
Estadística (datos agrupados)
18
5 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 1 1.425 1.464 1.472 1.496 1.466 1.443 1.502 1.535 1.565 1.454 1.45 1.462 1.499 1.453 1.539 1.553 1.498 1.427 1.482 1.463 1.551 1.552 1.527 1.488 1.478 1.449 1.465 1.512 1.495 1.485 2 1.476 1.524 1.427 1.444 1.545 1.589 1.617 1.489 1.474 1.535 1.534 1.454 1.479 1.538 1.508 1.462 1.519 1.472 1.502 1.528 1.553 1.543 1.462 1.515 1.548 1.485 1.457 1.531 1.547 1.534 3 1.438 1.572 1.471 1.503 1.483 1.471 1.462 1.516 1.45 1.524 1.484 1.384 1.606 1.515 1.493 1.466 1.456 1.543 1.432 1.513 1.465 1.518 1.459 1.42 1.525 1.48 1.544 1.455 1.555 1.509 4 1.531 1.46 1.478 1.543 1.52 1.521 1.452 1.468 1.473 1.436 1.564 1.451 1.504 1.477 1.484 1.488 1.545 1.464 1.465 1.495 1.482 1.485 1.476 1.562 1.521 1.523 1.497 1.497 1.491 1.456 5 1.483 1.473 1.491 1.549 1.481 1.468 1.488 1.561 1.534 1.534 1.527 1.446 1.528 1.469 1.515 1.504 1.551 1.534 1.486 1.446 1.458 1.569 1.451 1.548 1.497 1.525 1.505 1.505 1.474 1.551 6 1.48 1.486 1.525 1.527 1.496 1.434 1.472 1.537 1.544 1.505 1.434 1.461 1.465 1.57 1.45 1.417 1.486 1.546 1.493 1.513 1.448 1.499 1.479 1.483 1.556 1.558 1.567 1.378 1.469 1.531 7 1.436 1.528 1.385 1.492 1.525 1.545 1.515 1.492 1.471 1.502 1.488 1.528 1.519 1.569 1.456 1.554 1.57 1.514 1.463 1.519 1.552 1.422 1.512 1.565 1.529 1.438 1.448 1.512 1.486 1.527 8 1.478 1.409 1.528 1.509 1.503 1.525 1.516 1.531 1.463 1.419 1.541 1.465 1.473 1.485 1.542 1.477 1.553 1.572 1.456 1.547 1.539 1.553 1.517 1.563 1.439 1.472 1.52 1.498 1.489 1.541 9 1.439 1.433 1.495 1.545 1.56 1.577 1.493 1.491 1.476 1.519 1.45 1.529 1.469 1.57 1.54 1.411 1.444 1.581 1.506 1.471 1.486 1.6 1.486 1.543 1.478 1.468 1.464 1.54 1.423 1.466 10 1.535 1.521 1.459 1.465 1.511 1.511 1.493 1.477 1.538 1.558 1.603 1.497 1.514 1.528 1.554 1.552 1.483 1.539 1.556 1.509 1.53 1.557 1.535 1.505 1.493 1.478 1.44 1.501 1.442 1.473 RESOLUCION DE UN PROBLEMA CON LA ESTADISTICA (DATOS AGRUPADOS) PROBLEMA: En la fabricacion de pernos, el diametro es una caracteristica importante para su uso. Con el objeto de determinar si un lote cumple con las especificacionesdel cliente, se extrae una muestra de 300 piezas y se inspecciona. ( los resultados son los datos publicados aqui arriba). Realiza un estudio estadístico agrupando los datos en 11 intervalos, clacula media aritmetica, mediana, moda, desviacion media, varianza y desviación estándrar.
-
Upload
javier-chavez -
Category
Documents
-
view
753 -
download
1
Transcript of Estadística (datos agrupados)

5 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
1 1.425 1.464 1.472 1.496 1.466 1.443 1.502 1.535 1.565 1.454 1.45 1.462 1.499 1.453 1.539 1.553 1.498 1.427 1.482 1.463 1.551 1.552 1.527 1.488 1.478 1.449 1.465 1.512 1.495 1.485
2 1.476 1.524 1.427 1.444 1.545 1.589 1.617 1.489 1.474 1.535 1.534 1.454 1.479 1.538 1.508 1.462 1.519 1.472 1.502 1.528 1.553 1.543 1.462 1.515 1.548 1.485 1.457 1.531 1.547 1.534
3 1.438 1.572 1.471 1.503 1.483 1.471 1.462 1.516 1.45 1.524 1.484 1.384 1.606 1.515 1.493 1.466 1.456 1.543 1.432 1.513 1.465 1.518 1.459 1.42 1.525 1.48 1.544 1.455 1.555 1.509
4 1.531 1.46 1.478 1.543 1.52 1.521 1.452 1.468 1.473 1.436 1.564 1.451 1.504 1.477 1.484 1.488 1.545 1.464 1.465 1.495 1.482 1.485 1.476 1.562 1.521 1.523 1.497 1.497 1.491 1.456
5 1.483 1.473 1.491 1.549 1.481 1.468 1.488 1.561 1.534 1.534 1.527 1.446 1.528 1.469 1.515 1.504 1.551 1.534 1.486 1.446 1.458 1.569 1.451 1.548 1.497 1.525 1.505 1.505 1.474 1.551
6 1.48 1.486 1.525 1.527 1.496 1.434 1.472 1.537 1.544 1.505 1.434 1.461 1.465 1.57 1.45 1.417 1.486 1.546 1.493 1.513 1.448 1.499 1.479 1.483 1.556 1.558 1.567 1.378 1.469 1.531
7 1.436 1.528 1.385 1.492 1.525 1.545 1.515 1.492 1.471 1.502 1.488 1.528 1.519 1.569 1.456 1.554 1.57 1.514 1.463 1.519 1.552 1.422 1.512 1.565 1.529 1.438 1.448 1.512 1.486 1.527
8 1.478 1.409 1.528 1.509 1.503 1.525 1.516 1.531 1.463 1.419 1.541 1.465 1.473 1.485 1.542 1.477 1.553 1.572 1.456 1.547 1.539 1.553 1.517 1.563 1.439 1.472 1.52 1.498 1.489 1.541
9 1.439 1.433 1.495 1.545 1.56 1.577 1.493 1.491 1.476 1.519 1.45 1.529 1.469 1.57 1.54 1.411 1.444 1.581 1.506 1.471 1.486 1.6 1.486 1.543 1.478 1.468 1.464 1.54 1.423 1.466
10 1.535 1.521 1.459 1.465 1.511 1.511 1.493 1.477 1.538 1.558 1.603 1.497 1.514 1.528 1.554 1.552 1.483 1.539 1.556 1.509 1.53 1.557 1.535 1.505 1.493 1.478 1.44 1.501 1.442 1.473
RESOLUCION DE UN PROBLEMA CON LA ESTADISTICA (DATOS AGRUPADOS)
PROBLEMA: En la fabricacion de pernos, el diametro es una caracteristica importante para su uso. Con el objeto de determinar si un lote cumple con las especificacionesdel cliente, se extrae una muestra de 300 piezas y se inspecciona. ( los resultados son los datos publicados aqui arriba). Realiza un estudio estadístico agrupando los datos en 11 intervalos, clacula media aritmetica, mediana, moda, desviacion media, varianza y desviación estándrar.

0.001
Valor Maximo 1.617 Total de Datos 300
Valor Minimo 1.378
Rango 0.239
Valor Deseado Tolerancia
No. De Intervalos 17.32050808 1.5 ± 0.15
Redondeado 17
Ajuste de Intervalos -6 LSL TV USL
No. de Intervalos Finales 11 1.35 1.5 1.65
Tamaño del intervalo 0.021727273
Redondeado 0.022
Ajuste del T.I. 0.000
Tamaño del Intervalo final 0.022 1.465
Valor Inicial 1.378
Ajuste de V.I. -0.001
Valor Inicial Detrminado 1.377
1.377 1.398
1.399 1.420
1.421 1.442
1.443 1.464
1.465 1.486
1.487 1.508
1.509 1.530
1.531 1.552
1.553 1.574 BIEN BIEN
1.575 1.596 BIEN BIEN
1.597 1.619
Datos Aparentes
Para poder realizar el problema comenzaremos con sacar el rengo el cual se saca con el valor maximo menos el valor minimo, El numero de intervalos dse deteremina conla raiz de el totalde daos en este caso son 300 y su raiz es el 17.32050808 , aqui nosotros rednodeamoos el valor y le hicimos un ajuste para poder realizarlo con los 11 intervalos como nos pide el problema. Para determinar el tamaño del intervalo hacemos una division de el rango entre el numero total de intervalos 0.239/11, aqui tambiense le puede hacer un ajuste para mayor comodidad al realizar el problema. El valor inicial se determina con el valor minimo, este se puede cambiar simempre i cuando el sea<= qe el valor minimo, a este tambien se le puede hacer ese pequeño ajuste para mayor comodidad. Para realizar los datos aparentes se toma el valor inicial y se le suma el tamaño del intervalo para sacar asi todos los Limites inferiores,para obtener los Limites Superiores sele resta -0.001 a el 2do. limite inferior y asi posteriormente se hace con el resto, para obtener el lim. Sup. maximo se le suma el tamaño del intervalo a el ultimo Lim. Inf. (1.608+0.024). Los limites tanto superiores e inferiores de deben cumlir con una regla.
0.0005
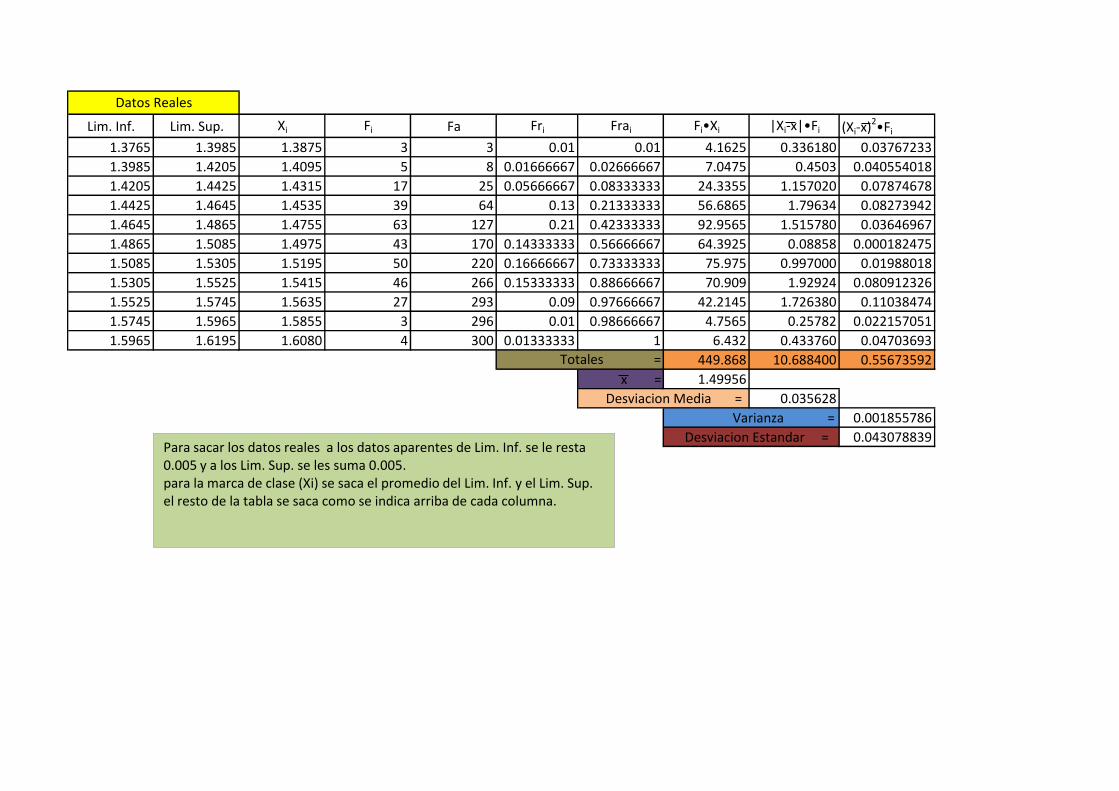
Lim. Inf. Lim. Sup. Xi Fi Fa Fri Frai Fi•Xi |Xi-x|•Fi (Xi-x)2•Fi
1.3765 1.3985 1.3875 3 3 0.01 0.01 4.1625 0.336180 0.03767233
1.3985 1.4205 1.4095 5 8 0.01666667 0.02666667 7.0475 0.4503 0.040554018
1.4205 1.4425 1.4315 17 25 0.05666667 0.08333333 24.3355 1.157020 0.07874678
1.4425 1.4645 1.4535 39 64 0.13 0.21333333 56.6865 1.79634 0.08273942
1.4645 1.4865 1.4755 63 127 0.21 0.42333333 92.9565 1.515780 0.03646967
1.4865 1.5085 1.4975 43 170 0.14333333 0.56666667 64.3925 0.08858 0.000182475
1.5085 1.5305 1.5195 50 220 0.16666667 0.73333333 75.975 0.997000 0.01988018
1.5305 1.5525 1.5415 46 266 0.15333333 0.88666667 70.909 1.92924 0.080912326
1.5525 1.5745 1.5635 27 293 0.09 0.97666667 42.2145 1.726380 0.11038474
1.5745 1.5965 1.5855 3 296 0.01 0.98666667 4.7565 0.25782 0.022157051
1.5965 1.6195 1.6080 4 300 0.01333333 1 6.432 0.433760 0.04703693
449.868 10.688400 0.55673592
x = 1.49956
0.035628
0.001855786
0.043078839
Datos Reales
Varianza =
Totales =
Desviacion Media =
Desviacion Estandar =Para sacar los datos reales a los datos aparentes de Lim. Inf. se le resta 0.005 y a los Lim. Sup. se les suma 0.005. para la marca de clase (Xi) se saca el promedio del Lim. Inf. y el Lim. Sup. el resto de la tabla se saca como se indica arriba de cada columna.

X Y
1.3765 0 1.49956 0 1.54263884 0 1.58571768 0 1.62879652 0
1.3765 3 1.49956 75 1.54263884 72 1.58571768 72 1.62879652 721.3985 3
1.3985 0
1.3985 5 1.45648116 0 1.41340232 0 1.37032348 01.4205 5 1.45648116 72 1.41340232 72 1.37032348 721.4205 0
1.4205 17
1.4425 17 1.617 0 1.378 0 1.5 0 1.35 01.4425 0 1.617 78 1.378 78 1.5 76 1.35 761.4425 39
1.4645 39
1.4645 0 1.65 0 1.32724464 0 1.67187536 01.4645 63 1.65 76 1.32724464 72 1.67187536 721.4865 63
1.4865 0
1.4865 43
1.5085 43
1.5085 0
1.5085 50
1.5305 50
1.5305 0
1.5305 46
1.5525 46
1.5525 0
1.5525 27
1.5745 27
1.5745 0
1.5745 3 1.5965 4
1.5965 3 1.6195 4
1.5965 0 1.6195 0
Media MEDIA+1s Media+2s Meida+3s
Media-1s Media-2s Media-3s
Valor Maximo Valor Minimo TV LSL
USL MEDIA-4S MEDIA+4S
0
10
20
30
40
50
60
70
80
90
1.3200 1.3700 1.4200 1.4700 1.5200 1.5700 1.6200 1.6700
HISTOGRAMA
En este histograma nos muestra las columnas de los datos pero tambien nos mustra con una linea de color negra punteada la media y las lineas rojas punteadas son la media ± las diversas desviaciones . Las lineas de color morado en las orillas , nos muestra los limetes tanto mayor y meno que tenemos, la lina verde en el centro nos muestra el Valor Deseado de el problema(TV) , Las lineas verdes nos muestra los limetes que nos da el cliete es decir el TV ± la tolerancia.

Grafica Circular
1
2
3
4
5
6
7
8
9
0
0.2
0.4
0.6
0.8
1
1.2
1 2 3 4 5 6 7 8 9 10 11
OJIVA
OJIVA
Grafica Circular respecto a los datos obtenidos.
Grafica de Ojiva respecto a los datos obtenidos.
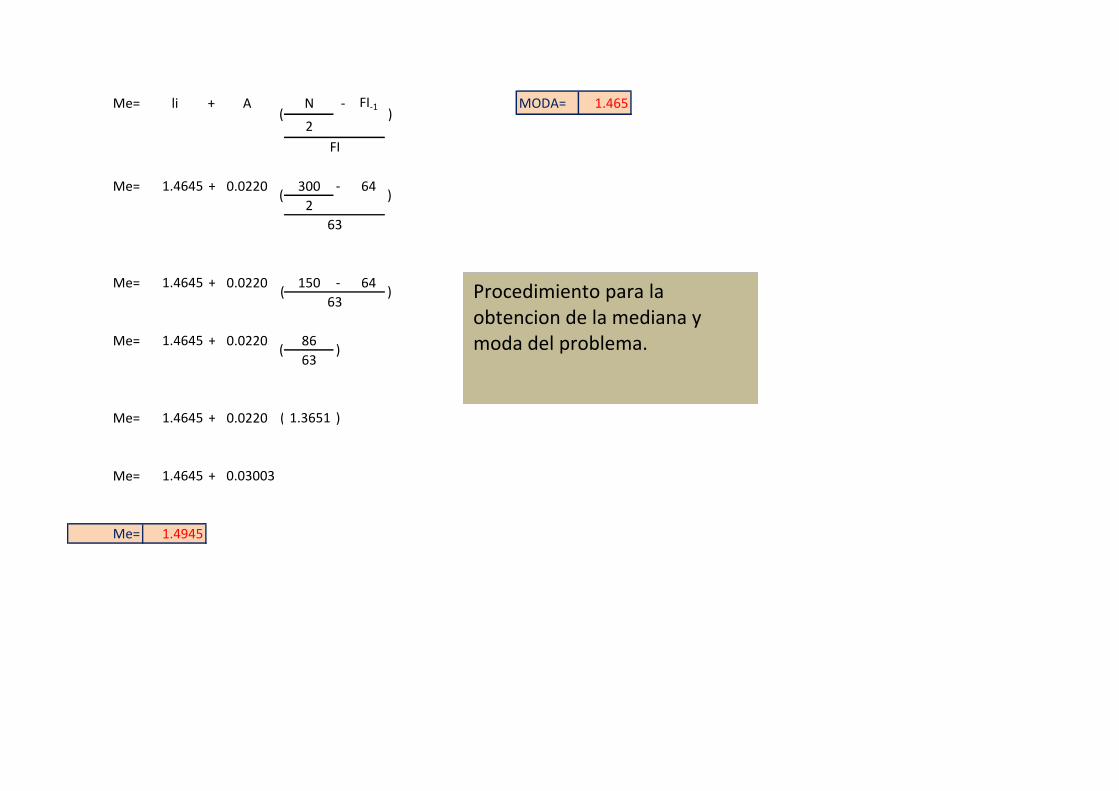
Me= li + A N - FI-1 MODA= 1.465
2
Me= 1.4645 + 0.0220 300 - 64
2
Me= 1.4645 + 0.0220 150 - 64
Me= 1.4645 + 0.0220 86
63
Me= 1.4645 + 0.0220 ( 1.3651 )
Me= 1.4645 + 0.03003
Me= 1.4945
)
)
)
FI
63
63
(
(
(
( )
Procedimiento para la obtencion de la mediana y moda del problema.

Q1= N 1.4755 2 1.5195 2 1.4945 1
4 1.4755 5 1.5195 5 1.4945 6
Q1= 300 -4.5245 2 7.5195 2 1.617 2
4 -4.5245 5 7.5195 5 1.617 5
1.378 2 -4.5245 3.5 7.5195 3.5
Q1= 75 = 1.4755 1.378 5 1.4755 3.5 1.5195 3.5
1.378 3.5 1.4755 5 1.4755 2
Q3= 3 ( N ) 1.4755 3.5 1.5195 5 1.5195 2
4
1.5195 3.5
Q3= 3 ( 300 ) 1.617 3.5
4
Q3= 3 ( 75 )
Q3= 225 = 1.5195
L= L= -4.5245
L= L= 7.5195
Max.= 1.617
Min.= 1.378
Q3+1.5(4)=135
Q1-1.5(4)=120
Q1 Q3 Mediana
L.Min. L.Max. V.Max.
V.Min. S8 q3 HASTA LMAX.
0
1
2
3
4
5
6
7
1.3500 1.4000 1.4500 1.5000 1.5500 1.6000 1.6500
GRAFICA DE CAJAS Y BIGOTES
Procedimiento para la obtencion de la grafica de Cajas y Bigotes asi como sus limites mayor y menor y los limites para los datos atipicos Nota: Lal lineas de los datos atipicos no se encuentran representados en la grafica debido a que no seria visible la grafica , peo se insertan igual qe los valores max. y min. pero claro con los valores aqui dados de las L

0
10
20
30
40
50
60
70
80
90
1.3200 1.3700 1.4200 1.4700 1.5200 1.5700 1.6200 1.6700
Segun el histograma obtenido se puede observar que los datos estan distribidos en forma normal debido a que cumplen con los porcentajes requeridos segun la regla empirica. Con respecto a los requerimientos del cliente y si se pude la empresa hacer cargo de la fabricacion de los pernos se determina que no por que para poder cumplir satisfactoriamente con un trbajo debe de haber cuando minimo 4 sigmas es decir la media ± 4s i en este caso solo se cumple con 3 dento de las especificaciones del cliete por lo cual se determina que no se podria cumplir satisfactoiamente con el requerimiento sin hacer un ajuste.
"Pernos Chávez ,S.A."

"Pernos Chávez ,S.A."
Segun el histograma obtenido se puede observar que los datos estan distribidos en forma anormal debido a que no el TV(Valor deseado ) esta muy retirado de la media. Con respecto a los requerimientos del cliente y si se pude la empresa hacer cargo de la fabricacion de los pernos se determina que no por que para poder cumplir satisfactoriamente con un trbajo debe de haber cuando minimo 4 sigmas es decir la media ± 4s i en este caso solo se cumple con 1 despues de la media y con 5 negativos pero, esto determina que habria un porcentaje notable de error y no se cumpliria con lo reqerido, si no que saldria muchas piezas fuera de los datos de la muestra.
Valor Deseado = 1.40 Tolerancias = ± 0.15
0
10
20
30
40
50
60
70
80
90
1.1900 1.2900 1.3900 1.4900 1.5900 1.6900 1.7900

"Pernos Chávez ,S.A." Valor Deseado = 1.45 Tolerancias = ± 0.15
Segun el histograma obtenido se puede observar que los datos estan distribidos en forma normal sugun la media y que los valores estan dentro de los porcentajes segun la regla empirica pero a su vez dentro de este problema se puedes considerar que no es posible debido determinar que los datos esten bien por que el TV(Valor Deseado) esta retirado de la media y se podri a considerar que los datos no estan bien distribuidos . Con respecto a los requerimientos del cliente y si se pude la empresa hacer cargo de la fabricacion de los pernos se determina que no por que para poder cumplir satisfactoriamente con un trbajo debe de haber cuando minimo 4 sigmas es decir la media ± 4s i en este caso solo se cumple con 2 despues de la media y con 3 negativos , por lo que se
0
10
20
30
40
50
60
70
80
90
1.1900 1.2900 1.3900 1.4900 1.5900 1.6900 1.7900

"Pernos Chávez ,S.A." Valor Deseado = 1.55 Tolerancias = ± 0.15
Segun el histograma obtenido se puede observar que los datos estan distribidos en forma normal sugun la media y que los valores estan dentro de los porcentajes segun la regla empirica pero a su vez dentro de este problema se puedes considerar que no es posible debido determinar que los datos esten bien por que el TV(Valor Deseado) esta retirado de la media y se podri a considerar que los datos no estan bien distribuidos . Con respecto a los requerimientos del cliente y si se pude la empresa hacer cargo de la fabricacion de los pernos se determina que si se podria pero que para poder cumplir satisfactoriamente con este trbajo debe de haber cuando minimo 4 sigmas es decir la media ± 4s i en este caso solo se cumple con 4 despues de la media y con 2 negativos , por lo que se determina que se podria pero tendria que haber unos pequeños ajustes para poder cumplir y si no se querie hacer unos ajustes dse detrminaria que no.
0
10
20
30
40
50
60
70
80
90
1.1900 1.2900 1.3900 1.4900 1.5900 1.6900 1.7900

"Pernos Chávez ,S.A." Valor Deseado = 1.60 Tolerancias = ± 0.15
Segun el histograma obtenido se puede observar que los datos estan distribidos en forma normal sugun la media y que los valores estan dentro de los porcentajes segun la regla empirica pero a su vez dentro de este problema se puedes considerar que no es posible debido determinar que los datos esten bien por que el TV(Valor Deseado) esta retirado de la media y se podri a considerar que los datos no estan bien distribuidos . Con respecto a los requerimientos del cliente y si se pude la empresa hacer cargo de la fabricacion de los pernos se determina que si se podria pero que para poder cumplir satisfactoriamente con este trbajo debe de haber cuando minimo 4 sigmas es decir la media ± 4s i en este caso solo se cumple con 5 despues de la media y con 1 negativos , por lo que se determina que se podria pero tendria que haber unos pequeños ajustes para poder cumplir y si no se querie hacer unos ajustes se detrminaria que no.
0
10
20
30
40
50
60
70
80
90
1.1900 1.2900 1.3900 1.4900 1.5900 1.6900 1.7900

"Pernos Chávez ,S.A." Valor Deseado = 1.40 Tolerancias = ± 0.20
Segun el histograma obtenido se puede observar que los datos estan distribidos en forma normal sugun la media y que los valores estan dentro de los porcentajes segun la regla empirica pero a su vez dentro de este problema se puedes considerar que no es posible debido determinar que los datos esten bien por que el TV(Valor Deseado) esta retirado de la media y se podri a considerar que los datos no estan bien distribuidos . Con respecto a los requerimientos del cliente y si se pude la empresa hacer cargo de la fabricacion de los pernos se determina que no se podria por que para poder cumplir satisfactoriamente con este trbajo debe de haber cuando minimo 4 sigmas es decir la media ± 4s i en este caso solo se cumple con 2 despues de la media y con 6 negativos , por lo que se determina que se podria por que habria muchas piezas con defectos debido a los numero negativos.
0
10
20
30
40
50
60
70
80
90
1.1900 1.2900 1.3900 1.4900 1.5900 1.6900 1.7900
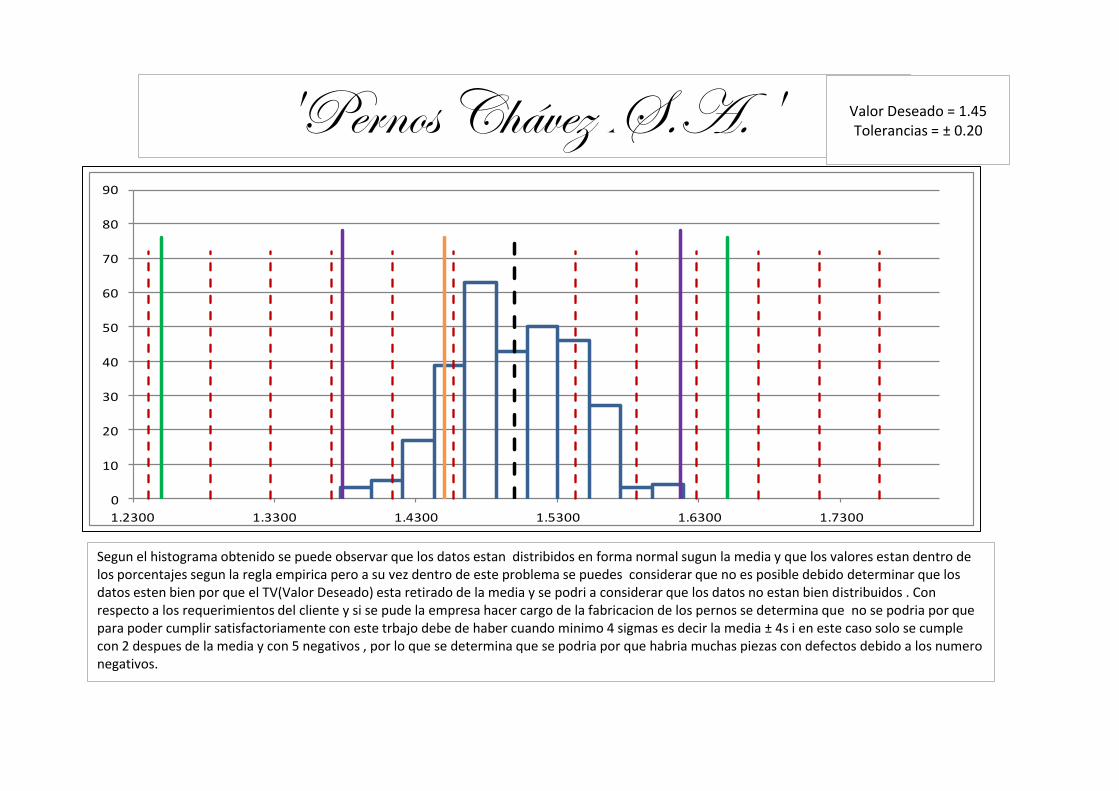
"Pernos Chávez ,S.A." Valor Deseado = 1.45 Tolerancias = ± 0.20
Segun el histograma obtenido se puede observar que los datos estan distribidos en forma normal sugun la media y que los valores estan dentro de los porcentajes segun la regla empirica pero a su vez dentro de este problema se puedes considerar que no es posible debido determinar que los datos esten bien por que el TV(Valor Deseado) esta retirado de la media y se podri a considerar que los datos no estan bien distribuidos . Con respecto a los requerimientos del cliente y si se pude la empresa hacer cargo de la fabricacion de los pernos se determina que no se podria por que para poder cumplir satisfactoriamente con este trbajo debe de haber cuando minimo 4 sigmas es decir la media ± 4s i en este caso solo se cumple con 2 despues de la media y con 5 negativos , por lo que se determina que se podria por que habria muchas piezas con defectos debido a los numero negativos.
0
10
20
30
40
50
60
70
80
90
1.2300 1.3300 1.4300 1.5300 1.6300 1.7300
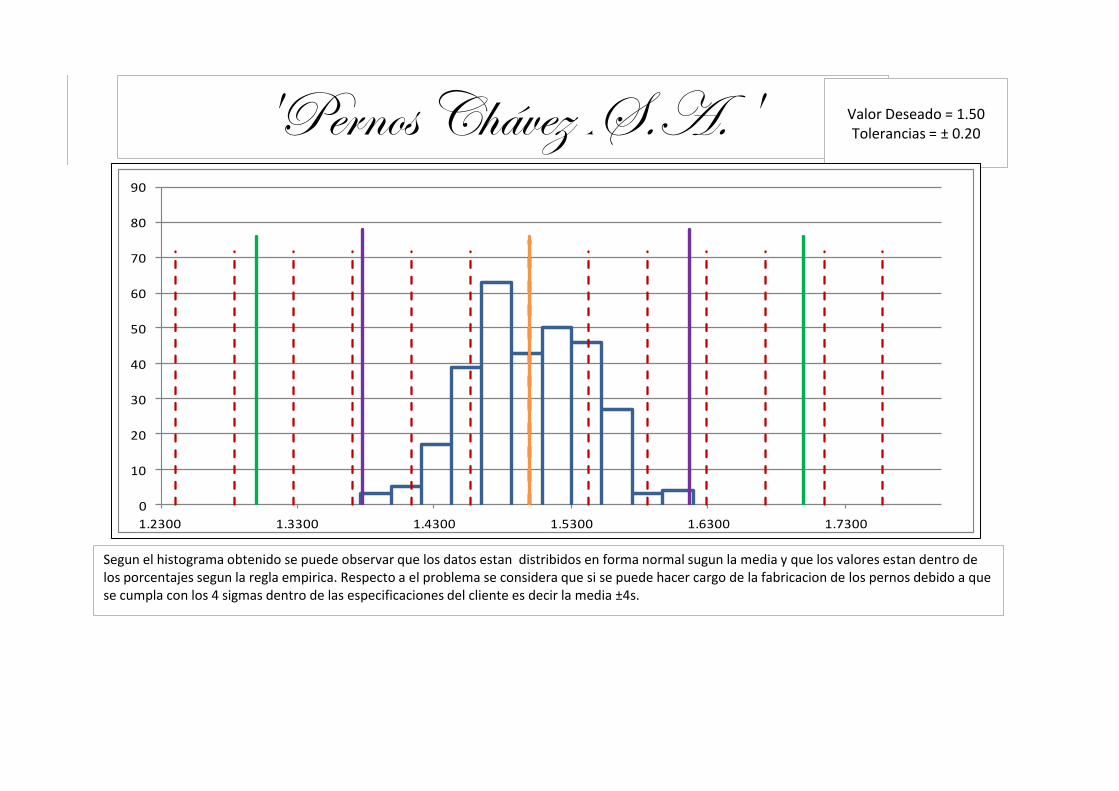
"Pernos Chávez ,S.A." Valor Deseado = 1.50 Tolerancias = ± 0.20
Segun el histograma obtenido se puede observar que los datos estan distribidos en forma normal sugun la media y que los valores estan dentro de los porcentajes segun la regla empirica. Respecto a el problema se considera que si se puede hacer cargo de la fabricacion de los pernos debido a que se cumpla con los 4 sigmas dentro de las especificaciones del cliente es decir la media ±4s.
0
10
20
30
40
50
60
70
80
90
1.2300 1.3300 1.4300 1.5300 1.6300 1.7300

"Pernos Chávez ,S.A." Valor Deseado = 1.55 Tolerancias = ± 0.20
0
10
20
30
40
50
60
70
80
90
1.19 1.29 1.39 1.49 1.59 1.69
Segun el histograma obtenido se puede observar que los datos estan distribidos en forma normal sugun la media y que los valores estan dentro de los porcentajes segun la regla empirica pero a su vez dentro de este problema se puedes considerar que no es posible debido determinar que los datos esten bien por que el TV(Valor Deseado) esta retirado de la media y se podri a considerar que los datos no estan bien distribuidos . Con respecto a los requerimientos del cliente y si se pude la empresa hacer cargo de la fabricacion de los pernos se determina que si se pero que para poder cumplir satisfactoriamente con este trbajo debe de haber cuando minimo 4 sigmas es decir la media ± 4s i en este caso solo se cumple con 5 despues de la media y con 3 negativos , por lo que se determina que si se quiere cumlir se tendria que hacer algunos ajuntes o mejoras para poder acomodar bien las sigmas.

"Pernos Chávez ,S.A." Valor Deseado = 1.60 Tolerancias = ± 0.20
Segun el histograma obtenido se puede observar que los datos estan distribidos en forma normal sugun la media y que los valores estan dentro de los porcentajes segun la regla empirica pero a su vez dentro de este problema se puedes considerar que no es posible debido determinar que los datos esten bien por que el TV(Valor Deseado) esta retirado de la media y se podri a considerar que los datos no estan bien distribuidos . Con respecto a los requerimientos del cliente y si se pude la empresa hacer cargo de la fabricacion de los pernos se determina que si se pero que para poder cumplir satisfactoriamente con este trbajo debe de haber cuando minimo 4 sigmas es decir la media ± 4s i en este caso solo se cumple con 6 despues de la media y con 2 negativos , por lo que se determina que si se quiere cumlir se tendria que hacer algunos ajuntes o mejoras para poder acomodar bien las sigmas.
0
10
20
30
40
50
60
70
80
90
1.2300 1.3300 1.4300 1.5300 1.6300 1.7300

Los histogramas anteriores fueron realizados deacuerdo a los mismos datos pero unicamente fueron cambiados los valores de TV(Valor Determinado) y La Tolerancia segun las especificaciones de los diefrentes clientes . El valor deseadot las tolerancias se encuentran ubicados en la parte superior derecha, unicamente el primer histograma no cuenta con esos datos debido a que es el de el todo el problema es decir el primerio con el que trabajamos desde el principio.
La imprtancia de la estadistica dentro de lo industrial es muy faborable y necesario debido a que con esto podemos realizar diferentes calculos y tomar decisiones importantes segun sea el caso, como en este problema fue importante el uso de la estadistica para determinar con que TV y tolerancia seria posible tomer la decision de aceptar realizar los pernos. y de no ser asi tambein nos ayuda para poder darnos cuenta que esamos mal y poder detectar y arregalar el problema en el que nos encontremos.
PUNTO DE VISTA DE LA IMPORTANCIA DE LA ESTADÍSTICA EN LA INDUSTRIA
Javier Alejandro Chávez Ortega 2 "A"
Lic. G. Edgar Mata Ortiz


















