Environmental Technology ChimH409 (2-0-1)
22
Part 2. Air pollution control engineering • Gaseous • Particulates
-
Upload
victor-rich -
Category
Documents
-
view
33 -
download
0
description
Welcome @ Bruface. Universite Libre de Bruxelles. Dept Water Pollution Control. Environmental Technology ChimH409 (2-0-1). Michel Verbanck [email protected] 2012. Course structure. Part 1. Introduction ( incl. generic methods) Part 2. Air pollution control engineering - PowerPoint PPT Presentation
Transcript of Environmental Technology ChimH409 (2-0-1)
Part 2.
Air pollution control engineering
• Gaseous• Particulates


Control of Sulfur Oxides (SOx)Emission of SOx one of the major causes of acid precipitation

London fog event of December 1952

yearly moving-averagemonth average
Sulfur dioxide in Brussels-Capital Region

Evolution of SO2 emissions in Belgium since 1990
Trend differs according to the industry / activity sector
Target fixed by the Federal Government

.

Abatement of SO2
• Selection of fuel type
• Pre-treatment of the fuel (before use)
• Flue gas desulfurization (FGD)
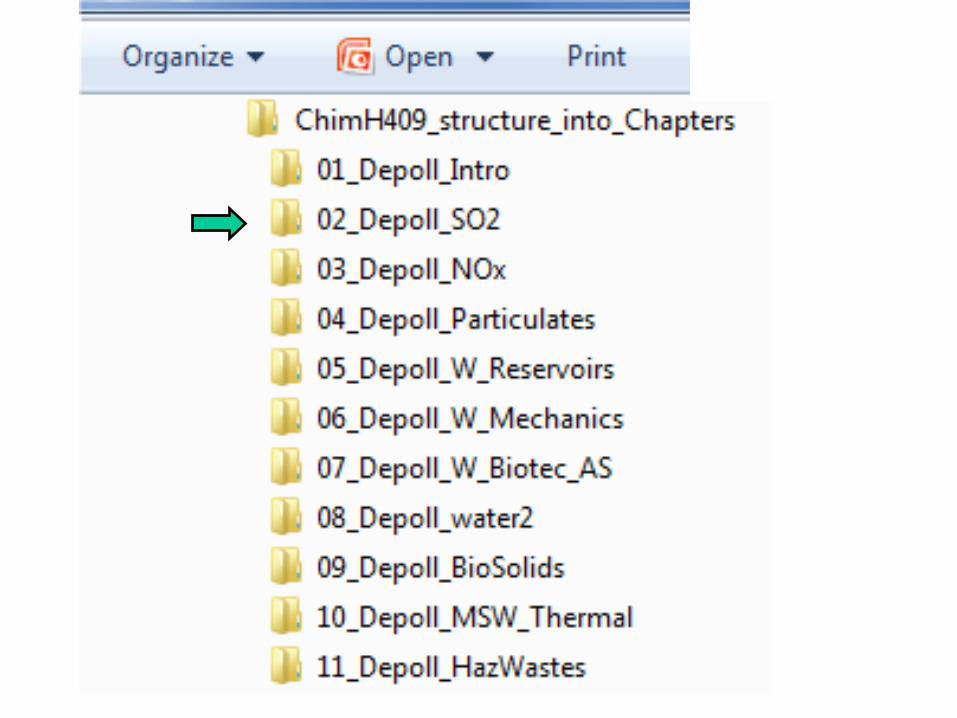
Ethyl-mercaptan EthaneC2H5-SH C2H6
Boiling point 35°C -88.6°C
this implies that sulfur compounds have a tendency to accumulate in heavy fractions when fuel is refined
Sulphur compounds found in fossil fuels
Hydrogen sulphide H2S

Heavy fuels used in maritime transport are now targetted (especially in SOx emission control areas)
MARPOL Annex VI
Change to Low-sulfur fuel
Several options for control:

Coal-fired power plants - Desulphurization of a solid
Sulfur in coal is either organic (usually about 60%) or inorganic (about 40%). The inorganic form is iron pyrite (FeS2) which has a higher density than coal. From grinded coal it is removed by elutriation or flotation.
The removal of organic sulfur requires a chemical reaction that is accomplished best if the coal is gasified first. Gasified coal is like natural gas.
Separation according to decreasing fall velocity
Principle of an elutriator

Desulphurization through catalytic hydrogenation – Step 1
~ 400°C, ~ 50 bars
Coal-fired power plants – Desulphurization of a solid
Sulfur in coal is either organic (usually about 60%) or inorganic (about 40%). The inorganic form is iron pyrite (FeS2) which has a higher density than coal. From grinded coal it is removed by elutriation or flotation.
The removal of organic sulfur requires a chemical reaction that is accomplished best if the coal is gasified first. Gasified coal is like natural gas.

Desulphurization through catalytic hydrogenation – Step 2
Then a Claus converter is used to recover S vapor by staged combustion
oven ~ 1000°C
300°C, catalytic reduction of SO2
Abatement of SO2
• Selection of fuel type
• Pre-treatment of the fuel (before use)
• Flue gas desulfurization (FGD)

Packed Bed Scrubber
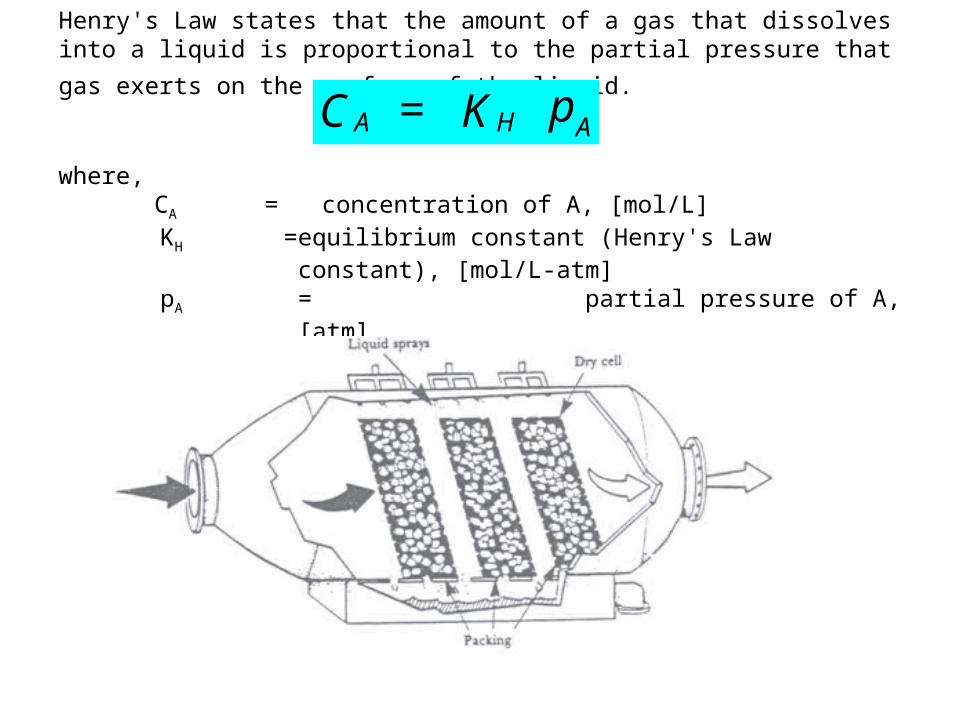
Henry's Law states that the amount of a gas that dissolves into a liquid is proportional to the partial pressure that gas exerts on the
surface of the liquid. A H AC = K p
where, CA = concentration of A, [mol/L] KH = equilibrium constant (Henry's Law constant),
[mol/L-atm] pA = partial pressure of A, [atm]

reused in construction
Lime treatment

• A well-developed soda scrubber is the Wellman-Lord SO2 recovery process, which has found use in powerplants, refineries, sulfuric acid plants, and other industrial installations. The process utilizes a water solution of sodium sulfite (Na2SO3) for scrubbing and generates a concentrated SO2 (about 90%), in effect removing the SO2 gas from other flue gases.
• The flue gas from fossil powerplants (or nonferrous smelters) is first pretreated by cooling and removal of particulate matter, such as by electrostatic precipitators, prior to being sent to the absorber. In the absorber the water solution of sodium sulfite absorbs the SO2 in the pretreated flue gas to produce sodium bisulfite NaHSO3 according to
SO2 + Na2SO3 + H2O -- 2NaHSO3
• Actually the sodium bisulfite is sent to a forced-circulation evaporator-crystallizer (see sketch) via a surge tank. The evaporator-crystallizer is the herth of the system. The surge tank allows steady flow rates into it despite gas flow and concentration fluctuations. Through the application of low-pressure steam (such as from a turbine exhaust), the sulfite is regenerated.
• The desulfurized gas is reheated before going to the stack in order to improve atmospheric dispersion.

Wellman-Lord (regenerative) process
Na2SO3
regeneration