Exploitation, Repair and Maintenance of Internal Combustion Engines-lab

of 169
-
Upload
marius-lefter -
Category
Documents
-
view
220 -
download
0
Transcript of Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
1/169
MARITIME UNIVERSITY OF CONSTANTZA
EXPLOATATION,MAINTENANCE AND REPAIR
OF MARIN PROPULSION
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
2/169
L1. SHIP's ENGINNEERS OCUPATIONAL
HAZARD DATASHET
What is a Hazard Datasheet on Occupation?
This datasheet is one of the International Datasheets on Occupations. It is intended for those professionally concerned with health and safety at work: occupational physicians and nurses, safety engineers,hygienists, education and Information specialists, inspectors, employers ' representatives, workers'
representatives, safety officers and other competent persons.This datasheet lists, in a standard format, different hazards to which ship-engineers (machinist) may be
exposed in the course of their normal work. This datasheet is a source of information rather than advice. With theknowledge of what causes injuries and diseases, is easier to design and implement suitable measures towards prevention.
This datasheet consists of four sections:
Section 1: Information on the most relevant hazards related to the occupation.
Section 2: A more detailed and systematized presentation on the different hazards related to the job
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
3/169
Section 2
Hazards related to this job Accident hazards
• Falls from ladders or staircases in the engine room
• Fall from gangways or ladders, when climbing into ship, esp. when climbing to the ship from a boat
• Slips, trips and falls (esp. while carrying loads), and related to the insufficient illumination of corridors and passages
• Struck by unsecured heavy objects, falling from high places and shelves on feet and other parts o body, or squeezed by such unsecured objects that move horizontally due to ship's rolling and
pitching
• Cuts and injuries caused by sharp instruments and tools
• Hazard of suffocation from asphyxiating gases (e.g., CO) or from oxygen deficiency, duringmaintenance and cleaning operations
• Burns caused by flames, by contact with hot parts of equipment, pipes, steam lines, etc., or byrelease of hot water or steam
• Burns caused by corrosive substances stored on high shelves, that may be spilled when taken
down from the shelf• Electric shock, caused by defective installations and equipment (esp. portable) or faulty insulation
• Musculo-skeletal injuries (esp. of the back), resulting from lifting and moving of heavy loads
• Blows (in particular on the head) from low door frame-heads, from protruding overhead pipes, etc.
• Blows (in particular on arms and legs) when moving in poorly-illuminated passagesBlows from falling heavy objects
• Bites by rodents
• Poisoning by fuel vapors, or other vaporizing chemicals, when worker doesn't wear the required personal protection equipment
• Fires and explosions caused by fuels and other combustibles
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
4/169
Ergonomic, psychosocial and organizational factors
• Repetitive strain injury (RSI) and other musculoskeletal problems as a result of continuousrepetitive movements, overexertion during lifting and moving of heavy loads, work in awkward
(bent, etc.) postures
• Psychological stress due to dissatisfaction at work as a result of strict discipline, boredom andmonotony, low salary, problematic personal relations with subordinates and/or superiors, poor
amenities, separation from family, etc.
• Stress and cumulative fatigue as a result of shift and night work, cultural differences from crewmembers from other nations, etc.
•
General ill feeling as a result of work in confined spaces and development of sick-buildingsyndrome
• In port: hazards related to violence, drinks, drugs, prostitution, etc.
Section 3
Preventive measures
Inspect ladder before climbing. Never climb on a shaky ladder or a ladder with slippery or brokenrungs, be very careful when climbing a rope-ladder
Always wear adequate personal protective equipment, in particular safety helmets, safety shoes or bootswith metal caps and non-slip soles (sport shoes, mountaineering shoes, etc. are NOT safety shoes), goggles, etc.
Use gloves to avoid contact of skin to sharp edges, lubricants or cleaning formulations; do not use latex-
containing gloves if an allergy to latex has been diagnosed; do NOT use gloves when working near moving orrotating parts of machinery
Ventilate the work station site, according to need; if necessary wear a gas maskCh k l t i l i t f f t b f T k f lt t l t i l i t t
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
5/169
L2. Preventive Maintenance
INTRODUCTION
Preventive maintenance (PM) is an important component of a maintenance activity.
Within a maintenance organization it usually accounts for a major proportion of the
total maintenance effort. PM may be described as the care and servicing by indi-viduals involved with maintenance to keep equipment/facilities in satisfactory oper-
ational state by providing for systematic inspection, detection, and correction of
incipient failures either prior to their occurrence or prior to their development into
major failure.1 Some of the main objectives of PM are to: enhance capital equipment
productive life, reduce critical equipment breakdowns, allow better planning and
h d li f d d i t k i i i d ti l d t i
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
6/169
4. Testing: Periodically testing or checking out to determine serviceability
d d l i l/ h i l l d d d i
Figure 1 Elements of preventive maintenance.
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
7/169
TABLE 1
Preventive Maintenance Program Evaluation Questions
Answer
No. QuestionYes
(5 points)Maybe
(1–4 points)No
(0 points)
1 Is the trend in downtime recorded and
reported regularly?
2 Is there a formal PM program in place?
3 Are inspectors performing their inspection
duties full-time?
4 Are check sheets controlled to assure 100%
compliance?
5 Are inspection routes developed/scheduled
on the basis of work measurement
methods?
6 Are inspection reports randomly checked
by supervisor to determine their accuracy?
7 What percentage of downtime is due to
maintenance?
(≥ 8%) (8% ≤) (Unknown)
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
8/169
References 4 and 5 proposed the following principle or formula to be used whendeciding to go ahead with a PM program:
(1)
where
CPMS = total cost of preventive maintenance system,α = a factor whose value is proposed to be taken as 70%; more specifically,70% of the total cost of breakdowns,
NB = number of breakdowns,ACPBD = average cost per breakdown.
IMPORTANT STEPS FOR ESTABLISHINGA PM PROGRAM
To develop an effective PM program, the availability of a number of items is necessary.
Some of those items include accurate historical records of equipment, manufacturer’s
recommendations, skilled personnel, past data from similar equipment, service man-
l i id tifi ti f ll i t i t t t i t t d t l
NB( ) ACPBD( ) α ( ) CPMS>
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
9/169
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
10/169
MEAN PREVENTIVE MAINTENANCE TIME (MPMT)MPMT is the average item/equipment downtime needed to conduct scheduled PM.
This time does not include PM time expended on the equipment/item during oper-
ation or administrative and logistic downtime.
Mean time for PM is defined by
(2)
where
m = total number of data points,MPMT
i = mean or average time needed to perform ith preventive maintenance
action, for i = 1, 2, 3,…,m, f i = frequency of ith preventive maintenance action in actions per operating
hour after adjustment for equipment duty cycle.
MEDIAN PREVENTIVE MAINTENANCE TIME (MDPMT)
MPMT
f iMPMTii=1
m
∑
f ii=1
m
∑-------------------------------=
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
11/169
where y = value from table of normal distribution corresponding to the given percentage
value at which MXPMT is defined (e.g., y = 1.283 for the 90th percentileand y = 1.645 for the 95th percentile). log MPMTm is the mean of logarithmsof MPMTi and is expressed by
(5)
(6)
PM MODELS
log MPMTm
λ i log MPMTii=1
m
∑λ i
i=1
m
∑-----------------------------------------=
S logMPMT
log MPMTi( )2 logi=1
m
∑ MPMTi 2
m
–i=1
m
∑m 1–
-------------------------------------------------------------------------------------------------------------
1/2
=
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
12/169
By setting Eq. (8) equal to zero and then rearranging, we obtain
(9)
where
y∗ = optimum number of inspections per facility per unit of time.
By substituting Eq. (9) into Eq. (7) yields
(10)
whereTDT = total optimal downtime per unit of time for a facility.
Example 1
An engineering facility was observed over a period of time and we obtained the
following data:
y∗cT b
T i--------
1/2
=
TDT∗
2 cT iT b( )1/2=
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
13/169
For i = 1 and T = 0, the reliability of a redundant system subject to periodicmaintenance after every Y hours is given by
(12)
For i = 2 and T = 0, we have
(13)
In this case, the system must operate the first Y hours without experiencing failure.
Also, for another Y failure-free hours after the replacement of any failed part.
For 0 < T < Y , another T hours of system failure-free operation is required. Thus,
(14)
In general form Eq. (14) is
(15)
RY y Y =( ) R Y ( )=
RY y 2Y =( ) R Y ( )[ ]2=
RY y 2Y T +=( ) R Y ( )[ ]2 R T ( )=
RY y iY T +=( ) R Y ( )[ ]i R T ( )[ ], for i 0, 1, 2, 3,…; 0 T Y
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
14/169
Since
(20)
Equation (19) becomes
(21)
Example 2
Assume that two independent and identical machines form a parallel system. Eachmachine’s times to failure are exponentially distributed with a mean time to failure
of 200 h. The periodic preventive maintenance (PM) is performed after every 100 h.
Calculate the system mean time to failure with and without the performance of
periodic PM.
Using the information and the given data, the reliability of the two
unit parallel system is
R Y ( )[ ]ii=0
∞
∑ 11 R Y ( )–---------------------=
MTTFpm
R T ( )dT 0
Y
∫ 1 R Y ( )–----------------------=
http://tx427_12.pdf/http://tx427_12.pdf/
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
15/169
function of inspection frequency. Mathematically, it is defined as follows:
(23)
where
TDT(n) = facility/equipment total downtime per unit of time,DTi = equipment/facility downtime due to per-unit-of-time inspection,DTr = equipment/facility downtime due to per-unit-of-time repairs,n = inspection frequency,λ (n) = equipment/facility failure rate,µ = equipment/facility repair rate,1/ θ = mean of exponentially distributed inspection times.
By differentiating Eq. (23) with respect to n, we get
(24)
TDT n( ) DTr DTi+=
λ n( )µ
-----------n
θ---+=
d TDT n( )dn
------------------------d λ n( )
dn---------------
1
µ---
1
θ---+=
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
16/169
wheren∗ = optimal inspection frequency.
Example 4
Assume that in Example 3 we have the following:
Calculate the optimal value of the inspection frequency, n.
Inserting the given values into Eq. (28) yields
This means that roughly one inspection per month will be optimal.
INSPECTION OPTIMIZATION MODEL III
Thi i f l h i l d l h b d l l i i i
1µ--- 0.02 month, 1
θ--- 0.005 month, f = 1 failure per month= =
n∗ ln 1 0.02×0.005
------------------- 1.39 inspections per month= =
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
17/169
wherePLi = production output value loss per unit of time due to inspections,PLr = production output value loss per unit of time due to repairs,IC = inspection cost per unit of time,RC = repair cost per unit of time.
By differentiating Eq. (29) with respect to n and then equating it to zero yield
(30)
Rearranging Eq. (30), we get
(31)
The value of n will be optimal when left and right sides of Eq. (31) are equal. At
this point, the profit will be at its maximum value.
Example 5
d PR
dn-----------
p
θ---
p
µ---
d λ n( )dn
--------------–C i
θ-----–
C r
µ-----
d λ n( )dn
--------------–– 0= =
d λ n( )dn-------------- 1θ--- p C i+( ) pµ----C
r µ-----+ –=
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
18/169
Determine the optimal value of n by using Eq. (33).By inserting the specified data values into Eq. (33), we obtain
For optimal performance, approximately two inspections per month should be
performed.
PM MARKOV MODEL
This mathematical model represents a system that can either fail completely or undergo
periodic PM. The failed system is repaired. The system transition diagram is shown
in Fig. 3. The model is useful to predict system availability, probability of system
down for PM, and probability of system failure.
The following assumptions are associated with the model:
n∗
ln2 0.04 10,000 400+( )××
0.01 10,000 75+( )×---------------------------------------------------------------=
2.11 inspections per month=
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
19/169
Using the Markov method we write the following equations for Fig. 3:
1
(34)
(35)
(36)
At time t = 0, P0(0) = 1 and P p(0) = P1(0) = 0.
Solving Eqs. (34)–(36), we get
(37)
(38)
dP0 t ( )dt
---------------- λ λ p+( )+ µP1 t ( ) µ pP p t ( )+=
dP p t ( )dt
---------------- µ pP p t ( )+ λ pP0 t ( )=
dP1 t ( )dt
---------------- µP1 t ( )+ λ P0 t ( )=
P0 t ( )µ pµm1m2-------------
m1 µ p+( ) m1 µ+( )m1 m1 m2–( )
-------------------------------------------- em1t m2 µ p+( ) m2 µ+( )
m2 m1 m2–( )-------------------------------------------- e
m2t
–+=
P1 t ( )λµ p
1 2
-------------λ m1 λµ p+
1 1 2
------------------------------ em1t µ p m2+( )λ
2 1 2
------------------------------ em2t
–+=
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
20/169
Example 7Assume that in Eq. (44) we have λ = 0.005 failures per hour, λ p = 0.008 per hour,µ = 0.009 repairs per hour, and µ p = 0.009 per hour. Calculate the system steady-state availability.
Substituting the given values into Eq. (44) yields
There is an approximately 41% chance that the system will be available for service.
Specifically, the system steady-state availability is 41%.
PM ADVANTAGES AND DISADVANTAGES
The performance of PM has many advantages including increase in equipment
availability, performed as convenient, balanced workload, reduction in overtime,
AVSS0.009 0.009×
0.009 0.009×( ) 0.008 0.009×( ) 0.005 0.009×( )+ +-------------------------------------------------------------------------------------------------------------------------------=
0.4091=
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
21/169
Determine the system mean time to failure with and without performanceof periodic PM.
9. Obtain steady-state expressions for Eqs. (38) and (39). Obtain an
expression for the system steady-state unavailability.
10. What are the benefits and drawbacks of performing PM?
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
22/169
L3. PERFORMANCE
An important parameter for a marine diesel engine is the rating figure, usuallystated as brake horsepower (bhp) or kilowatts per cylinder at a given revolu-
tions per minute.
Although enginebuilders talk of continuous service rating (csr) and max-
imum continuous rating (mcr), as well as overload ratings, the rating which
concerns a ship owner most is the maximum output guaranteed by the engine-
b ild hi h h i ill i l d i d d i
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
23/169
110
70
80
90
100
15
13
11
9
7
bar
m e p , m i p
P C o m p ,
P m a x
100
90
80
70
60
50
40
bar (abs)
3.0
2.0
1.0
P S c a v .
T
- E x h a u s t G a s
450
400
350
300
C
Exhaust gas temp.
receiver
Exhaust gas temp.
after valves
Scav. air pressure
Comp. pressure
Max. pressure
mip
mep
Engine r/min
bar
r/min
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
24/169
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
25/169
cylinders, pistons and other parts may be much higher for one engine than for
another; this may be achieved by the adoption of more suitable materials, by
better design of shapes, thicknesses, etc., more satisfactory cooling and so on.A good example of the latter is the bore cooling arrangements, which is now
commonly adopted for piston crowns, cylinder liner collars and cylinder cov-
ers in way of the combustion chamber.
The piston speed is limited by the acceleration stresses in the materials,
the speed of combustion and the scavenging efficiency: that is, the ability of
the cylinder to become completely free of its exhaust gases in the short time ofone part cycle. Within limits, so far as combustion is concerned, it is possible
sometimes to increase the speed of an engine if the mean pressure is reduced.
This may be of importance for auxiliary engines built to match a given alterna-
tor speed.
For each type of engine, therefore, there is a top limit beyond which the
engine should not be run continuously. It is not easy to determine this maxi-mum continuous rating; in fact, it can only be satisfactorily established by
exhaustive tests for each size and type of engine, depending on the state of
development of the engine at the time.
If a cylinder is overloaded by attempting to burn too much fuel, combus-
tion may continue to the end of the working stroke and perhaps also until after
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
26/169
DERATING
An option available to reduce the specific fuel consumption of diesel engines
is derated or so-called ‘economy’ ratings. This means operation of an engine at
its normal maximum cylinder pressure for the design continuous service rating,
but at lower mean effective pressure and shaft speed.
By altering the fuel injection timing to adjust the mean pressure/maximum
pressure relationship, the result is worthwhile saving in fuel consumption. The
horsepower required for a particular speed by a given ship is calculated by the
naval architect, and, once the chosen engine is coupled to a fixed pitch pro-
peller, the relationship between engine horsepower, propeller revolutions and
ship speed is set according to the fixed propeller curve. A move from one point
on the curve to another is simply a matter of giving more or less fuel to the
engine.
Derating is the setting of engine performance to maximum cylinder pres-
sures at lower than normal shaft speeds, at a point lower down the propeller
curve. For an existing ship and without changing the propeller, this will result
in a lower ship speed, but in practice when it is applied to newbuildings, the
derated engine horsepower is that which will drive the ship at a given speed
with the propeller optimized to absorb this horsepower at a lower than normal
shaft speed.
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
27/169
high reliability) allow the ship’s engineer to accurately assess the performance
of the engine at any time.
The values of bhp, mean indicated pressure and revolutions per minute are,of course, capable of mutual variation within reasonable limits, the horsepower
developed per cylinder being the product of mean indicated (or effective) pres-
sure, the revolutions per minute and the cylinder constant (based on bore and
stroke). The actual maximum values for horsepower and revolutions to be used
in practice are those quoted by the enginebuilder for the given continuous serv-
ice rating.
PROPELLER SLIP
The slip of the propeller is normally recorded aboard ship as a useful pointer to
overall results. While it may be correct to state that the amount of apparent slip
is no indication of propulsive efficiency in a new ship design, particularly as a
good design may have a relatively high propeller slip, the daily variation in slip
(based on ship distance travelled compared with the product of propeller pitch
and revolutions turned by the engine over a given period of time) can be symp-
tomatic of the changes in the relationship of propulsive power and ship speed;
and slip, therefore, as an entity, is a useful parameter. The effects on ship speed
‘over the ground’ by ocean currents is sometimes considerable.
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
28/169
where K constant from shp and R for a set of conditions.
But R is proportional to V , for constant slip,
∴ shp K R1
3
where K 1 constant from shp and R for a set of conditions.
But
shp
imperial
p A c r R
K R
2
33000
13
π
( )
When A aggregate area of pistons (cm2 or in2), c 0.5 for two-stroke,
0.25 for four-stroke engines, or
T PAcr
RK R K R
33000
21
32 2
π
( )imperial
or
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
29/169
FUEL COEFFICIENT
An easy yardstick to apply when measuring machinery performance is the fuel
coefficient:
C
D V
F
2 3 3 /
where
C
fuel coefficient D displacement of ship in tons
V speed in knots
F fuel burnt per 24 h in tons
This method of comparison is applicable only if ships are similar, are run
at approximately corresponding speeds, operate under the same conditions and
burn the same quality of fuel. The ship’s displacement in relation to draught isobtained from a scale provided by the shipbuilders.
ADMIRALTY CONSTANT
C D V
2 3 3 /
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
30/169
between the trial trip power and sea service requirements of speed and loading
must ensure that the machinery is of ample capacity. One important variable on
the ship’s performance is that of the propeller efficiency.Propellers are designed for the best combinations of blade area, diameter,
pitch, number of blades, etc., and are matched to a given horsepower and speed
of propulsion engine; and in fact each propeller is specifically designed for the
particular ship. It is important that the engine should be able to provide heavy
torque when required, which implies an ample number of cylinders with abil-
ity to carry high mean pressures. However, when a propeller reaches its limit ofthrust capacity under head winds, an increase in revolutions can be to no avail.
In tank tests with models for powering experiments the following particu-
lars are given.
Quasi-Propulsive Coefficient (Q)
Q
model resistance speed
2 torque rev/min
work got out per
π
min
work put in per min
Total Shaft Horsepower at Propeller (EHP)
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
31/169
Typical values for the quasi-propulsive coefficient (Q) are as follows:
tanker 0.67–0.72, slow cargo vessel 0.72–0.75, fast cargo liner 0.70–0.73, ferry
0.58–0.62 and passenger ship 0.65–0.70.
POWER BUILDUP
Figures 3 and 4 are typical diagrams showing the propulsion power data for a
twin-screw vessel. In Figure 3 curve A is the EHP at the trial draught; B is the
EHP corrected to the contract draught; C is the shp at trial draught on the Firth
of Clyde; D is the shp corrected to the contract draught; E is the power service
curve from voyage results; F shows the relation between speed of the ship and
engine revolutions on trials and G is the service result. The full-rated power of
the propelling engines is 18 000 bhp; the continuous service rating is 15 000 bhp.
In Figure 3 curves A to D show shp as ordinates and the speed of the ship as
abscissae. In Figure 4 powers are shown as ordinates, revolutions as abscissae.
0.60
0.70
e h p / s h p
D C
Contract draft
Trial draft
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
32/169
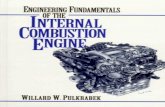
Figure 5 shows the relationship between revolutions, power and brake
mean pressure for the conditions summarized in Figures 3 and 4. A fair line
drawn through the observed points for the whole range shows the shp to increaseapproximately as the cube of the revolutions and the square of the bmep. For
the range 95–109 rev/min, the index increases to 3.5 for the power and 2.5 for
the bmep. Between 120 rev/min and 109 rev/min, a more closely drawn curve
shows the index rises to 3.8 and the bmep to 2.8. In Figure 5 ordinates and
abscissae are plotted to a logarithmic base, thus reducing the power/revolution
and the pressure/revolution curves to straight lines, for simplicity.
TRAILING AND LOCKING OF PROPELLER
In Figure 6, the normal speed/power curves for a twin-screw motor vessel on
the measured mile and in service are shown.
The effect upon the speed and power of the ship when one of the propellers
is trailed, by ‘free-wheeling’, is indicated in the diagram. The effect of one of
the propellers being locked is also shown.
Figure 7 shows the speed/power curves for a four-screw motorship under
the following conditions:
1. When all propellers are working
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
33/169
17000
16000
15000
14000
13000
12000
11000
10000
s h p
→
90 95 100 105 110 115
rev/min→
5.5
5.0
Slope = 3.8
s h p
S l o
p e
= 3 . 5
S
l o p e
= 2 . 5
+
+
+
b m p
S l o p e
= 2 . 8
+
b m p ( k g
/ c m
2 )
3.5
6.0
4.5
4.0
FIGURE 5 Engine trials: power, revolutions and mean pressure
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
34/169
16000
14000
12000
10000
8000
6000
4000
2000
06 8 10 12 14 16 18 20
Speed in knots
Two wing screws only
B . H . P .
Four screws working
Two centre screws only
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
35/169
Table 1 Ship stopping trials
1 2 3 4 5 6
Test No. Ahead Speedof ApproachKnots
(rev/min)
Propellers PropellersStopped(min)
ShipStopped(min)
Distance Travelled(Nautical
Miles)
P. S.
I 23.0 (119) Trailing; unlocked 16.4 14.9 — 2.0
II 14.5 (75) Trailing; unlocked 12.5 12.1 17.0 1.4
III 13.5 (75) Trailing; locked 1.5 1.5 13.0 0.8
IV 15.0 (75) Ahead running
checked; no
additional asternpower
1.3 1.3 5.2 0.5
V 14.8 (75) Engine stopped;
astern as quickly
as possible
0.7 0.8 3.1 0.4
VI 22.4 (116) Trailing; unlocked 1.5 1.6 15.0 1.1
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
36/169
Table 2 Engine reversing and ship stopping
Ship Engine
Type
Ahead
(rev/min)
Time for
EngineStopping(s)
Engine
MovingAstern(s)
Astern
Running
Ship
Stopped
rev/min
s min s
Largepassenger
D.A.2C.
(twin)
65 — 30 — — 4 2
Small fast
passenger
S.A.
2C. tr.
(twin)
217 53 63.5 160 72.5 2 15
195 35 45 160 60 1 54
220 45 59 170 81 2 5
Passenger Diesel
electric
(twin)
92 110 — 80 225 5 0
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
37/169
L4.
ENGINE INDICATOR AND INDICATOR DIAGRAMS
An engine indicator is used to record pressure*olume or indicator diagrams taken off engines, the areas
of these indicator diagrams represent the work done per cycle of one unit.
There are two types of engine indicators:
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
38/169
Po0er Indi*ator Diagra&.Beferring to the Indicated diagram '3ower card&, the area of the diagram di*ided y its length represents
the mean pressure effecti*ely pushing the piston forward and transmitting useful energy to the crank in
one cycle. This, e!pressed in Nm=, is termed the indicated mean effecti*e pressure 'p&&.
3ower is the rate of doing work 'asic unit is the Datt& or:
$ Datt $ Rs Nms
Let!
p& mean effecti*e pressure 'Nm=&.A area of piston 'm=&.
9 length of stroke 'm&. N Numer of power stroke per second.
T8en!
A*erage force 'N& on piston p& ! A newtons.Dork done 'R& in one power stroke 3& ! A ! 9 newton0metres 2oules.
Dork per second 'Rs D& p& ! A ! 9 ! n watts of power,
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
39/169
Engine Indi*ator.
An engine indicator consists of a small ore cylinder containing a short stroke piston which is su2ected
to the same *arying pressure that takes place inside the engine cylinder during one cycle of operations.This is done y connecting the indicator cylinder to the top of the engine cylinder in the case of single0
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
40/169
Line Diagra& o" Engine Indi*ator.
Ao*e figures show an engine indicator which is suitale for taking indicator diagrams of steam
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
41/169
7. COMPRESSION DIAGRAM:
This is taken in a similar manner to the power card ut with the fuel shut off from the cylinder. The
height of this diagram shows ma!imum compression pressure. If compression and e!pansion line
coincide, it shows that the indicator is correctly synchroni1ed with the engine.
+. DRA> CARD or O-T6OF6P+ASE DIAGRAM!
Taken in a similar manner to the power card with fuel pump engaged ut with the indicator drum ?-
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
42/169
T>O6STRO#E CCLE.
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
43/169
Tpi*a Po0er Card 0it8 O4t O" P8ase Card ta%en on t8e sa&e Diagra&.
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
44/169
Card ta%en 3 Ee*troni* De?i*e.
• Typical print taken from an electronic measuring de*ice.
•
3ressure and their rele*ant angles are automatically printed on to the card.• 5ery useful for checking engine performance.
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
45/169
. Co&34stion.
This is an e!othermic reaction 'one in which heat is lierated y the action& etween a fuel and o!ygen.
9i(uid fuels consist of caron, F hydrogen, in the form of hydrocarons, with small (uantities of
sulphur F traces of other metallic Impurities such as *anadium.A typical fuel analysis, y mass would e:
" Q, H7 $7Q, % +Q, with a ".5. of ;;--- KRKg.
'$?--- 6Tl.&The o!ygen is otained from the air, which can e considered to contain
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
46/169
In a slow speed engine the lag period accounts for up to of crank mo*ement. In a high speed engine it
may account for 7- or more and ecause of point 'a& it is necessary to use fuel lines of similar lengthfor all cylinders, when the fuel pumps are grouped together.
Ignition Dea.Ignition delay is another short period of time delay, which is sufficient to account for se*eral degrees of
crank angle. %e*eral factors are in*ol*ed:
a& %preading and penetrating of the fuel in to the clearance *olume space.
& Heating of the fuel to cause *apori1ation F then e!ceeding the fuels spontaneousignition temperature.
c& 4i!ing of the fuel F air in the clearance *olume space efore detonation.
Constant $o4&e Co&34stion.Ignition occurs at T.).". when the fuel charge, which has entered during the ignition delay period, urns
rapidly causing a sharp rise in cylinder pressure with little mo*ement of the piston occurring. 4odernfour stroke engines may attain $-- arS at this point where as a two stroke engines are likely to operate
with pressures of ar.
Dire*t B4rning.
The remainder of the fuel urns as it enters the cylinder and mi!es with air. The e!cess air and
comustion gases pre*ent high temperatures and rapid comustion so the pressure remains aout
constant. In2ection and comustion should cease simultaneously at the end of this period.
Fa*tors A""e*ting Co&34stion.
In order to attain good comustion it is essential that:a& %ufficient air is supplied.
& "ompression is high enough to gi*e a temperature ao*e the spontaneous ignition temperature.
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
47/169
a& The air is static or slow mo*ing and the mi!ing energy is otained from the fuel particles.
In2ection pressures of 7-- to around $--- ars are needed from multi0holed no11le in2ectors.Ad*antages are, simplicity, economy and easier for cold starting the engine. The latter ecause
little air mo*ement means reduced heat loss to the cold liner and piston crown 'also assists in the
urning of hea*y fuel&. )isad*antages are in producing and sealing high fuel pressures. & The air is made to swirl rapidly at the end of the compression stroke y using a pre0designed
comustion chamer. %ingle holed no11les and lower fuel pressures are used,
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
48/169
This results in @)iesel knock, the effects of which are determined o2ectionale. 4any engines are
timed later than that which gi*es ma!imum mean effecti*e pressure to reduce the rate of pressure riseand the ma!imum pressure. This howe*er in*ol*es some sacrifice in efficiency and power output.
Engine R.P.M.
%ince the delay period is determined mainly y the fuel characteristics, it follows that delay tends to eindependent of engine speed. The delay angle howe*er will *ary with engine speed and ha*e
considerale influence on the pressure crank angle diagram.
In each case $- deg. 6T)" F 7-deg. 6T)" the delay angle is increased with increase in speed.
6 6 6 6 6 6 6! +ig8 Speed. 00000000000: %low %peed.
Ot8er "a*tors in"4en*ed 3 engine speed &a in*4de.
$. #uel spray characteristics 'since fuel pumps are engine dri*en and pressure and temperature in
cylinder affect secondary atomisation&.
7. 5olumetric Efficiency 'since the piston speed F *al*e opening characteristics influence the gas
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
49/169
#rom the ao*e diagram it may e seen that:
$. The delay period is not effected.7. There is little reduction in rate of pressure rise.
+. 3ro*ided that only a small proportion of the fuel is in2ected during the delay, it will ha*e limited
effect, on the ma!imum pressure."omustion can take place with e!tremely low #uelAir ratios, proaly due to urning taking place
close to the in2ector where the local #A is high enough for stale reactions to occur.
T4r34en*e.
The turulence effect is proaly associated more with the mi!ing process rather than with propagationof chemical reactions.
Turulence takes place possily in two ways:
$. 3rimary turulence : )ue to the way in which the air enters the cylinder. In large diesel engines
this is produced y the angularity of the inlet ports, near the end of compression, when the airdensity is high, the effecti*e swirl will e greatly reduced.
7. %econdary turulence : %(uish, is produced, y the shape of the piston crown and cylinder head.The air is made to mo*e readily inward and across the path of the automised fuel. This may help
to secure short second and third comustion stages.
Turulence after complete comustion, say due to detonation, can reak down the cool insulating layer
of gas near the cylinder head wall, which will:$. Beaches cylinder wall temperature locally 'Hot spot&.
7. Increases heat loss to cooling water.
+. 6reaks down the oil film on the cylinder walls. 3romotes micro sei1ure and ser*ice wear.
Co&pression ratio.
The compression ratio determines the air pressure and the temperature at the moment of fuel in2ection
and will ha*e a considerale influence on the degree of secondary automisation, the delay period, andthe rate of rise of ma!imum pressure. Increasing the compression ratio alone, in the range used for diesel
engines, has only a marginal effect on the power de*eloped and cycle efficiency.
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
50/169
L5. FUEL OILS, LUBRICATING OILSAND THEIR TREATMENT
Crude oil is, at the present time, the source of most fuel oils for marine use.
Synthetic fuels are being developed but will probably be too expensive for ship propulsion.
Solid fuel, such as coal, is returning in a small way for certain specialized trade runs. The
various refined products of crude oil seem likely to remain as the major forms of marinefuel.
The refining process for crude oil separates by heating and distillation the various
fractions of the oil. Paraffin fuel would be used in gas turbine plants, gas oil in high- and
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
51/169
indicated as cetane number, diesel index and calculated cetane index; the higher the value
the better the ignition quality of the fuel.
The flash point is a figure obtained and used mainly to indicate the maximum safestorage temperature. The test determines the temperature at which the fuel will give off
sufficient vapours to ignite when a flame is applied. Two values are possible: an open flash
point for atmospheric heating, and a closed flash point when the fuel is covered while
heating.Low-temperature properties are measured in terms of pour point and cloud point.
The pour point is slightly above the temperature at which the fuel just flows under its own
weight. It is the lowest temperature at which the fuel can be easily handled. At the cloud
point waxes will form in the fuel. Below the cloud point temperature, pipe or filter blockingmay occur.
The carbon residue forming property of a fuel is usually measured by the
Conradson method. Controlled burning of a fuel sample gives a measure of the residualcarbon and other remains.
Sulphur content is of importance since it is considered a cause of engine wear. A
maximum limit, expressed as a percentage by weight, is usually included in specifications.The calorific value of a fuel is the heat energy released during combustion. Two
values are used, the more common being the Higher Calorific Value, which is the heatenergy resulting from combustion. The Lower Calorific Value is a measure of the heat
energy available and does not include the heat energy contained in steam produced duringcombustion but passing away as exhaust. The measurement is obtained from a bomb
calorimeter test where a small fuel quantity is burnt under controlled conditions.
The various fuel properties have different effects on performance of the engine andthe storage and handling requirements of the system. Blending and the use of various
additives will also influence both the engine and the system.
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
52/169
may act as oxidation inhibitors, wear reducers, dispersants, detergents, etc. The important
lubricant properties will now be examined.
Viscosity has already been mentioned with respect to fuel oils, but it is also animportant property of lubricating oils. Viscosity index is also used, which is the rate of
change of viscosity with temperature.
The Total Base Number (TBN) is an indication of the quantity of alkali, i.e. base,
which is available in a lubricating oil to neutralise acids.The acidity of an oil must be monitored to avoid machinery damage and
neutralisation number is used as the unit of measurement.
The oxidation resistance of a lubricant can also be measured by neutralisation
number. When excessively oxidised an oil must be discarded.The carbon-forming tendency of a lubricating oil must be known, particularly for
oils exposed to heat. A carbon residue test is usually performed to obtain a percentage
value.The demulsibiliti of an oil refers to its ability to mix with water and then release the
water in a centrifuge. This property is also related to the tendency to form sludge.
Corrosion inhibition relates to the oil's ability to protect a surface when water is present in the oil. This is important where oils can be contaminated by fresh or salt water
leaks.The modern lubricant must be capable of performing numerous duties. This is
achieved through blending and additives. It must prevent, metal-to-metal contact andreduce friction and wear at moving parts. The oil must be stable and not break down or
form carbon when exposed to high temperatures, such as where oil cooling is used. Any
contaminants, such as acidic products of combustion, must be neutralised by alkalineadditives; any carbon build up on surfaces must be washed away by detergent additives and
held in suspension by a dispersant additive. The oil must also be able to absorb water and
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
53/169
useful where oil cooling of pistons occurs or where contamination by combustion products
is possible.
Oil treatment
Both fuel oils and lubricating oils require treatment before passing to the engine.This will involve storage and heating to allow separation of water present, coarse and fine
filtering to remove solid particles and also centrifuging.
The centrifugal separator is used to separate two liquids, for example oil and water,
or a liquid and solids as in contaminated oil. Separation is speeded up by the use of acentrifuge and can be arranged as a continuous process. Where a centrifuge is arranged to
separate two liquids, it is known as a 'purifier'. Where a centrifuge is arranged to separate
impurities and small amounts of water from oil it is known as a 'clarifier'.The separation of impurities and water from fuel oil is essential for good
combustion. The removal of contaminating impurities from lubricating oil will reduce
engine wear and possible breakdowns. The centrifuging of all but the most pure clean oilsis therefore an absolute necessity.
Centrifuging
A centrifuge consists of an electric motor drive to a vertical shaft on the top ofwhich is mounted the bowl assembly. An outer framework surrounds the assembly and
carries the various feed and discharge connections.
1. feed
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
54/169
The bowl can be a solid assembly which retains the separated sludge and operates
non-continuously, or the bowl can be arranged so that the upper and lower parts separate
and the sludge can be discharged while the centrifuge operates continuously.The dirty oil isadmitted into the centre of the bowl, passes up through a stack of discs and out through the
top (Figure 1).
The purifying processThe centrifugal separation of two liquids, such as oil and water, results in the
formation of a cylindrical interface between the two. The positioning of this interface
within the centrifuge is very important for correct operation. The setting or positioning of
the interface is achieved by the use of dam rings or gravity discs at the outlet of thecentrifuge. Various diameter rings are available for each machine when different densities
of oil are used. As a general rule, the largest diameter ring which does not break the 'seal'
should be used.
The clarifying process
Cleaning oil which contains litde or no water is achieved in a clarifier bowl wherethe impurities and water collect at the bowl periphery.
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
55/169
outwards. The water and impurities form a sludge which moves outwards along the
undersides of the discs to the periphery of the bowl.
Non-continuous operationCertain designs of centrifuges are arranged for a short period of operation and are
then shut down for cleaning. After cleaning and removal of the sludge from the bowl, the
machine is returned to service. Two different designs are used for this method of operation:a long narrow bowl and a short wide bowl. The narrow-bowl machine has to be cleaned
after a shorter running period and requires dismantling in order to clean the bowl. Cleaning
of the bowl is, however, much simpler since it does not contain a stack of discs. The
wide-bowl machine can be cleaned in place, although there is the added complication ofthe stack of conical discs which must be cleaned.
Continuous operationModern wide-bowl centrifuge designs enable continuous operation over a
considerable period of time. This is achieved by an ejection process which is timed to
discharge the sludge at regular intervals. The sludge deposits build up on the bowl periphery as separation continues, and the ejection process is timed to clear these deposits
before they begin to affect the separation process. To commence the ejection process theoil feed to the centrifuge is first shut off and the oil remaining in the bowl is removed by
admitting flushing water. Water is then fed into the hydraulic system in the bottom of the bowl to open a number of spring-loaded valves. This 'operating' water causes the sliding
bowl bottom to move downwards and open discharge ports in the bowl periphery. The
sludge is discharged through these ports by centrifugal force (Figure 3). Closing 'operating'water is now fed in to raise the sliding bowl up again and close the discharge ports.
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
56/169
discharge, e.g. total discharge, controlled partial discharge, and so on. With controlled
partial discharge the oil supply is not shut off and not all of the sludge is discharged. In this
way the separation process is not stopped. Whatever method is adopted the centrifuge can be arranged so that the discharge process is performed manually or by an automatic timer.
Maintenance
The bowl and the disc stack will require periodical cleaning whether or not anejection process is in operation. Care should be taken in stripping down the bowl, using
only the special tools provided and noting that
some left-hand threads are used. The centrifuge is a perfectly balanced piece of
equipment, rotating at high speeds: all parts should therefore be handled and treated withcare.
Heavy fuel oil separation
Changes in refinery techniques are resulting in heavy fuel oils with increaseddensity and usually contaminated with catalytic fines. These are small particles of the
catalysts used in the refining process. They are extremely abrasive and must be removedfrom the fuel before it enters the engine. T he generally accepted maximum density limitfor purifier operation is 991 kg/m3 at 15°C.
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
57/169
level is reached. The water will be discharged from sludge ports in the bowl or, if the
amount is large, from a water drain valve.
The ALCAP system has also proved effective in the removal of catalytic fines fromfuel oil.
Lubricating oil centrifuging
Diesel engines
Lubricating oil in its passage through a diesel engine will become contaminated by
wear particles, combustion products and water. The centrifuge, arranged as a purifier, is
used to continuously remove these impurities.The large quantity of oil flowing through a system means that full flow lubrication
would be too costly. A bypass system, drawing dirty oil from low down in the oil sump
remote from the pump suction and returning clean oil close to the pump suction, istherefore used. Since this is a bypass system the aim should be to give the lowest degree of
impurity for the complete system, which may mean running the centrifuge somewhat
below the maximum throughput.
Water-washing during centrifuging can be adopted if the oil manufacturer or
supplier is in agreement; but some oils contain water-soluble additives, which would ofcourse be lost if water-washed. The advantages of water-washing include the dissolving
and removal of acids, improved separation by wetting solid impurities, and the constantrenewal of the bowl liquid seal. The washing water is usually heated to a slightly higher
temperature than the oil.
Detergent-type oils are used for cleaning as well as lubricating and find a particularapplication in trunk-type engines and some slow-speed engines. Detergent-type oil
additives are usually soluble and must not therefore be water-washed.
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
58/169
Shipboard experience with homogenisers is limited and generally not favourable.
Most authorities consider it better to remove water and solid contaminants than simply
grind them down.
Blenders
Blending is the mixing of two fuels, usually a heavy fuel and marine diesel oil. The
intention is to produce an intermediate-viscosity fuel suitable for use in auxiliary diesels.The fuel cost savings for intermediate fuel grades are sufficient to justify the cost of the
blending plant. Furthermore no supply problems exist since the appropriate mixture can be produced by the blender from available heavy and marine diesel oils.
The blending unit thoroughly mixes the two fuels in the appropriate proportions before supplying it to a blended fuel supply tank.
Compatibility can be a problem and tests should be conducted on any new fuel
before it is used. Incompatible fuels may produce sludge or sediment. The cracked residues
presently supplied from many refineries are very prone to incompatibility problems when blended with marine diesel oil.
Filters and strainers
Mechanical separation of solid contaminants from oil systems (fuel andlubricating) is achieved by the use of filters and strainers. A strainer is usually a coarse
filter to remove the larger contaminating particles. Both are arranged as full flow units,
usually mounted in pairs (duplex) with one as a standby.
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
59/169
central tube to the lower chamber and out of the unit A magnetic filter can be positioned as
shown in the central tube.
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
60/169
A spring-loaded bypass is shown in the diagram, for lubricating oil filters only, to
ensure a flow of oil should the filter become blocked. The cartridge in the design shown is
disposable although designs exist to enable back-flushing with compressed air to clean thefilter element as required. The filter unit shown will be one of a pair which can be
alternately in service.
In full-flow filtration systems all the oil passes through the filter on its way to theengine. In a by-pass system most of the oil goes to the lubrication system and a part is
by-passed to a filter. A higher pressure drop across the filter can then be used and a slower
filtration rate. A centrifugal filter can be used in a by-pass system where the oil passesthrough a rotor and spins it at high speed (Figure 6). Dirt particles in the oil are then
deposited on the walls of the rotor and the clean oil returns to the sump. This type of filtercannot block or clog and requires no replaceable elements. It must be dismantled for
cleaning of the rotor unit at regular intervals.
Body
Hollow spindle
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
61/169
prevention. The higher the temperature in settling, service and drain tanks holding fuel or
lubricating oils, the better.
Test kits are available to detect the presence of bacteria, and biocides can be used tokill all bacteria present in a system. The system must then be thoroughly flushed out.
Exhaust emissions
Exhaust gases from engines and boilers contain atmospheric pollutants which are principally nitrogen oxides (NOx), sulphur oxides (SOJ, carbon oxides and unburnt
hydrocarbon particulates. These various pollutants contribute to smog and acid rain, andcarbon oxides contribute to the greenhouse effect, which is increasing global temperatures.
The IMO Marine Environment Protection Committee is considering ways to reducethe pollutants in exhaust emissions. IMO is to add a new Annex to MARPOL 73/78 to deal
with atmospheric pollution.
The SOx content of emission may be reduced by either a reduction of the sulphur
content in fuels or an exhaust gas treatment system. New engine technology may reduce NOx formation and thus emissions, while carbon oxides can be reduced by good plant
maintenance.Selective Catalytic Reduction Systems are in use on some vessels, which are said to
reduce NOX emissions by 90 per cent and carbon oxides by 80 per cent. The equipment has
been successfully operated on new buildings and more recently as a retrofit on existing
ships.Major research initiatives are underway by engine builders, and classification
societies, in cooperation with shipowners, in order to obtain data regarding achievable
targets and suitable methods of measurement. This data will enable IMO and National
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
62/169
L6. ENGINEROOM SAFETTY MATTERS
Air Start Explosions
Air Start explosions occur during a start sequence, when oil, which can accumulate in the air startreceivers or on the surface of the start air lines, becomes entrained with high pressure air in the air startmanifold and is ignited. The most infamous incident happened onboard the Capetown Castle in 1960
which killed 7 men.
In 1999, a large container ship, built in 1981 and fitted with a large bore two-stroke engine, suffereddamage when the starting air manifold was blown apart by an internal explosion. This occurred during
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
63/169
- A recent theory by ClassNK has concluded that the principal cause of explosions in starting airmanifolds of marine engines is probably the auto ignition of oil deposited on the inner surfaceof the manifold, not backfire from cylinders as previously thought. Auto-ignition conditionsoccur because of the high temperature generated by the rapid inflow of high-pressure air, saysthe research. This incoming air compresses air downstream of the main starting valve, causingits temperature to reach as high as 400°C which in some cases causes oil deposits in themanifold to self-ignite leading to an explosion. ClassNK has adapted its safety requirements fora starting system to account for the findings. It now requires the fitting of rupture discs to the
manifold on engines with a flame arrester in each branch pipe leading to the cylinders. This isbeyond IACS unified requirements, which account for cylinder backfire as the cause of startingair manifold explosions.
To minimise the risk of explosions, the oil carry over from the compressor should be reduced to aminimum. Class regulations require that the air compressor’s air intakes are located in an oil-freeatmosphere, and a drain/filter for intercepting oil/water mist is fitted between compressor discharge
and air receiver. There must be complete separation of compressor discharge and starting air supply toengines at the receiver which is fitted with a drain and a relief valve.
The air start system must be protected with a non return valve at the starting air supply to each engine. This is normally part of the automatic valve which opens when an air start is initiated.
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
64/169
For non-reversing and auxiliary engines >230 mm bore a single flame arrester or bursting disc is
acceptable fitted at the supply inlet to the starting air manifold.
Although not part of IACS regulations, a relief valve may be fitted to the manifold where flamearrestors are used instead of bursting discs.
Unsatisfactory practices which have led to explosions in the air start system include:
- ‘Tell tales/drains’ at each end of the starting air manifold found to have been blanked off withscrewed plugs.
- Failure to drain starting air receivers and starting air pipes at regular intervals or beforemanoeuvring.
- Failure to check for leaking air start valves.
- Failure to maintain starting air valves and systems strictly in accordance with manufacturersrecommended practices.
- Failure to maintain fuel valves correctly.
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
65/169
Bursting Disks
The safety cap consists of a bursting disk enclosed by a perforated cylinder and a perforated cover inorder to protect any bystanders, in the event of a burst. The cover is fitted with a tell tale, which showsif the bursting disc has been damaged. If the bursting disc of the safety cap is damaged due to excessivepressure in the starting air line, overhaul or replace the starting valve which caused the burst, andmount a new disk.
If a new disk is not available, or cannot be fitted immediately, then the cover can be turned in relation
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
66/169
Lost Motion
On a two stroke engine, the fuel pumps must be retimed when the engine is required to reversedirection (i.e. run astern). This is done by moving the fuel pump cams or fuel pump cam followerpositions relative to the crankshaft.
The fuel pump cam follower is moving up the riseof the cam on the delivery stroke. The cam iscorrectly in time with the engine
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
67/169
If, at this point the engine is stopped, and is started in the reverse direction (astern), the crankshaft nowmoves in an anticlockwise direction. Then the piston in this particular unit is now moving down thecylinder and is just after TDC. At this point fuel injection should have just finished. However, bystudying the picture of the cam (right) it can be seen that the camshaft has reversed direction (becauseit is directly driven from the crankshaft), and is also rotating anticlockwise.
In the picture the follower is moving down the cam which means the fuel pump plunger is justfinishing the suction stroke; i.e completely out of time with the engine.
So that the Fuel Pump cam is timed correctly with the crankshaft when the engine is reversed, the fuel
pump cams are rotated by a hydraulic servomotor which changes the position of the cams relative tothe crankshaft. The angle through which the cams are turned is known as the Lost Motion angle.
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
68/169
Because the engine is started using compressed air admitted through the air start valves, the operatingmechanism for these must also be retimed.
This is not the only method of reversing a two stroke engine. Other methods include moving the wholecamshaft axially so that a different set of cams are used, and a rather clever method used by MAN-B&W which alters the position of the cam followers.
The fuel pump cam on the MAN B&W MC series engine is designed to raise the plunger on theinjection stroke and then keep the plunger at the top of its stroke while the follower stays on the peakof the cam until just before the next delivery stroke when the follower returns to the base circle of thecam, and the fuel pump plunger moves down on its suction stroke.
The animation on the left shows the cam follower just beginning to move up the slope of the cam withthe camshaft rotating in anticlockwise direction. (i.e. start of injection)
If the engine direction is reversed at this point, then air will enter the pneumatic cylinder as shown and will move the piston to the right. The cam follower will be moved across and would finish in theposition shown which would be at the correct fuel pump timing for running astern.
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
69/169
Two Stroke Exhaust Valve Timing
If a timing diagram for a two stroke engine is examined, it can be seen that the exhaust valve starts toopen at about 110º after TDC (position 4 on the diagram). After the initial blowdown of the exhaustgas from the cylinder, the scavenge ports are opened at about 140º after TDC (position 5), as the pistonmoves down the cylinder.
The position of the scavenge ports is fixed in the cylinder liner, and so it should be obvious that theiropening and closing must be symmetrical about BDC, and therefore they close at 140º before TDC as
the piston moves up the cylinder on the compression stroke. When the engine is operating in thereverse direction, the timing of the opening and closing of the scavenge ports remains the same.
The exhaust valve can be timed to open and close symmetrically about BDC, and so again it means that when the engine is reversed, the exhaust valve will open and close at the same time as when the engineis running ahead. This means that there is no need to alter the position of the exhaust cams for asternrunning.
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
70/169
Scavenge Fires
Introduction
For a scavenge fire to begin there must be present a combustible material, oxygen or air to supportcombustion, and a source of heat at a temperature high enough to start combustion. In the case ofscavenge fires the combustible material is oil. The oil can be cylinder oil which has drained down fromthe cylinder spaces, or crankcase oil carried upwards on the piston rod because of a faulty stuffing box.In some cases the cylinder oil residues may also contain fuel oil. The fuel may come from defectiveinjectors, injectors with incorrect pressure setting, fuel particles striking the cylinders and other similar
causes. The oxygen necessary for combustion comes from the scavenge air which is in plentiful supplyfor the operation of the engines. The source of heat for ignition comes from piston blowby, slowignition and afterburning, or excessive exhaust back pressure, which causes a blowback through thescavenge ports.
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
71/169
cylinders must be increased to prevent seizure and all scavenge drains must be shut to prevent thedischarge of sparks and burning oil from the drains into the engine room. A minor fire may shortlyburn out without damage, and conditions will gradually return to normal. The affected units should berun on reduced power until inspection of the scavenge trunking and overhaul of the cylinder and pistoncan be carried out at the earliest safe opportunity. Once navigational circumstances allow it, the engineshould be stopped and the whole of the scavenge trunk examined and any oil residues found roundother cylinders removed. The actual cause of the initiation of the fire should be investigated.
If the scavenge fire is of a more major nature, ifthere is a risk of the fire extending or if the
scavenge trunk is adjacent to the crankcase withrisk of a hot spot developing it sometimesbecomes necessary to stop the engine. Normalcooling is maintained, and the turning gearengaged and operated. Fire extinguishingmedium should be applied through fittings inthe scavenge trunk: these may inject carbondioxide, dry powder or smothering steam. The
fire is then extinguished before it can spread tosurfaces of the scavenge trunk where it maycause the paint to start burning if special noninflammable paint has not been used. Boundarycooling of the scavenge trunk may be necessary.Keep clear of scavenge relief valves, and do notopen up for inspection until the engine hascooled down.
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
72/169
After extinguishing the fire and cooling down, the scavenge trunking and scavenge ports should becleaned and the trunking together with cylinder liner and water seals, piston, piston rings, piston skirt,piston rod and gland must be inspected. Heat causes distortion and therefore checks for binding ofpiston rod in stuffing box and piston in liner must be carried out. Tightness of tie bolts should be
checked before restarting the engine. Inspect reed valves if fitted, and scavenge relief valve springs. Fireextinguishers should be recharged at the first opportunity and faults diagnosed as having caused the firemust be rectified.
Prevention
To prevent scavenge fires good maintenance and correct adjustment must be carried out. Scavengetrunking must be periodically inspected and cleaned and any buildup of contamination noted andremedied. The drain pockets should also be cleaned regularly to remove the thicker carbonized oilsludges which do not drain down so easily and which are a common cause of choked drain pipes.Scavenge drains should be blown regularly and any passage of oil from them noted. The piston ringsmust be properly maintained and lubricated adequately so that ring blow-by is prevented. At the sametime one must guard against excess cylinder oil usage. With timed cylinder oil injection the timing
should be periodically checked. Scavenge ports must be kept cleared
The piston-rod packing rings and scraper rings should also be regularly adjusted so that oil is preventedfrom entering the scavenge space because of butted ring segments. This may and does occurirrespective of the positive pressure difference between the scavenge trunk and the crankcase space.
Fuel injection equipment must be kept in good condition, timed correctly, and the mean indicatedpressure in each cylinder must also be carefully balanced so that individual cylinders are not overloaded.
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
73/169
Crankcase Explosions
Introduction
September 11th or 9/11 stands out in our minds for obvious reasons. However there was another9/11, 11th September 1947, when a crankcase explosion on the Reina del Pacifico killed 28 men andinjured 23 and led to the development of crankcase relief valves and oil mist detectors. Of course therehad been crankcase explosions before this, but none which had such devastating consequences.
Between 1990 and 2001 143 crankcase explosions were reported to Lloyds Register which have about
20% of the worlds shipping in its class, so if we use that as a factor, we can estimate the total reportedincidents were 715 in 11 years or about 65 a year. Don't forget that these are reportable incidents, i.e.those where the damage sustained has warranted a major repair or has resulted in injury. Minorexplosions may have gone unreported, and it is possible that the actual number of incidents is morethan double those reported. - maybe 3 a week!!
Of those incidents reported to Lloyds, 21 explosions happened in two stroke marine diesel engines and122 in four stroke marine diesel engines. But this doesn't mean that four stroke engines are more likely
to have an explosion; there are 7 times as many four stroke engines at risk than two stroke engines.
Sequence of events leading up to a crankcase explosion
For an explosion to occur there must be a source of air (oxygen), fuel and ignition. Oxygen is present
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
74/169
Although the most common cause of of a localised hotspot is due to friction, it is not the only cause ofa crankcase explosion. A cracked piston crown, blowby or an external fire have caused crankcaseexplosions in the past.
Primary and secondary crankcase explosions
Severity of explosions vary between a puff which may lift a relief valve to a violent explosions whichcauses major damage and may injure personnel and cause a fire. Evidence indicates that the longer thecombustion path, the more violent the explosion. This has become an area of concern with the large
two strokes of today which may have a crankcase volume of 500m3 +.
When an explosion occurs a flame front travels down the crankcase with a pressure wave in front of it. The turbulence caused by moving engine components causing churning and mixing of vapours increasethe speed of the flame front and its area, which contribute to the increase in pressure. Turbulencecaused by venting of the pressure through relief valves can also influence the explosion.
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
75/169
Year Cause of Explosion Cause of Failure
1995 Bearing in PTO gearbox1996 Inlet pipe for piston cooling oil falling off Incorrect tightening
1997 Incorrect spring mounted in piston rod stuffing box Unauthorised spare part1997 Piston rod interference with cylinder frame1999 Weight on chain tightener falling off Incorrect tightening1999 Fire outside the engine2000 Main bearing2000 Camshaft bearing2000 Incorrect shaft in camshaft drive Unauthorised spare part
2001 Crankshaft failure2001 Piston crown failure2001 Main bearing2001 Crankpin bearing2001 Inlet pipe for piston cooling oil falling off Incorrect tightening
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
76/169
Fatigue
A metal subjected to a repetitive or fluctuating stress will fail at a stress much lower than that requiredto cause fracture on a single application of load. Failures occurring under conditions of dynamicloading are called fatigue failures, presumably because it is generally observed that these failures occuronly after a considerable period of service. Fatigue accounts for at least 90 percent of all service failuresdue to mechanical causes.
Fatigue occurs when a material is subject to alternating or cyclic stresses, over a long period of time.Examples of where fatigue may occur in a marine diesel engine are: crankshafts, valve springs,
turbocharger blades, piston crowns, bottom end bolts, piston skirts at the gudgeon pin boss and tiebolts.
Stresses can be applied in three ways, torsionally, axially and by bending.
The symbol for stress is the Greek letter sigma s and the units are force/ unit area i.e N/m2 or psi(imperial).
Torsional
This is where the material is twisted and untwisted alongits axis. Any rotating shaft driving a load will be subjectto torsional vibration at the natural frequency of theshaft. However torsional vibration is most easilyvisualised in an engine crankshaft where the compression
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
77/169
Bending
When material is bent, the inside of the bend will bein compression and the outside of the bend will be intension. This type of stress can be easily visualised ina piston crown under the gas load and iscompounded by the stresses induced by thedifference in temperature on the top surface and theunderside of the crown (thermal stressing).
It also occurs in crankshafts where the gas load on the piston is bending the crankshaft. If the main
bearings are of different heights (i.e out of vertical alignment), then the bending is increased.
Stress Cycles
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
78/169
The S-N Curve
The S-N curve is just a graph plotted of stress, Sagainst the number of cycles N.
N is a logarithmic scale i.e 105 cycles, 106 cycles107 cycles etc.
The line plotted for the particular material willindicate how many stress reversals it can go
through before it fails.
If the material is loaded below the fatigue limit, which in the example shown is 14×103 psi (95×103kN/m2) then it will not fail regardless of the number of stress cycles.
Material such as aluminum, copper and magnesium do not show a fatigue limit, therefore they will failat any stress and number of cycles. Other important terms are fatigue strength and fatigue life. Thestress at which failure occurs for a given number of cycles is the fatigue strength. The number of cycles
required for a material to fail at a certain stress is the fatigue life.
Crank Initiation, propagation and failure
Failure of a material due to fatigue may be viewed on a microscopic level in three steps:
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
79/169
Other features of a fatigue fracture areBeachmarks and Striations. Beachmarks, orclamshell marks, may be seen in fatiguefailures of materials that are used for a period
of time, allowed to rest for an equivalent timeperiod and the loaded again as in factoryusage. Striations which can be seen through amicroscope, are thought to be steps in crackpropagation, were the distance depends on thestress range. Beachmarks may containthousands of striations.
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
80/169
L7. Low-Speed Engines
Low-speed two-stroke engine designers have invested heavily to sustain their
dominance of the mainstream deep sea propulsion sector formed by tank-
ers, bulk carriers and container ships, and recently extended market oppor-
tunities to large twin-screw LNG carriers. The long-established supremacy
reflects the perceived overall operational economy, simplicity and reliability
of single, direct-coupled crosshead engine plants. Other factors are the con-
tinual evolution of engine programmes by the designer/licensors in response
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
81/169
and cooling water were used to raise steam, which was then supplied to the
underside of the working piston.
Evolution decreed that the surviving trio of low-speed crosshead enginedesigners should exploit a common basic configuration: two-stroke engines with
constant pressure turbocharging and uniflow scavenging via a single hydrauli-
cally operated exhaust valve in the cylinder head.
All the three companies now offer electronically controlled (MAN Diesel
ME, Mitsubishi Eco-Engine and Wärtsilä RT-flex) versions alongside their tra-
ditional camshaft-controlled designs (respectively, the MC/MC-C, LSII/LSEand RTA series). The ME and RT-flex engines with electronic control of fuel
injection and exhaust valve operation are increasingly popular and well estab-
lished in service, but some operators retain a preference for the mechanically
controlled models.
Current programmes embrace mini-to-large bore models with short-, long-
and ultra-long-stroke variations to match the propulsive power demands and
characteristics of most deep sea (and even some coastal/short sea) cargo ton-
nage. Installations can be near-optimized for a given duty from a permutation
involving the engine bore size, number of cylinders, selected output rating and
running speed.
Bore sizes range from 260 mm to 1080 mm, stroke/bore ratios up to 4.4:1,
in-line cylinder numbers from 4 to 14 and rated speeds from around 55 rev/min
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
82/169
P max
Mep
P scav
ηTC
ηe
C m
kW/t
kW/cyl
kW/m
20.5 mep (bar)
17.5
15.0
12.5
10.0
70 η605040
40 kW/t
35
30
25
20
P max (bar)
150
100
50
P scav 3.52.51.5
C m (m/s)9
876
kW/cyl., kW/m
2,500
1,500
500
1970 1975 1980 1985 1990 1995 2000
6 K 6 2 E F
6 K 6 2 E F
6 L 5 5 G F
6 L 5 5 G F
C
6 L 5 5 G F C A
6 L 5 5 G B
6 L 6 0 M C
6 L / S 6 0 M C
6 S 6 0 M C
6 S 6 0 M C - C
FIGURE 1 Development of key performance parameters for low-speed engines
(~600-mm bore) over a 30-year period (MAN Diesel)
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
83/169
the higher number of cylinders to be accommodated within existing machinery
room designs [see Figure 2].)
Recent years have also seen renewed activity by all designers at the otherend of the power spectrum, with significant smaller bore engine develop-
ments (350–500 mm) targeting market opportunities from small ship propul-
sion. Electronic control, initially confined to larger bore designs, has also
been extended to smaller bore models, such as MAN Diesel’s new ME-B pro-
gramme, which exploits a stroke/bore ratio of 4.4.
Parallel development by the designer/licensors seeks to refine existing mod-els and lay the groundwork for the creation of new generations of low-speed
engines. Emphasis in the past has been on optimizing fuel economy and rais-
ing specific outputs, but reliability, durability and overall economy are now
priorities in R&D programmes, operators valuing longer component lifetimes,
extended periods between overhauls and easier servicing.
Lower production costs through more simple manufacture and easier instal-
lation procedures are also targeted, reflecting the concerns of enginebuilder/
licensees and shipyards. More compact and lighter weight engines are appre-
ciated by naval architects seeking to maximize cargo space and deadweight
capacity within the given overall ship dimensions.
In addition, new regulatory challenges—such as noxious exhaust emission
and noise controls—must be anticipated and niche market trends addressed if
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
84/169
A number of features have further improved the cylinder condition and
extended the time between overhauls through refinements in piston design
and piston ring configurations. A piston cleaning ring incorporated in the topof the cylinder liner now controls ash and carbon deposits on the piston top-
land, preventing contact between the liner and these deposits, which would
otherwise remove part of the cylinder lube oil from the liner wall.
Computer software has smoothed the design, development and testing of
engine refinements, and new concepts, but the low-speed engine groups also
exploit full-scale advanced hardware to evaluate innovations in componentsand systems.
Sulzer (since absorbed into Wärtsilä) began operating its first technology
demonstrator in 1990, an advanced two-stroke development and test engine
designated the 4RTX54 whose operating parameters well exceeded those of
any production engine (Figure 3). Until then, this group had used computer-
based predictions to try to calculate the next development stage. Extrapolations
were applied, sometimes with less than desirable results. The 4RTX54 engine,
installed at the Swiss designer’s Winterthur headquarters, allowed practical
tests with new parameters, components and systems to be carried out instead
max cyl pressure mean effective pressure
-
8/17/2019 Exploitation, Repair and Maintenance of Internal Combustion Engines-lab
85/169
of just theory and calculations. Operating data gathered in the field could be
assessed alongside results derived from the test engine.
The four-cylinder 540-mm bore/2150-mm stroke engine had a stroke/boreratio approaching 4:1 and could operate with mean effective pressures of up to
20 bar, maximum cylinder pressures up to 180 bar and mean piston speeds up
to 8.5 m/s. For operating without a camshaft—reportedly the first large two-
stroke engine to do so—the RTX54 was equipped with combined mechanical,
hydraulic and electronic (mechatronics) systems for fuel injection, exhaust
valve lift, cylinder lubrication and starting, as well as controllable coolingwater flow. The systems underwrote full flexibility in engine settings during
test runs.
Sulzer’s main objectives from the technology demonstrator engine were to
explore the potential of thermal efficiency and power concentration, to increase
the lifetime an