatoes have a highmoisture content and provide a steam distillation effect that deodorizes the fat orcarries off the flavor components.
6. High free fatty acid — Both hydrolysis-caused fat splitting and the presence ofother acidic materials will analyze as free fatty acid by the usual titration method.Free fatty acids from either source contribute an offensive tart or acidic flavor tothe fried food. Causes of and corrective actions for free fatty acid developmentare listed in the section discussing excessive free fatty acids.
7. Inadequate filtration — Food particles left in the heated frying fat will continueto caramelize and develop a burnt offensive flavor that will be transferred to thefood being fried in the same oil. The frying fat should be filtered at least dailywith a filter aid that will trap the fine contaminants in the oil.
8. Improper filter media — The filter aid or earth used with the mechanical filtershould be evaluated thoroughly before use. Some materials are very effective atremoving the food particles and even reducing the free fatty acid level but impartan off-flavor to the frying fat that is carried through to the food being fried.
9. Inadequate skimming — The frying fat surface should be skimmed frequently toremove the small food pieces remaining in the fryer. These food particles willchar and stick to fresh product being fried, giving off offensive flavors.
© 2004 by CRC Press LLC

10. Addition of used grill- or pan-frying fats — Some operators add used fats accu-mulated from their grill or pan frying to the deep-fat fryer, expecting to save onadditions of fresh frying shortening. This practice speeds up the deterioration ofthe deep-fat frying shortening and gives the food being fried a strange flavor ora flavor different than what the customer expects.
11. Air exposure — Care must be exercised during the filtration process to avoidaeration of the hot oil. Oxidation rates are accelerated by the higher temperaturesnecessary to keep the fat liquid during filtering. The filter pump should be turnedoff as soon as the first sign of aeration is evident. Also, the oil should not beallowed to cascade into the fryer; the return line should be placed on the bottomof the fryer beneath the oil surface as soon as possible. Oxidation reverts the fryingfat back to the original flavor of the source oil.
12. Copper or brass — Both of these metals are strong prooxidants that acceleratethe oxidation process to revert the frying fat back to the original flavor, whichimmediately carries through to the fried food. Fryer coils, thermocouples, andother fryer parts probably are copper or brass alloys coated with stainless steel.The fryer must be inspected routinely to ensure that the stainless steel has notworn through with cleaning to expose these prooxidants to the frying fat. Also,fryer repairs with copper or brass materials should be avoided.
13. Foaming fat — Foaming frying fat is evidence that it is completely broken downand should not be used to fry food for human consumption. Additionally, the flavorand mouth feel of any food being fried would be offensive. The causes and correctiveactions for frying fat foaming are presented in the excessive foaming section.
14. High temperature — In addition to accelerating the breakdown of the fryingshortening, the fried food will not be prepared properly with high temperatures.The exterior of the food will be done whereas the center will still be raw. Theusual foodservice frying temperature is 350 to 360°F, but large food pieces requirea longer frying time, probably at a reduced frying temperature.
15. Low temperature — Fat absorption is increased by low-temperature frying. It isnecessary to absorb some fat to produce the desired character and eating qualities.It is the absorbed fat and browning that impart the flavor to fried foods that noother form of cooking develops, but excessive absorption caused by deterioratedfat or improper frying imparts an objectionable mouth feel and flavor. The potentialcauses for low-temperature frying include: (a) faulty thermostat, (b) poor heatrecovery, (c) operator error, or (d) poor frying procedures.
16. Slack period heating — Keeping the fryer at frying temperature for 1 hour withno food being fried will break down the frying fat more than several hours ofactual frying. When not in use, the temperature of the fat should be lowered asmuch as possible to a point where the temperature will recover quickly whenneeded. Frying equipment with capacities in excess of the requirements acceleratefrying shortening degradation, especially during slack periods. The purchase ofmultiple fryers instead of one large unit would allow the operator to shut downentire fryers during slack periods, thereby reducing frying fat deterioration.
17. Poor turnover — Frying turnover is the relationship between the amount of fatadded over a period of a day to the total amount of fat present in the fryer. If theturnover is low, the fat deteriorates at a higher rate. If the turnover is rapid, the fatdeterioration is lessened due to fresh frying fat being added to replenish the amountabsorbed into the food being fried. All frying fat deterioration negatively affectsthe fried food flavor and should be kept to a minimum.
© 2004 by CRC Press LLC

18. Improper cleaning practices — Minute residual traces of cleaning agents willcatalyze frying fat deterioration. Thorough rinsing with a weak acid solution, suchas 1 pint of 50-grain vinegar to 5 gallons water, will neutralize any remainingalkali residue after cleaning.
19. Food size — Equivalent-size food pieces must be fried so that the entire batchcan be fried uniformly. Frying small and large food pieces together in a fryer willnecessitate removal of the food pieces at different times to achieve a uniformflavor and appearance.
20. Fresh frying oil — In most snack frying operations, the analytical values of theoil do not approach equilibrium until after four turnovers. The bland flavor offresh snack frying oils will dilute and diminish the flavor of fried snacks duringthe early stages of frying until equilibrium is attained.33
Problem: Chemical Odor
Possible Causes and Corrective Actions
1. Antioxidants — Upon heating to frying temperature, an odor described as chemicalmay be attributed to the use of antioxidants. Many of the antioxidants, such asBHA, have strong phenolic odors that become more pronounced as these com-pounds are volatilized with high-temperature heating.
Problem: Food Appearance
Possible Causes and Corrective Actions
1. Burnt food particles — Burnt food particles suspended in the frying medium tendto impart a bitter taste as well as an objectionable speckled appearance to the friedproducts, which increases with the quantity of burnt particles present. Daily orcontinuous filtering with a filter capable of removing the suspended food particlesis necessary to preserve the quality of the frying fat.
2. Abused fat addition — Some operators attempt to forego the frying fat break-inperiod by adding used frying fat to fresh shortening after a complete change. Thisaddition increases the free fatty acid content, which provides more food browningthan does all fresh shortening. Other operators attempt to reduce their food costsby saving and later adding some of the normally discarded shortening. Thispractice has no sound economic or performance basis because the degraded fatcontains all of the ingredients required to bring about rapid breakdown of the freshfat. Additionally, the performance improvement is too limited to justify the morerapid degradation of the fresh shortening.
3. Oily or shiny food — Foods fried in a frying oil that is liquid at room temperaturewill have a more oily and shiny appearance than foods fried in a fat that is solidat room temperature.
4. Dry or dull appearance — Frying fats that are solid at room temperature imparta drier food appearance than liquid oils. The fried food appearance will becomemore dull as the melting point of the frying fat increases. The desired fried foodappearance can be achieved by choosing the frying medium that provides thedesired performance.
© 2004 by CRC Press LLC

5. Food size — Uniform food pieces must be fried so that all of the food will bedone at the same time. Frying small and large pieces together in a fryer willnecessitate removal of the food pieces at different times to achieve a uniformflavor and appearance.
6. High temperature — Deep-fat frying at a high temperature will produce a seal orcrust on the food surface quicker than lower temperatures and will retain moremoisture; however, the heat transfer time required to cook the food completelymay produce a darker crust color than desired. The lowest frying temperature thatproduces food that is completely cooked and has a pleasing appearance must bedetermined for each operation. Normally, the desired restaurant frying temperaturewill fall between 325 and 360°F (162.8 to 182.2°C).
Problem: Immediate Foaming
Possible Causes and Corrective Actions
1. Creaming gas — Plasticized shortenings have creaming gas or nitrogen incorpo-rated for better handling properties. Upon heating in the fryer, the inert gas willbe liberated. This deaeration process could be misinterpreted as foam develop-ment, especially if the fresh shortening is being rapidly heated to frying temper-ature. The large clear bubbles will cease after the gas has been liberated, probablylong before the shortening reaches frying temperature. The foam caused by fryingshortening deterioration is characterized by small, yellowish bubbles that do notbreak or dissipate until the food is removed from the fryer.
2. Lauric and domestic oil blending — Immediate foaming in the deep-fat fryer canbe caused by low quantities of lauric oils such as coconut or palm kernel oilblended with a domestic oil or vice versa. A blend of this nature can occur duringfats and oils transportation, processing, or in the customer’s fryers, but no matterhow the blending occurs immediate foaming is the result. This problem cause canbe identified by fatty-acid composition analysis of used and unused shortening todetermine the C-12:0 or lauric fatty-acid content.
13.4 MARGARINE AND SPREAD PRODUCTS
Problem: High Bacteria Determinations
Bacteria are one-celled plants, ranging in size from about 1/75,000 to 1/10,000inch in diameter and from 1/25,000 to 1/5000 inch in length. Bacteria reproduce bysimple asexual cell division; one cell alone can reproduce by cell division. Bacterianeed food, moisture, and heat to grow. They are not mobile and have to be transportedfrom place to place, most often by people’s hands, shoes, and clothes; therefore, thebest preventive measures are good manufacturing practices.
Possible Causes and Corrective Actions
1. Coliform — Some members of the coliform group are found in the intestines ofall warm-blooded animals. They are not generally considered as pathogenic (disease
© 2004 by CRC Press LLC

producing) but rather as “fellow travelers” with intestinal pathogens. They do notsurvive pasteurization; therefore, the presence of coliform in pasteurized productsuggests unsanitary conditions or practices during production, processing, or stor-age. Coliform testing measures the quality of sanitation procedures.
2. Standard plate count — Total plate count is valuable as a sanitation indicator andfor quality information. The bacteria that grow at the total plate count incubationtemperature are known as mesophiles and include a wide variety of microorgan-isms. The medium used is nutrient rich and nonselective. Both pathogenic andnonpathogenic organisms may be present.
3. Yeast and mold — Yeast and mold have very similar growth parameters. Both areable to survive extremes in conditions such as pH, water activity, and concentra-tions of sugar which most bacteria cannot tolerate. Because yeast and mold cansurvive such conditions, they are important spoilage organisms in margarine andspread products. The presence of yeast and mold in these product indicates poorsanitation practices.
4. Thermophile — The term thermopile is used to describe a group of microorgan-isms that grow in the 131 to 194°F (55 to 80°C) range. These organisms are veryheat resistant and can cause spoilage of product. They will grow into spores ifheld at elevated temperatures or if the product is improperly cooled.
5. Pathogenic microorganisms — A pathogen is an organism that causes disease.The two types that are of interest for margarine and spread production are infec-tions and intoxications. Salmonella, Escherichia coli, and Listeria are infectiousorganisms that can grow in margarine-type products. These live organisms arepoisonous to humans and cause food poisoning when they are ingested. The otherorganism that poses a problem is Staphylococcus. Some strains of Staphylococcusproduce a toxin that is poisonous to humans when ingested. Pasteurization willkill the organism, but once the toxin has been formed, it remains active. This isthe reason why hand contamination of product after pasteurization can have verycritical results.
Problem: Emulsion Problems
Possible Causes and Corrective Actions
1. Emulsion inversion — It is important that the water phase be added to the oilphase to promote a water-in-oil emulsion. The rate of water addition has littleeffect upon margarine emulsions but is critical for spreads. It is essential that therate of water addition for spreads be reduced, especially in the early stages ofemulsion preparation, to prevent emulsion inversion.
Problem: Margarine Package Problems
Possible Causes and Corrective Actions
1. Package defects — Dented or crushed cartons, oil spots on the carton, and inad-equate carton-flap gluing are all operator adjustment problems that must becorrected upon occurrence to ensure quality packaging.
© 2004 by CRC Press LLC

Problem: Soft Tub Margarine Appearance Defects
Possible Causes and Corrective Actions
1. Short fill — Weight control problems or insufficient nitrogen gas are causes forshort fills.
2. Sloshed fill — High fill temperature, high line speed, rough handling by the casepackers, and use of the wrong margarine oil are causes for sloshed fills.
3. Dull surface sheen — Warm fill temperatures can result in oil separation or a dullsurface sheen when the product solidifies.
4. Cheesy texture — A cheesy texture can be caused by insufficient back pressureon the cooling system, chilling temperature being too cold, or insufficient productthroughput.
5. Streaking — Channeling in the chilling unit causes margarine streaking. Thestreaked area represents the portion that received insufficient cooling.
6. Grainy texture — Margarine transitions to the β-crystal with higher temperaturestorage is evidenced by grainy textures. Margarines should always be stored at 45± 5°F (7.2 ± 2.8°C).
Problem: Soft Tub Margarine Consistency Problems
Possible Causes and Corrective Actions
1. Too firm at filler — Reduce the chilling-unit outlet temperature or increase theamount of working to produce a softer consistency.
2. Small ricelike grains at filler — The grainy consistency can be caused by a chill-unit temperature being too low or by precrystallization. Soft margarine consistencycan be physically evaluated at the filler to determine when slight increases in thechiller outlet temperature have provided a smooth consistency. The remelt tem-perature of return product should be 10°F (5.5°C) above the melting point of themargarine oil to prevent precrystallization.
3. Oil separation or shiny surface — Reduce the chilling unit outlet unit temperatureor reduce the amount of working to produce a more plastic margarine.
Problem: Stick Margarine Processing Problems
Possible Causes and Corrective Actions
1. Brittle or too firm consistency — Reduce the chilling-unit outlet temperature toproduce a softer consistency or increase the amount of working.
2. Grainy consistency — Increase the remelt temperature of the returned produce topreclude precrystallization or reduce the chilling-unit outlet temperature.
3. Open structure — Make sure that the emulsion tank agitator is not vortexing andincorporating air.
4. Greasy — This condition can be corrected by reducing the amount of workingby reducing either worker rpm or time.
© 2004 by CRC Press LLC

Problem: Liquid Margarine Processing Problems
Possible Causes and Corrective Actions
1. Separation in layers after packaging — Emulsion stability can be improved by(a) more violent agitation in the emulsion supply tank, (b) lowering the chill-unitoutlet temperature, (c) longer working after chilling, or (d) prolonging crystalli-zation time after chilling before filling.
Problem: Flavor and Mouth-Feel Defects
Possible Causes and Corrective Actions
1. Improper storage — Margarines exposed to temperature cycling or high temper-atures for prolonged periods develop a waxy mouth feel or a grainy texture. Thehigher melting triglycerides melt out of their stable β′-matrix and recrystallize aslarge discrete particles with β tendencies. An increase of 2 to 3°C (3.6 to 5.4°F)in melting point is experienced with the change from β′- to β-crystals.34 Margarinestocks should be rotated on a first-in/first-out basis and held at refrigerated tem-peratures of 45 ± 5°F.
2. Lack of flavor — A low flavor intensity can be caused by (a) the use of a lowlevel of flavoring material, (b) a loss of flavor with age, (c) β-crystal development,and (d) use of a margarine oil with a high a melting point or a flat SFI curve.
3. Rancid flavor — Oxidized oil will impart a reverted oil or rancid flavor to themargarine. The oil used to prepare the margarine emulsion must have a goodinitial flavor and adequate oxidative stability for the product application.
4. Sour flavor — Sour margarine flavors usually result from the use of poor-qualitymilk.
5. Packaging flavors — A plastic aroma and flavor may be imparted by the plasticcontainer used to package soft tub margarines.
6. Storage flavors — Fruity, artificial margarine flavors are generally caused by poorwarehousing practices. Margarine should never be exposed to aromas from fruits,fresh vegetables, or any products. Margarines will readily absorb flavors and odors.
7. Old or aged margarine flavor — A musty-type flavor usually develops with oldmargarine.
13.5 QUALITY MANAGEMENT
Problem: Specification Preparation Mistakes35,36
Possible Causes and Corrective Actions
1. Including insignificant factors — Specifications frequently contain certain factorssimply because they are known, not because they have any value. Unnecessaryrequirements confuse and sometimes contradict each other so that it becomesimpossible to meet all of the specified limits. A good specification includes onlythose requirements that have a known significance.
© 2004 by CRC Press LLC

2. Duplicate evaluations — Sometimes the same property is specified to be measuredby several methods instead of the one method that is most valuable and best suitedto routine determinations. Unimportant details detract from the value of essentialfactors. Also, imposing unnecessary requirements upon a supplier must beavoided. A specification should not require any more evaluations than absolutelynecessary.
3. Not recognizing variability — The only property common to all ingredients isvariability. A single value does not constitute a specification unless clearly shownto be a minimum or maximum. In all other cases, the property should be designatedin terms of an acceptable range. This range should not be so narrow as to addcost or make compliance unduly difficult; however, it should be only as wide asend-use considerations can tolerate. Additionally, the variability resulting fromthe analytical method must not be overlooked.
4. Zero tolerances — These are almost always unrealistic, especially with theextremely sensitive analytical capabilities available today. If a zero limit is spec-ified, it must be in terms of a particular sampling plan or analytical procedure;however, even in the case of a simple particle size measurement it is wise to allowat least a small tolerance for material that will remain on the most coarse screenor that will pass through the finest one.
5. Significant figures — Significant figures used in specifications must not go beyondthe accuracy of the analytical method employed or the requirements of the enduse. For example, a maximum of 1% often is assumed to mean a maximum of1.0% or even 1.00%. This is not correct. A specified maximum of 1% really meansthat 1.499% is acceptable. Careful consideration must be given to the exactintended meaning when numbers are used in a specification.
6. Copying a supplier’s sales literature — This is the easiest way to prepare aningredient or packaging specification. Unfortunately, it does not always result inthe best specification and in some cases may be very inadequate. Suppliers’specifications should always be carefully reviewed for compliance with therequirements of the finished product.
7. Identification of specific analytical methods — The method of measurement foreach factor specified must be identified. One of the most common reasons fordisagreement between customers and suppliers concerning the acceptability of aproduct is that each is measuring compliance by a different procedure. This is areal problem when numerous standard methods are available for a given measure-ment, such as moisture, melting point, and so on.
8. Omitting special instructions — Special instructions required of the supplier shouldbe included on each individual specification such as specific sampling, testing, andacceptance procedures, including preshipment samples, certificates of analysis,delivery temperature, and so forth. These special handling requirements prescribedby the customer should be clearly identified on each individual specification.
9. No specification revision provision — There is no such thing as a final specifica-tion; if there were, it would mean that we have stopped learning. Sometimes, anew specification must be changed shortly after it has been issued, even afterextensive original study has been conducted to make it as perfect as possible.Even then, inadequacies appear as the ingredient is produced or used. On the basisof experience and new technology, every specification will eventually need to berevised.
10. Refusal to compromise or change — Getting exactly what is desired in an ingre-dient often is impossible. It may be necessary to work with what is available and
© 2004 by CRC Press LLC

build around it. Even after a specification has been prepared, the suppliers mayfind it impossible to comply with certain requirements, and this situation willrequire compromise, usually without detriment to either party.
11. Transferring a specification from one end use to another — An ingredient maybe used in several products, and its function in each of these products may or maynot be the same; therefore, before an existing ingredient specification is consideredadequate for a new use, it should be carefully reviewed to determine if the valuesand limits specified are appropriate for both products. Also, beware of reinstatingan old specification, as the product may no longer be available or the performancelimits may have changed.
12. Insufficient information — Realistically, the specification writer never has all thefacts. The question is, then, has proper use been made of the available information?The writer must have some knowledge of how an ingredient is made, the charac-teristic properties, and the intended end use. This information gathering requirescommunication with those who have the information, usually the manufacturerand the product development and operations departments.
13. Specifying custom-made ingredients — Sometimes, a lack of knowledge of avail-able ingredients or the required performance characteristics leads to specificationsthat identify an expensive custom-made product. A unique ingredient may benecessary on special occasions, but standard products that are readily availableshould be considered first. The developers and operations personnel initiating therequests for ingredients should consult with the specifications custodian early intheir projects to avoid these problems. Likewise, the specification system shouldbe friendly enough to avoid this type of confusion.
14. Timely results — All analytical results specified should be completed in time fornecessary corrective actions to be taken before the ingredient is used or consumed.Testing that is completed after the ingredient is used is worse than no testing atall, unless it is done as an audit with no intent of taking any action as a result ofthe findings.
15. Incompatible analytical requirements — Many product analyses are interdepen-dent; for example, iodine value is dependent upon the fatty acid composition,melting points are extensions of the SFI, and AOM stability is dependent uponthe iodine value or fatty acid composition. Occasionally, the limits for a specifi-cation may be determined from an inaccurate laboratory analysis, an abnormalproduct, or just wishful thinking. These types of errors can make it impossible toqualify a supplier or they can contribute to excessive costs.
16. Vague requirements — Specifications must be exacting standards for the product,including all quality characteristics and composition, legal, and other require-ments. Vague requirements, such as variable tolerances or including a recommen-dation rather than a directive, become obstacles to a clear understanding of whatis needed. All specification requirements should be specific, well defined, explicitstandards.
17. Specification clarity — Specifications are communication tools for all levels ofmanagement, suppliers, and operations personnel. Every entry should be easy tounderstand and impossible to misunderstand.
18. Umbrella method — Specifications are often prepared so that nobody is left out.Often, when preparing purchase specifications, the tendency is to accommodatethe weakest supplier, but when production specifications are concerned, the tendencyis to include ridged requirements desired by only one of the customers for that
© 2004 by CRC Press LLC

particular product. In both cases, specification limits must be established byutilizing data identifying the minimum requirements of the purchased product andcapabilities of the process to produce a particular product. Purchased ingredients,process aids, and other adjuncts, as well as the internal processes, all must beconsidered in light of the finished product to be produced.
19. Tight limits — Specification limits set too tight just to gain or maintain a reputationfor toughness, or hoping that production will meet them somehow, will result ina disregard for all specifications. Specification limits must be realistic for boththe producer and the customer to prevent process interruptions or poor-qualityproduct when critical characteristic are ignored.
20. Ostrich method — Specification limits cannot be changed to bring an out-of-control process into specification conformance. When the history of a productshows conformance to the design limits until a recent period, it indicates a seriousprocess deficiency that should be addressed instead of changing the requirementsto fit the poor performance.
21. Trivial vs. important — The relative importance of the different parameters mustbe identified. Some characteristics are more critical to the acceptability of theproduct and may require a narrower range of acceptability. Others may have onlyminor importance and do not require as much attention. One method of conveyingthe importance of the requirements is to separate them into categories of critical,major, and minor.
22. Incomplete reason for change — Each specification sheet should have a “Reasonfor Change” section that summarizes all of the changes to the current issue. Thissection lists all the changes for the user, thus eliminating the need to study theentire document to identify them. A partial listing in this section could cause achange to be overlooked. A further aid to identifying changes for personnelutilizing the specification is a “c” indicator in the right-hand margin in line withthe actual change.
23. Packaging component coordination — Most packaging of edible fats and oilsproducts consists of multiple components. These components all have variationsin the final dimensions that could affect performance during packing and theproduct protection. The components must have a tight fit for product protectionbut must assemble easily for high-speed packaging. The allowed specificationtolerances must be coordinated for all of the components to prevent “in limits”parts assembly problems.
24. Processed product interchange — The process-control specification system treatsthe products from each process as a finished product. Each of these finishedproducts may be the base product for another single product or for many otherfinished products. The single base product has to meet the requirements for onlyone product, but the multipurpose base must conform to the requirement of allthe succeeding products. Product designers and specification developers mustcoordinate the process components to determine whether existing bases are sat-isfactory or a new basestock is required to adequately prepare the desired product.The specification developer must guard against the use of a basestock that willmeet the finished product requirements only part of the time.
25. Establishment of specification tolerances — The best specification limits andtolerances are developed through determination of needs and capability. Specifi-cations arrived at in this manner should assume the stature of an industrial law,in that they must be met and enforced; however, too few specification limits are
© 2004 by CRC Press LLC

based on performance data but rather on consensus of opinion, compromise, ormutual distrust. Historical performance data provide the means for determiningprocess capability and finished product requirements. The observations that canbe made from the historical data include:• The process will produce material that, for all measurable characteristics, has a
central tendency: the average, median, or mean calculation of all the data points.• The material will vary from the central tendency within certain limits, which
can be determined by calculating the standard deviation.• After the mean and standard deviation are identified, a probability can be
established for the occurrence of material any measurable distance from themean or center point.
• Whenever product is produced outside the specification limits established inthis manner, it is known that chance alone has not caused the deviation butsome real deficiency exists that requires corrective action.
• New specifications should have temporary specified limits based on like prod-ucts or pilot plant development work until a history is available to establishpermanent limits.
26. Abbreviations — Shortened words should be avoided unless the abbreviation isrecognized universally, not just within a plant or company. Even some abbrevia-tions in use for long periods can cause errors; for example, IV has been used toabbreviate iodine value for quite some time, but it could be mistaken for the romannumeral IV in some cases. Another illustration is the use of GLC to mean fattyacid composition. GLC is actually an abbreviation of the equipment used toprovide a fatty acid composition and other analysis. Abbreviations can have toomany different meanings to effectively communicate specification requirements.
Problem: Specification Enforcement
Possible Causes and Corrective Actions
1. Specification and practice conflicts — The “black book” of the foreman or oper-ator must not take precedence over the official specification. Specifications mustbe regarded as company law. No one should have the right to deviate from theestablished specification without first securing either a change authorization or atemporary authority to deviate.
2. Wrong issue used — Replacement specification issues must replace the supersededissues promptly in all specification books to comply with product and customerchanges as needed. Operations, quality control, costing, and other departments uti-lizing the specification network must devise a system to ensure that the most currentspecification issues are available and being utilized. One effective system requiresthe return of the superseded copies to a central point for check off and disposal.
3. Verbal changes — All specification changes must follow the designated specifi-cation change procedures. Verbal changes outside the established procedure almostalways create problems, such as:• The change is never communicated to some of the people who need to know.• The change is never incorporated into the working system.• Some people follow the change whereas others forget or ignore it.• Verbal exchanges are easily misunderstood or forgotten, and the actual change
implemented is different than desired.
© 2004 by CRC Press LLC

With the speed of the communications systems today, the need for a verbalspecification change should not exist; however, the personnel managing the systemmust be prepared to react on short notice at times to preserve customer goodwill.
4. Deviations — Allowing deviations can have the effect of rewriting the specifica-tion. This creates a situation of having more than one source of the specificationand in effect redesigns the product without authority. Once a specification hasbeen issued it should be regarded as an industrial law. No one should have theright to deviate from the specification without first securing a specification changeor, in isolated cases, permission for the deviation from quality assurance.
Problem: Complete New Specification
Possible Causes and Corrective Actions
1. Auxiliary requirements — With the pressure to issue a new product specification,the auxiliary requirements have a tendency to be overlooked at times. Utilizationof a checklist enumerating all possible individual requirements helps avoid theseoversights. The following list of questions should provide a start for the develop-ment of a new specification checklist:• Are any additional intermediate product specifications required? If so, have
they been prepared and approved?• Are purchase specifications available for all the ingredients, raw materials, and
processing aids required with approved suppliers identified?• Are the necessary packaging material specifications prepared for this product
with approved vendors identified?• Are any new analytical, inspection, or performance evaluation methods
required for this new specification? If so, are acceptable methods developedand procedures written and is plant testing complete?
• Have the summary specifications been updated to include the requirements ofthis new specification?
• Does this product require certification from a governmental agency or a special-interest group?
Problem: Complaint Handling
Possible Causes and Corrective Actions
1. System — Complaints are the voice of the customer and deserve careful attention.The critical point is to have a system whereby all complaints, regardless of source,come to a central collection point where well-documented procedures for follow-through are understood and enforced. All complaints should be tabulated andreceive continuing review by quality assurance and operations.
2. Procedure distribution — The complaint-handling procedure must be thoroughlydocumented and distributed so that all involved personnel understand their respon-sibilities for ensuring product quality and reliability.
3. Measure of quality — The number of complaints and returns is helpful as oneindicator of the success of a quality control program but is not sure evidence ofcustomer satisfaction. The degree of reliability changes with the customer type:
© 2004 by CRC Press LLC

• Retail — Studies indicate that a very small portion of dissatisfied retail cus-tomers will register a complaint; approximately 96% of the unhappy customersdo not complain to the company. Most simply do not repurchase and tell theirfriends, neighbors, and relatives about their dissatisfaction.
• Foodservice — A higher level of dissatisfied customers complain through theirdistributors; however, many of the complaints never reach the edible fats andoils processors.
• Food processor — Direct sales of large product quantities to food processorsresult in a higher level of product complaints being registered with the supplier.Also, food processor complaints can be investigated more thoroughly to betteridentify the corrective action required to prevent a recurrence through directcontact with the customer.
4. Results — An industrial customer probably understands that problems will occur;therefore, he or she will remember your company either for its inability to handlethe problem or for its outstanding support during a time of crisis. The impressioncaused can definitely affect future sales.
5. Slow response — A speedy analysis is necessary when your product is reportedas the problem and you are not in agreement. Every effort should be made toidentify the real problem cause to protect your product and turn this negative intoa positive.
6. Frustration — Passing the buck and voice mail are probably the two most frus-trating experiences for a customer with a question or a complaint. This frustrationshould be prevented by adopting a policy that the first person involved must handleall the customer’s inquires until the situation has a successful conclusion. Whenvoice mail is utilized, a procedure to return calls within a short period must beenforced.
7. Points to consider — Personnel routinely handling complaints should have enoughexperience to answer questions regarding the product and should have the per-sonality to fit the situation. The following are guidelines provided by personsroutinely handling complaints at one company:• Listen and be attentive to the customer.• Keep your voice calm.• Stay objective.• Show a genuine willingness to help.• Get all necessary information the first time. • Stay with the customer; do not put him or her on hold or answer another call. • Discuss a course of action with options.• Commit to perform requested services on a specified date and meet that
commitment.• Make sure that the technical-service representative understands the sensitivity
of a situation when making a difficult call. • Acknowledge the complaint in writing.• Make a sincere effort to resolve the complaint.• Make sure the customer has the proper information for any necessary follow-
up calls. • Keep the company’s mission statement and principles of conduct in mind at
all times.• Remember, to the customer you are the company.
© 2004 by CRC Press LLC

Problem: Product Traceability
The key component for any recall procedure is the ability to trace the use ofspecific lots of raw materials, ingredients, or processing aids to the finished productand then to account for all quantities produced.
Possible Causes and Corrective Actions
1. Package product code dates — The code date should be as simple as possible andinclude the date packaged, batch or time period, and plant location. All packagesand shipping containers must be coded with the same information. The actualcode dates must be clearly discernible and placed in the same location, which canbe easily located for rapid identification.
2. Shipping records — Accurate product quantities by code date must be recordedon the shipping records for traceability. The two most common problems experi-enced are failing to record more than one code date per shipment and code datesbeing hidden on the case panels facing the inside of the pallet, causing these codedates to be omitted.
3. Processing records — Accurate batch and lot number recording for each compo-nent of a new process batch is mandatory for good traceability. Systems must bedesigned and implemented to preserve this information for the life of all thecomponents.
4. Universal product codes (UPCs) — UPCs are used for almost all retail products,and many companies use this system for all their products, regardless of thecustomer type. This system is also used by many large distribution systems forinventory control.
5. Sequential case coding — Additional sequential number case coding increasesthe degree of traceability to within a particular lot of product. This added featureallows the identification of product from any point during the packaging sequence.Suspected problems can be pinpointed by testing to determine the start or end ofa particular difference or change in the product.
REFERENCES
1. Mostia, W.L., Control for the process industries, Control Mag., 9, 65–69, 1996. 2. Parker, W.A. and Melnick, D., Absence of aflatoxin from refined vegetable oils,
JAOCS, 43, 635–638, 1996. 3. List, G.R., Special processing for off specification oil, in Handbook for Soy Oil
Processing and Utilization, Erickson, D. et al., Eds., The American Soybean Asso-ciation and AOCS, Champaign, IL, 1985, pp. 355–377.
4. Robertson, J.A. et al., Chemical evaluation of oil from field and storage-damagedsoybeans, JAOCS, 50, 443–445, 1973.
5. Hendrix, W.B., Current practice in continuous cottonseed miscella refining, JAOCS,61, 1369–1372, 1984.
6. Pritchard, J.R., Oilseed quality requirements for processing, JAOCS, 60, 324–325,1983.
© 2004 by CRC Press LLC

7. Buck, D.F., Antioxidants in soya oil, JAOCS, 58, 275–278, 1981. 8. King, R.R., Quality changes in the industrial storage of crude and refined cottonseed
oil, Oil Soap, 18, 21, 1941.9. Burkhalter, J.P., Crude oil handling and storage, JAOCS, 53, 332–333, 1976.
10. Lathrap, C.A., Determination of weight of bulk oil shipments, JAOCS, 42, 155–158,1965.
11. Carlson, K.F. and Scott, J.D., Recent developments and trends in oilseed and fats andoils processing, INFORM, 2, 1034, 1991.
12. Dijkstra, A.J., Degumming, refining, washing and drying fats and oils, in Proceedingsof the World Conference on Oilseed Technology and Utilization, Applewhite, T.H.,Ed., AOCS Press, Champaign, IL, 1992, p. 138.
13. Carr, R.A., Refining and degumming systems for edible fats and oils, JAOCS, 55,770, 1978.
14. Braake, B., Degumming and refining practices in Europe, JAOCS, 53, 353, 1976. 15. Puri, P.S., Hydrogenation of oils and fats, JAOCS, 57, 852A, 1980. 16. Flider, F.J. and Orthoefer, F.T., Metals in soybean oil, JAOCS, 58, 181–182, 1981. 17. Morrison, W.H. et al., Solvent winterization of sunflower seed oil, JAOCS, 52,
148–150, 1975. 18. Sonntag, N.O.V., Fat splitting, esterification, and interesterification, in Bailey’s Indus-
trial Oil and Fat Products, Vol. 2, 4th ed., Swern, D., Ed., Wiley–Interscience, NewYork, 1982, pp. 134–135.
19. Weiss, T.J., Food Oils and Their Uses, 2nd ed., AVI Publishing, Westport, CN, 1983,pp. 125, 131.
20. Gupta, M., Manufacturing processes for emulsifiers, in Bailey’s Industrial Oil andFat Products, Vol. 4, 5th ed., Hui, Y.H., Ed., John Wiley & Sons, New York, 1996,pp. 588–589.
21. Gavin, A.M., Deodorization and finished oil handling, JAOCS, 58, 181–182, 1981. 22. Dudrow, F.A., Deodorization of edible oils, JAOCS, 60, 274, 1981. 23. Weidermann, L.H., Degumming, refining and bleaching soybean oil, JAOCS, 58,
163–165, 1981. 24. White, F.B., Deodorization, JAOCS, 33, 505, 1956. 25. Sherwin, E.R., Mistakes to avoid in applying antioxidants to vegetable oils, Food
Eng., May, 83, 1977. 26. Sherwin, E.R., Antioxidants in vegetable oils, JAOCS, 53, 434–436, 1976. 27. Sherwin, E.R., Oxidation and antioxidants in fat and oil processing, JAOCS, 55,
809–814, 1978. 28. Belbin, A.A., Color in oils, INFORM, 4, 652, 1993. 29. Sonntag, N.O.V., Reactions in the fatty acid chain, in Bailey’s Industrial Oil and Fat
Products, Vol. 1, 4th ed., Swern, D., Ed., Wiley–Interscience, New York, 1979,pp. 144–145.
30. Moser, H.A. et al., A light test to measure stability of edible oils, JAOCS, 42, 30–32,1965.
31. Knightly, W.H., The use of emulsifiers in bakery foods, in Proceedings of the 45thAnnual Meeting of the American Society of Bakery Engineers, Chicago, IL, March3–5, 1969, p. 138.
32. Bennion, M.R. and Park, L., Changes in fats during frying, J. Am. Dietetic Assoc.,52, 308–312, 1968.
33. Banks, D., Industrial frying, in Deep Frying, Chemistry, Nutrition, and PracticalApplications, Perkins, E.G. and Erickson, M.D., Eds., AOCS Press, Champaign, IL,1996, pp. 263–264.
© 2004 by CRC Press LLC

34. deMan, L. and deMan, J.M., Functionality of palm oil in margarines and shortenings,Lipid Technol., 6–10, 1994.
35. Wintermantel, J., Ingredients specification writing, part III, Cereal Foods World, 27,372, 1982.
36. Manring, R.C., Statistics for better specs, JAOCS, 42, 668A–708A, 1965.
© 2004 by CRC Press LLC