Evaluation of a wood waste burner and heat recovery system—I. Operation, thermal efficiency and...
6
Energy Convers. Mgmt Vol. 27, No. 2, pp. 179-184, 1987 0196-8904/87 $3.00+0.00 Printed in Great Britain.All rights reserved Copyright © 1987PergamonJournals Lid EVALUATION OF A WOOD WASTE BURNER AND HEAT RECOVERY SYSTEM--I. OPERATION, THERMAL EFFICIENCY AND PARTICULATE EMISSIONS DAVE COOPER 1, MORT FELS z and MURRAY PATTERSON 1 tSchool of Engineering, Lakehead University, Thunder Bay, Ontario and 2Department of Chemical Engineering, Technical University of Nova Scotia, P.O. Box 1000, Halifax, Nova Scotia, Canada B3J 2X4 (Received 5 April 1986) Abstract--In order to effect a substantial saving in fuel costs, Kakabeka Timber Co. has installed a novel system to heat air for the drying of lumber. This system, which replaces a propane fired heater, burns waste wood and uses an air-to-air heat exchanger to heat air for kiln-drying lumber. This paper presents an evaluation of the operation of, thermal effciency of and particulate emissions from the furnace-heat exchanger unit. The furnace was fed with a mixture of sawdust and wood shavings, averaging about 12% moisture, at a rate of 95-150 kg/h. The heat output of the furnace varied from ~0.3 to 0.45 MW with an average thermal effeiency of 53% based on the higher heating value of the fuel. The efficiency was found on the higher heating value of the fuel. The efficiency was found to decrease when the heat exchanger was heavily fouled with fly-ash, when the furnace was fed intermittently or fed at a rate exceeding 0.73 MW. The maximum emission rate of particulates from the stack was found to be ~ 0.3 g/s when the furnace was fed intermittently. Decreasing the average feed rate and feeding continuously were found to decrease the emissions substantially. Woodburner Wood drying Wood kilns Emissions Stack sampling INTRODUCTION Kakabeka Timber Co. is a small saw and planing mill located near the village of Kakabeka Falls, Ontario. The mill consists of a sawmill, a wood drying facility, a planing, cutting and finishing mill and a packaging and shipping area. The principal product of the company is decorative wood used for the finishing of interior walls, which is marketed throughout North America and to parts of Europe and Japan. The wood is dried in four kilns located adjacent to the wood finishing operation. Heat for drying the wood was originally supplied by two propane burners capable of supplying a maximum of 1.1 MW. How- ever, due to the high cost of propane and the on-site availability of wood waste, it was decided to replace the propane burners with a waste wood burner-heat exchanger unit. This paper presents an engineering evaluation of this system with particular emphasis on the thermal efficiency of the burner-heat exchanger unit and particulate and condensible organic emissions from the stack. An economic evaluation of the system is the subject of a subsequent paper. SYSTEM DESCRIPTION The system to supply hot air for the drying of wood consists of three major components: the wood fuel feeding system; the furnace-heat exchanger unit; and the ducting to carry the circulating air to and from the kilns. A schematic diagram of the system is shown in Fig. 1. Sawdust from the saw-mill and/or wood shavings from the planing mill are gathered pneumatically and blown through a duct to a cyclone separator located on top of the storage silo. Inside the storage silo, a rotating breaker bar prevents bridging of the outlet. Wood waste is removed from the silo by a rotating disk at the base of the silo. Adjusting the gap between the base of the silo and the rotating disk provides some control over the feed rate. A deflection plate deflects the feed from the periphery of the rotating disk into a screw conveyer which then transports the feed to a chain conveyor which carries the feed from ground level to the furnace inlet where it enters the firebox of the burner-heat exchanger unit through an air lock. The furnace-heat exchanger is a preassembled unit rated at 1.3 MW based on feed to the furnace. The firebox is approx. 1.8 m high, 1.8 m long and 2.6 m wide. Combustion air is supplied by an underfire-air fan and a separate overfire-air fan. Blast gates pro- vide some control over the quantities of air supplied. The heat exchanger is a cocurrent shell-and-tube type with one pass on both sides. The hot combustion gases flow through 52-3.5 in. (89 mm) i.d. steel pipes, 4.88 m long to the stack. The circulating air inlet and outlet are located at opposite ends of the shell. Three baffles on the shell side of the exchanger force the circulating air to flow across the tubes. The supply and return ducting to and from the 179
-
Upload
dave-cooper -
Category
Documents
-
view
213 -
download
1
Transcript of Evaluation of a wood waste burner and heat recovery system—I. Operation, thermal efficiency and...

Energy Convers. Mgmt Vol. 27, No. 2, pp. 179-184, 1987 0196-8904/87 $3.00+0.00 Printed in Great Britain. All rights reserved Copyright © 1987 Pergamon Journals Lid
EVALUATION OF A WOOD WASTE BURNER AND HEAT RECOVERY SYSTEM--I. OPERATION,
THERMAL EFFICIENCY AND PARTICULATE EMISSIONS
DAVE COOPER 1, MORT FELS z and MURRAY PATTERSON 1 tSchool of Engineering, Lakehead University, Thunder Bay, Ontario and 2Department of Chemical Engineering, Technical University of Nova Scotia, P.O. Box 1000, Halifax, Nova Scotia, Canada B3J 2X4
(Received 5 April 1986)
Abstract--In order to effect a substantial saving in fuel costs, Kakabeka Timber Co. has installed a novel system to heat air for the drying of lumber. This system, which replaces a propane fired heater, burns waste wood and uses an air-to-air heat exchanger to heat air for kiln-drying lumber. This paper presents an evaluation of the operation of, thermal effciency of and particulate emissions from the furnace-heat exchanger unit.
The furnace was fed with a mixture of sawdust and wood shavings, averaging about 12% moisture, at a rate of 95-150 kg/h. The heat output of the furnace varied from ~0.3 to 0.45 MW with an average thermal effeiency of 53% based on the higher heating value of the fuel. The efficiency was found on the higher heating value of the fuel. The efficiency was found to decrease when the heat exchanger was heavily fouled with fly-ash, when the furnace was fed intermittently or fed at a rate exceeding 0.73 MW.
The maximum emission rate of particulates from the stack was found to be ~ 0.3 g/s when the furnace was fed intermittently. Decreasing the average feed rate and feeding continuously were found to decrease the emissions substantially.
Woodburner Wood drying Wood kilns Emissions Stack sampling
INTRODUCTION
Kakabeka Timber Co. is a small saw and planing mill located near the village of Kakabeka Falls, Ontario. The mill consists of a sawmill, a wood drying facility, a planing, cutting and finishing mill and a packaging and shipping area. The principal product of the company is decorative wood used for the finishing of interior walls, which is marketed throughout North America and to parts of Europe and Japan.
The wood is dried in four kilns located adjacent to the wood finishing operation. Heat for drying the wood was originally supplied by two propane burners capable of supplying a maximum of 1.1 MW. How- ever, due to the high cost of propane and the on-site availability of wood waste, it was decided to replace the propane burners with a waste wood burner-heat exchanger unit.
This paper presents an engineering evaluation of this system with particular emphasis on the thermal efficiency of the burner-heat exchanger unit and particulate and condensible organic emissions from the stack. An economic evaluation of the system is the subject of a subsequent paper.
SYSTEM DESCRIPTION
The system to supply hot air for the drying of wood consists of three major components: the wood fuel feeding system; the furnace-heat exchanger unit; and the ducting to carry the circulating air to and from
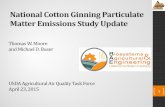
the kilns. A schematic diagram of the system is shown in Fig. 1.
Sawdust from the saw-mill and/or wood shavings from the planing mill are gathered pneumatically and blown through a duct to a cyclone separator located on top of the storage silo. Inside the storage silo, a rotating breaker bar prevents bridging of the outlet. Wood waste is removed from the silo by a rotating disk at the base of the silo. Adjusting the gap between the base of the silo and the rotating disk provides some control over the feed rate. A deflection plate deflects the feed from the periphery of the rotating disk into a screw conveyer which then transports the feed to a chain conveyor which carries the feed from ground level to the furnace inlet where it enters the firebox of the burner-heat exchanger unit through an air lock.
The furnace-heat exchanger is a preassembled unit rated at 1.3 MW based on feed to the furnace. The firebox is approx. 1.8 m high, 1.8 m long and 2.6 m wide. Combustion air is supplied by an underfire-air fan and a separate overfire-air fan. Blast gates pro- vide some control over the quantities of air supplied. The heat exchanger is a cocurrent shell-and-tube type with one pass on both sides. The hot combustion gases flow through 52-3.5 in. (89 mm) i.d. steel pipes, 4.88 m long to the stack. The circulating air inlet and outlet are located at opposite ends of the shell. Three baffles on the shell side of the exchanger force the circulating air to flow across the tubes.
The supply and return ducting to and from the
179

180 COOPER et al.: WOOD WASTE BURNER EVALUATION--I
I
KIL%
I
2 KiLn 1
f
Heat dump
t t KiLn 4 KiLn 3
I I
Make -up y air
O Fan Storage ~ J
I silo I ] \ / :'o
I ' , , Screw / ~ - . , L I I , I conv., .r b ' , [ l ' ' ' '
Fire box exchanger
H ~ t ~ l air
Stack
!
I
I Smoke
box
Fig. 1. Schematic diagram of furnace and heat-recovery system at Kakabeka Timber Co.
kilns was fabricated from 16-gauge steel and is insu- lated on the outside with fibreglass wool. Supply air inlets to each kiln and return air exhausts out of each kiln are outfitted with pneumatically controlled dampers so that any number and combination of kilns may be on line at any time. A 11.2 kW cen- trifugal fan on the common return duct circulates the kiln air. Make-up air is provided by a damper at the fan inlet.
EXPERIMENTAL
The thermal efficiency of the furnace-heat ex- changer unit was obtained by measuring the calorific value of the fuel fed and the heat transferred to the circulating air.
The fuel used consisted of wood shavings from the planing mill. For most of the experiments, the feed was about 9 0 % white pine and 10% black ash; for two runs, feed containing 100% black ash shavings was used.
In order to measure the feed rate of wood to the furnace accurately, it was found necessary to feed the conveying system manually. This was done by slowly emptying a preweighed amount of feed on the chain conveyor over a specific period of time. In the case of continuous feed, the feed rate was kept constant; for non-continuous feed experiments, a 2-min cycle time was used with the fuel being fed at a constant rate for a given proportion of the cycle. Thus, for example, during the 2 5 0 feed cycle, the wood shavings were fed at a constant rate for 30 s then none for 1-1/2 min.
The heating value of the wood was measured using
a Paar Bomb Adiabatic Calorimeter using standard techniques. The moisture content of the feed was obtained by drying a sample at 120°C to constant weight.
The heat transferred to the circulating air in the heat exchanger was obtained by measuring the flow rate and temperature rise of the air than multiplying the product of these two quantities by the heat capacity of the air.
In order to obtain the flow rate of circulating air, the volumetric flow rate was measured by doing a multipoint pitot-tube traverse in the duct exiting from the exchanger to determine local velocities. The aver- age velocity in the duct was then obtained and multiplied by the crossectional area of the duct. The mass flow rate in the duct by the density of the air, making corrections for temperature, pressure and moisture content using the ideal gas law.
The mass flow rate was then multiplied by the temperature rise across the heat exchanger and the beat capacity of the air, which was calculated from heat capacity values for the component gases given by Smith and Van Ness [1].
Stack sampling was done using an Andersen Model HCSS High Grain-Loading Stack Sampler in accordance with the Ontario Ministry of the Environ- ment Source Testing Code [2].
The flow characteristics of the duct system which carries air to and from the kilns were determined by turning on the circulating-air fan without any fire in the firebox; by opening the kiln doors so that distrib- uting and return ducting could be characterized independently and by doing multipoint pitot tube

COOPER et al.: WOOD WASTE BURNER EVALUATION--I 181
traverses and static pressure measurements at appro- priate locations in the flow system using a pitot tube and inclined manometer.
RESULTS AND DISCUSSION
Characterization o f duct system
The results of the flow and pressure measurements are summarized in Table 1. For turbulent flow, the volumetric flow rate in the duct system is related to the pressure drop by the equation:
Q = k v / ~ (l) where
Q = volumetric flow rate k = system conductance
AP = pressure drop.
Values of the conductance k for the components of the circulating air system are given in Table 1.
Figure 2 graphically illustrates the predicted flow characteristics of the system as well as the fan char- acteristics. As can be seen, the shell side of the heat exchanger represents about 75% of the pressure drop in the system. The return duct resistance is slightly higher than the supply ducts, so that the kilns will be at a slight positive pressure during normal operation.
The heat exchanger manufacturer suggests that a minimum of 9.44 m3/s should be circulated through the shell side of the heat exchanger; however, at this flow rate, the pressure drop in the heat exchanger would be over 280 Pa which is well beyond the capability of the fan supplied with the unit. As installed, the flow rate was about 5.25 m3/s or about 55% of the recommended flow. As will be discussed later, it was felt that this was the primary reason that the unit did not operate at its rated capacity.
Thermal efficiency
The lower heating value (LHV) of the fuel was calculated by assuming that all water produced from
Table 1. Duct system characterization results Flow Location Flow (m3/s) Out of exchanger 5.24 Flow to kilns 1 and 2 2.80 Return from kilns 1 and 2 2.76 Flow to kilns 3 and 4 2.44 Return from kilns 3 and 4 2.48 Static pressures Position Pressure (Pa) At outlet of exchanger 10.9 In kilns 0.0 At inlet to fan -18.5 At outlet of fan 99.6
Conductance constants System Conductance m3/s (Pa) I/2
Supply ducts 1.59 Return ducts 1.22 Heat exchanger 0.55 Overal l system 0.49
h.
o 16 "6 ~4
=12 10
"o 6
~ 4
m 2
ft. 0
Fig. 2.
System . ~ curve
Heat exchanger
TotaL ducting Return ducts SuppLy ducts
~ ' , I ' ~ i I I I 2 4 6 8 10 12 14 16 18 20 22
FI.ow ( 1 0 0 0 c f rn)
Pressure drop-flow characteristics for the circulating kiln-air system.
either the chemical reaction of burning or moisture evaporated is present as a vapour, not as a liquid. As the heat of combustion obtained from the Paar Bomb tests is the higher heating value (HHV), that is all water from the combustion process is condensed to a liquid, the LHV was calculated from the HHV by subtracting the latent heat of vaporization of water (about 2325 kJ/kg) produced during burning. This water comes from two sources; one is the actual moisture content of the fuel, and the other is the water arising from the reaction of the hydrogen in the fuel with the oxygen in the air. Assuming the hydro- gen content of the wood to be 6% by weight, the relationship between the HHV and LHV becomes:
LHV = HHV - H v (0.54 + 0.46 X) (2)
where
X = weight fraction of water in the feed Hv = latent heat of vapourization of water.
The total heat input was then simply given by the feed rate multiplied by the LHV.
The heat added to the circulating air and to the stack gases was calculated by the general formula:
f: q = n C, d T (3) I
where
q = rate of heat added n = mass or molar flow rate of the gas
Cp = mass or molar heat capacity of the gas.
Values of Cp for the particular gas (circulating air or stack) were obtained from Smith and Van Ness [1].
In accordance with standard convention, the efficiency of the furnace was based on the higher heating value of the fuel. The furnace efficiency was thus calculated by:
efficiency = q/(HHV x feed rate). (4)
Heat transfer coefficients for the heat exchanger were calculated from the relationship:
U = q/A, ATI, (5)

182 C O O P E R et al.: W O O D W A S T E B U R N E R E V A L U A T I O N - - I
where
U = overall heat transfer coefficient q = heat transferred to the circulating air (W)
Ai = inside area of the tubes in the heat ex- changer (m 2)
ATIn = log mean temperature difference (°C).
Seven runs lasting about 6 h each were done during steady-state operations. Equipment was set up during the first hour and a half. Manual feeding of the system was then started and continued until the end of the experiment. About 2 h were necessary for the system to reach steady state, after which the actual measurements conmmenced. During the succeeding 2½h, particulate and condensible organic material were collected from the stack; as well, the various flow rates, pressures and temperatures were mea- sured.
The results of the energy utilization study are summarized in Table 2. For runs 1-4, the chips were fed continuously, with varying feed rates; run 5 was fed in a 2-min cycle which consisted of feeding for 25% of the time (0.5 min), and not feeding for the remaining 75% (1.5 min). Runs 6 and 7 were done after the furnace and heat exchanger were thoroughly cleaned, run 6 being continuous feed, and run 7 being a 50% on-50% off feed cycle.
In comparing runs 1-4, it is seen that an increase in feed rate, in general, has a detrimental effect on the efficiency of the furnace, although the effect is not of major magnitude, being 55.9% at 495 kW heat input
and 52.5% at 709 kW. The heat transfer coefficient w a s found to be relatively constant at about 9 W/m 2 °C.
Runs 6 and 7 were done after the furnace, includ- ing fire-box, ash collector and inside of the tubes were cleaned. There was a significant increase in both efficiency (comparing runs 4 and 6) from 52.5 to 57.0% and in heat transfer coefficient from 10.1 to 15.2 W/m 2 °C after this cleaning. This result w a s
expected, as it was observed that a layer of about 7 mm of carbonaceous material and ash had built up on the inside surface of the heat exchanger tubes.
At present, as there is no provision for adjusting the speed of the motors which drive the feed system; changes in the feed rate are accomplished by chang- ing the percent of time that the feed system remains on during a cycle. Typically, the on-time varies from 25 to 50%. Runs 5 and 7 were done at 25 and 50% feed cycle times, respectively, to observe the effect of non-continuous feed. In both cases, there was a drop in the efficiency of the system compared to feeding continuously. This was especially apparent in the case of the 25% cycle, for which the efficiency dropped from 52.5 to 43.8%.
The reason for the deterioration in performance for a non-continuous feed cycle becomes apparent when the amount of "heat" lost, which is not ac- counted for in either the circulating air or in the stack gases ("other" row in Table 2), is calculated. This value represents both the convective losses from the furnace as well as any fuel which is not completely
Table 2. Energy utilization results
Run number
Item I 2 3 4 5 6* 7*
Wood feed HHV ( x 103 kJ/kg) 18.7 19.3 18.8 19.0 19.0 19.1 19.1 LHV ( x 103 kJ/kg) 17.3 17.9 17.5 17.6 17.6 17.8 17.8 Moisture (%) 13.8 14.0 9.35 9.42 9.42 9.65 9.65 Type Mix Mix Mix Ash Ash Mix Mix Cycle (% on) 100 100 100 100 25 100 50
Heat input HHV (kW) 495 522 571 709 700 776 776 LHV (kW) 457 483 530 659 650 721 721
Circulating air Flow (m3/s) 6.09 6.09 6.42 6.98 6.56 7.22 7.22 Heat added (kW) 275 284 284 372 308 442 425 % of input (HHV) 55.9 54.6 49.7 52.5 43.8 57.0 54.7 % of input (LHV) 60.4 58.9 53.5 56.5 47.2 61.3 58.9
Stack Flow (m3/s) 0.774 0.826 0.906 1.095 0.944 0.972 0.986 Heat loss (kW) 149 179 190 240 190 185 167 % of input (HHV) 30.3 34.5 33.5 33.8 27.4 23.9 21.6 % of input (LHV) 32.8 37.2 36.2 36.4 29.5 25.7 23.2
Other losses Heat (kV, HHV) 70 59 97 97 202 149 185 Heat (kW, LHV) 32 21 56 47 152 94 129 % of input (HHV) 13.9 11.1 17.0 13.6 28.9 19.3 23.8 % of input (LHV) 6.9 3.9 10.4 7.2 23.3 13.0 17.9
Overall eJficiency HHV basis (%) 55.9 54.6 49.7 52.5 43.8 57.0 54.7 LHV basis (%) 60.4 58.9 53.5 56.5 47.2 61.3 58.9
Heat tranJfer coe~cient
W/m:°C 8.92 9.09 8.75 10.1 9.32 15.2 15.9
*Furnace and hea t exchanger c leaned.

COOPER el al.: WOOD WASTE BURNER EVALUATION--I 183
burned. In the case of the 25% duty feed cycle, these other heat losses represented 28.9% of the total heat mput compared to only 13.6% when the furnace was fed continuously. A similar trend was observed in the case of the 50% cycle, although the effect was not as large (23.8 compared to 19.3%).
It is reasonable to assume that convective losses would remain constant because the external surface temperature of the system is relatively constant. Thus, these "other" losses represent incomplete com- bustion of the fuel resulting from the high feed rate during the on-time of the cycle.
Throughout the experiments, the maximum feed rate to the system was limited by the temperature of the front tube sheet of the heat exchanger. At this location there were four thermocouples which were connected to an upper limit switch which would shut the feed and combustion air systems down if the tube sheet temperature exceeded ~ 370°C. Maximum feed rate was limited by this system to below 800 kW which was only ~ 60% of the manufacturer's rating. It was felt that the primary reason for this problem was the low volumetric flow rate of the circulating air. The circulating-air fan is located so that it blows the cool return air directly onto the front tube sheet to cool it. The air flow rate however, was limited by the high resistance of the shell side of the heat exchanger to , , ,55% of the recommended value, resulting in a decreased rate of heat transfer from the front tube sheet, hence limiting the feed rate.
Summarizing the heat transfer results; it appears that the maximum performance figures for the system in its present configuration would be an output of 450 kW, and efficiency of ~ 55%, and a temperature
20
i/ ~10 *
- /
10 20 3040506070 80 gO 95 CumuLative percent Less
than stated size
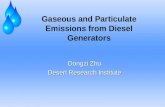
Fig. 3. Particle size distribution curves O--Run 1; x --Run 2; A--Run 3; El--Run 4; O--Run 5; &--Run 6;
m--Run 7.
difference for the circulating air of ~ 55°C. From an energy standpoint, it is definitely advantageous to introduce the feed into the furnace continuously, and to ensure that the heat exchanger is cleaned fre- quently.
Stack emissions
Table 3 summarizes the results of the seven runs in which stack sampling measurements were taken, and Table 4 summarizes the operating parameters for the system during these runs. Particle-size distribution data are graphically presented in Fig. 3. These results show no simple relationship between mean particle size or standard deviation of the particle-size distribu-
Table 3. Summary of Stack Emissions
Run number
Item 1 2 3 4 5 6 7
Stage 1 mg/m 3 13.3 26.3 24.5 33.5 64.1 96.3 162.0 mg/s 10.4 21.7 22.3 36.9 60,7 94.2 161.0 50% cut /zm 10.7 10.3 10.0 9.4 9.6 9.8 9.6
Stage 2 mg/m 3 3.3 3.9 5.5 6.9 7.3 11.3 9.7 mg/s 2.5 3.2 5.0 6.7 6.9 ll.1 9.6 50% cut (/~m) 5.7 5.5 5.3 5.0 5.1 5.2 5.1
Stage 3 mg/m 3 3.1 5.7 5.0 3.1 17.7 18.5 11.7 mg/s 2.4 4.7 4.5 3.4 16.7 18.1 l l .6 50% cut (#m) 1.7 1.6 1.6 1,5 1.5 1.5 1.5
Absolute filter mg/m a 19.8 13.8 20.0 47.6 224.0 38.4 94.8 mg/s 15.4 11.4 18.3 53.4 212.0 37.6 93.9
Total mg/m 3 39.5 49.6 55.0 91.0 313.0 164.0 278.0 mg/s 30.8 41.1 50.1 100.0 296.0 161.0 276.0
Condensable organics mg/m 3 3.0 13.0 6.8 3.7 6.7 9.4 6.3 mg/s 2.4 10.7 6.2 4.0 6.3 9.2 6.2
Ash content Percent ash 81.6 64.6 74.9 63.0 21.4 39.5 20.9
Water content of stack gas Vol % water 2.5 1.9 3.7 3.4 3.2 3.4 3.6

184 COOPER et al.: WOOD WASTE BURNER EVALUATION--I
Table 4. Summary of operating parameters during stack sampling
Run number
Item 1 2 3 4 5 6 7
Feed type* Mix Mix Mix Ash Ash Mix Mix
Feed cycle Min on 2.0 2.0 2.0 2.0 0.5 2.0 1.0 Min off 0.0 0.0 0.0 0.0 1.5 0.0 1.0
Combustion air Under (m3/s) 0.217 0.170 0.201 0.448 0.425 0.345 0.330 Over (m3/s) 0.330 0.283 0 .307 0 .335 0.373 0 .340 0.345
Stack flow m3/s 0.774 0 .826 0.906 1.10 0.944 0.972 0.987
Heat values In (kW) 495 522 571 709 700 776 776 Out (kW) 275 284 284 372 308 442 425
Efficiency HHV base (%) 55.9 54.6 49.7 52.5 43.8 57.0 54.7
Particulates Rate (mg/s) 31 41 50 100 296 161 276 Carbon (%) 18.4 35.4 25.4 37.0 78.6 60.5 79.1
Condensable organics Rate (ms/s) 2.4 10.7 6.2 4.0 6.3 9.2 6.2
*Mix refers to a composition of about 10% ash and 90% pine.
tion with any of the operating parameters; however, there is a clear trend to increased emissions with increased feed rate. This increase is greater than linear; thus if emissions are to be minimized, the burner should be fed on a continuous basis. Deter- minations of the carbon content of the fly ash and the efficiency of the unit as a whole also indicate that performance is improved by feeding continuously.
The particulate mat ter collected during non- continuous feeding was dark black in colour, indi- cating a high carbon content; whereas the particles collected during continuous feeding were light grey. Visually, the emissions f rom the stack consisted of heavy dark smoke when feeding non-continuously. Undoubtedly, these emissions contained large quan- tities of unburned carbonaceous material. In con- trast, the stack plume was almost invisible when the furnace was fed continuously.
CONCLUSIONS
(1) The heat output of the furnace-heat exchanger unit was limited to ~ 6 0 % of the manufacturer 's rating. The major reason for this was the high resistance to airflow on the shell-side of the heat exchanger which limited the flow of air to 65% of the manufacturer 's design value.
(2) The thermal efficiency of the furnace-heat ex- changer unit was measured for feed rates of 95-150kg/h , and the efficiency was found to vary from 44 to 57% based on the higher heating value of the fuel. The efficiency was found to decrease when the heat exchanger was heavily fouled with fly ash, the furnace was fed intermittently or the furnace was fed at a rate exceeding 0.73 MW.
(3) Particulate emission rates from the stack were found to vary from 31 to 300 mg/s. Decreasing the average feed rate and feeding continuously were found to decrease the emissions substantially.
Acknowledgements--Funding support for this program was provided by the Federal and Ontario Governments (Minis- try of Energy) under the bilateral program, the Board of Industrial Leadership and Development (BILD), Summer Canada and Experience '82.
REFERENCES
1. J. M. Smith and H. C. van Ness, Introduction to Chemical Engineering Thermodynamics, 3rd edition. McGraw-Hill, New York (1975).
2. Ministry of the Environment, Province of Ontario Air Resources Branch, Source Testing Code (Version 2). Report No. ARB-TDA-66-80, Queens' Printer for Ontario (November 1980).