Environmental Degradation: A Half Century of Successes and ...
43
Successes & Challenges Environmental Degradation: A Half Century of Successes and Remaining Challenges Peter L. Andresen GE Global Research Center 17 th Environmental Degradation Conf. August 2015
Transcript of Environmental Degradation: A Half Century of Successes and ...

Successes & Challenges
Environmental Degradation: A Half Century of Successesand Remaining Challenges
Peter L. AndresenGE Global Research Center
17th Environmental Degradation Conf. August 2015

Successes & Challenges
1/2 century+ of environmental degradation in nuclear power.
1/3 century of the Environmental Degradation conferences.
~4200 attendees at 17 meetings.
~2000 papers presented.
1–2/3 centuries since steam boiler explosions led to ASME Code.
Opportunity to take stock of where we stand.
Congratulations are in order for our many successes, but
a focus on shortcomings and challenges is needed to improve.
Bobby Knight – “The Power of Negative Thinking” (weak links, 12-step)
Perspective – Nuclear
2
Representing $1B of R&D ? $1000B of LWR cost/value ?
NEI 2013: 437 plants, 373 GW

Successes & Challenges
discovered ductile Overload failure of metals (UTS)
repeated loading to <50% UTS caused Fatigue failure
fails in environment sooner – Corrosion Fatigue (CF)
fails at constant load – Stress Corrosion Cracking (SCC)at progressively less aggressive environments & loads
The adequacy of design & live evaluation codes drops dramatically from Overload Fatigue CF SCC
Mechanics-based codes (ASME Code) were instigated by steam boiler explosions in the ~1850s caused mostly by SCC, but the Codes have never addressed the original problem, and instead simply insist that “SCC must be avoided” – implying immunity.
This has fundamentally shaped our thinking/approach.
A Brief History of Time
3

Successes & Challenges
Design & Life Evaluation CodesIn the 1850s, over 50,000 people died and 2,000,000 people
injured in one year from boiler explosions in the U.S. alone.
This was the first widespread, major industrial issue related to environmentally assisted cracking (EAC).
It helped drive codes and standards, such as the ASME Boiler and Pressure Vessel Codes, which was first issued in 1914; 114 pages.Today 28 books, >16,000 pages, >92,000 copies in use.
Section III is fatigue initiation; it was inadequate, and soSection XI was created to handle flaw evaluation (crack growth). SCC was a primary cause in boilers, but the Codes still avoid it .
SCC initiation poses greater challenges than fatigue initiation, which can be more confidently accelerated. We need to recognize our historical over-confidence in addressing initiation.
4

Successes & Challenges
5
Why Did Surprises Occur?• Reliance on low temperature data(“stainless steel” is ok in “pure water”).•“Reasonable” assumption that ~0.1 ppm levels of Cl & SO4 would be ok.• Little anticipation of weld sensitization or
residual strains, or radiation effects on SCC. • Reliance on simple, short screening testsinsensitive to low growth rates needed for 40+ year life.• Assumption of SCC immunity (from accelerated tests).• Tendency to see failures as “unique”, not forewarning.• Failure to see connectedness among SCC in BWRs PWRs
and across many materials and environments.
Successes & Challenges
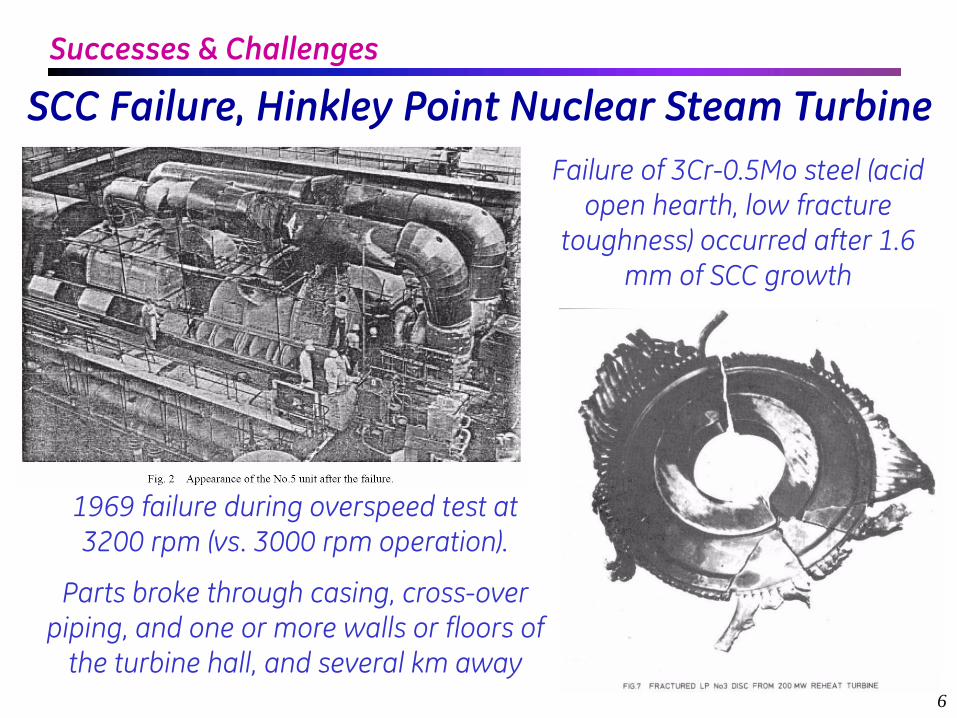
SCC Failure, Hinkley Point Nuclear Steam Turbine
1969 failure during overspeed test at 3200 rpm (vs. 3000 rpm operation).
Parts broke through casing, cross-over piping, and one or more walls or floors of
the turbine hall, and several km away
Failure of 3Cr-0.5Mo steel (acid open hearth, low fracture
toughness) occurred after 1.6 mm of SCC growth
6

Successes & Challenges
Continuing Evolution of Materials Degradation
7
Time
Cum
ulat
ive
Deg
rada
tion
1970s 1980s 1990s 2000s0
BWR Pipe Welds
PWR Steam Generators
PWR Heater sleeves and instrument nozzles
PWR RPV Head Penetrations
BWR Internals
Erosion-Corrosion
PWR DM Welds
PWR Internals
2010s
Not linear vs. time. Continued advent of new degradation

Successes & Challenges
Stress Corrosion Cracking History•1969 1st detected in sensitized SS•1970s Stainless steel welded piping•1980s BWR internals•1990s Low stress BWR internals
NobleChem™ SCC mitigation
# of BWRs
Operating BWRsN. America Europe Asia Total
GE 36 4 11 51Non-GE 0 16 21 38
80,000 MWe installed; 7,400 MWe in construction
Repair costs
>$1B / BWR
SCC in BWR Sens. SS Piping Core Components
8
Successes & Challenges
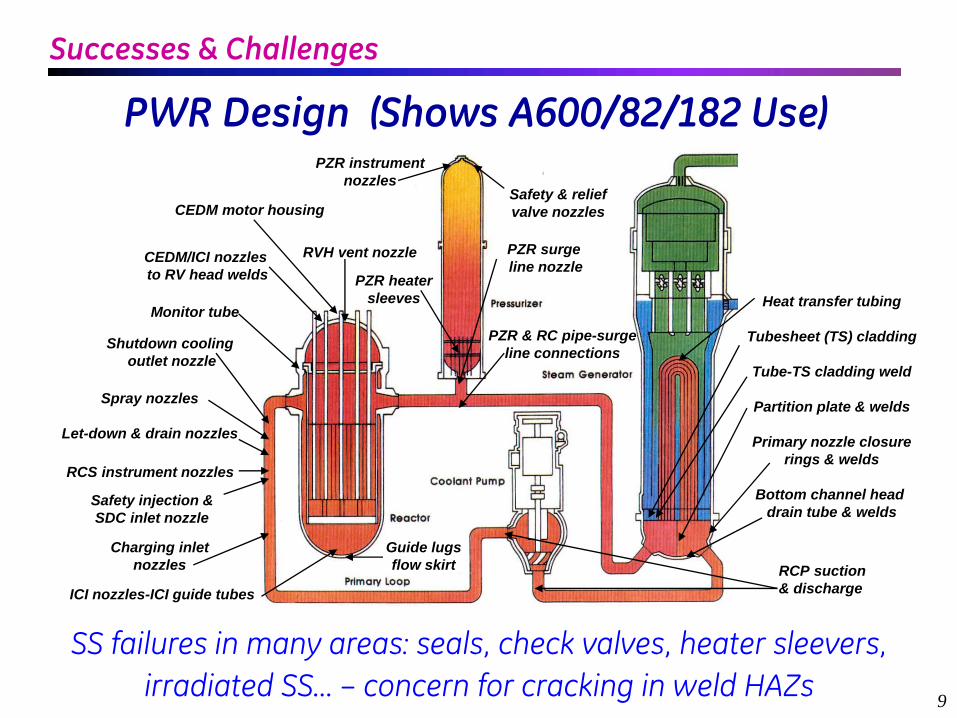
PWR Design (Shows A600/82/182 Use)
PZR & RC pipe-surgeline connections
Safety & reliefvalve nozzles
RCP suction& discharge
Charging inletnozzles
Safety injection &SDC inlet nozzle
Spray nozzles
Let-down & drain nozzles
CEDM motor housing
CEDM/ICI nozzles to RV head welds
ICI nozzles-ICI guide tubes
Shutdown cooling outlet nozzle
PZR surge line nozzle
Heat transfer tubing
Tubesheet (TS) cladding
Tube-TS cladding weld
Partition plate & welds
Primary nozzle closurerings & welds
Bottom channel head drain tube & welds
PZR instrumentnozzles
PZR heatersleeves
RVH vent nozzle
Monitor tube
RCS instrument nozzles
Guide lugsflow skirt
SS failures in many areas: seals, check valves, heater sleevers, irradiated SS… – concern for cracking in weld HAZs 9

Successes & Challenges
10
Davis-Besse CRDM

Successes & Challenges
11
VC SummerOutlet Nozzle
Most first-of-a-kind SCC is found by leakage.

Successes & Challenges
Operating Times to Alloy 182 Weld Cracking
0
20
40
60
80
100
120
140
160
180
200
10000 100000 1000000
Operating time (hours)
Cum
ulat
ive
num
ber o
f cra
cked
wel
ds
RPV CRDM (290°C-318°C)
RPV BMI (290°C)
RPV + RCS nozzles (290-326°C)
PRZ w elds (340-345°C)
SG Cladding (325°C)
SG drains (290-325°C)
SG tube seal w elds (325°C)
Sir Francis Bacon: “Hope is a good breakfast, but it is a bad supper.”“They are ill discoverers that think there is no land, when they see
nothing but sea.” (land=SCC, sea=no problems to date). 12
SCC ‘susceptibility’ & ‘initiation time’ strongly affected by inspection period and resolution

Successes & Challenges
• Replaced components (piping systems, steam generators….)PWRs replaced Alloy 600 with Alloy 690. Avoided sensitization & bulk cold work. Improved BWR water purity. etc.
• Created industry-wide Mitigation & Inspection strategies to manage degradation in a unified fashion.• Developed NEI, BWRVIP, MPR and other documents and procedures to define industry commitments to manage issues.
(only ~2 people seem to understand the commitment details)
• Implemented self-policing approaches such as Water Chemistry Guidelines and INPO audits.
13
Success in Identifing Fixes to Keep Plants Running

Successes & Challenges
Why Did Surprises Occur in Nuclear?• ASME Design Codes ignore complexity and importance of SCC by
simply mandating that the designer ensure SCC won’t occur.
• Immunity and thresholds based on simple tests; ‘time’ ignored.
• Lore: historical opinions accepted, not challenged.
• Weak experiments: not reproducible, relevant, accurate…Emphasis on curiosities — not correlation, not causality.
• Single-variable mentality & linear thinking – vs. interdependencies.
• Wishful optimism: proven technology, SCC not yet observed ….
14Out-dated thinking, codes, experiments…
Successes & Challenges
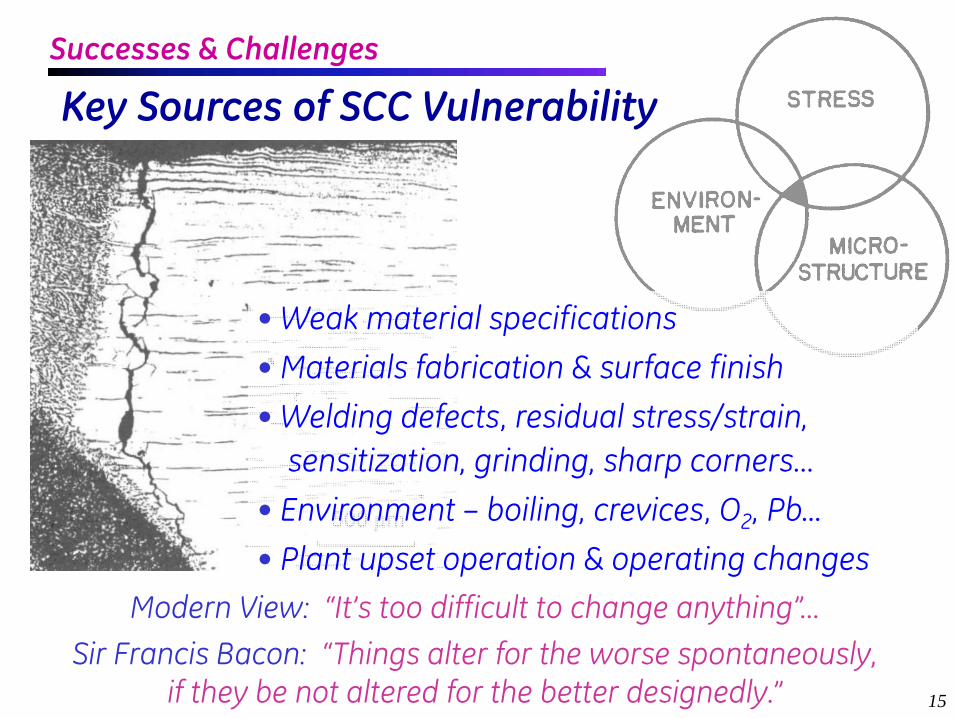
Modern View: “It’s too difficult to change anything”…Sir Francis Bacon: “Things alter for the worse spontaneously,
if they be not altered for the better designedly.”
Key Sources of SCC Vulnerability
• Weak material specifications
• Materials fabrication & surface finish
• Welding defects, residual stress/strain,sensitization, grinding, sharp corners…
• Environment – boiling, crevices, O2, Pb...
• Plant upset operation & operating changes
15
Successes & Challenges
Time
Marches On
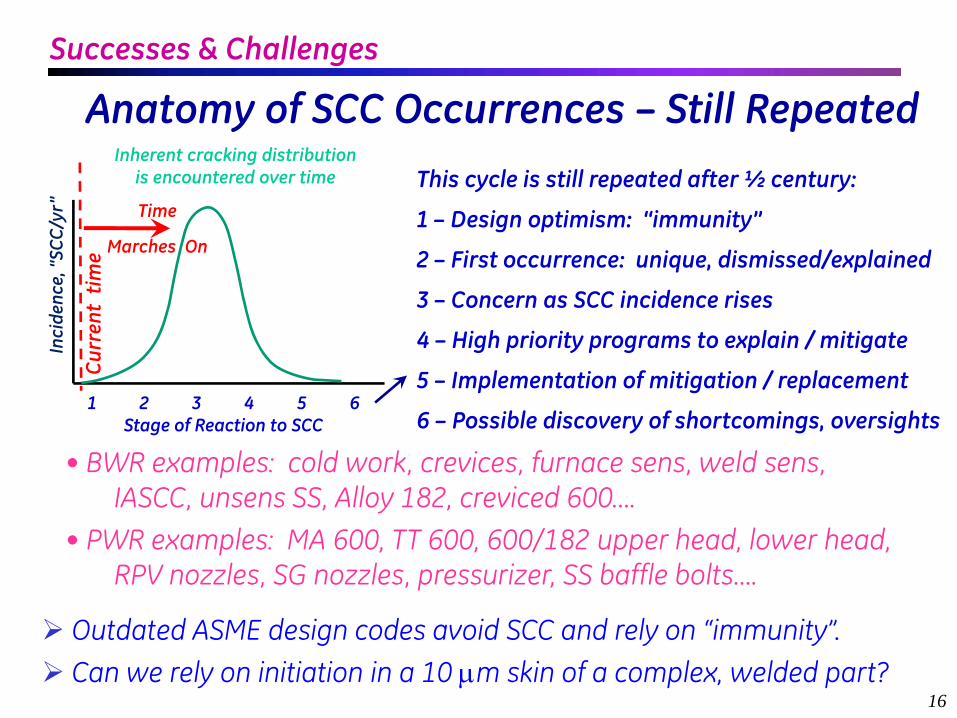
• BWR examples: cold work, crevices, furnace sens, weld sens, IASCC, unsens SS, Alloy 182, creviced 600….
• PWR examples: MA 600, TT 600, 600/182 upper head, lower head,RPV nozzles, SG nozzles, pressurizer, SS baffle bolts….
Anatomy of SCC Occurrences – Still RepeatedInherent cracking distribution
is encountered over time
Curr
ent
time
Inci
denc
e, “
SCC/
yr”
This cycle is still repeated after ½ century:
1 – Design optimism: “immunity”
2 – First occurrence: unique, dismissed/explained
3 – Concern as SCC incidence rises
4 – High priority programs to explain / mitigate
5 – Implementation of mitigation / replacement
6 – Possible discovery of shortcomings, oversights1 2 3 4 5 6
16
Stage of Reaction to SCC
Outdated ASME design codes avoid SCC and rely on “immunity”. Can we rely on initiation in a 10 m skin of a complex, welded part?
Successes & Challenges
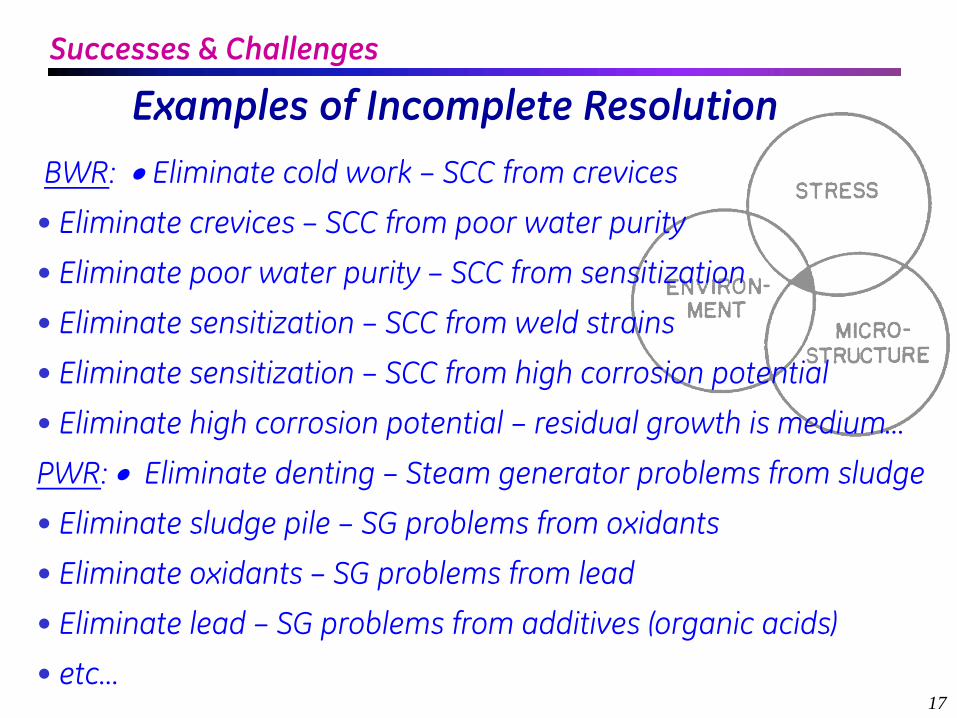
BWR: Eliminate cold work – SCC from crevices
• Eliminate crevices – SCC from poor water purity
• Eliminate poor water purity – SCC from sensitization
• Eliminate sensitization – SCC from weld strains
• Eliminate sensitization – SCC from high corrosion potential
• Eliminate high corrosion potential – residual growth is medium…
PWR: Eliminate denting – Steam generator problems from sludge
• Eliminate sludge pile – SG problems from oxidants
• Eliminate oxidants – SG problems from lead
• Eliminate lead – SG problems from additives (organic acids)
• etc…
Examples of Incomplete Resolution
17

Successes & Challenges
18
Response to Degradation• 1950s involved simple, short tests to define ‘immunity’.
– 1-D thinking (planar slip, GB / water chemistry….)• 1970s – risk of losing entire fleet from severe degradation.
– massive expenditures on failure analysis, R&D, replacement components…
• 1980s – replaced piping systems, steam generators, etc.– made major improvements in water chemistry
• 1990s – water chemistry guidelines, BWRVIP, MRP… – begin to develop unified industry approach to issues.
• 2000s – Davis Besse triggered detailed industry commitments.• 2010s – drift toward bureaucracy (policies but loss of knowledge)
– complacency, optimism (if we haven’t seen it yet, it won’t occur)– financial pressures
Some ingredients exist for a “Davis Besse+” recurrence

Successes & Challenges
Future Challenges Are Large• Slow to recognize the nature and ubiquity of SCC in all structural materials in hot water: Design Codes / Immunity vs.
Identifying Vulnerabilities and Inter-dependencies. • Dwindling expertise and experimental capability at vendors, utilities, funders, regulators, national labs, universities. • Unlearned lessons about the likelihood and timing of degradation means history will repeat itself. • Static processes for managing degradation that have turned bureaucratic, short-sighted, time-consuming, funding-constrained…• Optimism that problems won’t recur, or single mitigation approach is sufficient, or that verification isn’t needed. • Standard of conservatism is shifting – “if NRC can be convinced, everything is ok”.
19We are not sufficiently disciplined in our approach to degradation

Successes & Challenges
Cultural Challenges Are Growing• Teamwork & getting-along is more important than getting-it-rightand executing. GE allows goals to be changed in December…
• A few things done well is highlighted over everything done well.
• Individual/management vision, commitment, courage is drifting.
• Buzzwords like ‘customer-centric’ are often a dodge for knowing and anticipating what customers don’t yet realize they need.
• All voices equal vs listen to the most knowledgeable people. -Kiss
• 1-dimensional focus on isolated projects vs. complex integration of current and future needs in capability, expertise, R&D.
• R&D projects must be a balance of need, probability of success, capability, expertise, integrated benefit over time & topics…
20Expertise takes ~15+ years. Knowledge is not static – DRAM.

Successes & Challenges
The Realities of SCC – Challenging Lore• Ubiquity – SCC occurs in all structural materials in hot water.• Commonality among materials, BWR vs. PWR environments, loading, irradiation, etc. is high, and mechanisms appear similar. • Dynamic strain appears to be integral to sustaining SCC. • Thresholds and immunity are generally, and perhaps always, fiction. The ASME design codes blindly require SCC immunity.
Our experiments, our designs, our thinking, ourmechanistic mentality... all reflect this fundamental error.
• Interdependencies pervade SCC response. We tend to think in terms of single variable effects and linearity vs. time. • SCC measurement capability & techniques remain rudimentary, with initiation far more primitive than growth.
21Shift Focus from Immunity to Vulnerabilities (identify & avoid)

Successes & Challenges
22
Immunity and Thresholds in SCCThere is no crack growth rate threshold (immunity) in Corrosion Potential, Water Purity, Sensitization Level,
Neutron Fluence, Temperature…SCC#2a of c122 - SKI Annealed 304 SS
27.17
27.19
27.21
27.23
27.25
27.27
27.29
27.31
27.33
600 700 800 900 1000 1100 1200 1300 1400 1500 1600
Time, hours
Cra
ck L
engt
h, m
m
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
Pote
ntia
l, V
she
or C
ondu
ctiv
ity,
S/
cm
Outlet conductivity
SCC of c122 - SKI Annealed 304 SS30 MPam, 2000 ppb O2, Pure Water
CT corrosion potential
Pt potential1.0 x 10-8 mm/s
To s
tati
c lo
ad @
667
h
3.7 x 10-8
mm/s
To 2
00 p
pb O
2
@ 1
251h
6.7 x 10-8
mm/s
12.15
12.25
12.35
12.45
12.55
12.65
12.75
1000 1200 1400 1600 1800 2000 2200 2400
Time, hours
Cra
ck le
ngth
, mm
-0.6
-0.5
-0.4
-0.3
-0.2
-0.1
0
0.1
0.2
0.3
0.4
Pote
ntia
l, V s
he o
r Con
duct
ivity
, S/
cm
CT Potential
316L SS 20% Cold Work2000 ppb O2, Pure Water
Outlet Conductivity
1.9 x 10-8 mm/s
To s
tati
c lo
ad @
367h
To
6% H
2 in
Ar
@12
45h
2.7 x 10-7
mm/s
1.8 x 10-7
mm/s
To
2000
ppb
O2
@21
08h
26-3b
Annealed SS, high potential Cold worked SSboth in ultra high purity water (<1 ppb impurities in outlet)

Successes & Challenges
KISCC ? Data for 316L SS +20%CW in Pure Water
Kiscc is an outmoded concept. Cracks manage to
grow in ‘low K regime’ in thousands of components.
13.18
13.19
13.2
13.21
13.22
13.23
13.24
13.25
13.26
13.27
13.28
13.29
4100 4300 4500 4700 4900 5100 5300
Time, hours
Cra
ck le
ngth
, mm
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
Con
duct
ivity
, S/
cm o
r Pot
entia
l, V s
he
0.5T CT of 316LSS, 20%CW7 ksiin, 2000 ppb O2, Pure Water
Outlet conductivity
CT potential
Pt potential
To 7
ksii
n @
342
1h
3.6 x 10-8
mm/s
To R
=0.6
, 0.0
01 H
z +
9000
s h
old
@ 4
454h
To R
=0.6
, 0.0
01 H
z +
1000
s h
old
@ 4
146h
3.1 x 10-8
mm/s
To R
=0.6
, 0.0
01 H
z +
85,4
00s
hol
d @
459
5h
To c
onst
ant
K@
477
2h
1.8 x 10-8 mm/s
172
SCC#9 - c172 - 316L + 20% Cool Work, A14128
14.22
14.225
14.23
14.235
14.24
14.245
14.25
14.255
7400 7600 7800 8000 8200 8400
Time, hours
Cra
ck le
ngth
, mm
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
Con
duct
ivity
, S/
cm o
r Pot
entia
l, V s
he
c172 - 0.5T CT of 316LSS, 20%CW5 ksiin, 2000 ppb O2, Pure Water
Outlet conductivity
CT potential
Pt potential
1.7 x 10-8
mm/s
1.1 x 10-8
mm/s
To 5
ksii
n, R
=0.5
, 1 H
z @
735
9h
To 0
.1 H
z @
809
3h
To 0
.3 H
z @
756
5h
6 x 10-9 mm/s
To 0
.03
Hz
@ 8
291h
8 x 10-9 mm/s
23
K a
stress crack-depth

Successes & Challenges
Alloy 690 (30% Cr) is immune. Most Alloy 690 is homogeneous. Only plate forms are inhomogeneous. Only extruded material is used for CRDM. 1-D cold rolling is uniquely bad. Forged or tensile strained materials will show only low CGRs. CRDM forms, esp. if homogeneous, show only low CGRs. GB carbides are beneficial, and the more the better. EBSD is measuring artificial characteristics. Residual strains are always <10%. One or two “relevant” specimens (e.g., from mockups) provide clear evidence that there are no SCC concerns.
Lore and Misconceptions
24

Successes & Challenges
25
Effects of Microstructural Banding
-1
-0.8
-0.6
-0.4
-0.2
0
0.2
0.4
12.5
12.7
12.9
13.1
13.3
13.5
13.7
13.9
500 600 700 800 900 1000 1100 1200 1300 1400 1500
Con
duct
ivity
, S/
cm o
r Pot
entia
l, V s
he
Cra
ck le
ngth
, mm
Test Time, hours
Outlet conductivity x 0.01
CT potentialPt potential
c372 - 0.5TCT of 690 + 26%RA 1D, 360C27.5 MPam, 600 B / 1 Li, 26 cc/kg H2
To R
=0.7
, 0.0
01 H
z +
9000
s ho
ld @
497
h
Est. pH at 360C = 8.2 used for cAt 340C, pH = 7.53. At 300C, pH = 6.86
To C
onst
ant
K @
647
h
1.7 x 10-7 mm/s
8.4 x 10-7
mm/s
Corrected data
To C
onst
ant
Load
@ 1
339h
4.1 x 10-7
mm/s
5.7 x 10-7
mm/sHigh growth rates in:
Alloy 690
Alloy 690
Alloy 690
Specs are not keeping up with changes in metal processing
Alloy X-750 -1
-0.8
-0.6
-0.4
-0.2
0
0.2
0.4
0.6
12.26
12.28
12.3
12.32
12.34
12.36
12.38
12.4
2000 2200 2400 2600 2800 3000 3200
Con
duct
ivity
, S/
cm o
r Pot
entia
l, V s
he
Cra
ck le
ngth
, mm
Test Time, hours
SCC#5 - c471 - 690, RE243 As-Rec'd, 31% 1D Cold Rolled, S-L
Outlet conductivity x 0.01
CT potentialPt potential
c471 - 0.5TCT of 690 AR, 31% 1D CR, S-L25 ksiin, 360C 600B/1Li, 26 cc/kg H2
At 325C, pH = 7.74. At 300C, pH = 7.40
To C
onst
ant
K @
200
4h1.3 x 10-8 mm/s
4.7 x 10-8
mm/s
To 3
25C
& 1
0.5
cc/k
g H
2@
231
1h
To 3
60C
& 2
6 cc
/kg
H2
@ 2
623h
5.0 x 10-8
mm/s
Plate
No bandingCRDM

Successes & Challenges
Some Realities of FailuresWe must be diligent in evaluating safety and reliability:
• Probabilistic Risk Assessment (PRA) is a powerful concept that has over-reached because not all sources of risk are considered or properly reflected. How is a 10–7 probability of core damage frequency (CDF) consistent with TMI, Chernobyl, multiple Fukushima plants, Davis Besse (near-damage to core)?
• Leak Before Break (LBB) is viewed as a significant margin of conservatism, but there have been several near misses. LBB is really about time between Leak and Break, which varies.
• Emerging Issues have steadily surfaced for a ½ century, and require sustained inquiry and additional margins of conservatism to avoid surprises.
26Conservatism is partly displaced by Optimism

Successes & Challenges
Gaps in Basic KnowledgeThere have always been mis-statements of fact by non-experts, but it’s increasingly common to hear major errors:
• An RPV post-weld heat treatments are for low alloy steel tempering. It does not provide anything close to a full stress relief.
• Welding always leaves behind residual stresses and strains.
• Residual cold work is not absent just because the Code and vendors specify no intentionally cold worked materials.
• Stainless steels (and other structural materials) are fundamentally susceptible to SCC in any LWR environment, and the vulnerabilities must be managed by defining ‘safe boundaries’ for use.
27Basic issues should be broadly understood and documented

Successes & Challenges
SCC as a ‘Third-world’ Science• SCC and other material-degradation experimental studies are complex, and far more often flawed than excellent.
• Compilations of SCC growth rate data still show vast scatter that is not present in the data using the best techniques. 10X effects can’t be seen in 1000X scatter; inter-dependencies are impossible.
• Crack initiation & surfaces are poorly quantified & understood.
• The concept of immunity permeates our thinking, encourages simplistic experiments, and undermines our ability to understand.
• Inclination to see SCC ‘systems’ as unique and 1-D vs. connected.
Much of the SCC ‘knowledge’ remains ‘lore’ handed down, and is too rarely challenged and evaluated.
28
Successes & Challenges
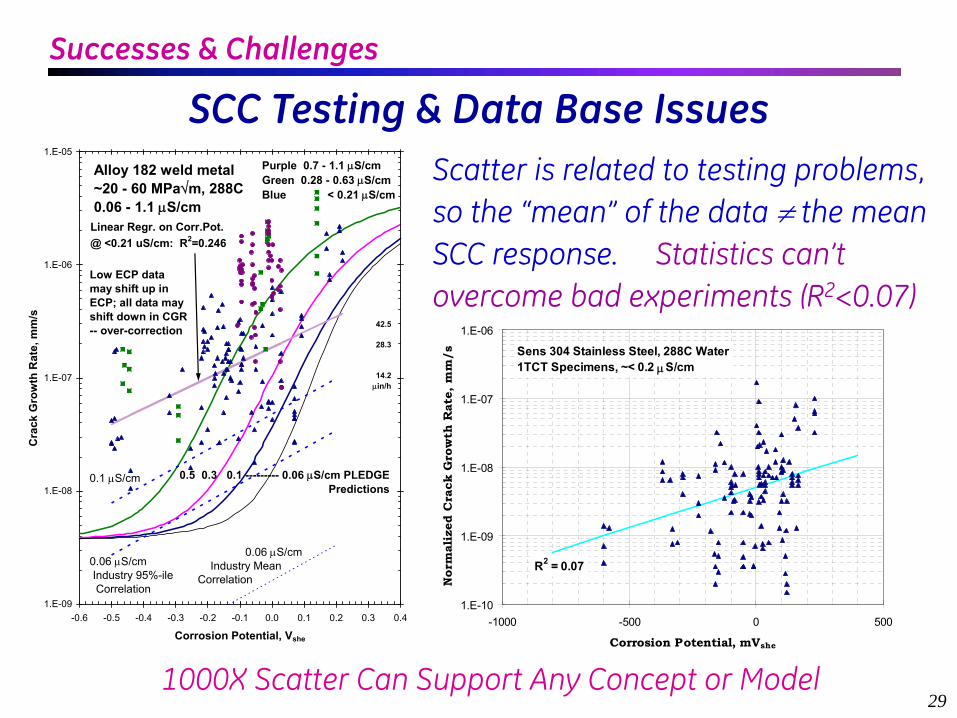
SCC Testing & Data Base IssuesScatter is related to testing problems, so the “mean” of the data the mean SCC response. Statistics can’t overcome bad experiments (R2<0.07)
1.E-10
1.E-09
1.E-08
1.E-07
1.E-06
-1000 -500 0 500
Corrosion Potential, mVshe
Nor
mal
ized
Cra
ck G
row
th R
ate,
mm
/s
R2 = 0.07
Sens 304 Stainless Steel, 288C Water1TCT Specimens, ~< 0.2 S/cm
1.E-09
1.E-08
1.E-07
1.E-06
1.E-05
-0.6 -0.5 -0.4 -0.3 -0.2 -0.1 0.0 0.1 0.2 0.3 0.4
Corrosion Potential, Vshe
Cra
ck G
row
th R
ate,
mm
/s
Alloy 182 weld metal~20 - 60 MPam, 288C0.06 - 1.1 S/cm
42.5
28.3
14.2in/h
0.1 S/cm
0.06 S/cm Industry 95%-ile Correlation
0.06 S/cm Industry MeanCorrelation
Linear Regr. on Corr.Pot.@ <0.21 uS/cm: R2=0.246
Purple 0.7 - 1.1 S/cmGreen 0.28 - 0.63 S/cmBlue < 0.21 S/cm
0.5 0.3 0.1 --------- 0.06 S/cm PLEDGE Predictions
Low ECP datamay shift up inECP; all data may shift down in CGR-- over-correction
1000X Scatter Can Support Any Concept or Model29

Successes & Challenges
1.E-11
1.E-10
1.E-09
1.E-08
1.E-07
0 5 10 15 20 25 30 35 40Stress Intensity Factor, K, MPam
da/d
t (No
rmal
ized
to 3
20°C
), m
/sBR02 Data, 25 dpa
BR03 Data, 11.3 dpa
BR04 Data, 7.8 dpa
30
Same heat tested in different laboratories
SCC Scatter vs. Model after normalization by
specimen (not heat)
-3
-2
-1
0
1
2
3
0 1 2 3 4 5 6Average Rank
log(
Mod
el C
GR)
- lo
g(CG
R 31
0°C)
Fitted Low-ECP Data, Rank < 3
Data Not Fitted, Avg. Rank ≥ 3
1,000,000X spread in data*after modeling* !
75th percentile model is used, but not 75%-confidence!75th %-ile is ~3X above mean, but highest few points are 75X

Successes & Challenges
31
Continuum (not threshold) Response• Corrosion Potential (esp. oxidants)
• Water Purity – esp. Cl & SO4
• Temperature
• Yield Strength / Cold Work: - bulk, surface or weld heat affected zone
• Stress Intensity Factor – & cycling, vibration, dK/da
• Sensitization (grain boundary Cr depletion), Si segregation
• Grain Boundary Carbides; Low Energy Boundaries
• Composition (Mo, Ti, Nb, low C, high N) not thatimportant apart from decreasing sensitization
Empirical models require ~1020 exp’ts due to interdependencies

Successes & Challenges
Effect of Corrosion Potential &Cold Work of SS & Ni Alloys
1.E-09
1.E-08
1.E-07
1.E-06
1.E-05
-0.6 -0.5 -0.4 -0.3 -0.2 -0.1 0.0 0.1 0.2 0.3 0.4
Corrosion Potential, Vshe
Cra
ck G
row
th R
ate,
mm
/s
Sensitized 304 Stainless Steel30 MPam, 288C Water0.06-0.4 S/cm, 0-25 ppb SO4filled triangle = constant loadopen squares = "gentle" cyclic
Screened Round Robin data - highest quality data - corrected corr. potential - growth rates corrected to 30 MPam 42.5
28.3
14.2in/h
GE PLEDGE Predictions30 MPam 0.5
0.25
0.1 0.06 S/cm
0.06 S/cm Industry Mean30 MPam
2
00 p
pb O
2
5
00 p
pb O
2
20
00 p
pb O
2
2000 ppb O2 Ann. 304SS 200 ppb O2
1.E-09
1.E-08
1.E-07
1.E-06
1.E-05
-0.6 -0.5 -0.4 -0.3 -0.2 -0.1 0.0 0.1 0.2 0.3 0.4
Corrosion Potential, Vshe
Cra
ck G
row
th R
ate,
mm
/s
Sensitized 304 Stainless Steel30 MPam, 288C Water0.06-0.4 S/cm, 0-25 ppb SO4SKI Round Robin Datafilled triangle = constant loadopen squares = "gentle" cyclic
42.5
28.3
14.2in/h
GE PLEDGE Predictions30 MPam 0.5Sens SS 0.25
0.1
0.06 S/cm
2
00 p
pb O
2
5
00 p
pb O
2
2000
ppb
O2
2000 ppb O2 Ann. 304SS 200 ppb O2
316L (A14128, square ) 304L (Grand Gulf, circle ) non-sensitized SS50%RA 140 C (black )10%RA 140C (grey )
CW A600
CW A600
GE PLEDGE Predictions for UnsensitizedStainless Steel (upper curve for 20% CW)
Yield strength produces growth rate at both low and high potential
Sensitized SS Cold worked SS/600 Ni alloys
CW
H2 O2
00.20.40.60.8
11.21.41.61.8
-100 -50 0 50 100
EcPNi/NiO-EcP (mV)
Cra
ck G
row
th R
ate
(mils
/day
)
Max
Full widthat half max
X-750 HTH, 360oC, K=49 MPam
Higher H2 Lower H2
Strong effects of corrosion potential on SCC
1.E-09
1.E-08
1.E-07
1.E-06
1.E-05
-0.6 -0.5 -0.4 -0.3 -0.2 -0.1 0.0 0.1 0.2 0.3 0.4
Corrosion Potential, Vshe
Cra
ck G
row
th R
ate,
mm
/s
Alloy 182, Alloy 600 & St.Steel30 MPam, 288C WaterSens 304 SS Round Robin (open) Circles = constant load Triangles = "gentle" cyclic SO4 & Cl data in pink
42.5
28.3
14.2in/h
0.25 0.1 0.06 S/cm
2
00
20
00
ppb
O2
42
000
SS PLEDGE Predictions* Normal YS
Includes: * All alloys tested * All heat treatments * No cold work data * Medium screening
Expected peak in CGR for Alloy 182 vs. H2 in pure water
CGR data in pure water in Ar or low H2
32

Successes & Challenges
Similar concerns for corrosion potential exist in PWRs as in BWRs
27.5
27.6
27.7
27.8
27.9
28
28.1
28.2
28.3
2200 2250 2300 2350 2400 2450Time, hours
Cra
ck le
ngth
, mm
-0.7
-0.6
-0.5
-0.4
-0.3
-0.2
-0.1
0
0.1
Pot
entia
l, V s
he o
r Con
duct
ivity
, S/
cm
CT Corrosion Potential
c85 - 1T CT of Sens. SS - AJ9139 95 ppb H2, 1200 ppm B, 2.2 ppm Li, 288C
30/21 ksin, 0.01 Hz + 900 s hold
3.5 x 10-6
mm/s
2.5 x 10-8 mm/s
To 2
00 p
pb O
2 @22
79h
To 9
5 pp
b H
2 @23
54h
6 x 10-8 mm/s
pH288C ~ 6.79
SCC#3 of c85 - Sensitized Stainless Steel
28.6
28.65
28.7
28.75
28.8
28.85
2600 2700 2800 2900 3000 3100 3200Time, hours
Cra
ck le
ngth
, mm
0.01
0.1
1
10
100
Pot
entia
l, V s
he o
r Con
duct
ivity
, S/
cm
Outlet Conductivity
c85 - 1T CT of Sensitized Stainless SteelHeat AJ9139 - 95 ppb H2 Pure Water, 288C
K = 30/21 ksiin, 0.01 Hz + 900 s hold at KmaxTo
42
uS/c
m N
H4O
H(2
6.8
ppm
NH
3) @
2761
h
6.1 x 10-7
mm/s
1.5 x 10-8 mm/s
5 x 10-9 mm/s
To 2
00 p
pb O
2 @28
51h
To 9
5 pp
b H
2 @29
50h
pH288C ~ 6.61
Effect of O2 in B/Li/pH and NH3
33

Successes & Challenges
Electrocatalysis in BWRs
OnLine NobleChem™ yields 1 - 3 nm Pt clusters on all wetted surfaces in a simple process done during plant operation.
Pt injection into feed water
20 nm scale
34

Successes & Challenges
Electrocatalysis in BWRs
GE image
Size distribution from separate PSI experiment
35

Successes & Challenges
Optimism vs. Proof & VerificationRecent Pt particle-size distributions from plant coupons after OnLine NobleChem™ show a lower to much lower density than expected from lab data.
In part, this is due to loss of Pt at the point of injection and along the pipe wall. An ‘injector’ should resolve this.
“Trust, but verify”

Successes & Challenges
Material Degradation Matrix
Green means degradation, but perhaps adequately understood. Yellow, orange and blue are increasingly severe problem areas.These will be surprises, since little R&D is done to address them. 37
Successes & Challenges
Why Will Surprises Keep Happening?Surprise that SCC occurred – extensively… Why?
• ASME Design Codes don’t address SCC.
• Immunity pervades thinking.Must focus instead on Vulnerabilities.
• Conservatism is eroding. Optimism is escalating.
• Experiments are too often not well-done, reproducible, relevant…
• Single-variable mentality & linear thinking – vs. interdependencies.
• Expertise and Capability is dwindling.
38
Britain lost expertise / capability, and is learning the cost to rebuild.
The global drop in knowledge and capability is accelerating.

Successes & Challenges
27.5
27.6
27.7
27.8
27.9
28
28.1
28.2
28.3
2200 2250 2300 2350 2400 2450Time, hours
Cra
ck le
ngth
, mm
-0.7
-0.6
-0.5
-0.4
-0.3
-0.2
-0.1
0
0.1
Pot
entia
l, V s
he o
r Con
duct
ivity
, S/
cm
CT Corrosion Potential
c85 - 1T CT of Sens. SS - AJ9139 95 ppb H2, 1200 ppm B, 2.2 ppm Li, 288C
30/21 ksin, 0.01 Hz + 900 s hold
3.5 x 10-6
mm/s
2.5 x 10-8 mm/s
To 2
00 p
pb O
2 @22
79h
To 9
5 pp
b H
2 @23
54h
6 x 10-8 mm/s
pH288C ~ 6.79
Disconnects Between Past & Future Degradation1. Absence of Inspection – first of a kind cracks cause leaks.2. The Non-Linear Effect of Time – cracks grow non-linearly.
3. Changes in Plant Operation – O2, low leakage core…4. Aging: Single Variable Changes – fluence, thermal aging…5. Aging Synergies – RPV radiation KIC, YS SCC.6. Staged or Sequential Phenomena – 182 on RPV. 7. Emerging Issues – lots we don’t yet know.
39

Successes & Challenges
Aging Synergies
40
In RPV embrittlement, theyield strength is by >30%. Data show that YS increases SCC susceptibility & growth.
Sequential PhenomenaSCC in Alloy 182 attachment pads must first occur before they can intersect the underlying RPV. SCC can cross the interface.
182
Low
Allo
y St
eel
Successes & Challenges
Recommendations• Plant, vendor, regulator and lab folks must swim upstream,
show courage in speaking up with articulation & wisdom–Gene P, Bruce N, Steve F
• Focus on missing pieces, connections, details and origins – not lore. Failure occurs because of the weak link in a long chain.
• View materials degradation as inevitable; i.e., regions of immunity most likely don’t exist. Consider vulnerabilities and inter-dependencies. Convince yourself of adequate conservatism.
• Find time to read, discuss, understand, distill, clarify. There is a drift toward busy-ness and bureaucracy, throwing together an opinion, seeing if something will fly.
Geoff Colvin: “Humans are undervalued” 41
Successes & Challenges
Future Degradation Management• Requires a fundamental re-work of the ‘tide’ drift of the last 20 yrs.• We were on the verge of developing a broad and deep
understanding of SCC perhaps 20 years ago, but R&D funding has become narrow, piecemeal, 1-dimensional and unsustained.
• Enormous benefits have been mined from lab studies, but the reservoir is close to empty: retirements, loss of labs, lack of studies/funding.
• The opportunities for transitioning knowledge/mentoring are mostly gone, and the time available for reading and learning is consumed in meetings, bureaucracy, ‘customer-centricity’….
• An expansion and re-structuring of industry/EPRI and government efforts are needed to get beyond the narrow ‘project emphasis’ and integrate sustained expertise and capability….
42Sir Francis Bacon: “Time is the greatest innovator”
Successes & Challenges
Some Quotes of Sir Francis BaconBacon established and popularized inductive methodologies for scientific inquiry, called the Baconian method, or simply the scientific method.• Hope is a good breakfast, but it is a bad supper.• Knowledge is power.• He that will not apply new remedies must expect new evils, for
time is the greatest innovator.• Truth emerges more readily from error than from confusion.• Things alter for the worse spontaneously, if they be not altered for
the better designedly.• They are ill discoverers that think there is no land, when they see
nothing but sea.
43