ESTERIFICATION OF MIXTURES OF PURE FATTY ACIDS WITH … · 2019-01-29 · fatty acid moieties, so...
8
Journal of Chemical Technology and Metallurgy, 48, 5, 2013, 489-496 ESTERIFICATION OF MIXTURES OF PURE FATTY ACIDS WITH METHANOL G. Cholakov, S. Yanev, V. Markov, S. Stoyanov University of Chemical Technology and Metallurgy 8 Kl. Ohridski, 1756 Sofia, Bulgaria E-mail: [email protected] ABSTRACT Extracts from secondary biomass, e. g. spent coffee grounds (SCG), can be utilized in the production of biodiesel ad- ditives (esters of fatty acids with low molecular mass alcohols). However, they contain a significant amount of free fatty acids, so the transesterification of their glycerides has to be preceded by catalytic esterification of these acids. SCG extracts are essentially a mixture of compounds with approximately equal amounts of glycerides with saturated and unsaturated fatty acid moieties, so their iodine values are much lower than those of the typical highly unsaturated biodiesel feedstocks – e.g., sunflower oil, soybean oil, etc. In the wider context of our studies on the preparation of renewable fuel additives from SCG and other extracts from secondary biomass, this work presents results on direct esterification of mixtures of pure fatty acids, modeling the unsatura- tion of such extracts. They are also relevant to the utilization of biodiesel feedstocks, consisting entirely or predominantly of fatty acids like tall oil, soapstock and synthetic fatty acids, etc. Keywords: spent coffee grounds, biodiesel, catalytic esterification, fatty acids. Received 25 May2013 Accepted 29 July 2013 INTRODUCTION In the first decade of the 21 st century the EU adopted ambitious programs for wider use of biomass for energy production. According to the respective Directive in 2020 10 % of all transport fuels have to be renewable, and this number will increase to 25 % in 2030 [1, 2]. The mono alkyl (mainly methyl) esters of long-chain fatty acids, derived from a renewable lipid feedstock, commonly known as biodiesel [3], and bioethanol are viewed as the keys to the achievement of the set goals. Production and use of the two biofuel additives, as well related research, received substantial financing in terms of subsidies and waving taxes [4, 5]. Presently, in most EU countries, the US, etc. the production capacity planned for biodiesel in 2020 has been almost reached [6]. Biodiesel is safe, renewable, nontoxic, biodegradable, contains insignificant amounts of sulfur, and imparts lubricity to ultralow sulfur diesel fuels. Furthermore, it has a high cetane number and a high flash point. It decreases the emissions of most diesel engine pollutants, with the exception of nitrogen oxides (NO x ) which are generally increased along with fuel consumption [7]. With these properties, it is mandatory in the EU to use it as an additive to hydrocarbon diesel at 7 % v , and in the US even higher concentrations are employed. However, world biodiesel is produced mainly from highly refined natural glycerides (> 95 % edible oils [4]). Further development of biodiesel from such feedstocks is not sustainable and might replace the energy crisis with a food crisis [4, 8, 9]. Moreover, in view of the present economic crisis, many states cannot provide the previous financial benefits and the rather expensive biodiesel production from highly refined feedstocks has practically stopped. The European Environment Agency (EEA) has just published a report, which analyses the bioenergy poten-
Transcript of ESTERIFICATION OF MIXTURES OF PURE FATTY ACIDS WITH … · 2019-01-29 · fatty acid moieties, so...

G. Cholakov, S. Yanev, V. Markov, S. Stoyanov
489
Journal of Chemical Technology and Metallurgy, 48, 5, 2013, 489-496
ESTERIFICATION OF MIXTURES OF PURE FATTY ACIDS WITH METHANOL
G. Cholakov, S. Yanev, V. Markov, S. Stoyanov
University of Chemical Technology and Metallurgy8 Kl. Ohridski, 1756 Sofia, BulgariaE-mail: [email protected]
ABSTRACT
Extracts from secondary biomass, e. g. spent coffee grounds (SCG), can be utilized in the production of biodiesel ad-ditives (esters of fatty acids with low molecular mass alcohols). However, they contain a significant amount of free fatty acids, so the transesterification of their glycerides has to be preceded by catalytic esterification of these acids. SCG extracts are essentially a mixture of compounds with approximately equal amounts of glycerides with saturated and unsaturated fatty acid moieties, so their iodine values are much lower than those of the typical highly unsaturated biodiesel feedstocks – e.g., sunflower oil, soybean oil, etc.
In the wider context of our studies on the preparation of renewable fuel additives from SCG and other extracts from secondary biomass, this work presents results on direct esterification of mixtures of pure fatty acids, modeling the unsatura-tion of such extracts. They are also relevant to the utilization of biodiesel feedstocks, consisting entirely or predominantly of fatty acids like tall oil, soapstock and synthetic fatty acids, etc.
Keywords: spent coffee grounds, biodiesel, catalytic esterification, fatty acids.
Received 25 May2013Accepted 29 July 2013
INTRODUCTION
In the first decade of the 21st century the EU adopted ambitious programs for wider use of biomass for energy production. According to the respective Directive in 2020 10 % of all transport fuels have to be renewable, and this number will increase to 25 % in 2030 [1, 2]. The mono alkyl (mainly methyl) esters of long-chain fatty acids, derived from a renewable lipid feedstock, commonly known as biodiesel [3], and bioethanol are viewed as the keys to the achievement of the set goals. Production and use of the two biofuel additives, as well related research, received substantial financing in terms of subsidies and waving taxes [4, 5].
Presently, in most EU countries, the US, etc. the production capacity planned for biodiesel in 2020 has been almost reached [6]. Biodiesel is safe, renewable, nontoxic, biodegradable, contains insignificant amounts of sulfur, and imparts lubricity to ultralow sulfur diesel
fuels. Furthermore, it has a high cetane number and a high flash point. It decreases the emissions of most diesel engine pollutants, with the exception of nitrogen oxides (NOx) which are generally increased along with fuel consumption [7]. With these properties, it is mandatory in the EU to use it as an additive to hydrocarbon diesel at 7 %v, and in the US even higher concentrations are employed.
However, world biodiesel is produced mainly from highly refined natural glycerides (> 95 % edible oils [4]). Further development of biodiesel from such feedstocks is not sustainable and might replace the energy crisis with a food crisis [4, 8, 9]. Moreover, in view of the present economic crisis, many states cannot provide the previous financial benefits and the rather expensive biodiesel production from highly refined feedstocks has practically stopped.
The European Environment Agency (EEA) has just published a report, which analyses the bioenergy poten-

Journal of Chemical Technology and Metallurgy, 48, 5, 2013
490
tial of the EU from a resource-efficiency perspective and clearly states the need for a drastic change [10].
The leading private and public research entities in the industrial countries have already started the develop-ment of biodiesel from mixed feedstocks, including low-er quality, but cheaper and readily available components from the so called “secondary biomass” – non-edible oils, animal fats, spent coffee grounds, microalgae, dif-ferent organic wastes, etc. [11-15].
An important direction of the described research efforts is the development of technologies for esterifica-tion of fatty acids with methanol and ethanol [16, 17]. These are needed for utilization of feedstocks, consisting predominantly or entirely of fatty acids, like tall oil fatty acids, soap stock acids and palm oil distillates, synthetic fatty acids, waste cooking oils, etc. [18, 19]. They are also required for a priori esterification of secondary biomass biodiesel feedstocks, typically containing more than 2 – 4 % free fatty acids, along with the much higher amount of triglycerides, which are then transesterified in the presence of basic catalysts, by the still most wide-spread and cheap technology.
Secondary biomass fatty acids also might contain a significant amount of lower molecular mass and satu-rated fatty acids. An example is the feedstock extracted from spent coffee grounds (SCG), which are a mixture of such fatty acids and their triglycerides [20].
Within the wider context of the utilization of sec-ondary biomass, the aim of the present work is to study the direct esterification of mixtures of pure fatty acids, modeling the unsaturation of extracts from spent coffee grounds. The obtained results are also relevant to the direct esterification of biodiesel feedstocks, consisting entirely or predominantly of fatty acids − tall oil, soap-stock, synthetic fatty acids, etc.
EXPERIMENTAL
In our work we have conducted experiments on the esterification of oleic acid/lauric acid mixtures with methanol, using sulfuric acid as a catalyst.
Reagents For the esterification, the following reagents have
been used:Oleic acid, puriss. (“Merck” KGaA, Germany). It
contains 82 % pure oleic acid, determined experimen-tally with gas chromatography. The acid number (AcNo)
of the reagent, also determined experimentally, is 199.56 mg KOH/g. Lauric acid, ≥ 98.00 % (“Sigma-Aldrich”, USA). The experimentally determined AcNo of this reagent was 279.99 mg KOH/g.
Sulfuric acid, 95 – 97 %, puriss. (“Riedel-de-Haën”, Germany).
Methanol, puriss. (“Teocom”, Bulgaria). Isopropanol, puriss. (“Teocom”, Bulgaria) has been
employed in the standard analysis of the acid numbers and n-Hexane, puriss. (“Valerus”, Bulgaria) – in washing out and distillation of the obtained esters.
Experimental Apparatus A schematic view of the apparatus used is given
in Fig. 1.The laboratory set-up consists of a 250 cm3 round-
bottom flask with three parallel necks, submerged in an oil bath, heated and stirred by a hot-plate magnetic stirrer (“Boeco”, Germany, model MSH 300). The three side necks of the flask are equipped with a thermometer, a graduated addition funnel and a Dean-Stark receiver, used for continuous removal of the water produced by the esterification reaction. A reflux condenser, mounted on top of the Dean-Stark receiver, is used to cool water/methanol vapors.
Fig. 1. Scheme of the esterification set-up.

G. Cholakov, S. Yanev, V. Markov, S. Stoyanov
491
Methodology The experimental work was carried out with two
fatty acid mixtures: oleic acid/lauric acid (in %mass): 92.5:7.5 and 85:15.
On the basis of our preliminary experiments, the esterification of both mixtures was performed according to a full 23 experimental design. The influence of 3 key reaction parameters was studied, namely: methanol/fatty acids molar ratio (X1, 3:1 to 9:1), reaction time (X2, 80 to 120 min) and catalyst concentration (X3, 0.2 to 1.0 %mass of the quantity of fatty acids used). The chosen ranges of the parameters are suitable for industrial ap-plication.
The dependent variable was the AcNo of the ana-lyzed product, after removing the sulfuric acid catalyst, denoted respectively as Y1 for the first (7.5 % lauric acid) and Y2 for the second (15 % lauric acid) mixture. This number is directly related to the amount of methyl esters in the particular product and can be used for calculating it. The acid numbers were experimentally determined for all samples, taken for following the reaction kinetics, or as final products, after esterification for 120 min. The organization of the designed experiment is presented in Table 1.
It can be seen from Table 1, that for each fatty acid mixture it contains 27 esterifications, needed for describ-ing the factor space, for estimation of the uncertainties of the obtained results and for validation of the model equations.
Esterification Firstly, the reaction mixture was prepared by weigh-
ing the necessary amounts of oleic acid, lauric acid,
methanol and sulfuric acid directly in the pre-weighed reaction flask. The esterification set-up was assembled and the magnetic stirrer (providing both, mixing and heating) was switched on. The addition funnel was filled up with dry methanol, used to compensate the amount of initial methanol, distilled with the reaction water. The moment, when the reaction mixture started to boil, was recorded as the initiation of the esterification reaction. The reaction temperature, determined mainly by the particularly used methanol/acids ratio, was recorded. This temperature was kept constant during the whole esterification process by compensating the methanol, distilled off with the reaction water in the trap of the Dean-Stark receiver. For this purpose, dry methanol was added to the flask, when the temperature changed.
The reaction kinetics was followed by the changes of the acid numbers of samples taken from the reaction mixture after predetermined time intervals. Each inter-mediate sample was transferred in a separatory funnel, and left until the formation of two layers occurred. The upper layer, containing mostly humid methanol, was col-lected for methanol recovery. The bottom layer, contain-ing the methyl esters, was moved to another separatory funnel, diluted with n-hexane and washed several times with portions of distilled water until the aqueous layer became neutral. The latter procedure was done to remove the sulfuric acid present in the sample. Then the sample was poured into a small pre-weighed round-bottom flask and subjected to vacuum distillation with a rotary evaporator (“Büchi”, Switzerland, Rotavapor – R, Type KRvr). Finally, after the mass of the pure and dry sample was measured, its acid value was determined, following the procedures of the ISO EN 14104 standard method. This procedure was applied to all intermediate samples and to the final products, obtained after 120 min.
The results from the designed experiments were worked over statistically with a response surface meth-odology software package in order to obtain and analyze model equations, describing them.
RESULTS AND DISCUSSION
The idea for the set-up on Fig. 1 came from the work of Lucena et al. [19], who demonstrated that although methanol and water do not form azeotropes, it is pos-sible to remove them from the esterification reaction by distillation. They used a water adsorption apparatus
Experiment X1 X2 X3 Experiment Х1 Х2 Х3 1 9 80 1 15 6 120 0.6 2 9 100 1 16 6 80 0.6 3 9 120 1 17 6 100 0.6 4 9 80 0.2 18 6 120 0.6 5 9 100 0.2 19 6 80 0.6 6 9 120 0.2 20 6 100 0.6 7 3 80 1 21 6 120 0.6 8 3 100 1 22 3 80 0.2 9 3 120 1 23 3 100 0.2 10 3 80 0.2 24 3 120 0.2 11 3 100 0.2 25 3 80 0.2 12 3 120 0.2 26 3 100 0.2 13 6 80 0.6 27 3 120 0.2 14 6 100 0.6
Table 1. Organization of the designed experiments.

Journal of Chemical Technology and Metallurgy, 48, 5, 2013
492
to dry and return the condensed methanol in the reac-tion mixture. While this might be more feasible from industrial point of view, we decided to compensate the distilled off methanol by dropwise addition. The control of the alcohol:acids ratio by adjusting the amounts of distilled and added methanol, through keeping the reac-tion temperature constant, and the avoiding of manipula-tion, drying and activation of the adsorbent are, in our opinion, its advantages. Its obvious disadvantage is the use of significant amounts of methanol, which however, in the laboratory is easily recovered by distillation with a reflux condenser (used as a fractionating column), filled with glass beads.
Fig. 2 presents typical kinetic curves, obtained in our experiments with the same amount of catalyst, but at different alcohol to acids molar ratios.
As seen from Fig. 2, the two samples with lower al-cohol: acids ratios (3:1) show lower reaction rates in the beginning of the esterification, but after 30 min reaction time, quickly catch up. According to the specification of biodiesel fuels ISO EN 14214, their acid numbers have to be below 0.5 mg KOH/g. From this point of view, it is important in what time this threshold is reached. Fig. 3 shows in greater detail how the limit is reached by the samples from Fig. 2.
Both samples with 3:1 ratio reach the 0.5 mg KOH/g barrier after 50 min esterification, sample A (9:1 ratio) – after 70, and sample B (9:1) ratio – after 98 min. These
results are somewhat unexpected, since the increasing of the alcohol:acids molar ratio is often assumed to increase not only the degree of conversion, but also the reaction rate (within certain limits). Consequently, in homogeneous esterification with H2SO4 of oils from microalgae, and heterogeneous esterification with solid catalysts, molar ratios above 20:1, and even up to 120 are not an exception [21-23].
In the particular experimental context, our ambiva-lent results show that increasing the amount of alcohol might lead to distillation of higher volumes of the toxic alcohol, without having only a positive effect. A similar effect of increasing the molar ratio has been reported for the sulfuric acid catalyzed esterification of palm distil-late fatty acids [24].
A possible explanation of these observations can involve reaction of the catalyst with the alcohol [25], to which our esterifications with continuous distill-ing off the alcohol with reaction water, could be very sensitive.
Fig. 4 shows that from the point of view of reaching the acid number limit, the two studied oleic/lauric acid mixtures with equal alcohol:acids ratio behave similarly, within the experimental error.
Table 2 presents the results from the designed ex-periments.
The experimental results for YA and YB are best described, respectively, by the model equations:
Fig. 2. Kinetics of the esterification with different CH3OH/fatty acids molar ratios. Designations: oleic acid/lauric acid 92.5 : 7.5 %mass: ▲(red line) – 9:1, 1 % cat., ■ (black line) – 3:1, 1 % cat.; oleic acid/lauric acid 85 : 15 %mass: ♦ (blue line) – 9:1, 1 % cat., ● (purple line) – 3:1, 1 % cat.
Fig. 3. Reaching the biodiesel specification for acid number. Designations: oleic acid/lauric acid 92.5 : 7.5 %mass: ▲(red line) – 9:1, 1 % cat., ■ (black line) – 3:1, 1 % cat.; oleic acid/lauric acid 85 : 15 %mass: ♦ (blue line) – 9:1, 1 % cat., ● (purple line) – 3:1, 1 % cat.; ─ ─ – acid number limit (0.5 mg KOH/g).

G. Cholakov, S. Yanev, V. Markov, S. Stoyanov
493
YB= 2.1532 + 0.26406 X1 − 0.046932 X2 − 0.0027783 X1 X2 − 0.056548 X1 X3 + 0.0091799 X1
2 + +0.00029861 X22
Coefficient of multiple correlation, R = 0.807; Standard deviation, SD = 0.18 mg KOH/g; max. posi-tive deviation, PD = 0.42 mg KOH/g; max. negative deviation, ND = − 0.29 mg KOH/g.
The used statistical software package calculated all relevant characteristics of the models, only several of which are presented above. According to the statistical analyses, both models adequately describe the obtained results from both esterifications. It should be noted that the multiple correlation coefficients are rather low. This can be explained with the high standard deviation of both models, comparable to the absolute values of the acid numbers, due to the complex character of the experi-ment. Within the set aim of the present work, the models are used as a supplementary tool, needed to clarify the influence of the studied factors.
Moreover, from a technological point of view the exact value of the acid number is not so important, as far as it is below or above the standard requirement (0.5 mg KOH/g). Figures 5, 6 and 7 illustrate the predictions of the models, the green plane (in color; in “Grayscale”
Fig. 4. Reaching the biodiesel specification for acid number (molar ratio 6:1; 0.6 % catalyst).Designations: ▲ (red line) – oleic acid/lauric acid 92.5 : 7.5 %mass; ♦ (blue line) – oleic acid/lauric acid 85 : 15 %mass; ─ ─ – acid number limit (0.5 mg KOH/g).
Fig. 5. Influence of X1 and X2 on YA and YB (X3 = const = 0.6 %): Planes in color: Blue – YA, Red − YB; Green – Specification.Planеs in Black and white: Black – YA; Dark grey – YB; Light grey – Specification.
YA= 3.3546 + 0.072267 X1 − 0.059949 X 2 − 0.00068546 X 1 X 2 − 0.0026215 X2X 3 + 0.00030833 x2
2
Coefficient of multiple correlation, R = 0.872; Standard deviation, SD = 0.11 mg KOH/g; max. posi-tive deviation, PD = 0.19 mg KOH/g; max. negative deviation, ND = − 0.16 mg KOH/g
and
Fig. 6. Influence of X1 and X2 on YA and YB (X3 = const = 0.3 %): Planes in color: Blue – YA, Red − YB; Green – Specification.Planes in Black and white: Black – YA; Dark grey – YB; Light grey – Specification.
Journal of Chemical Technology and Metallurgy, 48, 5, 2013
494
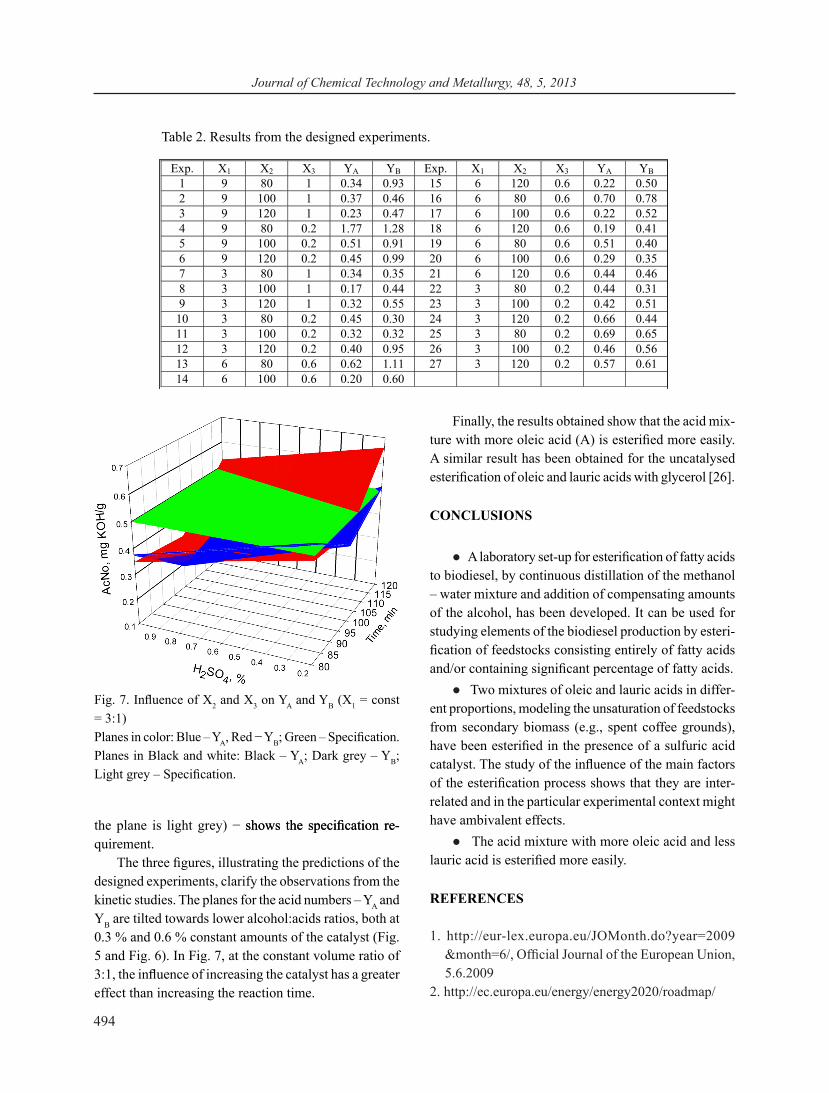
the plane is light grey) − shows the specifi cation re-shows the specification re-quirement.
The three figures, illustrating the predictions of the designed experiments, clarify the observations from the kinetic studies. The planes for the acid numbers – YA and YB are tilted towards lower alcohol:acids ratios, both at 0.3 % and 0.6 % constant amounts of the catalyst (Fig. 5 and Fig. 6). In Fig. 7, at the constant volume ratio of 3:1, the influence of increasing the catalyst has a greater effect than increasing the reaction time.
Finally, the results obtained show that the acid mix-ture with more oleic acid (A) is esterified more easily. A similar result has been obtained for the uncatalysed esterification of oleic and lauric acids with glycerol [26].
CONCLUSIONS
l A laboratory set-up for esterification of fatty acids to biodiesel, by continuous distillation of the methanol – water mixture and addition of compensating amounts of the alcohol, has been developed. It can be used for studying elements of the biodiesel production by esteri-fication of feedstocks consisting entirely of fatty acids and/or containing significant percentage of fatty acids.
l Two mixtures of oleic and lauric acids in differ-ent proportions, modeling the unsaturation of feedstocks from secondary biomass (e.g., spent coffee grounds), have been esterified in the presence of a sulfuric acid catalyst. The study of the influence of the main factors of the esterification process shows that they are inter-related and in the particular experimental context might have ambivalent effects.
l The acid mixture with more oleic acid and less lauric acid is esterified more easily.
REFERENCES
1. http://eur-lex.europa.eu/JOMonth.do?year=2009 &month=6/, Official Journal of the European Union, 5.6.2009
2. http://ec.europa.eu/energy/energy2020/roadmap/
Fig. 7. Influence of X2 and X3 on YA and YB (X1 = const = 3:1) Planes in color: Blue – YA, Red − YB; Green – Specification.Planes in Black and white: Black – YA; Dark grey – YB; Light grey – Specification.
Table 2. Results from the designed experiments.
Exp. X1 X2 X3 YA YB Exp. Х1 Х2 Х3 YA YB 1 9 80 1 0.34 0.93 15 6 120 0.6 0.22 0.50 2 9 100 1 0.37 0.46 16 6 80 0.6 0.70 0.78 3 9 120 1 0.23 0.47 17 6 100 0.6 0.22 0.52 4 9 80 0.2 1.77 1.28 18 6 120 0.6 0.19 0.41 5 9 100 0.2 0.51 0.91 19 6 80 0.6 0.51 0.40 6 9 120 0.2 0.45 0.99 20 6 100 0.6 0.29 0.35 7 3 80 1 0.34 0.35 21 6 120 0.6 0.44 0.46 8 3 100 1 0.17 0.44 22 3 80 0.2 0.44 0.31 9 3 120 1 0.32 0.55 23 3 100 0.2 0.42 0.51
10 3 80 0.2 0.45 0.30 24 3 120 0.2 0.66 0.44 11 3 100 0.2 0.32 0.32 25 3 80 0.2 0.69 0.65 12 3 120 0.2 0.40 0.95 26 3 100 0.2 0.46 0.56 13 6 80 0.6 0.62 1.11 27 3 120 0.2 0.57 0.61 14 6 100 0.6 0.20 0.60

G. Cholakov, S. Yanev, V. Markov, S. Stoyanov
495
3. J. M. Marchetti, A. F. Erazu, Comparison of different heterogeneous catalysts and different alcohols for the esterification reaction of oleic acid, Fuel, 87, 2008, 3477-3480.
4. R. Cruz, M. M. Cardoso, L. Fernandes, M. Oli-veira, Eu. Mendes, P. Baptista, S. Morais, S. Casal, Espresso Coffee Residues: A Valuable Source of Unextracted Compounds, J. Agric. Food Chem., 60, 2012, 7777−7784.
5. http://www.eurobserv-er.org/, June 2011.6. http://www.biofuelstp.eu/news/EBB_2009_prod_
2010_capacity.pdf7. S. Stournas, Z. Samaras, Effects of biodiesel on
passenger car fuel consumption, regulated and non-regulated pollutant emissions over legislated and real-world driving cycles, Fuel, 88, 2009, 1608-1617.
8. J. van Beilen, Why microalgal biofuels won’t save the internal combustion machine, Biofuels Bioprod. Bioref., 4, 2010, 41.
9. M. Siddiquee, S. Rohani, Lipid Extraction and Bio-M. Siddiquee, S. Rohani, Lipid Extraction and Bio-, Lipid Extraction and Bio-diesel Production from Municipal Sewage Sludges − A Review, Renewable and Sustainable Energy Reviews, 15, 2011, 1067.
10. http://www.eea.europa.eu/publications/eu-bioen-ergy-potential/download, EU bioenergy potential from a resource-efficiency perspective, EEA Report No. 6, Publications Office of the European Union, July, 2013.
11. Y. Liu, T. Liu, X. Wang, L. Xu, Y. Yan, Biodiesel Synthesis Catalyzed by Burkholderia cenocepacia Lipase Supported on Macroporous Resin NKA in Solvent-Free and Isooctane Systems, Energy &Fuels, 25, 3, 2011, 1206.
12. T. Pinnarat, Ph. E. Savage, Assessment of noncata-2. T. Pinnarat, Ph. E. Savage, Assessment of noncata-. T. Pinnarat, Ph. E. Savage, Assessment of noncata-, Assessment of noncata-lytic biodiesel synthesis using supercritical reaction conditions, Ind. Eng. Chem. Res., 47, 2008, 6801.
13. M. Borges, L. Diaz, Recent developments on het-3. M. Borges, L. Diaz, Recent developments on het-. M. Borges, L. Diaz, Recent developments on het-, Recent developments on het-erogeneous catalysts for biodiesel production by oil esterification and transesterification reactions: A review, Renewable & Sustainable Energy Reviews, 16, 2012, 2839.
14. Siew Hoong Shuit, Yit Thai Ong, Keat Teong Lee, Bhatia Subhash, Soon Huat Tan, Membrane technology as a promising alternative in biodiesel production: A review, Biotechnology Advances, 30 6, 2012, 1364-1380.
15. Y. H. Chen, T. H. Chiang, J. H. Chen, An optimum biodiesel combination: Jatropha and soapnut oil biodiesel blends, Fuel, 92, 2012, 377.
16. J. Ch. Hyun, H. K. Soo, W. H. Seok, Y. Yeong-Koo, A single step non-catalytic esterification of palm fatty acid distillate (PFAD) for biodiesel production, Fuel, 93, 2012, 373.
17. J. Sepulveda, C. Vera, J. Yori, J. Badano, D. Santaro-sa, D. Mandelli, H3PW12O40 (HPA), an efficient and reusable catalyst for biodiesel production related re-actions. Esterification of oleic acid and etherification of glycerol, Quim. Nova, 34, 4, 2011, 601.
18. S. Saka, D. Kusdiana, E. Minami, Non-catalytic biodiesel fuel production with supercritical metha-nol technologies, Journal of Scientific & Industrial Research, 65, 2006, 420.
19. I. L. Lucena, G. F. Silva, F. A. N. Fernandes, Bio-. I. L. Lucena, G. F. Silva, F. A. N. Fernandes, Bio-I. L. Lucena, G. F. Silva, F. A. N. Fernandes, Bio-diesel Production by Esterification of Oleic Acid with Methanol Using a Water Adsorption Apparatus, Ind. Eng. Chem. Res., 47, 2008, 6885-6889.
20. N. S. Caetano, V. F. M. Silva, T. M. Mata, Valoriza-tion of Coffee Grounds for Biodiesel Production, Chem. Eng. Transaction, 26, 2012, 267-272.
21. W. Xie, H. Wang, H. Li, Silica-Supported Tin Oxides as Heterogeneous Acid Catalysts for Transesterifica-tion of Soybean Oil with Methanol, Ind. Eng. Chem. Res., 51, 2012, 225-231.
22. A. L. Cardoso, S. C. Gonzaga Neves, M. J. da Silva, Esterification of Oleic Acid for Biodiesel Production Catalyzed by SnCl2: A Kinetic Investigation, Ener-gies, 1, 2008, 79-92.
23. A. E. Atabani, A. S. Silitonga, I. A. Badruddin, T. M. I. Mahli, H. H. Masjukia, S. Mekhilef, A compre-hensive review on biodiesel as an alternative energy resource and its characteristics, Renewable and Sustainable Energy Reviews, 16, 2012, 2070-2093.
24. S. Chongkhong, C. Tongurai, P. Chetpattananondh, C. Bunyakan, Biodiesel production by esterification of palm fatty acid distillate, Biomass and Bioenergy, 31, 2007, 563-568.
25. M. L. Pisarello, B. Dalla Costa, G. Mendow, C. A. Querini, Esterification with ethanol to produce biodiesel from high acidity raw materials. Kinetic studies and analysis of secondary reactions, Fuel Processing Technology, 91, 2010, 1005-1014.
26. I. Diaz, F. Mohino, J. Pérez-Pariente, E. Sastre,

Journal of Chemical Technology and Metallurgy, 48, 5, 2013
496
Synthesis, characterization and catalytic activity of MCM-41-type mesoporous silicas functionalized
with sulfonic acid, Applied Catalysis A: General, 205, 2001, 19-30.