PRECIPITATION-RUNOFF MODELING SYSTEM (PRMS) MODELING OVERVIEW & DAILY MODE COMPONENTS.

ISIJ International, Vol. 35 (1995), No. 6, pp. 715-722
Experimental Study and Modeling of the Precipitation of Non-metallic Inclusions during Solidification ot Steel
MarcWINTZ.Manuel BOBADILLA.Jean LEHMANNand Henri GAYEIRSID. Voie RomaineBP320, 57214 Maizi~res-l~s-Metz Cedex, France.
(Received on December26. 1994.• accepted in final form on April 24. 1995)
An original model for the calculation of the precipitation of non-metallic inclusions during solidification
has been developed at IRSID. The microsegregation equations and the equilibrium conditions betweenliquid steel and oxide, sulphide, nitride, carbide inclusions are combinedin a general multiphase equilibriumcode.
Sulphide precipitation in several steel grades: plate grades, mediumcarbon and bearing steels has beenanalyzed in laboratory samples quenched from a partially solidified state. For the various steel gradesinvestigated, the computed results of sulphides (Mn, Fe)S or (Mn, Fe,Cr)S compositions are in goodagreementwith the results of the experimental study.
Another example concerns the precipitation of oxide inclusions in semi-killed high-carbon steels: thecalculation represents very precisely the observed heterogeneous popuiation of oxide inclusions formed atdifferent stages of the industrial process.
KEYWORDS:microsegregation; sulphide; hot-cracking; slag treatment.
l .Introduction
Nonmetallic inclusions which mayappear in liquid
metal at various stages of its elaboration or during its
solidification have a strong influence of the mechanical,machinability or fatigue properties of the transformedproduct. For this reason, the control of non-metallicinclusions in steels at all stages of elaboration is one ofthe main challenges facing the steelmaker.
For someapplications, the presence of certain inclu-
sions with well defined composition may be sought-after. This is, for example, the case of steels with im-proved machinability where the presence of certain
types of sulphides is desired. Another future application
could be that of steels for plates or tubes where the
presence of certain types of oxides (TiO*, Zr02, complexsilicates) and sulphides (MnS) improves their toughnessafter welding.
However, for most applications, it is important to
obtain clean steels. This implies the control of the
cleanness of liquid metal at various stages of elaboration
as well as the one of precipitations occurring during steel
solidification.
In the past, efforts have been essentially oriented to-
wards inclusions formation in liquid steel. Morerecent-ly, studies have been initiated at IRSID to control pre-cipitations occurring during metal solidification. Their
aim is to propose an optimization of the chemicalcomposition to control microsegregations in order to
improve the internal quality of continuously castproducts. They consist in an experimental study of the
precipitation of inclusions during solidification and in
the development of a calculation model making it
possible to predict the composition and amount ofinclusions which form in the metal at various stages ofelaboration and during solidification.
After a description of the calculation model for pre-cipitations, the results of inclusion characterizations
madeon laboratory samples and on industrial products
are presented and discussed with respect to model pre-dictions. These studies concern:
- the effect of carbon and sulphur content on the so-lidification behavior of steels,
- the prediction of the inclusion population in a semi-killed steel.
2. Modeling of the Precipitation of Non-metallic In-
clusions during Solidification
Several models describing inclusions precipitationduring solidification have beendeveloped during the last
thirty years. The first ones were developed by Nilles,1)
Masui,2) and Pesch3,4) for the casting of rimmedsteels.
Considering the great state of agitation of the metallicbath, the solidification interface was considered plane.
Only the reaction of deoxidation by manganesewastakeninto account in the boundary diffusion layer in front ofthe interface.
In the case of solidification with a dendritic front,
Turkdogan5) and then Harkness6) treated the precipita-
tion of manganesesilicates in order to predict theconditions of blow-holes formation in the case of steels
71 5 C 1995 ISIJ

ISIJ International, Vol. 35 (1995), No. 6
deoxidized with silicon-manganese.
During studies on the possibilities of continuouslycasting weakly deoxidized grades at the beginning of the
80's, taking into account the phenomenaof competi-tion between gas evolution and inclusion precipitation
proved to be important. Several solidification modelswith precipitation of oxide inclusions were developed at
that time, at IRSID7) and elsewhere.8 ~ Io)
Towardsthe end of the 80's, NSCresearchers, duringthe development of the so-called "Metallurgy of oxidesin steels",11) began also to be interested in the pre-cipitation of other types of inclusions. Thus, TiO*, Zr02based oxides formed during solidification of steels for
tubes or plates, and on which manganesesulphides
precipitate, can serve as nucleation sites for acicular
ferrite after welding or heat treatment. This newresearch
topic required the development of more- sophisticated
models, capable notabiy of integrating thermodynamicmodels of complex oxides. Thus the modeldeveloped at
IRSID combines, in a samecalculation algorithm, the
equations for microsegregation and a program of multi-
phaseequilibriuml 2) to describe inclusions precipitation.
The calculation tools developed in parallel by NSC13)correspond to the juxtaposition of two calculation
models, one solving the microsegregation equations,
the other using a standard multiphase equilibrium
software (such as SOLGASMIXor THERMOCALC)to calculate the distribution of elements between liquid
metal and inclusions.
The description of the kinetics of solidification in the
IRSIDmodel is based on the classical hypotheses of the
ClyneKurz microsegregation modell4) which takes into
account a partial diffusion of alloying elements in solid
phase:redistribution of the solutes inside a closed spaceelement in which the geometry of the solid/liquid
interface is plane,
- the size of the space element corresponds to the
half secondary dendrltic spacing,
- the temperature is homogeneousin the space element,
- the densities of the liquid and the solid are equal,
the composition of the liquid is homogeneous(Xj
represents the molar concentration of i in the liquid),
and the thermodynamicequilibrium is realized at the
interface,
- a parabolic growth rate is assumed,
- as in the approximation proposed by Brody andFlemings,15) the concentration gradient in the solid at
the solid/liquid interface corresponds to the one of nodiffusion in solid:
(aX~(1, t)/al)1=~=dX~'/d~ ...................(1)
~: coordinate of the solid/liquid interface,
X~' : molar concentration of i in the solid at the
solid/liquid interface.
Figure I showsthe redistribution of the solute i in the
solid and liquid phases.
With these hypotheses, Clyne and Kurz propose, for
each solute, a single differential equation making it
possible to describe the enrichment of the residual liquid
in alloying elements during the advanceof solidification:
C 1995 ISIJ 71 6
X!l
homogeneouss*Xi
liquid
and
solid inclusions.diffusion precipitation
X
half-dend*ite*+idth
Fig. l. Redistribution of the solute i in the liquid and solid
phases in the case of partial diffusion in solid phase.
(1 - ki) ' XjdX! = '(dA/L)
...........(2)
' I- (1 -20(; • ki) ' (A/L)
with ki : Partition coefficient of i between liquid andsolid
L : half secondary dendrltic spacingc(j = o(i( I - exp( -
1lcci)) 0.5 exp( - I12c(i)
oci =D: • flL2
D; : diffusion coefficient of i in the solid
t* : Iocal solidification time.
The classical treatment of inclusions precipitation
during solidification is the juxtaposition of these micro-segregation equations with a liquid metalinclusionsequilibrium model. In the IRSID model, the calcula-
tion is based on the materials balance expressed at
each instant for each solute by the following relation-
shi p:
~ =-fo1 l(t)
..........(3)n (t)
LXis(1, t)dl
n:(t) : numberof moles of iin the solid at time tX~(1, t) : molar concentration of i in the solid at
distance I at time t~(t) : coordinate of the solid/1iquid interface at
time t.
In the calculation. the volume element is supposedto
contain only one mole of chemical elements. Integration
which takes into account Brody-Flemings approxima-tion makesit possible to obtain an equation expressing
the numberof moles in the solid (N~(~)) with respect to
successive molar concentrations at the interface (X~(A)):
l rA
~ = 20c;•A'X~'(~)+(1-2c(j)J, X~'(1)dl....N(~)
L(4)
Thevarious steps for the calculation of the numberof
moles of alloying elements in solid metal are presented
in detail in the appendix. Insertion of this equation into
a multiphase equilibrium program describing the solid
metal/liquid metal/inclusions equilibria makesit possi-
ble to calculate the equilibrium concentrations at the
interfaces at each decrement of liquid fraction. The ad-
vantages of the methodused are the following:
simple integration in a complex chemical equilibrium
program, with better convergence than the iterative
methodsused in the other reported approaches,
- independence of the equilibrium conditions between

ISIJ International, Vol. 35 (1995), No. 6
the phases. It is thus possible to choose, for the The solidification range (difference between liquidus
description of the chemical properties of these phases, temperature and temperature of end of solidification) de-
the best adapted thermodynamicformalism. pends on steel chemical composition and on cooling rateduring solidification. For the experiments summarizedin Table l, the cooling rates were identical (0.25'C/s),
3. Effect of Carbonand Sulphur Contents on the Solid-so that the measureddifferences between the five steel
ification Behavior of Steelsgrades are solely governed by the differences in chemical
The presence of segregated internal cracks in con- composition. During solidification ofbinary Fe-Calloys
tinuously cast products depends both on the thermo- at cooling rates considered in this study and thosemechanical stresses in the continuous caster and on generally reached in industrial conditions, carbon dif-
the physico-chemical and metallurgical properties of fusion in the solid metal is fast enoughso that its com-the steel. According to many studies,16~21) the me- position is uniform at each momentof solidification.
chanical properties of the steels depend mainly on The end of solidification then occurs at the solidustheir chemical composition and it has been shownthat temperature of the alloy, that is 30'C below liquidus forthe presence of carbon and sulphur, in particular, ag- Fe-0.160/0C and 100'C for Fe-O.98010C.Thesevalues aregravates problems of hot-cracking.22~24) It is generally muchsmaller than the measured solidification rangesaccepted that the hot-cracking susceptibility of steels is (80'C for steel I at 0.160/0 Cand 165'C for steel 5athigher when the rate of disappearance of liquid metal 0.980/0 C). Thesedifferences are due to the other solutes
towards the end of solidification is slow.25 ~28) This rate for which the microsegregation, amplified by their slowis strongly affected by the microsegregation of sulphur diffusion in the solid, contributes to a substantial increase
and by precipitation of manganesesulphides, effects in solidification range. Precipitations also play a role onwhich for a given sulphur content are usually analysed the value of the solidificati.on range as they modify thein terms of limiting values for the ratio Mn/S. The goal composition of the final liquid metal.
of this study is to get a clearer insight, from laboratory In the case of steels I to 3, the differences in the
experiments and theoretical calculations, on the effect measured solidification ranges are essentially due toof carbon, sulphur and manganesecontents on the different contents in Sand P. In particular, these ex-solidification range, on the nature and conditions of perimental results show that an increase in sulphursulphides precipitation, andon the rate ofdisappearance content leads to an increase of the solidification rangeof liquid metal towards the end of solidification. of about 8'C per 100ppmS. This large increase in
The laboratory solidification experiments consist in solidification range with nominal sulphur content results
quenching directionally solidified steel rods in a con- from the very large microsegregation of this element,ventional vertic~l apparatus with a static induction mainly because of its very low solubility in the solid.
coil under controlled thermal conditions. A detailed Indeed, the values of sulphur partition coefficients
description of the methodand of the exploitation of the between ferrite and liquid and austenite and liquid aremetallographic examination of the samples (determina- 0.05 and 0.004, respectively.30)
tion of solidification range, . .
.) can be found in the In the case of steels 4and 5, the microsegregation ofreference noted.29) Acooling rate of 0.25'C/s wasapplied all solutes (Cr, Mn,Si, SandP) contributes to the increase
to all samples. After solidification, Iongitudinal and ofsolidification range by 65'Cwith respect to Fe~).40/0Ctransverse cross sections containing the quenchedmushy and Fe0.980/.C alloys, respectively. Betweenthese twozone were analyzed metallographically. Sulphides were samples, the effect of an increase in Cr content from 0.01
observed in the transverse cross sections without etching. to I .37 "/o is practically compensatedby the effect of the
Chemical analyses were obtained with an EDS(Energy decrease in Mncontent from I .5 to 0.35 "/*. For steel 4,
Dispersive Spectrometry) attachment on the scanning the combinedcontribution ofsolutes other than Cto theelectron microscope. increase in solidification range is larger than for steel l
Five steel grades were studied: three plate grades with which has almost identical contents in these solutes. Thisdifferent Mn/S ratios, a mediumcarbon steel and a result isdue to the fact that the microsegregation ofmostbearing steel. Thechemical compositions of the five steels alloying elements is larger whenthe steel carbon contentstudied, and the measuredand calculated solidification increases.31'32) Indeed, a higher carbon content leads to
ranges are reported in Table l. the formation of larger amountsof austenite during so-
Table l. composition and sohdification range of the sted grades studied.
weight ('/*) soudification range ("c)
Steel
C CI' Mn Si S PMn/S
Measured Calculated
l2345
O. 160.150.13
0.40
0.98
0.01
0.01
0.01
0.01
l.37
l .53
I.2 l1.40
l .50
0.35
0.32
0.320.32
0.30
0.26
0.0 170.023
0.077O.O150.023
0.0140.0030.0020.0 170.019
905318
lOO15
80~10
64~ lO
l05 + 10
l l0~ lO
l65 :i: 20
9288
107l08180*
* Calculation stopped at I o/o liquid.
71 7 C 1995 ISIJ
ISIJ International, Vol. 35 (1995). No. 6
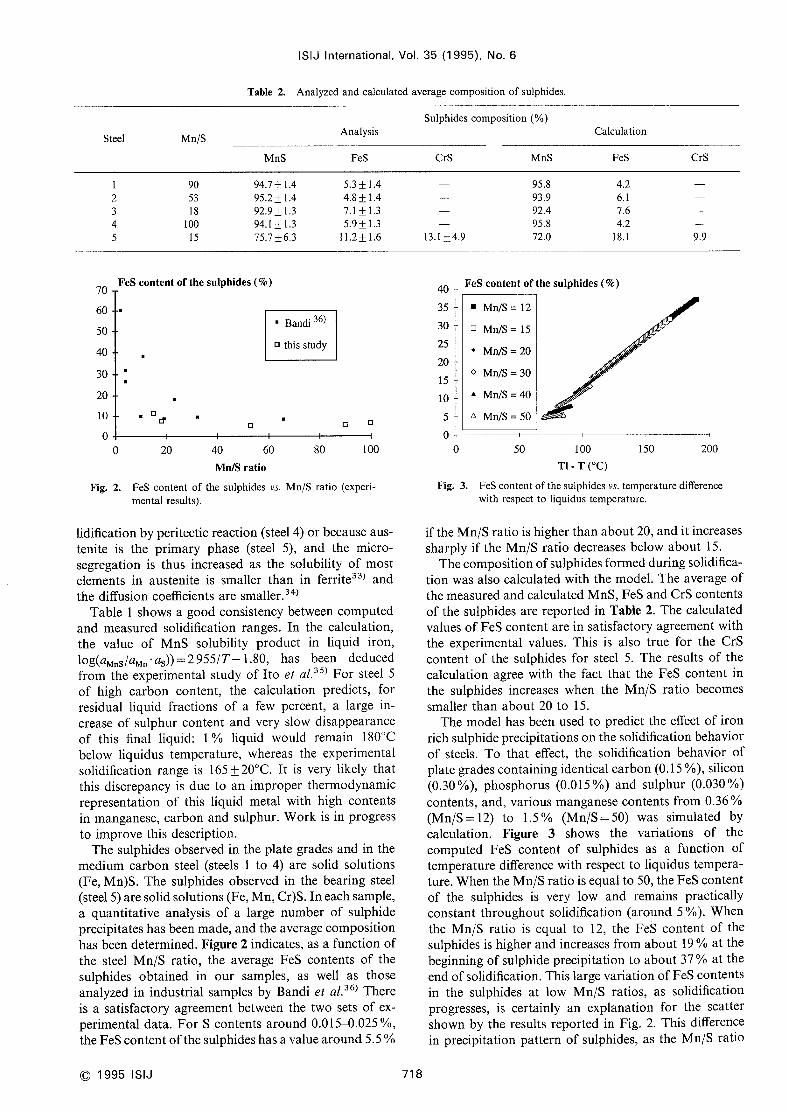
Table 2. Analyzed and calculated average composition of sulphides.
Sulphides composition ('/.)
Steel Mn/SAnalysis Calculation
MnS FeS CrS MnS FeS CrS
l2345
905318
lOO15
94.7 + I.4
95.2 + I.4
92.9 + I.3
94. I+ I.3
75.7 +6.3
5.3 + 1.4
4.8 + I.4
7.1 + I.3
5.9 + I.3
11.2 + 1.6 13.1 +4.9
95.8
93*9
92.495.8
72.0
4.2
6. l7.6
4.2
18.l 9.9
70
60
50
40
30
20
10
O
FeScontent of the sulphides (%)
I OdlD
Li~i:~~
D Cl
40
35
30
25
20
15
10
5
FeScontent of the sulphides (%)
t
I Mn/S=12
c] Mn/S=15
' Mn/S=20
Mn/S= 30
A Mn/S=40
~ Mn/S= 50
60 1OO80O 20 40
Mn/Sratio
Fig. 2. FeS content of the sulphides vs. Mn/S ratio (experi-
mental results).
lidification by peritectic reaction (steel 4) or becauseaus-tenite is the primary phase (steel 5), and the micro-segregation is thus increased as the solubility of mostelements in austenite is smaller than in ferrite33) andthe diffusion coefficients are smaller.34)
Table I showsa good consistency betweencomputedand measuredsolidification ranges. In the calculation,
the value of MnSsolubility product in liquid iron,
log(aM.s/aM. ' as)) =2955/T- I .80, has been deducedfrom the experimental study of Ito et al.35) For steel 5of high carbon content, the calculation predicts, for
residual liquid fractions of a few percent, a large in-
crease of sulphur content and very slow disappearanceof this final liquid: I "/o liquid would remain 180'Cbelow liquidus temperature, whereas the experimentalsolidification range is 165~20'C. It is very likely that
this discrepancy is due to an improper thermodynamicrepresentation of this liquid metal with high contentsin manganese,carbon and sulphur. Workis in progressto improve this description.
The sulphides observed in the plate grades and in the
mediumcarbon steel (steels I to 4) are solid solutions
(Fe, Mn)S. The sulphides observed in the bearing steel
(steel 5) are solid solutions (Fe, Mn,Cr)S. In eachsample,
a quantitative analysis of a large numberof sulphide
precipitates has beenmade,and the average compositionhas beendetermined. Figure 2indicates, as a function ofthe steel Mn/S ratio, the average FeS contents of the
sulphides obtained in our samples, as well as those
analyzed in industrial samples by Bandi et al.36) Thereis a satisfactory agreement between the two sets of ex-perimental data. For Scontents around 0.015-0.025 "/o,
the FeScontent of the sulphides has avalue around 5.5 ~/*
O'II~:, H
O 200l501OO50
Tl - T ('C)
Frg. 3. FeScontent ofthe sulphides vs. temperature difference
with respect to liquidus temperature.
if the Mn/Sratio is higher than about 20, and it increases
sharply if the Mn/Sratio decreases below about 15.
Thecomposition of sulphides formed during solidifica-
tion wasalso calculated with the model. The average of
the measuredandcalculated MnS,FeSandCrScontents
of the sulphides are reported in Table 2. The calculated
values of FeScontent are in satisfactory agreementwith
the experimental values. This is also true for the CrScontent of the sulphides for steel 5. The results of the
calculation agree with the fact that the FeScontent in
the sulphides increases when the Mn/S ratio becomessmaller than about 20 to 15.
The model has been used to predict the effect of iron
rich sulphide precipitations on the solidification behavior
of steels. To that effect, the solidification behavior of
plate grades containing identical carbon (O. 15o/*), silicon
(0.30~/.), phosphorus (0.0150/0) and sulphur (0.030"/.)
contents, and, various manganesecontents from 0.36 ol.
(Mn/S=12) to 1.5"/* (Mn/S=50) was simulated bycalculation. Figure 3 shows the variations of the
computed FeS content of sulphides as a function of
temperature difference with respect to liquidus tempera-ture. Whenthe Mn/Sratio is equal to 50, the FeScontentof the sulphides is very low and remains practically
constant throughout solidification (around 5"/.). Whenthe Mn/S ratio is equal to 12, the Fe~ content of the
sulphides is higher and increases from about 19 ~/o at the
beginning of sulphide precipitation to about 37 o/o at the
end of solidification. This large variation of FeScontentsin the sulphides at low Mn/S ratios, as solidification
progresses, is certainly an explanation for the scatter
shownby the results reported in Fig. 2. This difference
in precipitation pattern of sulphides, as the Mn/Sratio
C 1995 ISIJ 71 8
ISIJ International, Vol. 35 (1995), No. 6
0,9
0,8
0,7
0,6
0,5
0,4
0,3
0,2
O, lO
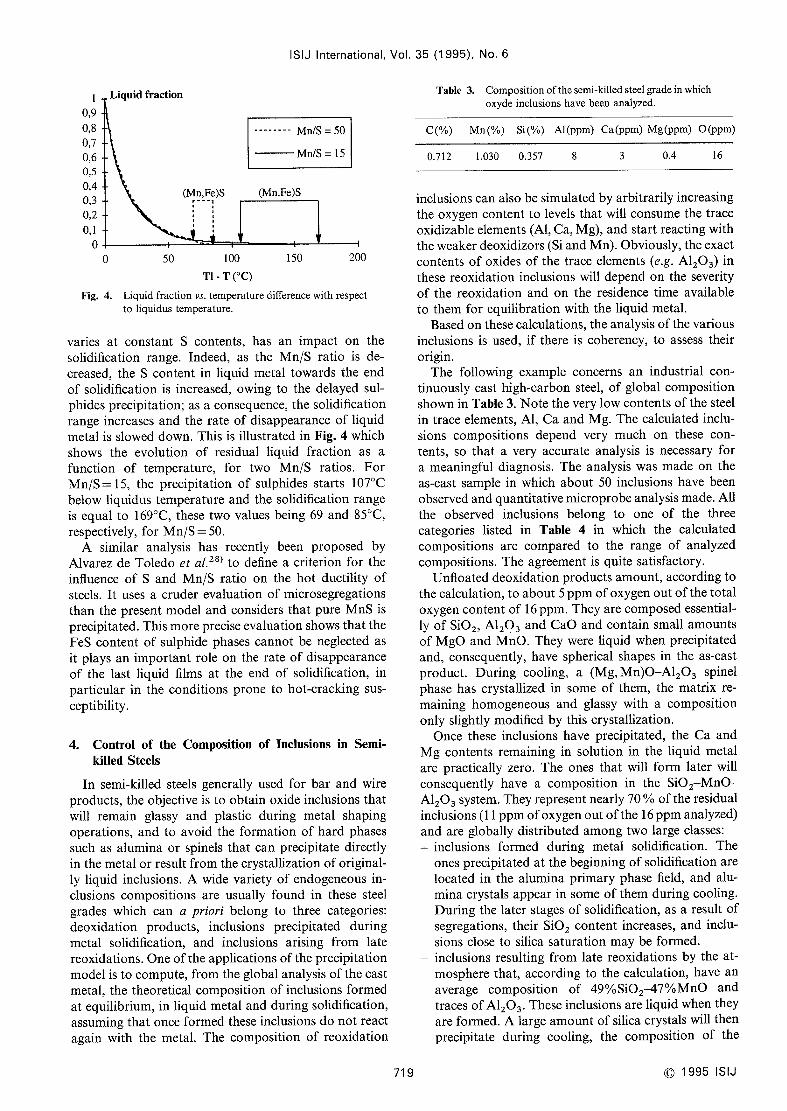
Liquid fraction
----- Mn/S:: 50
Mn/S= 15
Table 3. Composition ofthe semi-killed steel grade in whichoxyde inclusions have been analyzed.
C('/.) Mn('/.) Si("/.) Al(ppm) Ca(ppm)Mg(ppm)O(ppm)
0.712 l.030 0.357 8 3 o.4 16
(Mn,Fe)S (Mn,Fe)S
O 50 100 150 200
Tl - T('C)
Fig. 4. Liquid traction •s. temperature difference with respect
to hquidus temperature.
varies at constant Scontents, has an impact on the
solidification range. Indeed, as the Mn/S ratio is de-
creased, the Scontent in liquid metal towards the endof solidification is increased, owing to the delayed sul-
phides precipitation; as a consequence, the solidification
range increases and the rate of disappearance of liquid
metal is slowed down. This is illustrated in Fig. 4whichshows the evolution of residual liquid fraction as afunction of temperature, for two Mn/S ratios. ForMn/S= 15, the precipitation of sulphides starts 107'Cbelow liquidus temperature and the solidification rangeis equal to 169'C, these two values being 69 and 85'C,respectively, for Mn/S= 50.
A similar analysis has recently been proposed byAlvarez de Toledo et al.28) to define a criterion for the
influence of Sand Mn/S ratio on the hot ductility ofsteels. It uses a cruder evaluation of microsegregations
than the present model and considers that pure MnSis
precipitated. This moreprecise evaluation showsthat the
FeScontent of sulphide phases cannot be neglected asit plays an important role on the rate of disappearanceof the last liquid films at the end of solidification, in
particular in the conditions prone to hot-cracking sus-
ceptibility.
4. Control of the Composition of Inclusions in Semi-killed Steels
In semi-killed steels generally used for bar and wire
products, the objective is to obtain oxide inclusions that
will remain glassy and plastic during metal shapingoperations, and to avoid the formation of hard phasessuch as alumina or spinels that can precipitate directly
in the metal or result from the crystallization of original-
ly liquid inclusions. A wide variety of endogeneousin-
clusions compositions are usually found in these steel
grades which can a priori belong to three categories:
deoxidation products, inclusions precipitated duringmetal solidification, and inclusions arising from late
reoxidations. Oneof the applications of the precipitation
model is to compute, from the global analysis of the castmetal, the theoretical composition of inclusions formedat equilibriurn, in liquid metal and during solidification,
assumingthat once formed these inclusions do not react
again with the metal. The composition of reoxidation
71 9
inclusions can also be simulated by arbitrarily increasing
the oxygen content to levels that will consumethe trace
oxidizable elements (Al. Ca, Mg), and start reacting withthe weakerdeoxidizors (Si andMn). Obviously, the exact
contents of oxides of the trace elements (e.g. Al203) in
these reoxidation inclusions will dependon the severity
of the reoxidation and on the residence time available
to them for equilibration with the liquid metal.
Basedon these calculations, the analysis of the variousinclusions is used, if there is coherency, to assess their
origin.
The following example concerns an industrial con-tinuously cast high-carbon steel, of global compositionshownin Table 3. Note the very low contents of the steel
in trace elements, A1. Caand Mg. Thecalculated inclu-
sions compositions depend very muchon these con-tents, so that a very accurate analysis is necessary for
a meaningful diagnosis. The analysis wasmadeon the
as-cast sample in which about 50 inclusions have beenobserved andquantitative microprobe analysis made.A11
the observed inclusions belong to one of the three
categories listed in Table 4 in which the calculated
compositions are compared to the range of analyzedcompositions. Theagreement is quite satisfactory.
Unfioated deoxidation products amount, according to
the calculation, to about 5ppmof oxygenout of the total
oxygencontent of 16ppm.Theyare composedessential-
ly of Si02. Al203 and CaOand contain small amountsof MgOand MnO.They were liquid whenprecipitated
and, consequently, have spherical shapes in the as-cast
product. During cooling, a (Mg, Mn)O-Al203 spinel
phase has crystallized in someof them, the matrix re-
maining homogeneousand glassy with a compositiononly slightly modified by this crystallization.
Oncethese inclusions have precipitated, the Caand
Mgcontents remaining in solution in the liquid metal
are practically zero. The ones that will form later will
consequently have a composition in the Si02-MnO-Al203 system. Theyrepresent nearly 70 o/o of the residual
inclusions (11ppmof oxygenout of the 16ppmanalyzed)
and are globally distributed amongtwo large classes:
- inclusions formed during metal solidification. Theones precipitated at the beginning of solidification arelocated in the alumina primary phase field, and alu-
mina crystals appear in someof themduring cooling.
During the later stages of solidification, as a result ofsegregations, their Si02 content increases, and inclu-
sions close to silica saturation maybe formed.
- inclusions resulting from late reoxidations by the at-
mospherethat, according to the calculation, have anaverage composition of 49010Si02~7010MnOandtraces of A1203. Theseinclusions are liquid whenthey
are formed. A Iarge amountof silica crystals will then
precipitate during cooling, the composition of the
C 1995 ISIJ

ISIJ International. Vol. 35 (1995), No. 6
Table 4. Composition of inclusions precipitated at various
micro-analyses.stages of elaboration. Comparison between calculation and
Deoxidation Solidification Reoxidation
Computed Analyzed Computed Analyzed Computed Analyzed
Matrixo/oSi02
o/oAl203
"/*CaOoloMnO
'/oMgO
31
25
33
6
5
3236
26=33
l8-303-8
25
40(65)
35(18)
25
(19)
35-39(5255)2026(5-8)
30-37(2535)
39
61
37~0
5259
Precipitates Spinel Spinel
(Mg-Mn)O-Al203 (Mg-Mn)O-Al203Alumina Alumina Silica Silica
(-): composition of inclusions formed at the end of solidification.
5
Si02
~l =2ppm
30
22.5
O_=15ppm
selection. Fig. 5showsthe calculated values, using IRSIDslag model, of dissolved aluminumand oxygencontentsresulting from equilibrium of the steel grade consideredwith CaO-Si02Al203 Iadle slags. To obtain an A1content qf 5ppmwith Ocontent as low as possible, it is
necessary to aim for a slag composition such thatSi02 ICaO~~0.9 andAl203 IO*/o
.Thesarne calculation
cap be done for industrial slags containing, in addition,
MgO.MnO,CaF2'37)
8
CaO Al203
Fig. 5. Aluminumandoxygencontentsatequilibriumbetweensteel containing 0.35 o/o Si and CaO-Al203-Si02slags
at 1550'C.
residual eutectic liquid having a base of Si02 andMnOin the ratio 39 o/0/61 "/* and containing small amountsof A1203.It appears that the most harmful amongthese in-
clusions, that is the ones leading to the formation of hardcrystallized phases (spinels andalumina), are the residual
deoxidation inclusions and the inclusions formed at the
beginning of solidification.
Oneof the waysto avoid these hard crystallized phasesis to limit the Al content of liquid metal to even lowervalues than in the present situation. For instance, for the
steel grade considered, a decrease of total Al contentfrom 8to 5ppmwould result in a large decrease of the
alumina content of inclusions (from 25 to 130/, for
deoxidation inclusions andfrom 35 to 28 '/, for inclusions
precipitating at the beginning of solidification), and aswitch from spinel and alumina primary phase fields
to, respectively, melilite and spessartite crystallization
domains. The only practical methodfor decreasing the
liquid metal contents in trace elements (Al, Ca, Mg) be-
low the levels that would result in the precipitation ofdeleterious inclusions consists in establishing the
equilibrium of the metal with a ladle slag of appropriatecomposition. As an illustration of the method for slag
C 1995 ISIJ 720
5. Conclusions
Analysis of sulphide precipitation in three plate gradeswith different Mn/Sratio, in a mediumcarbon steel andin a bearing steel containing 0.02~0.0050/0 Sshowedthat, if the Mn/Sratio is higher than about 20, the FeScontent of the sulphides is low (about 5.5 o/o). Whenthe
Mn/Sratio is smaller then about 15, the iron content ofthe sulphides increases considerably, the solidification
range increases and the rate of disappearance of liquid
at the end of solidification decreases with, as a con-sequence, aggravation of hot-cracking. Themodel for in-
clusions precipitation during solidification can be used
as a tool to define optimal steel composition in order toreduce the hot-cracking sensitivity.
In semi-killed steels, endogeneousinclusions belong tothree families: residual deoxidation inclusions (silico-
aluminates of Ca and Mg), inclusions precipitating
during solidification (silico-alurninates of Mn), andpossibly reoxidation inclusions (Mn silicate). If highlyoxidizable elements (A1, Ca, Mg) are not maintained at
low enoughlevels, harmful phases (spinels, alumina,. .
.)
can appear at the time of inclusions precipitation duringsolidification or crystallize during cooling of initially
liquid inclusions. Silica crystals can also form at coolingof reoxidation inclusions. This is quite accuratelypredicted using the model, which can also be used todefine optimal slag treatments for the control of Al, Caand Mg.
Work is in progress to improve further the modelcapabilities by improving the thermodynamic descrip-
tions of concentrated metal phases and of someof the
ISIJ International. Vol. 35 (1995), No. 6
precipitates. Taking into account other types of in-
clusions (nitrides,. .
.) is also being considered.
Nomenc]ature
t : solidification time
l : coordinate in the space elementt* : Iocal solidification timeL: half secondary dendritic spacing
~(t) : coordinate ofthe solid/liquid interface at time tki : Partition coefficient of i between liquid and
solid
D; : diffusion coefficient of i in the solid
n~(t) : numberof moles of i in the solid at time tN~(~) : numberof moles of i in the solid
Xi~(1, t) : molar concentration ofiin the solid at distance
l and at time tX?'(~) : molar concentration of i in the solid at the
solid/1iquid interface
l)
2)
3)
4)
5)
6)
7)
8)
9)
lO)
l l)
l2)
13)
l4)
l5)
l6)
l7)
18)
l9)
20)
21)
22)
23)
24)
25)
26)
27)
28)
29)
REFERENCESP. Nilles: J, lron Stee! Inst., 7(1964), 601
.
A. Masui, H. Sato. M. Ohkuboand S. Miyoshi: Trans. Iron Stee!
Inst. Jpn., 8(1968), 195.
R. Pesch: Stah/ Eisen, 93 (1973), 849.
P. Nilles and R. Pesch: Proc. of the Int. Iron and Steel Cong.,Dtisseldorf, (1974), l.
E. T. Turkdogan: Trans. Metall. Soc. AIME, 233 (1965), 2100.B. Harkness. A. Nicholson and J. D. Murray: J. Iron Stee[ Inst.,
(1971), 692.J. P. Birat, P. Blin. M. Bobadilla. M. Larrecq and P. Neu: Proc.
of the ERMSCong., Strasbourg, (1986), 295.
E. Takeuchi, H. Fujii and T. Ohashi: Tetsu-to-Hagan~, 65 (1979),
S754.
A. Palmaers, P. Dauby, P. Russeand F. Anselin: Proc. AIMEMeeting, Chicago, (1980), 2_13.
T. MatsumiyaandT. Ohashi: Tc'tsu-lo-Hagan~, 71 (1985), SI069.J. Takamuraand S. Mi7.0guchi: Proc. of the 6th Int. Iron andSteel Cong.. Nagoya, I (1990), 591
.
C. Gatellier, H. Gaye, J. Lehmann,J. Bellot and M. Moncel:CIT-Rev. Mbtal!., 4(1992), 361.
T. Matsumiya: Mc'tal!. T,'ans., 33 (1992), 783.
T. W. Clyne and W. Kurz: Meta!!. Trans. A, 12A (1981), 965.
H. D. Brody and M. C. Flemings: Trans. Meta/. Soc. AIME,236(1966), 615.
E. Schmidtmannand L. Pleugel: A,'ch. EisenhtittenM,es., 2(1980),
49.
F. Weinberg: Metall. T,'ans. B, lOB (1979), 219.
H. Fujii, M. Oda, T Ohashi, K. Kawamuraand K. Asano:Tetsu-lo-Haga,7~, 64 (1978), 2148.
H. Kitaoka, K. Kinoshita andT. Emi: Tc'tsu-lo-Hagan~, 55(1980),
S810.
H. Mizukami. T. Kitagawa, K. Murakami, T. Kawawaand Y.Miyashita: Tetsu-to-Hagan~, 64 (1978), S149.E. Schmidtmannand F. Rakoski: Arch. Eisen/1allenvt'es., 54(1983), 357.
J. Miyazaki, K. Narita. T. Nozaki and T. Mori: Proc. of the
lOOth ISIJ Meeting. ISIJ, Tokyo, (1980), S806.
H. Fujii, T. Ohashiand T. Hiromoto: Tetsu-to-Hagan~, 62 (1 976),
1813.
K. Narita, T. Mori andT. Miyasaki: Tc'tsu-to-Hagan~, 64 (1978),
S152.
T. W.Clyne, M. WolfandW.Kurz: Metall. T,'ans. B, 13B(1982),
259.I. Masumoto:Rev. Zva,'anie, 19 (6) (1970), 162.
H. Suzuki, S Nishimura and Y. Nakamura: Trans. lron Steel
Insl. Jpn., 5(1981). S805.
G. Alvarez de Toledo. O. Campoand E. Lainez: Stee/ Res., 6(1993), 292.
M. Bobadiila, B. Chamont,C. Gatellier and J. M. Jolivet: ECSC
3O)
31)
32)
33)
34)
35)
36)
37)
Report EURI i496 FR, IRSID, (1987).
O. Kubaschewski: Iron Binary PhaseDiagrams. Springer-Verlag,
NewYork, (1982), 125.
Y. Ueshima.S. Mizoguchi, T. MatsumiyaandH. Kajioka: Metall.Trans. B, 17B (1986), 845.
G. Shin, T. Suzuki andT. Umeda:Tetsu-to-Hagan~, 78 (1 992), 81.
T. P. Battle andR. D. Pehlke: Metal/. Trans. B, 20B(1989), 149.
H. Oikawa: Tetsu-to-Hagan~, 68 (1982), 1489.
Y. Ito, N. Yonezawaand K. Matsubara: Trans. Iron Stee/ Inst.
Jpn., 20, (1980), 19.
W. R. Bandi, J. L. Lutz and E. G. Buyok: Sulfide Inclusions in
Steel, Materials Metalworking Technology Series N' 6, ASM,Metals Park, Ohio 44073, (1975), 178.
F. Stouvenot, H. Gaye, C. Gatellier and J. Lehmann:Proc. ofthe 52ndElectric FurnaceConf., Nashville, TN, 13- 16Nov, 1994,in press.
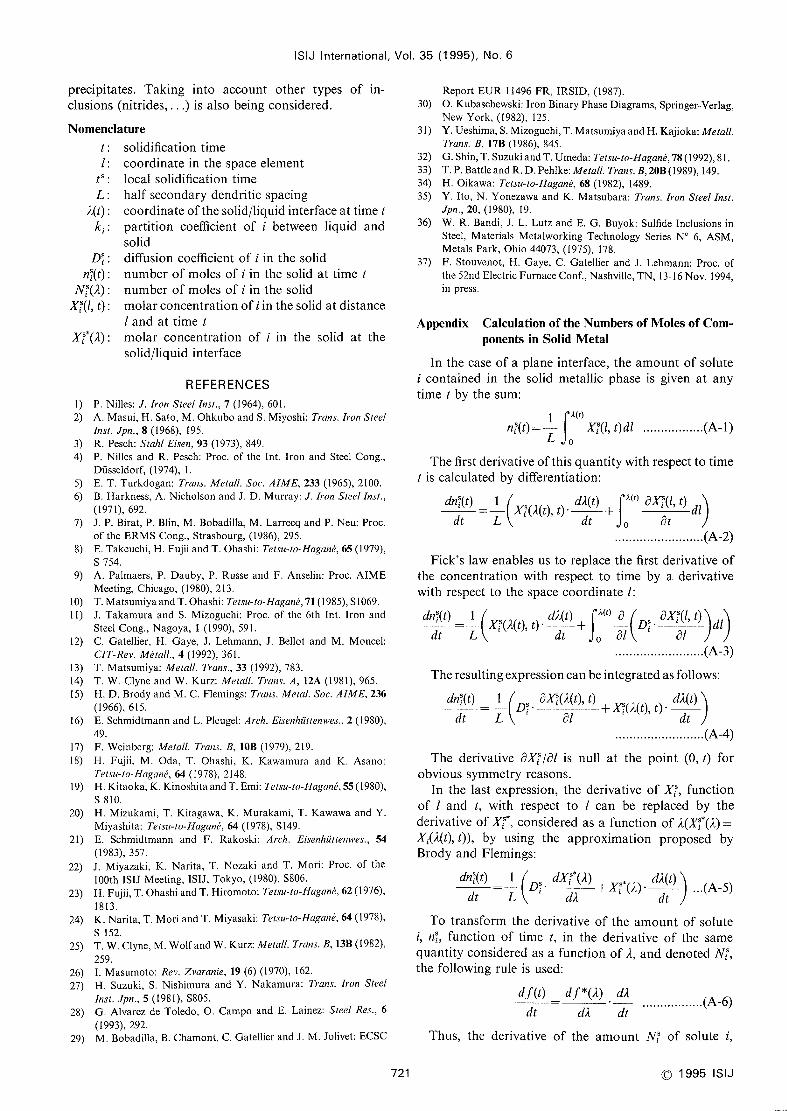
Appendix Calculation of the Numbersof Molesof Com-ponents in Solid Metal
In the case of a plane interface, the amountof solute
i contained in the solid metallic phase is given at anytime t by the sum:
n~(t)-ro
Xi'(1, t)dli _
1JA(t).
L .
.(A- I)Thefirst derivative of this quantity with respect to time
t is calculated by differentiation:
dn;(t) I d~(t)
+J[h(t) aXi'(1, t)
o=- X~(~(t), t)
' dldt L dt at
.(A-2)
Fick's law enables us to replace the first derivative ofthe concentration with respect to time by a derivative
with respect to the space coordinate l:
dn:(t) I x (A(t), t)d~(t)
+f:(t) ~ D
aX'(1' t)
dl=-( ~ ;'
dt L dt al al
.(A-3)
Theresulting expression can be integrated as follows:
' -(D~' ' +X~,(A(t),t)'dt_
aX~(~(t), t)dn~(t) I d~(t)
dt L ' al
.
(A-4)
The derivative eX~/al is null at the point (O, t) for
obvious symmetryreasons.In the last expression, the derivative of Xi~, function
of I and t, with respect to I can be replaced by thederivative of Xi*', considered as a function of A(X~,*(~) =Xi(~(t), t)), by using the approximation proposed byBrody and Flemings:
-~(_
dXi~'(~)
..
dn~(t) l d~(t)
+X~'(~)'D~' .(A-5)
dt L ' d~ dtTo transform the derivative of the amountof solute
i, n:, function of time t, in the derivative of the samequantity considered as a function of ~, and denoted N~,the following rule is used:
d.f(t) df*(A) dA..........(A-6)
dt ~ d~ dt ""'
Thus, the derivative of the amount N~ of solute i,
721 C 1995 ISIJ

ISIJ International, Vol.
function of ~, is obtained by dividing the expression ofdn:/dt by d~/dt:
dN~(A)_
I dX~'(~) /i d~.
~l
\D: •
/+X~ (A)/ ""'(A-7)
d~ L d~ dt
The growth rate expression enables us to write thederivative of ~as a function of ~. In the case of aparaboliclaw, A=K/, the derivative of ~is d~/dt =O.5 K2/~ andthe derivative of the mole number N~ can then beexpressed as a function of ~only:
-~( +;t?'(~))
....(A-8)_
dXi*'(~)dN~(A) 1 (2D;lK2) . ~'
d~ L d~
The integration by parts of this equation gives the
amountof solute i in the solid metallic phase:
~Johl
= 20(i ' ~'X~'(~) + (1
-20(i) X~'(O) dON(A)
L.(A-9)
35 (1995). No. 6
Setting c(i =D; •ts/L2 =2D;lK2, or if the coefficient oei is
replaced by c(; as proposed by Clyne and Kurz, this
equation can be rewritten:
~ ,•1= 2ccf
' A'X~'(~) + (1 -
2cc;)N(A)
LX' (O) dO
.(A- IO)
The case of an infinite diffusion is given by cej=0.5:
~N~(A)= L' X:'(~) ..........(A-1 l)
and the case of no diffusion is given by oc;=0:
~ =1N(~)
LX:'(O) dO
. . . . .(A- 12)
C 1995 ISIJ 722