Extrusion Blow Molding
12
Extrusion Blow Molding of Clarified Polypropylene Rigid Containers: Influence of EXACT ® Plastomers Thomas M. Miller Thomas C. Yu ExxonMobil Chemical Company 13501 Katy Freeway Houston, Texas 77079 Technical Paper Presented at: SPE Polyolefins Conference February 25-27, 2002 Houston, Texas
-
Upload
maheshgupte -
Category
Documents
-
view
400 -
download
4
Transcript of Extrusion Blow Molding

Extrusion Blow Molding of Clarified Polypropylene Rigid Containers: Influence of EXACT® Plastomers
Extrusion Blow Moldingof Clarified Polypropylene RigidContainers: Influence ofEXACT® Plastomers
Thomas M. MillerThomas C. YuExxonMobil Chemical Company13501 Katy FreewayHouston, Texas 77079
Technical PaperPresented at:
SPE Polyolefins ConferenceFebruary 25-27, 2002
Houston, Texas

Extrusion Blow Molding of Clarified Polypropylene Rigid Containers: Influence of EXACT® Plastomers
Abstract
For the past several years, there has been growing interest in the use of clarified random copolymers of polypropy-
lene for rigid packaging. The low cost, low density and good processing characteristics make polypropylene an attrac-
tive material for packaging manufacturers using either injection or blow molding. Similarly, the high stiffness, high heat
resistance, outstanding stress crack resistance and excellent clarity of this material ensure the performance needed to
package aggressive cleaning agents and hot-filled sauces in clear containers that show-off the contents and appeal to
consumers. Perhaps the only drawback to the use of polypropylene in rigid packaging is the poor drop impact perfor-
mance exhibited at refrigerator and freezer temperatures or even by large packages at ambient temperatures. Fortunately,
this deficiency can be overcome with minimal increase in haze by incorporating a small amount of metallocene
plastomer. This report details the effects of plastomer upon the drop impact resistance of extrusion blow molded two-
liter bottles. The processing conditions are compared with that of neat clarified polypropylene and conventional high-
density polyethylene. Differences in staircase drop impact, top-load and haze are also discussed.
Introduction
The ability to incorporate the contents of a container into the package design in order to increase consumer appeal
is what fuels the growth of clarified rigid packaging in pre-packaged food, food storage, housewares and personal/health
care markets. Although poly(ethylene terephthalate) (PET), poly(vinyl chloride) (PVC) and polypropylene (PP) are all
used in the clear packaging arena, polypropylene and especially clarified random copolymer of polypropylene (CRCP)
offer lower cost than PET and better organoleptic performance than flexible PVC. Besides these advantages, CRCP
offers many other benefits. These include good processing characteristics, high stiffness and environmental stress crack
resistance, low haze, good heat resistance and the flexibility to run on existing HDPE lines with little or no tooling
modifications or changes. All of these attributes ensure that the demand for clarified polypropylene packaging will
continue to grow. There are, however, two important characteristics of this resin that designers and package producers
should keep in mind when contemplating a switch to clarified polypropylene. They are drop impact and barrier perfor-
mance and both are the direct result of two fundamental polymer science concepts: crystallinity and the glass transition.
Generally speaking, the amount of crystallinity and the glass transition temperature (Tg) are the two intrinsic
polymer characteristics that dictate much of the performance of all semi-crystalline polymers, including polypropylene.
All package designers and producers should understand this means that these two effects also dictate the performance of
goods molded from these resins. The level of crystallinity determines the stiffness, toughness, stress crack resistance,
oxygen transmission rate, haze and heat resistance of the container. Crystallinity is a function of polymer architecture
and composition as well as cooling rate and part thickness. The Tg is a processing-independent parameter and is defined
as the temperature at which the polymer transitions from a tough, durable material to a hard, brittle glass upon cooling or
vice-versa upon heating. Consequently, the Tg is what defines the effective cold use temperature of a package. The
variables affecting both parameters are discussed in greater detail below using PP as the example.
1

Extrusion Blow Molding of Clarified Polypropylene Rigid Containers: Influence of EXACT® Plastomers
Both the level of crystallinity and the Tg of polypropylene depend upon the comonomer content. PP homopoly-
mer, as the name implies, contains no comonomer. Conversely, polypropylene random copolymer, as the name implies,
is based upon the “random” polymerization of ethylene and propylene monomers; the catalyst randomly polymerizes
the ethylene and propylene monomers. The ethylene monomer functions as a defect in the polymer chain and disrupts
the crytallization of the propylene segments. This reduces the amount of crystallization that occurs when the polymer is
cooled from the melt, which results in lower haze. Increasing comonomer content also leads to lower Tg, which im-
proves cold drop impact. Directionally, both are desirable from a bottle performance standpoint. Lower levels of
crystallinity also result in lower flexural modulus and melting temperature and higher oxygen transmission rate.
All of these are undesirable in hot-filled, oxygen sensitive food packages. Increased stiffness can be obtained by
increasing wall thickness, using a lower ethylene content polypropylene or adding fillers. All of these steps will increase
haze but few other options exist.
The most effective method of reducing the oxygen transmission rate is to incorporate a barrier material. While
discontinuous barrier agents are available, converting to a multi-layer package utilizing a barrier layer is the most
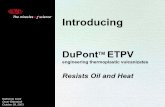
common method used in industry. The cross-section of a typical multi-layer package examined under a polarizing
microscope under 103X magnification is shown in Figure 1. Layers 1 and 5 are typically virgin or regrind-containing
layers. Layers 2 and 4 are adhesive tie layers that bind the oxygen barrier layer (layer 3) to these polypropylene-based
layers. EVOH is a very common oxygen barrier material. Finally, a virgin inner layer (layer 6) completes the structure.
The presence of the EVOH layer significantly extends the shelf life of the package. In fact, this type of multi-layer
construction competes well with PET. The only drawback to this multi-layer approach is the added complexity of
handling a recycle stream containing adhesives and EVOH. Although this recycle can be added to regrind layer 5 in
Figure 1, the successive thermo-oxidation of the EVOH over time leads to yellowing of the package unless special steps
are taken to prevent this oxidation.
2
FIGURE 1: Typical multi-layer design used to reduce oxygen transmission and increase the shelf life ofoxygen sensitive foods.

Extrusion Blow Molding of Clarified Polypropylene Rigid Containers: Influence of EXACT® Plastomers
3
Crystallinity has a very significant effect upon the clarity of polypropylene. Fortunately, there are other methods
available besides increasing comonomer content to reduce haze without compromising stiffness. The best of these is the
addition of particulate or chemical additives that effect the number and size of crystallites that form. For example,
typically, less than 8% ethylene is used in the polymerization of polypropylene random copolymers. This translates to
RCPs exhibiting a haze of ~20% in a 40mil thick plaque. Adding particulate nucleating agent precipitates the growth of
smaller more numerous crystallites and helps reduce haze. Clarifying agents are even more effective. These are soluble
chemicals that dissolve into the polymer melt during processing and then, upon cooling, orchestrate the formation of a
fibrous crystal structure that scatters very little light and affords good stiffness. The incorporation of these clarifying
agents into RCPs can lead to haze values of less than 8% in 40mil thick injection molded plaques. This means that haze
as low as 10% can be achieved in containers blown from CRCP resin. Even greater clarity can be achieved in thin
walled injection molded containers.
The comparatively good drop impact resistance of polymeric packaging relative to glass and paperboard is what
continues to stimulate increased demand for clear plastic. However, all materials have a limit and all plastic containers
will eventually fail when dropped from too great of a height or made too thin for an acceptable height. Temperature also
has an affect on drop impact resistance. In fact, the Achilles’ heel of polypropylene packaging is the cold temperature
performance. This is a direct result of the relatively high Tg of polypropylene, the onset of which is approximately 0°C.
Like most thermoplastic polymers, polypropylene becomes stiffer as it cools from ambient temperature. Generally
speaking, the increased stiffness is a result of decreased chain mobility that occurs with decreasing thermal energy. This
is a gradual change down to 10°C. However, the increase in stiffness becomes much more dramatic below 10°C as the
onset of the Tg is approached. By the time the polymer is cooled to around 0°C very little ductility remains. This means
that containers produced from polypropylene exhibit very little toughness and impact resistance at these temperatures.
Instead, they shatter when dropped from only a few feet and bottles break during transit in cold climates. New catalyst/
donor advances continue to produce random copolymers with more uniform comonomer distribution, lower Tg and
improved cold impact performance. Until these advances are realized, the best way to improve either large-part ambient
or cold drop impact performance of clear polypropylene packaging is to incorporate low levels of an impact modifier
such as metallocene plastomer in the bulk of monolayer packages or the virgin (and subsequent regrind) layers of multi-
layer packages.
EXACT® Plastomers are metallocene catalyzed, ethylene α-olefin copolymers produced using EXXPOL® Technol-
ogy. Several different grades exist for impact modifying injection molded, extrusion blow molded or injection-stretch
blow molded clear polypropylene containers. Indeed, numerous technical articles have been written over the past few
years detailing the performance of EXACT® Plastomers in these types of applications (1-3). Proper grade selection is
key to successfully improving the drop impact performance of these containers without adversely affecting the haze.
This article describes our latest efforts at understanding the performance of metallocene plastomer modified clear
polypropylene packaging. It focuses on processing differences and subsequent optical, mechanical, top load and drop
impact performance of two-liter bottles produced using extrusion blow molding.

Extrusion Blow Molding of Clarified Polypropylene Rigid Containers: Influence of EXACT® Plastomers
4
Experimental
Several different types of commercially available ExxonMobil Chemical resins were used throughout this study.
A complete listing is provided in Table 1. Blow molding grades of high-density polyethylene homopolymer (hHDPE)
and CRCP were used as baselines in this study. EXACT Plastomer impact modifiers were then dry blended at 15% (wt/
wt) with the CRCP. Two-liter bottles were blown using a Bekum Model H-121S single station shuttle-type blow
molding machine equipped with a 50mm 24 L/D single screw extruder. The screw had a 3:1 compression ratio and two
rows of mixing pins on the tip. The blow-molding head was fitted with either 109mm or 104mm divergent tool.
A schematic of the bottle produced from the handle ware mold is given in Figure 2. The target weight was 90g.
The letters designate locations for wall thickness measurements. The mold surface at locations A, B, E, F and K is
highly polished whereas the remaining area (label panel) is merely a high-quality “wiped” surface. Vent ports are located
on the label panel. Bottles produced from both the baseline resins and the blends were characterized for wall distribu-
tion, haze, top load, and drop impact .
FIGURE 2: Schematic of two-liter handle ware bottle produced in this study.Letters designate key locations used to measure wall thickness.
Table 1: List of commerical resins used as baselines and the metallocene catalyzed impact modifiers
Product
AD60-007
PP 9612
EXACT 3128
EXACT 3132
EXACT 0201
EXACT 3125
Resin Description
HDPE homopolymer (hHDPE)
Clarified RCP (CRCP)
Butene plastomer
Hexene plastomer
Octene plastomer
Butene plastomer
Density (g/cm3)
0.965
0.90
0.900
0.900
0.902
0.910
MI (dg/min)
0.7
2
1.2
1.2
1.1
1.2
Mfg. platform
Slurry Loop
Autoclave
Autoclave
Solution
Autoclave
% EXACT
0
0
15
15
15
15
Baseline Resins
Impact Modifiers Blended with PP 9612

Extrusion Blow Molding of Clarified Polypropylene Rigid Containers: Influence of EXACT® Plastomers
5
Results and Discussion
Overall, all baseline and blend samples processed well and were capable of producing high quality bottles. In these
discussions, the plastomer containing CRCP blends will be referred to by the plastomer grade used in the blend, e.g.,
EXACT 0201 blend. The target weight for all bottles was 90g. This was established by reducing the weight of the virgin
PP 9612 bottle to the point where drop impact occurred at a reasonable height (~4ft). Given the fairly high loading of
plastomer, some significant melt viscosity and swell differences were observed in the processing characteristics of the
blends that affected the final bottle weight. These processing differences are elaborated upon in the next section.
Processing Comparison
Cycle time was fixed at 20 seconds for all samples. An overall summary of the process conditions employed for
all baseline resins and blends is displayed in Table 3 along with the average bottle weight these conditions yielded.
These conditions were identified as giving the best balance between ease of resin processing, bottle appearance and
previously established organoleptic performance. For example, internal evaluations have revealed that the melt tempera-
ture of hHDPE should be kept below 405°F to prevent significant off-flavor. Although taste and odor were not assessed
in this study, a comparison of hHDPE and CRCP processing and bottle performance under realistic conditions was a
goal. Consequently, a sub-400°F melt temperature was targeted and achieved with the hHDPE. CRCP is known to
possess low taste and odor, and so the melt temperature was allowed to increase in order to maximize bottle clarity and
gloss. The processing conditions for the blend samples were varied to explore the operating window.
Generally speaking, both the hHDPE and the plastomer containing blends processed differently than the PP 9612.
Specifically, the lower melt viscosity exhibited by all of the blends and hHDPE produced a longer parison and the die
gap had to be tightened in order to reduce the bottle weight. This increased parison swell and caused excessive flashing.
A smaller diameter die and mandrel were installed in an attempt to further reduce flash, die gap and bottle weight. The
smaller diameter tooling worked well and the lightest, high quality bottles were produced at 92g for the hHDPE and the
EXACT 0201 and EXACT 3132 blends. The minimum weight was 96g for the EXACT 3125 blend.
The reader should be aware that although parison programming was available on this shuttle machine, the limited
blend quantities available prevented the sample-specific optimization of wall distribution. Therefore, the wall distribu-
tion assessment given in this paragraph provides insights into the wall thickness variations observed when minimal effort
is made to optimize programming. That said, the average wall thickness of the containers produced is displayed in
Figure 3 as a function of the bottle locations indicated in Figure 2. The data shows an average wall thickness of ~0.040in
with the thickest walls present in the top of the neck. Furthermore, there is good, uniform distribution of the CRCP and
plastomer containing blend resin into the edges and lower chime of the bottles. The data also suggests that there is less
uniform distribution of hHDPE in the bottles. However, since the thickness at points F and G is less than that at points J
and K, it is likely that the head was slightly offset (towards the handle) to make it easier to catch the handle when the
mold closed. The average thickness of the hHDPE bottle label panel (points C, D, H and I) is much greater than the
edges of the bottle (E, F and K). While this is not a big surprise given the greater distance the parison “travels” to reach
these mold extremes, it is interesting that this difference is not nearly as pronounced for the virgin CRCP or plastomer
containing bottles. In short, while some interesting trends can be gleaned from the wall distribution assessment, the
reader should realize that the average wall thickness of all of the bottles produced from all samples is fairly consistent
and uniform. Consequently, the top load and drop impact data presented later is based upon consistent bottles.

Extrusion Blow Molding of Clarified Polypropylene Rigid Containers: Influence of EXACT® Plastomers
6
FIGURE 3: Wall distribution for baseline resins and blends. Letters correspond to the bottlepositions indicated in Figure 2.
In summary, processing differences were observed between the CRCP and the hHDPE and plastomer containing
blends. Smaller diameter tooling was needed to produce bottles using the hHDPE and plastomer containing blends.
Considering the blends themselves, the EXACT 0201 (octene) and EXACT 3132 (hexene) processed most similar to the
virgin CRCP while the EXACT 3125 (butene) processed the least similar. With this information in hand and a rudimen-
tary understanding of production equipment, the key variables that will affect part production and quality are the diam-
eter of the die and mandrel, mold size, type of production equipment (reciprocating shuttle or continuous extrusion
wheel), plastomer loading and plastomer grade. Whether considering a switch from hHDPE to CRCP or considering
adding plastomer to improve drop impact resistance, the plastics processor should be aware of these differences and
should be prepared to make processing and perhaps even tooling changes when switching from one resin to another.
Table 3: Extrusion blow molding processing parameters
Processing ConditionParison Melt Temperature (˚F)
Extruder Melt Temperature (˚F)
Melt Pressure (psi)
Extruder Speed (rpm)
Mold Temperature (˚F)
Die Gap (Relative % Open)
Final Bottle Weight (g)
AD60-007hHDPE
395
371
1140
73.2
50
0.5
92
Baseline Resins EXACT Plastomer Blends1
PP 9612CRCP
456
438
1028
84.3
65
6.0
90
EXACT 3132Blend
468
453
1058
90.2
50
3
92
EXACT 0201Blend
450
428
1078
83.8
55
3
92
EXACT 3125Blend
474
450
1023
88.2
50
2.5
96
1. All EXACT® Plastomer blends are 15% (wt./wt.) in PP 9612 CRCP.

Extrusion Blow Molding of Clarified Polypropylene Rigid Containers: Influence of EXACT® Plastomers
7
Bottle Performance
The key performance attributes of this type of packaging are clarity, gloss, top load and drop impact resistance.
Optical performance will be considered first. The haze measured for the baseline CRCP-and several of the plastomer
containing blends is displayed in Figure 4 for both the blown bottles and QC-type injection molded plaques. Injection
molded plaques were produced as part of the initial screening process and the data is included here in order to provide
insight into the effects of crystallization rate upon clarity. The bottle cutouts were taken from the lower neck region (just
above the label panel). This portion of the mold was polished. Examination of the bottle haze data (Figure 4) reveals
that the addition of EXACT 3132 (0.900 density hexene) has virtually no adverse effect upon clarity while incorporation
of EXACT 0201 (0.902 density octene) had only a minor effect. Adding EXACT 3125 (0.910 density butene) resulted in
a noticeable increase in haze. This is expected given the higher density (higher crystallinity) of the plastomer and the
resulting mismatch in refractive index. The effects of this crystallinity are also evident when the relatively “slow cooled”
bottle data is compared to the “quench cooled” injection molded data. In the case of the CRCP and 0.900-type
plastomer blends, the rapid cooling of the injection molded samples results in a haze value ~3/4 that of the bottle sample.
Quench cooling of the 0.910 density plastomer prevents the higher level of crystallinity from developing, which reduced
the haze to nearly 50% of that observed in the bottle sample. In short, rapid cooling should lead to clearer bottles overall
and the effect is more noticeable when using higher density impact modifiers. It is also important to point out that no
effort was made to compensate for clarifier dilution brought about by adding the plastomer. Compensating for this
effect using either the base or new high performance nucleating agents should help negate the loss in clarity.
Gloss was also very high (~65% @ 60°) on the virgin CRCP and plastomer containing blends. hHDPE bottle gloss
was ~12% in contrast.
FIGURE 4: Optical performance of blown bottles (right bar) and injection molded plaques (left bar).

Extrusion Blow Molding of Clarified Polypropylene Rigid Containers: Influence of EXACT® Plastomers
8
The top load and drop impact performance of the molded bottles is displayed in Figures 5 and 6, respectively. Top
load or resistance to crushing is a function of bottle design, wall thickness and wall stiffness (flexural modulus). Since
all bottles were the same shape and approximately the same thickness, the top load of bottles produced from the stiffer
CRCP should be greater than that of the hHDPE. Similarly, the top load of the plastomer blends should be greatest for
the highest density impact modifier. These trends were observed in that the CRCP bottles required 166lbs to generate
0.25" of vertical deflection. The hHDPE sample required slightly less (150 lbs). Among the impact modified blends, the
0.910 density EXACT 3125 exhibited the greatest top load at 157lbs, which is still greater than the hHDPE, while the
lower density EXACT 3132 and EXACT 0201 possessed values of ~130lbs.
FIGURE 5: Top load performance of extrusion blow molded bottles at room temperature.
FIGURE 6: Drop impact performance of extrusion blow molded bottles at room temperature.

Extrusion Blow Molding of Clarified Polypropylene Rigid Containers: Influence of EXACT® Plastomers
9
Drop impact resistance is typically inversely proportional to that of top load and this trend was observed for the
CRCP and blend bottles. However, the drop impact resistance of the hHDPE bottles was even greater than expected.
As Figure 6 displays, the hHDPE bottles exhibited an F-50 height of 8.8ft by the Bruceton staircase method. The CRCP
bottle exhibited much lower drop impact resistance (4.7ft) while the EXACT Plastomer containing samples produced
intermediate values that scaled with density. The 0.902g/cm3 density EXACT 0201 achieved a failure height of 7.8ft
while the denser EXACT 3125 (0.910g/cm3) exhibited a 6.2ft failure height. To summarize, both the 0.910 and the
0.902g/cm3 plastomers are effective impact modifying agents. While the use of the higher density plastomer lessens the
inherent decrease in top load, the lower density 0.900 or 0.902g/cm3 density plastomers impart better impact resistance
and retain the characteristic low haze of CRCP resins.
Conclusions
Both high-density polyethylene and polypropylene possess strengths that cater to different types of packaging,
production mix and producer cost structure. The trend towards clear packaging has led to increased demand for clarified
random copolymers of polypropylene but some package designs are pressing against the inherent performance limits of
clarified randoms. Blending EXACT Plastomer with the CRCP is an effective way to expand the performance envelope
of polypropylene packaging without compromising on clarity. The 15% loading of plastomer used in this study is
appropriate for the impact modification of large household chemical or food packaging containers. This level is also
considered appropriate for protecting smaller containers that are stored at refrigerator temperatures.
Not surprisingly, variables such as the die/mandrel diameter, mold size, plastomer loading and, to a lesser degree,
plastomer type all determine the magnitude of the process changes that may be required in order to swing production
from HDPE to CRCP to impact modified CRCP. As this study indicates, these differences can be successfully managed
to produce high-quality containers maximizing top load, drop impact or package clarity depending upon the type of
plastomer employed. In summary, we recommend the addition of EXACT 3132 or EXACT 0201 to clarity critical,
CRCP-based packaging running on swell sensitive equipment. Conversely, higher density impact modifiers such as
EXACT 3125 can be used in more forgiving, less swell sensitive equipment producing less clarity critical packaging or
packaging requiring less impact resistance or greater top load strength.

Extrusion Blow Molding of Clarified Polypropylene Rigid Containers: Influence of EXACT® Plastomers
10
Aknowledgements
The authors extend their appreciation to Albert DaCosta, David Keegan, David Lake, Robert Upchurch and Jim
Biggerstaff of Milliken Chemical for their assistance in producing and testing the extrusion blow molded bottles dis-
cussed throughout this manuscript. The efforts of many ExxonMobil Chemical employees are also appreciated. In
particular, thanks go to Andrew Ahlborn and August Bucher of the Baton Rouge Polyolefins Plant and the Polymer
Compounding Team of the Baytown Polymers Center. Lastly, we extend our thanks to Janet McCormick, Kristina
Kwalik and, especially, Marsha Arvedson of ExxonMobil Chemical for their generous support of this work.
References
1. T.C. Yu and G.J. Wagner, “Polyolefin Modification with EXACT® Plastomers”, SPE RETEC Polyolefins
VIII Conference, Houston, TX, February 1993.
2. T.C. Yu and D.K. Metzler, “Metallocene Plastomers as Polypropylene Impact Modifiers”, in Handbook
of Polypropylene and Polypropylene Composites, H.G. Karian ed., Marcel Dekker, Inc. New York, New
York, 201 (1999).
3. T.C.Yu, D.K.Metzler, and M. Varma-Nair, “Clarified Polypropylene Impact Modification Enhanced
with Selected Metallocene Plastomers”, Proceedings of SPE ANTEC, vol 3. pp, Dallas, 2001
4. J. Truini, “ Gerber Packaging to Challenge Recycling”, p. 13, Plastics News, July 2, 2001.
5. Polypropylene Nucleator - Hyperform HPN-68, Plastics Engineering, vol 57. No. 11, p.37, 2001

Extrusion Blow Molding of Clarified Polypropylene Rigid Containers: Influence of EXACT® Plastomers
ExxonMobil Chemical Company
13501 Katy FreewayHouston, Texas 77079(281) 870-6862
119-
0302
-100
-A
©2002 Exxon Mobil Corpora-tion. The user may forward, dis-tribute, and/or photocopy thiscopyrighted document only ifunaltered and complete, includ-ing all of its headers, footers, dis-claimers, and other information.You may not copy this documentto a Web site. The information inthis document relates only to thenamed product or materials whennot in combination with any otherproduct or materials. We basedthe information on data believedto be reliable on the date com-piled, but we do not represent,warrant, or otherwise guarantee,expressly or impliedly, the mer-chantability, fitness for a particu-lar purpose, suitability, accuracy,reliability, or completeness ofthis information or the products,materials, or processes described.The user is solely responsible forall determinations regarding anyuse of material or product andany process in its territories ofinterest. We expressly disclaimliability for any loss, damage, orinjury directly or indirectly suf-fered or incurred as a result of orrelated to anyone using or rely-ing on any of the information inthis document. There is no war-ranty against patent infringe-ment, nor any endorsement ofany product or process, and weexpressly disclaim any contraryimplication. The terms, “we”,“our”, “ExxonMobil Chemical”,or “ExxonMobil” are used forconvenience, and may includeany one or more of ExxonMobilChemical Company, ExxonMobil Corporation, or any affili-ates they directly or indirectlysteward.