
Rieter Management AG Rieter (China) Textile Instruments Co ...

Rieter Group Environmental Report 2008
Date: December 31, 2008 Published: July 24, 2009

Status: December 31, 2008 2
Our Company Founded in 1795, Rieter is an industrial group based in Winterthur, Switzerland. The company is a
leading supplier to the textile and automotive industries and operates globally. Since it was
established, Rieter’s ability to innovate has been a powerful driving force for industrial progress.
Products and solutions are carefully tailored to its customers’ needs and are increasingly produced in
the customers’ own markets. Rieter has a presence in 21 countries with 70 manufacturing facilities
and a total worldwide workforce of approximately 14 000 employees, 14% of whom are based in
Switzerland.
Rieter Automotive Systems As a partner and supplier to automotive manufacturers, Rieter Automotive Systems develops and
manufactures components, modules, and total systems for acoustic comfort and thermal
management in motor vehicles. Its customers include all the world’s major automotive manufacturers.
Rieter Automotive manufactures interior trim and carpet systems as well as engine compartment,
luggage compartment, and underbody shields in the regions in which its customers produce their
vehicles, and increasingly also in Eastern Europe and Asia.
Rieter Textile Systems Rieter Textile Systems develops and produces machinery and systems for manufacturing yarns and
nonwoven materials. Rieter Textile Systems’ core business is machinery and components for
converting natural and man-made fibers and their blends into yarns. Rieter is the leading supplier of
integrated installations for short staple spinning mills, from the spinning preparation stage to the final
spinning process, as well as of technology components and service offerings.


Status: December 31, 2008 3
The Environment at Rieter As an industrial group operating on a global scale, Rieter strives to make continuous improvements to
the environmental compatibility of its products throughout the value chain. Great importance is
attached to innovation—to processes that generate less waste or products that feature greater energy
efficiency. Considerations such as environmental compatibility, recyclability, and safety are
systematically incorporated into all processes and decisions.
Rieter Environmental Strategy
Rieter’s strategy is to create a market-leading position on environmental issues. Rieter focuses their
efforts in three main arenas of eco-efficiency, as outlined in the diagram that follows. Rieter’s concept
of eco-efficiency is based on minimizing the energy needed to manufacture products, as well as
reducing the material inputs required to produce a particular item.
Rieter Environmental Strategy
ECO-EFFICIENT productsMinimize environmental impacts during the whole life cycle
ECO-EFFICIENT technologiesReduce energy consumption, create closed-loop systems
ECO-EFFICIENT plantsAchieve superior production procedures
ECO-EFFICIENT Products (mainly for the Division Automotive) Rieter’s strategy for producing eco-efficient products utilizes the principles of Life Cycle Assessment
(LCA) in order to minimize the environmental impacts of products during their entire life cycle. To this
end, a project team at Rieter Automotive Systems is responsible for continuously improving the
environmental compatibility of its products. Informed by these concepts, research and development
programs at Rieter integrate eco-materials into products and reduce the weight of parts used to
minimize energy consumption in the use phase. Rieter also seeks to improve the aerodynamics of
products and/or the vehicles in which they are installed, reduce energy consumption of the machines
Status: December 31, 2008 4
used in the manufacturing processes, reduce the noise emitted during manufacturing and use phases
and enable easier disposal, recycling or reuse.
ECO-EFFICIENT Technologies (mainly for the Division Automotive) Rieter’s efforts in the field of eco-efficient technologies focus on reducing energy consumption in
manufacturing, utilizing secondary raw materials wherever possible, improving recycling processes
and procedures, and generating less waste in order to achieve the goal of promoting zero-waste
technologies. Rieter has also implemented some novel programs whereby offcuts and other
byproducts from manufacturing processes are reprocessed within the factory, thus reducing the
amount of raw materials necessary, in addition to minimizing waste.
ECO-EFFICIENT Plants (mainly for the Division Automotive) The efficiency of its factories is at the core of Rieter’s business interests. Therefore, much attention is
given to designing superior production processes and implementing management procedures that
ensure safe and environmentally sound facilities, through the implementation of Environmental
Management Systems certified by ISO 14001. Equally important, Rieter is committed to the ideals of
continuous improvement and provides training at all levels as part of this commitment.
Certifications and Standards (mainly for the Division Automotive) The Automotive Systems Division completed ISO 14001 certification, which demonstrates quality in
environmental management systems, at 80% of its 49 manufacturing sites in 2008. Rieter also took
part in the 2008 survey for the Carbon Disclosure Project, an international program for collecting and
analyzing data regarding greenhouse gas emissions from corporations.
SEED System and Data Collection In order to ensure a reliable assessment of environmental impact, Rieter continuously records energy,
water, waste, and emissions levels for purposes of sustainability reporting and the identification of
ways in which Rieter can improve its processes. SEED (Social, Economic, and Environmental Data),
an electronic platform for collecting, evaluating, and reporting sustainability-relevant data, was first
introduced in 2007 and was implemented at almost all Rieter sites in 2008. The type of data collected
at each site, and the frequency with which it is collected, reflects the particular needs of each facility
and the types of processes employed at that site. This report focuses on the environmental data.

Status: December 31, 2008 5
Reporting Boundaries Rieter has collected a variety of environmental data from its facilities since 2002, including key
indicators for environmental, health, safety, and social issues. In 2007, additional sites were added to
Rieter’s sustainability reporting system, resulting, in some cases, in larger absolute numbers for
resource utilization and/or waste generation. In order to enable meaningful comparisons of Rieter’s
environmental performance, this report presents the 2007 and 2008 environmental data as the
reporting boundaries between these two years stayed essentially constant. The sites included in this
report are shown on the map on page 3. These sites produce 95% of Rieter’s sales and represent
approximately 90% of its global employees.
Status: December 31, 2008 6
Environmental Performance This report provides key data about the environmental impact of Rieter’s global operations. The bulk
of environmental impacts, including emissions and waste, from Rieter’s global footprint are primarily
attributable to the operations of the Automotive Division, due to the nature of the business and the
material inputs and emissions from the types of manufacturing processes employed. However, data in
this report are from both Rieter’s Automotive and Textile Divisions to reflect the impact of the entire
company.
Energy Consumption and Efficiency Energy saving is a core criterion in the development and manufacture of machinery at Rieter Textile
Systems. In the Automotive Division, hundreds of specialists worldwide are engaged in developing
innovative customer-specific products that not only enhance the vehicle’s comfort, but at the same
time reduce its weight and aerodynamic drag, thus minimizing fuel consumption and CO2 emissions.
An example of this is the development of the Rieter Ultra Silent technology. With an average weight
saving of up to 45% on an underbody package, in addition to improving vehicle aerodynamics Rieter
Ultra Silent contributes significantly to greater fuel efficiency and consequently also to lower CO2
emissions.
In the Textile Division, the energy consumption of Rieter spinning machines has been reduced by an
average of 30% in the past 20 years. This includes energy consumed for air conditioning and lighting
in the spinning premises. The RSB-D 22 double-head drawframe and the G 35 ring spinning machine
are two new, energy-efficient products that achieve energy savings of 11% and 8%, respectively,
compared with their predecessor models.
The Rieter Group continuously invests in the refurbishment of buildings at various sites, contributing
to a reduction in environmental pollution through lower consumption of heating oil and electric power.
Rieter recently invested in a new powder coating line at its Winterthur machine works. This has
enabled energy consumption as well as waste water volumes to be reduced considerably, and
essentially eliminated the production of hazardous waste.
In 2008, Rieter consumed 1 053 000 MWh of energy. Highlights over the past year include an
improvement in Rieter’s ability to collect energy data across the corporation, and a higher share of
production capacities to South American and Asian facilities, which resulted in a slight change in the
energy mix toward fossil energy. The absolute energy consumption data represents essentially no
change from the 2007 level of energy consumption.

Status: December 31, 2008 7
Units 2007 2008 Electricity MWh 419 000 388 000 Fossil Fuels MWh 632 000 662 000 Others1 MWh 3 300 2 900 1 Primarily process steam

Status: December 31, 2008 8
CO2 and SOx Emissions Rieter’s reported greenhouse gas emissions, in CO2 equivalents, from the utilization of energy
including fossil fuels decreased 4% in 2008 relative to 2007, from 359 000 metric tons to 347 000
metric tons.
Units 2007 2008 Scope 1 Emissions* metric tons 148 000 154 000Scope 2 Emissions* metric tons 211 000 193 000Total Emissions metric tons 359 000 347 000 *The Greenhouse Gas Protocol from the World Resources Institute and the World Business Council for Sustainable Development define Scope 1 emissions as “direct Greenhouse Gas Emissions that occur from sources that are owned or controlled by the company, for example, emissions from combustion in owned or controlled boilers, furnaces, vehicles, etc.; emissions from chemical production in owned or controlled process equipment.” Similarly, Scope 2 emissions are primarily indirect “GHG emissions that result from the generation of purchased electricity that is consumed by the company.”

Status: December 31, 2008 9
Units 2007 2008 Absolute Emissions metric tons 323 300
Emissions to the air that had acidification potential decreased in total by 7% in 2008. The Automotive
Division decreased its emissions by 7.5% and the Textile Division saw a decrease of 6.5%. These
decreases are primarily due to a change in the energy mix utilized by the two Divisions.
Status: December 31, 2008 10
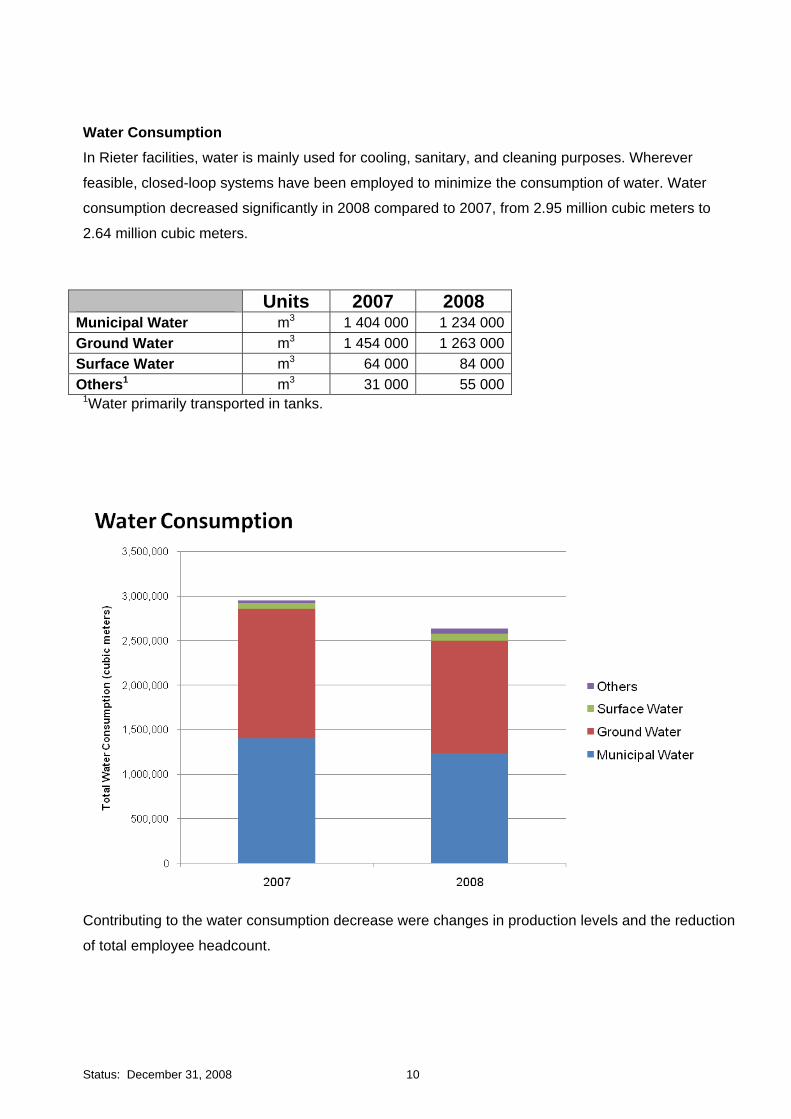
Water Consumption
In Rieter facilities, water is mainly used for cooling, sanitary, and cleaning purposes. Wherever
feasible, closed-loop systems have been employed to minimize the consumption of water. Water
consumption decreased significantly in 2008 compared to 2007, from 2.95 million cubic meters to
2.64 million cubic meters.
Units 2007 2008 Municipal Water m3 1 404 000 1 234 000Ground Water m3 1 454 000 1 263 000Surface Water m3 64 000 84 000Others1 m3 31 000 55 000
1Water primarily transported in tanks.
Contributing to the water consumption decrease were changes in production levels and the reduction
of total employee headcount.

Status: December 31, 2008 11
Waste and Recycling
Waste is a critical issue for Rieter, particularly for Rieter Automotive. Thus Rieter continually strives to
reduce impacts by improving production processes and material handling at its facilities.
Improvements in recycling systems and the development and deployment of closed-loop systems
wherever possible are just some of the options being explored by Rieter.
Ecological considerations are integrated into the product and material development process. For
example, energy management, raw material changes, introduction of recycling materials, and/ or the
integration of multiple functions into a product are critical features of the product’s design. As rising
fossil fuel prices are increasingly relevant in customers’ car purchasing decisions, Rieter's
commitment to reduce the weight of parts as well as the greenhouse gas emissions connected to the
product’s use becomes a competitive advantage.
One successful example of environmentally compatible and recycling-optimized product innovation is
Rieter Ultra Silent, a novel material for underfloor modules and engine undershields. Produced from
totally glassfiber-free PET material, it is 100% recyclable. Another example is the development of the
sound insulation material Rieter Ultra Light, which improves the environmental performance of the
component up to 60%, compared to the conventional heavy-layer technology, without any loss of
acoustic performance. This was made possible by weight reduction and the inclusion of up to 80% of
recycled raw materials into the product, reducing its energy consumption during the product’s life
cycle by up to 70%.
The total waste generated in Rieter’s facilities decreased in 2008 relative to 2007. Encouraged by this
success, Rieter will continue to strive toward further waste reduction and advanced recycling
solutions.
Units 2007 2008 Municipal Waste t (metric) 92 000 92 000 External Recycling Waste t (metric) 37 000 30 000 Hazardous Waste t (metric) 1 800 2 100 Total Waste t (metric) 130 800 124 100

Status: December 31, 2008 12
Concluding Remarks Over the past years, Rieter has made great progress regarding optimization and innovation of
production processes, as well as in product design and functions. The company has positioned itself
well in this regard, and clearly sees the reduction of the environmental impact of its products during
their production and use phases as benefitting both the environment and the company. Based on
these benefits, Rieter is committed to continuing this philosophy of improvement in the future.

Status: December 31, 2008 13
Published by: Rieter Holding AG, Winterthur
Contact: Rieter Automotive Management AG, Shankar Pahari, Environment Health & Safety Manager, T +41 52 208 84 07
Concept, Content: Sustainserv GmbH, Zurich and Boston


















