Energy Efficiency Practices-PT
63
Práticas de Eficiência Energética Organismos de Execução SIGMA Consultants (GR) Hellenic Fashion Industry Association (GR) CITEVE - Centro Tecnológico das Indústrias Têxtil e do Vestuário de Portugal (PT) AITEX - Instituto Tecnológico Textil (ES) Black Sea Regional Energy Centre (BG) Bulgarian Association of Apparel &Textile Producers & Exporters (BG)
-
Upload
paulo1canhola -
Category
Documents
-
view
152 -
download
0
Transcript of Energy Efficiency Practices-PT
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 1/63
Práticas de Eficiência Energética
Organismos de ExecuçãoSIGMA Consultants (GR)
Hellenic Fashion Industry Association (GR)
CITEVE - Centro Tecnológico das Indústrias Têxtil e do Vestuário dePortugal (PT)
AITEX - Instituto Tecnológico Textil (ES)
Black Sea Regional Energy Centre (BG)
Bulgarian Association of Apparel &Textile Producers & Exporters (BG)

5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 2/63
Março 2006
2
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 3/63
Práticas de Eficiência Energética
Práticas de Eficiência Energética .................................................................. 3
Introdução ........................................................................................................ 4
Energia no Sector Têxtil ................................................................................ 4
Projecto EMS-Textile ......................................................................................6
Práticas de Eficiência .................................................................................... 7
Gestão Energética .........................................................................................8
Conservação de Calor .................................................................................... 9
Recuperação de Calor nos Processos de Tingimento e Acabamento ..........9
Tipos de Permutadores de Calor ................................................................. 14
Distribuição de Calor ....................................................................................16
Caldeiras e Queimadores ............................................................................ 18
Co-geração ..................................................................................................25
Fontes de Energia Renováveis ................................................................... 28
Diversos Combustíveis ............................................................................... 30
Conservação de Energia Eléctrica ..............................................................32
Motores e Bombas ...................................................................................... 32
Motores ..................................................................................................... 32
Bombas .....................................................................................................35
Ar Comprimido ............................................................................................ 38
Sistemas de AVAC .......................................................................................44
Ar Condicionado ...................................................................................... 44
Ventilação ................................................................................................ 47Iluminação .................................................................................................... 51
Instalação Eléctrica ...................................................................................... 55
Factor de Potência ................................................................................... 55
Distorção Harmónica ............................................................................... 58
Referências .....................................................................................................63
Práticas de Eficiência Energética Página 3 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 4/63
Introdução
Energia no Sector Têxtil
Cada processo de produção têxtil tem as suas próprias exigências energéticas, de
acordo com a transformação da matéria-prima em produto final. Alguns processos
consomem mais energia do que outros. Os processos necessitam de tipos de energia
diferentes, uns requerem mais energia eléctrica, enquanto que outros utilizam mais
energia térmica.
Estas características determinam a importância da conservação de energia para cada
sub-sector têxtil e o tipo de medidas de conservação de energia apropriadas. Os
principais sub-sectores do sector têxtil são:
Fiação
A fiação nas suas diversas etapas (mistura, abertura, preparação, fiação propriamente
dita, bobinagem e retorcedores) consome apenas energia eléctrica, tanto nas
instalações de semi-cardação como nas instalações open-end . O consumo de energia
neste processo baseia-se no contínuo de fiação (onde se efectua a operação de fiar),
na bobinagem (que, nas actuais máquinas de produção de fio contínuo, está
incorporada nas próprias máquinas) e nos retorcedores (esta operação é periódica esó é realizada quando o fio tem uma ou mais cabos). No caso do fio de um só cabo, a
fiação e a bobinagem representam mais de 80% de consumo de energia por
quilograma.
As condições de trabalho de uma fiação devem ser mantidas constantes: temperatura
a 25ºC e humidade a 65%, para uma produção adequada e para a qualidade do
produto. Geralmente, conseguem obter-se estas condições através de unidades de ar
condicionado que consomem energia eléctrica e vapor. O ar humedecido é introduzido
nas áreas de trabalho por meio de baterias ventiladoras; o ar na área de trabalho érecuperado e misturado com o ar fresco do exterior, numa proporção que varia
segundo a estação do ano, de modo a obter as condições requeridas.
Existem partes do processo de acabamento de alguns fios que consomem energia
térmica, tais como: a encolagem dos fios destinados à urdissagem, que neste caso
requer vapor indirecto, e o encolhimento de fios altamente densos de um só cabo, que
tradicionalmente requer a aplicação directa de vapor, embora actualmente existam
processos que utilizam energia eléctrica.
Práticas de Eficiência Energética Página 4 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 5/63
Tecelagem e Tricotagem
Na tecelagem, em qualquer um dos diferentes sistemas modernos de inserção da
trama (pinças, projéctil, jacto de ar, etc.), o tipo de energia consumido é a energia
eléctrica. É o caso dos teares a jacto de ar, que têm o rácio de produção mais elevado
e que são também os que consomem mais energia. O ar condicionado mencionado na
secção sobre a fiação para as áreas de trabalho também se aplica à secção de
tecelagem. As instalações de produção de malha (tricotagem) consomem energia
eléctrica. Na tecelagem, também se pode consumir energia térmica, nomeadamente
nos processos de encolagem, efectuado na encoladeira.
Tingimento
Todos os processos de tingimento, sejam descontínuos ou contínuos, consomem
quantidades de energia térmica consideráveis sob a forma de água quente, vapor e ar
quente. Processos de tingimento descontínuos: Tingimento em rama ou fio, realizado
em autoclaves; Tingimento de meadas, realizado em armários (autoclaves especiais),
de modo a que os fios de elevada densidade destinados à tricotagem encolham
durante o processo de tingimento; Tingimento de tecidos em corda, que é feito em
máquinas, tais como Jet ou Jigger ou barcas de sarilho. Em todos estes casos, o
sistema de funcionamento consiste em: fornecer água aos aparelhos de tingir,
adicionar a receita de tingimento previamente preparada (corante, produtos auxiliares
têxteis e os produtos químicos, estabelecer a curva de aquecimento e esgotamento dobanho do tingimento (temperatura/ tempo) correspondente ao processo/fibra em
causa, através de fornecimento de vapor que, dependendo do equipamento, é
somente indirecto, embora possa ser utilizado vapor directo. O gerador de vapor
produz vapor saturado, geralmente, entre 6 e 8 bar.
Processos de tingimento contínuos: Tingimento de fio e Tingimento de tecido, em
ambos os casos, o corante é depositado na fibra têxtil através da impregnação em
foulard (foulardagem) que deposita o corante à superfície do substrato têxtil de forma a
obter uma cor uniforme. A fixação do corante na fibra requer o fornecimento de maiscalor. Nalguns casos, o calor é húmido, vapor directo aplicado num vaporizador na
secção de tinturaria, passando depois para a câmara de secagem que utiliza ar
quente. No caso de tecido em peça, a cor pode ser fixada através da aplicação de
calor húmido (vaporizador) ou calor seco (ar quente).
O processo mais comum é fixar o corante na fibra utilizando ar quente.
Subsequentemente, o tecido é seco com ar quente. Em todos os casos mencionados,
o sistema tradicional de geração de calor para secagem é a utilização de um gerador a
termofluído, que atinge normalmente os 220-240ºC, sendo o calor aplicado através de
Práticas de Eficiência Energética Página 5 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 6/63
baterias de radiadores. Em cada uma das partes da máquina, o ar re-circula por meio
de um ventilador na máquina têxtil e por meio de um radiador térmico a óleo. Podem
Também ser aplicadas novas tecnologias mais eficientes nestes processos.
Estampagem e Acabamento
As fases de estampagem podem ser resumidas como: Preparação, Estampagem
propriamente dita, Secagem (secador contínuo) e Fixação (râmula). As fases básicas
do acabamento de tecidos são: Preparação, Foulardagem (impregnação em foulard ) e
Fixação (etapa contínua à impregnação em foulard ). Por vezes, a preparação feita em
máquinas de lavar ao largo, dado que consome quantidades consideráveis de água
quente (entre 10 a 20 m3 por hora, e temperaturas entre os 90º e os 98°C), terá
sempre um interesse potencial em termos de poupança de energia. Normalmente, o
sistema é aquecido através de vapor, directo ou indirecto, nas caixas de lavagem evapor indirecto nos cilindros de secagem. Grande parte do banho absorvido pelo
tecido é eliminado após a última unidade de lavagem. Os banhos das caixas de
lavagem têm de ser mudados sempre que se muda o tipo de processo.
O processo de estampagem requer água, que deve ser aquecida até aos 50°C para
limpar os tapetes rolantes que transportam os tecidos. Estima-se um consumo por
ciclo de 2 m3 por hora. Tanto a secagem como a fixação são realizadas em máquinas
que, embora sejam diferentes na forma como funcionam, são idênticas em termos de
consumo de energia. São elas os secadores ou os equipamentos de fixação doestampado que, utilizam óleo térmico aquecido num gerador a termofluído (entre os
270-250°C), transferem calor através de baterias de radiador para o ar re-circulado em
cada área por meio do ventilador correspondente. Antes da chegada dos gasodutos
(gás natural), algumas destas instalações funcionavam com queima directa de gás
propano.
Projecto EMS-Textile
O projecto EMS-Textile tem como objectivo promover práticas de gestão de energia naindústria têxtil da Grécia, Portugal, Espanha e Bulgária. Para a implementação de um
sistema de gestão de energia nas PMEs do sector têxtil, serão fornecidas directrizes
de gestão energética, manuais de benchmarking , de medidas de eficiência e de boas
práticas. O desenvolvimento de ferramentas baseia-se em know-how de primeira linha
e em experiência globais.
Estas práticas de eficiência energética foram criadas no âmbito do projecto EMS-
Textile que é co-financiado em 50% pela Comissão Europeia através do programa
Energia Inteligente para a Europa segundo o Acordo de Subvenção
Práticas de Eficiência Energética Página 6 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 7/63
EIE/04/113/S07.38648. O projecto EMS-TEXTILE teve início em Janeiro de 2005, tem
uma duração de 30 meses e conta com um orçamento total de 650.000 euros.
Serão realizados adicionalmente workshops informativos, uma conferência
transnacional, seminários de formação e implementações piloto. A formação da Redede Eficiência Energética (Energy Efficiency Network ), a publicação de artigos, a
criação da página web do projecto EMS-Textile, as apresentações de casos de estudo
seleccionados e a distribuição de panfletos contribuirão para uma vasta disseminação
do know-how . Para além disso, a implementação das práticas propostas será apoiada
pelos participantes do projecto. Todas as informações importantes sobre o projecto e
contactos podem ser encontrados em www.ems-textile.net.
O conteúdo desta publicação, da página web do projecto EMS-Textile e de todo o
material e actividades informativas é da total responsabilidade dos seus autores, ouseja, os organismos de execução do projecto, não reflectindo necessariamente a
opinião das Comunidades Europeias. A Comissão Europeia não é responsável pela
utilização que possa ser feita da informação que consta do presente documento.
Práticas de Eficiência
No ambiente global e competitivo de hoje, a eficiência é um pré-requisito para a
sobrevivência. Os custos devem ser minimizados e a qualidade deve ser
continuamente aumentada; para conseguir isto, é crucial que exista um elevado nívelde eficiência em termos de gestão de todos os recursos. Um elevado nível de
eficiência em relação à utilização da energia significa minimizar as perdas de energia e
maximizar a conservação de energia de forma económica e prática. O consumo de
energia varia consoante as actividades têxteis; sectores diferentes têm necessidades
diferentes. A presente publicação pretende fornecer instruções de eficiência energética
para todos os processos têxteis que consomem energia. Pode ser vista como um
documento de orientação independente ou como um suplemento de outros guias de
conservação de energia relacionados com este assunto. Por esta razão, é fornecida
muita informação de referência no fim da publicação. As práticas de eficiência
energética apresentadas neste documento estão divididas em duas categorias
principais: aquelas destinadas à conservação de calor e aquelas destinadas à
conservação de energia eléctrica. O tema recuperação de calor é apresentado
primeiro devido ao seu elevado potencial no sector têxtil. Segue-se a distribuição do
calor e as práticas para as caldeiras e queimadores. A co-geração é uma prática que
produz essencialmente calor, sendo por isso apresentada nesta secção. No fim, é
fornecida alguma informação sobre a utilização de vários combustíveis. A maior parte
da energia eléctrica é consumida quando se põem a funcionar motores e bombas. O
Práticas de Eficiência Energética Página 7 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 8/63
ar comprimido e os sistemas AVAC requerem quantidades significativas de energia,
pelo que são importantes as reduções dos respectivos consumos. Podem ser
facilmente detectadas e conseguidas oportunidades de poupança de energia no
sistema de iluminação e na instalação eléctrica. A ferramenta de auditoria energética,
o guia de eficiência energética, as directrizes de gestão energética e a informação de
apoio da página www.ems-textile.net constituem uma base sólida para melhorar o
desempenho energético, não apenas do sector têxtil mas em geral.
Gestão Energética
As práticas, ferramentas e procedimentos utilizados para controlar, reduzir e
compreender o consumo energético formam o sistema de gestão de energia. A maior
parte dos sistemas de gestão de energia seguem o conceito do ciclo de Deming
(Planear – Executar – Verificar – Agir), comum a todos os sistemas normativos de
gestão em relação à qualidade, ao ambiente e à segurança ocupacional. Por esta
razão, são absolutamente compatíveis e podem ser facilmente integrados em qualquer
um destes sistemas. O compromisso da gestão de topo é a pedra angular da
implementação da gestão de energia e pode ser declarado através da adopção formal
de uma política energética. Depois, avalia-se o actual desempenho energético da
empresa. O cálculo do consumo específico de energia pode ser feito através de uma
simples auditoria energética. Posteriormente, fixam-se metas de desempenho e
planeiam-se acções para se conseguir atingi-las. Depois, implementam-se estasacções e monitorizam-se os resultados. Os resultados atingidos são revistos,
reconhecidos e comunicados a toda a empresa. Ao mesmo tempo, reavalia-se o actual
desempenho energético e fixam-se novas metas, iniciando-se assim um novo ciclo de
gestão energética. São fornecidas mais informações sobre gestão energética nas
respectivas directrizes do projecto EMS-Textile, disponíveis em www.ems-textile.net.
Práticas de Eficiência Energética Página 8 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 9/63
Conservação de Calor
Recuperação de Calor nos Processos de Tingimento e Acabamento
Numa instalação têxtil, os processos de tingimento e acabamento são grandes
consumidores de energia térmica. Podem ser recuperadas quantidades consideráveis
de calor nos processos de tingimento e acabamento. O calor pode ser recuperado sob
a forma de ar quente ou de água quente. A recuperação de calor é realizada através
da instalação de permutadores de calor ar/ar, ar/água ou água/água.
Processo de Tingimento
No processo de tingimento, as águas tendem a ser escoadas a temperaturas
relativamente elevadas (habitualmente acima dos 40ºC). O calor residual presente nos
caudais de saída pode ser transferido para a entrada de água fria (aproximadamente a
10ºC), através da utilização de um permutador de calor. O tipo de permutador de calor
deve ser compatível com a qualidade da água residual. No caso de processos
contínuos (máquinas de lavagem contínuas), um permutador de calor simples deve ser
o suficiente. No caso de processos descontínuos (Jets e autoclaves), o permutador de
calor terá de ser montado com tanques colectores e aparelhos de controlo doprocesso. Para se ter um sistema eficiente, os tanques colectores devem ser
suficientemente grandes para acomodar a diferença temporal entre a expulsão e a
admissão de calor, e devem estar bem isolados para manter a água quente.
Tipicamente, a água residual é arrefecida dos 60-65ºC aos 40ºC e a água de entrada é
aquecida dos 10ºC aos 45-50ºC.
Práticas de Eficiência Energética Página 9 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 10/63
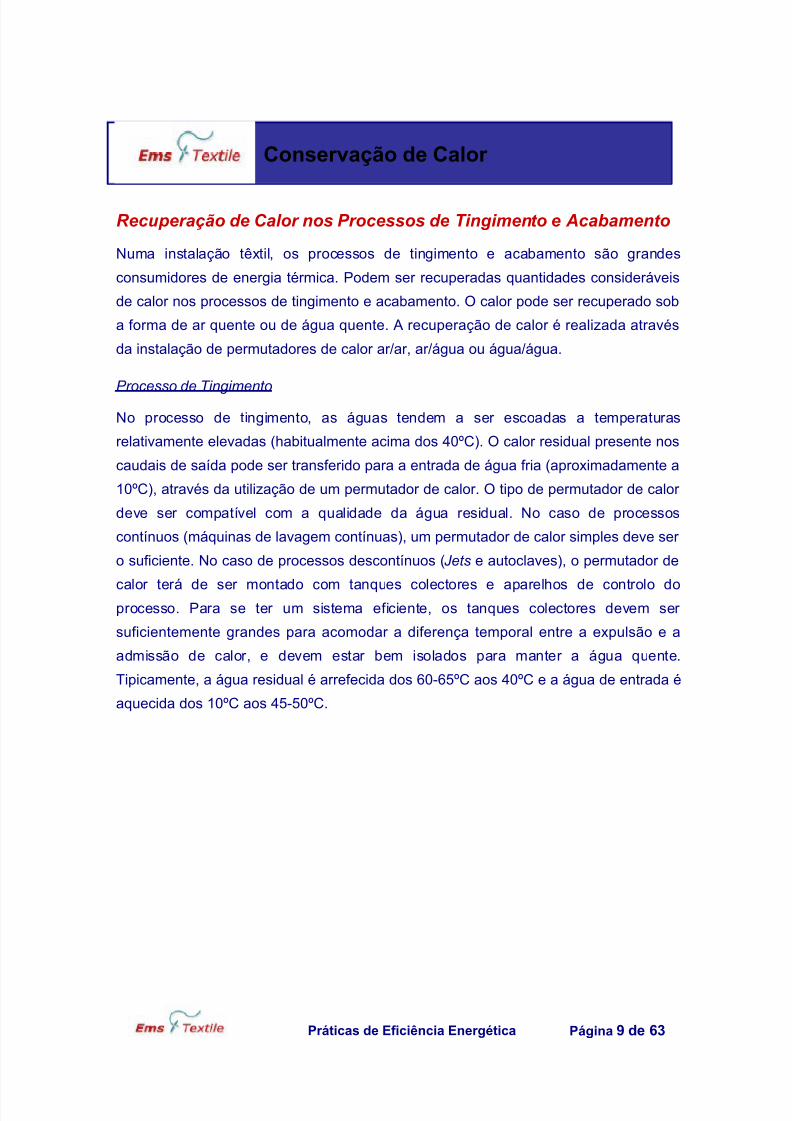
Figura 1 – Central de recuperação de calor de águas residuais de uma tinturaria (Fonte:www.koenigag.ch)
Legenda da figura 1 – fresh water pit – reservatório de água fria; fresh water pump – bomba para a águafria; process water cold – água fria para o processo; cooling water cold – água fria de arrefecimento;cooling water hot – água quente de arrefecimento; steam – vapor; condensate – condensado; processwater hot – água quente para o processo; hot process water pit – reservatório de água quente para oprocesso; process water pump – bomba de água do processo; dyeing machines descontinue – máquinasde tingimento descontínuo; circulation pump – bomba de circulação; separation valve hot/cold waste water – válvula de separação das águas residuais frias e quentes; drain - esgoto; hot waste water pit –reservatório de águas quentes residuais; waste water pump – bomba de águas residuais; proportionalvalve waste water – válvula reguladora de águas residuais; waste water heat exchanger – permutador decalor de águas residuais; proportional valve fresh water – válvula reguladora de água fria; waste water
heat recovery – recuperação de calor de águas residuais
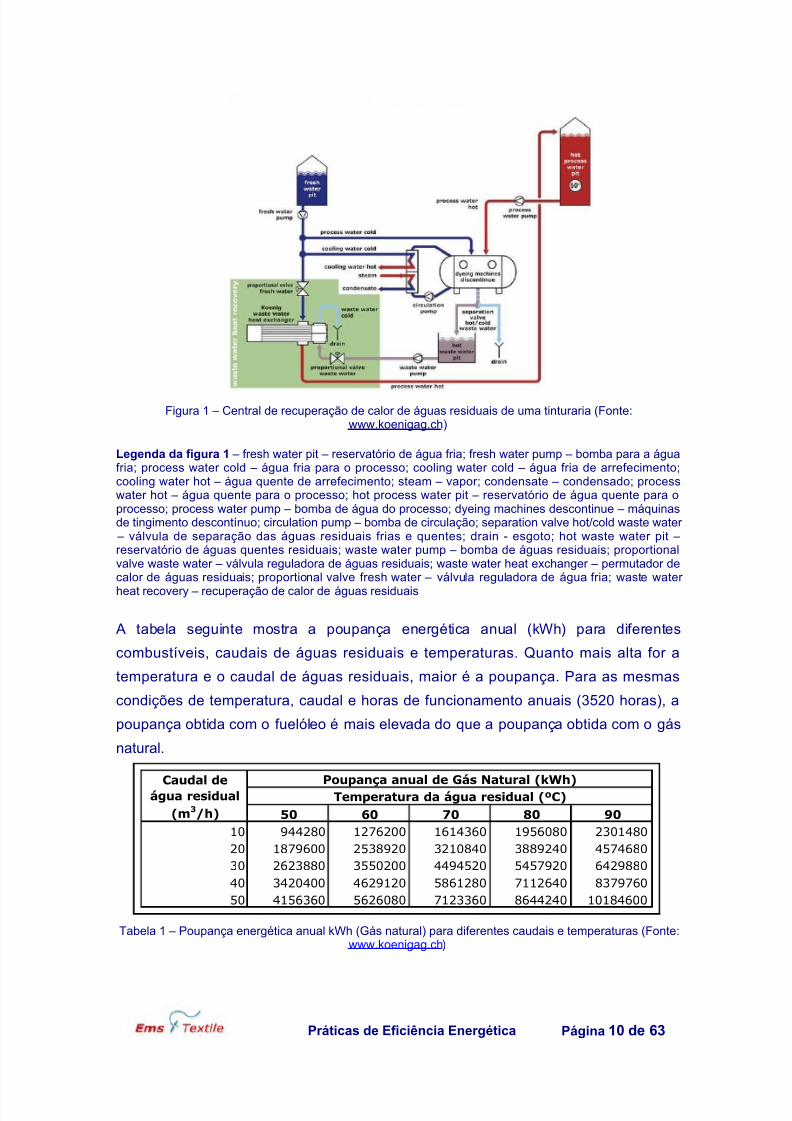
A tabela seguinte mostra a poupança energética anual (kWh) para diferentes
combustíveis, caudais de águas residuais e temperaturas. Quanto mais alta for a
temperatura e o caudal de águas residuais, maior é a poupança. Para as mesmas
condições de temperatura, caudal e horas de funcionamento anuais (3520 horas), a
poupança obtida com o fuelóleo é mais elevada do que a poupança obtida com o gás
natural.
50 60 70 80 9010 944280 1276200 1614360 1956080 2301480
20 1879600 2538920 3210840 3889240 4574680
30 2623880 3550200 4494520 5457920 6429880
40 3420400 4629120 5861280 7112640 8379760
50 4156360 5626080 7123360 8644240 10184600
Poupança anual de Gás Natural (kWh)Temperatura da água residual (ºC)Caudal deágua residual(m3/h)
Tabela 1 – Poupança energética anual kWh (Gás natural) para diferentes caudais e temperaturas (Fonte:www.koenigag.ch)
Práticas de Eficiência Energética Página 10 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 11/63
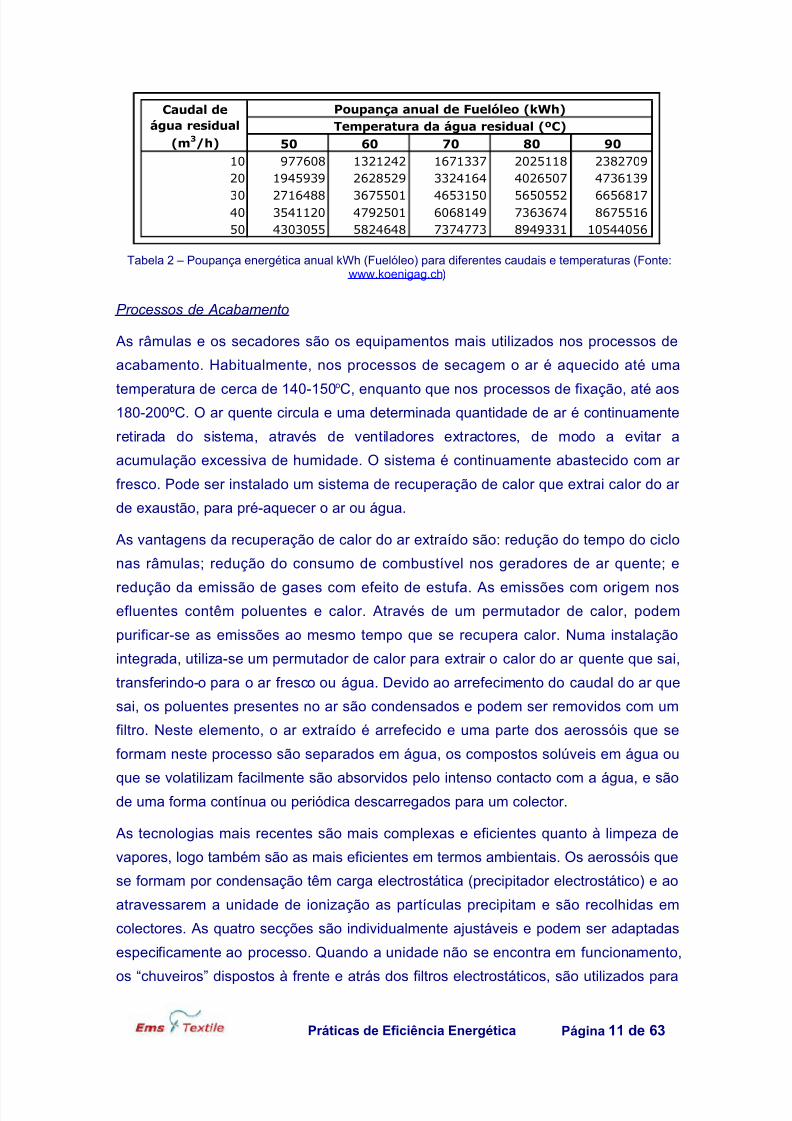
50 60 70 80 9010 977608 1321242 1671337 2025118 2382709
20 1945939 2628529 3324164 4026507 4736139
30 2716488 3675501 4653150 5650552 6656817
40 3541120 4792501 6068149 7363674 8675516
50 4303055 5824648 7374773 8949331 10544056
Caudal deágua residual
(m3/h)
Poupança anual de Fuelóleo (kWh)Temperatura da água residual (ºC)
Tabela 2 – Poupança energética anual kWh (Fuelóleo) para diferentes caudais e temperaturas (Fonte:www.koenigag.ch
)
Processos de Acabamento
As râmulas e os secadores são os equipamentos mais utilizados nos processos de
acabamento. Habitualmente, nos processos de secagem o ar é aquecido até uma
temperatura de cerca de 140-150o
C, enquanto que nos processos de fixação, até aos180-200ºC. O ar quente circula e uma determinada quantidade de ar é continuamente
retirada do sistema, através de ventiladores extractores, de modo a evitar a
acumulação excessiva de humidade. O sistema é continuamente abastecido com ar
fresco. Pode ser instalado um sistema de recuperação de calor que extrai calor do ar
de exaustão, para pré-aquecer o ar ou água.
As vantagens da recuperação de calor do ar extraído são: redução do tempo do ciclo
nas râmulas; redução do consumo de combustível nos geradores de ar quente; e
redução da emissão de gases com efeito de estufa. As emissões com origem nosefluentes contêm poluentes e calor. Através de um permutador de calor, podem
purificar-se as emissões ao mesmo tempo que se recupera calor. Numa instalação
integrada, utiliza-se um permutador de calor para extrair o calor do ar quente que sai,
transferindo-o para o ar fresco ou água. Devido ao arrefecimento do caudal do ar que
sai, os poluentes presentes no ar são condensados e podem ser removidos com um
filtro. Neste elemento, o ar extraído é arrefecido e uma parte dos aerossóis que se
formam neste processo são separados em água, os compostos solúveis em água ou
que se volatilizam facilmente são absorvidos pelo intenso contacto com a água, e sãode uma forma contínua ou periódica descarregados para um colector.
As tecnologias mais recentes são mais complexas e eficientes quanto à limpeza de
vapores, logo também são as mais eficientes em termos ambientais. Os aerossóis que
se formam por condensação têm carga electrostática (precipitador electrostático) e ao
atravessarem a unidade de ionização as partículas precipitam e são recolhidas em
colectores. As quatro secções são individualmente ajustáveis e podem ser adaptadas
especificamente ao processo. Quando a unidade não se encontra em funcionamento,
os “chuveiros” dispostos à frente e atrás dos filtros electrostáticos, são utilizados para
Práticas de Eficiência Energética Página 11 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 12/63
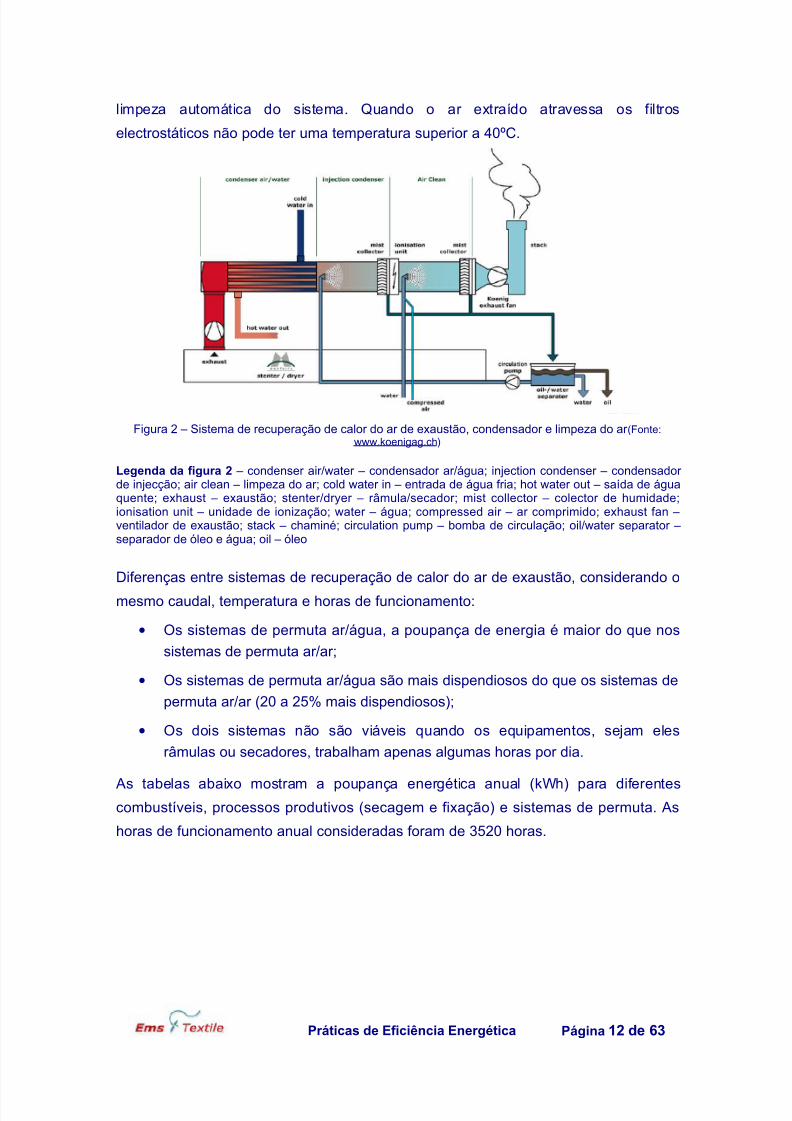
limpeza automática do sistema. Quando o ar extraído atravessa os filtros
electrostáticos não pode ter uma temperatura superior a 40ºC.
Figura 2 – Sistema de recuperação de calor do ar de exaustão, condensador e limpeza do ar (Fonte:www.koenigag.ch
)
Legenda da figura 2 – condenser air/water – condensador ar/água; injection condenser – condensador de injecção; air clean – limpeza do ar; cold water in – entrada de água fria; hot water out – saída de águaquente; exhaust – exaustão; stenter/dryer – râmula/secador; mist collector – colector de humidade;ionisation unit – unidade de ionização; water – água; compressed air – ar comprimido; exhaust fan –ventilador de exaustão; stack – chaminé; circulation pump – bomba de circulação; oil/water separator –separador de óleo e água; oil – óleo
Diferenças entre sistemas de recuperação de calor do ar de exaustão, considerando o
mesmo caudal, temperatura e horas de funcionamento:
• Os sistemas de permuta ar/água, a poupança de energia é maior do que nos
sistemas de permuta ar/ar;
• Os sistemas de permuta ar/água são mais dispendiosos do que os sistemas de
permuta ar/ar (20 a 25% mais dispendiosos);
• Os dois sistemas não são viáveis quando os equipamentos, sejam eles
râmulas ou secadores, trabalham apenas algumas horas por dia.
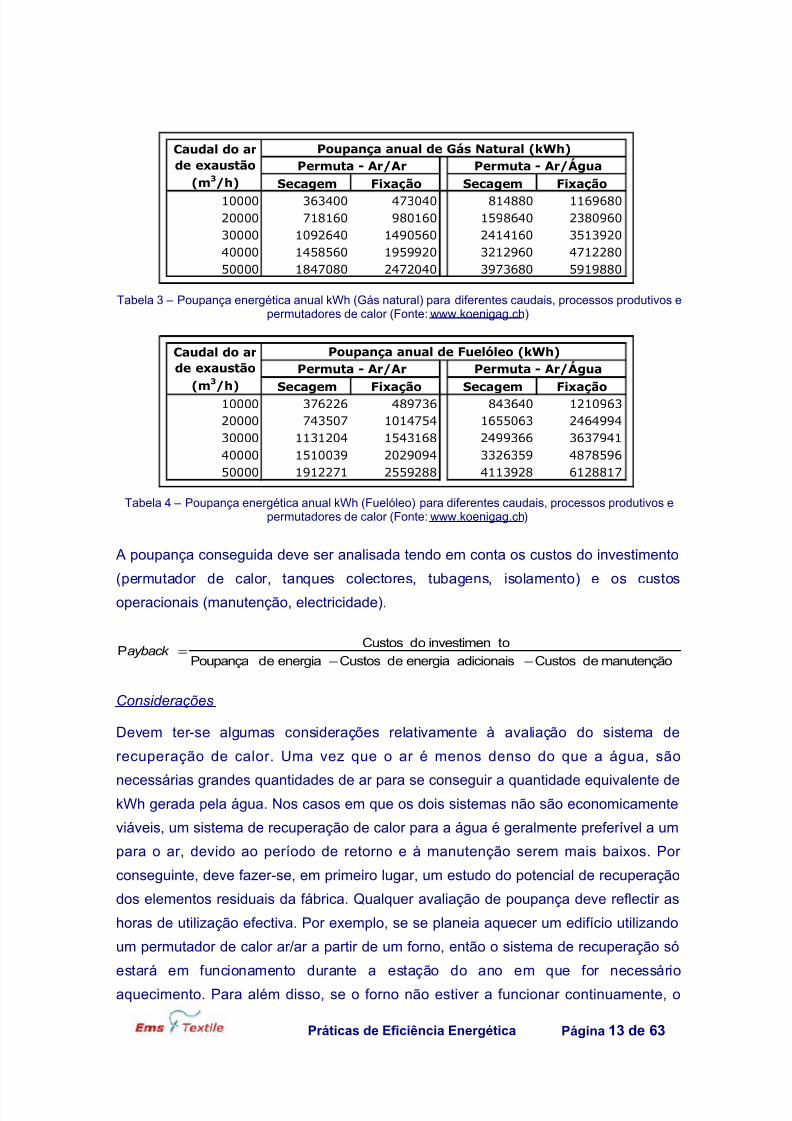
As tabelas abaixo mostram a poupança energética anual (kWh) para diferentescombustíveis, processos produtivos (secagem e fixação) e sistemas de permuta. As
horas de funcionamento anual consideradas foram de 3520 horas.
Práticas de Eficiência Energética Página 12 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 13/63
Secagem Fixação Secagem Fixação10000 363400 473040 814880 1169680
20000 718160 980160 1598640 2380960
30000 1092640 1490560 2414160 3513920
40000 1458560 1959920 3212960 4712280
50000 1847080 2472040 3973680 5919880
Caudal do arde exaustão
(m3/h)
Poupança anual de Gás Natural (kWh)Permuta - Ar/Ar Permuta - Ar/Água
Tabela 3 – Poupança energética anual kWh (Gás natural) para diferentes caudais, processos produtivos epermutadores de calor (Fonte: www.koenigag.ch)
Secagem Fixação Secagem Fixação10000 376226 489736 843640 1210963
20000 743507 1014754 1655063 2464994
30000 1131204 1543168 2499366 3637941
40000 1510039 2029094 3326359 4878596
50000 1912271 2559288 4113928 6128817
Caudal do arde exaustão
(m
3
/h)
Poupança anual de Fuelóleo (kWh)Permuta - Ar/Ar Permuta - Ar/Água
Tabela 4 – Poupança energética anual kWh (Fuelóleo) para diferentes caudais, processos produtivos epermutadores de calor (Fonte: www.koenigag.ch
)
A poupança conseguida deve ser analisada tendo em conta os custos do investimento
(permutador de calor, tanques colectores, tubagens, isolamento) e os custos
operacionais (manutenção, electricidade).
manutençãodeCustosadicionaisenergiadeCustosenergiadePoupança
toinvestimendoCustosP
−−
=ayback
Considerações
Devem ter-se algumas considerações relativamente à avaliação do sistema de
recuperação de calor. Uma vez que o ar é menos denso do que a água, são
necessárias grandes quantidades de ar para se conseguir a quantidade equivalente dekWh gerada pela água. Nos casos em que os dois sistemas não são economicamente
viáveis, um sistema de recuperação de calor para a água é geralmente preferível a um
para o ar, devido ao período de retorno e à manutenção serem mais baixos. Por
conseguinte, deve fazer-se, em primeiro lugar, um estudo do potencial de recuperação
dos elementos residuais da fábrica. Qualquer avaliação de poupança deve reflectir as
horas de utilização efectiva. Por exemplo, se se planeia aquecer um edifício utilizando
um permutador de calor ar/ar a partir de um forno, então o sistema de recuperação só
estará em funcionamento durante a estação do ano em que for necessário
aquecimento. Para além disso, se o forno não estiver a funcionar continuamente, o
Práticas de Eficiência Energética Página 13 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 14/63
sistema de recuperação de calor estará disponível para este fim durante um período
ainda mais curto.
Tipos de Permutadores de Calor
Neste ponto serão apresentados alguns tipos de permutadores de calor existentes no
mercado. Tal como o nome indica, um permutador de calor é um aparelho que
transfere calor oriundo de um determinado meio para outro. Desta forma, alguma da
energia que seria perdida é recuperada e utilizada para se atingir as condições
desejadas.
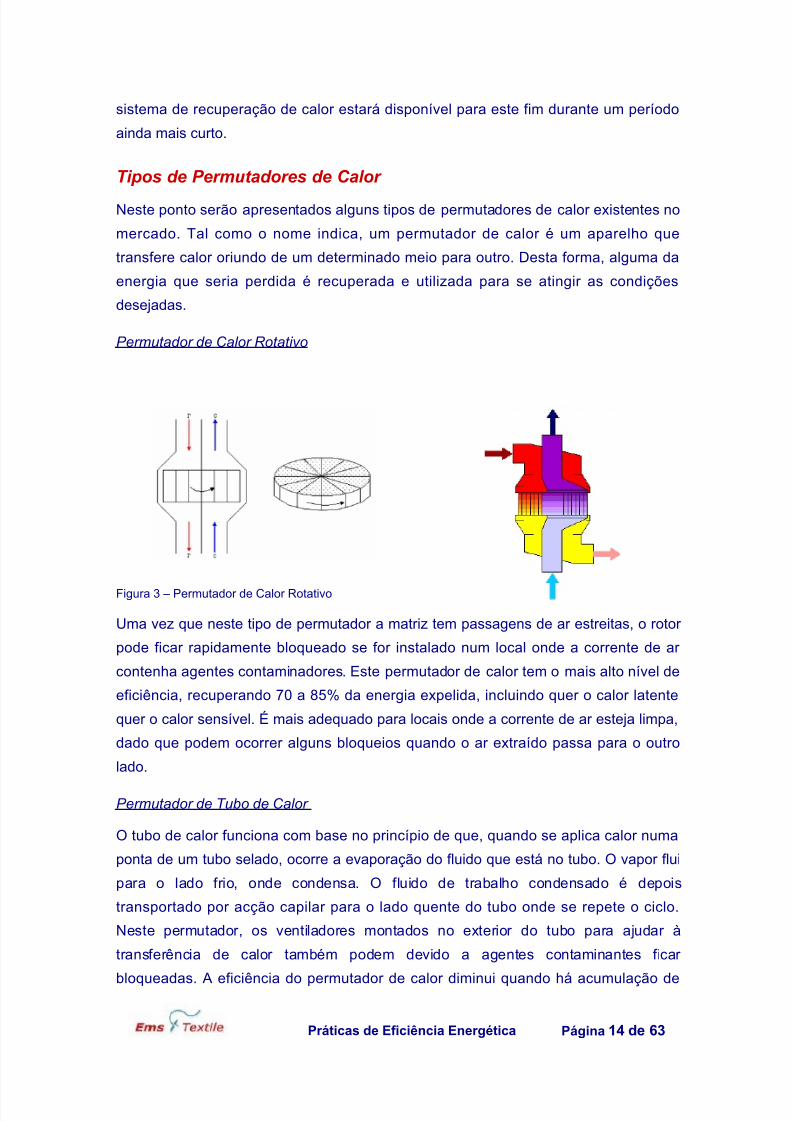
Permutador de Calor Rotativo
Figura 3 – Permutador de Calor Rotativo
Uma vez que neste tipo de permutador a matriz tem passagens de ar estreitas, o rotor
pode ficar rapidamente bloqueado se for instalado num local onde a corrente de ar
contenha agentes contaminadores. Este permutador de calor tem o mais alto nível de
eficiência, recuperando 70 a 85% da energia expelida, incluindo quer o calor latente
quer o calor sensível. É mais adequado para locais onde a corrente de ar esteja limpa,
dado que podem ocorrer alguns bloqueios quando o ar extraído passa para o outro
lado.
Permutador de Tubo de Calor
O tubo de calor funciona com base no princípio de que, quando se aplica calor numa
ponta de um tubo selado, ocorre a evaporação do fluido que está no tubo. O vapor flui
para o lado frio, onde condensa. O fluido de trabalho condensado é depois
transportado por acção capilar para o lado quente do tubo onde se repete o ciclo.
Neste permutador, os ventiladores montados no exterior do tubo para ajudar à
transferência de calor também podem devido a agentes contaminantes ficar
bloqueadas. A eficiência do permutador de calor diminui quando há acumulação de
Práticas de Eficiência Energética Página 14 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 15/63
detritos na sua superfície, pelo que é importante manter as superfícies limpas. A
unidade recupera 60 a 80% do calor sensível. A utilização de um sistema de filtragem,
ou a limpeza periódica frequente é necessária para assegurar a limpeza das
superfícies. As vantagens do tubo de calor são: manutenção mínima, porque não
existem peças em movimento; e não há contaminação cruzada, porque as correntes
de gás de entrada e de saída estão completamente isoladas uma da outra.
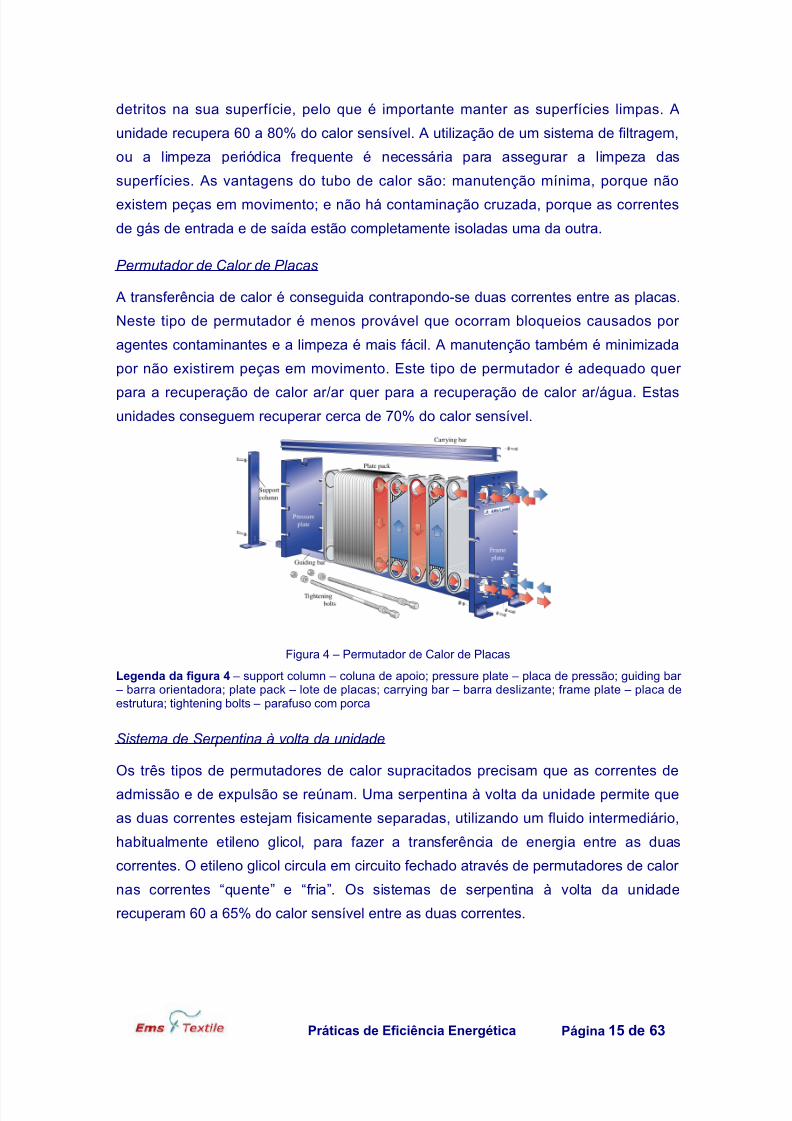
Permutador de Calor de Placas
A transferência de calor é conseguida contrapondo-se duas correntes entre as placas.
Neste tipo de permutador é menos provável que ocorram bloqueios causados por
agentes contaminantes e a limpeza é mais fácil. A manutenção também é minimizada
por não existirem peças em movimento. Este tipo de permutador é adequado quer
para a recuperação de calor ar/ar quer para a recuperação de calor ar/água. Estasunidades conseguem recuperar cerca de 70% do calor sensível.
Figura 4 – Permutador de Calor de Placas
Legenda da figura 4 – support column – coluna de apoio; pressure plate – placa de pressão; guiding bar – barra orientadora; plate pack – lote de placas; carrying bar – barra deslizante; frame plate – placa deestrutura; tightening bolts – parafuso com porca
Sistema de Serpentina à volta da unidade
Os três tipos de permutadores de calor supracitados precisam que as correntes de
admissão e de expulsão se reúnam. Uma serpentina à volta da unidade permite que
as duas correntes estejam fisicamente separadas, utilizando um fluido intermediário,
habitualmente etileno glicol, para fazer a transferência de energia entre as duas
correntes. O etileno glicol circula em circuito fechado através de permutadores de calor
nas correntes “quente” e “fria”. Os sistemas de serpentina à volta da unidade
recuperam 60 a 65% do calor sensível entre as duas correntes.
Práticas de Eficiência Energética Página 15 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 16/63
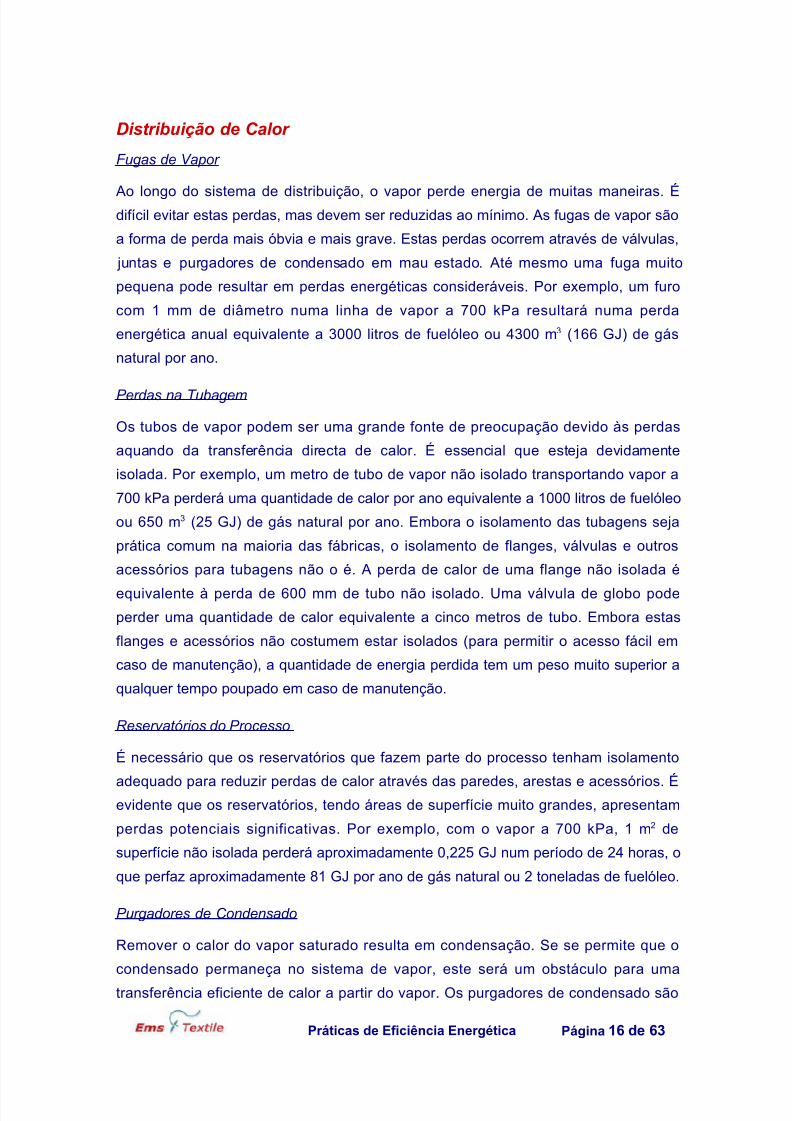
Distribuição de Calor
Fugas de Vapor
Ao longo do sistema de distribuição, o vapor perde energia de muitas maneiras. Édifícil evitar estas perdas, mas devem ser reduzidas ao mínimo. As fugas de vapor são
a forma de perda mais óbvia e mais grave. Estas perdas ocorrem através de válvulas,
juntas e purgadores de condensado em mau estado. Até mesmo uma fuga muito
pequena pode resultar em perdas energéticas consideráveis. Por exemplo, um furo
com 1 mm de diâmetro numa linha de vapor a 700 kPa resultará numa perda
energética anual equivalente a 3000 litros de fuelóleo ou 4300 m 3 (166 GJ) de gás
natural por ano.
Perdas na Tubagem
Os tubos de vapor podem ser uma grande fonte de preocupação devido às perdas
aquando da transferência directa de calor. É essencial que esteja devidamente
isolada. Por exemplo, um metro de tubo de vapor não isolado transportando vapor a
700 kPa perderá uma quantidade de calor por ano equivalente a 1000 litros de fuelóleo
ou 650 m3 (25 GJ) de gás natural por ano. Embora o isolamento das tubagens seja
prática comum na maioria das fábricas, o isolamento de flanges, válvulas e outros
acessórios para tubagens não o é. A perda de calor de uma flange não isolada é
equivalente à perda de 600 mm de tubo não isolado. Uma válvula de globo pode
perder uma quantidade de calor equivalente a cinco metros de tubo. Embora estas
flanges e acessórios não costumem estar isolados (para permitir o acesso fácil em
caso de manutenção), a quantidade de energia perdida tem um peso muito superior a
qualquer tempo poupado em caso de manutenção.
Reservatórios do Processo
É necessário que os reservatórios que fazem parte do processo tenham isolamento
adequado para reduzir perdas de calor através das paredes, arestas e acessórios. Éevidente que os reservatórios, tendo áreas de superfície muito grandes, apresentam
perdas potenciais significativas. Por exemplo, com o vapor a 700 kPa, 1 m2 de
superfície não isolada perderá aproximadamente 0,225 GJ num período de 24 horas, o
que perfaz aproximadamente 81 GJ por ano de gás natural ou 2 toneladas de fuelóleo.
Purgadores de Condensado
Remover o calor do vapor saturado resulta em condensação. Se se permite que o
condensado permaneça no sistema de vapor, este será um obstáculo para uma
transferência eficiente de calor a partir do vapor. Os purgadores de condensado são
Práticas de Eficiência Energética Página 16 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 17/63
utilizados para remover selectivamente o condensado (sem remover o vapor) e para
remover o ar e outros gases não condensáveis do sistema de vapor. Todos os
purgadores de condensado funcionam com o mesmo princípio básico. O purgador
recolhe ar, outras substâncias não condensáveis e vapor dentro de um recipiente e
depois escoa-os de forma controlada, podendo este escoamento ser feito para a
atmosfera ou para um sistema em circuito fechado.
Recuperação do Condensado
Na fábrica, o condensado residual do processo pode conter até 25% do calor
adicionado na caldeira e, para além disso, será água quimicamente tratada. Qualquer
calor sensível que ainda esteja no condensado deve ser reintroduzido no tanque de
alimentação. Esta água não contém impurezas e cada aumento de 5°C na
temperatura da água de alimentação irá poupar aproximadamente 1% do combustívelutilizado para criar o vapor. Mais uma vez, devem isolar-se as linhas de condensado
de forma a maximizar a recuperação de calor sensível.
Incrustações em Tubagens
A existência de incrustações ou camadas de químicos em tubagens pode reduzir
significativamente a eficiência. Um efeito secundário mais grave é que estas
incrustações são bons isoladores; uma vez que reduzem a transferência de calor e
aumentam a temperatura do metal do lado do gás, pode resultar no colapso prematurodo tubo. Mesmo uma fina camada provoca um aumento significativo da temperatura
do tubo e a consequente diminuição do tempo de utilização do mesmo. Os
componentes químicos encontrados na água não tratada dão origem a incrustações
em tubagens. A tendência para a formação de incrustações em camada pode ser
controlada através de um programa de tratamento de água efectivo prescrito por
especialistas. Um programa como este, se for seguido à risca, evitará perdas de
eficiência e o colapso prematuro do equipamento. As impurezas minerais na água da
caldeira também podem provocar outros problemas de funcionamento, como a
formação de espuma. A maioria dos processos especifica vapor seco porque a
humidade transferida contém impurezas minerais originam incrustações no
equipamento de aquecimento do vapor.
Comentários Gerais
Existem muitas formas de assegurar que os sistemas de distribuição de vapor
funcionem num nível de eficiência óptimo. Verificar cada uma das áreas identificadas
como potenciais causadoras de problemas pode ajudar a conseguir um sistema que
opera tão eficientemente quanto possível. Resolver as questões pode levar a
Práticas de Eficiência Energética Página 17 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 18/63
poupanças substanciais e reduzir as emissões de gases com efeito de estufa. A lista
seguinte serve de guia para melhorar o sistema de distribuição de vapor.
• Reparar juntas, bucais, válvulas com fugas e válvulas de segurança;
•
Isolar todos os tubos de vapor e condensado, flanges e válvulas;• Controlar as temperaturas ao longo do processo;
• Manter as pressões de vapor do processo tão baixas quanto possível;
• Remover ou vedar todas as tubagens de vapor redundantes;
• Garantir a recuperação do condensado;
• Verificar o funcionamento dos purgadores de condensado;
• Verificar o controlo químico da água de alimentação para minimizar
incrustações nas tubagens;• Pré-aquecer a água de alimentação através da permuta com o calor do
condensado recuperado.
Caldeiras e Queimadores
Muitas fábricas com caldeiras requerem painéis de instrumentação melhorados de
modo a poderem controlar o desempenho das caldeiras e as necessidades de vapor.
É preciso fazer-se um controlo regular do desempenho das caldeiras de modo a
manter a eficiência em níveis elevados. A quantidade mínima de informação requeridaé:
• Consumo de combustível num dado período de tempo;
• Vapor produzido ou peso da água evaporada durante esse período;
• Pressão do vapor;
• Temperatura dos gases de combustão;
• Quantidade de dióxido de carbono e oxigénio presentes nos gases de
combustão.A instrumentação permite detectar variações ao normal desempenho de
funcionamento. A análise dos gases de combustão pode indicar se há excesso de ar
na combustão; o aumento de temperatura dos gases de combustão indica uma
transferência de calor deficiente e necessidade de limpeza; a temperatura da água de
alimentação deve o mais alta possível, dentro do praticável, sem criar problemas de
bombagem. Algumas empresas com instrumentação ou conhecimento técnico
limitados contratam empresas externas para avaliar regularmente o desempenho das
caldeiras. As caldeiras são habitualmente mais eficientes quando funcionam na sua
Práticas de Eficiência Energética Página 18 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 19/63
carga máxima; cargas pequenas, sobrecargas e necessidades muito flutuantes têm
um efeito negativo em termos de eficiência.
De uma forma simplificada, a eficiência da caldeira é dada pela diferença entre a
energia que entra e a energia que sai. Um elevado nível de eficiência resulta deconsiderações tangíveis em termos de componentes incorporados na caldeira. As
questões relacionadas com os componentes apresentadas a seguir deverão ser
consideradas durante a avaliação da caldeira.
• Número de passagens na caldeira - representa o número de vezes que o gás
quente da combustão circula por dentro da caldeira. Uma caldeira com duas
passagens oferece duas oportunidades para os gases quentes fazerem
transferência de calor para a água na caldeira. A caldeira de quatro passagens
terá níveis de eficiência mais elevados e custos com combustíveis mais baixos.
• Compatibilidade queimador/caldeira - um equipamento combinado
caldeira/queimador inclui um queimador e uma caldeira desenvolvidos como se
fossem uma única unidade, tendo em conta a geometria da furnalha, as
características de transferência de calor por radiação e convecção, e o
verificador de desempenho do queimador específico para o equipamento
combinado. Não considerar na compra de uma caldeira as considerações
anteriores pode levar a níveis de desempenho mais baixos e a exigências de
arranque e manutenção mais elevadas.
•
Controlo da repetição dos níveis de ar/combustível - a eficiência da caldeiradepende da capacidade de o queimador assegurar a mistura certa de
ar/combustível ao longo de todo o disparo, dia após dia, sem que haja
necessidade de se fazer arranques ou ajustes complexos. O controlo do ar de
combustão é crítico para o desempenho do queimador.
• Superfície de aquecimento - representa, em termos gerais, o esforço de
funcionamento do recipiente. Ter uma superfície de aquecimento apropriada
significa maior duração e maior eficiência.
• Recipientes - os critérios chave para se ter um dimensionamento apropriado
em termos de pressão do recipiente são a circulação de água e acessibilidade.
As medições da eficiência da caldeira são feitas através da monitorização dos níveis
de CO2 e/ou de O2 através de um sistema de medição fiável dos gases de combustão.
As medições regulares da eficiência da caldeira podem levar à identificação e à
sugestão de medidas de eficiência.
Minimizar Perdas dos Gases de Combustão e outras Perdas da Caldeira
Para minimizar as perdas dos gases de combustão de uma caldeira, é essencial
verificar se a mistura de combustível/ar no queimador é a correcta. Demasiado ar
Práticas de Eficiência Energética Página 19 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 20/63
arrefecerá a caldeira desnecessariamente, podendo mesmo impedir a total combustão
do combustível. Da mesma forma, muito pouco ar levará à combustão incompleta e ao
desperdício de combustível. Quando a mistura combustível/ar é a correcta, a
proporção de dióxido de carbono nos gases de combustão é maximizada e a eficiência
de combustão elevada. São utilizados sistemas de controlo automáticos para
monitorizar a composição dos gases de combustão (por exemplo, medição da
quantidade de oxigénio), que depois informam se é necessário variar a mistura
combustível/ar para obter a máxima eficiência em termos de combustão.
O combustível não queimado contribui para as perdas numa caldeira. Para o gás e
fuelóleo, deve ser zero, e pode ser verificado fazendo-se testes de detecção de
monóxido de carbono e fumo preto respectivamente. Quando o combustível é o carvão
há sempre uma proporção de cinza e areia não combustíveis que deve ser tida em
conta. As perdas de radiação de uma caldeira de altas temperaturas moderna e bem
isolada são pequenas entre 2-3%. Todas as caldeiras são mais eficientes se
trabalharem a altas temperaturas. A meia carga, as perdas de radiação aumentam
para os 6% e, se trabalham só a um quarto de carga, aumentam para os 12%. Por
conseguinte, é importante medir correctamente uma caldeira e fazê-la funcionar à
temperatura máxima sempre que for possível. A purga, ou a descarga regular da água
da caldeira para um vaso de expansão, é utilizada para reduzir o conteúdo total de
sólidos dissolvidos (SDT) da água da caldeira. Para as caldeiras de tubos de fumo, o
SDT máximo aceitável é de 3500 ppm.
Melhorar a Eficiência de Combustão das Caldeiras
Fazer funcionar a caldeira com uma quantidade óptima de excesso de ar minimizará a
perda de calor ao longo da chaminé e melhorará a eficiência de combustão. A
eficiência de combustão é indicativa da eficiência da transferência de calor. A
temperatura da chaminé e as concentrações de oxigénio (ou dióxido de carbono) nos
gases de combustão são os principais indicadores da eficiência de combustão.
Teoricamente, numa mistura completa, é necessário que haja uma quantidade precisa
de ar para reagir totalmente com uma dada quantidade de combustível. Na prática, as
condições de combustão nunca são ideais; deve ser fornecida uma quantidade
adicional ou “excesso” de ar para queimar totalmente o combustível.
A quantidade correcta de excesso de ar é determinada a partir da análise do oxigénio
nos gases de combustão ou a partir das concentrações de dióxido de carbono. O
excesso de ar em quantidades inadequadas resulta em combustíveis não queimados
(combustível, fuligem, fumo e monóxido de carbono), enquanto que demasiado
excesso de ar resulta na perda de calor devido ao aumento do caudal dos gases de
Práticas de Eficiência Energética Página 20 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 21/63
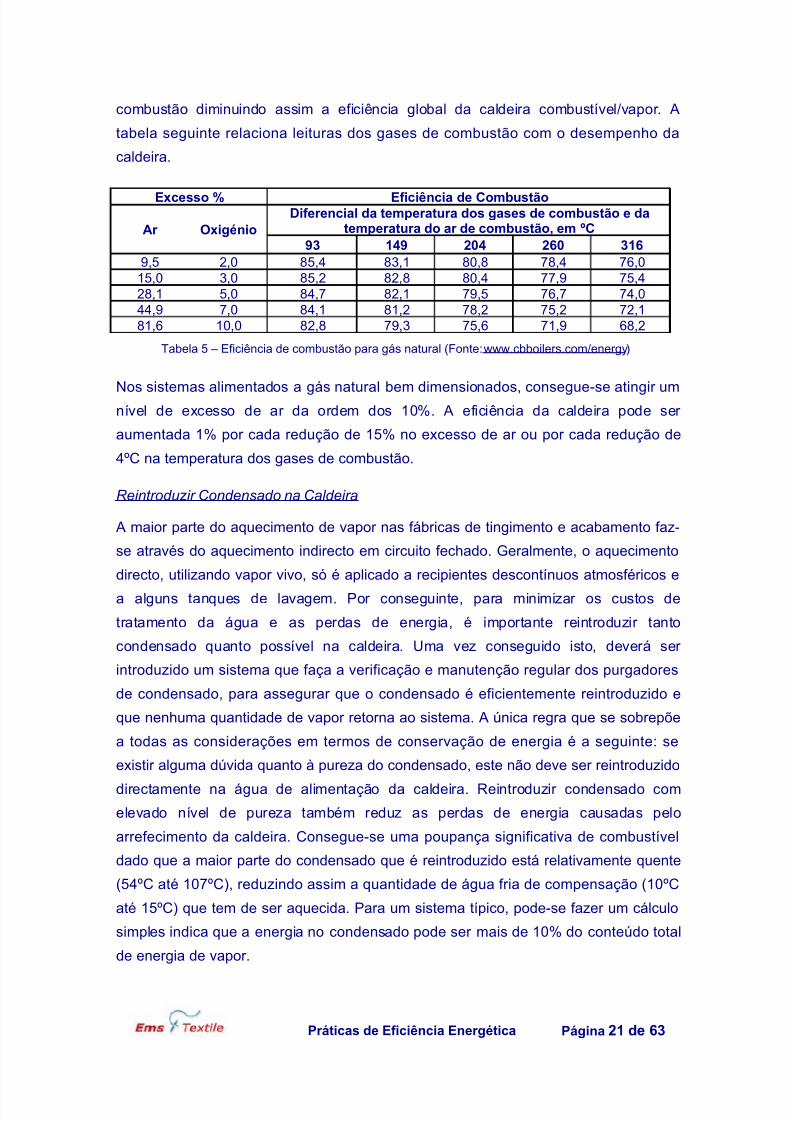
combustão diminuindo assim a eficiência global da caldeira combustível/vapor. A
tabela seguinte relaciona leituras dos gases de combustão com o desempenho da
caldeira.
Excesso % Eficiência de Combustão
Ar Oxigénio
Diferencial da temperatura dos gases de combustão e datemperatura do ar de combustão, em ºC
93 149 204 260 316
9,5 2,0 85,4 83,1 80,8 78,4 76,015,0 3,0 85,2 82,8 80,4 77,9 75,428,1 5,0 84,7 82,1 79,5 76,7 74,044,9 7,0 84,1 81,2 78,2 75,2 72,181,6 10,0 82,8 79,3 75,6 71,9 68,2
Tabela 5 – Eficiência de combustão para gás natural (Fonte: www.cbboilers.com/energy)
Nos sistemas alimentados a gás natural bem dimensionados, consegue-se atingir umnível de excesso de ar da ordem dos 10%. A eficiência da caldeira pode ser
aumentada 1% por cada redução de 15% no excesso de ar ou por cada redução de
4ºC na temperatura dos gases de combustão.
Reintroduzir Condensado na Caldeira
A maior parte do aquecimento de vapor nas fábricas de tingimento e acabamento faz-
se através do aquecimento indirecto em circuito fechado. Geralmente, o aquecimento
directo, utilizando vapor vivo, só é aplicado a recipientes descontínuos atmosféricos e
a alguns tanques de lavagem. Por conseguinte, para minimizar os custos de
tratamento da água e as perdas de energia, é importante reintroduzir tanto
condensado quanto possível na caldeira. Uma vez conseguido isto, deverá ser
introduzido um sistema que faça a verificação e manutenção regular dos purgadores
de condensado, para assegurar que o condensado é eficientemente reintroduzido e
que nenhuma quantidade de vapor retorna ao sistema. A única regra que se sobrepõe
a todas as considerações em termos de conservação de energia é a seguinte: se
existir alguma dúvida quanto à pureza do condensado, este não deve ser reintroduzido
directamente na água de alimentação da caldeira. Reintroduzir condensado com
elevado nível de pureza também reduz as perdas de energia causadas pelo
arrefecimento da caldeira. Consegue-se uma poupança significativa de combustível
dado que a maior parte do condensado que é reintroduzido está relativamente quente
(54ºC até 107ºC), reduzindo assim a quantidade de água fria de compensação (10ºC
até 15ºC) que tem de ser aquecida. Para um sistema típico, pode-se fazer um cálculo
simples indica que a energia no condensado pode ser mais de 10% do conteúdo total
de energia de vapor.
Práticas de Eficiência Energética Página 21 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 22/63
Isolamento
O isolamento das tubagens de vapor e condensado é essencial para impedir perdas
excessivas, mas é surpreendente como muitas instalações fabris ainda têm as suas
tubagens só parcialmente isoladas, válvulas e flanges não isoladas ou sistemas de
reintrodução de condensado sem qualquer tipo de isolamento. O custo financeiro do
isolamento das tubagens pode normalmente ser recuperado em seis meses, ou em
cerca de dez meses para tubagens de condensado de baixas temperaturas. Por
conseguinte, é uma das formas mais eficazes em termos de custos de reduzir o
desperdício de energia.
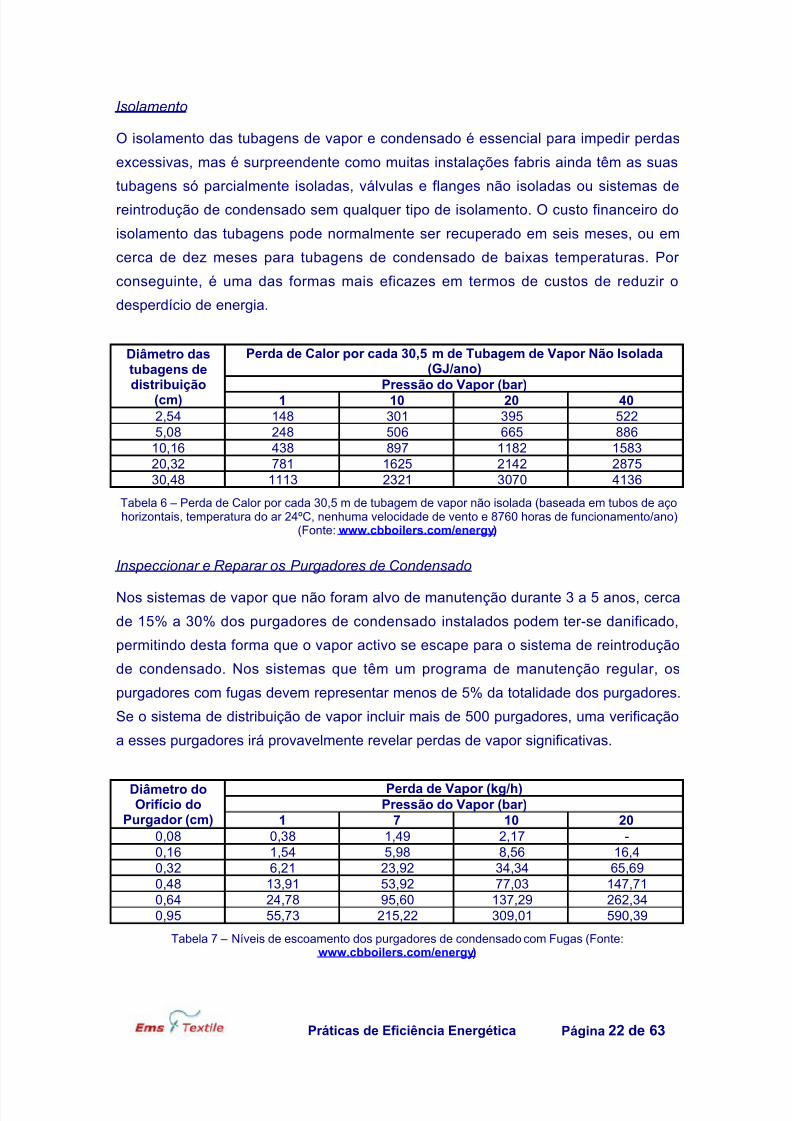
Diâmetro dastubagens de
distribuição(cm)
Perda de Calor por cada 30,5 m de Tubagem de Vapor Não Isolada(GJ/ano)
Pressão do Vapor (bar)1 10 20 40
2,54 148 301 395 5225,08 248 506 665 88610,16 438 897 1182 158320,32 781 1625 2142 287530,48 1113 2321 3070 4136
Tabela 6 – Perda de Calor por cada 30,5 m de tubagem de vapor não isolada (baseada em tubos de açohorizontais, temperatura do ar 24ºC, nenhuma velocidade de vento e 8760 horas de funcionamento/ano)
(Fonte: www.cbboilers.com/energy)
Inspeccionar e Reparar os Purgadores de Condensado
Nos sistemas de vapor que não foram alvo de manutenção durante 3 a 5 anos, cerca
de 15% a 30% dos purgadores de condensado instalados podem ter-se danificado,
permitindo desta forma que o vapor activo se escape para o sistema de reintrodução
de condensado. Nos sistemas que têm um programa de manutenção regular, os
purgadores com fugas devem representar menos de 5% da totalidade dos purgadores.
Se o sistema de distribuição de vapor incluir mais de 500 purgadores, uma verificação
a esses purgadores irá provavelmente revelar perdas de vapor significativas.
Diâmetro doOrifício do
Purgador (cm)
Perda de Vapor (kg/h)
Pressão do Vapor (bar)
1 7 10 20
0,08 0,38 1,49 2,17 -0,16 1,54 5,98 8,56 16,40,32 6,21 23,92 34,34 65,690,48 13,91 53,92 77,03 147,710,64 24,78 95,60 137,29 262,340,95 55,73 215,22 309,01 590,39
Tabela 7 – Níveis de escoamento dos purgadores de condensado com Fugas (Fonte:www.cbboilers.com/energy
)
Práticas de Eficiência Energética Página 22 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 23/63
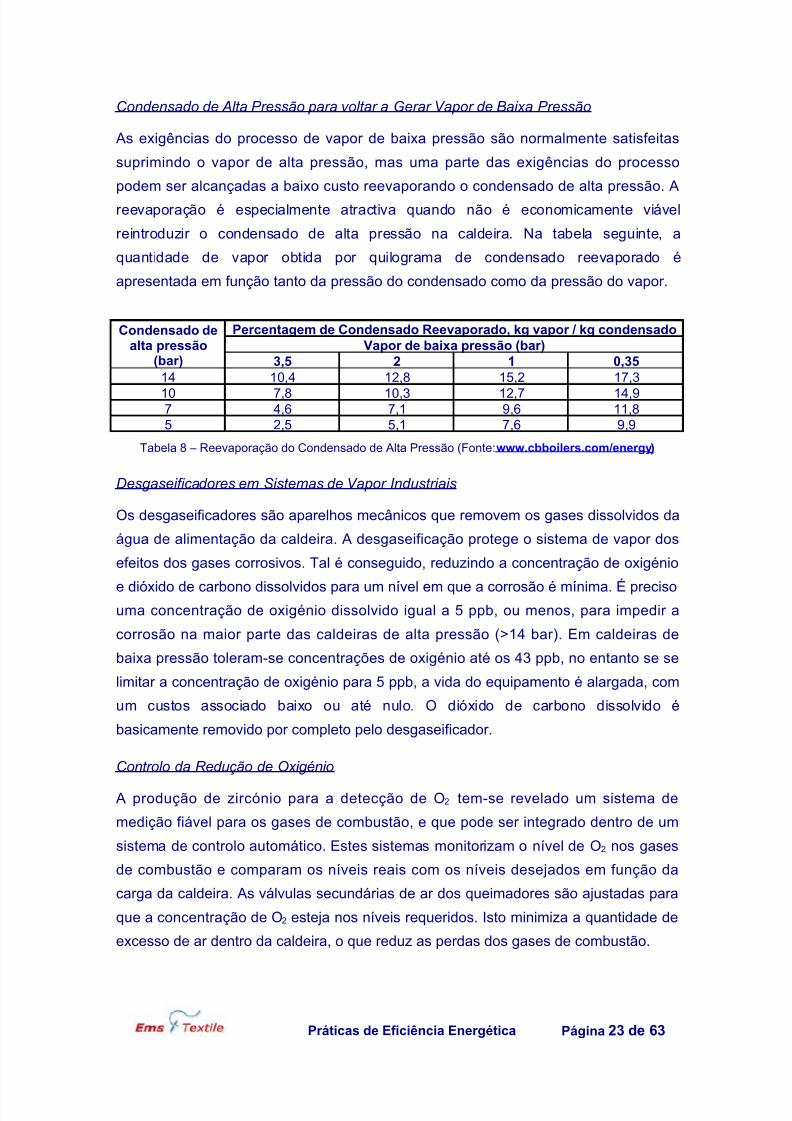
Condensado de Alta Pressão para voltar a Gerar Vapor de Baixa Pressão
As exigências do processo de vapor de baixa pressão são normalmente satisfeitas
suprimindo o vapor de alta pressão, mas uma parte das exigências do processo
podem ser alcançadas a baixo custo reevaporando o condensado de alta pressão. A
reevaporação é especialmente atractiva quando não é economicamente viável
reintroduzir o condensado de alta pressão na caldeira. Na tabela seguinte, a
quantidade de vapor obtida por quilograma de condensado reevaporado é
apresentada em função tanto da pressão do condensado como da pressão do vapor.
Condensado dealta pressão
(bar)
Percentagem de Condensado Reevaporado, kg vapor / kg condensado
Vapor de baixa pressão (bar)
3,5 2 1 0,35
14 10,4 12,8 15,2 17,3
10 7,8 10,3 12,7 14,97 4,6 7,1 9,6 11,85 2,5 5,1 7,6 9,9
Tabela 8 – Reevaporação do Condensado de Alta Pressão (Fonte: www.cbboilers.com/energy
)
Desgaseificadores em Sistemas de Vapor Industriais
Os desgaseificadores são aparelhos mecânicos que removem os gases dissolvidos da
água de alimentação da caldeira. A desgaseificação protege o sistema de vapor dos
efeitos dos gases corrosivos. Tal é conseguido, reduzindo a concentração de oxigénio
e dióxido de carbono dissolvidos para um nível em que a corrosão é mínima. É precisouma concentração de oxigénio dissolvido igual a 5 ppb, ou menos, para impedir a
corrosão na maior parte das caldeiras de alta pressão (>14 bar). Em caldeiras de
baixa pressão toleram-se concentrações de oxigénio até os 43 ppb, no entanto se se
limitar a concentração de oxigénio para 5 ppb, a vida do equipamento é alargada, com
um custos associado baixo ou até nulo. O dióxido de carbono dissolvido é
basicamente removido por completo pelo desgaseificador.
Controlo da Redução de Oxigénio
A produção de zircónio para a detecção de O2 tem-se revelado um sistema de
medição fiável para os gases de combustão, e que pode ser integrado dentro de um
sistema de controlo automático. Estes sistemas monitorizam o nível de O2 nos gases
de combustão e comparam os níveis reais com os níveis desejados em função da
carga da caldeira. As válvulas secundárias de ar dos queimadores são ajustadas para
que a concentração de O2 esteja nos níveis requeridos. Isto minimiza a quantidade de
excesso de ar dentro da caldeira, o que reduz as perdas dos gases de combustão.
Práticas de Eficiência Energética Página 23 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 24/63
Registo Automático dos Gases de Combustão
Se uma caldeira funcionar intermitentemente, então a perda de calor causada pelo
“efeito chaminé”, ao sugar ar frio através da caldeira, pode ser significativa. Isto é
especialmente verdade quando um certo número de caldeiras se encontram ligadas a
uma só conduta de gases de combustão e funcionam em cascata. A solução é instalar
válvulas nas saídas dos gases de combustão da caldeira. Hoje em dia, as válvulas de
fecho automáticas estão amplamente disponíveis. Quando os queimadores têm
ventiladores de ar forçado, existe uma solução mais económica, que consiste em
fechar automaticamente as válvulas de admissão de ar de combustão, sempre que a
chama desligar.
Sistemas de Pré-aquecimento
Na teoria, é possível pré-aquecer o combustível, a água de alimentação e o ar de
combustão antes de entrarem para a caldeira. Contudo, só se costuma aquecer a
água de alimentação e o ar de combustão. Os sistemas de pré-aquecimento do
combustível só são utilizados para combustíveis mais pesados, onde tanto o
armazenamento do combustível como a entrega do combustível à caldeira requerem
temperaturas mais elevadas do que a temperatura ambiente para manter níveis
aceitáveis de viscosidade do combustível.
De modo a melhorar a eficiência térmica em 1%, a temperatura do ar de combustão
deve ser aumentada em 20oC. A maioria dos queimadores de gás e fuelóleo utilizados
nas caldeiras não foram concebidos para suportar temperaturas elevadas de ar pré-
aquecido e, habitualmente, só conseguem tolerar aumentos de temperatura da ordem
dos 50oC.
O pré-aquecimento do ar de combustão é habitualmente conseguido através das
seguintes fontes: recuperando calor dos gases de combustão utilizando o ar de
temperatura mais elevada da parte de cima da casa das caldeiras; ou tirando o ar que
se encontra por cima ou ao longo do isolamento da caldeira, conseguindo desta forma
recuperar parte das perdas dos tubos de fumo.
A temperatura dos gases de combustão à saída de uma caldeira moderna encontra-
se, geralmente, entre os 180oC e os 250ºC. A temperatura de saída dos gases de
combustão tem sido tradicionalmente mantida num mínimo de 180 oC, para evitar
problemas de corrosão nos pontos de condensação, uma vez que todos os
combustíveis, incluindo o gás natural, contêm algum enxofre.
Os queimadores modernos podem suportar níveis de pré-aquecimento do ar de
combustão muito mais elevados. Por conseguinte, é possível ponderar a inclusão de
Práticas de Eficiência Energética Página 24 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
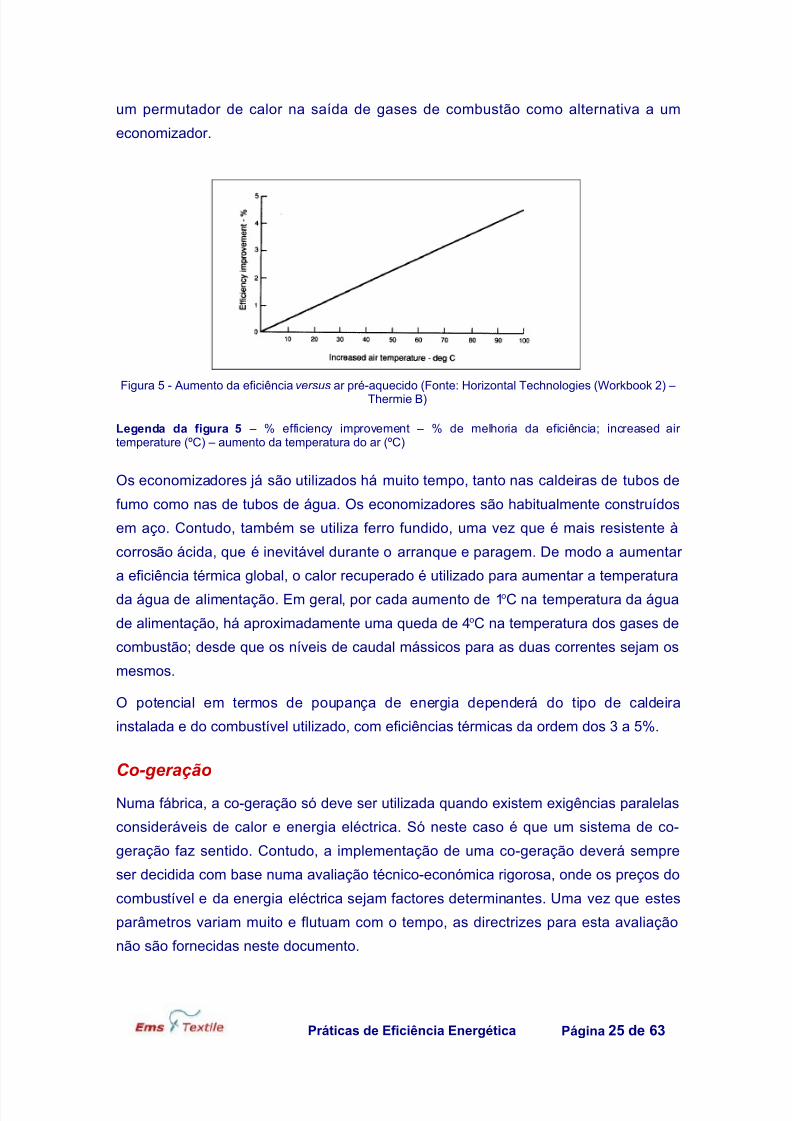
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 25/63
um permutador de calor na saída de gases de combustão como alternativa a um
economizador.
Figura 5 - Aumento da eficiência versus ar pré-aquecido (Fonte: Horizontal Technologies (Workbook 2) –Thermie B)
Legenda da figura 5 – % efficiency improvement – % de melhoria da eficiência; increased air temperature (ºC) – aumento da temperatura do ar (ºC)
Os economizadores já são utilizados há muito tempo, tanto nas caldeiras de tubos de
fumo como nas de tubos de água. Os economizadores são habitualmente construídos
em aço. Contudo, também se utiliza ferro fundido, uma vez que é mais resistente à
corrosão ácida, que é inevitável durante o arranque e paragem. De modo a aumentar
a eficiência térmica global, o calor recuperado é utilizado para aumentar a temperatura
da água de alimentação. Em geral, por cada aumento de 1oC na temperatura da água
de alimentação, há aproximadamente uma queda de 4oC na temperatura dos gases de
combustão; desde que os níveis de caudal mássicos para as duas correntes sejam os
mesmos.
O potencial em termos de poupança de energia dependerá do tipo de caldeira
instalada e do combustível utilizado, com eficiências térmicas da ordem dos 3 a 5%.
Co-geração
Numa fábrica, a co-geração só deve ser utilizada quando existem exigências paralelas
consideráveis de calor e energia eléctrica. Só neste caso é que um sistema de co-
geração faz sentido. Contudo, a implementação de uma co-geração deverá sempre
ser decidida com base numa avaliação técnico-económica rigorosa, onde os preços do
combustível e da energia eléctrica sejam factores determinantes. Uma vez que estes
parâmetros variam muito e flutuam com o tempo, as directrizes para esta avaliação
não são fornecidas neste documento.
Práticas de Eficiência Energética Página 25 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 26/63
Contudo, se se decidir utilizar co-geração, a próxima questão a colocar é sempre se se
deve utilizar um sistema de motor ou de turbina. Os sistemas de turbina a gás aplicam-
se mais a instalações acima dos 4 MW. Embora existam turbinas de 1MW, a sua
instalação não é aconselhada, uma vez que têm um efeito adverso na rentabilidade do
investimento. No sector têxtil, poucas são as empresas que conseguem chegar a
estes níveis. Assim, será apresentada neste guia a utilização de uma unidade de co-
geração com um motor alternativo de ciclo Otto a funcionar a gás natural.
O tipo de unidade de co-geração aqui descrita baseia-se num motor eléctrico de 3 MW
de alto desempenho (com um desempenho eléctrico esperado de 43%) e uma caldeira
de recuperação a gás, é um bom exemplo para a maioria das indústrias. A unidade de
co-geração é composta por um ciclo simples com um motor a gás que produz cerca de
3 MW de electricidade, 2,4 ton de vapor a 8 bar e 1028 kW de água quente, através da
recuperação de calor do circuito motor de alta temperatura. Os principais
equipamentos da fábrica de co-geração são o Motor Gerador a Gás e o Sistema de
Geração de Vapor, sendo os respectivos processos descritos de seguida:
Motor Gerador a Gás
O motor gerador recebe o ar atmosférico através de um filtro que elimina o pó e
impurezas, que podem ser prejudiciais para o equipamento, e mistura-o com o gás
natural. O ar passa através de um turbo compressor que mistura ar e gás e que faz
aumentar a pressão antes de a mistura ser introduzida no distribuidor. A mistura degases passa através dos cilindros motores onde é inflamada por uma vela de ignição.
A energia dissipada da combustão faz aumentar a temperatura e a pressão dos
produtos, originado o movimento do pistão. O movimento linear do pistão faz mover o
eixo, que está ligado ao alternador, que por sua vez converte a energia mecânica em
energia eléctrica.
O retorno do pistão faz com que os gases da combustão sejam extraídos a cerca de
5,7 kg/s, mas ainda a uma temperatura suficiente (cerca de 408°C) para ser utilizada
na caldeira de recuperação para produzir vapor. Para além do calor contido nos gases
de exaustão, existem outras fontes de calor no mesmo motor gerador, a camisa dos
cilindros, o óleo de lubrificação e os intercoolers (permutadores para arrefecer o ar
admitido após o compressor). Estas fontes de calor são dispersadas através de dois
sistemas de arrefecimento que funcionam em dois níveis de temperatura diferentes. O
sistema de arrefecimento de alta temperatura funciona a temperaturas entre os 96°C e
os 75°C (entrada). Este sistema dispersa cerca de 1028 kW térmicos e evacua calor
dos circuitos de arrefecimento para as camisas dos cilindros, para o óleo de
lubrificação e para a primeira fase do intercooler . O calor obtido a partir do circuito de
Práticas de Eficiência Energética Página 26 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 27/63
arrefecimento de alta temperatura do motor é utilizado para fornecer água quente aos
processos fabris a cerca de 85°C. Consegue fazer isto por meio de um permutador,
através do qual a água de arrefecimento do motor circula inicialmente e depois passa
para os tanques isolados. Uma vez que, normalmente, as necessidades de água
quente são menores do que a energia térmica disponível no circuito de alta
temperatura do motor, o calor excedente é dissipado através de um arrefecedor de ar.
O calor do circuito de baixa temperatura será dispersado pela torre de arrefecimento.
Sistema de Geração de Vapor
Os gases de escape do motor são introduzidos no sistema de geração de vapor por
uma válvula by-pass que permite a sua saída para a atmosfera por meio de uma
chaminé by-pass, ou a sua introdução no gerador de vapor, segundo as exigências. A
saída dos gases de exaustão está equipada com um silenciador para reduzir asvibrações e o ruído do gás. O sistema de geração de vapor é composto por uma
caldeira com duas secções principais (as partes de recuperação e do economizador).
Os gases de combustão do motor arrefecem à medida que transferem a sua energia
térmica para a água da caldeira, que depois evapora. O nível de água na caldeira deve
cobrir toda a tubagem de circulação de gás de modo a assegurar um nível excelente
de transferência de calor, e, acima de tudo, assegurar que a caldeira está a funcionar
em condições de segurança. A caldeira foi concebida para produzir 2,4 ton/h de vapor
a 8 bar. O vapor produzido na caldeira passa para o colector de vapor da fábrica e daíé distribuído para consumo. Este mesmo colector será alimentado pela caldeira de
forma a cobrir áreas críticas, ou, se for apropriado, essa mesma caldeira de
recuperação pode ser equipada com um queimador de gás natural (caldeira mista).
Neste caso, as caldeiras que actualmente se utilizam deixarão de funcionar, uma vez
que a caldeira de co-geração, sem gases de escape e com queimador, é capaz de dar
resposta às exigências de vapor (incluindo nos picos de produção onde este é mais
preciso).
Funcionamento do Sistema Eléctrico
O sistema eléctrico liga o motor à rede. A electricidade é gerada no gerador sincrónico
a 6kV e a 50 Hz. O gerador está ligado a um transformador de alta tensão. A saída do
transformador está ligada ao sistema de terra da rede de energia eléctrica de alta
tensão. Por sua vez, o sistema de terra está ligado à rede através de um distribuidor
de rede; e com o sistema de terra, a distribuição para a fábrica é feita através de um
distribuidor de isolamento. A energia produzida será utilizada no processo de produção
e para o consumo da própria fábrica. A energia excedentária será exportada para a
rede. Nestas condições, o alternador do motor gerador a gás trabalha em paralelo com
Práticas de Eficiência Energética Página 27 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 28/63
a rede de fornecimento de electricidade, gerando constantemente quantidades
máximas de energia segundo as condições de funcionamento. O factor de energia
eléctrica da maquinaria será regulado de forma a manter um valor específico de
energia eléctrica na ligação à rede.
Para além do funcionamento em paralelo com a rede (que já descrevemos), há duas
outras situações de funcionamento possíveis:
• Trabalhar isoladamente. Se ocorrer uma falha no fornecimento externo de
electricidade, a fábrica será desligada da companhia através do distribuidor de
rede geral. Neste caso, o motor gerador continuará a funcionar a carga parcial
ajustando a energia eléctrica às necessidades da fábrica.
• Fornecimento da fábrica através da companhia de electricidade. Esta situação
é equivalente ao sistema presente. O fornecimento de toda a fábrica é feito
pelo fornecedor de energia eléctrica.
Funcionamento do Sistema de Vapor
A produção máxima de vapor a 8 bar com a energia presente nos gases de escape é
de 2,4 ton/h. Se em qualquer altura as necessidades forem inferiores, a válvula by-
pass irá regular a entrada de gases na caldeira e enviar os gases de combustão, que
não são necessários para a produção de vapor, para a atmosfera através da chaminé.
Se as necessidades forem superiores à quantidade de vapor produzida com o calor
dos gases de escape, o queimador da caldeira será activado de forma a trabalhar emparalelo como auxiliar, enviando vapor com as mesmas características para o colector
da fábrica, de onde será distribuído para consumo. Quando o motor gerador está fora
de serviço, a produção de vapor será feita na totalidade pela caldeira. A água do
circuito motor de altas temperaturas (AT) é utilizada para produzir água quente, que é
armazenada num tanque isolado. Quando o tanque atinge a temperatura pré-
estabelecida (obtêm-se temperaturas de água para processamento até aos 85°C), as
baterias de arrefecimento são activadas para assegurar que a temperatura máxima de
reintrodução no motor seja de 75°C.
Fontes de Energia Renováveis
Hoje em dia, é necessário explorar fontes de energia alternativas que conservem os
recursos naturais e protejam o ambiente. As fontes de energia renováveis são
inesgotáveis e têm um impacto mínimo no ambiente em comparação com as fontes de
energia convencionais. A energia solar é a fonte de energia renovável mais aplicável
para uso industrial.
Práticas de Eficiência Energética Página 28 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 29/63
Tecnologias da Energia Solar
A exploração da energia solar centra-se na conversão da radiação incidente em calor
ou electricidade. O primeiro caso é conhecido como conversão solar térmica, uma vez
que utiliza colectores térmicos, onde um fluido (normalmente um líquido) acumula o
calor produzido pelos raios solares.
A conversão solar eléctrica é conseguida basicamente através de dois processos
totalmente distintos, tanto em termos de tecnologia
como nas suas áreas de aplicação.
O primeiro baseia-se no efeito fotovoltaico, que tem
as suas raízes teóricas na Física Quântica e que,como o próprio nome tenta transmitir, é um
fenómeno onde os fotões chocam com certos materiais e, nas condições certas,
geram uma diferença voltaica capaz de manter uma corrente eléctrica, que pode ser
recolhida e utilizada.
A segunda forma de produzir electricidade a partir da energia solar baseia-se num
processo termodinâmico e consiste em utilizar geradores eléctricos convencionais
semelhantes àqueles utilizados nas centrais térmicas ou nucleares, com a diferença
de que a energia térmica necessária para fazer circular o fluido ao longo das lâminasda turbina, que acciona o gerador, é produzida pela energia solar que é concentrada
para atingir as temperaturas exigidas pelo processo.
Presentemente, a grande maioria das instalações que utilizam a energia térmica da
energia solar fazem-no para aquecer água para fins domésticos e industriais.
Aplicações Industriais
Das muitas tecnologias e aplicações da energia solar, só as instalações que utilizam a
energia solar térmica á que apresentam as características apropriadas para seremaplicadas em instalações industriais.
Dependendo da temperatura necessária, a água pode ser obtida utilizando apenas
colectores solares ou através da ajuda das fontes de energia convencionais. Neste
último caso, a energia solar colmata parte das necessidades energéticas e serve como
uma fonte auxiliar.
Nas lavandarias e nas operações de tingimento, que normalmente utilizam vários
milhares de litros de água quente todos os dias, o pré-aquecimento solar pode levar a
Práticas de Eficiência Energética Página 29 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 30/63
poupanças consideráveis. Nestes casos, o retorno do investimento é relativamente
rápido.
Existem muitos processos industriais que necessitam de água a diferentes
temperaturas. Os colectores a vácuo são ideais para o intervalo dos 60 aos 80ºC,sendo estes os únicos aparelhos que podem atingir tais temperaturas sem
concentração.
Existem muitos tipos de colectores solares. Os mais comuns são os colectores com
circulação de líquido. Contudo, os colectores de ar são mais baratos do que os
colectores com circulação de líquido e têm menos problemas, dado que problemas
como fugas de água ou congelamento não se põem.
Uma instalação de colectores de concentração só se justifica se for necessário um
volume de água quente mensal superior a 500 m3.
Diversos Combustíveis
As três principais formas de combustíveis fósseis são: carvão, petróleo e gás natural.
Estes combustíveis são habitualmente queimados em caldeiras para gerar vapor, água
quente ou para aquecer o óleo térmico nas caldeiras a termofluído. Na indústria têxtil,
algumas máquinas (râmulas, secadores, termosóis, gaseadeiras, etc.) queimam gás
natural ou propano para aquecerem o ar directamente. A biomassa é outro
combustível utilizado em caldeiras. Alguns exemplos de biomassa são: árvores ouplantas de crescimento rápido, madeira ou desperdícios de madeira, produtos e
resíduos agrícolas, plantas e algas aquáticas, resíduos e lixo municipal e industrial.
Os três principais tipos de carvão são: antracite, betuminoso e lignite. Petróleo é um
termo geral para uma série de líquidos combustíveis feitos a partir do crude. O mais
comum é o Fuelóleo n.º 1 (também conhecido por querosene), uma gama de óleos e
combustível para reactores (JP5). Os fuelóleos 1-D e 2-D são combustíveis diesel. O
fuelóleo n.º 2 para uso doméstico e o fuelóleo n.º 4 é um combustível diesel para
barcos. A capacidade de aquecimento do fuelóleo advém principalmente dos seus dois
principais constituintes: o hidrogénio e o carbono. A maioria dos fuelóleos tem um teor
de hidrogénio que varia entre os 10% e os 14%, e um teor de carbono que varia entre
os 90% e os 86%. Os outros constituintes dos fuelóleos incluem nitrogénio, enxofre,
cinza e impurezas, tais como humidade e sedimentos. Comparados com o carvão, o
teor de nitrogénio e de cinza da maioria dos fuelóleos é muito baixa.
O enxofre encontrado no combustível é muito indesejado. Os produtos resultantes da
sua combustão são muito ácidos e podem corroer os economizadores, aquecedores
de ar, ventiladores de indução de correntes de ar, condutas de gases de combustão e
Práticas de Eficiência Energética Página 30 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 31/63
chaminés. O teor de enxofre do combustível pode variar entre um mínimo de 0,01% e
um máximo de 3,5%. Durante a combustão, parte do enxofre acumula-se na cinza,
mas a maior parte é escoado para a atmosfera juntamente com os gases de
combustão. Se as emissões de SO2 não forem controladas e ultrapassarem os limites
estabelecidos, pode ser necessário mudar para um combustível com baixo teor de
enxofre ou instalar filtros de SO2 para cumprir os limites de emissões aplicáveis.
Do ponto de vista das emissões, o gás natural é uma excelente escolha em termos de
combustível. Embora o gás natural oriundo de algumas fontes contenha gases não
combustíveis, tais como nitrogénio e o dióxido de carbono, não tem praticamente
resíduos sólidos. A chama azul que se vê quando se acende o gás natural é um sinal
de combustão perfeita. Por não conter cinza e se misturar facilmente com o ar, a
combustão é habitualmente total. O único problema significativo que advém da
utilização de gás natural enquanto combustível para caldeiras está relacionado com a
sua composição química. O gás natural contém uma percentagem relativamente
elevada de hidrogénio (mais de 20% do peso) comparado com outros combustíveis
fósseis, tal como o petróleo e o carvão. Durante a combustão, o hidrogénio do gás
natural combina-se com o oxigénio para formar vapor de água. A formação de
quantidades relativamente grandes de vapor de água traduz-se em baixa eficiência da
caldeira. Tal como o gás natural, podem ser utilizados outros tipos de gases como
combustíveis para as caldeiras, mas os seus custos de processamento tornam-nos
geralmente demasiado dispendiosos para a maioria das aplicações de larga escala,
por exemplo, o gás de petróleo liquefeito (GPL), incluindo propano e butano.
A biomassa é uma fonte de energia obtida da matéria orgânica. A biomassa é criada a
partir da madeira, dos lixos agrícolas e outros materiais que contenham células vivas,
ou a partir de algas, excrementos e outras substâncias orgânicas. Os vários negócios
e indústrias utilizam a biomassa para diversos fins, incluindo aquecimento de áreas,
aquecimento de água e geração de electricidade. Muitas instalações industriais, tais
como as serrações, produzem obviamente lixo orgânico.
Os resíduos agrícolas e florestais, e em particular os resíduos das fábricas de papel,
são os recursos de biomassa mais comuns e são utilizados para gerar electricidade,
para processar industrialmente calor e vapor e para uma variedade de bio-produtos. O
sector industrial produz electricidade e energia térmica a partir da biomassa,
principalmente através de instalações de calor e energia eléctrica combinadas nas
indústrias de papel, químicos e processamento alimentar. As centrais eléctricas que
geram electricidade produzem calor e vapor utilizável a partir da tecnologia de calor e
energia eléctrica combinada. Utilizar este calor e vapor pode melhorar a eficiência
energética em mais de 35%.
Práticas de Eficiência Energética Página 31 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 32/63
Conservação de Energia Eléctrica
Motores e BombasMotores
Os motores eléctricos são umas das principais fontes de consumo de energia da
Europa:
• 70% da electricidade na indústria
• 1/3 do consumo eléctrico no sector terciário
Durante o seu ciclo de vida, o custo de utilização um motor eléctrico é 95% em
energia, 3% na compra e 2% na manutenção. Desta forma, a selecção de um motor eléctrico deve basear-se principalmente na elevada eficiência e no correcto
dimensionamento e não no preço de compra.
Devem ser tomadas medidas em termos de poupança energética nos motores
eléctricos numa sequência determinada pelas seguintes questões:
1. O motor ainda é preciso?
2. Desligar o motor quando não é necessário
3. Reduzir a capacidade do motor?4. Minimizar as perdas do motor?
5. Ajustar o funcionamento do motor segundo a sua capacidade?
Uma gestão eficaz dos motores eléctricos em termos de custos reside num bom
desempenho, conseguido através da consideração dos seguintes parâmetros chave:
Eficiência do Motor, Dimensionamento do Motor, Perdas de Transmissão, Reparação
e Manutenção e Variadores de Velocidade Variáveis.
Motores de Eficiência Elevada
Na Europa, a classificação dos motores de corrente alternada de baixa tensão tem
sido criada desde 1999 e acordada pelos principais fabricantes europeus de motores.
As classes de eficiência energética são: EFF1: motores de elevada eficiência; EFF2:
motores de eficiência normal; e EFF3: motores de eficiência reduzida.
Comprar um EFF1 é mais dispendioso no início mas pode tornar-se eficaz em termos
de custos muito rapidamente.
Práticas de Eficiência Energética Página 32 de 63
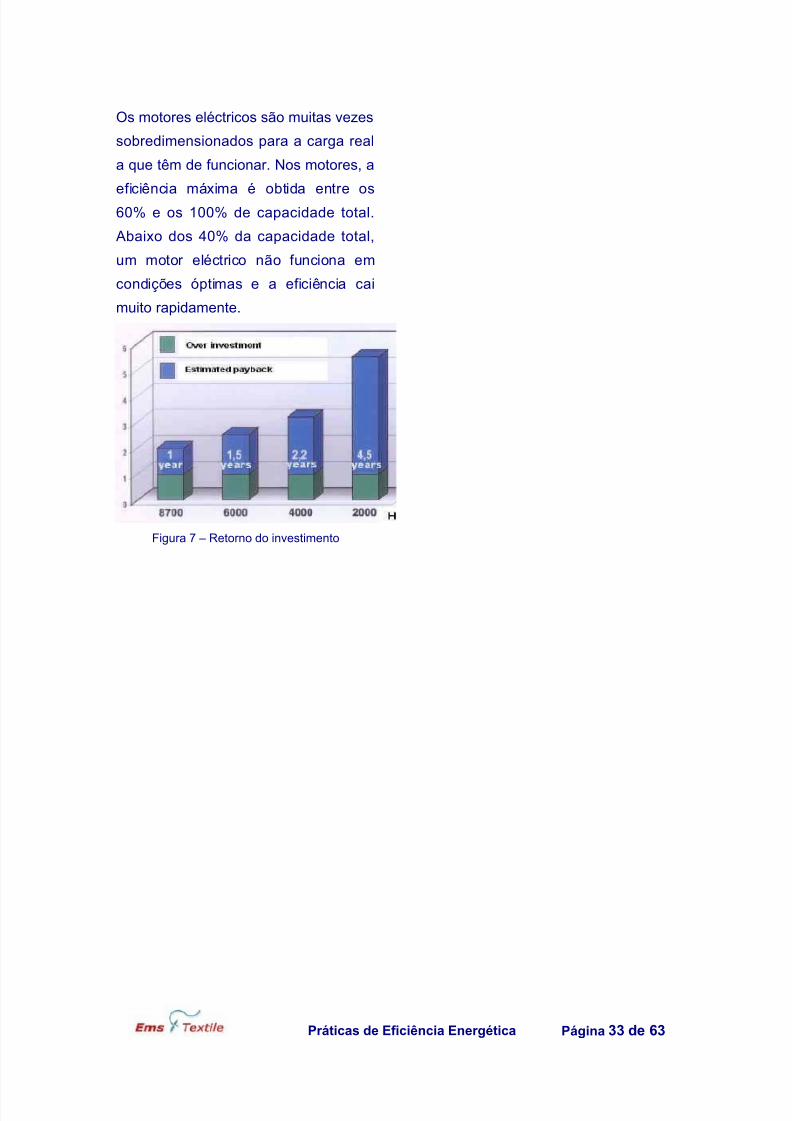
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 33/63
Os motores eléctricos são muitas vezes
sobredimensionados para a carga real
a que têm de funcionar. Nos motores, a
eficiência máxima é obtida entre os60% e os 100% de capacidade total.
Abaixo dos 40% da capacidade total,
um motor eléctrico não funciona em
condições óptimas e a eficiência cai
muito rapidamente.
Figura 7 – Retorno do investimento
Práticas de Eficiência Energética Página 33 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 34/63
Sobredimensionar demasiado um motor:
• Aumenta o custo financeiro e diminui a eficiência funcional do motor;
• Aumenta a velocidade de funcionamento do motor. Isto pode levar a uma
mudança significativa da carga imposta e no consumo anual de energia;• Diminui o factor de potência, o que significa um aumento da energia reactiva. A
não ser que a energia reactiva seja compensada por cada motor, as perdas
adicionais causadas pelo sobredimensionamento são uma razão acrescida
para se fazer uma selecção apropriada de motor.
O equipamento de transmissão inclui cambotas, correias, cabos e caixas de
velocidades, que devem ser instalados e mantidos de forma adequada. O sistema de
transmissão do motor para a carga é uma fonte de perdas. Estas perdas podem variar
muito, desde os 0% aos 45%. Sempre que possível, recomenda-se a utilização decorreias sincronizadoras em vez de correias trapezoidais. As correias trapezoidais
dentadas são mais eficientes do que as correias trapezoidais convencionais. As caixas
de velocidades helicoidais são muito mais eficientes do que as caixas de velocidades
de engrenagem sem-fim. Deve privilegiar-se o acoplamento directo e evitar as correias
trapezoidais. Motor-redutor integrado, este tipo de transmissão é integrada no motor
pelo fabricante.
Transmissão de Potência
A transmissão directa é sempre a mais eficiente. Normalmente, as correias têm uma
eficiência reduzida quando não são alvo de manutenção regular relativamente ao
desgaste e à tensão:
• As correias trapezoidais, com um pico de eficiência à
volta dos 95% a 98% no momento da instalação;
quando não são alvo de manutenção, podem atingir
uma eficiência típica de 93%; ao longo do tempo
podem ocorrer deslizamentos da correia por não se
fazer periodicamente o ajuste de tensão;• As correias dentadas têm uma eficiência cerca de 2% mais elevada do que as
correias trapezoidais;
• As correias sincronizadoras são dentadas e requerem a instalação de rodas
dentadas coincidentes. Podem ter melhor eficiência, cerca de 98%, e manter
essa eficiência ao longo de um grande intervalo de capacidade.
Reparação e Manutenção
Na indústria, é frequente trocar-se as peças de um motor. É mais barato e pode ser
mais rápido do que comprar um motor novo. Contudo, trocar as peças de um motor
Práticas de Eficiência Energética Página 34 de 63
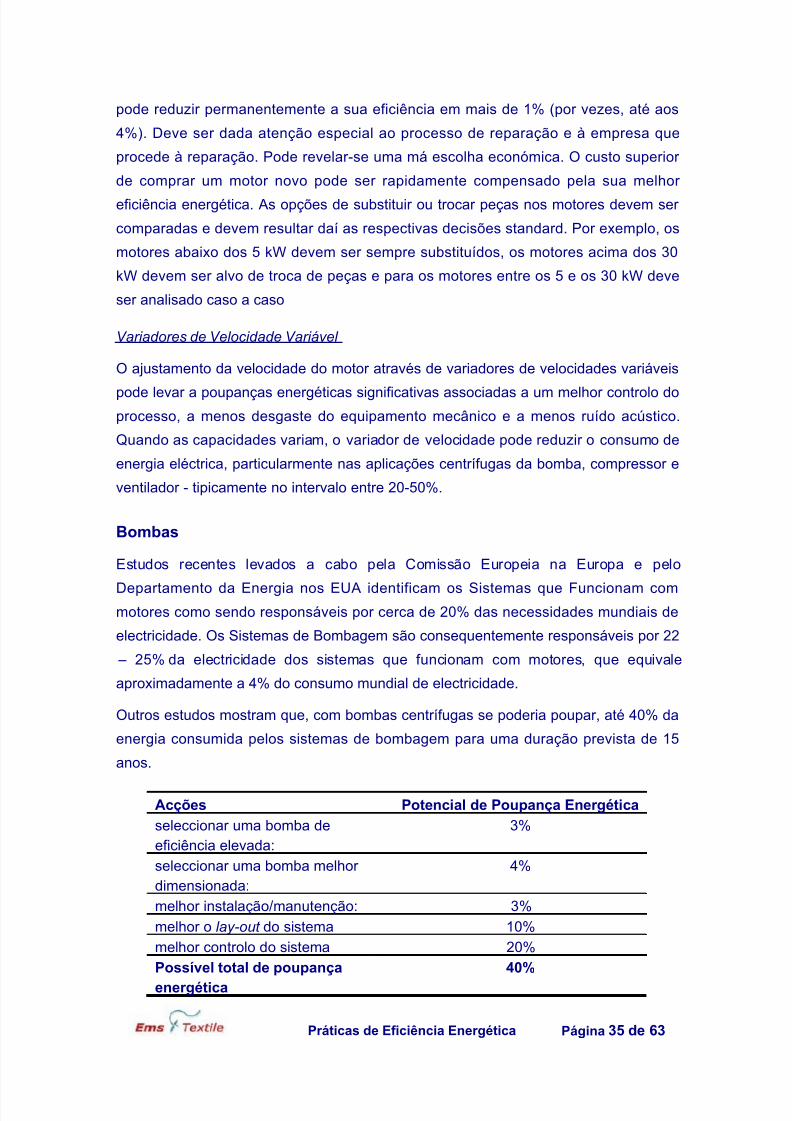
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 35/63
pode reduzir permanentemente a sua eficiência em mais de 1% (por vezes, até aos
4%). Deve ser dada atenção especial ao processo de reparação e à empresa que
procede à reparação. Pode revelar-se uma má escolha económica. O custo superior
de comprar um motor novo pode ser rapidamente compensado pela sua melhor
eficiência energética. As opções de substituir ou trocar peças nos motores devem ser
comparadas e devem resultar daí as respectivas decisões standard. Por exemplo, os
motores abaixo dos 5 kW devem ser sempre substituídos, os motores acima dos 30
kW devem ser alvo de troca de peças e para os motores entre os 5 e os 30 kW deve
ser analisado caso a caso
Variadores de Velocidade Variável
O ajustamento da velocidade do motor através de variadores de velocidades variáveis
pode levar a poupanças energéticas significativas associadas a um melhor controlo doprocesso, a menos desgaste do equipamento mecânico e a menos ruído acústico.
Quando as capacidades variam, o variador de velocidade pode reduzir o consumo de
energia eléctrica, particularmente nas aplicações centrífugas da bomba, compressor e
ventilador - tipicamente no intervalo entre 20-50%.
Bombas
Estudos recentes levados a cabo pela Comissão Europeia na Europa e pelo
Departamento da Energia nos EUA identificam os Sistemas que Funcionam commotores como sendo responsáveis por cerca de 20% das necessidades mundiais de
electricidade. Os Sistemas de Bombagem são consequentemente responsáveis por 22
– 25% da electricidade dos sistemas que funcionam com motores, que equivale
aproximadamente a 4% do consumo mundial de electricidade.
Outros estudos mostram que, com bombas centrífugas se poderia poupar, até 40% da
energia consumida pelos sistemas de bombagem para uma duração prevista de 15
anos.
Acções Potencial de Poupança Energética
seleccionar uma bomba deeficiência elevada:
3%
seleccionar uma bomba melhor dimensionada:
4%
melhor instalação/manutenção: 3%
melhor o lay-out do sistema 10%
melhor controlo do sistema 20%
Possível total de poupança
energética
40%
Práticas de Eficiência Energética Página 35 de 63
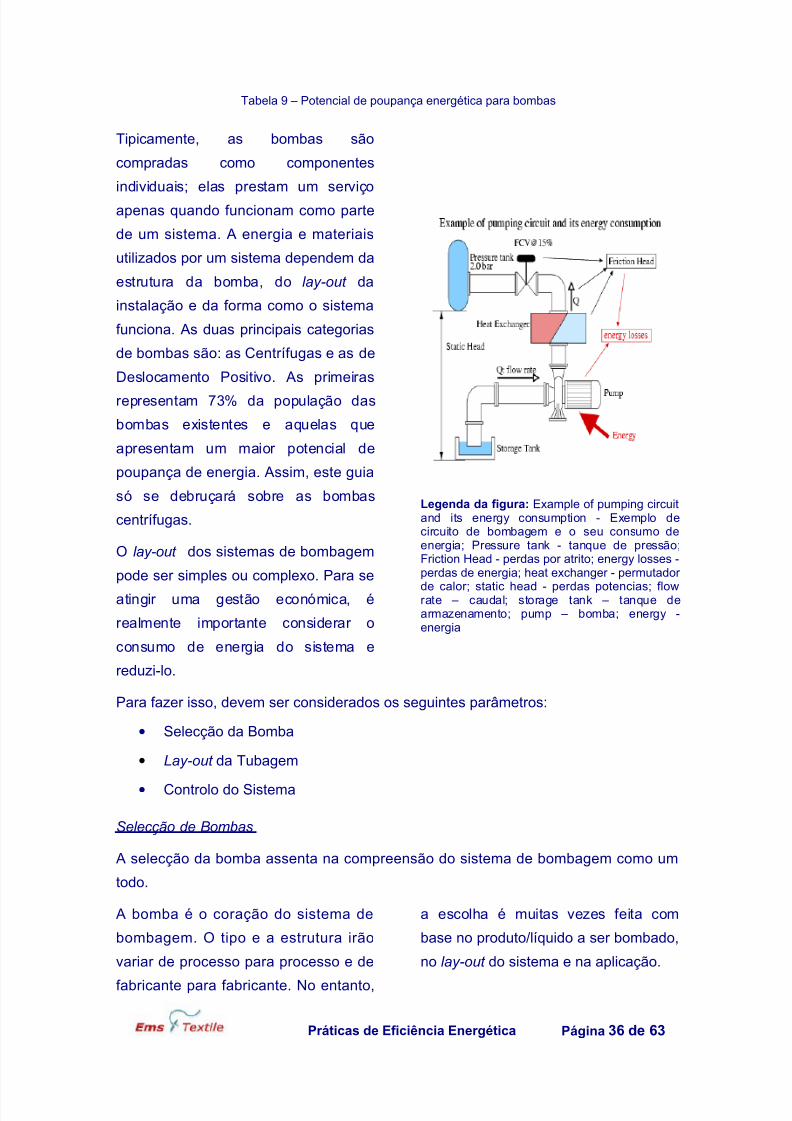
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 36/63
Tabela 9 – Potencial de poupança energética para bombas
Tipicamente, as bombas são
compradas como componentes
individuais; elas prestam um serviço
apenas quando funcionam como parte
de um sistema. A energia e materiais
utilizados por um sistema dependem da
estrutura da bomba, do lay-out da
instalação e da forma como o sistema
funciona. As duas principais categorias
de bombas são: as Centrífugas e as de
Deslocamento Positivo. As primeiras
representam 73% da população das
bombas existentes e aquelas que
apresentam um maior potencial de
poupança de energia. Assim, este guia
só se debruçará sobre as bombas
centrífugas.
O lay-out dos sistemas de bombagem
pode ser simples ou complexo. Para se
atingir uma gestão económica, é
realmente importante considerar o
consumo de energia do sistema e
reduzi-lo.
Legenda da figura: Example of pumping circuitand its energy consumption - Exemplo decircuito de bombagem e o seu consumo deenergia; Pressure tank - tanque de pressão;Friction Head - perdas por atrito; energy losses -perdas de energia; heat exchanger - permutador
de calor; static head - perdas potencias; flowrate – caudal; storage tank – tanque dearmazenamento; pump – bomba; energy -energia
Para fazer isso, devem ser considerados os seguintes parâmetros:
• Selecção da Bomba
• Lay-out da Tubagem
• Controlo do Sistema
Selecção de Bombas
A selecção da bomba assenta na compreensão do sistema de bombagem como um
todo.
A bomba é o coração do sistema de
bombagem. O tipo e a estrutura irão
variar de processo para processo e de
fabricante para fabricante. No entanto,
a escolha é muitas vezes feita com
base no produto/líquido a ser bombado,
no lay-out do sistema e na aplicação.
Práticas de Eficiência Energética Página 36 de 63
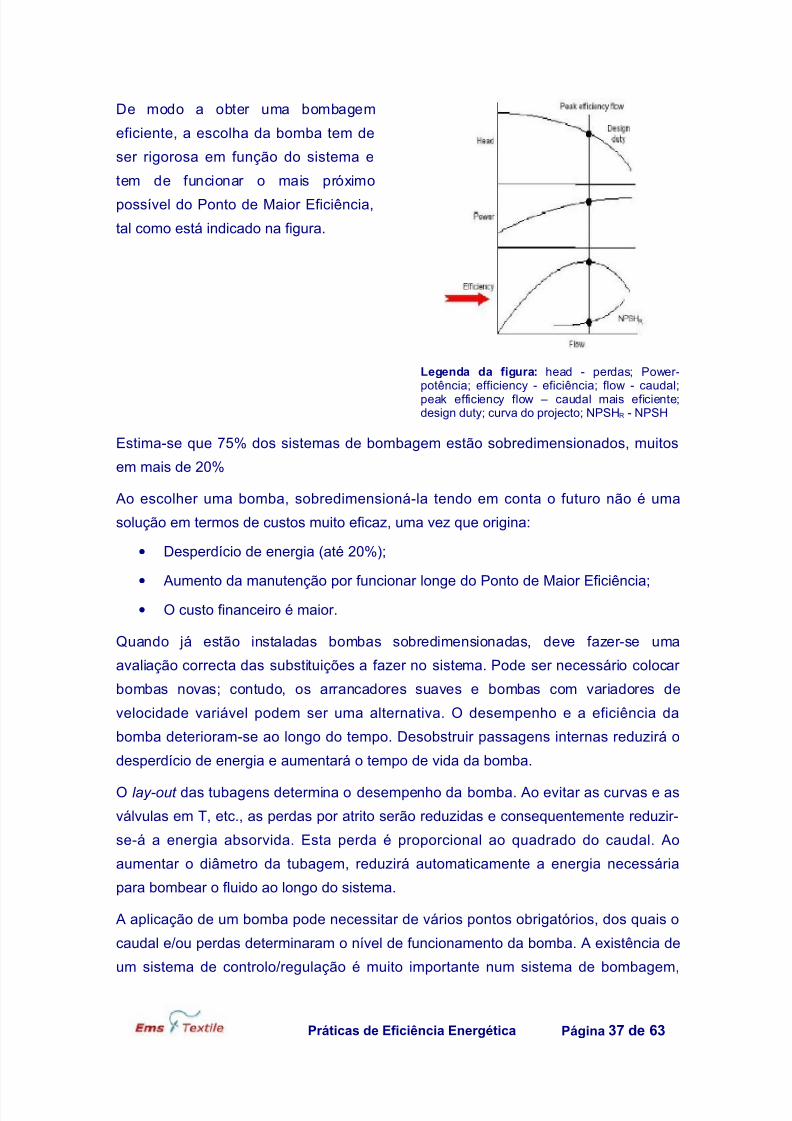
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 37/63
De modo a obter uma bombagem
eficiente, a escolha da bomba tem de
ser rigorosa em função do sistema e
tem de funcionar o mais próximo
possível do Ponto de Maior Eficiência,
tal como está indicado na figura.
Legenda da figura: head - perdas; Power-
potência; efficiency - eficiência; flow - caudal;peak efficiency flow – caudal mais eficiente;design duty; curva do projecto; NPSHR - NPSH
Estima-se que 75% dos sistemas de bombagem estão sobredimensionados, muitos
em mais de 20%
Ao escolher uma bomba, sobredimensioná-la tendo em conta o futuro não é uma
solução em termos de custos muito eficaz, uma vez que origina:
• Desperdício de energia (até 20%);
•
Aumento da manutenção por funcionar longe do Ponto de Maior Eficiência;• O custo financeiro é maior.
Quando já estão instaladas bombas sobredimensionadas, deve fazer-se uma
avaliação correcta das substituições a fazer no sistema. Pode ser necessário colocar
bombas novas; contudo, os arrancadores suaves e bombas com variadores de
velocidade variável podem ser uma alternativa. O desempenho e a eficiência da
bomba deterioram-se ao longo do tempo. Desobstruir passagens internas reduzirá o
desperdício de energia e aumentará o tempo de vida da bomba.
O lay-out das tubagens determina o desempenho da bomba. Ao evitar as curvas e as
válvulas em T, etc., as perdas por atrito serão reduzidas e consequentemente reduzir-
se-á a energia absorvida. Esta perda é proporcional ao quadrado do caudal. Ao
aumentar o diâmetro da tubagem, reduzirá automaticamente a energia necessária
para bombear o fluido ao longo do sistema.
A aplicação de um bomba pode necessitar de vários pontos obrigatórios, dos quais o
caudal e/ou perdas determinaram o nível de funcionamento da bomba. A existência de
um sistema de controlo/regulação é muito importante num sistema de bombagem,
Práticas de Eficiência Energética Página 37 de 63
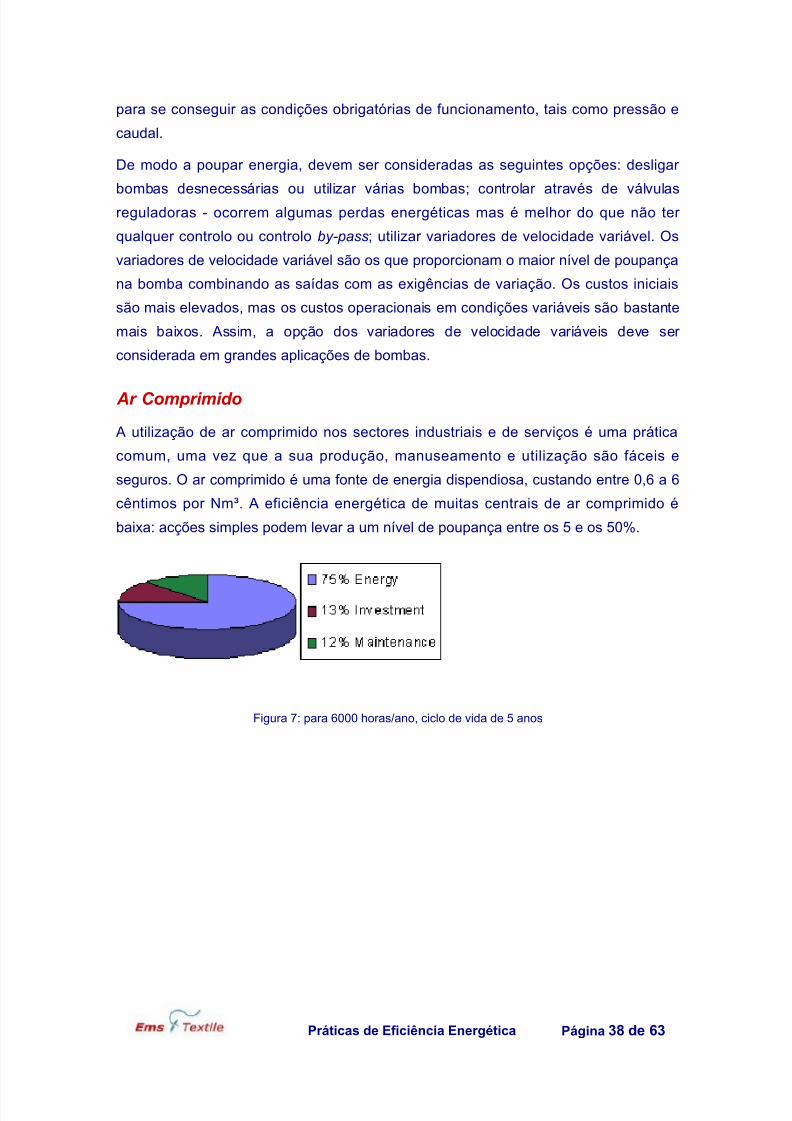
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 38/63
para se conseguir as condições obrigatórias de funcionamento, tais como pressão e
caudal.
De modo a poupar energia, devem ser consideradas as seguintes opções: desligar
bombas desnecessárias ou utilizar várias bombas; controlar através de válvulasreguladoras - ocorrem algumas perdas energéticas mas é melhor do que não ter
qualquer controlo ou controlo by-pass; utilizar variadores de velocidade variável. Os
variadores de velocidade variável são os que proporcionam o maior nível de poupança
na bomba combinando as saídas com as exigências de variação. Os custos iniciais
são mais elevados, mas os custos operacionais em condições variáveis são bastante
mais baixos. Assim, a opção dos variadores de velocidade variáveis deve ser
considerada em grandes aplicações de bombas.
Ar Comprimido
A utilização de ar comprimido nos sectores industriais e de serviços é uma prática
comum, uma vez que a sua produção, manuseamento e utilização são fáceis e
seguros. O ar comprimido é uma fonte de energia dispendiosa, custando entre 0,6 a 6
cêntimos por Nm³. A eficiência energética de muitas centrais de ar comprimido é
baixa: acções simples podem levar a um nível de poupança entre os 5 e os 50%.
Figura 7: para 6000 horas/ano, ciclo de vida de 5 anos
Práticas de Eficiência Energética Página 38 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 39/63
Poupança Energética Potencial
• Reduzir fugas pode representar uma poupança anual de até 50%;
• Optimizar aparelhos do fim da rede de distribuição pode representar uma
poupança anual de até 50%;
• Optimizar o funcionamento das centrais pode representar uma poupança anual
de até 20%;
• Optimizar a rede de distribuição de ar pode representar uma poupança anual
de até 15%;
• Optimizar a filtragem e a secagem pode representar uma poupança anual de
até 5%;
• Recuperar e utilizar calor residual pode representar uma poupança anual de
até 20%;
• Optimizar a admissão de ar pode representar uma poupança anual de até 2%;
• Um compressor bem dimensionado e com boa manutenção, podem
representar uma poupança de até 15%;
• Uma política de eficiência energética pode optimizar todo o ciclo de vida da
central de ar comprimido. Numa empresa média, pôr em prática tal política
pode representar uma poupança anual de até 30%.
É possível haver poupança energética: na produção e tratamento do ar comprimido;nas redes de transferência; nos aparelhos do fim da rede de distribuição; e no
desenho e funcionamento globais da central. Existem vários tipos de medidas de
poupança energética, dependendo do custo e da magnitude da intervenção:
• Funcionamento e Manutenção (custo reduzido);
• Novo Sistema de Ar Comprimido (custo elevado)
Em muitas centrais de Ar Comprimido, há uma série de medidas simples e de custo
reduzido que podem reduzir substancialmente o consumo energético do sistema.
Detecção de Fugas
Uma das maiores vantagens do ar comprimido é que as fugas são invisíveis e os
danos que provocam são poucos ou nenhuns. É precisamente por esta razão que
muitos sistemas apresentam “fugas”. As fugas de ar podem gastar até 50% do
consumo energético do sistema de ar comprimido. Reduzir as fugas de ar é a primeira,
e mais importante, medida para poupar energia aplicável a todos os sistemas. O nível
de consciencialização quanto à importância de um programa regular de detecção de
fugas é baixo, em parte pelo facto de as fugas serem invisíveis e, geralmente, não
Práticas de Eficiência Energética Página 39 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 40/63
provocarem danos. Um programa de detecção de fugas simples e eficaz consiste em
ligar o compressor num dia em que a fábrica não esteja a funcionar e percorrer a
fábrica na tentativa de ouvir as fugas. Uma lata de água com sabão e um pincel
podem ajudar a localizar as fugas. Uma vez encontradas, as fugas devem ser
assinaladas e, depois, reparadas o mais rapidamente possível.
Funcionamento Optimizado
Optimizar o funcionamento da central de ar comprimido já existente na fábrica é
frequentemente uma solução fácil e de custo reduzido para reduzir os custos
energéticos. O princípio base é utilizar o equipamento já existente para satisfazer as
necessidades do processo de fabrico e da fábrica, evitando o desperdício causado por
pressão de ar excessiva, funcionamento fora de horas, etc.
O princípio base para ajustar a pressão do sistema é estabelecer o intervalo de
controlo para fornecer ar à pressão exigida pelo equipamento do fim da rede de
distribuição, e não mais. Lembre-se que 1 bar de pressão em excesso equivale a 14%
de consumo energético desperdiçado.
Controlo rigoroso: elimina a energia em excesso utilizada para produzir ar a pressões
superiores às necessárias; reduz fugas, ao diminuir a pressão no sistema de
distribuição; elimina (em muitos casos) a necessidade de reguladores de pressão, que
despendem energia, nos aparelhos do fim da rede de distribuição; reduz o desgaste
do compressor.
Desligar os compressores quando não estão a ser utilizados: ter compressores a
funcionar para nada é um dispêndio de dinheiro facilmente evitável. Em muitas
fábricas, os compressores chegam a ser ligados 1/2 hora antes de começar a
produção, e desligados 1/2 hora depois da produção terminar. A utilização de
temporizadores pode automatizar este procedimento.
Múltiplos níveis de pressão: existem alternativas económicas para elevar a pressão
numa central. Se as necessidades de ar a alta pressão estiverem limitadas a algunspequenos aparelhos, pode-se considerar a utilização de intensificadores de pressão
alimentados a ar, ou um pequeno compressor de alta pressão alimentado a
electricidade. Se as necessidades de ar a alta pressão forem substanciais, utilizar
sistemas separados de alta e baixa pressão pode ser uma alternativa eficiente em
termos de custos.
Controlos para compressores: estão disponíveis muitos tipos de sistemas de controlo,
simples ou sofisticados. O sistema de controlo deve ser capaz de regular a pressão
dentro de um intervalo de, no máximo, 1/2 bar. Os sistemas de controlo de alto
Práticas de Eficiência Energética Página 40 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 41/63
desempenho regulam a pressão dentro de intervalos ainda mais pequenos. Num típico
sistema industrial, onde a maioria das ferramentas requerem ar a 6 bar, e contando
com uma descida de pressão de 1/2 bar no sistema de distribuição, traduz-se num
intervalo de controlo de 6,5 bar a 6,8 ou 7,0 bar.
Recuperação de calor: Só aproximadamente 5% da energia fornecida a um
compressor através de um eixo é necessária para o aumento efectivo da pressão.
Pode conseguir-se uma poupança energética significativa com a utilização de um
sistema optimizado de recuperação de calor. O calor está, maioritariamente, disponível
de 50º a 60°C para dispositivos arrefecidos a ar e até 90°C para dispositivos
arrefecidos a água. Este sistema pode ser utilizado em processos de secagem, no pré-
aquecimento do ar para combustão, no pré-aquecimento de água, no aquecimento de
ar para armazéns e áreas produtivas, etc.
Cargas variáveis: A regulação para carga/sem carga ou para para/arranca despende
dinheiro. Um compressor sem carga consome tipicamente 40% da energia eléctrica na
carga máxima. Os ciclos para/arranca frequentes desgastam os componentes
mecânicos. Algumas soluções para satisfazer necessidades variáveis de ar
comprimido incluem:
• Aparelhos mecânicos (dependendo do tipo de compressor e de fabricante) que
reduzem o consumo energético de cargas parciais;
• Em muitas centrais com compressores, podem juntar-se controlos “inteligentes”às máquinas de diferentes tamanhos para reduzir a ocorrência de ciclos;
• Controlos electrónicos para ajustar a velocidade e a saída do ar.
Ajustar o funcionamento da central: uma queda de pressão de 0,5 bar devido a filtros
entupidos aumenta o consumo energético em 7%. Mudar regularmente os filtros, com
a ajuda de equipamento de detecção automática de quedas de pressão, pode poupar
dinheiro. Para além disso, a filtragem excessiva, ou seja, a filtragem que ultrapassa as
necessidades, provoca maiores quedas de pressão e entupimento mais rápido dos
filtros.
Substituição de um dos principais componentes da central (compressor, secador). Há
uma ampla escolha de tipos de compressor e de fabricantes. Para dispositivos com
ciclos de alto rendimento (talvez acima das 3000 horas por ano), os compressores de
2 estágios (ou andares) são 15% mais eficientes. Se as exigências de ar comprimido
variam consideravelmente, escolha um tipo de compressor optimizado para
funcionamento com cargas variáveis. O ar deve ser filtrado e seco até ao nível exigido
pelo processo produtivo e condições climáticas. Certificar-se que a actual central
satisfaz este critério antes de substituir parte da central de ar condicionado. Ter
Práticas de Eficiência Energética Página 41 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 42/63
atenção ao tipo de secador de ar, uma vez que o consumo energético varia consoante
o tipo de secador. Se a reparação do equipamento envolver o sistema de controlo,
optar por sistemas de controlo de desempenho elevado, capazes de regular a pressão
dentro de um intervalo de controlo de não mais do que 0,5 bar.
Projectar e Construir uma nova Central de Ar Comprimido
Critérios para projectar para uma Central de Ar Comprimido. Na maioria dos casos, as
principais considerações, da mais importante à menos importante, são:
• Fiabilidade da central. A perda de ar comprimido numa fábrica significa
frequentemente falha na produção. Um dia de falha na produção pode custar
muitas vezes mais do que o valor de uma central de ar comprimido.
• Qualidade do ar comprimido. Em muitos processos industriais, a qualidade do
ar é importante: ar sujo, ou ar a pressões inadequadas, pode causar danos àqualidade do produto, pode sujar ou danificar ferramentas e o equipamento,
levando a falhas na produção.
• Custo do ciclo de vida. O ar comprimido é um transportador de energia
conveniente mas dispendioso. O custo do ciclo de vida de uma central pode
ser substancial. O custo do ciclo de vida é quase sempre o custo inicial da
central.
• Custo inicial. Normalmente, este deveria ser o critério menos importante para
escolher uma central de ar comprimido. Se a empresa utiliza procedimentos decompra que não entrem em linha de conta com a fiabilidade, qualidade e o
custo do ciclo de vida, estão muito certamente a desperdiçar dinheiro.
Determinar as necessidades da central. Os requisitos devem ser determinados tanto
quantitativamente (metros cúbicos de ar, numa base média e instantânea) como
qualitativamente (limite superior para partículas, óleo ou água no ar).
Comparar diferentes arquitecturas e opções das centrais. Do ponto de vista da
eficiência energética, é importante considerar:
• Fim da rede de distribuição. Considerar alternativas ao ar comprimido paradeterminados aparelhos do fim da rede de distribuição de elevado consumo de
ar. Em dispositivos estacionários, alguns aparelhos hidráulicos ou eléctricos
podem por vezes substituir os actuadores que funcionam a ar comprimido. A
limpeza de peças, agitação ou transporte de materiais podem por vezes ser
feitos com ventiladores de baixa pressão (1,5 a 2 bar) de forma mais
económica do que com ar comprimido.
• Pressão do sistema. Se muitos aparelhos necessitam de pressões elevadas
(acima dos 6 bar) considere uma solução com dois níveis de pressão. Para
Práticas de Eficiência Energética Página 42 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 43/63
poucos aparelhos, em alternativa, considerar compressores com
intensificadores locais.
• Rede de distribuição. Escolher uma topologia principal em anel, que reduz a
queda na distribuição de pressão. Dimensionar o sistema de distribuição de
forma a limitar a queda de pressão para 0,5 bar.
• Ar condicionado. O ar deve ser filtrado e seco aos níveis exigidos pelo
processo produtivo e condições climáticas.
• Escolha de compressor. Existe uma ampla escolha de compressores. Para
dispositivos com ciclos de rendimento elevados (talvez acima das 3000 horas
por ano), os compressores de 2 estágios (ou andares) são 15% mais
eficientes. Se as necessidades de ar comprimido variarem consideravelmente,
escolher um tipo de compressor optimizado para o funcionamento a cargas
variáveis.• Recuperação de calor. Se a área produtiva utilizar calor a uma temperatura não
muito alta, poder-se-á recuperar o calor pelo compressor. Todas as opções
devem ser avaliadas tendo como base o ciclo de vida.
Anotar as especificações do sistema. Sempre que for pertinente, incluir as
especificações sobre o consumo de energia. Deve tomar-se especial atenção a:
• Pressão do sistema. Especificar os sistemas de controlo de elevado
desempenho, capazes de regular a pressão dentro de um intervalo de controlo
de não mais do que 0,5 bar.• Rede de distribuição. Especificar os componentes de elevado desempenho,
com e perdas de atrito reduzidas e não os aparelhos de escoamento de
condensado de perdas de ar. Incluir válvulas de fecho para isolar máquinas ou
zonas da rede não utilizadas. Especificar ligações de bloqueio rápido e
mangueiras flexíveis de alta qualidade.
• Ar condicionado. Atenção ao tipo de secador de ar, dado que o seu consumo
energético é muito variável.
•
Medição. Considerar a inclusão de equipamento de medição (consumo deelectricidade, caudal de ar, incluindo aparelhos de registo) de modo a que
possa ser capaz de detectar a eficiência energética da central.
Comprar e Construir o Sistema
Supervisionar a instalação. Certificar-se que os procedimentos de adjudicação e
compra entram em linha de conta com o custo energético, por exemplo, através de
procedimentos vinculados ao ciclo de vida. Se a central for construída por pessoal
interno, recorrer aos serviços de um consultor qualificado para supervisionar a
Práticas de Eficiência Energética Página 43 de 63

5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 44/63
operação. Se utilizar alguém externo para fazer a instalação, certificar-se de que
verifica as qualificações em relação às centrais de ar comprimido.
Definir procedimentos de Funcionamento e Manutenção do sistema. Certificar-se que
inclui um programa regular de detecção de fugas, inspecção e mudança de filtrosregulares. Definir procedimentos de apresentação de relatórios, que incluam o
consumo de energia.
Formar pessoal. Ter pessoal de manutenção motivado e qualificado (ou um prestador
de serviços qualificado) é essencial, particularmente no controlo de fugas.
Supervisionar o funcionamento. Certificar-se de que identifica a pessoa responsável
pelo funcionamento da central de ar comprimido e, em especial, pelo seu consumo
energético. A avaliação de desempenho deve incluir os custos de funcionamento da
central (por exemplo, na contabilidade por centros de custo).
Sistemas de AVAC
Ar Condicionado
O ar condicionado controla o ambiente de forma a manter os níveis de temperatura e
humidade dentro dos definidos pela actividade levada a cabo no local. O ambiente
pode ser mantido para pessoas ou processos. Uma central de ar condicionado tem de
gerir uma grande variedade de entradas e saídas de energia para dentro e para fora
do edifício onde está a ser utilizado.
A eficiência do sistema é essencial para manter o equilíbrio energético adequado. De
outra forma, o custo de funcionamento de uma central de ar condicionado aumentaria.
A central funcionará adequadamente se for feita boa manutenção e se funcionar bem
(partindo do pressuposto que foi, bem concebido, no entanto, se o dimensionamento
for um problema, à que avaliar uma nova concepção pois pode revelar-se
financeiramente benéfica a longo prazo).
O potencial de conservação de energia na área do ar condicionado pode variar muito,dependendo do seguinte: projecto das centrais, método de funcionamento, padrões de
funcionamento, manutenção dos sistemas de controlo, monitorização do sistema e
competência dos operadores. As técnicas para optimizar os requisitos energéticos das
centrais de ar condicionado são abordadas segundo os seguintes itens:
• Pôr os sistemas a funcionar apenas quando necessário;
• Eliminar o sobrearrefecimento e sobreaquecimento;
• Eliminar o re-aquecimento;
• Minimizar o arrefecimento e aquecimento mecânicos;
Práticas de Eficiência Energética Página 44 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 45/63
• Minimizar as quantidades de ar de compensação e ar extraído;
• Minimizar a quantidade de ar libertado para um espaço condicionado;
• Recuperar energia;
• Manutenção do equipamento.
Pôr os Sistemas a Funcionar Apenas Quando Necessário
Os sistemas de ar condicionado, incluindo máquinas de refrigeração, bombas e
sistemas de torres de arrefecimento, devem funcionar apenas quando as áreas estão
ocupadas (para sistemas de ar condicionado direccionados para o conforto) e quando
os processos estão em funcionamento (para sistemas de ar condicionado não
direccionados para o conforto). Não é invulgar ver-se os sistemas a funcionar
continuamente. Reduzir horas de funcionamento reduzirá exigências eléctricas, de
arrefecimento e de aquecimento.
Eliminar o Sobrearrefecimento e Sobreaquecimento
Eliminar o sobrearrefecimento e o sobreaquecimento requer normalmente a revisão
dos padrões de funcionamento e a modificação dos controlos do sistema de ar
condicionado. Em vez de manter uma temperatura constante, o padrão de eficiência
energética mais eficaz permite que a temperatura flutue dentro de um intervalo restrito.
Eliminar o Re-aquecimento
Quando é preciso controlar a humidade, o método convencional que se utiliza é
arrefecer o ar até à temperatura do ponto de condensação exigida para remover o
excesso de humidade e, depois, re-aquecer o ar para o libertar à temperatura e nível
de humidade desejados. Não se considera que o custo de re-aquecimento para o
controlo de humidade se justifique na presente situação energética nas centrais de ar
condicionado direccionados para o conforto. Não se recomenda a inclusão de um
padrão de humidade para as centrais de ar condicionado normais direccionadas para
o conforto e, caso exista, deve ser descontinuado. Da mesma forma, nenhuma centraldeve funcionar de forma a que este necessite de aquecer e arrefecer ao mesmo
tempo. Num dado momento, a central deve funcionar para aquecer ou para arrefecer –
nunca com as duas funcionalidades.
Ciclo Economizador
Muitas centrais de ar condicionado funcionam com uma quantidade mínima fixa de ar
exterior. A carga de refrigeração mecânica nestes sistemas pode ser reduzida
modificando o sistema de forma a que utilize no seu caudal de fornecimento até 100%
do ar exterior quando este último é mais fresco do que o ar reintroduzido. Chama-se a
Práticas de Eficiência Energética Página 45 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 46/63
isto um ciclo economizador. Muitos sistemas não têm um ciclo economizador e não
tiram partido do seu potencial em termos de poupança. Um ciclo economizador
eliminará ou reduzirá o arrefecimento mecânico quando o ar exterior é mais fresco do
que o ar reintroduzido. Quando o ar exterior é mais quente do que as condições do ar
reintroduzido, só é utilizada a quantidade mínima de ar exterior exigida em termos de
ar fresco.
Minimizar a Quantidade de Ar de Compensação e de Ar Extraído
A quantidade de ar de compensação depende da maior necessidade decorrente do
seguinte:
• Ventilação para pessoas;
• Satisfação de ar extraído;
• Ultrapassar as infiltrações.
Em muitas centrais, a soma dos itens n.º 2 e 3 dita a quantidade de ar de
compensação necessária. Quando é este o caso, a quantidade de ar que é extraído
deve ser revista para determinar se é excessiva. Minimizar infiltrações requer que
todas as aberturas entre os espaços condicionados e não condicionados estejam
fechadas e que as portas e janelas não tenham frestas. Também no caso de fugas
excessivas na válvula, o resultado pode corresponder a uma quantidade excessiva de
ar de compensação.
Minimizar a Quantidade de Ar Libertada para um Espaço Condicionado
A quantidade de ar libertada para um espaço condicionado é determinada por um ou
mais dos itens seguintes:
• Carga de aquecimento e/ou arrefecimento;
• Temperatura a que o ar é libertado;
• Requisitos de ventilação (expulsão-pessoas-infiltração);
• Circulação de ar (mudanças de ar).
O projecto das centrais de ar condicionado, tanto dos modelos direccionados para o
conforto como para muitos dos modelos industriais, deve ter-se em conta, para uma
boa circulação de ar, uma renovação de ar a cada 5 a 10 minutos na quantidade de ar
fornecido. O projecto de muitas centrais está feito para que se realize uma renovação
a cada 6 a 7 minutos. Reduzir o caudal de ar reduzirá a potência do ventilador. O
método utilizado para reduzir o caudal de ar da central tem uma grande influência na
quantidade de energia que se poupa. Existem três métodos que normalmente são
Práticas de Eficiência Energética Página 46 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 47/63
utilizados: válvula de descarga do ventilador, válvula vortex do ventilador (ventilador de
entrada de ar) e mudança de velocidade do ventilador.
Recuperar Energia
A utilização de permutadores de calor ar/ar permite que haja transferência de energia
entre a(s) corrente(s) de ar extraído e a(s) corrente(s) de ar de compensação. Muitos
dos permutadores só permitem a transferência do calor sensível, ao passo que
existem alguns que permitem a transferência de entalpia (calor total). A eficiência da
recuperação de calor dos permutadores ar/ar varia dos 55% até aos 90%, dependendo
do tipo de permutadores de calor e da velocidade que lhe foi atribuída.
Manutenção do Equipamento
A condição física da unidade que trata o ar é importante para o seu funcionamentoeficiente. Os filtros devem ser limpos ou substituídos sempre que se atinja a queda de
pressão máxima permitida. Se a sujidade se acumula a ponto de fazer com que a
queda de pressão ultrapasse o máximo permitido, o aumento de pressão do sistema
daí resultante reduzirá a pressão do ventilador e, subsequentemente, reduzirá a
eficiência do aparelho que trata o ar. Como já foi mencionado numa secção anterior,
as válvulas devem estar bem isoladas. Fugas de ar resultantes do mau funcionamento
ou mau estado das válvulas resultarão num acréscimo de carga para a unidade que
trata do ar. Deve verificar-se se os ventiladores apresentam a existência de linhas,sujidade ou outras causas que reduzam o caudal.
Ventilação
Muitas actividades requerem ventilação para controlar o nível de pó, gases, fumos ou
vapores. Uma ventilação excessiva com esta finalidade pode fazer aumentar
significativamente a carga de aquecimento. Todo o ar que é extraído do edifício deve
ser substituído por ar do exterior. Durante a época em que é necessário aquecimento,
o ar deve ser aquecido até ficar à temperatura ambiente através de unidades de ar decompensação ou através de infiltração e mistura com o ar ambiente. Quanto também
está envolvido o aquecimento para fins do processo, uma ventilação excessiva resulta
sempre em perda de energia.
Um problema comum durante o Inverno, época em que há necessidade de
aquecimento, é a pressão negativa do edifício que resulta da tentativa de extrair mais
ar do que aquele que é admitido. O problema mais óbvio que se consegue detectar
quando há falta de ar é a dificuldade em abrir portas. A pressão negativa conduz a
vários problemas:
Práticas de Eficiência Energética Página 47 de 63

5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 48/63
• Os aquecedores e os outros equipamentos da fábrica que dependem da
corrente de ar natural não conseguem funcionar adequadamente quando há
pressão negativa e a sua eficiência em termos de combustão desce;
• Correntes de ar de cima para baixo podem provocar condensação e corrosão.
Também pode acontecer que os fumos exteriores sejam atraídos para dentroda fábrica, afectando a saúde e eficácia dos trabalhadores;
• Se não houver expulsão de ar adequada, a estagnação do ar cria
concentrações de fumos ou odores. Pode até haver condensação de ar morno
e húmido em cima dos produtos manufacturados ou em cima de equipamento
mecânico e eléctrico;
• Os trabalhadores que se encontrem no perímetro do edifício podem estar
sujeitos a correntes de ar à medida que o diferencial de pressão entre o interior
e o exterior atrai o ar frio para portas e janelas. Também podem criar-secorrentes de ar de cima para baixo à volta das chaminés de ventilação que
estão temporariamente inactivas. Aumentar o termóstato faz com que os
trabalhadores que se encontram no meio do edifício "assem" e não ajuda
quase nada aqueles que se encontram junto das paredes;
• Os ventiladores de extracção não conseguem trabalhar à capacidade
estipulada sob pressão negativa, o que faz aumentar o pó, a sujidade e os
agentes contaminantes dentro da fábrica. Os custos com manutenção, limpeza
e funcionamento aumentam e o equipamento desgasta-se muito mais
rapidamente. Se se adicionar novos ventiladores de extracção sem que hajauma capacidade de ar de compensação equivalente, a eficiência do
equipamento é afectada;
• Os caudais de ar extraído são normalmente estabelecidos para as condições
de Inverno mais exigentes, altura em que podem existir pressões negativas.
Consequentemente, não havendo um ajuste no sistema de extracção durante a
estação do ano em que não é necessário aquecimento e em que a pressão do
edifício está equilibrada com o ar exterior, a taxa de extracção será mais
elevada. Nos casos em que não se faz aquecimento para fins de processo,
haver uma taxa de extracção elevada no Verão não constitui um problema.Contudo, quando se faz aquecimento para fins de processo, essa mesma taxa
de extracção elevada aumentará a perda de calor.
Perdas
Nos edifícios, as perdas de ar são inevitáveis. O ar que foi aquecido vai-se escapando
lentamente por frestas à volta das janelas, portas e condutas. É um fenómeno que tem
de ser encarado. Por outro lado, a eliminação de fugas de ar seria não só
proibitivamente dispendiosa, mas poderia também provocar uma situação de
desequilíbrio em termos de condensação e/ou pressão face ao exterior.
Práticas de Eficiência Energética Página 48 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 49/63
Extracção de Ar de Altas Temperaturas
No caso da extracção de ar de altas temperaturas, a perda é multiplicada pelas altas
temperaturas tanto do ar seco como da mistura ar/água. Durante a estação em que é
necessário aquecimento, esta perda também envolve aquecer uma quantidade de ar
de compensação equivalente até à temperatura ambiente antes de aquecer ainda
mais para atingir a temperatura de extracção.
Equilibrar Caudais de Ar
É muito frequente não se tomarem as medidas necessárias para o fornecimento
suficiente de ar de compensação. Consequentemente, ocorrem fugas através de
portas, janelas e aberturas, provocando correntes de ar indesejadas nas proximidades
das fugas. Perante a capacidade bloqueada de se reduzir suficientemente a extracção
para equilibrar a entrada e saída de ar, a melhor prática é adicionar mais unidades de
ar de compensação para fornecer ar aquecido em quantidades iguais àquelas que são
extraídas e distribui-las pela zona do sistema de extracção. Embora isto vá contribuir
pouco para a conservação de energia, eliminará os problemas associados à pressão
negativa. Devem-se verificar todas as saídas de ar para determinar se as perdas
podem ser reduzidas ou eliminadas.
As medidas que podem ser tomadas para reduzir as perdas de extracção são:
• Desligar os ventiladores quando o equipamento está parado;
• Reduzir o volume para uma quantidade mínima que satisfaça as necessidades
de ventilação;
• Reduzir a temperatura;
• Recuperar o ar extraído.
Desligar os Ventiladores
A melhoria mais óbvia é desligar quaisquer ventiladores de extracção quando não são
necessários. Os ventiladores de extracção são frequentemente deixados a funcionar,mesmo quando o equipamento que estão a ventilar está parado. Alguns exemplos
típicos são as cabines de pintura, os fornos e os secadores. Os ventiladores também
podem ser deixados a funcionar durante períodos em que não se produz, tais como
noites e fins-de-semana.
Reduzir o Volume
A segunda melhor melhoria é reduzir as taxas de extracção para quantidades mínimas
mas adequadas. Pode ser possível fazer reduções em algumas taxas já existentes
porque:
Práticas de Eficiência Energética Página 49 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 50/63
• As taxas de extracção podem ter sido estabelecidas com uma grande margem
de segurança quando os custos energéticos não eram um factor significativo;
• A taxa de extracção pode ter sido aumentada numa dada altura para resolver
algum problema temporário que já não existe;
• As taxas podem ser estabelecidas para satisfazer as necessidades mais
extremas, que podem ser excessivas face ao funcionamento normal.
No primeiro caso, pode ser suficiente fazer-se um simples ajuste nas definições da
válvula de forma a reduzir o caudal. Quando as cargas de produção flutuam, sempre
que for praticável as definições da válvula podem ser alteradas em relação à carga.
Melhorar a Estrutura das Chaminés
Frequentemente, uma das formas mais fácil e directa de reduzir o volume de ar
extraído é ter uma chaminé com uma estrutura adequada. Em muitos casos, pode ser
fornecida ventilação igualmente eficiente com menos extracção de ar melhorando a
estrutura/projecto das chaminés de extracção. O resultado é uma redução no consumo
energético dos ventiladores e uma redução na perda de calor. Em geral, as estruturas
das chaminés mais eficazes são aquelas que envolvem totalmente a fonte emissora e
que têm uma quantidade mínima de aberturas para a área circundante. A seguir
apresentam-se algumas directrizes para uma estrutura óptima da chaminé.
Cobertura
Quanto mais completa for a cobertura, menos ar extraído é necessário. As chaminés
de extracção estão geralmente localizadas a uma distância considerável da superfície
de um tanque. Consequentemente, o ar ambiente é extraído juntamente com os
fumos. As taxas de extracção também aumentam se o controlo for perturbado por
correntes de ar cruzadas na área. Os passos seguintes podem ajudar a conseguir uma
cobertura mais completa. Estender a chaminé verticalmente num ou mais lados. Esta
abordagem pode ser feita em sítios onde o acesso não seja necessário de todos os
lados. Colocar um pano ou fitas de plástico à frente, de modo a permitir o acessosempre que necessário sem que haja interferências desnecessárias no
funcionamento.
Distância da Fonte
Se cobrir a fonte com painéis paralelos não for prático, a chaminé deve estar o mais
próximo possível da fonte e moldada de forma a controlar a área de contaminação. O
volume requerido varia em função da esquadria da distância da fonte.
Práticas de Eficiência Energética Página 50 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 51/63
Adicionar Frisos
Adicionar frisos eliminará o caudal de ar vindo de zonas ineficazes onde existe
contaminação. As exigências de ar podem ser reduzidas até 25% incorporando frisos
na estrutura da chaminé.
Velocidade de Captura
O caudal de ar que passa pela fonte deve ser suficiente para captar o agente
contaminador. Contudo, se não forem utilizados padrões ou padrões arbitrários que
excedam as necessidades, deve ser determinada a velocidade de captura adequada,
ou volume adequado, para evitar a extracção desnecessária.
Grandes Aberturas
Quando há necessidade de existência de grandes aberturas, a chaminé pode ser tornada mais eficaz se lhe forem incorporadas múltiplas saídas, aberturas com
inclinação, deflectores, etc.. As chaminés com estas características fornecerão um
caudal mais uniforme sobre a área a ser ventilada e reduzirão as exigências totais de
ar.
Ar Exterior
A introdução de ar exterior, no ponto de ventilação reduzirá a quantidade de ar
ambiente extraído (sempre que possível). Por conseguinte, as exigências deaquecimento serão reduzidas até ao ponto em que o ar extraído inclua ar exterior em
vez de ar ambiente aquecido.
Recuperação de Calor
A recuperação de calor do ar extraído só deve ser considerada após se terem dado
todos os passos para reduzir a perda de ar extraído, recorrendo a qualquer um dos
métodos descritos mais acima.
Iluminação
Introdução
A indústria têxtil é uma indústria de intensidade energética moderada. Utiliza calor em
vários processos produtivos e electricidade principalmente na maquinaria. Contudo, a
iluminação representa cerca de 15% do total do consumo de electricidade. Não
obstante haver outras medidas de conservação de energia mais importantes para a
indústria têxtil, pode conseguir-se uma poupança considerável através de uma
iluminação eficiente. Nesta secção, dá-se ênfase ao controlo do sistema de iluminaçãoque melhora o seu funcionamento.
Práticas de Eficiência Energética Página 51 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 52/63
A utilização efectiva de luz deve sempre assegurar a criação de condições de trabalho
seguras e eficientes, através da escolha correcta de lâmpadas, fontes de luz e
esquema de distribuição, juntamente com a aplicação de controlos adequados para
assegurar que os custos iniciais e futuros são mantidos em níveis mínimos. Para além
disso, as soluções de iluminação devem ser compatíveis com as leis e regulamentos
de construção.
Controlar a Iluminação
Os sistemas de controlo são uma parte importante de qualquer instalação de
iluminação. Podem tomar muitas formas, variando desde o simples interruptor de
parede aos sofisticados sistemas de gestão de edifícios controlados por
microprocessadores. Seja qual for o método utilizado, o objectivo é assegurar que a
iluminação só está a funcionar quando é necessário e que, quando ligada, esteja afuncionar segundo as exigências.
Os sistemas de controlo variam a luz fornecida à instalação, seja ligando/desligando
as lâmpadas, seja controlando a sua intensidade, reduzindo assim o consumo de
energia. Um objectivo essencial do controlo da iluminação é encorajar ao máximo a
utilização da luz natural sempre que esta esteja disponível e evitar a utilização
desnecessária de iluminação eléctrica durante os períodos em que há luz natural
suficiente.
Os quatro métodos básicos para controlar a iluminação são:
• Controle por tempo
• Controle de luminosidade
• Controle por ocupação
• Interruptores localizados
Os aparelhos de controlo incluem interruptores manuais, transmissores e detectores
de infravermelhos, relógios, detectores de infravermelhos passivos e sensores de
luminosidade.
Práticas de Eficiência Energética Página 52 de 63
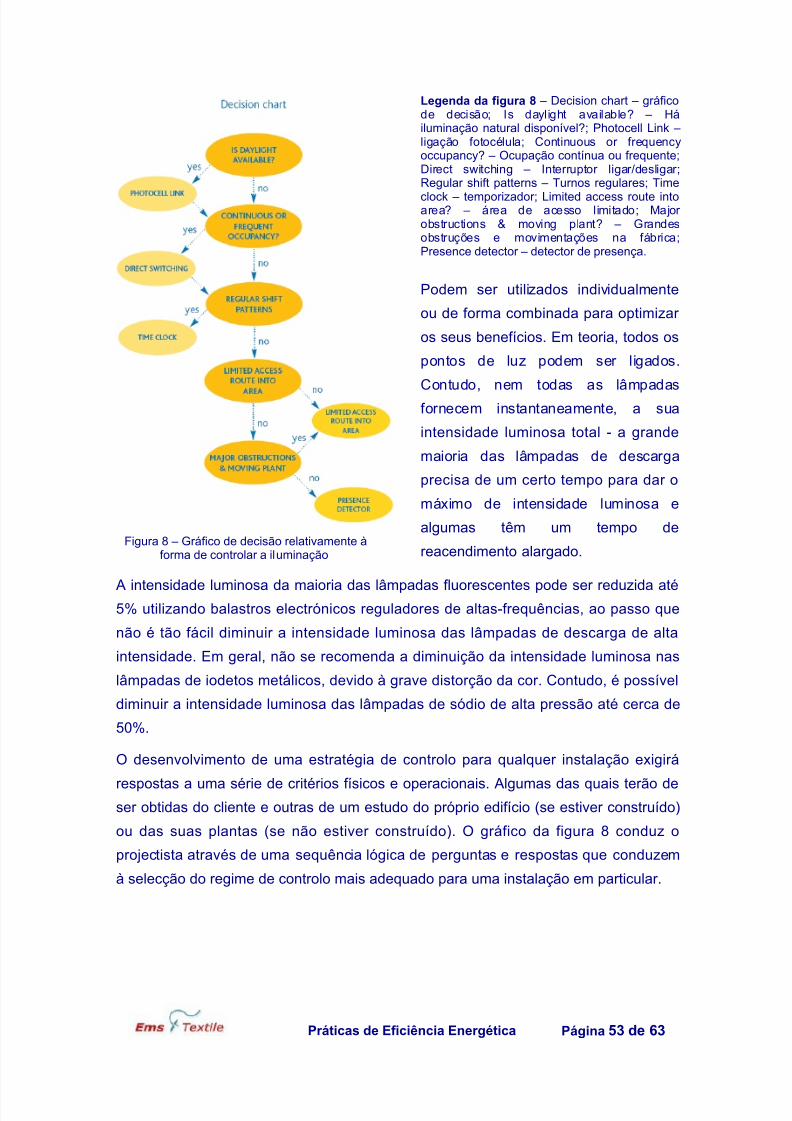
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 53/63
Figura 8 – Gráfico de decisão relativamente àforma de controlar a iluminação
Legenda da figura 8 – Decision chart – gráficode decisão; Is daylight available? – Háiluminação natural disponível?; Photocell Link –ligação fotocélula; Continuous or frequencyoccupancy? – Ocupação contínua ou frequente;Direct switching – Interruptor ligar/desligar;Regular shift patterns – Turnos regulares; Time
clock – temporizador; Limited access route intoarea? – área de acesso limitado; Major obstructions & moving plant? – Grandesobstruções e movimentações na fábrica;Presence detector – detector de presença.
Podem ser utilizados individualmente
ou de forma combinada para optimizar
os seus benefícios. Em teoria, todos os
pontos de luz podem ser ligados.
Contudo, nem todas as lâmpadasfornecem instantaneamente, a sua
intensidade luminosa total - a grande
maioria das lâmpadas de descarga
precisa de um certo tempo para dar o
máximo de intensidade luminosa e
algumas têm um tempo de
reacendimento alargado.
A intensidade luminosa da maioria das lâmpadas fluorescentes pode ser reduzida até5% utilizando balastros electrónicos reguladores de altas-frequências, ao passo que
não é tão fácil diminuir a intensidade luminosa das lâmpadas de descarga de alta
intensidade. Em geral, não se recomenda a diminuição da intensidade luminosa nas
lâmpadas de iodetos metálicos, devido à grave distorção da cor. Contudo, é possível
diminuir a intensidade luminosa das lâmpadas de sódio de alta pressão até cerca de
50%.
O desenvolvimento de uma estratégia de controlo para qualquer instalação exigirá
respostas a uma série de critérios físicos e operacionais. Algumas das quais terão deser obtidas do cliente e outras de um estudo do próprio edifício (se estiver construído)
ou das suas plantas (se não estiver construído). O gráfico da figura 8 conduz o
projectista através de uma sequência lógica de perguntas e respostas que conduzem
à selecção do regime de controlo mais adequado para uma instalação em particular.
Práticas de Eficiência Energética Página 53 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 54/63
Controlos baseados no Tempo
Um sistema de controlo baseado no tempo pode ligar ou desligar a iluminação da
instalação em horas programadas, segundo o turno de trabalho. O controlo do tempo
pode ser conseguido a partir de uma variedade de aparelhos, que vão desde os
simples interruptores electromecânicos até aos sistemas computorizados de gestão de
edifícios. É importante incluir um mecanismo local que se sobreponha ao automático,
de modo a que a iluminação possa ser restabelecida, se necessário, fora das horas de
funcionamento normais que foram programadas. Desligar sequencialmente a
iluminação por fases evitará os perigos criados pelo desligar total e simultâneo de toda
a iluminação.
Controlos de Luminosidade
Os controlos fotoeléctricos associados à luz natural podem ser utilizados para
ligar/desligar as lâmpadas de descarga de alta pressão. Também podem ser utilizados
para ligar/desligar ou diminuir/aumentar a intensidade luminosa da maioria das
lâmpadas fluorescentes. É provável que o controlo fotoeléctrico ligar/desligar que
provoca uma mudança repentina e perceptível nos níveis de iluminação dê origem a
queixas por parte dos utilizadores, salvo se a área for bem iluminada pela luz natural.
Contudo, a diminuição fotoeléctrica da intensidade não causa perturbações. O
controlador de intensidade deve ser regulado de forma a fazer com que a combinação
de luz natural e luz eléctrica permaneça constante ao nível do projecto de iluminação.O potencial de poupança energética do controlo da intensidade luminosa é muito
maior do que o simples ligar/desligar fotoeléctrico e proporciona uma redução muito
maior de custos a longo prazo.
Controlos por Ocupação
A iluminação associada à ocupação do espaço, ou mais apropriadamente a padrões
de ocupação do espaço, pode levar a poupanças consideráveis na utilização
energética. Os detectores de ocupação são utilizados para detectar a presença depessoas e para controlar a iluminação em conformidade. Estes aparelhos podem ser
acústicos, de infravermelhos ou de microondas. Ligarão a iluminação quando for
detectada ocupação do espaço e desligá-la-ão novamente assim que deixarem de
detectar qualquer ocupação dentro do seu raio de sensibilidade. É necessário que
tenha incorporado um retardador temporal (ajustável até 30 minutos) para prevenir
situações em que a luz é desligada inadequadamente quando o ocupante permanece
imóvel ou quieto antes de sair efectivamente da zona controlada. Esta forma de
controlo é especialmente adequada para a detecção de um empilhador que se
aproxima ou de um indivíduo que entre num corredor de um armazém. Devem ser
Práticas de Eficiência Energética Página 54 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 55/63
incorporados no sistema retardadores temporais com predefinições para evitar o
ligar/desligar excessivo, que pode encurtar muitíssimo a vida de uma lâmpada,
especialmente nos casos em que se utiliza este processo em circuitos fluorescentes.
Contudo, ligar/desligar ou diminuir a intensidade luminosa de lâmpadas fluorescentes,
quando estas funcionam com balastros electrónicos pré-aquecidos ou de diminuição
de intensidade, não tem qualquer efeito prejudicial na vida das lâmpadas.
Controlos Localizados para Ligar/Desligar
É importante ter interruptores para ligar/desligar a iluminação toda, ou só parte,
sempre que apenas uma parte de uma grande área necessite que a iluminação seja
ligada, seja porque algumas partes estão desocupadas ou seja porque a luz natural é
adequada. O controlo manual da iluminação deve, regra geral, ser desencorajado,
uma vez que não oferece nenhum potencial automático de poupança energética, dadoque depende de intervenção manual para desligar a iluminação quando esta é
desnecessária.
Instalação Eléctrica
Factor de Potência
Um factor de potência baixo é dispendioso e ineficiente. As empresas de serviços
públicos cobram aos consumidores/clientes uma taxa adicional quando o factor de
potência é inferior a cerca de 0,93. O factor de potência baixo também reduz a
capacidade de distribuição do sistema eléctrico ao aumentar o caudal de corrente e
provocar quedas de tensão. Este tópico descreve o factor de potência e explica como
pode ser melhorado de forma a reduzir as contas de electricidade e ampliar a
capacidade do sistema eléctrico.
Alguns dos benefícios da melhoria do factor de potência são: A conta da electricidade
será menor. O factor de potência baixo requer um aumento na capacidade de
transmissão e distribuição da electricidade de forma a fazer face ao componente
reactivo da potência provocado pelas cargas indutoras. Um factor de potência
incorrecto provocará um acréscimo de perdas no sistema de distribuição eléctrica e
limitará a sua capacidade de expansão. As quedas de tensão no ponto de utilização
serão reduzidas. Tensões abaixo das exigidas pelo equipamento reduzirão a
eficiência, aumentarão a corrente e reduzirão o movimento de rotação de arranque
nos motores. A sob-tensão reduz a carga que os motores podem suportar sem
sobreaquecer. A sob-tensão também reduz a intensidade luminosa da iluminação e a
resistência de aquecimento dos equipamentos.
Práticas de Eficiência Energética Página 55 de 63
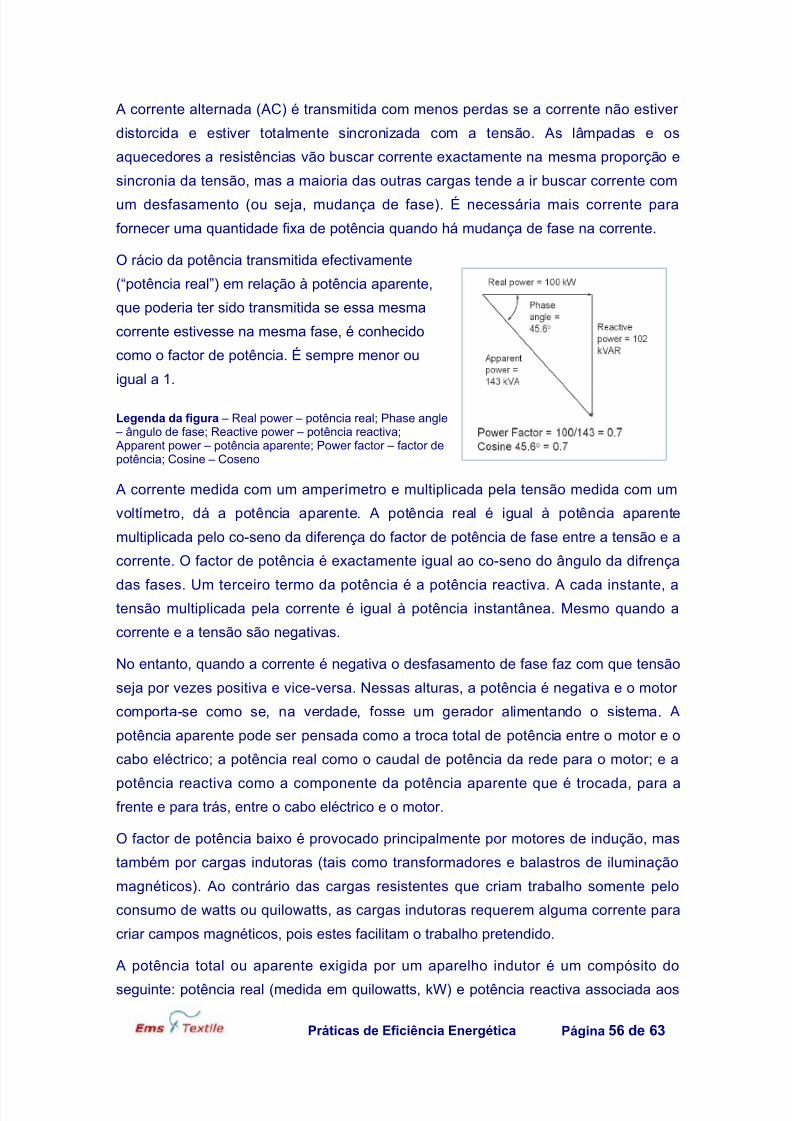
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 56/63
A corrente alternada (AC) é transmitida com menos perdas se a corrente não estiver
distorcida e estiver totalmente sincronizada com a tensão. As lâmpadas e os
aquecedores a resistências vão buscar corrente exactamente na mesma proporção e
sincronia da tensão, mas a maioria das outras cargas tende a ir buscar corrente com
um desfasamento (ou seja, mudança de fase). É necessária mais corrente para
fornecer uma quantidade fixa de potência quando há mudança de fase na corrente.
O rácio da potência transmitida efectivamente
(“potência real”) em relação à potência aparente,
que poderia ter sido transmitida se essa mesma
corrente estivesse na mesma fase, é conhecido
como o factor de potência. É sempre menor ou
igual a 1.
Legenda da figura – Real power – potência real; Phase angle – ângulo de fase; Reactive power – potência reactiva;Apparent power – potência aparente; Power factor – factor depotência; Cosine – Coseno
A corrente medida com um amperímetro e multiplicada pela tensão medida com um
voltímetro, dá a potência aparente. A potência real é igual à potência aparente
multiplicada pelo co-seno da diferença do factor de potência de fase entre a tensão e a
corrente. O factor de potência é exactamente igual ao co-seno do ângulo da difrença
das fases. Um terceiro termo da potência é a potência reactiva. A cada instante, atensão multiplicada pela corrente é igual à potência instantânea. Mesmo quando a
corrente e a tensão são negativas.
No entanto, quando a corrente é negativa o desfasamento de fase faz com que tensão
seja por vezes positiva e vice-versa. Nessas alturas, a potência é negativa e o motor
comporta-se como se, na verdade, fosse um gerador alimentando o sistema. A
potência aparente pode ser pensada como a troca total de potência entre o motor e o
cabo eléctrico; a potência real como o caudal de potência da rede para o motor; e a
potência reactiva como a componente da potência aparente que é trocada, para afrente e para trás, entre o cabo eléctrico e o motor.
O factor de potência baixo é provocado principalmente por motores de indução, mas
também por cargas indutoras (tais como transformadores e balastros de iluminação
magnéticos). Ao contrário das cargas resistentes que criam trabalho somente pelo
consumo de watts ou quilowatts, as cargas indutoras requerem alguma corrente para
criar campos magnéticos, pois estes facilitam o trabalho pretendido.
A potência total ou aparente exigida por um aparelho indutor é um compósito do
seguinte: potência real (medida em quilowatts, kW) e potência reactiva associada aos
Práticas de Eficiência Energética Página 56 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 57/63
componentes que, alternadamente, armazenam energia e a libertam de novo para o
cabo eléctrico durante cada ciclo de corrente alternada (medido em quilovars, kVAR).
A potência reactiva exigida por cargas indutoras aumenta a quantidade de potência
aparente (medida em quilovolt-amps, kVA) no sistema de distribuição. O aumento da
potência reactiva e aparente reflecte-se no aumento do ângulo entre as duas,
originando uma diminuição do factor de potência.
Correcção do Factor de Potência
Algumas estratégias de sucesso para corrigir o factor de potência são:
• A instalação de condensadores no circuito de corrente alternada diminui a
magnitude da potência reactiva. Os condensadores vão buscar potência
reactiva condutora. Isto significa que a sua corrente está desfasada 180º das
cargas indutoras, pelo que estão a armazenar energia quando as cargasindutoras estão a libertá-la de volta para o cabo eléctrico e vice-versa. A
potência reactiva (medida em kVARs) provocada por indutância actua sempre
num factor de potência de 180º face à potência reactiva dos condensadores. A
presença de reactância indutiva e capacitiva no mesmo circuito tem como
resultado a transferência alternada contínua entre o condensador e a carga
indutiva, reduzindo assim o caudal de corrente do cabo eléctrico. De certa
maneira, a energia é retida e reflectida de volta pelo condensador em vez de
ter de percorrer todo o caminho, de ida e volta, a partir do gerador;
• A substituição de motores velhos e sobre-dimensionados por motores novos ede eficiência elevada tem um efeito positivo no factor de potência. O factor de
potência de qualquer motor é claramente pior quando este tem uma carga
significativamente inferior à potência que está inscrita na chapa do motor;
• Motores desactivados devem ser desligados, porque mesmo quando estão
totalmente sem carga, ou até mesmo desacoplados, um motor ainda vai buscar
mais de metade da sua potência reactiva com carga total;
• O equipamento nunca deve funcionar acima da tensão que lhe está atribuída,
porque a sobre-tensão aumenta a potência reactiva.
Os fornecedores de condensadores e as empresas de engenharia especializadas
podem dar assistência na determinação do factor de potência óptimo e na correcta
localização e instalação dos condensadores no sistema de distribuição de
electricidade. Contudo, quando a distorção harmónica é significativa, as tradicionais
técnicas de análise do factor de potência irão sob-quantificar a verdadeira potência
reactiva e sobre-quantificar o verdadeiro factor de potência. Os cálculos triangulares
podem reflectir rigorosamente o factor de potência medido e cobrado pela empresa de
serviços públicos, mas irão sob-quantificar as perdas do sistema de distribuição dafábrica. Para além disso, a distorção harmónica pode provocar uma série de outros
Práticas de Eficiência Energética Página 57 de 63
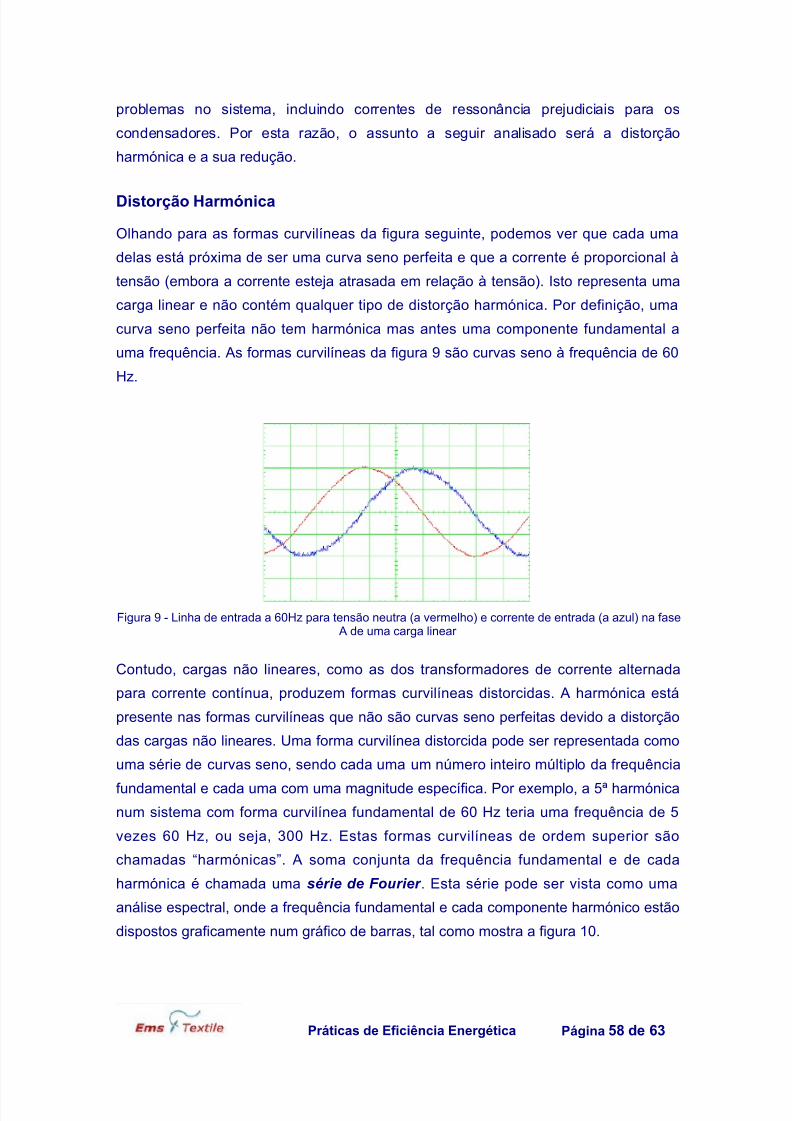
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 58/63
problemas no sistema, incluindo correntes de ressonância prejudiciais para os
condensadores. Por esta razão, o assunto a seguir analisado será a distorção
harmónica e a sua redução.
Distorção Harmónica
Olhando para as formas curvilíneas da figura seguinte, podemos ver que cada uma
delas está próxima de ser uma curva seno perfeita e que a corrente é proporcional à
tensão (embora a corrente esteja atrasada em relação à tensão). Isto representa uma
carga linear e não contém qualquer tipo de distorção harmónica. Por definição, uma
curva seno perfeita não tem harmónica mas antes uma componente fundamental a
uma frequência. As formas curvilíneas da figura 9 são curvas seno à frequência de 60
Hz.
Figura 9 - Linha de entrada a 60Hz para tensão neutra (a vermelho) e corrente de entrada (a azul) na faseA de uma carga linear
Contudo, cargas não lineares, como as dos transformadores de corrente alternada
para corrente contínua, produzem formas curvilíneas distorcidas. A harmónica está
presente nas formas curvilíneas que não são curvas seno perfeitas devido a distorção
das cargas não lineares. Uma forma curvilínea distorcida pode ser representada como
uma série de curvas seno, sendo cada uma um número inteiro múltiplo da frequência
fundamental e cada uma com uma magnitude específica. Por exemplo, a 5ª harmónica
num sistema com forma curvilínea fundamental de 60 Hz teria uma frequência de 5
vezes 60 Hz, ou seja, 300 Hz. Estas formas curvilíneas de ordem superior são
chamadas “harmónicas”. A soma conjunta da frequência fundamental e de cada
harmónica é chamada uma série de Fourier . Esta série pode ser vista como uma
análise espectral, onde a frequência fundamental e cada componente harmónico estão
dispostos graficamente num gráfico de barras, tal como mostra a figura 10.
Práticas de Eficiência Energética Página 58 de 63
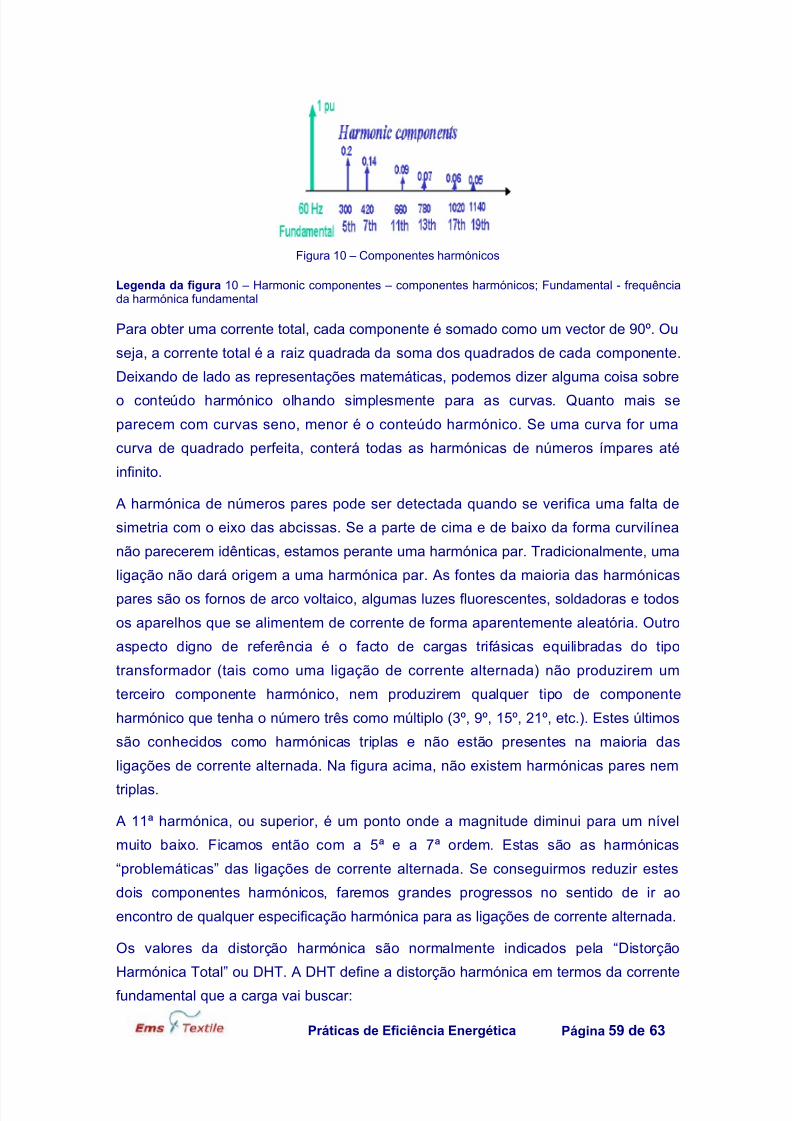
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 59/63
Figura 10 – Componentes harmónicos
Legenda da figura 10 – Harmonic componentes – componentes harmónicos; Fundamental - frequênciada harmónica fundamental
Para obter uma corrente total, cada componente é somado como um vector de 90º. Ou
seja, a corrente total é a raiz quadrada da soma dos quadrados de cada componente.
Deixando de lado as representações matemáticas, podemos dizer alguma coisa sobre
o conteúdo harmónico olhando simplesmente para as curvas. Quanto mais se
parecem com curvas seno, menor é o conteúdo harmónico. Se uma curva for uma
curva de quadrado perfeita, conterá todas as harmónicas de números ímpares até
infinito.
A harmónica de números pares pode ser detectada quando se verifica uma falta de
simetria com o eixo das abcissas. Se a parte de cima e de baixo da forma curvilínea
não parecerem idênticas, estamos perante uma harmónica par. Tradicionalmente, uma
ligação não dará origem a uma harmónica par. As fontes da maioria das harmónicas
pares são os fornos de arco voltaico, algumas luzes fluorescentes, soldadoras e todos
os aparelhos que se alimentem de corrente de forma aparentemente aleatória. Outro
aspecto digno de referência é o facto de cargas trifásicas equilibradas do tipo
transformador (tais como uma ligação de corrente alternada) não produzirem um
terceiro componente harmónico, nem produzirem qualquer tipo de componente
harmónico que tenha o número três como múltiplo (3º, 9º, 15º, 21º, etc.). Estes últimos
são conhecidos como harmónicas triplas e não estão presentes na maioria das
ligações de corrente alternada. Na figura acima, não existem harmónicas pares nem
triplas.
A 11ª harmónica, ou superior, é um ponto onde a magnitude diminui para um nível
muito baixo. Ficamos então com a 5ª e a 7ª ordem. Estas são as harmónicas
“problemáticas” das ligações de corrente alternada. Se conseguirmos reduzir estes
dois componentes harmónicos, faremos grandes progressos no sentido de ir ao
encontro de qualquer especificação harmónica para as ligações de corrente alternada.
Os valores da distorção harmónica são normalmente indicados pela “Distorção
Harmónica Total” ou DHT. A DHT define a distorção harmónica em termos da correntefundamental que a carga vai buscar:
Práticas de Eficiência Energética Página 59 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 60/63
M h representa a magnitude da tensão ou do componente harmónico da corrente e
M fundamental representa a magnitude da tensão fundamental ou da corrente. É importante
referir que a DHT utiliza a corrente fundamental instantânea como denominador. Por
conseguinte, se a fábrica de um consumidor estiver a trabalhar a uma percentagem
pequena da sua capacidade máxima, a DHT calculada pode ser muito elevada.
Contudo, a distorção relativa da corrente para o fornecimento eléctrico pode
efectivamente ser menor do que quando estão a trabalhar na sua capacidade máxima.
Problemas Harmónicos
Agora que sabemos que as correntes harmónicas correm numa ligação de corrente
alternada com uma saída de 6, vamos abordar quais os problemas, que podem surgir.
Embora o aparecimento de ruído nas linhas telefónicas e noutros equipamentos seja
frequentemente referido, a questão principal é o custo adicional da infra-estrutura de
distribuição de energia eléctrica. A energia eléctrica só é transferida através de uma
linha de distribuição quando a corrente está faseada com a tensão. Esta é a mesma
causa de preocupações em relação ao “factor de potência” de entrada. O facto de
potência deslocado num motor a funcionar ao longo de uma linha pode ser explicado
como o co-seno do desfasamento entre a corrente e a tensão.
Dado que o motor é uma carga indutiva, a corrente atrasa-se face à tensão em cerca
de 30º a 40º quando carregado, fazendo com que o factor de potência seja cerca de
0,75 a 0,8, em oposição aos cerca de 0,93 para muitas das ligações de corrente
alternada de PWM (impulsos com modulação). No caso de uma carga resistente, o
factor de potência seria 1 ou “unidade”. Nesse caso, todo o caudal de corrente dá
origem à transferência de potência. Um factor de potência, menor de 1, é sinónimo de
corrente reactiva que não contribui para a potência. Nenhum dos tipos de corrente,
nem a harmónica nem a reactiva, produz potência. A infra-estrutura de energia
eléctrica tem de transportar estas correntes provocando perda de calor devido ao
aumento da queda de I^2*R no cabo eléctrico e ao maior fluxo no ferro transformador.
Os transformadores e linhas de distribuição podem precisar, nalguns casos, de ser
alargados em termos de dimensão de modo a poderem suportar o peso desta corrente
adicional que não produz energia eléctrica.
A distorção harmónica de corrente também pode introduzir distorção de tensão. Dadoque uma carga 6 não linear só vai buscar corrente perto do pico da curva seno, a
Práticas de Eficiência Energética Página 60 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 61/63
queda de tensão I^2*R, ou o efeito carga nos transformadores e nas linhas eléctricas,
só ocorre nos picos. Uma combinação de impedância alta na fonte e de correntes
harmónicas podem provocar um efeito de “achatamento do topo da curva” na linha de
tensão. Uma fonte com impedância alta é conhecida como uma fonte “maleável”, uma
vez que a tensão pode ser facilmente distorcida; pelo contrário, uma fonte com
impedância baixa é conhecida como uma fonte “rígido”. Por exemplo, um gerador é
uma fonte “maleável” com tensão achatada no topo da curva. A linha de tensão
distorcida pode então introduzir correntes harmónicas noutras cargas lineares, tais
como motores. A corrente harmónica num motor não contribui para o movimento de
rotação do eixo, mas faz aumentar o calor e pode fazer aumentar a temperatura de
funcionamento de um motor.
Soluções
Uma das soluções mais simples para reduzir harmónicas é juntar um reactor no lado
de entrada da linha ou na ligação à corrente contínua. Este reactor ou indutor não
deixará que a corrente mude rapidamente. Força o condensador a carregar a um ritmo
mais baixo, indo buscar corrente durante um período de tempo mais longo. Incluir este
componente pode reduzir os níveis típicos de distorção de mais de 80% para menos
de 20%. A maioria dos fabricantes de motores inclui estes reactores em grandes
motores. O facto de se certificar de que todos os grandes motores (com 10 cavalos
(horsepower ) ou mais) têm um reactor pode ser uma grande ajuda para reduzir aharmónica numa dada instalação fabril.
Na maioria dos casos, para além da inclusão de um reactor, são necessárias técnicas
de abrandamento da harmónica. Se forem realmente precisas, existem muitas opções,
entre as quais: conversores de impulso 12 ou 18, filtros passivos, filtros activos e
entradas activas.
As Soluções de Impulso 12 e 18 têm por base dois ou três sistemas trifásicos, cada
um dos quais alimentando um díodo ou uma ligação de um SCR (rectificador
controlado de silício). A corrente contínua de saída é então combinada para alimentar
o condensador de corrente contínua. Há uma mudança de fase de 60 graus/n em cada
uma das secções de entrada trifásicas, onde n é o número de entradas trifásicas.
Assim, um sistema de impulso 18 que exija três entradas trifásicas separadas
apresentaria uma mudança de fase de 20º (60º /3). Este tipo de sistema é eficaz se
todas as entradas trifásicas tiverem tensão equilibrada. Também requer uma secção
rectificadora por cada entrada trifásica e um transformador especial para produzir as
múltiplas saídas secundárias em que houve mudança de fase.
Práticas de Eficiência Energética Página 61 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 62/63
Um filtro passivo dá alguma ajuda na redução da harmónica ao permitir que a corrente
flua principalmente na frequência da harmónica fundamental. Utilizam aparelhos de
armazenamento de energia, tais como indutores e condensadores, para retirarem
corrente da linha a baixas frequências (60 Hz) e para a passarem para o motor nos
impulsos exigidos (harmónicas).
Os filtros activos podem ser muito eficazes, mas também são um tanto ou quanto
dispendiosos. Trabalham utilizando um dispositivo de ligação activo, que se
assemelha bastante ao lado inversor de um motor. Utilizando sensores de corrente,
este aparelho adiciona o complemento de corrente da curva seno que mede a linha,
fazendo com que a corrente acima da ligação pareça sinusoidal. Uma frente activa
permite que a ligação de corrente alternada retire corrente da linha naquilo que é muito
parecido com uma curva seno pura. Por conseguinte, a Distorção Harmónica Total é
muito baixa. A frente activa também possui outros benefícios importantes. É bi-
direccional e pode ser utilizada para alimentar múltiplos motores. Em termos simples,
isto significa que pode ir buscar corrente da linha e passar corrente para a linha, caso
o motor ou motores precisem de lidar com energia regenerativa vinda de um motor em
inspecção ou em desaceleração.
É verdade que, nalguns casos, a ligação de corrente alternada pode causar problemas
relacionados com harmónicas, mas é importante reconhecer que esses casos não são
norma. Frequentemente, aquilo que as ligações contribuem para o sistema em termos
de harmónica é compensado pelo factor de potência de entrada melhorado, libertando
efectivamente kVA no sistema de distribuição de energia eléctrica. Isto aplica-se
particularmente quando a ligação está associada ao regulador de ar. Embora existam
muitas soluções de abrandamento das harmónicas, frequentemente constituem um
custo desnecessário.
Contudo, quando se quer atacar as harmónicas, os filtros passivos e as soluções
multi-impulsos estão entre aquelas que têm um custo mais baixo. Os filtros activos são
um pouco mais dispendiosos mas são os que apresentam um melhor desempenho.Uma entrada activa pode ser a mais dispendiosa em termos de custo inicial. No
entanto, a longo prazo, representa poupança de dinheiro, ao não requerem
equipamento de travagem dinâmico e ao poupar energia na regeneração de potência.
Estas características podem mesmo fazer desta solução a mais económica de todas,
caso seja necessário regeneração ou “travagem”.
Práticas de Eficiência Energética Página 62 de 63
5/13/2018 Energy Efficiency Practices-PT - slidepdf.com
http://slidepdf.com/reader/full/energy-efficiency-practices-pt 63/63
Referências
1. Good Practice Guide 002 – Energy saving with motors and drives: Energy
Efficiency Enquiries Bureau (ETSU)
2. Good Practice Guide 168 – Cutting your energy costs – A guide for the textile
dyeing and finishing industry: Energy Efficiency Enquiries Bureau (ETSU)
3. Good Practice Guide 197 – Energy efficient heat distribution: Energy Efficiency
Enquiries Bureau (ETSU)
4. Lighting Guide 006 – The Lighting of Warehouses and Storage Areas: Action
Energy – Carbon Trust
5. Straight Talk About PWM AC Drive Harmonic Problems and Solutions:
Rockwell Automation Mequon WI
6. Promot Project: http://spinel.semafor.ch/promot
7. Motor Challenge Project: http://energyefficiency.jrc.cec.eu.int/motorchallenge/
8. Efficient Textile Production – E Solutions : http://www.e-textile.org/
9. Esti – Energy Savings in textile Industry SAVE II – Final report
10. Boiler Efficiency Facts (www.cleaver-brooks.com)
11. C-B Packaged Boiller Systemes – Energy Tips (www.cbboilers.com/energy)
12. Improving Energy Performance – Thermie B, (Workbooks 2 & 3)13. Test Boiler Efficiency (www.energybooks.com/pdf/4453.pdf )
14. American Society of Heating, Refrigeration and Air Conditioning Engineers,
Handbook of Fundamentals, 2005
15. Reay, D.A., Industrial Energy Conservation, Pergamon Press, 2001
16. Turner W., Energy Managers’ Handbook, The Fairmont Press, 2003
17. Modern Industrial Assessment, DOE, 2000
18. Victoria Best Practice Design, Technology and Management, 2002.19. KOENIG A.G., Energy and Ecology Enginnering (www.koenigag.ch)
20. Brueckner Textile Technologies (www.brueckner-tm.de)
Práticas de Eficiência Energética Página 63 de 63