
Experience of flue gas processing at Alstom’s 15 MW Oxy ... presentations/4b_4... · Experience...
14
Experience of flue gas processing at Alstom’s 15 MW Oxy-fuel pilot plant 3rd Oxyfuel Combustion Conference Ponferrada, Spain. 9th -13th September 2013 Wuyin Wang, James Kenney, Armand Levasseur
Transcript of Experience of flue gas processing at Alstom’s 15 MW Oxy ... presentations/4b_4... · Experience...

Experience of flue gas processing at Alstom’s 15 MW Oxy-fuel pilot plant
3rd Oxyfuel Combustion Conference
Ponferrada, Spain. 9th -13th September 2013
Wuyin Wang, James Kenney, Armand Levasseur

© ALSTOM 2012. All rights reserved. Information contained in this document is provided without liability for information purposes only and is subject to change without notice. No representation or warranty is given or to be implied as to the completeness of information or fitness for any particular purpose. Reproduction, use or disclosure to third parties, without express written authority, is strictly prohibited.
Oxy-Firing Plant Flue Gas Treatment Process Overview
• Dust
• SOx
• HCl
• Hg
Experience of Flue Gas Processing - WW - 12 Sep 2013 - P 2

© ALSTOM 2012. All rights reserved. Information contained in this document is provided without liability for information purposes only and is subject to change without notice. No representation or warranty is given or to be implied as to the completeness of information or fitness for any particular purpose. Reproduction, use or disclosure to third parties, without express written authority, is strictly prohibited.
Pressurized DeSOx vs. Ambient DeSOx
Boiler FGD
Additional deSOx
FGCFuel CO2 productGPUPM
Control
DeSOx
Experience of Flue Gas Processing - WW - 12 Sep 2013 - P 3

© ALSTOM 2012. All rights reserved. Information contained in this document is provided without liability for information purposes only and is subject to change without notice. No representation or warranty is given or to be implied as to the completeness of information or fitness for any particular purpose. Reproduction, use or disclosure to third parties, without express written authority, is strictly prohibited.
Pressurized DeSOx vs. Ambient DeSOx
• Important aspects
− Corrosion− Products
• attractive product from WFGD
− Water reuse
• After FGD, FGC condensate can be readily used.
− Reactions
• Fast reaction in FGD
• SO2 removal depends on NOx
− Equipment
• Pressure
− Plant emission when GPU is not in operation
Experience of Flue Gas Processing - WW - 12 Sep 2013 - P 4

© ALSTOM 2012. All rights reserved. Information contained in this document is provided without liability for information purposes only and is subject to change without notice. No representation or warranty is given or to be implied as to the completeness of information or fitness for any particular purpose. Reproduction, use or disclosure to third parties, without express written authority, is strictly prohibited.
Flue Gas Cleaning Options – Conventional DeSOx
GPU
FGC
98.0 %
SO2 removal SO2
50 mg/Nm3
89.3 % 285 mg/Nm3
FGDESP/FF
O2
Boiler
SCR
1000 ppm
SO2
−FGD in the recirculation loop
−FGD out of the recirculation loop
SO2
1 mg/Nm3
5 mg/Nm3
99.7 % 50 mg/Nm3
98.3% 285 mg/Nm3
7700 ppm 1 mg/Nm3
5 mg/Nm3
SO2 removal SO2SO2 SO2
99.4 % 50 mg/Nm3
96.5% 285 mg/Nm3
3900 ppm 1 mg/Nm3
5 mg/Nm3
−Higher SO2
Experience of Flue Gas Processing - WW - 12 Sep 2013 - P 5
© ALSTOM 2012. All rights reserved. Information contained in this document is provided without liability for information purposes only and is subject to change without notice. No representation or warranty is given or to be implied as to the completeness of information or fitness for any particular purpose. Reproduction, use or disclosure to third parties, without express written authority, is strictly prohibited.
Experience of Flue Gas Processing - WW - 12 Sep 2013 - P 6
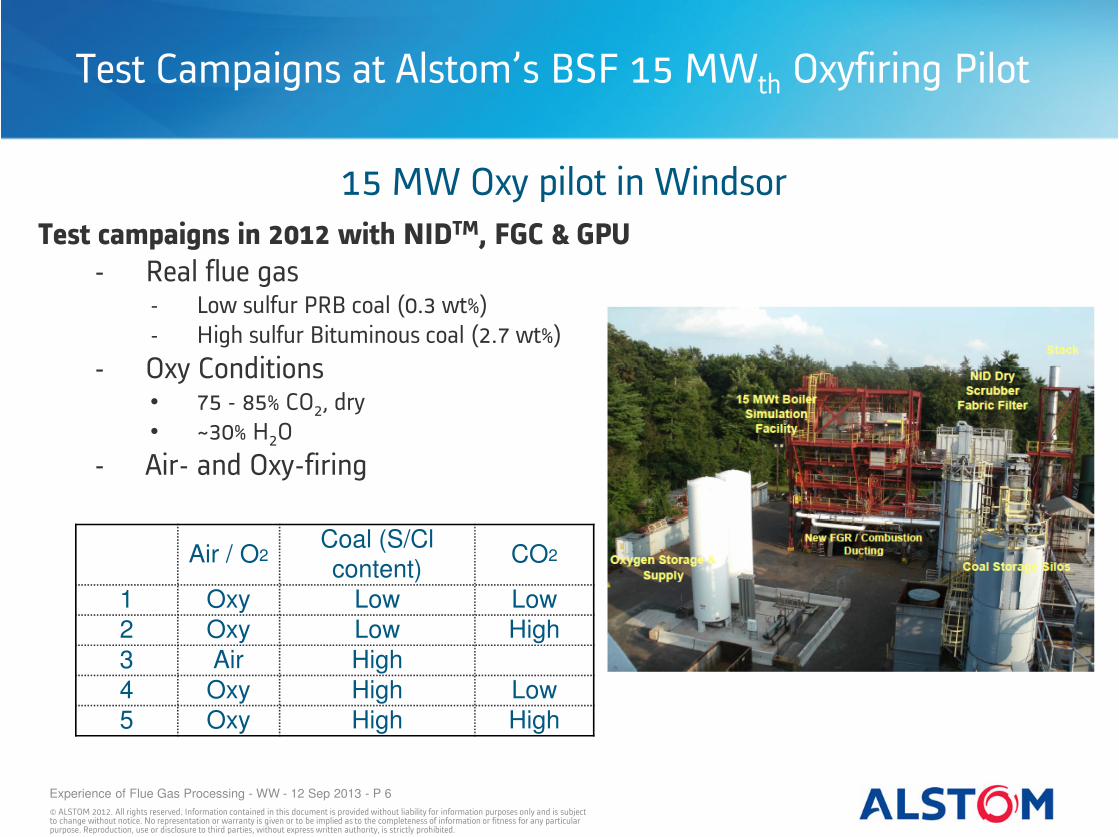
Test Campaigns at Alstom’s BSF 15 MWth Oxyfiring Pilot
Test campaigns in 2012 with NIDTM, FGC & GPU
- Real flue gas - Low sulfur PRB coal (0.3 wt%)
- High sulfur Bituminous coal (2.7 wt%)
- Oxy Conditions • 75 - 85% CO2, dry
• ~30% H2O
- Air- and Oxy-firing
15 MW Oxy pilot in Windsor
Air / O2Coal (S/Cl content)
CO2
1 Oxy Low Low
2 Oxy Low High
3 Air High
4 Oxy High Low
5 Oxy High High

© ALSTOM 2012. All rights reserved. Information contained in this document is provided without liability for information purposes only and is subject to change without notice. No representation or warranty is given or to be implied as to the completeness of information or fitness for any particular purpose. Reproduction, use or disclosure to third parties, without express written authority, is strictly prohibited.
ALSTOM BSF Test Facility, Windsor (US)Arrangement
Abbreviations:
GGH = Q-Pipe Heat exchanger HX# = Heat Exchanger with Bypass
NID = Dry Desulfurization System ID-Fan= ID-Fan
DCC = Direct Contact Cooler GPU = Gas Processing Unit
El.
HX
Experience of Flue Gas Processing - WW - 12 Sep 2013 - P 7

© ALSTOM 2012. All rights reserved. Information contained in this document is provided without liability for information purposes only and is subject to change without notice. No representation or warranty is given or to be implied as to the completeness of information or fitness for any particular purpose. Reproduction, use or disclosure to third parties, without express written authority, is strictly prohibited.
SO2 Captured in NIDTM
Over 98% SO2 removal achieved with NIDTM under oxy-firing conditions.
• Excellent performance for both low S and high S coal.
• Satisfactory control of SO2
at inlet SO2 concentrations from 400 to 4000 ppm under different Oxy-firing conditions.
• Smooth operation of the NIDTM with Fabric Filter
High S coal
Low S coal
Experience of Flue Gas Processing - WW - 12 Sep 2013 - P 8

© ALSTOM 2012. All rights reserved. Information contained in this document is provided without liability for information purposes only and is subject to change without notice. No representation or warranty is given or to be implied as to the completeness of information or fitness for any particular purpose. Reproduction, use or disclosure to third parties, without express written authority, is strictly prohibited.
Polishing of SO2 in FGC
• Downstream of the NIDTM, FGC provided polishing of SO2, dust, and other impurities.
• SO2 was reduced to ppm level before the compression stages.
• High removal of SO2 even during transient periods.
Experience of Flue Gas Processing - WW - 12 Sep 2013 - P 9

© ALSTOM 2012. All rights reserved. Information contained in this document is provided without liability for information purposes only and is subject to change without notice. No representation or warranty is given or to be implied as to the completeness of information or fitness for any particular purpose. Reproduction, use or disclosure to third parties, without express written authority, is strictly prohibited.
Particulate, SO3 and HCl
• Concentrations of SO3 and HCl were higher in Oxy-firing than in air-firing.
• Efficient removal over NIDTM
− SO3 to below 1 ppm− HCl to below 1 ppm− Dust to below 5 mg/Nm3
Experience of Flue Gas Processing - WW - 12 Sep 2013 - P 10

© ALSTOM 2012. All rights reserved. Information contained in this document is provided without liability for information purposes only and is subject to change without notice. No representation or warranty is given or to be implied as to the completeness of information or fitness for any particular purpose. Reproduction, use or disclosure to third parties, without express written authority, is strictly prohibited.
Mercury Captured in NIDTM
Effective Hg removal with NIDTM
• Flue gas from Boiler contained higher concentration of mercury in Oxy mode than in Air mode.
-> needs for mercury control in Oxy-firing.
• NID/FF was effective in reducing mercury in Air mode. Depending on coal type, additive may be needed for mercury control in Oxy mode.

© ALSTOM 2012. All rights reserved. Information contained in this document is provided without liability for information purposes only and is subject to change without notice. No representation or warranty is given or to be implied as to the completeness of information or fitness for any particular purpose. Reproduction, use or disclosure to third parties, without express written authority, is strictly prohibited.
Mercury Reduction along Flue Gas Processing
• Mercury from Boiler was primarily captured in NID/FF. (Without additive)
• Most of mercury in the flue gas from the NID was found in the condensate from the FGC.
At high Hg level, remove mercury in NIDTM with additives to reduce Hg
contamination of condensate water.

© ALSTOM 2012. All rights reserved. Information contained in this document is provided without liability for information purposes only and is subject to change without notice. No representation or warranty is given or to be implied as to the completeness of information or fitness for any particular purpose. Reproduction, use or disclosure to third parties, without express written authority, is strictly prohibited.
Conclusion: Key Findings in Flue Gas Treatmentat BSF 15MW Pilot
• Satisfactory operation and excellent performance of NIDTM for SOx, HCl, and dust control at the 15 MW BSF oxy-pilot under air- and oxy-modes.
• FGC further reduced the impurities from the flue gas before the compression stages.
• SO2 was reduced from up to 4000 ppm to ppm level before flue gas compression.
• Efficient removal of SO3 over NIDTM, down to below ppm level
• Efficient control HCl (ppm level) and dust (<5 mg/Nm3 )
• Integrate mercury control with deSOx in NIDTM
Integrated Flue Gas Treatment with combined NIDTM and FGC
Experience of Flue Gas Processing - WW - 12 Sep 2013 - P 13

www.alstom.com


















![Improvement of Alstom’s [GE] LCL-C process for higher ... Library/Events/2016/c02 cap review/5... · higher purity flue gas production (FE0025073) ... Fast screening of oxygen carrier/process](https://static.fdocuments.us/doc/165x107/5aef60977f8b9ac57a8d3825/improvement-of-alstoms-ge-lcl-c-process-for-higher-libraryevents2016c02.jpg)