EVALUATION OF HIGH PERFORMANCE FIBER-REINFORCED CONCRETEdocs.trb.org/prp/14-5245.pdf · 1...
19
1 EVALUATION OF HIGH PERFORMANCE FIBER-REINFORCED CONCRETE 1 FOR BRIDGE DECK CONNECTIONS, CLOSURE POURS, AND JOINTS 2 3 Levon C. Hoomes, E.I.T. 4 Graduate Research Assistant 5 Virginia Center for Transportation Innovation and Research 6 530 Edgemont Road 7 Charlottesville, VA 22903 8 Telephone: (434) 293-1900 9 Fax: (434) 293-1990 10 Email: [email protected] 11 12 Celik Ozyildirim, Ph.D., P.E. 13 Principal Research Scientist 14 Virginia Center for Transportation Innovation and Research 15 530 Edgemont Road 16 Charlottesville, VA 22903 17 Telephone: (434) 293-1977 18 Fax: (434) 293-1990 19 Email: [email protected] 20 21 Michael C. Brown, Ph.D., P.E. 22 Associate Director 23 Virginia Center for Transportation Innovation and Research 24 530 Edgemont Road 25 Charlottesville, VA 22903 26 Telephone: (434) 293-1998 27 Fax: (434) 293-1990 28 Email: [email protected] 29 30 31 32 Corresponding Author: Celik Ozyildirim 33 34 Word Count: 5,700 + 4 tables + 6 figures 35 36 TRB 2014 Annual Meeting Paper revised from original submittal.
-
Upload
trinhkhuong -
Category
Documents
-
view
214 -
download
1
Transcript of EVALUATION OF HIGH PERFORMANCE FIBER-REINFORCED CONCRETEdocs.trb.org/prp/14-5245.pdf · 1...

1
EVALUATION OF HIGH PERFORMANCE FIBER-REINFORCED CONCRETE 1
FOR BRIDGE DECK CONNECTIONS, CLOSURE POURS, AND JOINTS 2
3
Levon C. Hoomes, E.I.T. 4
Graduate Research Assistant 5 Virginia Center for Transportation Innovation and Research 6
530 Edgemont Road 7
Charlottesville, VA 22903 8
Telephone: (434) 293-1900 9
Fax: (434) 293-1990 10
Email: [email protected] 11
12
Celik Ozyildirim, Ph.D., P.E. 13
Principal Research Scientist 14 Virginia Center for Transportation Innovation and Research 15
530 Edgemont Road 16
Charlottesville, VA 22903 17
Telephone: (434) 293-1977 18
Fax: (434) 293-1990 19
Email: [email protected] 20
21
Michael C. Brown, Ph.D., P.E. 22
Associate Director 23 Virginia Center for Transportation Innovation and Research 24
530 Edgemont Road 25
Charlottesville, VA 22903 26
Telephone: (434) 293-1998 27
Fax: (434) 293-1990 28
Email: [email protected] 29
30
31
32
Corresponding Author: Celik Ozyildirim 33
34
Word Count: 5,700 + 4 tables + 6 figures 35
36
TRB 2014 Annual Meeting Paper revised from original submittal.

2
ABSTRACT 1
Connections, closure pours, and joints in bridges are often a source of distress due to cracks and 2
openings in them. Wide separation facilitates the penetration of harmful solutions which can lead 3
to costly repairs. Cracks are caused by volumetric changes due to moisture and temperature and 4
the application of service loads after the concrete has hardened. Also, poor bonding between the 5
existing concrete and new concrete can lead to separation or opening. Wide cracks or openings 6
within the material or at the interface and leaking joints allow the ingress of water and chemicals, 7
causing damage to the bridge deck sections, as well as the bridge substructure through corrosion 8
of reinforcing steel, alkali-silica reactions, sulfate attack, and freeze-thaw damage. The addition 9
of a small amount of discontinuous fibers to a conventional concrete matrix minimizes cracking, 10
but the size of these cracks still permits the intrusion of harmful solutions. High volumes of 11
suitable fibers used in high performance fiber reinforced concrete produce multiple very tight 12
cracks (< 0.1 mm wide), which do not allow for the ingress of water and other harmful solutions. 13
Thus high performance fiber reinforced concrete offers a potential solution by controlling cracks 14
and providing satisfactory bond strengths. This study evaluates plastic and hardened mixture 15
properties of High Performance Fiber Reinforced Cementitious (HPRFC) materials, with 16
emphasis on deflection hardening, flexural toughness, and bond strength. 17
18
TRB 2014 Annual Meeting Paper revised from original submittal.

3
INTRODUCTION 1
Cracking of concrete in connections, closure pours, and leaking joints in decks is often the 2
source of permanent damage to bridges, which can lead to costly repairs. Jointless bridges are 3
designed to alleviate these problems. To extend the length of service of closure pours and 4
connections, high performance fiber reinforced concretes (HPFRC), which also includes high 5
performance fiber-reinforced cementitious composites (HPFRCC) mixtures, are investigated. 6
HPFRC is expected to have high bond strength, high durability, and multiple cracks, should they 7
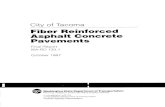
occur, remain tight (< 0.1 mm in width). Figure 1 shows the high ductility and tight multiple 8
cracks in HPFRC. Cracks of this size do not allow water and other chemicals to readily penetrate 9
the concrete. One way to ensure that a fiber-reinforced concrete or cementitious composite will 10
exhibit tight cracks under bending and tension is the occurrence of strain or deflection hardening. 11
In strain or deflection hardening, as strain increases there is an increase of load carrying capacity 12
past the point of yield (or initial cracking in the case of a cementitious composite) up to a peak 13
load. Strain hardening is exhibited when the material is placed in tension, and deflection 14
hardening when in flexure. Figure 2 shows typical deflection hardening and softening behavior 15
for a certain fiber combination. 16
17 FIGURE 1 Ductility and tight cracks in HPFRC. 18
Cracks
TRB 2014 Annual Meeting Paper revised from original submittal.

4
1 FIGURE 2 Typical deflection softening and hardening behavior. 2 3
Bond strength of the connection material to deck concrete is also critical to prevent the 4
ingress of harmful solutions to other components of the bridge. To ensure the longevity of bridge 5
structures, crack control, good bond, and lack of leaking joints are needed. 6
PURPOSE AND SCOPE 7
The main objective of this project was to determine the best performing and most cost-effective 8
HPFRC or HPFRCC system for bridge superstructure link-slab connections and deck closure 9
pours. A secondary objective was to evaluate various bond strength tests for use in pre-10
qualification or quality assurance of mixtures. 11
METHODS 12
Cementitious mixtures were developed employing discontinuous steel or synthetic fibers, or a 13
combination of both types. Tests were performed of mixtures in the fresh and hardened states to 14
determine the properties of various HPFRC and HPFRCC systems. Each system was checked 15
using preliminary small laboratory batches to ensure the desired properties are attained, 16
including minimum compressive strength of 3,000 psi at 7 days and occurrence of deflection 17
hardening determined by flexural testing of beams measuring 4x4x14 in with a gage length of 12 18
in. After that, larger laboratory batches were prepared as explained below. Also, the variability 19
of various bond strength tests was investigated. The crack width and the fiber lengths were 20
measured and are given in SI units, and the mechanical properties in customary units. 21
Determining Potential Mixes 22
Different HPFRC systems were tested: engineered cementitious composite (ECC); hybrid fiber 23
reinforced concrete (HyFRC) systems, including both steel and synthetic discontinuous fibers; 24
HyFRC including only synthetic fibers; and UHPC with steel fibers. 25
0
100
200
300
400
500
600
700
800
900
0 0.02 0.04 0.06 0.08
Stre
ss (
psi
)
Deflection (in.)
deflection softening
yield stress
deflection hardening region
linear-elastic region
TRB 2014 Annual Meeting Paper revised from original submittal.

5
Engineered Cementitious Composite 1
ECC has low permeability, does not contain coarse aggregate, and is generally classified as a 2
mortar mix. ECC contains cement, fly ash, sand, and polyvinyl alcohol (PVA) microfibers (2% 3
by volume) in order to achieve high ductility (1). This system was previously mixed using 4
locally available materials, tested and proven to exhibit strain hardening in the laboratory (2). 5
Hybrid Fiber-Reinforced Concrete (Steel and Synthetic Fibers) 6
A hybrid fiber-reinforced concrete (HyFRC) system with both steel and synthetic discontinuous 7
fibers can achieve strain hardening (3). In contrast to ECC, coarse aggregates are typically used 8
in HyFRC mixtures. The presence of coarse aggregate reduces paste requirements, which is 9
expected to decrease the amount of shrinkage of the material and be less costly. Unpublished 10
work conducted at VCTIR using locally available materials also displayed deflection hardening 11
behavior. Gravel with a maximum nominal size of 3/8 in was used. Low permeability is also 12
characteristic of this system. 13
Hybrid Fiber-Reinforced Concrete (Synthetic Fibers) 14
A hybrid fiber reinforced system with different synthetic fibers (but excluding steel fibers) has 15
the advantage of easier handling and high corrosion resistance. A variety of combinations of 16
fibers is possible; one system investigated at VCTIR contained only PVA macro- and micro-17
fibers, while a second system had 50 mm polypropylene fibers in addition to PVA fibers. These 18
mixes were explored in an attempt to eliminate the use of steel fibers yet maintain the flexural 19
and crack control characteristics seen in both the HyFRC and ECC mixes. This system also used 20
3/8-in maximum nominal size gravel. 21
UHPC with Steel Fibers 22
Like ECC, UHPC is a mortar mix. UHPC with steel fibers has been used for field-cast 23
connections for precast deck panels (4). UHPC evaluated was a prepackaged proprietary 24
material; water and HRWRA are added and mixed thoroughly before the addition of 14-mm (0.6 25
in) long brass coated steel fibers. 26
This mixture has high compressive and bond strengths and is very durable, with high 27
resistance to chloride ion penetration, freeze-thaw cycles, and chemical attack. This UHPC uses 28
brass-coated steel micro-fibers for reinforcement, which reduces plastic shrinkage cracking and 29
is said to increase strain hardening capabilities. 30
Preliminary Laboratory Batches 31
For each potential mixture small trial batches of 0.7 ft3 were prepared and 2 in. mortar 32
cubes, as well as 4x8 in. cylinders, were cast and tested for compressive strength; beams were 33
cast and tested for flexural strength and strain-hardening behavior. 34
Two small batches of ECC were reproduced, each using a different type of sand. HyFRC 35
mixtures including varying amounts of steel and synthetic fibers similar to those developed in 36
California (Blunt and Ostertag 2009) but using locally available materials were produced. These 37
TRB 2014 Annual Meeting Paper revised from original submittal.

6
mixtures closely resemble standard VDOT mixtures except that they include fibers; therefore, 1
trial batches were not prepared for them. 2
The HyFRC mixes with synthetic fiber only required much experimentation in order to 3
achieve strain hardening and tight crack control. Different fiber combinations, paste content, and 4
the w/cm ratio were tried until a satisfactory mixture was obtained. Three different types of 5
synthetic fibers were used. The first one is a 8 mm (0.375 in.) long polyvinyl alcohol (PVA) 6
fiber. This fiber functions on the micro level to prevent the propagation of micro-cracks. The 7
second type of fiber is a 30 mm (1.25 in.) long PVA fiber. This type of fiber is meant to control 8
the growth of macro-cracks that form when micro-cracks coalesce into larger cracks. Both PVA 9
fibers have a specific gravity of 1.3. The third fiber is a 50 mm (2 in.) long polypropylene fiber 10
with a specific gravity of 0.91 and is expected to improve post-crack performance of concrete. 11
When beginning the process of developing a satisfactory synthetic hybrid mix, only PVA 12
fibers were used. In the first synthetic hybrid mix, a 2:1 ratio of macro to micro PVA fibers was 13
used. Subsequent mix designs sought to improve upon the preceding mixtures by varying the 14
fiber volumes, types, w/cm and paste content. . The results of ASTM C 1609M and ASTM C 78 15
flexural tests governed the alterations made for subsequent mix designs. This process was 16
complicated by the large volume of fibers and the hydrophilic nature of the micro PVA fibers. 17
To include the large amount of fibers (up to 2% by volume) the paste content of the concrete was 18
increased, and a high range water reducing admixture (HRWRA) was used. 19
One trial batch of UHPC was mixed in the laboratory using 3 bags of premix, which 20
equates to a 1.1 ft3
batch. Compressive strength, flexural strength and deflection hardening 21
capacity of the specimens were tested for the preliminary test bathes. Fresh mixture properties 22
were measured for ECC and HyFRC (synthetic fibers) mixtures. The results of these tests are 23
described in the following sections and provided in Table 1. 24
Test Methods 25
Fresh and Hardened Concrete Tests 26
The fresh concrete tests included air content (ASTM C 231), density (ASTM C 138); and three 27
types of slump tests: slump cone test (ASTM C143) for base A4 concrete, mini slump flow test 28
(ASTM C230) for ECC mixes and inverted slump cone test (ASTM C 995) for FRC mixes. 29
ASTM C995 test was withdrawn in 2008 without replacement due to limited use, however the 30
results of the test are still valid. Hardened concretes were tested for compressive (ASTM C 39), 31
flexural, and bond strength. For the flexure test, 4×4×14 in beams were cast and the deflection 32
hardening properties were determined (ASTM C 1609); thin beams of 1in thickness were tested 33
to observe crack control. For bond strength, several methods were used: Direct Tension Bond 34
Test (ASTM C 1404) (C 1404 was withdrawn in 2010 because of limited use and in 2013 35
another similar test ASTM 1583 was introduced); California Test 551; Guillotine Shear Test; and 36
the Splitting Prism Test (based on ASTM C 496/496M). In addition, specimens were tested for 37
shrinkage (ASTM C 157). 38
TRB 2014 Annual Meeting Paper revised from original submittal.

7
Bond Strength Tests 1
Bond strength was of critical importance because of the desired application of the subject 2
materials in closure pours and joints. Both standard and more recently developed non-standard 3
tests were considered. The various tests for bond strength were: 4
Direct Tension Bond Test (ASTM C 1404) measures the bond strength in direct tension. 5
This test is performed on a composite cylindrical specimen of either 4 in. or 3 in. diameter. The 6
length of the cylinder is at least 4 in. and is composed of a base portion and an overlay portion. A 7
cap is bonded to each end of the specimen with epoxy at least 24 hours before testing. For this 8
experiment, 4 in. diameter specimens were used in order to increase the area of the bond surface 9
with intent of improving the accuracy of the results. The specimen is always oriented so that the 10
base portion of the specimen is on the bottom. 11
California Test 551 includes a method for testing the bonding strength of a concrete 12
overlay to a portland cement concrete (PCC) base (5). This method for testing bond strength 13
requires that a 3×3×11 in. composite specimen be cast with one half containing the base material 14
and the other half containing the overlay or bonding material. The bond interface is located at the 15
middle of the specimen lengthwise, as shown in Figure 3. 16
17 FIGURE 3 California Test 551 setup. 18
The Guillotine Shear Test measures the shear bond strength of overlays. The Guillotine 19
Shear Test requires a cylindrically shaped specimen consisting of two different materials (a base 20
material and an overlay or bonding material), which is sheared at the interface. The test setup is 21
shown in Figure 4. 22
TRB 2014 Annual Meeting Paper revised from original submittal.

8
1 FIGURE 4 Guillotine Shear Test setup. 2
The splitting prism test is a modification of ASTM C 496 splitting tensile test. Instead of 3
using cylindrical specimens consisting of a single material, composite rectangular prism 4
specimens are used (see Figure 5). A loading bar is placed along the top surface of the bond 5
interface and loaded, inducing a splitting-tensile force perpendicular to the bond plane. Hardened 6
specimens measuring 3 in. wide × 4 in. deep × 16 in. long were cut in half lengthwise as base 7
concrete. Then the closure pour materials were cast against the base segments in the original 8
mold. After 7 days of curing, the specimens were removed from the moist room and cut into four 9
segments so that the dimensions of the remaining four composite sections were 3 in wide × 4 in 10
deep × 4 in long (see Figure 5). 11
Another bond test available is ASTM C882, Standard Test Method for Bond Strength of 12
Epoxy-Resin Systems Used with Concrete by Slant Shear. In this test, the bond strength is 13
determined by using the epoxy system to bond together two equal sections of portland-cement 14
mortar cylinder. A variation of this test can be used to determine the bond strength where the 15
experimental concretes are cast over the hardened base concrete. This test was not used due to 16
high variability since ASTM C882 states that the standard deviation for an average strength of 17
1790 psi was 365 psi (coefficient of variation of 20.4%). 18
19
20 FIGURE 5 Splitting Prism Test setup 21
TRB 2014 Annual Meeting Paper revised from original submittal.

9
Laboratory Batches 1
Two 2 ft3
batches were mixed for each system using a pan type mixer. To determine the 2
variability, at least three specimens were tested for each test value. 3
Base concretes for the bond tests were regular A4 bridge deck concrete used by VDOT, 4
which has a minimum 28-day strength of 4,000 psi. The A4 mixture had a total cementitious 5
material of 635 lb/yd3 with 20% class F fly ash and a 0.45 w/cm ratio. Base concrete specimens 6
for different tests were prepared and cured for at least 28 days. The base specimens were aged in 7
the moisture room for at least 56 days and the surface of each base concrete specimen intended 8
to serve as the bond surface was sandblasted 1 day before placement of the test mixture on the 9
SSD surface. 10
The average slump for the base mix was 3.5 in., the average air content was 5.5%, and 11
the average density was 144 lb/ft3. The compressive strength after 28 days of curing was tested 12
to ensure that the mix would achieve the desired minimum strength of 4,000 psi. 13
Results of laboratory evaluations are reported on HPFRC mixtures including ECC, 14
UHPC and two HyFRC variants. Mixture proportions for the materials evaluated are reported in 15
Table 1, and details about each of the mixtures follow. 16
TABLE 1 Mix design for HPFRC (units in lb/yd3 unless otherwise stated). 17
Mix Component ECC UHPC HyFRC-A HyFRC-G
Cement 961 - 508 490
Fly Ash (Class F) 1153 - 127 210
Premix - 3700 - -
Sand (Puddledock) 767 - - -
Sand (Aylett) - - 1587 1176
3/8" Gravel - - 1223 1454
Water (Part 1) 570 219.1 289 315
Water (Part 2) 86 - - -
RECS15 PVA Fibers (8 mm) 44 (2.00%) - 4.4 (0.20%) 7.3 (0.33%)
ZP305 Steel Fibers (30 mm) - - 66.1 (0.50%) -
RC80/60BN Steel Fibers (60 mm) - - 105.8 (0.80%) -
RF4000 PVA Fibers (30 mm)
- - 11.0 (0.50%)
BT50 Polyprop. Fibers (50 mm)
- - 17.9 (1.17%)
Brass-coated Steel Fibers - 262.9 (2.00%) - -
ADVAcast 575 SP 5.4 oz/cwt - - -
Premia 150 SP - 19.4 oz/cwt - -
Glenium 7500 SP - - 2.1 oz/cwt 1.9 oz/cwt
w/cm ratio 0.31 - 0.45 0.45
Total Fiber Content (%) 2.00 2.00 1.50 2.00
TRB 2014 Annual Meeting Paper revised from original submittal.

10
Engineered Cementitious Composite 1
To achieve the proper viscosity in ECC before the addition of fibers, the amount of water was 2
split into two components as seen in the mix design in Table 1. The proper consistency was 3
somewhere between a stiff and wet mixture that enabled good mixing of fibers. After the 4
addition of fibers, the remaining water was added to enable flowing consistency that did not need 5
vibration to consolidate. 6
For a satisfactory ECC mixture with well dispersed fibers, the following mixing sequence 7
was conducted (6): 8
1. Part 1 of the water (with w/cm of 0.27) was mixed with solid materials for 9
approximately 2 minutes so that a dough-like consistency was reached. 10
2. Fibers were then added and mixed for 8 minutes. 11
3. The remaining water was added and mixed for another 6 minutes. 12
The mini slump flow test was performed, before the addition of fibers, using a miniature brass 13
slump cone used in ASTM C 230. When the cone full of material was lifted, a spread diameter of 14
5 ⅞ in. was achieved, which indicates that the mix is suitable for mixing with fibers. The air 15
content was 3.0% and 3.6% for the first and second batches, respectively, and the average 16
density for both batches was 120 lb/ft3. 17
18
TRB 2014 Annual Meeting Paper revised from original submittal.

11
HyFRC (Synthetic and Steel): (HyFRC-A) 1
Mixtures developed in California using synthetic and steel fibers were prepared using locally 2
available materials (3). Fibers used were PVA micro-fibers along with 30mm (1.2 in.) and 60mm 3
(2.4 in.) long hooked-end steel fibers. This mix is referred to as “HyFRC-A” throughout the 4
remainder of this paper. 5
All of the components, excluding fibers, were mixed for 1 to 2 minutes before the 6
addition of fibers. Fibers reduce the workability of the mix, so water reducing admixture was 7
added to improve the workability. The average air content was 3.3%. The inverted slump test 8
was performed, and the average time was 8.8 seconds. The final average unit weight was 9
measured to be 147.2 lb/ft3, which is slightly higher than typical concrete, as expected, due to the 10
added weight of the steel fibers in the mix. 11
HyFRC (Synthetic Only): (HyFRC-G) 12
Three different sizes of synthetic fibers were utilized in the mixtures designated HyFRC-G mix. 13
They were 8-mm-long PVA micro-fibers, 30-mm-long PVA macro-fibers, and 50-mm-long 14
polypropylene macro-fibers. The mixture proportions are given in Table 1. 15
Synthetic fibers had a more pronounced effect on reducing workability than the steel 16
fibers, necessitating higher amounts of HRWRA. However, the excess admixture caused the 17
fibers to segregate and ball and caused large amounts of entrained air. For the first batch an air 18
content of 4.3% was achieved, and an inverted slump time of 19.3 seconds, which is far longer 19
than expected. For the second batch, an air content of 6.4% was achieved. The inverted slump 20
test time was 7.9 seconds, as desired, but there was some minor bleeding of the mixture. The 21
densities were 125.2 lb/ft3
and 136.4 lb/ft3
for the first and second batches, respectively. The unit 22
weight was expected to be lighter than standard PCC because of the use of 2.0% synthetic fibers 23
in the mixture. 24
Fresh mixture properties were not measured for UHPC since ingredients are 25
predetermined. The mixture was self consolidating, but had high viscosity and flowed slowly. 26
RESULTS 27
A4 Bridge Deck Concrete 28
The average 28-day compressive strength of the A4 bridge deck concrete used in the base for the 29
ECC and HyFRC-A mixes was 4,740 psi, which is higher than the 4,000 psi specified. The 30
average compressive strength of the A4 base mix for the HyFRC-G and UHPC mixes achieved 31
an average compressive strength of 5,240 psi. 32
HPFRC Mixtures 33
ECC mixtures were workable and self-consolidating and the fibers were well disbursed. The 34
HyFRC mixes were workable, but required consolidation, and the fibers were well disbursed. 35
UHPC premix was also very workable and self-consolidating. Steel fibers for UHPC were mixed 36
TRB 2014 Annual Meeting Paper revised from original submittal.

12
in easily; however, upon failure of the beam specimens, the cut cross-sections revealed that steel 1
fibers had settled to the bottom of the mix. 2
The hardened properties are summarized in Table 2. The deflection hardening capacity of 3
each system is quantified by dividing the average peak stress by the average yield stress, or first 4
cracking stress, for each mix. Thus, if the quantity is 1.0, deflection hardening was not achieved. 5
For numbers exceeding 1.0, deflection hardening was achieved. 6
7
TRB 2014 Annual Meeting Paper revised from original submittal.

13
TABLE 2 Hardened properties. 1
Test A4* ECC
(Batch 1)
ECC
(Batch 2) HyFRC-A HyFRC-G UHPC
Compressive
Strength (psi)
7 Days 4000 4,315 4,780 - - 15,355
28 Days 6,920 7,865 6,115 4,400 22,180
Elastic Modulus
(ksi)
3000-
6000 2420
3,820 2,780 8,200
Flexural Behavior
Flexural Stress at
First Yield (psi)
7 Days 600 670 645 - - 1,835
28 Days 895 835 760 580 2,290
Peak Flexural
Stress (psi)
7 Days 1,070 1,190 - - 1,835
28 Days 1,440 1,465 1,160 725 2,290
Deflection
Hardening
Capacity
7 Days 1.60 1.84 - - 1.00
28 Days
1.61 1.75 1.53 1.25 1.00
Flexural
Toughness (lb-
in)
7 Days 260 280 - - 400
28 Days
340 330 980 580 460
Bond Strength
Guillotine Shear
Test (psi)
7 Days 560 760 720 515 1,120
28 Days 990 1,065 690 625 1,170
Splitting Prism
Test (psi)
7 Days 800 800 700 510 1,260
28 Days 935 1,100 990 555 1,225
California Bond
Test (psi)
7 Days 590 625 785 500 690
28 Days 825 755 895 525 1,050
Direct Tension
Bond Test (psi)
7 Days 340 310 425 325 245
28 Days 285 295 380 330 455
*Specification requirement for 28-day strength was 4,000 psi; the expected elastic modulus varies between 2 3,000 to 6,000 ksi depending on the compressive strength, and the flexural strengths are expected to be over 600 psi. 3
Figure 6 shows typical flexural stresses as beam specimens experience deflection under 4
third point loading. All except the UHPC showed deflection hardening. The difficulty in UHPC 5
may be attributed to the sinking of the fibers. During testing, the beam is placed sideways to 6
provide smooth cast surfaces at the top and bottom. Thus, as a result of apparent settlement, 7
fibers were concentrated in half of the cross-section being tested. In the future, the viscosity of 8
the mixture should be increased to minimize fiber segregation. HyFRC-G displayed lower yield 9
stresses than the other systems, but was able to achieve deflection hardening. 10
TRB 2014 Annual Meeting Paper revised from original submittal.

14
1
FIGURE 6 Flexural performance of HPFRC systems. 2 3
Flexural Toughness 4
Typically, deflection hardening capacity is measured by calculating the flexural 5
toughness.. Several of the beam specimens in this study did not reach the required deflection (at 6
least L/150 in) for the calculation of flexural toughness due to constraints set by the testing 7 apparatus. Thus the deflection limit for calculating flexural toughness was lowered from L/150 to 8 L/220 for this study to enable comparison of the flexural toughness of each system. . 9
Flexural toughness could only be compared between systems that utilized beam 10
specimens with the same geometry. Thus, flexural toughness was compared between UHPC and 11
ECC and between the two HyFRC mixes. The average flexural toughness of UHPC at 7 days and 12
28 days was 400 lb-in. and 460 lb-in. respectively. In comparison with the 260 lb-in. and 340 lb-13
in. for ECC, UHPC displayed much greater toughness. This means that greater energy is required 14
to fail the specimen. UHPC did not achieve deflection hardening, but the high flexural strength 15
reached before first crack coupled with the residual strength provided by the fibers contributed to 16
the high flexural toughness of the system. This is a possible indication of crack control in this 17
system. The fiber-reinforced concrete mixes were compared and it was found that HyFRC-A had 18
higher average flexural toughness than the HyFRC-G system – as expected – because of the 19
presence of steel fibers in the matrix. 20
Deflection Hardening 21
For HyFRC-A, the point of first crack based on the load-deflection curve was difficult to 22
identify because deflection softening did not occur. To determine the point of first crack, the 23
load-deflection trend was observed and the first point which expressed clear nonlinear behavior 24
0
500
1000
1500
2000
2500
0 0.02 0.04 0.06 0.08 0.1
Fle
xura
l Str
ess
(p
si)
Midpoint Deflection (in.)
ECC (Batch 1)
ECC (Batch 2)
HyFRC-A
HyFRC-G
UHPC
TRB 2014 Annual Meeting Paper revised from original submittal.

15
was used to define first crack. This is appropriate because first crack in concrete separates linear 1
elastic behavior from nonlinear inelastic behavior. Based on the results from this test regimen, 2
all of the systems being considered achieved some degree of deflection hardening with the 3
exception of UHPC, which significantly dropped in strength after first cracking. This behavior is 4
attributed to the settling of the fibers in the UHPC. While UHPC did not achieve deflection 5
hardening, the material also did not experience a brittle failure. UHPC achieved very high stress 6
at first crack compared to the other systems, and the energy required to fail these specimens was 7
high as indicated by the modified flexural toughness. 8
The system that achieved the highest deflection hardening capacity based on these results 9
was ECC Batch 2, which was able to attain a peak flexural stress 75% higher than the stress at 10
first crack. The compressive strengths and deflection hardening capacity were slightly higher 11
than those of ECC Batch 1. 12
Bond Strength 13
Determination of the variability of the different bond tests are conveyed through standard 14
deviation (SD), range, and coefficient of variation (CV), as shown in Table 3. The average 15
values include the results for all mixtures. The standard deviation was fairly large due to the 16
small number of specimens. Table 3 shows the average parameters for each bond strength test 17
after 28 days of curing. Although some tests seem to be less reliable than others for providing the 18 actual bond strength of two materials, all of these tests yield somewhat consistent results and can still 19 be used as a means of comparing the bond strength of the systems being analyzed. 20
TABLE 3 Average parameters for 28-day bond test results in psi. 21
Test Mean Range SD CV (%)
Direct Tension 366 94 37 10.1
CA 551 801 154 86 10.7
Guillotine Shear 878 365 146 16.6
Splitting Prism 947 320 117 12.4
22
CA 551 determines the tensile bond strength at the overlay-to-base interface by 23
calculating the force in the tension face when the composite beam specimen is placed in flexure. 24
The specimen under this test, unlike in the Splitting Prism Test and Guillotine Shear Test, 25
undergoes an immediate failure as the bond fails. The capacity of the specimen immediately 26
drops sharply upon fracture at the bond. CA 551 also promotes failure at the bond (as opposed to 27
in either the overlay material or the base material) by utilizing a center point load configuration. 28
Results from this test varied by material, but yielded fairly consistent results for each system. 29
The specimen for the Direct-Tension Bond Test is bonded to caps at the ends by an 30
epoxy. In some cases, the specimen fails at the epoxy bond interface instead of the overlay-to-31
base bond interface. The failure can also occur entirely in either the overlay material or the base 32
material. The location of the failure is determined by the location in the specimen with the least 33
tensile capacity or the location with the highest stress concentration. In order to obtain the actual 34
strength of the overlay-to-base bond, the failure must occur at the bond interface. When failure 35
TRB 2014 Annual Meeting Paper revised from original submittal.

16
occurs at another location, this simply means that the strength of the overlay-to-base bond is 1
either higher than the recorded failure tensile capacity of the specimen or that the highest 2
concentration of stresses did not occur at the bond interface. While care is made to center the end 3
caps for this test, the stress distribution may be uneven if the cap is horizontally skewed to the 4
end of the specimen or if the cap is not exactly on-center. Thus, the average strength reported by 5
this test may not provide an accurate measurement of the strength of the bond. 6
The Splitting Prism Test is a modification to the splitting tensile test for cylindrical 7
specimens (ASTM C496). It provides a large failure surface (4×4 in.) and promotes failure at the 8
bond interface when the specimen is loaded directly along the edge of the bond. However, if the 9
specimen is not loaded directly along the bond line, the compressive strength of either the 10
overlay or base material may influence the results as the portion of the specimen supporting the 11
majority of the load begins to crush in compression. During the test, when the bond fails, the 12
sustained compressive load only slightly decreases before continuing to increase as the separated 13
base and overlay components continue to resist the compressive force. This can sometimes be 14
confused with minor fluctuations in load resistance that are observed as the wooden loading 15
strips are crushed, making it challenging to obtain an accurate reading. This issue may affect the 16
accuracy of this test. 17
The Guillotine Shear Test was developed as a method for determining the shear bond 18
strength of overlay materials. The configuration of this test has very particular specimen size 19
requirements. The test frame (the guillotine) has a hole that is just large enough for a 4 in. 20
diameter specimen. Any irregularities in the specimen cross-section may alter the result of the 21
test. If specimens slightly smaller than 4 in. in diameter are placed in the guillotine, the 22
unsupported portion of the specimen may tilt downwards and caused the failure plane to be 23
skewed away from the bond interface by an amount proportional to the angle at which the 24
specimen tilts. One of the major benefits of the Guillotine Shear Test is the tendency of the 25
failure to occur at or near the bond interface. Issues with specimen skew may be solved by 26
creating a female mold that fits inside of the guillotine and holds the specimen tightly in the 27
circular hole. 28
ASTM C496, under Significance and Use states “Splitting tensile strength is generally 29
greater than direct tensile strength and lower than flexural strength (modulus of rupture).” This 30
may suggest that the strengths determined by the Splitting Prism Test should be greater than 31
those of the Direct-Tension Bond Test and less than those of CA 551. The Direct-Tension Bond 32
Test and CA 551 results follow this, but the Spitting Prism Test results tend to be higher than 33
those of CA 551. This may be due to the aforementioned possibility that the compressive 34
strength of either the base or overlay material could influence the results and produce higher 35
strength results for the Splitting Prism Test. 36
With the small sample sizes tested, it is difficult to determine which of the tests provides 37
the most dependable results. Suitability of each test must be determined individually for each 38
system being tested. Accuracy of bond strength tests was determined by comparing the results 39
with results from previous research completed with each test on similar materials. Previous 40
research completed to determine the strength of the bond between ultra high performance fiber 41
concrete (UHPFC) and normal concrete with a sandblasted surface indicated average 28-day 42
bond strength of approximately 510 psi for composite splitting tensile test specimens (7). This 43
TRB 2014 Annual Meeting Paper revised from original submittal.

17
test method most accurately compares to the Splitting Prism Test performed in this study. The 1
average 28-day bond strength for the Splitting Prism Test was between 555 psi (for HyFRC-G) 2
and 1,225 psi (for UHPC). This range is higher than the average strength of this test found by 3
others. Additional research found that the results from the Splitting Prism Test and pull-off test 4
(a variation of the Direct-Tension Bond Test) were lower than other bond strength tests (8). This 5
observation holds true for the Direct-Tension Bond Test, but the results for the Splitting Prism 6
Test are much higher than those found by others. This further supports speculation about closure 7
pour material or base material compressive strengths increasing the bond strength results for this 8
test. Bond strengths of 400-500 psi were achieved bonding standard PCC using CA 551. (9) The 9
values obtained using that test for bond strength of the systems in this study were larger, but this 10
can be expected because of the high performance characteristics of these systems. Because the 11
Guillotine Shear Test is not commonly used, past results of this test for comparison in which 12
similar overlay materials were used were not found. 13
Based on the average coefficient of variation, the Direct Tension Test (ASTM C 1404) 14
provides the most consistent results, closely followed by California Test 551. However, ASTM C 15
1404 (Direct Tension Bond Test) was withdrawn as a standard in 2010 due to limited use of the 16
test. This test provides the most consistent results, but the testing method leads to some concern 17
over whether or not the actual bond strength is quantified by the results. CA 551 and ASTM C 18
1404 are used as a comparison to the other bond strength tests. The Guillotine Shear Test results 19
demonstrated the highest variability, but the bond strength values were similar to those of CA 20
551. The Splitting Prism Test provided slightly more consistent results than the Guillotine Shear 21
Test, and the results were higher than those of the other tests. All HPFRC systems met the lower 22
quality limit for bond strength of 150 psi specified by a VDOT special provision for overlays, 23
which was used as a convenient point of comparison. The lowest average bond strength was 366 24
psi. 25
Differences in Material Results 26
The two mortar systems (ECC and UHPC) had very high bond strengths due to low w/cm 27
indicating strong paste. While these two systems provide the highest bond strengths, the HyFRC 28
systems provide a more economical solution to crack control and bond strength due to less paste. 29
Shrinkage was another factor that was tested for each system. Large volumetric changes 30
can cause cracking of the material and unwanted tensile forces at the bond interface between the 31
closure pour and deck. The ECC systems exhibited the highest volumetric change, which is due 32
to the high paste content. However, the high deflection hardening capacity of ECC allows for 33
tight cracks in the system. The cracks were less than 1 mm as determined by crack comparator. 34
The shrinkage results are presented below in Table 4. 35
TRB 2014 Annual Meeting Paper revised from original submittal.

18
TABLE 4: Average drying shrinkage. 1
System Shrinkage (microstrain)
7 Days 28 Days 16 Weeks
ECC 1108 1457 1840
HyFRC-A 148 298 540
HyFRC-G 180 520
UHPC
230 350
2
The UHPC system tested in the laboratory did not deflection harden, but achieved very 3
high stress at first crack compared to the other systems and also had the low volumetric change. 4
The shrinkage properties of the HyFRC systems varied slightly from the typical range of 5
volumetric change for normal weight concrete. The elastic modulus for most mixtures was 6
within the typical range for portland cement mixes, except for UHPC which was higher due to 7
the extremely high strength of the system. ECC had high shrinkage values; however, it exhibits 8
tight multiple cracks less than 0.1 mm, making intrusion of solutions difficult. 9
CONCLUSIONS 10
ECC and HyFRC mixes achieve deflection hardening with high fiber content of steel 11
or synthetic fibers. ECC achieved the highest deflection hardening capacity of all systems tested. 12
Although UHPC attained the highest stress capacity, the material did not deflection 13
harden; results are partly attributed to the settling of the fibers to the bottom. High shrinkage 14
values do not necessarily indicate wide cracks. ECC exhibited the highest shrinkage values, yet 15
showed deflection hardening and uniformly distributed, tight cracks instead of few wide cracks. 16
Workability of mixtures with steel fibers was higher than those with synthetic fibers. 17
All mixtures achieved adequate bond strength for use in closure pours. 18
Based on the different bond tests, different average values and variability were 19
obtained, such that no single test gave the most indicative measure of bond. Direct tension test 20
and California Test 551 provide the least coefficient of variation. Bond tests (direct, flexure, 21
shear, or splitting) must be selected in accordance with the stresses anticipated in application. 22
REFERENCES 23
1. Sahmaran, Mustafa, Mo Li, and Victor C. Li. "Transport Properties of Engineered 24
Cementitious Composites Under Chloride Exposure." ACI Materials Journal, 2007: 604-611. 25
2. Ozyildirim, Celik, and Michael Vieira. Exploratory Investigation of High-Performance 26
Fiber-Reinforced Cementitious Composites for Crack Control. Technical Report, Virginia 27
Department of Transportation, Virginia Transportation Research Council, Charlottesville, 28
VA: Virginia Transportation Research Council, 2008. 29
TRB 2014 Annual Meeting Paper revised from original submittal.

19
3. Blunt, J., and C. P. Ostertag. "Performance-Based Approach for the Design of a Deflection 1
Hardened Hybrid Fiber-Reinforced Concrete." Journal of Engineering Mechanics 135, no. 9 2
(September 2009): 978-986. 3
4. Graybeal, B., Construction of Field-Cast Ultra-High Performance Concrete Connections, 4
TechNote, FHWA-HRT-12-038, Federal Highway Administration, McLean, VA, 2012. 5
6
5. CA 551. Method of Test For Determining Suitability of Materials for Overlayment and 7
Repair of Portland Cement Concrete Pavement and Structures. California Department of 8
Transportation, Sacramento, CA 2000. 9
6. Zhou, Jian, Shunzhi Qian, Guang Ye, Oguzhan Copuroglu, Klass van Breugel, and Victor C 10
Li. "Improved Fiber Distribution and Mechanical Properties of Engineered Cementitious 11
Composites by Adjusting the Mixing Sequence." Cement & Concrete Composites, 2012: 12
342-348. 13
7. Tayeh, B. A., B. H. Abu Bakar, and M. A. Megat Johari. "Characterization of the Interfacial 14
Bond Between Old Concrete Substrate and Ultra High Performance Fiber Concrete Repair 15
Composite." Materials and Structures 46 (2013): 743-753. 16
8. Momayez, A., M. R. Ehsani, A. A. Ramezanianpour, and H. Rajaie. "Comparison of 17
Methods for Evaluating Bond Strength Between Concrete Substrate and Repair Materials." 18
Cement and Concrete Research 35 (2005): 748-757. 19
9. Shatnawi, Shakir. (2011, May). Dowel-Bar Retrofit Using Polyester Polymer Concrete. 20
Presentation given at Pavement Preservation Expert Task Group, Oklahoma City, OK. 21
TRB 2014 Annual Meeting Paper revised from original submittal.