Evaluating the potential of waste plastics as fuel in...
9
Full Length Article Evaluating the potential of waste plastics as fuel in cement kilns using bench-scale emissions analysis Ebenezer A. Asamany ⇑ , Mark D. Gibson, Michael J. Pegg Department of Process Engineering and Applied Science, Dalhousie University, Halifax, Nova Scotia, Canada article info Article history: Received 25 October 2016 Received in revised form 5 December 2016 Accepted 19 December 2016 Keywords: Waste plastics Combustion Alternative fuel Coal Cement kiln Emission abstract In an effort to reduce emissions and lower fuel costs, cement plants have explored the use of waste mate- rials to displace coal and petroleum coke. A potential candidate is non-recyclable waste plastics. Knowledge of potential changes in cement kiln parameters with a change in the composition of operating fuel prior to full-scale application is necessary for obtaining permits and for plant preparedness. Most bench-scale performance studies have targeted the prediction of full-scale stack emissions with variable degrees of success. In this work, a bench-scale tube furnace and a heated grid reactor (HGR) have been used to compare combustion and emission changes when waste plastics displace an equivalent amount of heat from the coal/coke blend. Trends in the results from bench-scale experiments on residual volatile organic compound (VOC) emissions matched full-scale observations on kiln thermal performance. Bench- scale particulate matter (PM) emissions indicated that no significant changes were likely in full-scale stack PM emissions when using waste-derived fuel (WDF). This bench-scale fuel characterization approach has been used to study the potential impact of waste plastics on the performance of a local cement kiln. Ó 2016 Elsevier Ltd. All rights reserved. 1. Introduction Approximately 2.8 million tonnes of plastic waste is disposed of annually in Canada. Of this, an estimated 719,000 tonnes are from residential sources and the rest are from non-residential sources including the industrial, commercial and institutional sector which includes grocery stores and goods manufacturing plants [1,2]. According to the Clean Foundation [3], 490 million plastic bags are used in Atlantic Canada each year. At 5 g per bag, this repre- sents a potential energy estimate of 101 PJ/year based on reported calorific values for plastic film. Most of these plastics end up in landfills since they are usually unrecyclable. Redirecting such waste to a local cement kiln for co-processing presents a dual solu- tion to both cost and environmental concerns. Clinker is produced in cement kilns heated to about 1450 °C. In rotary kilns, raw materials are introduced into the slightly elevated end of large rotating drums inclined downward towards the burner through which fuel is fed to supply heat for the reactions. The blending of different fuels with coal in thermal processes such as clinker production for economic, environmental and chemical ben- efits has been discussed in literature [4–6]. Factors considered for alternative fuels for co-firing include moisture and ash content, calorific value, volatile content, and reactivity. The alternative fuel is also evaluated based on the potential for ambient air pollution, slagging and fouling, and corrosion. Generally, the performance of WDF depends upon their ability to influence the reactivity of a coal-fuel blend, and to reduce the formation of potentially harmful emission such as nitrogen oxides (NO x ), sulphur dioxide (SO 2 ), air- borne PM and polychlorinated dibenzo-p-dioxins and dibenzofu- rans (PCDD/Fs). These emissions and their environmental and human health effects have also been discussed in the literature [6–8]. Most cement plants undergo rigorous trials to ascertain the suitability of a selected alternative fuel. These trials may inter- fere with normal plant operations and need to be carried out over long periods before definitive trends can be observed. This is due to the complex changes that regularly occur in kiln operations. Know- ing the composition of the potential fuel before industrial trials does not adequately inform operators, regulators and communities with sufficient data to manage potential changes for a given fuel. The overall objective was to use a combination of previous stud- ies, ultimate analysis, tube furnace emission tests and HGR com- bustion tests to evaluate and correlate fuel properties and bench- scale emission behavior to expected changes in full-scale cement kiln parameters. http://dx.doi.org/10.1016/j.fuel.2016.12.054 0016-2361/Ó 2016 Elsevier Ltd. All rights reserved. ⇑ Corresponding author. E-mail address: [email protected] (E.A. Asamany). Fuel 193 (2017) 178–186 Contents lists available at ScienceDirect Fuel journal homepage: www.elsevier.com/locate/fuel
Transcript of Evaluating the potential of waste plastics as fuel in...
Fuel 193 (2017) 178–186
Contents lists available at ScienceDirect
Fuel
journal homepage: www.elsevier .com/locate / fuel
Full Length Article
Evaluating the potential of waste plastics as fuel in cement kilns usingbench-scale emissions analysis
http://dx.doi.org/10.1016/j.fuel.2016.12.0540016-2361/� 2016 Elsevier Ltd. All rights reserved.
⇑ Corresponding author.E-mail address: [email protected] (E.A. Asamany).
Ebenezer A. Asamany ⇑, Mark D. Gibson, Michael J. PeggDepartment of Process Engineering and Applied Science, Dalhousie University, Halifax, Nova Scotia, Canada
a r t i c l e i n f o a b s t r a c t
Article history:Received 25 October 2016Received in revised form 5 December 2016Accepted 19 December 2016
Keywords:Waste plasticsCombustionAlternative fuelCoalCement kilnEmission
In an effort to reduce emissions and lower fuel costs, cement plants have explored the use of waste mate-rials to displace coal and petroleum coke. A potential candidate is non-recyclable waste plastics.Knowledge of potential changes in cement kiln parameters with a change in the composition of operatingfuel prior to full-scale application is necessary for obtaining permits and for plant preparedness. Mostbench-scale performance studies have targeted the prediction of full-scale stack emissions with variabledegrees of success. In this work, a bench-scale tube furnace and a heated grid reactor (HGR) have beenused to compare combustion and emission changes when waste plastics displace an equivalent amountof heat from the coal/coke blend. Trends in the results from bench-scale experiments on residual volatileorganic compound (VOC) emissions matched full-scale observations on kiln thermal performance. Bench-scale particulate matter (PM) emissions indicated that no significant changes were likely in full-scalestack PM emissions when using waste-derived fuel (WDF). This bench-scale fuel characterizationapproach has been used to study the potential impact of waste plastics on the performance of a localcement kiln.
� 2016 Elsevier Ltd. All rights reserved.
1. Introduction
Approximately 2.8 million tonnes of plastic waste is disposed ofannually in Canada. Of this, an estimated 719,000 tonnes are fromresidential sources and the rest are from non-residential sourcesincluding the industrial, commercial and institutional sector whichincludes grocery stores and goods manufacturing plants [1,2].According to the Clean Foundation [3], 490 million plastic bagsare used in Atlantic Canada each year. At 5 g per bag, this repre-sents a potential energy estimate of 101 PJ/year based on reportedcalorific values for plastic film. Most of these plastics end up inlandfills since they are usually unrecyclable. Redirecting suchwaste to a local cement kiln for co-processing presents a dual solu-tion to both cost and environmental concerns.
Clinker is produced in cement kilns heated to about 1450 �C. Inrotary kilns, raw materials are introduced into the slightly elevatedend of large rotating drums inclined downward towards the burnerthrough which fuel is fed to supply heat for the reactions. Theblending of different fuels with coal in thermal processes such asclinker production for economic, environmental and chemical ben-efits has been discussed in literature [4–6]. Factors considered for
alternative fuels for co-firing include moisture and ash content,calorific value, volatile content, and reactivity. The alternative fuelis also evaluated based on the potential for ambient air pollution,slagging and fouling, and corrosion. Generally, the performanceof WDF depends upon their ability to influence the reactivity of acoal-fuel blend, and to reduce the formation of potentially harmfulemission such as nitrogen oxides (NOx), sulphur dioxide (SO2), air-borne PM and polychlorinated dibenzo-p-dioxins and dibenzofu-rans (PCDD/Fs). These emissions and their environmental andhuman health effects have also been discussed in the literature[6–8]. Most cement plants undergo rigorous trials to ascertainthe suitability of a selected alternative fuel. These trials may inter-fere with normal plant operations and need to be carried out overlong periods before definitive trends can be observed. This is due tothe complex changes that regularly occur in kiln operations. Know-ing the composition of the potential fuel before industrial trialsdoes not adequately inform operators, regulators and communitieswith sufficient data to manage potential changes for a given fuel.
The overall objective was to use a combination of previous stud-ies, ultimate analysis, tube furnace emission tests and HGR com-bustion tests to evaluate and correlate fuel properties and bench-scale emission behavior to expected changes in full-scale cementkiln parameters.

Nomenclature
C&D Construction and DemolitionCoal-coke
1:1 mixture of coal and petroleum coke by massEPS Expanded PolystyreneESP Electrostatic PrecipitatorGCMS Gas Chromatography Mass SpectroscopyHDPE High Density PolyethyleneHGR heated grid reactorLDPE Low Density PolyethyleneLHW liquid hazardous wasteMRF Material Recovery FacilityMSW Municipal Solid Waste
PCDD/F polychlorinated dibenzo(dioxin/furan)PDF plastic-derived fuelPM particulate matterRDF refuse-derived fuelSHW solid hazardous wasteTDT Thermal Desorption TubesVOC volatile organic compoundWDF waste-derived fuelWMR Wire Mesh Reactor
E.A. Asamany et al. / Fuel 193 (2017) 178–186 179
2. Kiln emissions and thermal performance
Approximately 50–60% of the CO2 is related to calcination ofCaCO3, and the rest is as a result of fuel combustion [9,10]. SO2, car-bon dioxide (CO2) and fuel NOx generated during combustion aregoverned primarily by the sulphur, carbon and nitrogen contentof the fuel. Based on a simple stoichiometric mass balance, theexpected mass (me) of gaseous oxide (xO) with molecular mass(MMxO) produced from the oxidation of element x (N, C, S or H)with molecular mass (MMx) is given by:
me ¼ n� Yx �MMxO
Ef �MMx
� �� Et =½kg� ð1Þ
where n is the stoichiometric mole ratio of x to xO, Et is the energyrequired for the process [kJ], Ef is the energy content of the givenfuel [kJ/kg], and Yx is the percent composition of x in the fuel on adry basis from the ultimate analysis. When heated, a solid fuel losesmoisture and then releases volatile components, which ignite andform a flame. The extent of thermal degradation of produced VOCsuch as benzene, xylene and toluene is dependent on temperatureand the retention time within this zone. At elevated temperatures(>1000 �C) the mixture of organic vapor and air is oxidized to formCO, CO2, NOx and H2O [11]. The more extensive the degradation, thelesser the VOC content in the combustion products. Given the vari-ables related to the emission of residual VOC, theoretical calcula-tions based on stoichiometry fall short in predicting theirquantities in combustion products.
Similar to residual VOC, it is difficult to theoretically quantifyPM emissions even where the composition and stoichiometry ofcombustion are well known. Changes in fuel such as using WDFmay influence PM emissions, especially PM with a median aerody-namic diameter 6 10 lm (PM10) [12]. Total suspended particulatesare a function of the percentage of ash, or mineral matter, in thefuel, coupled with the unburned carbon resulting from combustionand firing method used [6]. Fuels such as waste plastics with lowash content can therefore be blended with high-ash coals to reducesuspended particulates. It is also expected that a higher volatilecontent will reduce unburned carbon in the products of combus-tion. Gases such as SO2, NOx, and VOC emitted from cement kilnscan transform in the atmosphere to form secondary fine airborneparticulate matter with a median aerodynamic diameter 6 2.5 lm(PM2.5) and ozone (O3) [6,13–16]. Carrasco et al. [17] and CRA [18]report a broad variation of expected changes in gaseous emissionssuch as SO2, NOx and CO in their literature review on effects of Tire-derived fuels on cement kiln emissions. Both groups confirm thatthe variation in results show that emissions generally do not onlydepend on the quantity of their parent elements in the fuel but alsoon their presence in raw materials, and the efficiency of the com-bustion process. This makes ascertaining the contribution of fuel
combustion to gaseous and particulate emission of a cement kilnstack by field measurements challenging. Many sources of similaremissions are present throughout the cement making process. Italso makes the scale-up of bench-scale experiments based onemissions unsuccessful in many cases. The work of Jeschar et al.[7] for example showed that the challenge of replicating actual kilnconditions on small-scale may sometimes lead to full-scale emis-sions results which do not conform to theoretical expectations.Despite these limitations, bench-scale experiments are useful forthe comparative analysis of materials under similar controlled con-ditions. The degree to which full-scale predictions from bench-scale observations are acceptable depend on (1) the reasonablesimulation of the actual kiln burning zone conditions by the smal-ler scale test as can be obtained in a heated grid or entrained flowreactor [19] and (2) the full-scale kiln parameters of interest.Parameters such as flue gas flow rate and kiln gas temperature,which are not easily masked by the presence of other materialscan be reasonably linked to properties determined from bench-scale analysis.
Predictive methods based on flue gas flow rates have been usedsuccessfully by Ariyaratne et al. [20] to study effects of fuel compo-sition, moisture content, calorific value and state on actual kilnperformance. In their work the effect of substituting coal withrefuse-derived fuel (RDF), waste wood, solid hazardous waste(SHW) and liquid hazardous waste (LHW) using models on overallheat and mass balances of the cement kiln, were validated by full-scale trials. The characteristics of the fuels as received, satisfacto-rily explained trends in the results on temperature, flue gas flowrates and their consequent effect on clinker production rates. Forexample, kiln gas temperatures were 24 �C, 28 �C, 22 �C and 95 �Clower than the temperature in the coal reference case for RDF,waste wood, SHW and LHW respectively [20]. According to Ari-yaratne et al. [20] this drop in temperature matched the fuel heat-ing values obtained from ultimate analysis. The higher the heatingvalue and lower the ash content for the solid fuels, the higher thekiln gas temperature. An increase in the required mass of fuelincreases gaseous combustion products and leads to an overallincrease in flue gases. This increase in the total flue gas leads toa reduction in thermal performance which translates to a reductionin kiln gas temperature. In a second paper by Ariyaratne et al. [21],the kiln gas temperature was impacted by the air requirement forfuel combustion, which can also be deduced from the ultimateanalysis of the fuel. Additionally, the secondary air requirementof a cement kiln generally increases with an increase in volatilesto ensure complete combustion. This can be countered by adecrease in mass for a fuel with a high energy content. Fuel airrequirement is also affected by a combined effect of the presenceof O and the molar H/C ratios for the given fuel [21]. Generally,

180 E.A. Asamany et al. / Fuel 193 (2017) 178–186
the higher the molar H/C ratio of a fuel, the lesser the molar airrequirement.
A combination of these factors in comparison with conventionalfuels could translate into the suitability of a potential WDF.
3. Materials and methods
3.1. The cement kiln
The cement plant looking to utilize waste plastic materials asalternative fuel uses a long dry process kiln equipped with an Elec-trostatic Precipitator (ESP). It has, in recent years, been operatingone dry process rotary kiln and produces 200,000–300,000 tonnesof clinker annually. Based on these production estimates, thecement plant consumes approximately 1.35 PJ of thermal energyannually– the equivalent of 45,000 tonnes of coal. The plant uti-lizes a blend of coal and petroleum coke (coal-coke) as its primaryfuel. The location of the plant near a limestone quarry providesbetter incentive to substitute fuels than raw materials. It has overthe years obtained permits for the use of waste shingles and crudeglycerol as alternative fuels.
3.2. The plastic-based waste materials
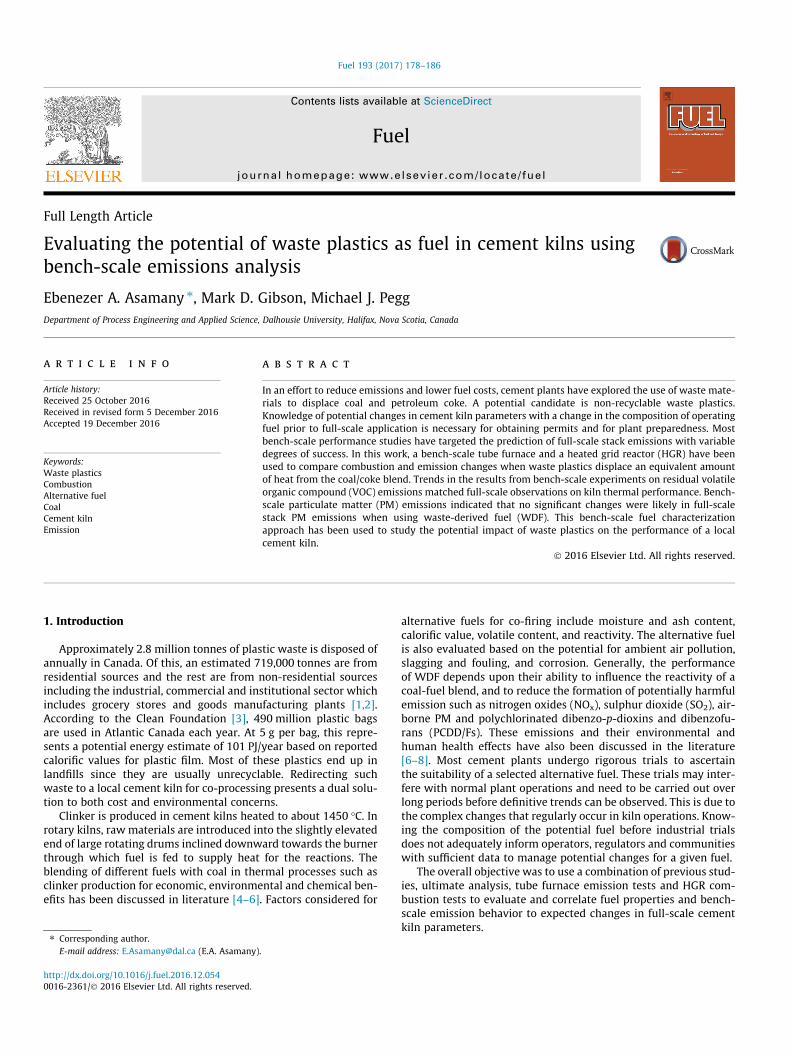
The waste plastic samples used for combustion tests included:(1) Construction and Demolition (C&D) plastics comprising a ran-domized mix of rigid and flexible plastics resulting from C&D pro-jects and recovered from a C&D landfill. (2) Plastic film which weremade of LDPE and LLDPE film collected from curbside collectionprograms at a Material Recovery Facility (MRF). (3) Mixed plasticstype (4-7) excluding PVC were mostly plastic containers collectedfrom MRFs. (4) Polypropylene based carpet backing was collectedfrom carpet recyclers. (5) Textiles and fabric were used-clothingfrom not-for-profit collectors. (6) Expanded Polystyrene (EPS) cupsand packaging material collected from disposal bins at a local hos-pital and university campus. Coal and coke samples were sourcedfrom the stock pile at the local cement plant, dried and pulverizedto 80% < 200 mesh screen. They were then mixed to a 50–50 pro-portion. Fig. 1 provides an example of plastic based waste (plasticfilm and plastic containers) before and after size reduction forcombustion. Table 1 shows the ultimate analysis of the variousplastic materials studied in tube furnace experiments. Table 2shows the ultimate analysis of coal-coke and waste shingles whichare fuels already been used in the cement kiln on full-scale basis.
3.3. Preliminary analysis
Fig. 2 is a chart showing results from stoichiometric calculationson gaseous emissions. The calculations show the potential contri-bution of the waste plastic samples to the reduction of CO2, SO2
and fuel NOx emissions compared to coal-coke on an equivalentheat basis. Due to the complex nature and different formationroutes of fuel NOx, the fuel NOx calculated was based on anassumption that for all the samples, including coal-coke, the sameproportion of fuel nitrogen was converted to fuel NOx. A generaltrend of emission reduction is observed for the selected plastics.In cases where emission increases were obtained, they were seento be a result of an integrated effect of increased fuel requirementsper energy supplied and higher amounts of the parent elements inthe fuel composition relative to coal-coke. Lesser quantities of C&Dplastics, EPS, containers, and plastic film are required compared tocoal-coke whereas the carpets and used clothing require approxi-mately double the amount of coal-coke required to supply anequivalent heat.
4. Experimental
4.1. Apparatus
4.1.1. Lindberg bench-scale electric tube furnaceA Lindberg electric tube furnace was used for combustion tests.
It is 190 cm long and has a 5 cm internal diameter. Temperatureswithin the furnace reach a maximum set temperature of�1400 �C. The ends of the hot metal tube are cooled with waterflowing through copper tubes. As shown in Fig. 3, the sampleholder is fitted on a long probe fitted with a K-type thermocouplewhich doubled as a handle for adjusting samples into place in thefurnace. Exhaust gas from the sample combustion is swept by airinto a metal gas sampling chamber, cooled with Argon, and theninto the secondary chamber to be collected by measuring devicesattached to sampling ports. The end of the tube furnace throughwhich the thermocouple probe runs is clamped shut with an openconnection to dry air supply.
4.1.2. Heated grid reactorA heated grid reactor built in-house and used for combustion
tests is shown in Fig. 4. Other workers have referred to similarreactors as Heated Wire Mesh (HWM) [22], Wire Mesh Reactor(WMR) [23], heated grid reactor (HGR) [24] or heated foil reactor[19]. The HGR was used to generate fast heating rates to simulateactual kiln conditions to study PM emissions behavior of fuelblends. The hardware comprises a reactor core, a stand, and thesampling chamber. The core is made up of stainless steel blocksplaced 3 cm apart and mounted on laminated fiberglass platformwhich are fastened to a circular stainless steel base with stands.There is a 1 mm-diameter circular opening at the center of theplatform through which the thermocouple in positioned duringmeasurements. Bare wire K-type thermocouples of 0.13 mm diam-eter were positioned through the 1 mm opening and centered to bein contact with the mesh during experiments. A stainless steelANSI 304 wire cloth which could withstand temperature up to1000 �C was used as sample holder and resistance heater. Themesh was woven to an aperture of 0.2 mm.
For each experiment, the wire cloth mesh was cut to15 mm � 30 mm mesh was cut, wrapped around a sample andwas slotted in between the electrode and the stainless steel blockswhere it was screwed in place. The power supply is Delta Elektron-ika S6-40 capable of delivering maximum voltage and current of 6V and 40 A respectively. A computer feedback and temperaturecontrol was run in LabVIEW. The LabVIEW Virtual Instrumentran with a set-point profile ramp for PID controllers. Heating ratesof 103 K/s were reached using this set-up.
4.1.3. Air quality monitorThe Dylos DC1700 air quality monitor is a particle counter
which employs the use of a laser to count the number of PM percubic centimeter of flue gas. It counts PM with sizes between 0.5and 2.5 lm, which are considered in this work as small particlesand also counts PM with sizes >2.5 lm, called large particles.
4.1.4. Thermal Desorption Tubes (TDT)Stainless steel (90 mm length and 6.35 mm diameter) TDTs
were used to collect various VOCs. The TDT were packed withTenax TA, which is a polymer resin suitable for trapping non-polar VOCs between n-C-7 to C-26 in air [25]. A Markes Interna-tional Unity-2 Thermal Desorption unit, coupled to a Thermo Trace1300 gas chromatograph that was coupled to a Thermo ELITE ISQEI mass spectrometer was used to identify and quantify the VOCssampled by the TDT.
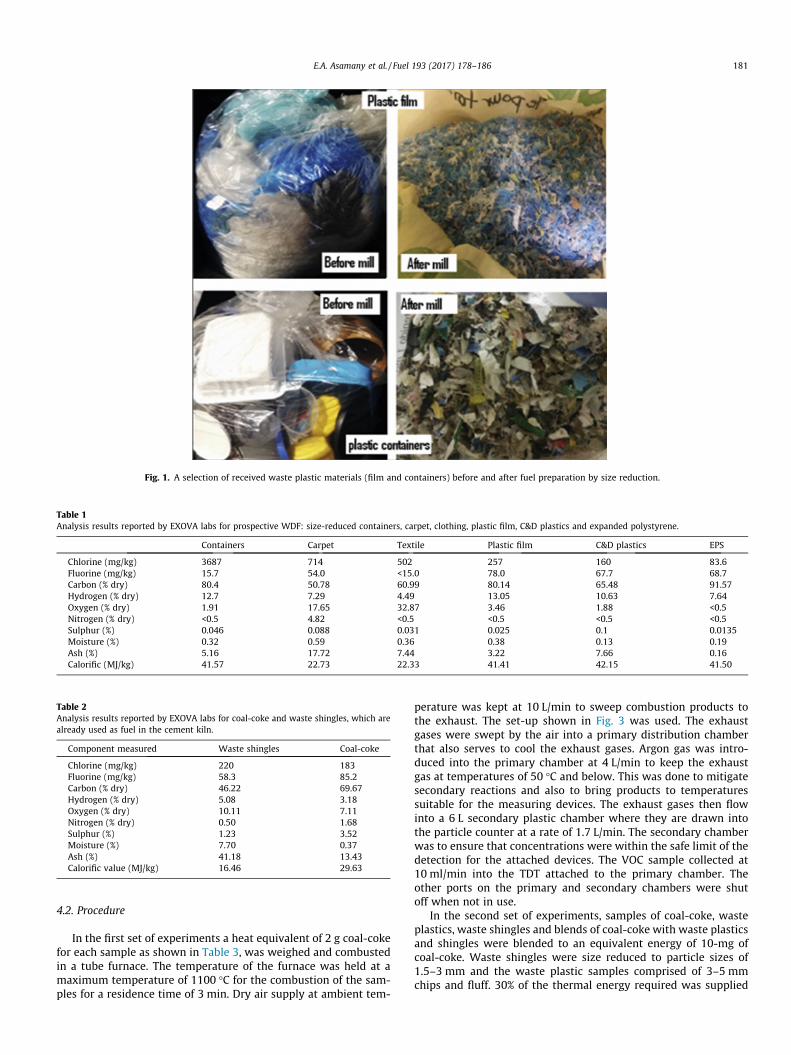
Fig. 1. A selection of received waste plastic materials (film and containers) before and after fuel preparation by size reduction.
Table 1Analysis results reported by EXOVA labs for prospective WDF: size-reduced containers, carpet, clothing, plastic film, C&D plastics and expanded polystyrene.
Containers Carpet Textile Plastic film C&D plastics EPS
Chlorine (mg/kg) 3687 714 502 257 160 83.6Fluorine (mg/kg) 15.7 54.0 <15.0 78.0 67.7 68.7Carbon (% dry) 80.4 50.78 60.99 80.14 65.48 91.57Hydrogen (% dry) 12.7 7.29 4.49 13.05 10.63 7.64Oxygen (% dry) 1.91 17.65 32.87 3.46 1.88 <0.5Nitrogen (% dry) <0.5 4.82 <0.5 <0.5 <0.5 <0.5Sulphur (%) 0.046 0.088 0.031 0.025 0.1 0.0135Moisture (%) 0.32 0.59 0.36 0.38 0.13 0.19Ash (%) 5.16 17.72 7.44 3.22 7.66 0.16Calorific (MJ/kg) 41.57 22.73 22.33 41.41 42.15 41.50
Table 2Analysis results reported by EXOVA labs for coal-coke and waste shingles, which arealready used as fuel in the cement kiln.
Component measured Waste shingles Coal-coke
Chlorine (mg/kg) 220 183Fluorine (mg/kg) 58.3 85.2Carbon (% dry) 46.22 69.67Hydrogen (% dry) 5.08 3.18Oxygen (% dry) 10.11 7.11Nitrogen (% dry) 0.50 1.68Sulphur (%) 1.23 3.52Moisture (%) 7.70 0.37Ash (%) 41.18 13.43Calorific value (MJ/kg) 16.46 29.63
E.A. Asamany et al. / Fuel 193 (2017) 178–186 181
4.2. Procedure
In the first set of experiments a heat equivalent of 2 g coal-cokefor each sample as shown in Table 3, was weighed and combustedin a tube furnace. The temperature of the furnace was held at amaximum temperature of 1100 �C for the combustion of the sam-ples for a residence time of 3 min. Dry air supply at ambient tem-
perature was kept at 10 L/min to sweep combustion products tothe exhaust. The set-up shown in Fig. 3 was used. The exhaustgases were swept by the air into a primary distribution chamberthat also serves to cool the exhaust gases. Argon gas was intro-duced into the primary chamber at 4 L/min to keep the exhaustgas at temperatures of 50 �C and below. This was done to mitigatesecondary reactions and also to bring products to temperaturessuitable for the measuring devices. The exhaust gases then flowinto a 6 L secondary plastic chamber where they are drawn intothe particle counter at a rate of 1.7 L/min. The secondary chamberwas to ensure that concentrations were within the safe limit of thedetection for the attached devices. The VOC sample collected at10 ml/min into the TDT attached to the primary chamber. Theother ports on the primary and secondary chambers were shutoff when not in use.
In the second set of experiments, samples of coal-coke, wasteplastics, waste shingles and blends of coal-coke with waste plasticsand shingles were blended to an equivalent energy of 10-mg ofcoal-coke. Waste shingles were size reduced to particle sizes of1.5–3 mm and the waste plastic samples comprised of 3–5 mmchips and fluff. 30% of the thermal energy required was supplied

Fig. 2. Theoretically expected changes in gaseous emissions from the combustion of plastic based waste materials based on reported elemental analysis. NOx values refer tofuel NOx only.
Fig. 3. Schematic cross section of tube furnace and attached sampling chambersused for combustion tests.
182 E.A. Asamany et al. / Fuel 193 (2017) 178–186
by either the plastics or shingles. The weight of the samples testedare shown in Table 4. The HGR was mounted in a sampling cham-ber with ambient atmosphere and pressure. It was used in con-junction with the particle counter to compare the particulateemission of the single fuel to the blends after combustion in air.
Fig. 4. Heated grid reactor main block an
A 10-s cycle which included heating and a hold time of 2 s, at1000 �C was used for this set of experiments.
Finally, clinker production and emission data collected from thefull-scale trials using waste shingles are also presented. The data isused to discuss full-scale implications of WDF use in the cementkiln.
5. Results
5.1. Tube furnace tests
VOC detection data on all samples from combustion in the tubefurnace was obtained from GC–MS performed on samples collectedwith the TDTs. The quantity of the detected VOCs was summed upto obtain a total VOC in mg/kg of fuel. As shown in Fig. 5, Carpetsrecorded the largest quantity of total VOC in exhaust (8683 mg/kgfuel) and EPS recording the least (4 mg/kg fuel). Figs. 5–7 are com-bined plots of VOC detected with the calorific value, moisture con-tent and ash content of the given fuel. The residual VOC detectedincreased generally with decreasing calorific value, increasedmoisture content and increased ash content in similar fashion as
d reactor sample chamber assembly.

Table 3Weights of 2 g-coal-coke heat equivalent for allcontainers, plastic film, clothing, carpet and C&Dplastics used in tube furnace experiments.
Sample tested in tube furnace Weight (g)
EPS 1.43Plastic film 1.43Containers 1.43Carpet 2.61Clothing 2.65C&D Plastics 1.41
Table 4Sample composition and weights for heated grid reactor PM emission tests.
Sample tested in HGR Weight for HGR (mg)
Coal-coke only 10.0Mixed plastics only 7.0Waste Asphalt shingles only 14.0Coal-coke + 30% energy from plastics 7.0 + 2.2Coal-coke + 30% energy from shingles 7.0 + 4.5
Fig. 5. Combined graph of energy content and the total VOC detected for plastic-based material samples tested in tube furnace experiment.
Fig. 6. Combined graph of moisture content and the total VOC detected for plastic-based material samples tested in tube furnace experiment.
Fig. 7. Combined graph of ash content and the total VOC detected for plastic-basedmaterial samples tested in tube furnace experiment.
E.A. Asamany et al. / Fuel 193 (2017) 178–186 183
kiln gas temperature observed by Ariyaratne et al. [20] in full-scalecement kiln studies.
5.2. Heated grid reactor tests
Figs. 8 and 9 show interval plots for the count of small and largeairborne PM in the gases collected during the combustion of thefuel samples in the HGR. The number of small particulates (0.5–2.5 lm) and large particulates (>2.5 lm) in the combustion prod-ucts were continuously measured over a period of five minutes.This period included a 10 s heating cycle applied the sample inthe mesh. Three tests (n = 3) were conducted for each sample.The five-minute average for each run was used in the interval plot.The plots show considerable overlap in the intervals for the coal-coke and the blends meaning that, with 95% confidence, the PMcounts recorded for the samples do not differ significantly.
5.3. Full-scale tests
In the absence of burn permits for the waste plastic fuels,results from the trials on the local kiln using up to 10% thermalinput of waste asphalt shingles were conducted. Fig. 10 shows thatthe introduction of waste shingles in the energy mix did notadversely affect the thermal performance of the kiln. This is shownby the improvement and maintenance of clinker production overthe period. The shingles were primarily delivered into the mainburner zone of the cement kiln via pipes separate from the mainburner.
Data obtained from National Pollutant Release Inventory (NPRI)[26] and plotted in Fig. 11 shows a reduction in the reported PMemissions from the cement facility. These reductions cannot besolely linked to the use of shingles however; they do suggest thatwaste shingle use did not lead to marked increases in PM underfull-scale kiln operating conditions.
6. Discussion
6.1. Expectations based on bench-scale results on VOC emissions
The presence of VOCs in exhaust is influenced by the combinedeffect of the initial volatile matter content, the rate of devolatiliza-tion, and the extent of combustion. These factors depend physicallyon the temperatures of operation, quantity, size and structure offuel particles and residence time among others. It is difficult toascertain VOC emissions resulting from the fuel only, since a sub-stantial amount of organic matter is also present in the kiln rawmaterials. Furthermore, it is unlikely that at full-scale kiln condi-tions, VOCs resulting from incomplete fuel combustion would exist
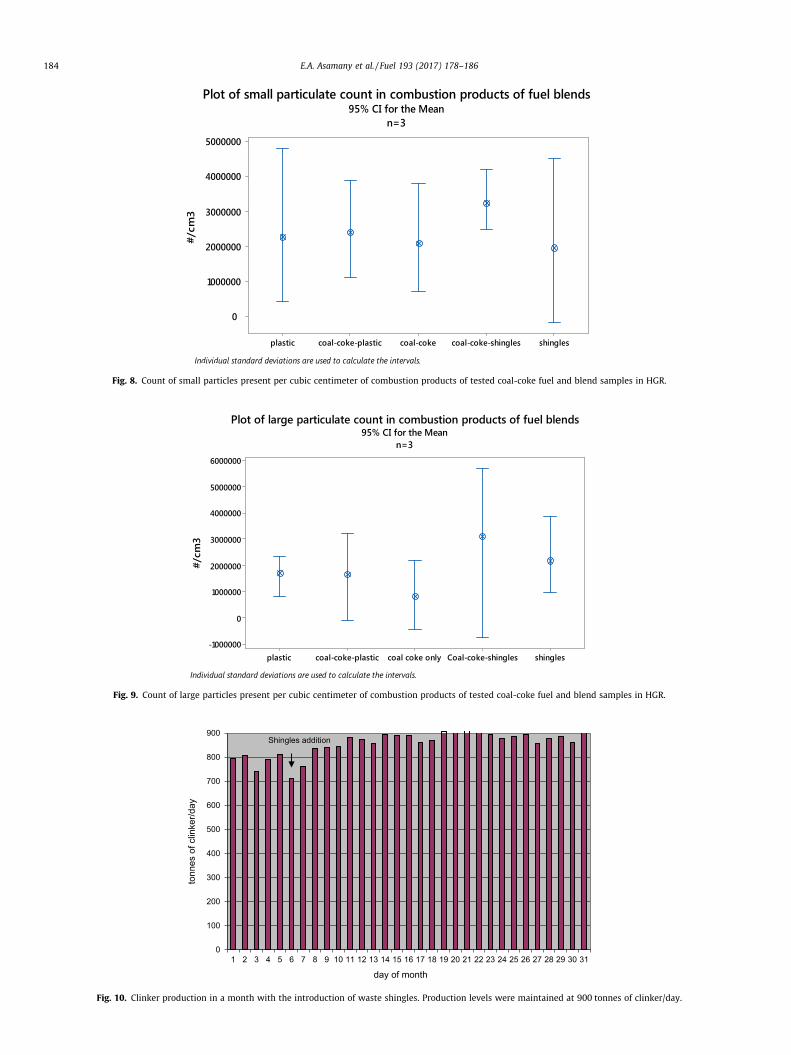
Fig. 8. Count of small particles present per cubic centimeter of combustion products of tested coal-coke fuel and blend samples in HGR.
Fig. 9. Count of large particles present per cubic centimeter of combustion products of tested coal-coke fuel and blend samples in HGR.
0
100
200
300
400
500
600
700
800
900
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
tonn
es o
f clin
ker/d
ay
day of month
Shingles addition
Fig. 10. Clinker production in a month with the introduction of waste shingles. Production levels were maintained at 900 tonnes of clinker/day.
184 E.A. Asamany et al. / Fuel 193 (2017) 178–186

Fig. 11. Annual total particulate matter in tonnes, released from the stack of thelocal cement plant between 2011 and 2015, showing reductions which remaininsignificantly changed in the last two years.
E.A. Asamany et al. / Fuel 193 (2017) 178–186 185
at the stack. The conditions in the bench-scale apparatus are there-fore not an actual representation of the actual kiln combustion butthey provide a tool by which the extent of combustion can be com-pared for the fuels under similar conditions, and in the absence ofcompeting sources. This extent of combustion can be deduced fromthe residual VOC detected in the combustion products. Trends inVOC emission therefore could provide insight into the behaviorssolely attributable to the fuel materials under set conditions. Thetotal VOCs detected in exhaust was less for the samples withenergy content above 40 MJ/kg than for samples with energy con-tent below 30 MJ/kg. This could be explained by the fact thathigher energy density results in a reduction of the fuel massrequired which reduces the potential VOC emissions expected.Increased moisture content generally resulted in more residualVOC emission. The presence of moisture reduces the combustionefficiency of the fuel by the loss of heat to vaporization. This alsomeans that within a given residence time, the period of moistureloss is extended for the materials with high moisture content,thereby reducing the time and energy available for the oxidationof volatiles after they are released. The reduced combustion effi-ciency and the loss in oxidation time, can explain the relationbetween increased moisture content and increased residual VOC.VOC emissions also increased with increasing ash content. Gener-ally, the higher the ash content, the less the energy content of agiven mass. This reduces the energy available for thermal degrada-tion. Among the plastics with energy content > 40 MJ/kg (EPS, plas-tic film and containers), the physical properties of the fuel seemedto affect the level of VOC emissions. EPS, is light and has an aeratedstructure. It recorded very little residual VOC. The low structuraldensity allows for better diffusion of heat and oxygen into the par-ticle. The structure also enhances the removal of volatile matterfrom the core of the particles for oxidation. Volatiles are thereforeconsumed more effectively within the given residence time. Simi-lar explanations could be given for plastic films which were lessdense compared to the chips of the rigid containers. The presenceof inerts and fire-retardant additives used in the production ofclothing and carpet are primary reasons why they were less com-bustible as received, and therefore generated more residual VOCsand more ash.
6.2. Expectations based on bench-scale results on particulate matter
A review of the median counts from the plots generated for PMdata shows a mix of additive and synergistic effects from fuelblending. Given the results obtained on a bench-scale for PM emis-sions in the HGR, it can be said that, though the variability of fuel
related PM emissions may increase with the addition of WDFs, theoverall behavior of PM emission will not differ significantly fromthat of coal-coke. The results also show that it will be difficult tomatch bench-scale PM emissions with a characteristic fuel prop-erty. It can however be seen that the more of a sample combusted,the more PM emissions detected. These variations should beexpected on a large scale because cement stack emissions dependon many factors beyond the fuel characteristics. This makes theprediction of PM emissions with respect to fuel change quite chal-lenging. The work of Jeschar et al. [7] encountered a similar diffi-culty. This uncertainty in behavior is also consistent with largescale PM emissions reported by workers such as Carrasco et al.[17] and CRA [18]. If the full-scale PM emissions with respect tofuel change behave similarly to bench-scale emissions, then aproper functioning ESP for example, should handle the PM variabil-ity resulting from fuel changes satisfactorily well.
6.3. Full-scale implications
In summary, the bench-scale experiments using the tube fur-nace and HGR provided observations which when matched withexpectations drawn from ultimate-analysis, show varied extentsof predictability in full-scale practice. The trends in residual VOCemission with respect to the energy, moisture and ash content,match well with the observations made by Ariyaratne et al. [20]and Ariyaratne et al. [21]. For the fuels they studied, increased fuelrequirement, high moisture content and low ash content generallyresulted in increased kiln flue gas, lower kiln gas temperatures andreduced clinker output. This similarity in the trends of bench-scalemeasured residual VOC and full-scale thermal performance sug-gest that prior to full-scale trials, the tube furnace set-up can beused as a means to comparatively estimate the effect that the fuelcomposition might have on the kiln’s thermal performance. Actualfull-scale tests conducted on waste shingles at the local cementplant showed that kiln thermal performance could be maintainedor improved by the use of WDF. This was seen in the maintenanceof clinker production rates over the period of firing waste shingles.A similar behavior is expected for blends of coal-coke and wasteplastics because compared to most of the waste plastic samples,waste shingles contain less energy, more ash and more moistureper equivalent heat, and because of the effect that these character-istics can have on bench-scale combustion efficiency and full-scalekiln thermal performance, it is fair to expect that firing equivalentamounts of the tested waste plastics would not reduce clinker pro-duction as a result of lowered fuel combustion efficiency or low-ered kiln thermal performance. The fuel handling approaches forthe waste plastic fuel stream may however be different due to dif-ferences in density and particle size of the fuels as received. Thereis need for further studies on the comparative behavior of singleplastic and waste shingle particles for a better prediction. How-ever, since the key to obtaining actual trial permits lies in the out-come of a comparison of the new fuel to available data on fuels thatare already in use, this expectation for waste plastics, though notelaborately arrived at, forms an initial argument for acquiringactual full-scale trial permits. Concerning PM emissions, bothbench-scale and full-scale observations made show that for themost part, changes that are solely attributable to fuel change arenot significant when co-processing WDF and coal-coke.
7. Conclusions
Expectations in emission characteristics of waste plastics aspotential WDF in cement kilns have been studied using theoreticalcalculation and bench-scale testing. This approach provides usefulinsight into the potential impact of energy content and other phys-

186 E.A. Asamany et al. / Fuel 193 (2017) 178–186
ical and chemical properties of waste plastic materials on gaseousemissions, particulate matter and residual VOC emissions. Theresults of bench-scale experiments showed favorable correlationwith observations of full-scale behavior of kiln thermal perfor-mance parameters seen in the literature. For particulate emissions,the bench-scale results show no significant deviations if up to 30%energy of conventional fuels was replaced with waste plastics orwaste shingles. It is however difficult to match the behavior toany fuel property besides the amount of fuel combusted. Theresults on the residual VOC emission as observed in bench-scaletests matched well with the trends observed by other workers onthe effect of WDF on full-scale kiln gas temperature profiles andclinker production rates. Waste plastics with higher energy value,lower moisture content and lower ash content yield less VOCs inbench-scale tests. This indicates high combustion efficiency underbench-scale conditions. The bench-scale residual VOC approachcan thus be used as a screening method to select appropriateWDF for actual kiln tests by relating the bench-scale combustionefficiency to the potential impact on the full-scale kiln thermal per-formance. Furthermore, the ease of comparison associated with thedescribed bench-scale tests, presents a good resource for operatorsto obtain preliminary data to acquire fuel trial permits and toimprove heterogeneous WDF selection and blending.
Acknowledgements
The authors acknowledge the financial support from LafargeCement, Brookfield, Nova Scotia, Canada, the Canadian PlasticsIndustry Association, the Natural Sciences and EngineeringResearch Council (NSERC) of Canada, MITACS Canada, and theResource Recovery Fund Board (RRFB) now DivertNS, Nova Scotia.Assistance with some of the analytical work from Thomas Barnett,David Bowen and CourtneyWilson is gratefully acknowledged as istechnical support from Ray Dube in building the heated gridreactor.
References
[1] Kelleher-Environmental. Plastics waste denominator study for Canada.Canadian Plastic Industry Association; 2012.
[2] Gray D. Earth day, sustainability and plastics. Canadian Plastic IndustryAssociation; 2014.
[3] Waste Reduction Facts, in, Clean Foundation, Nova Scotia, Canada; 2011.[4] Mullinger P, Jenkins B. Industrial and process furnaces - principles. In: Design
and operation. Elsevier; 2008.[5] Mokrzycki E, Uliasz- Bochenczyk A. Alternative fuels for the cement industry.
Appl Energy 2003;74:95–100.
[6] Tillman DA, Duong DNB, Harding NS. Solid fuel blending - principles, practices,and problems. Elsevier; 2012.
[7] Jeschar R, Jennes R, Kremer H, Kellerhoff T. Reducing NOx and CO emission byburning plastics in the calcining cement rotary kiln of a plant ZKGinternational, 1999;52:534–49.
[8] Tillman DA. Cofiring benefits for coal and biomass. Biomass Bioenergy2000;19:363–4.
[9] Narang L. Techno-economical assessment of alternative fuels in cement kiln.In: Department of biotechnology and environmental sciences. Patiala: ThaparUniversity; 2012.
[10] Themelis N, Castaldi M. Use of alternative fuels in cement production in; 2014.[11] Choi BS, Yi J. Simulation and optimization on the regenerative thermal
oxidation of volatile organic compounds. Chem Eng J 2000;76:103–14.[12] Gibson MD, Heal MR, Bache DH, Hursthouse AS, Beverland IJ, Craig SE, et al.
Using mass reconstruction along a four-site transect as a method to interpretPM10 in west-central Scotland, United Kingdom. J Air Waste Manage Assoc2009;59:1429–36.
[13] Gibson MD, Guernsey JR, Beauchamp S, Waugh D, Heal MR, Brook JR, et al.Quantifying the spatial and temporal variation of ground-level ozone in therural Annapolis Valley, Nova Scotia, Canada using nitrite-impregnated passivesamplers. J Air Waste Manage Assoc 2009;59:310–20.
[14] Gibson MD, Pierce JR, Waugh D, Kuchta JS, Chisholm L, Duck TJ, et al.Identifying the sources driving observed PM2.5 temporal variability overHalifax, Nova Scotia, during BORTAS-B. Atmos Chem Phys 2013;13:7199–213.
[15] Gibson MD, Haelssig J, Pierce JR, Parrington M, Franklin JE, Hopper JT, et al. Acomparison of four receptor models used to quantify the boreal wildfire smokecontribution to surface PM2.5 in Halifax, Nova Scotia during the BORTAS-Bexperiment. Atmos Chem Phys 2015;15:815–27.
[16] Franklin JE, Drummond JR, Griffin D, Pierce JR, Waugh DL, Palmer PI, et al.BORTAS field experiment. Atmos Chem Phys 2011;14(2014):8449–60.
[17] Carrasco F, Bredin N, Heitz M. Gaseous contaminant emissions as affected byburning scrap tires in cement manufacturing. J Environ Qual2002;31:1484–90.
[18] Conestoga-Rovers&Associates, Ontario, Canada. Report on air emissionassessment for proposed scrap tire co-combustion; 2007.
[19] Anastasakis K, Kitsiou I, de Jong W. Fast devolatilization characteristics of ‘lowcost’ biomass fuels, wood and reed. Potential feedstock for gasification. FuelProcess Technol 2016;142:157–66.
[20] Ariyaratne WKH, Melaaen MC, Tokheim L-A. The effect of alternative fuelcombustion in the cement kiln main burner on production capacity andimprovement with oxygen enrichment. Int J Chem Mol Nucl Mater Metall Eng2013;7:184–91.
[21] Ariyaratne HW, Melaaen MC, Tokheim LA, Manjula EVPJ. Kiln process impactof alternative solid fuel combustion in the cement kiln main burner -Mathematical modelling and full-scale experiment; 2014.
[22] Cai H-Y, Guell AJ, Chatzakis IN, Lim J-Y, Dugwell DR, Kandiyoti R. Combustionreactivity and morphological change in coal chars: effect of pyrolysistemperature, heating rate and pressure. Fuel 1996;75:15–24.
[23] Zeng C, Chen L, Liu G, Li W, Huang B, Zhu H, et al. Advances in the developmentof wire mesh reactor for coal gasification studies. Rev Sci Ins 2008;79:084102.
[24] Prins MJ, Li ZS, Bastiaans RJM, van Oijen JA, Aldén M, de Goey LPH. Biomasspyrolysis in a heated-grid reactor: visualization of carbon monoxide andformaldehyde using laser-induced fluorescence. J Anal Appl Pyrol2011;92:280–6.
[25] Dohoo C, Read Guernsey J, Gibson MD, VanLeeuwen J. Impact of biogasdigesters on cookhouse volatile organic compound exposure for rural Kenyanfarmwomen. J Expos Sci Environ Epidemiol 2015;25:167–74.
[26] NPRI. National Pollution Release Inventory, Canada from <https://www.ec.gc.ca/inrp-npri/>.


















