
Environmental Statement Steel Recycling - Celsa Steel UK · This EMAS Environmental Statement is...
32
Celsa Manufacturing Environmental Statement Steel Recycling 2010
Transcript of Environmental Statement Steel Recycling - Celsa Steel UK · This EMAS Environmental Statement is...
Celsa ManufacturingEnvironmental Statement
Steel Recycling
2010
Contents
1. Message from the General Manager
2. Introduction
4. Our products
6. Environmental profile
8. Management systems
9. Environmental policy and management
10. Responsible sourcing
12. Significant environmental aspects
14. Environmental objectives and targets
15. Emissions and legal compliance
17. Environmental performance indicators
24. Transport Impacts
25. Biodiversity, Community and stakeholder engagement
27. Health, safety and employee engagement
28. Environmental statement verification
1
Environmental Statement 2010 Celsa Manufacturing
All of our activities here in Cardiff are operated in accordance with externally certified, internationally recognized, management systems for Environmental, Health & Safety and Quality control. As part of our commitment to continuous environmental improvement, we have now registered CELSA UK under the European Eco Management & Audit Scheme (EMAS). This EMAS Environmental Statement is the first that our UK business has produced and it is addressed to members of the public, stakeholders and other interested parties. The Statement’s aim is to provide information on our environmental performance and achievements during the period 2006 – 2009, and our plans for the future. CELSA will produce an annual Environmental Statement from this point onwards.
The business has faced a tremendous challenge as a result of the recent economic downturn, but we have risen to the challenge whilst maintaining a focus on our Environmental, Health and Safety programmes and policies, where we have seen continuing safety improvements and substantial reductions in the environmental impact of our business activities in Cardiff.
CELSA began operating here in Cardiff in 2003 and since that time we have developed the business significantly. In particular, we opened a new state of the art melt shop in 2006, representing a £90 million investment. We have also made significant investments in our rolling mills, with the introduction of new rolling mill stands at our Section Mill and, responding to market demand, we have installed new Spooler equipment at our Rod and Bar Mill. As well as improving production efficiency, these investments have helped us to reduce the environmental impact of the business whilst at the
same time making a safer place to work for our employees.All of our products are made by recycling end of use scrap iron and steel, using the Electric Arc Furnace (EAF) process. Steel produced in this way consumes only a third of the energy and emits only one sixth of the CO2 when compared with other steelmaking processes1. Furthermore, typically, 95% of the waste arisings from the processes are useful by-products and are either recycled or reused and the process produces relatively little true waste.
Business growth has to be integrated with environmentally sustainable decisions and practices so it is right to look at our business performance through economic, social and environmental lenses and to seek synergies between these facets as we develop and grow the business. The use of modern and best available techniques, employing and nurturing the right people, and continually improving our processes will enable us to achieve ambitious environmental performance targets for our business and our continued development in this field is not only my personal wish, but our strategic goal for an environmentally responsible business.
‘our commitment to continuous environmental improvement’
Message from the General Manager
1. World steel data www.worldsteel.org
Luis Sanz VillaresGeneral Manager
Appointed November 2010

2
Environmental Statement 2010 Celsa Manufacturing
Introduction
EMASThis document has been prepared by CELSA Manufacturing UK Ltd in accordance with the requirements of the Eco Management & Audit Scheme (EMAS) as set out in European Council Regulation 761/01. EMAS is a voluntary scheme designed to recognize and reward those organizations that go beyond minimum legal compliance and continuously improve their environmental performance.
It is a requirement of the scheme that participating organizations regularly produce a public Environmental Statement that reports the organization’s environmental performance clearly and accurately. The accuracy and reliability of the information in this voluntary publication must be checked and certified by an independent environmental verifier.
This document represents the Environmental Statement of CELSA’s environmental attributes and environmental
performance for the period 2006 to 2009. The independent verifier’s statement is provided at the rear of this document.
Eco-Reinforcement & BES 6001As part of CELSA’s contributon to sustainable construction practices and sustainable development objectives, CELSA’s products are accredited to the Eco-Reinforcement Responsible Sourcing Standard (Issue 2, Eco- Reinforcement Ltd 2009). This Environmental Statement has also been written in accordance with the higher level requirements of the Standard to which Celsa became certified in November 2009.
Although Stakeholder and local community reporting does not form part of the compulsory elements of the Eco-Reinforcement Standard, by publishing this EMAS Environmental Statement, we are also able to meet the higher performance criteria defined in The Standard and further demonstrate our
commitment to continuous improvement.
We are also currently seeking accreditation for our non-reinforcing products to the Eco-Reinforcement parent standard, BES 6001, the BRE Environmental & Sustainability Standard for the Responsible Sourcing of Construction Products (Issue 2, BRE Global Ltd 2009). This statement will again help us demonstrate compliance with the higher levels of this standard.
Celsa UKBecoming part of the Celsa Group in 2003, CELSA UK is the largest producer of steel reinforcement in the United Kingdom and one of the largest producers of other long steel products. Our facilities at Cardiff comprise a new state of the art melt shop – built on site in 2006 – and two production facilities: one for rolling reinforcing products and wire rod, the other for rolling merchant bar and light sections. Our new melt shop has enabled us to both increase production efficiency and
capacity whilst at the same time significantly reducing our emissions and associated environmental impacts.
We produce and deliver over 1 million tonnes of finished product annually, mostly for the UK and Irish markets, but more recently due to the economic downturn we have been exporting into mainland Europe and beyond. Our logistics department utilise a mix of rail, sea and road transportation depending on customer location and transport network availability. As part of Celsa UK’s commitment to the reduction of transportation impacts, we have targets to increase our use of more sustainable modes of transport such as rail freight.
We employ about 480 staff as well as several hundred sub-contractors in South Wales and see our business as an important supporter and member of the local community.

3
Celsa GroupCELSA was founded in Barcelona in 1967 as a small reinforcement bar re-roller. The CELSA GROUP™ under the leadership of Francisco Rubiralta, has since become a well recognised brand amongst the top 30 steel-producing companies in the World and one of the most diversified European long products producer.
CELSA has a diverse range of steel production and processing operations strategically positioned across Europe to both maximize our competitive spread and to reduce our transportation impacts.
Our companies employ over 8000 people across Europe, operating from 7 steel plants and numerous fabrication units. We have a common aspiration to continually improve our business and to focus on our growth in quality and innovative production activities emanating from our basic principles of respect towards people, the environment and society.
1. Celsa Barcelona, Barcelona, Spain
2. Celsa Nervacero, Vizcoya, Spain
3. Celsa Global Steel Wire, Santander, Spain
4. Celsa Atlantic, A Coruña, Spain
5. Celsa France, Bayonne, France
6. Celsa UK, Cardiff, Wales
7. Celsa Armeringsstål, Mo i Rana, Norway
8. Celsa Huta, Ostrowiec, Poland
7
6
43 2
5
1
8
Environmental Statement 2010 Celsa Manufacturing
4
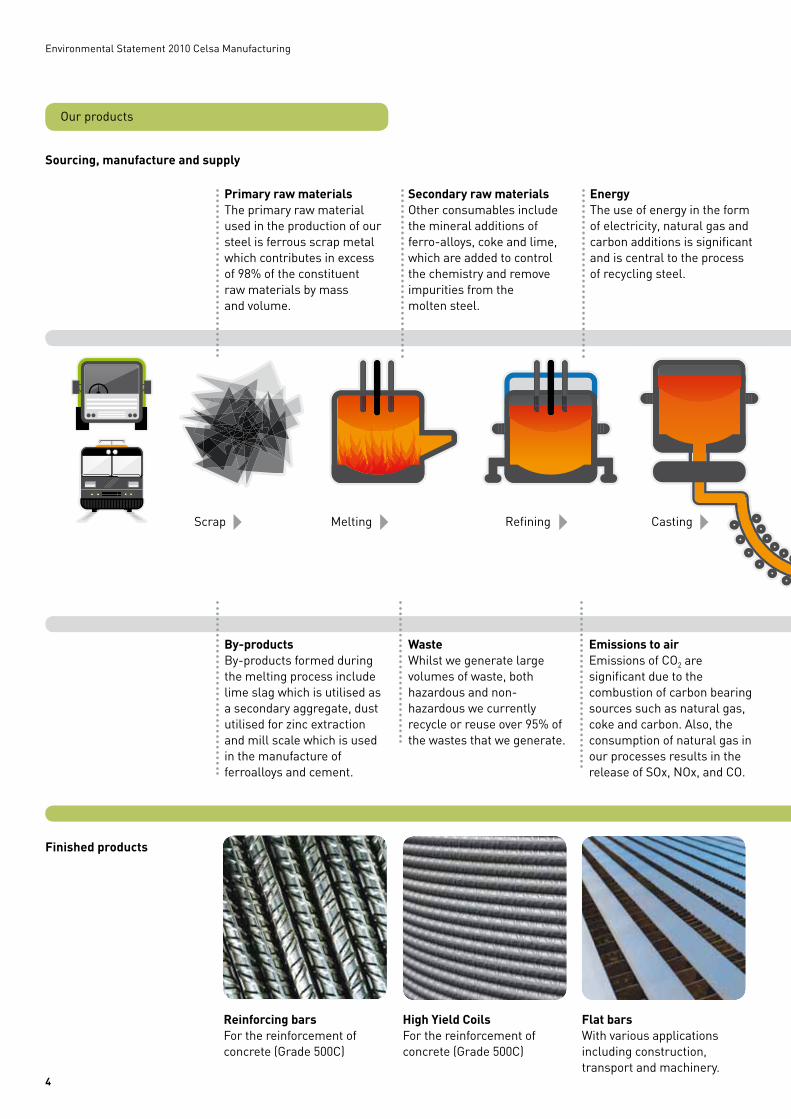
Sourcing, manufacture and supply
Primary raw materialsThe primary raw material used in the production of our steel is ferrous scrap metal which contributes in excess of 98% of the constituent raw materials by mass and volume.
Secondary raw materialsOther consumables include the mineral additions of ferro-alloys, coke and lime, which are added to control the chemistry and remove impurities from the molten steel.
EnergyThe use of energy in the form of electricity, natural gas and carbon additions is significant and is central to the process of recycling steel.
By-productsBy-products formed during the melting process include lime slag which is utilised as a secondary aggregate, dust utilised for zinc extraction and mill scale which is used in the manufacture of ferroalloys and cement.
Scrap Melting Refining Casting
WasteWhilst we generate large volumes of waste, both hazardous and non-hazardous we currently recycle or reuse over 95% of the wastes that we generate.
Emissions to airEmissions of CO2 are significant due to the combustion of carbon bearing sources such as natural gas, coke and carbon. Also, the consumption of natural gas in our processes results in the release of SOx, NOx, and CO.
Our products
Finished products
Reinforcing barsFor the reinforcement of concrete (Grade 500C)
High Yield CoilsFor the reinforcement of concrete (Grade 500C)
Flat barsWith various applications including construction, transport and machinery.
Environmental Statement 2010 Celsa Manufacturing

5
Rolling Finished products
Emissions to waterThe water used in our cooling systems undergoes chemical treatment to prevent corrosion, the formation of legionella and to remove sludge. Stringent limits are placed on the quality of the water released from our systems and regular monitoring enables us to meet these requirements.
TransportationOur raw materials and our finished products require transport either by road, rail or sea. We are constantly working on ways to minimise the impact of transport by using rail wherever possible.
Finished productsWe produce a range of steel products predominantly for the construction sector, but also with various other applications.
Equal & Unequal AnglesTypically used as a structural steel element in construction.
Wire RodFor the production of reinforcing mesh & other applications including wire drawing.
Plain round barsWith various applications including construction.
Channels, Parallel, Tapered Flange & UPNTypically used in composite steel construction.
Environmental Statement 2010 Celsa Manufacturing
6
Environmental profile
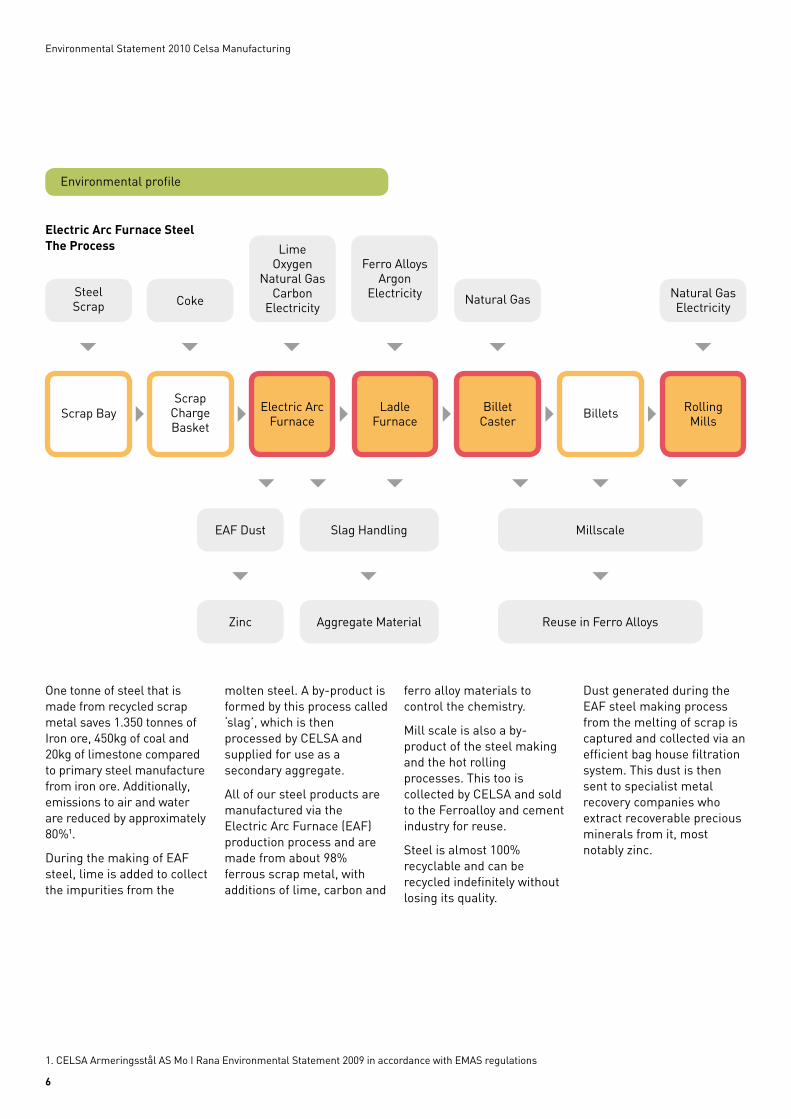
Electric Arc Furnace SteelThe Process
One tonne of steel that is made from recycled scrap metal saves 1.350 tonnes of Iron ore, 450kg of coal and 20kg of limestone compared to primary steel manufacture from iron ore. Additionally, emissions to air and water are reduced by approximately 80%1.
During the making of EAF steel, lime is added to collect the impurities from the
molten steel. A by-product is formed by this process called ‘slag’, which is then processed by CELSA and supplied for use as a secondary aggregate.
All of our steel products are manufactured via the Electric Arc Furnace (EAF) production process and are made from about 98% ferrous scrap metal, with additions of lime, carbon and
ferro alloy materials to control the chemistry.
Mill scale is also a by-product of the steel making and the hot rolling processes. This too is collected by CELSA and sold to the Ferroalloy and cement industry for reuse.
Steel is almost 100% recyclable and can be recycled indefinitely without losing its quality.
Dust generated during the EAF steel making process from the melting of scrap is captured and collected via an efficient bag house filtration system. This dust is then sent to specialist metal recovery companies who extract recoverable precious minerals from it, most notably zinc.
1. CELSA Armeringsstål AS Mo I Rana Environmental Statement 2009 in accordance with EMAS regulations
Scrap Bay
SteelScrap Coke
EAF Dust Slag Handling Millscale
Reuse in Ferro AlloysZinc Aggregate Material
Natural Gas Natural GasElectricity
LimeOxygen
Natural GasCarbon
Electricity
Ferro AlloysArgon
Electricity
BilletsScrap
ChargeBasket
Electric ArcFurnace
LadleFurnace
BilletCaster
Rolling Mills
Environmental Statement 2010 Celsa Manufacturing
7
1OO%RECYCLED
Raw Materials Efficiency
Recycled steel’s contribution towards sustainability
Environmental profile
Sustainable development is based on the commitment to improve the quality of life for society today and tomorrow. For the companies operating under the CELSA GROUP™ brand it means taking into account the environmental, social and economic consequences of our strategic decisions in our day to day tasks.
Steel is one of the most recyclable and recycled materials in the world. It can be recycled continuously without losing its properties and, given its magnetic properties, it can be efficiently and easily recovered for recycling from mixed waste streams.
There are currently two technologies for producing steel: that used in blast furnace plants which utilise iron ore to create new steel,
and that used in electric furnaces which recycles steel scrap metal into new products.
Steel is one of the few completely recyclable construction materials in common usage. It is also relatively cost-effective to produce via the EAF process and phenomenally versatile.
Since iron is the fourth most abundant element in the earth’s crust, it is only natural that it should have come to play such a significant role in our daily lives. In fact it is so fundamental to all manufacturing processes and used in so many diverse applications that it is commonly said in the industry that “Everything we use in everyday life is either made from steel or using steel”
Virtually all manufacturing activities rely on steel for their plant, infrastructure and in some cases processes and as a raw material.
It helps to shelter us, feed us and lighten our working and leisure hours. Without steel, science and technology would not have advanced our understanding of space, our planet, its oceans and weather systems.
Steel has not only helped to improve the quality of life we enjoy, it has helped us to understand our environment and the changes that are taking place in it through innovative design solutions to complex construction problems.
Steel’s contribution to environmentally sustainable living comes from the fact that this ubiquitous and
essential construction and engineering material can be remelted and used again and again without diminishing its versatility or quality and strength. The recycling of scrap metal has been standard practice since the earliest days of the industrial revolution and in the case of steel there is a thriving multi-million tonne export industry in recyclable steel.
Some of the facets of sustainable production and consumption have been well established norms in our industry for a long time. But others are newer, driven by a more holistic way of looking at economic development. The steel industry embraces progress in this area and CELSA is a key contributor to those initiatives.
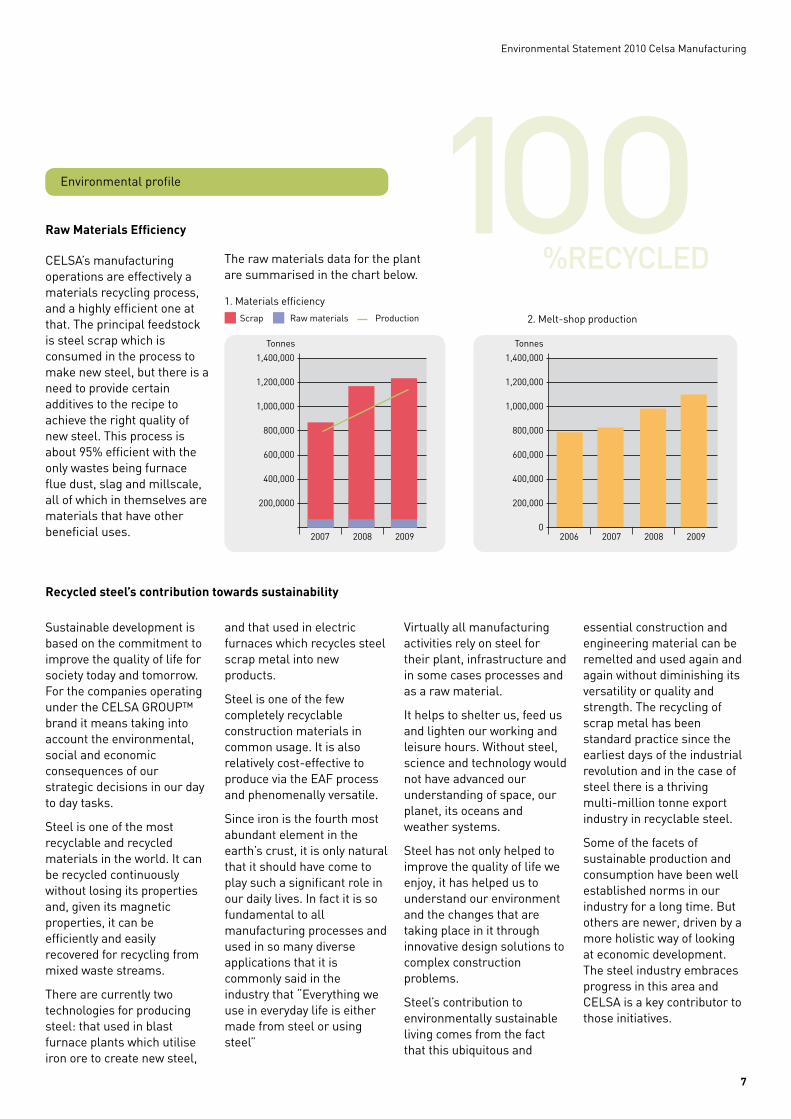
CELSA’s manufacturing operations are effectively a materials recycling process, and a highly efficient one at that. The principal feedstock is steel scrap which is consumed in the process to make new steel, but there is a need to provide certain additives to the recipe to achieve the right quality of new steel. This process is about 95% efficient with the only wastes being furnace flue dust, slag and millscale, all of which in themselves are materials that have other beneficial uses.
1,400,000
1,200,000
1,000,000
800,000
600,000
400,000
200,000
02006 2007 2008 2009
2. Melt-shop production
1. Materials efficiency
Scrap Raw materials Production
1,400,000
1,200,000
1,000,000
800,000
600,000
400,000
200,0000
2007 2008 2009
Tonnes Tonnes
The raw materials data for the plant are summarised in the chart below.
Environmental Statement 2010 Celsa Manufacturing
8
Health & Safety Policy
Management systems
Quality Policy
Quality Management System (QMS)CELSA is committed to providing its customers with a diverse range of high quality steel products. Through our customer focused approach we aim to develop our product portfolio to meet the dynamic needs of the market, whilst ensuring that the highest quality standards are maintained through improved internal controls and quality assurance.
Each product and process is subject to stringent quality control to ensure that products conform to British and European Standards through CARES approval and CE marking.
CELSA’s Quality Management System is certified to ISO9001:2008 and is designed to deliver the policy objectives set out in CELSA’s Quality Policy below.
Health & Safety Management System (HSMS)CELSA is committed to ensuring the highest standards of Health, Safety and welfare for its employees. Fundamental to this commitment is the establishment of a Safety Management System, externally certified as meeting the requirements of OHSAS 18001 that ensures continuous improvement.
Training is a vital element of safety in the workplace, and
procedures ensure that everyone in the company from the plant operators, to the General Manager, is aware of their responsibilities.
Accountability is ensured for the Safe Systems of Work operated by the company by placing the primary responsibility for health and safety, with line management.
Environmental Statement 2010 Celsa Manufacturing
002

9
Environmental policy and management
Environmental Policy Casting of new steel.
Environmental Management System (EMS)The steel manufacturing facilities at Cardiff have operated under a formal Environmental Management System (EMS) since 2004 and leading on from Celsa’s acquisition of the facilities in 2003, Environmental Management has been an integral component of the continuous growth and improvement strategy of the business. Improvement in environmental performance was one of the key factors in the decision to close down
the original Tremorfa melt shop and replace it with a state-of-the-art melting facility, the first new steel manufacturing investment in the UK in over 30 years.
CELSA’s Environmental Management System is certified to ISO14001:2004 and is designed to deliver the policy objectives set out in CELSA’s Environmental Policy.
Environmental Management & Audit System (EMAS)EMAS – the Eco-Management and Audit Scheme, is a voluntary initiative designedto improve companies’ environmental performance. It was initially established by European Regulation 1836/93, although this has been replaced by Council Regulation 1221/2009.
Its’ aim is to recognise and reward those organisations that go beyond minimumlegal compliance and continuously improve their environmental performance.
In addition, it is a requirement of the scheme that participating organisations regularly produce a public environmental statement that reports on their environmental performance. It is this voluntary publication of environmental information, whose accuracy and reliability has been independently checked by an environmental verifier, that gives EMAS and those organisations that participate enhanced credibility and recognition.
Environmental Statement 2010 Celsa Manufacturing
10
Responsible sourcing is an ethos of supply chain management and product stewardship, and encompasses the social, economic and environmental dimensions of sustainability.
In 2007 a consortium of UK reinforcing steel manufacturers including Celsa Steel UK, Celsa UK’s commercial arm, first approached the Building Research Establishment [BRE] to help them address issues of sustainability in the reinforcement supply chain
through a standard called Eco-Reinforcement.
At the same time, in response to the UK Government Strategy for Sustainable Construction, BRE were tasked with developing a standard for the responsible sourcing of construction products. The Eco-Reinforcement consortium was active during the stakeholder engagement phase of BRE’s standard, later to be known as BES 6001.
Following the publication of BES 6001, the reinforcement producers, in collaboration with key industry stakeholders, became the first industry to produce a sector specific responsible sourcing standard compliant with the requirements of BES 6001. This independent standard and third party certification scheme, namely Eco-Reinforcement, was published in May 2009. Both BES 6001 and Eco-Reinforcement allow designers to gain BREEAM, Code for Sustainable Homes and CEEQUAL credits through specification of materials supplied by certified companies.
In November 2009, Celsa UK became the first steel manufacturer to be certified to a recognised responsible sourcing standard, Eco-Reinforcement, achieving a pass rating.
The then Managing Director of Celsa UK, Francesc Rubiralta, responded to this great news by saying “For many years Celsa UK, and the Celsa Group as a whole, has been committed to the sustainable manufacture of steel reinforcement products. More recently we have identified clear sustainability objectives and focused on achieving them through a process of whole organisational involvement. The hard work and commitment of everyone involved has resulted in our certification to the Eco-Reinforcement Scheme for Reinforcing Steel products, making us the first Steel Mill in the world to be certified to a recognised Responsible Sourcing Scheme. This achievement marks the beginning of a long journey of continuous improvement for us and our supply chain.”
Responsible SourcingResponsible sourcing
Responsible Sourcing Policy
‘I am delighted to see this Welsh-based company leading the way in forging a new sustainable economy for the 21st century.’Ieuan Wyn Jones Minister for the Economy and Transport
Environmental Statement 2010 Celsa Manufacturing

11
On Wednesday 26th May 2010, Francesc Rubiralta, received on behalf of the company, our ‘Eco-Reinforcement’ certificate by Building Research Establishment (BRE) Responsible Sourcing Manager Derek Hughes, and Ieuan Wyn Jones AM, Deputy First Minister for Wales. During the presentation Ieuan Wyn Jones who is Minister for the Economy and Transport. said:
“Steelmaking in the 21st Century is a modern, technology based business – and is providing the backbone for a range of advanced industries to propel Wales out of recession. I am delighted to see this Welsh-based company leading the way in forging a new sustainable economy for the 21st century.”
BES 6001Following the success of our Eco-Reinforcement certification, CELSA have made the commitment to seek accreditation for our non-reinforcing products to the Eco-Reinforcement parent standard, BES 6001. It is our aim to achieve certification before the end of 2010.
Francesc Rubiralta (centre) receiving the Eco-Reinforcement certificate on behalf of the Celsa UK, with Derek Hughes of BRE (left) and Deputy First Minister Ieuan Wyn Jones AM.
Environmental Statement 2010 Celsa Manufacturing
12
CELSA recognises that, like any manufacturing business, its activities can have both direct and indirect impacts upon the environment and in some cases these impacts have the potential to be significant if not properly managed.
CELSA has carefully evaluated through an Initial Environmental Review during the implementation of its ISO14001 Management System (and continues to evaluate), the aspects of its business activities that could have such environmental impacts. These are summarized here.
Use of Raw MaterialsThe production of over 1,000,000 tpa. of steel necessitates that large volumes of raw materials are used in the process, such as Ferrous scrap, Mineral additions such as ferro-alloys and lime, together with production consumables like refractories and electrodes. The use of these materials is carefully managed to ensure that they are sourced taking account of their environmental impact and used efficiently to avoid waste.
Use of EnergyThe use of energy in the form of Electricity, Natural Gas and carbon additions is significant and is central to the process of recycling steel. We are careful to ensure that our processes are efficient so as to minimize the use of energy and to avoid waste.
Use of WaterThe production process of converting ferrous scrap into new steel and the hot rolling of that new steel produces significant heat that needs to be removed. This is achieved by the use of water evaporation in cooling towers. This is an unavoidable loss but we work hard to minimise the use of water to ensure that we exceed the standards laid down for our processes, by harvesting as much rainwater as possible.
Emissions to AirDuring the process of recycling steel scrap into new steel, there are large quantities of dust laden fume generated. These fumes are captured and filtered to remove as much dust as possible but some particles will escape to air. Also because of the combustion of natural gas in our processes there are the inevitable products of combustion released to air such as SOx, NOx, and CO.
Emissions to WaterWe operate closed circuit cooling water systems, which require the use of chemical treatment to prevent corrosion, stop the formation of legionella and allow the removal of sludge. From time to time we have to drain the systems down and when this happens there is loss of water to the sewer system or to controlled waters which is kept to a minimum.
Production of CO2
The on site production of CO2 is significant and comes from the combustion of carbon bearing sources such as Natural Gas, coke and carbon. We also have to consider the CO2 that is created from the generation of the electricity that we use in our processes.
Use of Oils and GreasesAs with most mechanical processes we have to use lubricants and hydraulic oils. As these are mostly hydrocarbon based we try to minimise their use to avoid the depletion of natural resources, and to avoid the disposal impact of hazardous waste.
Generation of WasteWhilst we generate large volumes of waste, both hazardous and non-hazardous, we currently recycle or reuse over 95% of the wastes that we generate.
TransportationOur raw materials and our finished products require transport either by road or by rail. We are constantly working on ways to minimise the impact of transport by using rail wherever possible.
Impact of NoiseOur processes are that of heavy industry and inevitably will generate some noise. We are continuously working to reduce the impact of noise in our neighborhoods.
Responsible SourcingSignificant environmental aspects
Environmental Statement 2010 Celsa Manufacturing

13
Environmental Statement 2010 Celsa Manufacturing
14
Environmental objectives and targets
CELSA UK has identified all of its potentially significant environmental aspects and set in place Objectives and Targets designed to deliver continual improvement in the management of these aspects. CELSA’s governance of environmental issues goes beyond compliance with regulatory conditions and the firm’s commitment to EMAS is evidence of our strive to operate our business in an environmentally responsible manner. This means setting targets that are ambitious but achievable. For those aspects that are deemed to be the most environmentally significant (emissions to air, land and water and consumption of energy) we have set out below the key targets that the businesses are seeking to achieve during 2010.
• To reduce the use of commercial water – we have set reduction targets for the Steelmaking plant of 5% and at the Section Mill of 6% Unfortunately the target is not being met for the Steelmaking plant due to significant plant failures during Q1. The Sections mill has greatly exceeded its target and is currently seeing a reduction in excess of 30%
• To reduce effluent discharges – we have set reduction targets for the Sections Mill of 14%. This target has been achieved and we are seeing reductions greater than 40%.
• To reduce hazardous waste – we have set reduction targets for the Steelmaking Plant and the Rod and Bar Mill of 5%. Good progress has been made in both areas with reductions of greater than 50% being seen.
• To reduce electricity consumption – we have set reduction targets for the Steelmaking Plant and the Rod and Bar Mill of 5%.Unfortunately the targeted reductions at both the Steelmaking plant and the Rod and Bar Mill have not materialised, mainly due to significant plant failures experienced in the steelmaking plant in Q1, and the downturn in the market for the Rod and Bar Mill has meant that the efficiency of the process has been affected.
• To reduce oil consumption – we have set reduction targets for the Rod and Bar Mill of 10%, and at the Sections mill of 8%.Progress has been made at the Rod and Bar Mill and savings of 10% are being seen. At the Section Mill the savings are more significant and are greater than 20%.
The following objectives and targets are proposed for 2011:
• New Melt Shop:– Reduce General Waste by 5% – Reduce Water Consumption by 5% – Reduce Noise Complaints – Reduce Fugitive Emission Events – Reduce total Energy
(Gas & Elec) by 3% – Reduce CO Emission Spikes at the start of the Melt
• Logistics:– Increase delivery of Scrap by Rail by 5% – Increase delivery of Finished Product by Rail 5%
• Rod & Bar Mill:– Reduce General Waste by 5% – Reduce Hazardous Waste by 5% – Reduce Water Consumption by 5% – Reduce Energy Consumption (Gas & Elec) by 5% – Reduce Oil Consumption by 5%
• Section Mill:– Reduce General and Hazardous Waste by 5% – Reduce Commercial water consumption by 5% – Reduce Domestic water consumption by 6% – Reduce Effluent discharge by 5% – Reduce Hydraulic Fluid Consumption by 4%
Note – where a % reduction is stated this will be measured against the 2010 years performance.
Environmental Statement 2010 Celsa Manufacturing
15
Emissions and legal compliance
CELSA UK recognises that its business has a potentially large environmental footprint that could impact upon environmental quality if not properly managed, hence the requirement for the plants to be permitted under the UK Environmental Permitting regime. CELSA monitors compliance against its emission limit values and discharge consents in accordance with these permit requirements.
CELSA has the following environmental permits:
• Rod and Bar Mill: – Environmental Permit
(EPR/BV0759IC) – Groundwater abstraction
licence (21/57/25/0048)
• Section Mill: – Environmental Permit
(BV0767)– Trade effluent Discharge
Consent (TE147F)
• New Melt Shop: – Environmental Permit
(TP3639BH).– Trade effluent Discharge
Consent (TE147G)
• Mineral Site: – Environmental Permit
(EPR/WP3699FQ) – Groundwater abstraction
licence (21/57/25/78).
Environmental performance data relating to CELSA’s Environmental Permits are reported annually to the Environment Agency. Information on the data that the Environment Agency holds can be found at the Environment Agency’s web site at www.environment-agency.gov.uk.
Whilst CELSA has not had any significant environmental incidents there have been a small number of Schedule 1 incidents which, in accordance with the Environmental Permits require notification to the Environment Agency. These events have been limited to fugitive releases of dust from the Melt Shop, breaches of permitted limits for carbon
monoxide and particulates, and for small quantities of oil released to the dock at the Rod and Bar Mill. CELSA in all cases has been proactive in identifying the cause of such incidents and for investigating and implementing corrective measures.
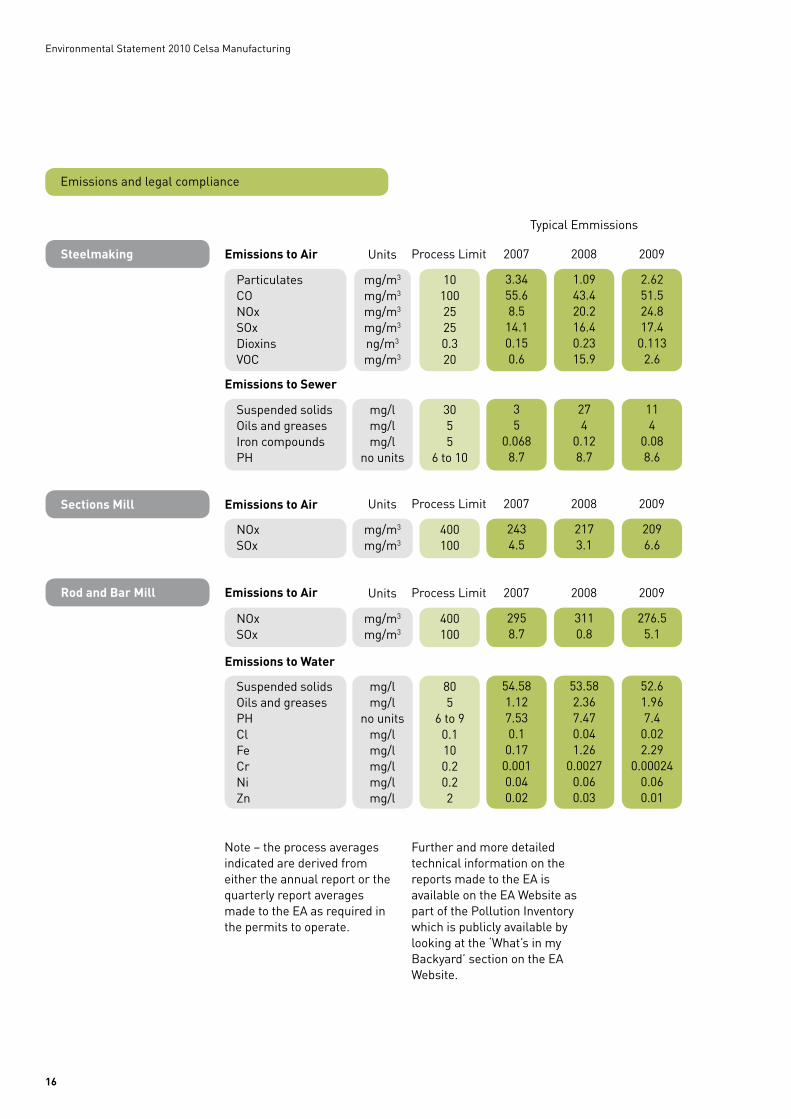
For those aspects of CELSA’s operations that represent the greatest potential for negative environmental interaction (emissions to air, land and water and energy consumption), the table on the following page shows typical levels of these emissions and discharges relative to our permitted limits.
Environmental Statement 2010 Celsa Manufacturing
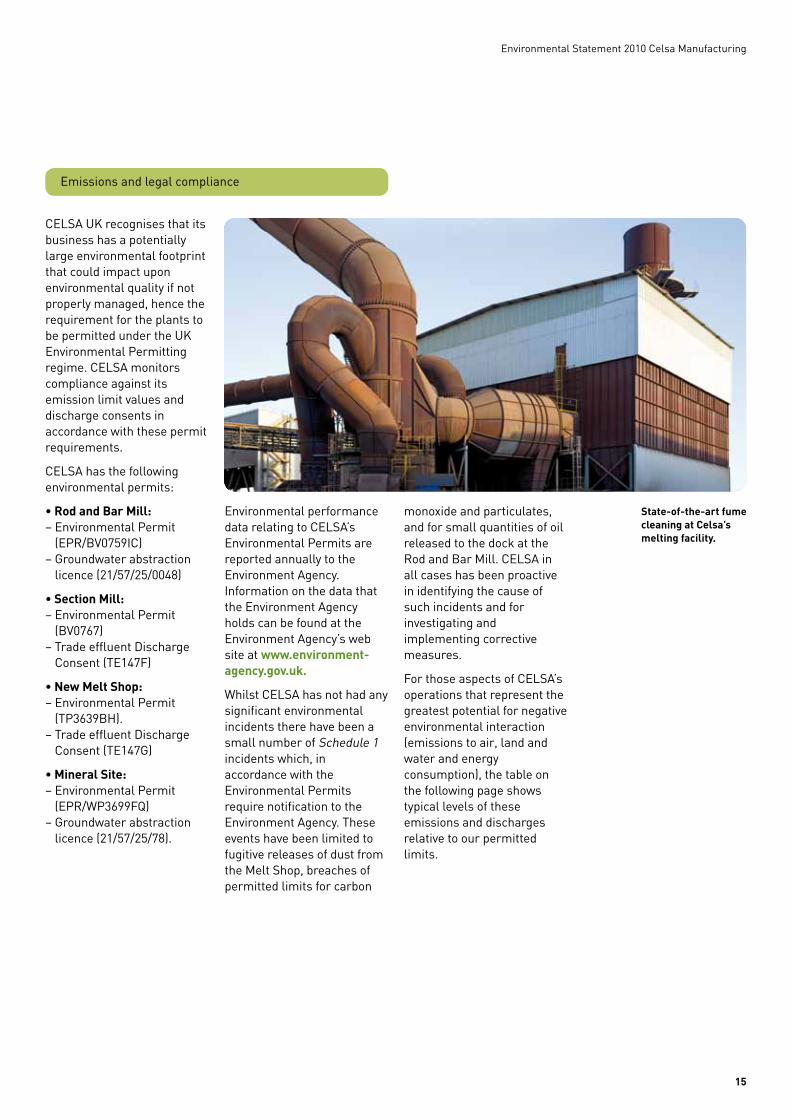
State-of-the-art fume cleaning at Celsa’s melting facility.
16
Steelmaking
Typical Emmissions
Sections Mill
Rod and Bar Mill
Emissions to Air
ParticulatesCONOxSOxDioxinsVOC
Emissions to Sewer
Suspended solidsOils and greasesIron compoundsPH
Emissions to Air
NOxSOx
Emissions to Water
Suspended solidsOils and greasesPHClFeCrNiZn
Emissions to Air
NOxSOx
3.3455.68.5
14.10.150.6
2007
35
0.0688.7
2434.5
2007
54.581.127.530.1
0.170.0010.040.02
2958.7
2007
1.0943.420.216.40.2315.9
2008
274
0.128.7
2173.1
2008
53.582.367.470.041.26
0.00270.060.03
3110.8
2008
2.6251.524.817.4
0.1132.6
2009
114
0.088.6
2096.6
2009
52.61.967.4
0.022.29
0.000240.060.01
276.55.1
2009
1010025250.320
Process Limit
3055
6 to 10
400100
Process Limit
805
6 to 90.1100.20.22
400100
Process Limit
mg/m3
mg/m3
mg/m3
mg/m3
ng/m3
mg/m3
Units
mg/lmg/lmg/l
no units
mg/m3
mg/m3
Units
mg/lmg/l
no unitsmg/lmg/lmg/lmg/lmg/l
mg/m3
mg/m3
Units
Note – the process averages indicated are derived from either the annual report or the quarterly report averages made to the EA as required in the permits to operate.
Further and more detailed technical information on the reports made to the EA is available on the EA Website as part of the Pollution Inventory which is publicly available by looking at the ‘What’s in my Backyard’ section on the EA Website.
Emissions and legal compliance
Environmental Statement 2010 Celsa Manufacturing
17
Environmental performance indicators
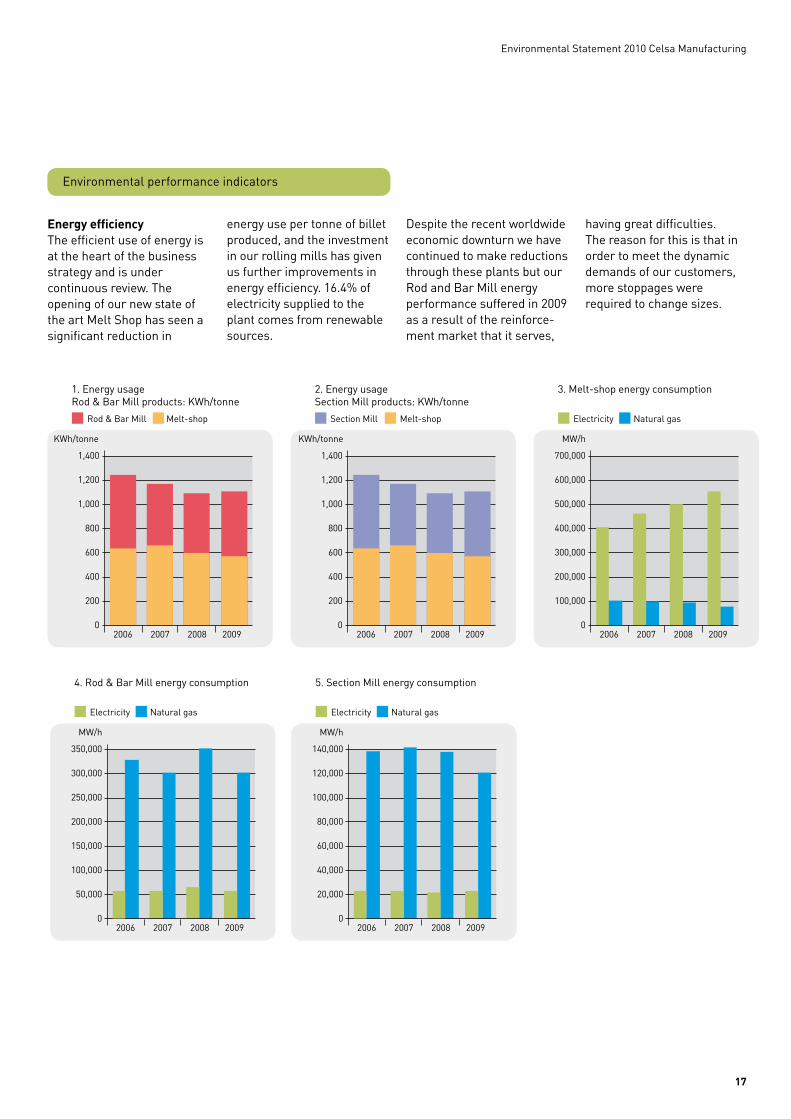
Energy efficiencyThe efficient use of energy is at the heart of the business strategy and is under continuous review. The opening of our new state of the art Melt Shop has seen a significant reduction in
energy use per tonne of billet produced, and the investment in our rolling mills has given us further improvements in energy efficiency. 16.4% of electricity supplied to the plant comes from renewable sources.
Despite the recent worldwide economic downturn we have continued to make reductions through these plants but our Rod and Bar Mill energy performance suffered in 2009 as a result of the reinforce-ment market that it serves,
having great difficulties. The reason for this is that in order to meet the dynamic demands of our customers, more stoppages were required to change sizes.
1,400
1,200
1,000
800
600
400
200
02006 2007 2008 2009
2. Energy usageSection Mill products: KWh/tonne
Section Mill Melt-shop
KWh/tonne
1,400
1,200
1,000
800
600
400
200
02006 2007 2008 2009
1. Energy usageRod & Bar Mill products: KWh/tonne
Rod & Bar Mill Melt-shop
KWh/tonne
700,000
600,000
500,000
400,000
300,000
200,000
100,000
02006 2007 2008 2009
3. Melt-shop energy consumption
Electricity Natural gas
MW/h
140,000
120,000
100,000
80,000
60,000
40,000
20,000
02006 2007 2008 2009
5. Section Mill energy consumption
Electricity Natural gas
MW/h
350,000
300,000
250,000
200,000
150,000
100,000
50,000
02006 2007 2008 2009
4. Rod & Bar Mill energy consumption
Electricity Natural gas
MW/h
Environmental Statement 2010 Celsa Manufacturing

18
Atmospheric EmissionsCELSA recognizes that its processes have the potential for significant releases of atmospheric emissions, and it is an aspect of the business that CELSA monitors and controls very carefully.
Potentially significant emissions are regulated via the sites Environmental Permits and measured and monitored to ensure that they do not exceed the maximum permitted emission limit values specified in the
Permits in accordance with prevailing legislation. The Environmental Permits were granted and are rigorously enforced by the Environment Agency Wales.
Environmental performance indicators
7,000
6,000
5,000
4,000
3,000
2,000
1,000
02006 2007 2008 2009
3. Section Mill air emissions
SOx CO Particulates
Kg per year
70
60
50
40
30
20
10
02006 2007 2008 2009
4. Emissions of PM10 per tonne of Steel – Melt-shop
PM10
PM10(g) per tonne
140,000
120,000
100,000
80,000
60,000
40,000
20,000
0
140,000
120,000
100,000
80,000
60,000
40,000
20,000
02006 20062007 20072008 20082009 2009
5. Rod & Bar Mill NO2 air emissions
NO2
6. Section Mill NO2 air emissions
NO2
Kg per year Kg per year
700,000
600,000
500,000
400,000
300,000
200,000
100,000
02006 2007 2008 2009
1. Melt-shop air emissions
SOx CO Particulates NO2
Kg per year
3,500
3,000
2,500
2,000
1,500
1,000
500
02006 2007 2008 2009
2. Rod & Bar Mill air emissions
SOx CO Particulates
Kg per year
The total annual air emissions for NO2, SOx, Carbon Monoxide, Total Particulates (PM10) and CO from 2006 are summarised in the graphs below:
Environmental Statement 2010 Celsa Manufacturing

19
Environmental performance indicators
CO2 EmissionsCO2 is produced as a direct result of energy usage, together with the carbon sources input to the steelmaking process. The primary sources of CO2 are the use of electricity, natural
gas and the carbon bearing materials used for steelmaking.
Emissions of CO2 are determined by a combination of the EU-ETS verified reporting data for the Melt Shop carbon mass balance,
together with the UK CCLA CO2 standard emission factors. The indirect emission of CO2 from the use of electricity is taken account of and included in the data shown.
700
600
500
400
300
200
100
0
700
600
500
400
300
200
100
02006 20062007 20072008 20082009 2009
1. Emissions: Kg CO2 / tonne of steel – Section Mill products
Section Mill Melt-shop
2. Emissions: Kg CO2 / tonne of steel – Rod & Bar Mill products
Rod & Bar Mill Melt-shop
Kg CO2 / tonne Kg CO2 / tonne
430,000
420,000
410,000
400,000
390,000
380,000
370,000
360,000
2,100,000
2,000,000
1,900,000
1,800,000
1,700,000
1,600,000
1,500,000
1,400,000
1,300,0002006 2007 2008 2009
3. Total CO2 (All processes)
Total CO2 Production
Tonnes CO2 Tonnes steel produced
Environmental Statement 2010 Celsa Manufacturing
20
Environmental Performance Indicators
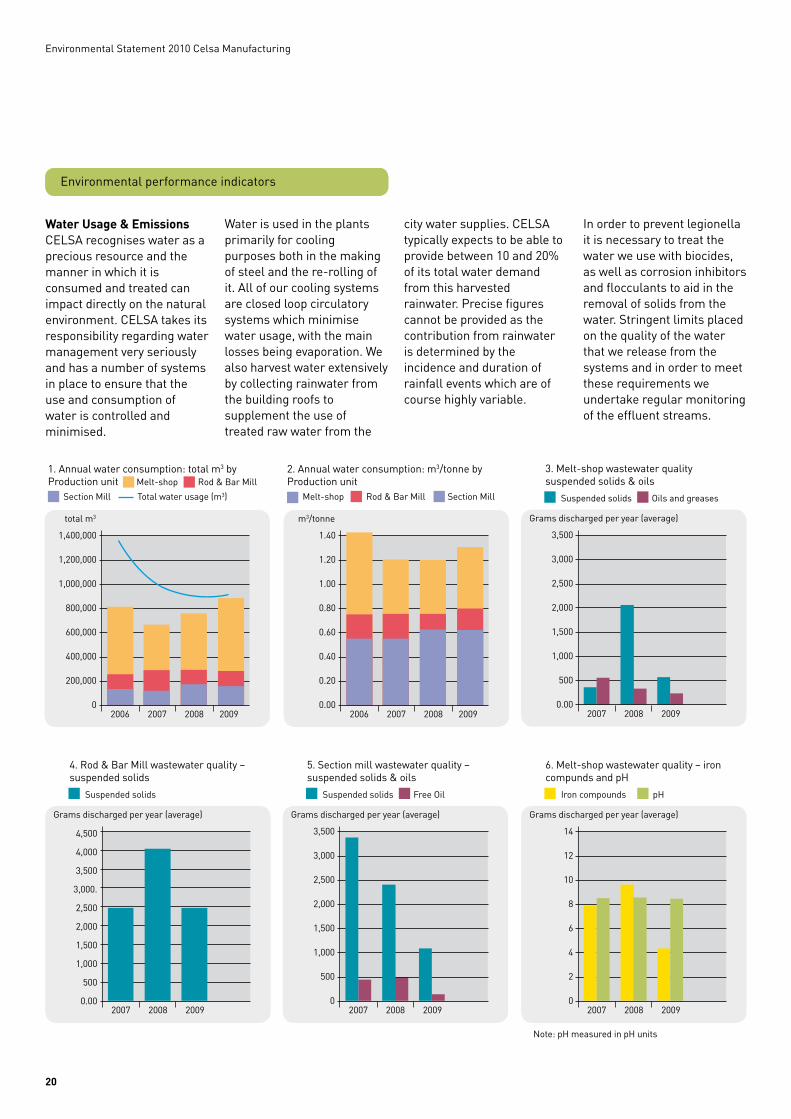
Water Usage & EmissionsCELSA recognises water as a precious resource and the manner in which it is consumed and treated can impact directly on the natural environment. CELSA takes its responsibility regarding water management very seriously and has a number of systems in place to ensure that the use and consumption of water is controlled and minimised.
Water is used in the plants primarily for cooling purposes both in the making of steel and the re-rolling of it. All of our cooling systems are closed loop circulatory systems which minimise water usage, with the main losses being evaporation. We also harvest water extensively by collecting rainwater from the building roofs to supplement the use of treated raw water from the
city water supplies. CELSA typically expects to be able to provide between 10 and 20% of its total water demand from this harvested rainwater. Precise figures cannot be provided as the contribution from rainwater is determined by the incidence and duration of rainfall events which are of course highly variable.
In order to prevent legionella it is necessary to treat the water we use with biocides, as well as corrosion inhibitors and flocculants to aid in the removal of solids from the water. Stringent limits placed on the quality of the water that we release from the systems and in order to meet these requirements we undertake regular monitoring of the effluent streams.
Environmental performance indicators
1,400,000
1,200,000
1,000,000
800,000
600,000
400,000
200,000
0
1.40
1.20
1.00
0.80
0.60
0.40
0.20
0.002006 20062007 20072008 20082009 2009
1. Annual water consumption: total m3 by Production unit Melt-shop Rod & Bar Mill
Section Mill Total water usage (m3)
2. Annual water consumption: m3/tonne by Production unit Melt-shop Rod & Bar Mill Section Mill
total m3 m3/tonne
3,500
3,000
2,500
2,000
1,500
1,000
500
0.00
3,500
3,000
2,500
2,000
1,500
1,000
500
0
14
12
10
8
6
4
2
0
4,500
4,000
3,500
3,000.
2,500
2,000
1,500
1,000
500
0.00
2007
2007 20072007
2008
2008 20082008
2009
2009 20092009
3. Melt-shop wastewater quality suspended solids & oils Suspended solids Oils and greases
5. Section mill wastewater quality – suspended solids & oils Suspended solids Free Oil
6. Melt-shop wastewater quality – iron compunds and pH Iron compounds pH
4. Rod & Bar Mill wastewater quality – suspended solids Suspended solids
Grams discharged per year (average)
Grams discharged per year (average) Grams discharged per year (average)Grams discharged per year (average)
Note: pH measured in pH units
Environmental Statement 2010 Celsa Manufacturing
21
180
160
140
120
100
80
60
40
20
0
140,000
120,000
100,000
80,000
60,000
40,000
20,000
0.00
70,000
60,000
50,000
40,000
30,000
20,000
10,000
0.00
90,000
80,000
70,000
60,000
50,000
40,000
30,000
20,000
10,000
0.00
2007
2007 2006 2006
2008
2008 2007 2007
2009
2009 2008 2009 2008 2009
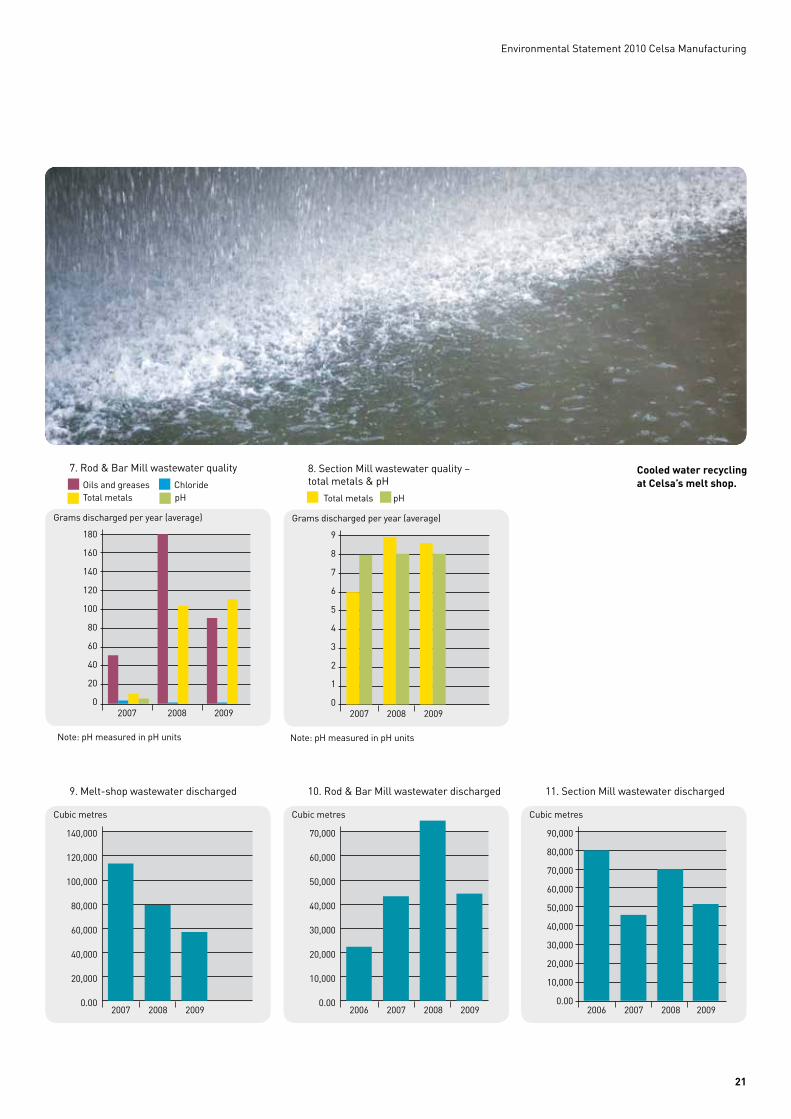
7. Rod & Bar Mill wastewater quality Oils and greases Chloride Total metals pH
9. Melt-shop wastewater discharged 10. Rod & Bar Mill wastewater discharged 11. Section Mill wastewater discharged
Grams discharged per year (average)
Cubic metres Cubic metres Cubic metres
Note: pH measured in pH units
9
8
7
6
5
4
3
2
1
02007 2008 2009
8. Section Mill wastewater quality – total metals & pH Total metals pH
Grams discharged per year (average)
Note: pH measured in pH units
Environmental Statement 2010 Celsa Manufacturing
Cooled water recyclingat Celsa’s melt shop.
22
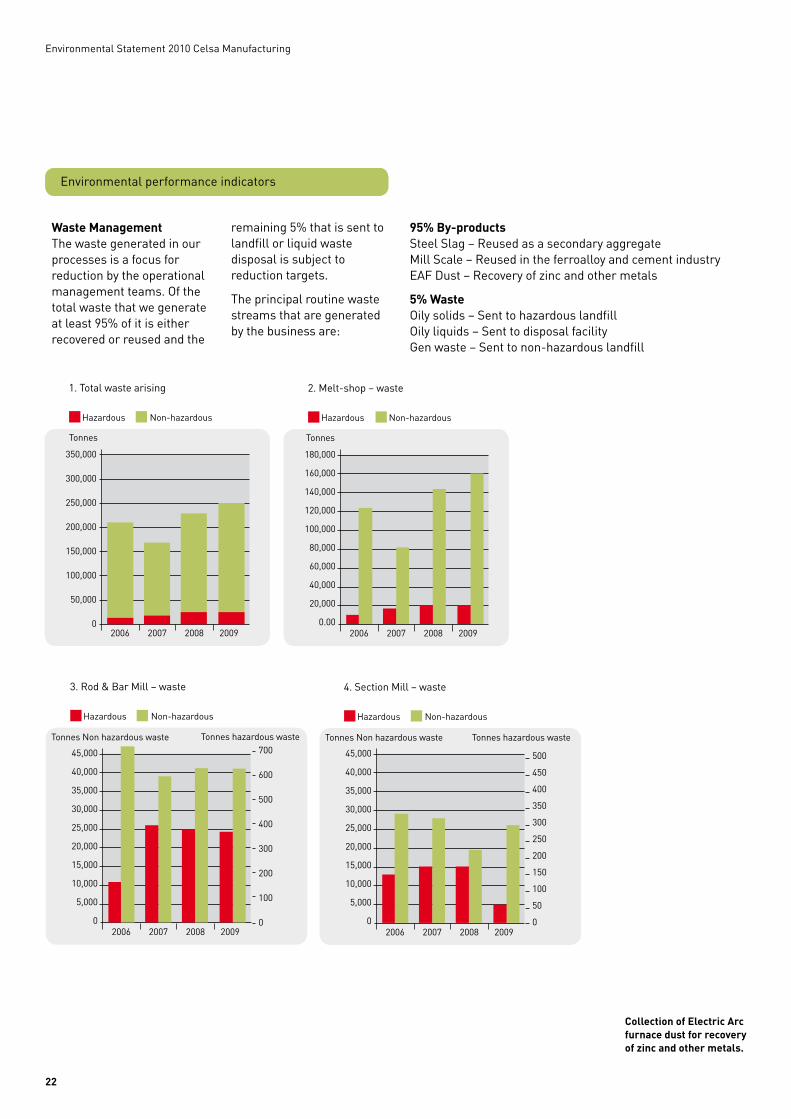
Waste ManagementThe waste generated in our processes is a focus for reduction by the operational management teams. Of the total waste that we generate at least 95% of it is either recovered or reused and the
remaining 5% that is sent to landfill or liquid waste disposal is subject to reduction targets.
The principal routine waste streams that are generated by the business are:
95% By-products Steel Slag – Reused as a secondary aggregateMill Scale – Reused in the ferroalloy and cement industryEAF Dust – Recovery of zinc and other metals
5% Waste Oily solids – Sent to hazardous landfillOily liquids – Sent to disposal facilityGen waste – Sent to non-hazardous landfill
Environmental Performance IndicatorsEnvironmental performance indicators
180,000
160,000
140,000
120,000
100,000
80,000
60,000
40,000
20,000
0.002006 2007 2008 2009
2. Melt-shop – waste
Hazardous Non-hazardous
Tonnes
350,000
300,000
250,000
200,000
150,000
100,000
50,000
02006 2007 2008 2009
1. Total waste arising
Hazardous Non-hazardous
Tonnes
45,000
40,000
35,000
30,000
25,000
20,000
15,000
10,000
5,000
0
500
450
400
350
300
250
200
150
100
50
02006 2007 2008 2009
4. Section Mill – waste
Hazardous Non-hazardous
Tonnes Non hazardous waste Tonnes hazardous waste
45,000
40,000
35,000
30,000
25,000
20,000
15,000
10,000
5,000
0
700
600
500
400
300
200
100
02006 2007 2008 2009
3. Rod & Bar Mill – waste
Hazardous Non-hazardous
Tonnes Non hazardous waste Tonnes hazardous waste
Environmental Statement 2010 Celsa Manufacturing
Collection of Electric Arc furnace dust for recovery of zinc and other metals.


24
Transport impacts
CELSA is committed to incorporating sustainability considerations into all of its manufacturing and business activities and recognises the need to balance the requirements of environmental, social and economic obligations with business growth aspirations. Transportation and logistics is a key area where CELSA seeks to continuously improve and adopt more sustainable transportation options. CELSA utilises a range of transport methodologies including road, sea and rail, depending on the geographical location
of its customers and transport network availability. Where possible more sustainable methods of transport such as rail and sea are adopted as the preferred method of moving our raw materials and finished products.
As part of the Eco-Reinforcement Standard requirements, CELSA calculates the transport mileage and CO2 emissions by mode of transport for both its raw materials and finished reinforcing product deliveries. This data is represented in the graph below.
‘improving and adopting sustainable transport options’
Rotterdam
Zeebrugge
Felixstowe
ZeebruggeOostende
Birmingham
Swansea Newport
ManchesterLiverpool
Holyhead
Hull
Cardiff Bristol
Portsmouth
LondonDover
Plymouth
Edinburgh
Aberdeen
Newcastle upon Tyne
Dublin
BelfastCarlisle
Cork
Cherbourg
Fishguard
Rosslare
Glasgow
A55
M62
M5
M6
M4
SangatteBoulogne-sur-Mere
CalaisFolkestone
W
al
es
E n g l a n d
S c o t l a n d
I r e
la
nd
N . I r e l an
d
F r an
ce
Irish Sea
124
122
120
118
116
114
112
110
108
1062006 2007 2008 2009
1. Transport CO2 emmissions associated with Reinforcing Products
g CO2 / tonne /km
Environmental Statement 2010 Celsa Manufacturing
25
Biodiversity
Community and stakeholder engagement
OverviewAt Celsa UK, we understand the effect that our operations can have on our local community and we strive to be a good neighbour and valued contributor to the local community. To this end Celsa is engaged in a number of community and stakeholder initiatives and projects.
Community Action PlanFirstly, we regularly consult and work with our neighbours through implementation of our local community action plan. This is reinforced by our commitment to the Eco-Management and Audit Scheme (EMAS), and our certification to the Eco-Reinforcement responsible sourcing standard that also incorporates local community engagement as mandatory.
Wildlife Trusts WalesRecently Celsa UK has become a Wildlife Trusts Wales (WTW) partner. Our Gold membership status demonstrates our ongoing commitment to local and national biodiversity. Our membership supports a diverse range of conservation activities at both a local and regional level. We are also integrating the WTW’s Cardiff Wildlife Garden Survey initiative into our local schools engagement programme.
Local Community GroupsAs part of our local community engagement strategy, we are actively involved in a number of groups and initiatives aimed at improving the local environment and the quality of life for members of our local community.
Celsa UK is an official partner of Cardiff Communities 1st; a Welsh Assembly Government flagship programme to improve the living conditions and prospects for people in the most disadvantaged communities across Wales.
We are also working with LEAF (Local Environmental Action Forum) to co-ordinate the Cardiff Garden Wildlife Survey (with local primary schools) on behalf of the Wildlife Trusts Wales. CELSA attends LEAF meetings and looks to develop partnership projects for the future. LEAF is part of Cardiff Communities 1st and is the local environmental action group.
CELSA inherited an already heavily industrialised portfolio of sites with little or no green space and hence very limited opportunities for enhancement of biodiversity. Consequently this is not a key indicator for CELSA. The approximate areas for each site are:
• Rod & Bar Mill (Castle Works) – 184,244 m2
• Melt Shop and Section Mill (Tremorfa Steel Works) – 324,344 m2
Of these areas it is estimated that <1.0% are unsurfaced. As such, biodiversity at these sites is very limited and the sites have not been identified as important habitat sites. However, CELSA does contribute to local projects where biodiversity enhancement is a key component.
Environmental Statement 2010 Celsa Manufacturing

26
Community and stakeholder engagement
EducationCelsa works very closely with local education organisations. We have for many years, sponsored a PhD programme and annual awards for Academic Excellence in Civil Engineering with Cardiff University. We are also involved in a programme of initiatives with local schools. These initiatives range from educational competitions and workshops through to the sponsorship of specific activities and projects.
Since 2009 Celsa has been involved with the Engineering Education Scheme in Wales (EESW) in partnership with the Royal Academy of Engineering. The aim of the scheme is to encourage the best talent in our schools to take up engineering as a career. The mechanism is to organise industrial based engineering projects for teams of talented 6th form
students, which they will find both challenging and stimulating. Celsa have run projects in 2009 with Whitchurch High School and 2010 with Ysgol Plasmawr in Fairwater.
Carbon TrustCelsa UK are also working in partnership with the Carbon Trust to identify energy reduction measures which will help us to reduce our carbon footprint.
Cardiff Carbon LiteAs one of the largest energy consumers in Cardiff we have joined the Carbon Lite – Working Group Committee, as a partner, whose objective is to reduce the carbon footprint of Cardiff City.
CommunicationIn August 2010 CELSA made some improvements to the company website. The changes were designed to improve communication with
its local community stakeholders. A local community content section was added to the corporate responsibility tab which included the addition of an email address for CELSA’s General Manager so that local stakeholders could communicate any concerns or issues to the most senior manager in the CELSA UK business. Visit www.celsauk.com for details.
Local residentsCELSA is committed to being a good neighbour. The views and opinions of local residents are extremely valuable to us and we take them very seriously. Any issues raised by local residents relating to Health, Safety and the Environment are investigated fully by our senior HSE team and where appropriate preventative measures are implemented
and feedback is provided to the concerned party.
We have been working with the Environment Agency to reduce the noise impact on local residents from the steelmaking process. After making significant changes to the scrap storage and handling procedures we have seen a real reduction in noise levels received at the local residents homes.
Contact usIf you are a member of our local community and have a query, or would like to know more about us, please contact us by sending an email to: thegeneralmanager @celsauk.com, and we will respond as soon as possible.
Whitchurch High School EESW project.
Environmental Statement 2010 Celsa Manufacturing

27
Health, safety and employee engagement
Shaun Simmons recieving the Q2 – 2010 award from Francesc Rubiralta.
OverviewCELSA is aware that practices and activities that can lead to significant environmental impacts can also have Health and Safety implications for employees and visitors and vice versa. Consequently, there is a strong linkage between Health, Safety and employee welfare culture at CELSA, the Environmental Management and sustainability culture of the business.
Employee initiativesCELSA recently launched the Environmental, Health & Safety (EHS) Scheme. The EHS scheme is open to all employees and encourages them to make suggestions which will improve the Environmental, Health & Safety performance of the business. Suggestions are reviewed by the senior management team and improvements are
implemented accordingly. Each quarter there is prize of £100 awarded for the best suggestion and an annual prize of £500 for the best overall suggestion
Health & Safety CampaignThis year CELSA launched a Health & Safety awareness campaign. The campaign was designed to raise awareness of the fact that 96% of all accidents in the workplace are the result of unsafe actions and only 4% are as a result of unsafe conditions.A employee competition was launched to find a suitable slogan to support the campaign. The “Think 96/4 and be safe 24/7” was chosen as the winning suggestion.
160
140
120
100
80
60
40
20
02007 2008 2009
1. Employee Accident Rates All injury frequency rates Lost time frequency rates
No. of accidents per 1,000,000 hours worked
Environmental Statement 2010 Celsa Manufacturing
28
Environmental Statement Verification
Statement”Further to consideration of the documentation, data and information resulting from the organisation’s internal procedures examined on a sampling basis during the verification process, it is evident that the environmental policy, program, management system, review (or audit procedure) and environmental statement meet the requirements of Regulation 1221/2009 (The EMAS Regulation)”.
Signed: Amanda Thorpe
Date: 11 November 2010SGS United Kingdom LimitedUK-V-0007
Environmental Statement 2010 Celsa Manufacturing
Our commitmentto the future.
29
30
Celsa Manufacturing (UK) Limited, Building 58, East Moors Road, Cardiff CF24 5NN
Tel: 02920 [email protected]
For more information please visit our website www.celsagroup.comD
esig
n pe
terg
ill.c
om 1
9771
0111


















