Energy consumption and CO emissions from the world … consumption and CO2 emissions from the world...
59
Energy consumption and CO 2 emissions from the world cement industry. László Szabó Ignacio Hidalgo Juan Carlos Císcar Antonio Soria Peter Russ June 2003 Report EUR 20769 EN 1
Transcript of Energy consumption and CO emissions from the world … consumption and CO2 emissions from the world...

Energy consumption and CO2 emissions from the world cement industry.
László Szabó Ignacio Hidalgo
Juan Carlos Císcar Antonio Soria
Peter Russ
June 2003
Report EUR 20769 EN
1

European Commission Joint Research Center (DG JRC)
Institute for Prospective Technological Studies
http://www.jrc.es
Legal notice Neither the European Commission nor any person acting on behalf of the Commission is responsible for the use, which might be made of the following information.
Report EUR 20769 EN
© European Communities, 2003
Reproduction is authorized provided the source is acknowledged.
Printed in Spain
2

FOREWORD This document describes a simulation model of the cement industry prepared by the Institute for Prospective Technological Studies with the aim to analyze the evolution of the cement sector, at both global and national levels, and with an emphasis on its technological evolution. This module is the second one to be integrated within the POLES model, and fundamentally relies on the previously published document introducing the iron and steel industry model (see European Commission, 2003a).
The model is capable of simulating the evolution of the industry from 1997 to 2030, focusing on energy consumption, CO2 emissions, trade, technology dynamics, and retrofitting options.
Furthermore, the model allows to analyze a wide set of policy-relevant issues, e.g. the gains in terms of compliance costs of the EU-wide emission trading scheme versus national trading schemes, as well as the evolution of the technology and the energy mixes under these conditions.
3

Table of contents
1. INTRODUCTION............................................................................................................................6
2. CEMENT INDUSTRY OVERVIEW ..............................................................................................8
2.1. Mining and Preparation of raw material ........................................................................................9 2.1. Clinker burning..............................................................................................................................9 2.3. Finish grinding.............................................................................................................................10 2.4. Selected technologies ..................................................................................................................10 2.5. Emerging technologies ................................................................................................................13 2.6. Retrofitting options......................................................................................................................14 2.7. Cost description at world level ....................................................................................................15
3. MODEL OVERVIEW....................................................................................................................17
3.1. Notation. ......................................................................................................................................17 3.2. Consumption of cement...............................................................................................................20 3.2. Production and international trade...............................................................................................21 3.3. Capacity planning........................................................................................................................23 3.4. Production costs...........................................................................................................................28 3.5. Energy consumption and emissions.............................................................................................30 3.6. Emissions.....................................................................................................................................33 3.7. Regional coverage of the cement module....................................................................................34
4. MODEL SIMULATION RESULTS..............................................................................................34
4.1. Reference simulation ...................................................................................................................34 4.1.1. Consumption.........................................................................................................................35 4.1.2. Production.............................................................................................................................36 4.1.3. Cement trade.........................................................................................................................36 4.1.4 Technology. ...........................................................................................................................37 4.1.5 CO2 emissions........................................................................................................................38
4.2 Emission trading scenarios ...........................................................................................................40 4.2.1. Emission trading within the EU15........................................................................................40 4.2.2. Emission trading within the enlarged EU .............................................................................47 4.2.3. Emission trading within the Annex B countries ...................................................................50
5. CONCLUSIONS ............................................................................................................................52
REFERENCES.......................................................................................................................................54
Databases .......................................................................................................................................56 Appendix 1. ............................................................................................................................................57
4

Figure 1: Mass balance for cement production.......................................................................................12 Figure 2: Schematic overview of the cement module.............................................................................17 Figure 3: Commodity intensity curve.....................................................................................................20 Figure 4: New capacity requirements. ....................................................................................................25 Figure 5: Installed capacity.....................................................................................................................26 Figure 6: Retrofitting..............................................................................................................................27 Figure 7: Average world specific energy consumption. .........................................................................31 Figure 8: BAU cement consumption by region ......................................................................................35 Figure 9: Cement production by regions ................................................................................................36 Figure 10: International trade in the cement industry.............................................................................37 Figure 11: BAU technology shares ........................................................................................................38 Figure 12: BAU world installed park .....................................................................................................38 Figure 13: Regional CO2 emissions in the BAU scenario ......................................................................39 Figure 14: BAU world energy consumption in the cement sector..........................................................39 Figure 15: Target setting in the cement model .......................................................................................42 Figure 16: Production leakage as a function of the EU15 emission permit price...................................45 Figure 17: Effects of the trading system on the EU15 technology mix. .................................................45 Figure 18: Effects of the trading system on the EU15 energy consumption ..........................................46 Figure 19: Comparison of EU15 emission trading with BAU with KAYA decomposition...................47 Table 1: Share of cement production and consumption in 1997...............................................................6 Table 2: Average energy consumption of the dry and wet processes (GJ/ton)......................................10 Table 3: Energy consumption in different cement making processes ....................................................13 Table 4: Feasible retrofit options in cement processes ...........................................................................14 Table 5: Relative investment cost...........................................................................................................15 Table 6: Retrofitting costs compared to greenfield investment costs .....................................................16 Table 7: Initial capacity allocation in 1997 ............................................................................................16 Table 8: List of variables. .......................................................................................................................18 Table 9: Technology costs......................................................................................................................25 Table 10: Regions of the cement module. ..............................................................................................34 Table 11: Assumptions of the BAU scenario .........................................................................................34 Table 12: National BSA targets and permit prices from POLES ...........................................................41 Table 13: Geographical coverage of the EU15-wide trading scenario. ..................................................42 Table 14: National BSA targets and permit prices from POLES. ..........................................................43 Table 15: Effects of an EU-wide emission trading scheme on the cement sector ..................................44 Table 16: Geographical coverage, emission targets, and permit prices of the EU27-wide scenario ......48 Table 17. Effects of an EU-27 wide emission trading scheme on the cement sector .............................49 Table 18: Geographical coverage, emission targets and permit prices of the Annex B-wide scenario ..50 Table 19: Effects of Annex B-wide emission trading scheme on the cement sector ..............................51 Table 20: Decomposition analysis of EU15 carbon emission -BAU scenario .......................................59 Table 21: Decomposition analysis of EU15 carbon emission - Emission trading scenario....................59
5

1. INTRODUCTION
Cement is a basic material for building and civil engineering construction. Since cement production and consumption are directly related to almost all economic activities, they closely follow economic trends. The world production of cement grew annually at 3.5% between 1970 and 1997, reaching a level of over 1500 million tonnes in 1997.
Not only the speed of the production growth, but also the high energy consumption and carbon emissions place the sector to an important position from an energy and environmental point of view. The cement sector represented 2.4% of the global carbon emissions in 1994, if only emissions from fuel combustion are accounted for [IEA, 1999]. Adding its significant process emissions the sector’s contribution reaches nearly 5% to the global anthropogenic CO2 emission. If present trends continue, the sector would further increase its share in the global greenhouse gas emission, and cement industry would receive even more focused attention from an environmental point of view.
Table 1 contains information on cement production and consumption for different world regions.
Table 1: Share of cement production and consumption in 1997
Regions Production Consumption Per capita consumption (kg)
EU15 11.3% 10.9% 446 Rest of Europe 5.5% 4.8% 363 FSU 2.6% 2.8% 137 Africa 4.2% 4.6% 91 North America 6.1% 6.8% 348 Latin America 7.5% 7.2% 271 China 33.2% 32.9% 404 India 5.3% 5.1% 82 Rest of Asia 18.1% 19.2% 270 OECD Pacific 6.5% 5.7% 568
Source: [CEMBUREAU, 1999b]
China alone counts for one third of the world production and consumption in 1997. The European Union had a share of 11.3%, with stable production and consumption levels. The difference between the consumption and production data at the country level indicates the size of net foreign trade, which accounts for 7% of the total world production. It is noticeable that cement demand is mostly satisfied domestically. Foreign trade is fairly limited by the high transportation costs. The data indicate that North America and Rest of Asia are the biggest importers, while the European Union is a net exporter of cement, together with the OECD Pacific (mainly Japan).
The per capita consumption shows great differences among regions, having the OECD pacific and the European Union regions the highest levels. Developing regions
6

have much smaller per capita consumption, ranging between 91 to 270 kg. Nevertheless, China has an exceptionally high value of over 400 kg.
The regional growth rates show a wide range for the 1970-1997 period. The EU-15 had an average reduction rate of –0.1%. Eastern Europe and the Former Soviet Union had two distinct phases in cement consumption. Till 1988 cement production grew with a relatively modest rate of 2.3%, while following the economic crisis of transformation to the market economic system, the production level dropped by more than 12%. The African region had an average increase of 4.5% over the period, while Asia (without China and India) had a growth rate of 7.5%. China showed an average annual growth of 12% in this period, while India grew with an average rate of nearly 7%. These two countries are responsible for most of the world cement production and consumption expansion. North America had a 0.5% average growth in cement production, while Latin America showed growth rates between 5-12% in some period, but subsequent crises in large producing countries (in Brazil and Mexico) reduced its average growth in the given period [CEMBUREAU, 1999b].
There are numerous studies addressing the future development of the sector from environmental and energy point of view, although most of them are limited to a certain region of the world. The most remarkable research was prepared by the International Energy Agency [IEA, 1999], which has a global coverage and has projections on the performance of the sector till 2020. Another valuable study assessed the potentials for energy efficiency improvement in the US cement industry by Worell [Worell et al, 2000], which study built up a very detailed energy conservation supply curve (MAC) for the sector. Another notable study covers the important region of China [Liu et al, 1995], which analyzes the energy efficiency improvement potential in a country characterised by one of the highest cement consumption growth.
The cement model is able to project the evolution of the sector in the 1997-2030 period, paying particular attention to the energy, consumption, CO2 emissions, trade, technology dynamics, and retrofitting options. The model has 51 regions, which can be grouped into eleven larger regions (four of them covering the Annex B countries). The model operates with a set of inter-connected modules: cement consumption and production, international trade, capacity planning, energy demand and GHG emissions modules. In each module behavioural equations calculate endogenous variables considering production costs, techno-economic constraints, time lags and trends.
Regional consumption trends are exogenously driven by the "intensity of use hypothesis". An inverted U-shape curve explains the time evolution of cement intensity per unit of GDP. The capacity planning module considers not only life span and investment costs of the technology set, but also possible retrofitting options for existing plants. Seven distinct technologies have been identified and included in the technology portfolio, characterized by investment costs, energy, material, labour consumption and available retrofitting options. The main exogenous variables of the model are GDP, population and energy prices of the main energy carriers, taken from POLES. Other techno-economic characteristics of the industry have been collected for the 1980-1997 period, and then made endogenous through the recursive simulation process of the model. These variables include production costs and quantities, capacities and investment costs by type of technology and region.
7

Estimates of CO2 emission reduction costs have been derived by simulating the introduction of a carbon tax (carbon value) in the sector. Increasing the level of the carbon value triggers three different mechanisms in the model: reduce demand of cement, substitute fuels and speed up retrofitting and technology change. Estimates for various emission reduction levels are obtained through the simulation of various "equivalent" carbon taxes. A perfect market framework is assumed (no market distortion, and zero transaction costs). In this case the emission trade market will be cleared at the price where all marginal cost curves are equalized.
The document has four sections in addition to this introduction. Section 2 gives an overview of the cement industry. The model is described in Section 3. The simulation results are given in Section 4. Firstly, the "Reference Simulation" sub-section shows the model forecasts for production, consumption, trade, technology evolution and CO2 emissions in the business as usual (BAU) scenario. Secondly, the "Emission trading scenarios" sub-section shows the simulation results of three emission trading systems: an EU15 market, a market within the enlarged EU, and an Annex B market. The paper ends with the summary of the main conclusions.
2. CEMENT INDUSTRY OVERVIEW Cement manufacturing consists of four main steps. After mining, grinding and homogenisation of raw materials, the first step in cement manufacture is calcination of calcium carbonate followed by burning the resulting calcium oxide together with silica, alumina, and ferrous oxide at high temperature to form clinker. The clinker is then ground or milled together with gypsum and other constituents to produce cement.
Naturally occurring calcareous deposits, such as limestone, marl or chalk provide the source of calcium carbonate. Silica, iron oxide and alumina are found in various ores and minerals, such as sand, shale, clay and iron ore. Power station ash, blast furnace slag, and other process residues can also be used as partial replacements for the natural raw materials.
The cement industry is an energy intensive industry with energy typically accounting for 30-40% of production costs. The energy consumption is estimated at about 2% of world total, and almost 5% of industry total. Due to the usually carbon intensive fuel, and to the fact, that the calcinating process itself produces high amount of CO2, cement industry contributes 5% of global CO2 emissions [IEA, 1999]. Its importance is even higher, taking into account the very fast growth of large developing regions such as China, India and South East Asia.
The four distinguished production steps of cement manufacturing are the followings:
• Mining of raw materials. • Preparation of raw materials: homogenising and grinding of raw material. • Burning of raw material to cement clinker. • Finish grinding of clinker and mixing with additives.
The following subsections contain short descriptions of the various stages.
8

2.1. Mining and Preparation of raw material
The most common raw materials are limestone, chalk and clay. These materials provide the necessary calcium oxides for clinker making and they can be found in all regions of the world. The raw material should be homogenised, grounded and crushed to the required fineness. In addition some other materials are required for the process (e.g. silicon oxides and iron oxides). The energy consumption in this step is mainly electricity consumption, which could vary between 25-30 kWh/tonne of cement. Around 1.5-1.7 tonnes of raw material are required for the production of 1 tonne of cement depending on the mill type [Hendricks et al, 2000; IEA, 1999].
2.1. Clinker burning
Prepared raw materials are burned at high temperature (at the peak over 1450 oC), first calcinating the materials. With the rising temperature a clinkerization step takes place.
At temperature above 900 oC, the calcinating takes place:
CaCO3 CaO + CO2
At this step the generated CO2 leaves the material, so the raw material loses more than one third of its original weight. It means that at the same time there is CO2 emission from the process itself further than from fuel burning. This is not CO2 from fossil origin, but it should be accounted for as anthropogenic CO2 emission.
Clinkerization takes place at 1300-1450 oC, where parts of the material are liquid, and stick together to form nodules (clinker). Formation of alite (tricalcium silicate) takes place at this step. Alite is one of the most important fraction of the clinker, as this determines the hardening property of the cement. The material then must be cooled rapidly, because with slow cooling high portion of the alite could be lost. (It can form belite – dicalcium oxide and calcium oxide.)
Basically two types of kiln are used for the pyro-processing of the raw materials: vertical kilns (shaft kilns), and rotary kilns. Significant number of vertical kiln can only be found now in China, India and in some other developing countries. Rotary kiln is a tube with a diameter of up to 6 meters, with a longitude of 10-20 times its diameter in case of short kiln, and 32-35 times in case of long kilns. The kilns are installed with a slope of 3-4 degrees with the horizontal and are rotating slowly to move the raw material towards the direction of the flame to the lower end of the kiln. The different kiln types will be introduced later in the next chapter.
The energy consumption is summarised in Table 2 for two basic process types introduced later:
9

Table 2: Average energy consumption of the dry and wet processes (GJ/ton)
Heat requirement Dry process Wet process Chemical reactions 1.76 1.76 Evaporation of water 0 2.4 Heat lost 1.4 1.7 Total 3.2 5.8
Source: [EC, 2000a; IEA, 1999]
2.3. Finish grinding After cooling clinker can be stored in closed silos or in other types of storage devices. To produce cement, clinker should undergo grinding to the required fineness. Additional materials, such as gypsum and fly ash are thus added to the material. The usual equipments to use are ball mills and rolling press together with separators. Portland cement contains at least 95% of clinker, while other cements (Blended portland, blast furnace and pozzolanic cements) contain less, but usually over 65%. The filler materials are gypsum, pozzolona, fly ash and burnt shale.
The energy consumed in this step is between 30-55 kWh/tonne, depending on the type of mill, and on the added material. [EC, 2000a]
2.4. Selected technologies The monitorization of an appropriate technology set is fundamental to address the environmental performance of the industry. It should include the relevant technologies of the market in the given time horizon (till 2030). As the aim of the model is to analyse the energy consumption and carbon emission of the sector, the decisive factor has been the energy required by the different technologies.
Seven technologies were chosen to be included in the module according to the clinkerization process (kiln type):
1. Wet rotary kiln 2. Semi-wet rotary kiln 3. Semi-dry rotary kiln 4. Dry long rotary kiln 5. Dry rotary kiln with pre-heater 6. Dry rotary kiln with pre-heater and pre-calciner 7. Shaft kiln
Wet rotary kiln
If the water content of the raw material is high (between 15-25%, e.g. chalk) usually wet slurry is produced to feed the kiln. The kiln feed contains around 38% water. The advantage of the process is to have more homogeneous meal for the kiln, and less electricity consumption for the grinding. The disadvantage is that water must be evaporated in the kiln, which results in much higher total energy consumption, usually
10

between 1.8-3 GJ/tonne. In places where water content of the raw material is high (GB, Belgium), this process is still an existing technology of cement making.
Semi-wet rotary kiln
In the semi-wet process, the wet raw material is processed in filter presses after homogenising, resulting in lower moisture content. It is an improvement of the wet process, and mainly used for retrofitting the existing wet kilns. The process can reduce energy consumption compared to the wet process up to 0.3 GJ/tonne of clinker.
Semi-dry rotary kiln
In the semi-dry rotary kiln moisture content is reduced by using waste heat recovered from the kiln. Then this dried meal is introduced into the kiln. This kiln type is also referred as Leopol kiln.
Dry long kilns
This group includes both long dry kilns without preheater and kilns with preheater. The preheater could be shaft pre-heater or a one stage cyclone pre-heater. This technology still has high energy consumption compared to new technologies, because the pre-heater is missing, or not as efficient as the new multi-cyclone preheaters.
Dry kilns with preheater
This category includes kilns with multi-staged (4-6) cyclone preheaters. The raw material travels through the cyclones, where each following cyclone has higher temperature. These cyclones are placed above each other in towers, which can be more than 100 meter high. Earlier in the 1970’s 4 stages preheating was the most wide-spread installation, now 5 or 6 stages pre-heater kilns are constructed. The energy consumption of kilns with suspension pre-heaters is much smaller, than the previous categories, they consume energy between 2.9-3.5 GJ/tonne. As one part of the calcination already takes place in the preheater, it was possible to reduce the length (and energy consumption) of the kiln significantly, with a length/diameter ratio of 13-16. One disadvantage of the process is that alkali can build-up and collect in the preheater, which should be separated from the exhaust gas. This usually leads to extra energy use. The alkalis reduce the quality of the cement, and can block the operation of the preheater, which could results in long interruptions in operation.
Dry kilns with preheater and pre-calciner
In this process an extra combustion chamber is installed between the preheater and the kiln. This pre-calciner chamber consumes 60% of the fuel used in the kiln, and 80-90% of the calcination takes place here. There are many advantages of the pre-calcinating process. It further decreases energy consumption by 8-11%. Secondly combustion in this chamber is at lower temperature as in the kiln, so lower grade fuel can be used (e.g. wastes, waste fuel). This can lower the NOx emission because of the lower burning temperature. Kiln length could be further reduced to a length/diameter
11

ratio of 10. In this way the capacity of the kilns could be increased up to 12000t/day. (For comparison: in Europe the usual kiln size is between 3-5000 t/day)
Shaft kilns
Based on a different technology, significant number of shaft kiln can only be found in developing countries, such as China and India. They are operated only in those countries, where lack of infrastructure, lack of capital, or other factors makes them viable. E.g. in China the regional industrialisation policy and the prohibition of entities to own chain of plants make shaft kilns widespread. In India their share is 10%, while in China it is over 80% of the capacities. Their usual size is between 20-200 tonnes/day, and many of them are fully hand-operated.
Shaft kilns are vertical installations, where raw materials are travelling from the top to the bottom by gravity. Raw material is mixed with the fuel and feed from the top, while air is blown from the bottom. The same phases are present in this process as we€/tCO2ll, namely calcination, clinkerisation and cooling. There are certain disadvantages of the process. Clinker quality is highly dependent on the homogenisation of pellets and fuel, and on the air supply. Inadequate air supply or uneven air distribution makes combustion incomplete, resulting in low quality clinker and high CO and VOC emissions. In theory, shaft kilns can almost reach the energy efficiency of the rotary kilns, but in practice their energy consumption vary between 3.7-6.6 GJ/tonne of clinker, with the average of 4.8 GJ/tonne in China and India.
Summary of material and energy flows
The mass balance for the production of 1 kg of cement is shown in the Figure 1. The mass flow is approximately the same for all the processes introduced, but energy requirements are differing.
Mass balance for 1 kg cement Raw material factor: 1.54 Clinker factor: 0.75 Fuel*: heavy fuel oil Specific energy*: 3.35 MJ/kg Clinker Calorific value*: 40000 KJ/kg (on dry basis) Air: 10-11 Vol% O2 10% excess air
Emissions: CO2 600g (404g CO2 from raw material, 196 g CO2 from burning) N2 1566g O2 262g H2O 69g+ raw material moisture Air
110g raw material 63g fuel* 750g clinker 984 g air +raw material moisture 1050g air 250g filler air (gypsum blast furnace slag, fly ash)
Burning (dry process)
Grinding
*Energy consumption varies amongst technologies.
Source: IPPC Reference Document on Cement [EC, 2000a]
Figure 1: Mass balance for cement production
12

Concerning the energy consumption of the different processes, there are higher differences than in the material consumption. Table 3 summarises the main characteristics of the different processes.
Table 3: Energy consumption in different cement making processes
WET SEMI-WET SEMI-DRY DRY LONG
DRY WITH PREHEATER
DRY WITH PRECALCINER
SHAFT
Specific heat consumption GJ/t
5.0-7.5 3.4-4. 3.2-3.9 3.6-4.5 3.1-3.5 3.1-3.2 3.7-6.6
Specific electricity consumpt. MWh/t
0.025 0.03 0.03 0.025 0.022 0.022 0.03
Kiln capacity 300-3600
300-5000 300-2000 300-2800 300-4000 2000-13000 <300
Raw material Slurry Filter cake Pellet Dry raw meal
Dry raw meal Dry raw meal Pellets
Moisture content of raw material %
28-43 16-21 10-12 0.5-1.0 0.5-1.0 0.5-1.0
Kiln type Long Long/Leopol Long/ Leopol Long Short Short Shaft
Heat exchange device
- Cyclone/
grate preheater
Cyclone/ grate
preheater - Cyclone
preheater Cyclone Preheater -
Source: [CEMBUREAU, 1999a; EC, 2000a]
2.5. Emerging technologies This section introduces two technologies and an alternative product to cement. These alternative technologies and materials are not included in the cement module, as no large-scale commercial application is anticipated in 30 years time [IEA,1999].
One alternative technology is the fluidised bed kiln, where calcination takes place in a stationary kiln with fluidised bed. The overflow of air regulates the transfer of raw materials and the temperature of combustion. The expected advantages are the lower investment cost due to the smaller equipment and less emission (mainly concerning NOx) due to the more advantageous combustion conditions. The maximum feasible size of this type of kiln is 1000 tonnes/day, its energy consumption is expected to be the same as the modern precalciner kilns. The technology is not commercially available, it is still in experimental phase. It means that it is not expected to have considerable commercial implementation in this decade, and investment and operation costs are not known.
A second emerging branch of technologies, which can result in significant change in energy consumption, is the advanced grinding technologies. Grinding is an important process both at the beginning and at the end-process of cement making. This is a highly ineffective process, as 95% of the energy is lost as waste heat and only 5% is used to create more surface area. New pressure mills already have increased efficiency compared to the traditional ball mill, but new non-mechanical techniques, such as ultrasound, laser, thermal or electric shock can further improve efficiency. As
13

these are still in research phase, no information is available on the investment costs, and no commercial application is expected in the nearest future.
New alternative products
Instead of using calcium carbonate (limestone) for the calcination to gain calcium oxides as the binding agent, other materials could be used. Mineral polymers can be made from inorganic alumino-silicates. These polymers can be produced by blending three elements, calcined aluminio-silicates, alkali disilicates and blast furnace slag. The material produced has compressive strength of 20 MPa, after 4 hours, and 70-100 Mpa after 28 days. Research on mineral polymers is ongoing, however some applications are already commercially available. One kind of blended cement consisting of 80% of portland cement and 20% of polymers is commercialised. Further research on long term durability and resistance is still necessary to judge, whether this material could replace cement in construction as a binding agent.
Furthermore, its economic feasibility is not proved yet, although many factors support its competitiveness. It requires much less energy (as the process requires peak temperature of 750 oC only, compared to the clinker making, where it is 1450 oC). Investment costs can be 5-10 times smaller than in the case of conventional cement. As the production of mineral polymers require 60-70% less fuel, and non-fuel CO2 emission is just 10% of the clinker production, the production of this material entails 80-90% less CO2 emission, with respect to conventional cement. So its advantage over cement with the growing importance of carbon emissions will be increasing [IEA, 1999].
2.6. Retrofitting options One of the most important mechanisms in the model is the retrofitting option among technologies. Retrofitting in the model means the transformation of one technology to another, if it is economically rational and technologically feasible. Both investment and variable costs are considered to determine the economic worthiness of the option. Technological feasibility is determined according to previous studies [EC, 2000; Hendriks et al, 2000; CEMBUREAU, 2000]. The possible retrofit options are the following:
Table 4: Feasible retrofit options in cement processes
from / to Wet Semi-wet
Semi-dry
Dry long
Dry preheater
Dry precalciner Shaft
Wet Semi-wet Semi-dry Dry long Dry preheater Dry precalciner Shaft
14

In case of shaft kilns, an automatic development is built in the module, based on studies on the Chinese and Indian cement industries [Liu et al, 1995; Schumacher-Sathaye,1999]. These studies had in-depth analysis on the possible future development of shaft kilns. Their conclusion was that even on longer term, shaft kilns continue to give substantial part of cement producing capacities of China and India, but with lower energy intensity. The assumed potential for improvement was ranging from 10 to 30% in these studies. In our cement module 15% fuel efficiency gain is assumed on 30 years time scale. This means a present 4.8 GJ/tonne of cement energy intensity will arrive to around 4.0 GJ/tonne, which is a realistic assumption. The best available shaft kiln technologies could reach 3.2-3.4 GJ/tonne of cement fuel consumption, but with measures such as automated load control, raw feed ingredient control, computer controlled kiln operation (optimising air flow, temperature distribution), and particulate emission control [Liu et al, 1995]. These measures could hardly be expected to become the general practice in these countries, even in 30 years time.
2.7. Cost description at world level The cement industry is a very capital intensive industry, as capital costs equal 3 years turnover of cement companies.
Table 5: Relative investment cost
Table 5
Investment costs Cembureau BATWet 80%
Semi wet 100% Semi dry 100% dry long 80%
dry preheater 100-115% Dry precalciner 95-100%
Shaft n.a. Source: [CEMBUREAU, 1999a]
indicates the differences amongst the greenfield investment costs of different technologies based on the per ton of annual capacity values. They do not show extreme differences among technologies. Two factors can explain this uniformity. First, some investment cost can only be rough estimations, as they are already obsolete technologies (long dry and wet ones) and not commercially available. Secondly new installations (usually dry precalciner and preheater technologies) are usually larger sized, which reduces the per ton investment costs. Another important point is that these investment costs are differentiated amongst the regions, according to [Gielen-Moriguchi, 2002].
15

Table 6: Retrofitting costs compared to greenfield investment costs
From/to wet semi wet semi dry
dry long
dry preheater
dry precalciner
Wet - 3% 5% - 37% 55%Semi wet - - 5% - 37% 55%Semi dry - - - - 10% 15%Dry long - - - - 10% 15%Dry preheater - - - - - 14%Dry precalciner
- - - - - -
Data in Table 6 are calculated from information based on the [IEA, 1999; Hendriks et al, 2000]. It shows the relative costs of the feasible retrofitting options compared to an “average” greenfield investment cost (which would score 100% in Table 5.). The table shows, that there is a high premium on retrofitting compared to new investment, where it is available. Thus there is a high incentive for the industry to retrofit aged capacities instead of investing in new capacities. This process is intensified with increasing energy prices, as the cost advantage of these new technologies will increase.
Table 7: Initial capacity allocation in 1997
Technology Share Wet long 12% Semi wet 1% Semi dry 2.2% Dry long 8.5%
Dry preheater 21.2% Dry precalciner 33.2%
Shaft 21.9% In 1997 - at the starting year of the model – the estimated global cement capacity is 2017 million ton/year cement capacity. This compared to the actual 1570 million ton production gives an utilization ratio of 78%. Out of these capacities, only 33% is the most advanced dry precalciner technology, which gives level of playing field for retrofitting options in the industry. Even if shaft kilns are not accounted (because they are excluded from the retrofitting options, instead an autonomous improvement is built in the model for them), almost 50% of the capacities are available for transformation.
16

3. MODEL OVERVIEW
Figure 2 describes the functioning of the cement module in a simplified way. The dotted frames indicate the interface variables connecting with the POLES model. The other sub-modules are introduced in detail in the subsection 3.2 - 3.7. 1:
b
b
indu tors
GDP, POPULATION
Industry carbon emission to POLES
POLES final energy demand from
strial sec
Production y region
Production y technology
Capacity planning,
retrofitting investments
Energy Demand in
Cement Industry
Costs Prices
CarbonValue Energy prices from POLES
International trade
Consumption of cement
Figure 2: Schematic overview of the cement module 3.1. Notation. Subscripts2:
• Fuels: fuel, primfuel, ofuel. • Regions: zon, imp. • Pollutants: poll. • Raw material: raw. • Time: t, τ. • Technology: tech, techi, techj.
17
1 The model was written in VENSIM 5.0 software. 2 Some subscripts will be omitted in the following sections for clarity purposes.

Table 8: List of variables.
VARIABLE DESCRIPTION AFEzon,fuel Average fuel efficiency. ALPHA National production allocation parameter. ALPHAPROzon Production by technology allocation parameter. APCOGzon Fuel sectoral average price. APPTONzon Apparent production. AUXRFTFRAzon,tech i, tech j Auxiliary variable to compute the retrofitting fractions. AVNCzon Average national production costs. Azon,tech Auxiliary variable to compute the retrofitting fractions. Bzon,tech Auxiliary variable to compute the retrofitting fractions. CAPFLWzon,tech i, tech j Capacity flow from technology i to technology j. CAPzon,tech Installed capacity. CCfuel Fuel carbon content. CDEL World average cost deviation elasticity. CEzon,tech Capacity elasticity. CFOMzon,tech Fixed operation and maintenance costs. CFzon,tech Fixed costs. CLCEzon Clinker to cement ratio by region CONzon National consumption. COVRATzon National self-coverage ratio. CUMCAPzon,tech Cumulated capacity. CUTONzon,tech Production costs. CUzon,fuel Fixed fuel user costs. CV Carbon value. CVOMzon,tech Variable operations and maintenance costs. CVTONzon,tech Variable energy costs. CVzon,tech Variable production costs. Czon,tech Auxiliary variable to compute the retrofitting fractions. DIraw Average distance to the raw material suppliers. DISRzon Discount rate EFFCzon,tech,poll Emission factor from fuel combustion. EFOPzon,tech,poll Emission factor from other processes. EHzon Fuel substitution parameter for new primary fuels demand. ELEDEMzon,tech Electricity demand. ECLTtech Technology economic lifetime. EMzon,tech,poll National emissions by pollutant. EXPTONzon Expected national production. EXPzon Exports. FCELEzon Consumption of electricity. FCEPzon,fuel Fossil fuel consumption in electricity production. FCOFofuel,tech Final consumption of other fuels. FCzon,fuel Total fuel consumption. FICzon,fuel Fuel related investment costs. FPzon,fuel Fuel prices. FTzon,fuel Fuel consumption for non-energy uses. FUzon,fuel Fuel consumption for energy uses. GDPPOPzon GDP per capita. GDPzon Gross domestic product. ICzon,tech Investment costs. IMPzon Imports.
18

IPzon,raw Raw material input prices. MKT Global market size. NATPRFDEMzon National primary fuels demand. NELDEMzon,tech Non electric energy demand. NWBCAPzon,tech New built capacity. NWPRFDzon New primary fuels demand. PGCONzon Commodity consumption per GDP. POPzon Population. PPzon Profit percentage. PREzon Price elasticity. PRFDEMzon,primfuel Primary fuels demand. PRFSHNWDzon,primfuel Primary fuel shares in new demand. PRFSHzon,primfuel Shares of primary fuels in the current demand. PROzon,tech Production by technology. PRzon Commodity price. REMCAPzon,tech Remaining capacity before retrofitting. RETCAPzon,tech Retired capacity. RFTCAPzon,tech Retrofitted capacity. RFTCSTzon,tech i, tech j Retrofitting cost from technology i to technology j. RFTFRAzon,tech i, tech j Retrofitting fraction from technology i to technology j. RFTMTXtech i, tech j Retrofitting matrix. RFTSHzon,tech Allowed share for retrofitting. RMPtech Raw materials prices. SELEDzon,tech Specific electricity demand for energy uses. SELERzon,tech Specific electricity recovery for energy uses. SHCAPSTEzon,tech Technology share in national capacity. SHPAzon Shape parameter for PGCONzon. SHPBzon Shape parameter for PGCONzon. SHPROtech Technology share in national production. SHPRzon National share on global production. SHTONLRtech Long range technology cost-based shares. SHTONSRtech Short range technology cost-based shares. SNELDzon,tech Specific non-electric energy demand for energy uses. SNELRzon,fuel,tech Specific non-electric energy recovery for energy uses. SNEUCzon,fuel,tech Specific fuel consumption for non-energy uses. SPPtech Technology substitution parameter. SRCtech,raw Specific raw materials consumption. TCLTtech Technical lifetime. TONzon National production. TONGRWzon National average production growth. TOTCAPzon National capacity. TOTEMzon,poll National emissions. TOTRCAPzon Total retired capacity. TPELzon Total electricity production. TRCOSTzon Transport costs to the customers. UFACzon Industry utilization factor. βtech i, tech j Retrofitting substitution parameter θzon,tech Intermediate point to re-scale the retrofitting fractions
19

3.2. Consumption of cement
As one of the crucial building materials, cement consumption has high correlation with economic activity. Its consumption shows steady and uninterrupted increase in the last decades at world level. Global consumption increased from 135 million tonnes in 1950, to 584 million tonnes in 1970 and to 1438 million tonnes in 1995, with an average growth rate of 3.6% for the last 25 years according to the CEMBUREAU statistics [CEMBUREAU, 1999b, 2002]. However, huge differences could be traced between different regions behind the world average growth. In the European Union and in Japan consumption stagnated between 1970 and 1995, while on the average USA shows slow increase in cement consumption. Eastern-European countries and the Former Soviet Union had sharp drop in consumption level, while China, India, Middle East and Rest of Asia show sharp growth both in consumption and production. Their average yearly growth even in this long period (20 years) exceeds 7% on average, with a highest increase in China with around 13%.
The consumption of the commodity produced in the cement sector is calculated in the model from the relationship between the commodity intensity (commodity consumption per unit of GDP) and the GDP per capita. Empirical research showed that the commodity intensity can be often described as a function of the national per capita income. This function has been determined empirically and varies among countries and materials, but its general shape follows an inverse U-shaped curve (also called Intensity of Use hypothesis). The inverted U shape can be explained in terms of superposition of three different trends [Van Vuuren 1999]:
• The changes in commodity requirements during different phases of the economic transition from agriculture to manufacturing and construction, and then to services.
• The changes in the commodity requirements as a result of substitution.
• The changes in the commodity requirements as a result of technological development.
Commodity Intensity
0
50
100
150
200
250
300
0 5 10 15 20 25 30 35 40GDP per capita (€/cap)
Com
mod
ity in
tens
ity
(Mto
n/M
€)
Figure 3: Commodity intensity curve
20

Developing countries like China or India would be in the left hand side of the curve (positive slope), whereas developed countries such as USA or Germany would be located in the right hand side (negative slope). Each country has its own consumption pattern, PGCON (Mton/M€ppa), represented by the equation:
( ) ( )1 11
1 1ln tt tt t
t
K PGCON SHPA SHPB GDPPOP GDPPOPGDPPOP GDPPOP
PGCON e− −
−
+ + ⋅ − + ⋅ −
=
where K, SHPA and SHPB are the shape parameters of the curve, and GDPPOP is the GDP per capita (thousand €/inhabitants). Values of SHPA and SHPB are calibrated using the VENSIM optimiser to get the best fit to the actual data of the last 15-20 years, depending on the region. Cement consumption for the modelling period is then calculated using GDP and population forecasts together with the calculated cement intensity (PGCON).
11 1 1 1
PREcem
t t t tt t
t t t t
PGCON GDPPOP POP CEMPRICECON CON
PGCON GDPPOP POP CEMPRICE−
− − − −
= ⋅ ⋅ ⋅ ⋅
CEMPRICEt is the domestic cement price, CEMPRICEt-1 is the price in the previous year, while PREcem is the price elasticity. By construction, the price effect has one year delay in the model.
3.2. Production and international trade
The following step is to determine the production in each producing region. The producers could increase or decrease their production, according to the demand in their country and according to their import (or export) possibilities. If low-priced production is available in a region, its production will increase, while the more expensive ones will have smaller share, as export will be a more economical option to satisfy demand. However, availability of capacities could limit production growth.
High costs of international transport (and other trade barriers) might restrict the growth rate of international trade. Concerning the cement market transport cost is even more important, as this cost represent a high portion compared to the product price. Thus the formulae determining the production in each region has to have the flexibility to consider the cost differences amongst the countries and needs the rigidity to reflect the limitations exposed by the capacity constraints and the relatively higher transport costs. For this purpose, the global market size, MKT, is allocated to be produced in each country by means of an implicit formulation involving the finding of a coefficient ALPHA in the following system of equations, solving as well for the national production themselves:
21

zon
zon
ALPHA TOTCAPSHPR MKT
zon zon
zonzon
TON TOTCAP eTON MKT
⋅
⋅ = ⋅
=∑
The above system of equations (unknowns: TONzon and ALPHA) is iteratively solved using the current total production capacities in each country TOTCAPzon, and the shares of each producer in the global market, SHPRt,on. These shares are the previous ones corrected by a factor depending on the average national production costs:
1, 1,,
1, 1,
1,1,
1,
CDELt zon t zon
t zon CDELt zon t zon
zon
t zont zon
t zonzon
SHPR CSTDEVSHPR
SHPR CSTDEV
TONSHPR
TON
− −
− −
−−
−
⋅=
⋅
=
∑
∑
The correction factor is the deviation from the world average production cost, CSTDEVt,zon, calculated from the national average production costs AVNCt,zon. Countries with cheaper than the average costs have a correction factor greater than one that increments their previous shares in the world production:
1,
1,1,
1
t zonzon
zont zon
t zon
AVNC
CSTDEVAVNC
−
−−
=
∑∑
This effect is modulated by the positive parameter CDEL. With this formulation of cement production two important conditions of production allocation are satisfied. Capacity constraints are taken into account, and at the same time the cost advantages (disadvantages) have the desired impact on production growth.
Once production is determined for all the world regions, the net export and import positions could be calculated as the difference between consumption and production in the given region:
0
EXPIf C ON TO NThen TO N C O NElse
= < −
0
IM PIf C O N TOThen C O N TO NElse
N=
> −
22

Total domestic production is then allocated to the different technologies, taking into account the existing capacities and relative cost shares of the different technologies:
,
,
, ,
,
region region tech
region tech region
tech
ALPHAPRO CAPSHTON TON
region tech region tech
region tech region
PRO CAP e
PRO TON
⋅ ⋅ = ⋅
=∑
Where PROregion,tech is the production by technology, CAPregion,tech is capacity by technology and TONregion is the production of cement in the given region.
The above system is iteratively solved according to the technology unconstrained cost-based shares, SHTONtech, given by:
tech
tech
SPPtech
tech SPPtech
tech
SHPRO CUSHTON
SHPRO CU
−
−
⋅=
⋅∑
where CUtech are the production costs associated to each technology (depending also on the country considered), weighted by the shares of the technologies in the national production (SHPROtech, computed later in the section Production Costs), and SPP is a substitution parameter depending only on the country. With positive SPP value technology share decreases when its production cost grows. High SPPs, in absolute value allow faster shifting to cheaper technologies. If SPP tends to zero, the technologies are distributed evenly.
3.3. Capacity planning.
Cement capacity data by technology can be found in CEMBUREAU statistics [CEMBUREAU, 2002], but on a company basis, which was aggregated to regional level3. The core of capacity planning is retrofitting, which in the model means the transformation of one technology to another, according to the economic advantage to do so. Both investment and variable costs are considered to determine whether the shift option is reasonable or not. Investment costs are annualised through the economic life of the investment. Only those technologically feasible options are allowed, listed in section 2.6.
New production capacity of a given technology is introduced in the sector through two ways. The first one is by building new installations, and the second by upgrading the existing capacity (retrofitting). Accelerated decommissioning is not considered in
3 Kiln capacity data are aggregated. To reach cement capacity data, the average clinker ratio was applied to this data. In this way an artificial capacity data was attained, but this one is more suitable for the modelling, as it reflects the bottlenecks of the technology (kiln size). The real grinding capacities are ignored, as usually they are oversized compared to kiln capacities, and they do not represent the real potential of the cement making.
23

the model because of the high dismantling costs. Capacity is maintained during its entire lifetime, even if new and cheaper utilities are built.
The requirements for new capacities are determined considering the total expected production, total installed capacity, total retired capacity and the national self-coverage ratio.
• The expected production (EXPTON), in Mton, is given by a backward-looking expectation function of the national production and its change during the last ten years:
1,
,9
1 ( 1),
(1.05, )t t
t i zonzon
i t i zonzon
EXPTON Max TONGRW TON
TONTONGRW
TON
−
−
= − +
= ⋅
=
∑∑ ∑
zon
• The total installed capacity, TOTCAP, is the aggregation of the installed capacities by technology.
• The total retired capacity, TOTRCAP, is the aggregation of the retired capacity by technology, RETCAPtech (Mton) which in turn is a function of the installed capacity, CAPtech, and the technical lifetime, TCLTtech ( in years):
1,,
t techt tech
tech
CAPRETCAP
TCLT−=
• The national self-coverage ratio, COVRAT, is the quotient between the national production and the national consumption.
If the difference between the national expected production minus the total retired capacity, and the total installed capacity is positive, then new capacity should be built. The total new built capacity to be built is corrected by a factor depending on the self-coverage ratio (the factor is the self-coverage ratio in the 0.5 to1.5 range), so countries with a low ratio tend to build more than countries with high ratios. The result is shared out among the technologies according to their production costs (using the long-term cost-based shares SHTONLRt,tech, computed as the short-term shares but including the fixed costs term). With the above introduced auxiliary variables, the equation for the new built capacity NWBCAPt,tech could be defined. For the easier understanding it is also shown graphically in Note: TOTCAP: Total installed capacity; TOTRCAP: total retired capacity; NWBCAP: new built capacity; EXPTON: expected production; Figure 4.
( )
,
1
1,
1
0
(0.5, ,3)0
t tech
t t t
t t tt tech
t
NWBCAPIf EXPTON TOTCAP TOTRCAP
EXPTON TOTCAP TOTRCAPThen SHTON
MinMax COVRATElse
−
−
−
=
− + >
− + ⋅
24

Note: TOTCAP: Total installed capacity; TOTRCAP: total retired capacity; NWBCAP: new built capacity; EXPTON: expected production;
Figure 4: New capacity requirements. Technology choice for capacity planning is made according to their long-term production costs, in order to include the effect of investment costs on the planning decision. Note that this is different to the technology choice for production, where decisions only depend on the short-term costs, i.e. on the variable costs.
The following table shows an example (USA, 1997) of the average relative differences among the investment and variable costs for the different technologies (DRYPH=100) at the beginning of the simulation. These differences vary geographically and by time. In general, the cost differences induce a shift from primary towards secondary routes during the simulation period, following the observed historical trends.
Table 9: Technology costs.
Investment costs Variable costs WETL 75 146 SWET 90 119 SDRY 90 117 DRYL 74 126 DRYPH 100 100 DRYPC 92 95 SHAFT 94 143
Installed capacity comes from the aggregation of the new built and the remaining capacity. This remaining capacity can be reallocated among technologies by means of a generalized retrofitting procedure. According to this procedure, a share of the installed capacity of technology i can be transformed into technology j, depending on the retrofitting costs and the allowed possibilities for technology upgrade. Only a share, RFTSHtech, of the remaining capacity, REMCAPtech, is available for retrofitting options. The retrofitted capacity, RFTCAPtech, is the aggregation of the capacity flows from technology i to technology j:
25

,
, ,
j i j
i
j j i i
tech tech techtech
tech tech tech tech tech tech
RFTCAP CAPFLW
CAPFLW RFTSH REMCAP RFTFRA
=
= ⋅ ⋅
∑
i j
(1 )tech tech tech tech techCAP NWBCAP RFTSH REMCAP RTFCAP= + − ⋅ +
where RFTFRAtechi,techj is the retrofitted fraction from technology i to technology j. After considering the retrofitting options and the new capacity added, the installed capacity by technology is given by CAPtech. Note: CAP: capacity by technology; RETCAP: retired capacity; REMCAP: remaining capacity; NWBCAP: new built capacity; RFTCAP: retrofitted capacity; RFTSH: retrofitted share
Note: CAP: capacity by technology; RETCAP: retired capacity; REMCAP: remaining capacity; NWBCAP: new built capacity; RFTCAP: retrofitted capacity; RFTSH: retrofitted share
Figure 5
Figure 5: Installed capacity.
shows the calculation of CAPtech graphically for the easier understanding:
The cumulated capacity is the integration of the new built and the retrofitted capacity:
( ), 0, , ,
t
t tech tech tech techo
CUMCAP CAP NWBCAP RFTCAP dτ τ τ= + +∫
This variable is later used in the learning curve for determining the investment costs.
A crucial parameter in the characterisation of the retrofitting process is RFTFRAtechi,techj, i.e. the retrofitted fraction from technology i to technology j, which is a function of the retrofitting costs, RFTCSTtechi,techj, and some auxiliary variables:
( )( )
, ,
2
1, , , ,
, , 1, ,
,
1
i j
i j i j
j
i i j i
t tech tech
t tech tech t tech techtech
tech t tech tech tech t tech tech
t tech
RFTFRA
i j
If RFTFRA AUXRFTFRA D
Then AUXRFTFRA RFTFRA
Else AUXRFTFRA
θ θ
−
−
=
− >
⋅ + − ⋅
∑
,i jtech
26

RFTFRAtechi,techj is a vector whose components are numbers between 0 and 1, and summing 1. If the norm of the difference between the last value of the retrofitted fraction and the temporal value for the current fraction, AUXRFTFRAtechi,techj, is greater than a certain limit, D, the current fraction is set as an intermediate value between them. Otherwise, the current fraction is set to the value of the temporal one.
Note: RFTFRA: retrofitted fraction from technology i to j; AUXRFTFRA: auxiliary variable to determine the maximum possible retrofitting;
Figure 6: Retrofitting.
The intermediate point θtechi is the value that makes:
( )2
1, , , ,i j i j
j
t tech tech t tech techtech
RFTFRA RFTFRA D− − =∑
Substituting for RFTFRAtechi,techj in the previous equation, the value for θtechi, is found as:
( )2
1, , , ,
2
2
1
i
i j i j
j
i i i
tech
t tech tech t tech techtech
tech tech tech
If RFTFRA AUXRFTFRA D
DThenA B C
Else
θ
−
=
− >
+ − ⋅
∑
where:
( )
1, ,
1, ,
2
2
1, , , ,
i t tech techi jj
i t tech techi jj
i i j
j
techtech
techtech
tech t tech tech t tech techtech
A RFTFRA
B AUXRFTFRA
C RFTFRA AUXRFTFRA
−
−
−
=
=
= ⋅
∑
∑
∑ i j
27

The auxiliary variable to calculate the retrofitted fraction from i to j depends on the difference between the discounted retrofitting cost plus the new production cost, and the old production cost:
, ,
, ,
(1 )
(1 ) 1
,(1 )
(1 ) 1
ELTtechitech tech tech tech techj techELTi j i j itechi
ELTi j techitech tech tech tech ELTi j i j techi
DR DRRFTCST CU CUDR
tech techDR DRRFTCST
DR
eAUXRFTFRA
e
β
β
⋅ + ⋅ ⋅ + − + −
⋅ + ⋅ ⋅ + −
=techj techi
j
CU CU
tech
+ − ∑
If the difference between the new costs with technology i (retrofitting plus production costs) and the existing production costs with technology j is positive, the retrofitted fraction from technology i to technology j grows. The negative substitution parameter βtechi,techj weights the difference. Values of βtechi,techj tending to zero produce higher fractions, speeding up the retrofitting process.
The retrofitting costs of the allowed retrofitting options to the corresponding investment costs vary between 10-50% of the adopted technology. It is clear that the industry has a great incentive to upgrade technologies instead of investing in building new facilities. The process intensifies when carbon taxes are applied, as the cost advantage of the new technologies increase.
The retrofitting costs are given in a retrofitting matrix for the base year, and then follow a similar path as the investment cost:
,, , , ,
1,
j
i j i j
j
t techt tech tech t tech tech
t tech
ICRFTCST RFTMTX
IC −
= ⋅
3.4. Production costs
The total production costs (CUTON in €/ton) are the sum of the fixed (CF in €/ton) and the variable costs (CV in €/ton):
tech tech techCUTON CF CV= +
The fixed costs of the different technologies, are the sum of the fixed operation and maintenance costs, CFOMtech (€/ton), and the investment costs, ICtech (€/ton), discounted through the economic lifetime of the technology, ELTtech (Year), to the rate DR:
(1 )(1 ) 1
tech
tech
ELT
tech tech tech ELTDR DRCF CFOM IC
DR⋅ +
= + ⋅+ −
28

The total variable production cost, is the sum of the variable operation and maintenance costs, the energy costs, and the raw material costs:
tech tech tech techCV CVOM CVTON RMP= + +
The raw material prices (RMP) are set according to the techno-economic database provided by ECOFYS [ECOFYS, 2002]. The energy costs (CVTON) are calculated within the model, in the energy sub-module, similar to the steel module and will be introduced later. The variable operation and maintenance cost (CVOM) covers the labour costs of the cement production. It is a multiplication of hourly wages and the labour requirement in hour/tonne of cement for the different regions.
The investment costs of each technology are represented by a learning curve [Kouvaritakis et al, 2000], depending on the previous value of the investment cost, the cumulate capacity, CUMCAPtech (Mton), and the elasticity, CEtech:
,
,
,1,
1,
1,
0tech
t tech
t tech
CE
t techt tech
t tech
t tech
ICIf CUMCAP
CUMCAPThen IC
CUMCAP
Else IC
−−
−
=
>
⋅
Average national production costs, AVNC (€/ton) are the weighted sum of the production costs by technology. The weights are the shares of the technologies in the national production, SHPROtech:
tech techtech
techtech
techtech
AVNC SHPRO CU
PROSHPROPRO
= ⋅
=
∑
∑
The fixed operation and maintenance costs (CFOMtech (€/ton)), are assumed to be 5% of the investment costs.
The model applies cost based price setting, an 8% profit margin is assumed above the average costs within the industry. This is a close value, which could be find in other studies and econometric estimations. [Martins-Scarpetta, 1999; Quirion, 2000].
29

3.5. Energy consumption and emissions
As already noted, cement production is an energy intensive activity, accounting for 5% of energy consumption in industry at world level. Energy costs account for 30-40% in the total production costs, on average. Most of the energy (over 85%) is consumed in the clinkerization process, in the kiln, or in the attached preheaters and cyclones, while the remaining part is mainly electricity used to grind the raw material and the cement clinker. Most of the kiln technologies (except the shaft kilns) are flexible enough to use different fuel types (coal, coke, natural gas or oil), but storage facilities, fuel transport facilities and availability of fuel are decisive. Thus different regions have different portfolio of fuel used, mainly determined by the price and availability of different fuels. As temperature in the kiln is very high, burning of waste fuel is a possible way to use the energy content of otherwise unwanted waste. Mainly rubber and heavy fuel residuals are used for this purpose.
Differing from other energy-intensive sectors, like steel making, gas recovery is not present in cement production, and electricity and heat recovery is less significant. This is due to the fact that heat is used in the process itself. Heat leaving the kiln and the clinker cooler is used in the cyclones (or other type of pre-heaters) and in the pre-calciner to preheat the air for the first and secondary firings and for material drying, so there are relatively closed cycles in the process. The temperature of the exhaust gas from a 4 stage preheater is around 300 oC, which is usually used to dry the raw material. After that process exhaust gas leaves the system with the temperature of 90-150 oC. [CEMBUREAU, 1999a]
According to these characteristics the main modeling steps in the energy part have been decided as follows. Energy consumption is divided into electricity and fuel consumption. Specific electricity and non-electric energy consumption per ton of produced cement are estimated for the different technologies and for the different regions, according to the clinker content of the cement. If a region uses less clinker in the cement (and consequently more filler material), it saves energy. Clinker content is given by [IEA, 1999]. The electric (ELEDEMtech ) and non-electric energy net demands (NELDEMtech,) are (in ktoe):
6
6
10
10tech tech tech
tech tech tech
ELEDEM PRO SELED
NELDEM PRO SNELD
= ⋅ ⋅
= ⋅ ⋅
Where PROtech is the production of cement in million tonnes, and SELEDtech and SNELDtech are the specific electric and non-electric consumption. The share of consumption of waste fuels and other fuels than coal, oil and natural gas are kept constant, with the share values derived from the IEA [IEA, 2002a, 2002b].
A VENSIM pre-processor was constructed to convert IEA database to a new model compatible one. The IEA database was used to compute the fuel-based CO2 emissions, while the process-based CO2 emissions are calculated on the basis of cement production. Non-fuel based CO2 emission is generally around half of total emissions.
30

Energy efficiency improvements are modelled by making a weighted sum of the specific energy demands (non-electricity and electricity) of the new capacity additions, NWSNELDtech,t, and the current park, SNELDtech,t-1. The weights are the ratios of the new and the remaining (after retrofitting) capacities to the total installed capacity.
( )
( )
, , , 1 ,,
,
, , , 1 ,,
,
tech t tech t tech t tech t tech ttech t
tech t
tech t tech t tech t tech t tech ttech t
tech t
NWSNELD NWBCAP SNELD CAP NWBCAPSNELD
CAP
NWSELED NWBCAP SELED CAP NWBCAPSELED
CAP
−
−
⋅ + ⋅ −=
⋅ + ⋅ −=
,
,
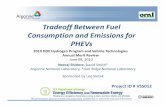
The performance of the new capacity additions, as well as the initial specific energy demands, are taken from the available literature and statistics [IEA, 1999, 2002a, 2002b; Hendriks et al, 2000]. The result for the BAU scenario is shown in the following figure:
0
1
2
3
4
5
6
7
w et-long semi-w et semi-dry dry-long dry-preheater
dry-precalcin
shaft
technology
Spec
ific
Ener
gy C
onsu
mpt
ion
(GJ/
t)
2000201020202030
Figure 7: Average world specific energy consumption.
The national demand of each fuel changes according to the fixed user costs of the fuels, which are a function of the investment cost related to the use of the fuel, the fuel price, and the average efficiency. The national primary fuels (coal, oil and gas) demand is the maximum between zero and the difference between the aggregation of the demands by technology and the aggregation of the final consumption of other fuels (e.g. wood and waste fuels) in the sector:
, ,0tech ofuel techtech ofuel
NATPRFDEM MAX NELDEM FCOF
= − ∑ ∑
The final consumption of other fuels or energy carriers, FCOFofuel,tech, is determined by multiplying the production by the specific consumption of those fuels, SOFCofuel,tech (ktoe/ton):
6, , 10ofuel tech tech ofuel techFCOF PRO SOFC= ⋅ ⋅
31

With the calculation of primary fuel demand new excess demand is determined, which should be satisfied by the substitutable fuels (coal, oil and gas):
1t tNWPRFD NATPRFDEM NATPRFDEMt−= −
The national demand of each fuel is calculated depending on the new demand sign. If the non-electric energy demand grows, each primary fuel demand equals the share of the fuel (PRFSHfuel) multiplied by the previous national demand (NATPRFDEMt-1), plus the share of the fuel, (PRFSHNWDfuel), multiplied by the new demand, (NWPRFDt-1). When the demand decreases the current national demand is shared out using the current primary fuel shares, PRFSHfuel:
,
1 ,
,
0fuel t
t
t fuel t t fuel t
t fuel t
PRFDEM
If NWPRFDThen NATPRFDEM PRFSH NWPRFD PRFSHNWD
Else NATPRFDEM PRFSH−
=
≥
⋅ + ⋅
⋅,
The primary fuel shares in the new non-electric energy demand for coal, oil and gas are:
EHfuel
fuel EHfuel
fuel
CUPRFSHNWD
CU
−
−=∑
For the same set of fuels, the share used to satisfy the previous demand depends on the fixed user costs of the fuels, CUfuel, weighted by the substitution parameter PRFSHEL, and the previous shares:
, 1,
, 1
PRFSHELfuel t fuel
fuel t PRFSHELfuel t fuel
fuel
PRFSH CUPRFSH
PRFSH CU
−−
−−
⋅=
⋅∑
The fixed user costs (€/toe) are given by:
fuelfuel fuel
fuel
FPCU FIC
AFE= +
where FICfuel (€/toe) is the investment cost related to the use of the fuel (coming from the technoeconomic database[ECOFYS, 2002]), FPfuel is the fuel price (€/toe), and AFEfuel is the average efficiency.
The variable energy costs in the sector (€/ton) for each technology is the sum of the electrical and non-electrical components:
, 1 1,( ) 1000t tech t tech t ele techCVTON APCOG SNELD FP SELED− −= ⋅ + ⋅ ⋅
32

where FPele is the price of the electricity. Primary fuels prices (€/toe) come directly from POLES as exogenous inputs to the cement model. APCOG is the weighted sum of the primary fuel prices (coal, oil and gas).
3.6. Emissions.
National emissions by technology and pollutant are calculated from the production and the corresponding emission factors (in kg of pollutant per ton) by technology. These emission factors depend on the fuel mix used to satisfy the energy requirements of the production, and on the specific emissions associated to certain processes, so they are compounded of emissions factors from fuel combustion, EFFCtech,poll, and emissions factors from other processes, EFOPtech,poll:
, ,( )tech poll tech tech poll tech pollEM PRO EFFC EFOP= ⋅ + ,
National emissions per pollutant are calculated by aggregating the emissions corresponding to each technology.
The emission factors from fuel combustion, EFFCtech,poll, are calculated taking into account the pollutant content of each fuel. Only a single type of each primary fuel is considered in the model, with an average carbon and sulphur content. For other pollutants, such as NOX or dust and particles, emissions from fuel combustion depend also on the conditions under which they are burnt. Currently only CO2 emissions are computed in the model, so the emission factors from fuel combustion are the weighted (by the shares of the primary fuels in energy use) sum of the carbon content of the fuels used in each production route. Therefore, the equation is:
6, , ,
44 1012zon fuel tech tech zon fuel fuel
fuelEFFC SNELC FSHFC CC
= ⋅ ⋅ ⋅ ∑ ⋅
where SNELCtech is the specific non-electric energy consumption (in ktoe/ton), CCfuel (tC/toe) is the carbon content of the fuel, and FSHFCzon,fuel is the fuel share in the energy use:
fuelfuel
fuelfuel
FUFSHFC
FU=
∑
The factor 44/12 converts tons of carbon into tons of CO2. Indirect emissions from electricity consumption are not considered in this model.
Significant CO2 emissions in cement clinker making is produced during the process itself. The emission factor of other processes (EFOPtech,poll) is corrected by the clinker content of the cement for the different regions [IEA, 1999]:
, , ,*zon tech poll zon tech zonEFOP CLCER EFOP=
33

3.7. Regional coverage of the cement module The model covers 51 regions of the world. Countries of the European Union are individually modeled (only Luxembourg and Belgium are grouped together), other regions are classified to greater groups for transparency.
Table 10: Regions of the cement module.
Region Countries North America USA, Canada Western Europe EU15, Rest of Western Europe (Cyprus, Malta, Norway, Switzerland) OECD Pacific Japan, Australia , New Zealand FSU+CEU FSU, Central and Eastern European countries Latin America Central and South American countries India India China China SE Asia Asian countries, except India and China Africa African countries Middle East Middle East and Gulf countries, Turkey
4. MODEL SIMULATION RESULTS 4.1. Reference simulation This section introduces the results of the reference scenario, or Business as Usual scenario (BAU). This is an already complex scenario, where the effects of technological change (retrofitting and efficiency improvement) are built into the model. Producers are shifting from one technology to another by retrofitting, if the economic logic forces them to do so. Table 11 introduces the BAU scenario assumptions.
Table 11: Assumptions of the BAU scenario
Time horizon 1997 – 2030 Carbon Value Set to zero Exogenous variables, parameters
- GDP, population growth in the 51 regions. - Primary fuel prices (coming from POLES 2.2). - Price, income and activity parameters are calibrated to
external datasets. Endogenous variables - Adapting technology portfolio in each region, through:
- Technology transformation by means of retrofitting and new capacity building,
- Capacity retirement at the end of lifetime, - Technology maturation, by decreasing investment
costs. - Shifting fuel mix in primary fuel demand. - Cement consumption. - International trade.
Closed assumptions - Autonomous technology trend for shaft kilns. - No fluidised cement technology, no alternative cement
product (polymer) penetrate the market. - No change in clinker/cement ratio in cement production.
34

In building new capacities, actors follow rational behaviour as well, investing in the long term least expensive technologies. Thus this scenario already differs from the “frozen tech” scenarios, where “frozen tech” means that energy efficiency, fuel or technology mix are not changed during the given period. In the BAU scenario these changes are inherent, the level of consumption, energy prices, technology availability are the driving forces in the scenario. GDP growth and population are exogenous variables, while energy prices are coming from the POLES 2 model. Shape parameters for deriving long term consumption behaviour are calibrated on available datasets [CEMBUREAU, 1999].
4.1.1. Consumption.
The BAU scenario predicts high cement consumption growth for the coming decades on world level in the 2000-2030 period. On global level, the 1600 Mt of cement consumption in 2000 will increase almost twofold to 2880 Mt by 2030, at an annual 2% growth rate.
Figure 8
Figure 8: BAU cement consumption by region
represents the regional consumption of cement in ten years interval (1997 is given in the figure as the base year). It can be seen that most growth takes place in the developing regions. China and India have the highest growth. In 2030 they will consume almost half of the world cement production. China reaches its maximum consumption already 2020 and then its consumption remains relatively stable till 2030. This is due to the assumed cement consumption equitation (the inverted U shape hypothesis). Regions with very high growth rate in material intensity will reach their peak rapidly, and then face a stabilising or decreasing trend in total consumption, when their GDP and population growth rates gradually falls. This seems to be a plausible assumption, as after completing the majority of infrastructure developments, the maintenance of the infrastructure usually requires less amount of material.
0
100
200
300
400
500
600
700
800
900
1000
North-Amer.
West-EU OECD-Pacific
CEU-FSU
Latin-Amer.
SE-Asia Africa M iddle-East
China India
Region
Con
sum
ptio
n (M
t) 19972000201020202030
35

Other developing regions, such as Latin America, Africa, Middle East and Rest of Asia also show high growth rates in cement consumption, but they are not as high as in China and India.
Cement consumption in developed regions, such as North America, Western Europe and OECD Pacific are stagnating. This means that these regions together with the Former Soviet Union and Eastern Europe (all in all accounting for 4.6% of cement consumption in 1997) would see their share fall in the world consumption.
4.1.2. Production.
Production of cement shows a similar regional picture as that of consumption. However some important differences are present. All region show an increasing production trend till 2020, only the Western Europe, Central Europe and the FSU, and the OECD Pacific regions show stabilized production after 2020. All developing regions show an uninterrupted growing trend in cement production. In the case of China, production does not show the same U trend as the consumption. Production is still growing till 2030, but the production growth rate is slowing down. This means that China will increase its production and export it to the other Asian regions, where production does not cover the cement consumption. According to these projections China will be an even more dominant player not only in the Asian cement market, but also in the global market.
0
200
400
600
800
1000
1200
North-Amer.
West-EU
OECD-Pacif ic
CEU-FSU
Latin-Amer.
SE-Asia
Africa Middle-East
China India
Regions
Prod
uctio
n (M
t)
19972000201020202030
Figure 9: Cement production by regions 4.1.3. Cement trade.
Transportation costs are relatively high compared to the cement price, which makes the transport of the cement expensive on long ranges. On the other hand, the raw material of cement production can be found everywhere, which reduces the importance of the international trade of cement. Cement is hardly transported for
36

more than 150 km inland, however bulk transportation by sea is economically feasible, and has a growing importance. The statistics show [CEMBUREAU, 1999] that international trade was limited to 7% of the total world consumption in 1997. 4
Our model predicts significant growth in international cement trade, reaching 15% of the total consumption in 2030. Notable changes are projected to take place in the regional patterns of trade in the coming 30 years. (see Figure 10) The CEU_FSU and the Western European regions will intensify their exports together with North America, that will become exporter by 2020. However the most important changes take place in China, which will shift in the 2010-2030 period from an importer status to the most important exporter between 2000-2030. This shift could be explained by the very intensive consumption growth, whereas capacity expansion is lagged behind in the country up to the year 2010. The trends will completely change by 2030, when consumption growth slows down and the capacity is significantly expanded. The other developing regions will rely on cement import.
-150
-100
-50
0
50
100
150
200
250
300
North-Amer.
West-EU
OECD-Pacif ic
CEU-FSU
Latin-Amer.
SE-Asia
Africa Middle-East
China India World*
Inte
rnat
iona
l tra
de (M
t)
19972000201020202030
Figure 10: International trade in the cement industry5
4.1.4 Technology. The Business as Usual scenario simulation results show the direction and the speed of the changes in the technology mix. The most advanced and less energy consuming dry precalciner technology rapidly increases its share by 2030 as depicted in Figure 11. The dry preheater and the shaft technologies slightly increase their share until 2010, and then their shares remain almost unchanged. All the other technologies - including the wet technologies and the old dry technologies, which were representing one quarter of the technology portfolio in 1997 - are expected to disappear by the end of the period. These tendencies are even more visible in the net capacity development (Figure 12). The Wet-long and Dry-long technologies are expected to disappear from the technology portfolio. They either converted to Semi-wet and Semi-dry technologies, or face closure. 4 World production and consumption data in the year 1997 does not have perfect fit, partially due to calculation of the clinker trade. 5 The table is based on net trading positions
37

0.000.050.100.150.200.250.300.350.400.450.50
1997 2007 2017 2027Time
Tech
nolo
gy S
hare
Wet-Long
Semi-Wet
Semi-Dry
Dry-Long
Dry-Preheater
Dry-Precalc
Shaft
Figure 11: BAU technology shares
0
200
400
600
800
1000
1200
1400
1600
Wet-Long Semi-Wet Semi-Dry Dry-Long Dry-Preheater
Dry-Precalc
Shaft
Technology
Cap
acity
(Mt)
19972000201020202030
Figure 12: BAU world installed park
4.1.5 CO2 emissions. CO2 emissions from the cement sector are projected to grow over 50% from 1350 MtCO2 in 2000 to 2100 MtCO2 in 2030 under the Business as Usual scenario (equals 1.36% yearly average growth rate), as a consequence of the intensive growth in world cement consumption. China alone accounts for 40% of the world CO2 emission in 2000, while South-East (SE) Asia (12%) and Western Europe (9%) are the following important carbon emitting regions. The shares of China and SE Asia remain almost unchanged by 2030, while the share of Western Europe is projected to shrink to less than 7%. In absolute values the differences are even higher. SE Asia is projected to increase its emission by more than 60% and China by 55%, whereas Western Europe
38

is expected to increase its emission by 9% in the Business as Usual scenario. All the developing regions (Middle East, Africa, India and Latin America) show rapidly growing emission trend, but to a lesser extent than China and SE Asia.
0
100
200
300
400
500
600
700
800
900
North-Amer.
West-EU
OECD-Pacif ic
CEU-FSU
Latin-Amer.
SE-Asia
Africa Middle-East
China India
Regions
CO2
emis
sion
s (M
tCO
2)
19972000201020202030
Figure 13: Regional CO2 emissions in the BAU scenario
CO2 emissions basically depend on the production level, consumption of fossil fuel and the technology mix. The Business as Usual simulation gives in 2030 an increase of 56% in CO2 emission, while at the same time production increases 75% on world level. It means that in the Business as Usual scenario significant CO2 abatement is expected to take place through the change in the fuel and technology mixes.
Coal is dominating the fuel use in the cement sector. Two third of the energy consumption come from coal in 2000, which is expected to be reduced to around 60% by 2030. Oil and natural gas are expected to increase their share to 25% by 2030, while the shares of electricity and waste fuel consumption are expected to remain constant in the Business as Usual scenario.
0
20
40
60
80
100
120
140
160
GAS OIL COAL WWF ELEFuel
Con
sum
ptio
n (M
toe)
19972000201020202030
Figure 14: BAU world energy consumption in the cement sector
39

4.2 Emission trading scenarios Emission trading is an efficient scheme to reach certain emission limits amongst various participants. The instrument guarantees to reach an aimed emission limit with the lowest abatement costs. Emission reduction will be optimized amongst the participants with the least cost solution. In the absence of transaction costs the initial allocation does not change the final outcome, the emission reduction will take place in the most efficient way. However the allocation of emission rights is important aspect of the scheme, as it determines the financial burden put on the participants. Many methods exist to allocate the initial emission rights, e.g. grandfathering and auctioning [Cramton-Kerr, 2002].
The effects of three emission trading scenarios will be analyzed in this section (EU15, EU27 and Annex B) on the cement industry. Under this system certain industrial sectors (steel, non metallic mineral, oil refinery, paper and pulp) and the power sector will be allowed to trade amongst all EU15 countries. It is assumed that no specific emission abatement measures are undertaken outside the market boundaries.
4.2.1. Emission trading within the EU15
A directive on an EU emission trading scheme is currently being proposed for implementation in order to meet the Kyoto Protocol targets of the EU15. The trading scheme is expected to be launched in 2005. This scenario studies the effects of the proposed emission trading system on the cement industry. Up till now the European scheme is the closest to materialize. The Kyoto protocol, which would use the trading mechanism too, still requires the ratification of the Russian Federation. This makes the scenario more rational, as Russia has some incentives not to ratify the protocol (e.g. effects on the natural gas market of Europe)
In this scenario the allocation is based on the so-called optimal allocation. Under the EU emission trading directive each member state will allocate the national emission permits to the various industrial sectors. In this scenario allowances are distributed to the cement industry according to these national allocation plans. Governments would determine their allocation so as to minimise the overall compliance costs to reach the national emission targets, and on the assumption that they have to fulfil the national targets without relying on the trade with other countries. The EU as a whole has a target of reducing emission by 8% under the Kyoto Protocol. The Burden Sharing Agreement (BSA) sets the emission target for each member state.
40

Table 12: National BSA targets and permit prices from POLES
Countries BSA target (%) Permit Price (€/tCO2)
Austria -13 67 Belgium, Luxembourg -8 54
Denmark -21 136 Spain 15 35 Finland 0 211 France 0 37 United Kingdom -12.5 12 Greece 25 47 Ireland 13 89 Italy -6.5 35 Netherlands -6 158 Portugal 27 42 Germany -21 9 Sweden 4 149 European Union -8 25*
In order to set up realistic scenarios and allocation schemes, we need information on the projected overall performance of the EU-15 countries for 2010. We have used the POLES model to derive what would be the EU national equilibrium prices to meet the national targets if there were not an EU-wide market. The national targets and the respective permit prices appear in Table 12. The EU permit price (signed with *) indicates the equilibrium permit price if total trade amongst the EU countries is allowed.
The third column of the table contains the POLES model results on national permit prices. These are the prices, which would balance the national carbon markets, if there were not European emission trading. Once the prices are derived from the POLES model, the marginal abatement cost curves of the cement model are used to obtain the allocation of permits (or target) of the cement sector. Put it in other words, the emission reduction level in the cement sector is determined by the national permit price of each member state [EC, 2003c; KPMG, 2002]. This is demonstrated in the following figure.
41

POLES model CEMENT model €/t MACPOLES €/t MACCEMENT
STEP 2 STEP 3
STEP 1 STEP 4
REDUCTION% REDUCTION%
Figure 15: Target setting in the cement model
In the first step the POLES model receives the target emission based on the BSA. Next the POLES model determines the national permit price. Then the same national permit price is employed in the cement model, which will determine the reduction target for the sector according to its marginal abatement curve. These steps have been repeated for all member states individually.
In order to simulate the emission permit market, the sectoral marginal abatement cost curves for the cement industry have been calculated by introducing in the model carbon values ranging between 0-250 €/tCO2. When the carbon values increases, prices of the fuels used in the different processes rise, according to their carbon content resulting in different price increases for each fuel. Coal is the worst affected by the introduction of the carbon values, while natural gas becomes the cheapest option. Electricity price also increases as well, but at a different rate in each region, according to the fuel mix used for power generation. The energy price increase translates into different production cost increments for the different technologies and regions.
Table 13: Geographical coverage of the EU15-wide trading scenario.
Region Countries AUT Austria BLX Belgium and Luxembourg. DNK Denmark ESP Spain. FIN Finland FRA France GBR United Kingdom GRC Greece. IRL Ireland. ITA Italy NLD Netherlands. PRT Portugal. RFA Germany SWE Sweden. EU15 European Union.
42

National sectoral targets for the cement industry in each member state are calculated taking into account that the Burden Sharing Agreement6 (BSA) has to be fulfilled. Results from the POLES model have been used for this purpose. POLES computes in each member state the permit price reached under national emission trading regimes, assuming that all countries have to fulfil the BSA. The prices and the BSA reduction targets with respect to 1990 emissions are listed in Table 14.
Table 14: National BSA targets and permit prices from POLES.
Country BSA target (%) Permit Price (€/tCO2) Austria -13 67 Belgium, Luxembourg -8 54 Denmark -21 135 Spain. 15 35 Finland 0 210 France 0 37 United Kingdom -12.5 12 Greece. 25 47 Ireland. 13 89 Italy -6.5 35 Netherlands. -6 158 Portugal. 27 42 Germany -21 9 Sweden. 4 149 European Union. -8 28
Given the POLES-based national permit prices, the sectoral marginal abatement cost (MAC) curves from our model are used to compute the targets for the cement industry in each member state. Using these marginal abatement curves, the compliance costs of fulfilling these targets could be calculated for each regions participating in the emission trading scheme. [Babiker et al, 2002]
6 The Kyoto Protocol to the UNFCCC sets different binding emission targets for a number of Parties including the European Union. The EU agreed to reduce its greenhouse gas emissions by 8% by 2008-2012, from 1990 levels. This overall target has since been distributed on a differentiated basis to individual Member States under an ‘EU burden sharing’ mechanism agreed upon by the Council of Ministers in June 1998.
43

Table 15: Effects of an EU-wide emission trading scheme on the cement sector
1990 emission
(Mt)
2010 BAU emission
(Mt)
2010 Target
Emissions (Mt)
Reduction Target
compared to 2010 BAU
2010 emission,
EU15-wide trade
Trade (buy<0 0<sell)
Benefits of EU-15 trade (M€)
Austria 3.51 2.91 2.78 -4.7% 2.86 -0.08 1.51 Belgium* 5.42 8.51 8.27 -2.9% 8.39 -0.12 1.51 Denmark 1.19 1.55 1.43 -7.9% 1.52 -0.09 4.57
Spain. 22.35 23.40 22.90 -2.2% 23.00 -0.10 0.36 Finland 1.20 1.01 0.86 -17.9% 0.99 -0.13 11.36 France 16.53 13.49 13.20 -2.2% 13.27 -0.07 0.32
United Kingdom 10.54 10.79 10.71 -0.8% 10.60 0.11 0.89 Greece. 9.75 9.44 9.23 -2.2% 9.32 -0.08 0.81 Ireland. 1.17 1.83 1.69 -7.9% 1.78 -0.09 2.81
Italy 30.80 29.51 28.92 -2.1% 29.04 -0.12 0.42 Netherlands. 2.67 2.67 2.37 -12.5% 2.61 -0.24 14.71
Portugal. 5.22 6.95 6.73 -3.2% 6.81 -0.07 0.51 Germany 23.17 26.28 26.14 -0.5% 25.84 0.30 2.83 Sweden. 1.78 1.98 1.82 -8.8% 1.95 -0.13 8.23
European Union. 135.28 140.32 137.06 -2.4% 137.97 -0.92 50.83
The EU15-wide emission trading scheme would reduce the compliance costs of fulfilling the Kyoto target by 50.8 million Euro in the cement sector (from 109 million € in the national compliance cost to 58 million € in the trading case). The cement sector would be a net buyer of permits at the EU-wide permit price, 28 €/tCO2. The Netherlands (14.71 M€), Finland (11.36 M€) and Sweden (8.23 M€) benefit most from the emission trading, as they have the highest compliance costs in the non-trading case. The cement industries of Germany and United Kingdom will receive revenues in the trading market.
The overall reduction target of the EU15 is 2.4% defined with respect to the 2010 BAU emissions. At the level of the individual countries the reduction targets show high variety, they range between 0.8 and 17.9%. In general large emitters, like Italy, Germany, Spain and France have lower emission targets, while northern countries face more stringent targets.
As the scenario is built on the assumption that only Europe introduces emission reduction targets, it is expected that some of the production will be relocated to countries not participating in the scheme. This is the so-called carbon leakage effect, which is often cited as one of the negative consequences of the sub-global emission trading schemes. Figure 16 shows the size of the production change resulting from the introduction of permit prices ranging from 0 to 50 €/tCO2 with respect to the BAU scenario, therefore representing the leakage effect. For example, at the permit price of 40 €/tCO2 the EU15 will produce 5 Mt less than in the BAU case, while the other regions will increase their production, however to a less extent. The ratio between the reduced production in the EU15 and the production increase in other region is 29% at this price. The last bar (summed over in the last bar of ) demonstrates the overall production leakage effect for the regions outside the EU15.
Figure 16
44

-7-6
-5-4-3-2
-101
23
10 20 30 40 50
EU permit price (EUR/tCO2)
Pro
duct
ion
Chan
ge (M
t)
North-Amer.West-EUOECD-PacificCEU-FSULatin-Amer.SE-AsiaAfricaMiddle-EastChinaIndiaSUM of others
Figure 16: Production leakage as a function of the EU15 emission permit price Moreover, the emission trading is expected to affect the technology mix and fuel use in the sector. Figure 17 demonstrates the effects on the technology mix in the EU15. The dry-preheater and dry-precalciner technologies have the highest reduction in capacity as the carbon value increases. This is mainly due to the fact that less new capacities are introduced in the sector, which mainly affects these two technologies.
0102030405060708090
100
w et-long semi-w et semi-dry dry-long dry-preheater
dry-precalcin
shaft
Technology
Cap
acity
(Mt)
BAU
10 EUR/tCO2
20 EUR/tCO2
30 EUR/tCO2
40 EUR/tCO2
50 EUR/tCO2
Figure 17: Effects of the trading system on the EU15 technology mix. There are changes in the fuel consumption as well. (see ) Fuel consumption decreases in all segments. However coal consumption is facing the highest reduction. The changes in this range of permit prices are rather negligible.
Figure 18
45

0
1
2
3
4
5
6
7
GAS OIL COAL WWF ELE
Fuel
Con
sum
ptio
n (M
toe)
BAU
10 EUR/tCO2
20 EUR/tCO2
30 EUR/tCO2
40 EUR/tCO2
50 EUR/tCO2
Figure 18: Effects of the trading system on the EU15 energy consumption
A decomposition analysis was also carried out, in order to compare the determinants of CO2 emissions in the business as usual and the emission trading scenarios. A Kaya decomposition method [Waggoner-Aususbel, 2002; EEA, 2002] was used, where the average yearly growth rates were calculated with exponential trends. The following equation was used to decompose the carbon emission in the cement industry:
CO2 emission = GDP * Cement Intensity * Energy intensity * Carbon Intensity
where:
GDP: Gross Domestic Product in PPP
Cement Intensity: Cement Production/GDP
Energy Intensity: Energy Consumption/Cement Production
Carbon Intensity: CO2 emission/Energy consumption
Figure 19 shows the decomposition of the carbon emission for the EU15 in both the BAU and emission trading scenario. The ratios are calculated on the basis of 2004-2010, as 2004 is the last year before emission trading takes place. The ratios are yearly average rates for the whole EU15, the numbers for individual countries are given in Appendix 2. However the first real impact of the carbon value takes place in 2006, as there is a one year delay in the price effect. This means that the diagram shows the effects for 4 years, which is a rather short term one. Carbon emission growth rate is high for the given period in Europe, which is mainly due to the growing rate of export, as the own consumption for the period is stabilizing in the given period.
46

Decomposition of carbon emission in the cement industry (2004-2010)
-2.0%
-1.0%
0.0%
1.0%
2.0%
3.0%
CO2 emission* GDP Cementproduction/ GDP
Energyconsumption/
Cement production
CO2 emission/Energy
consumption
EU (CV0)EU (CV28)
Figure 19: Comparison of EU15 emission trading with BAU with KAYA decomposition
The decomposition analysis shows that economic growth (GDP) has the highest impact on carbon emissions. The cement intensity has a rather negligible effect, while the energy intensity has a relatively strong effect reducing the carbon emission growth rates. The carbon intensity shows that cement production is projected to slightly move toward the direction of more carbon containing fuel (coal), which could be explained by its price advantage.
The introduction of a 28 €/tCO2 levy has a significant impact on the carbon emission trends, the yearly growing rate is reduced from 1.93% to 1.75%, which means an average 10% reduction in a yearly basis. The individual country rates show higher variance (see Appendix 2). This effect is rather significant if we consider that the 28 €/tCO2 rate is rather at the lower end of the permit price estimates. The introduced carbon value has the highest impact on the cement intensity of the GDP, and smaller effect on the on the carbon and energy intensity. This latter one has the expected sign. Yet the change in energy intensity is rather interesting. In its full effect it has the right sign by reducing the carbon emission, however this effect is slightly smaller in the EU15 trading case than for the BAU. It might reflect a short-term effect of the introduction of the carbon value, as the growth in the share of the less energy intensive technologies is smaller in the emission trade scenario (as shown in
). Figure
17
4.2.2. Emission trading within the enlarged EU
This scenario studies the effects of an emission trading system within the enlarged EU27 on the cement industry. The hypotheses of the previous scenario are still
47

assumed, i.e. no specific emission abatement measures are undertaken in the rest of the world and the trading scheme is expected to be launched in 2005. The cement industry sectoral targets are calculated taking into account that the Kyoto Protocol targets, the BSA goals in the case of the EU15 member states, have to be fulfilled.
Given the POLES-based national permit prices, the sectoral marginal abatement cost (MAC) curves from our model are used to compute the targets for the cement industry in each member state.
Table 16
Table 16: Geographical coverage, emission targets, and permit prices of the EU27-wide scenario
shows the abbreviations of the enlarged EU member states, the EU27, used in the following, as well as the national reduction targets with respect to 1990 emissions and the national permit prices coming from POLES:
Countries BSA or Kyoto target (%)
National Permit Price (€/tCO2)
Austria -13 67 Belgium, Luxembourg. -9 55 Denmark -21 136 Spain. 15 35 Finland 0 229 France 0 37 United Kingdom -12.5 12 Greece. 25 47 Ireland. 13 89 Italy -6.5 35 Netherlands. -6 158 Portugal. 27 42 Germany -21 9 Sweden. 4 149 Cyprus. 0 0 Malta. 0 0 Czech Republic. -8 11 Hungary. -6 11 Poland. -6 11 Slovak Republic. -8 11 Bulgaria. -8 0 Romania. -8 0 Slovenia. -8 0 Estonia. -8 0 Lithuania. -8 0 Latvia. -8 0 European Union - 27 -8 18
The national permit prices in the candidate countries are much lower than the prices in the EU15 member states, or even zero, as in the case of the Bulgaria, Romania, Slovenia and the Baltic states, due to their declining economic output in the transition period. Their declining output followed by declining carbon emissions put these countries in the position to sell carbon credits, without real abatement. The Czech Republic, Hungary, Poland and the Slovak Republic have the same permit price, as the current version of the POLES model groups them into the same region.
Table 17 summarises the EU27-wide scenario results.
48

Table 17. Effects of an EU-27 wide emission trading scheme on the cement sector
1990 emission
(Mt)
2010 BAU emission
2010 Target
Emissions
Reduction target
compared to BAU 2010
2010 emission,
EU-27 wide trade
Trade
(buy<0 0<sell)
Benefits of EU-27
trade (M€)
Austria 3.51 2.91 2.78 -4.7% 2.88 -0.10 2.34 Belgium* 5.42 8.51 8.27 -2.9% 8.43 -0.16 3.01 Denmark 1.19 1.55 1.44 -7.7% 1.53 -0.09 5.38 Spain. 22.35 23.40 22.90 -2.2% 23.15 -0.25 2.09 Finland 1.20 1.01 0.85 -19.0% 0.99 -0.15 14.69 France 16.53 13.49 13.20 -2.2% 13.35 -0.15 1.39 United Kingdom 10.54 10.79 10.71 -0.8% 10.67 0.04 0.12 Greece. 9.75 9.44 9.24 -2.2% 9.36 -0.13 1.85 Ireland. 1.17 1.83 1.69 -7.8% 1.80 -0.11 3.74 Italy 30.80 29.51 28.92 -2.1% 29.21 -0.29 2.45 Netherlands. 2.67 2.67 2.38 -12.1% 2.63 -0.25 16.60 Portugal. 5.22 6.95 6.74 -3.2% 6.86 -0.12 1.48 Germany 23.17 26.28 26.14 -0.5% 26.00 0.14 0.63 Sweden. 1.78 1.98 1.82 -8.6% 1.96 -0.14 9.34 Cyprus. 0.82 1.31 1.31 0.0% 1.30 0.01 0.13 Malta. 0.00 0.00 0.00 0.0% 0.00 0.00 0.00 Czech Republic. 3.19 3.64 3.61 -0.7% 3.60 0.02 0.06 Hungary. 13.99 12.46 12.39 -0.6% 12.34 0.05 0.17 Poland. 6.31 3.99 3.96 -0.7% 3.95 0.02 0.06 Slovak Republic. 2.05 2.98 2.97 -0.4% 2.96 0.01 0.03 Bulgaria. 3.94 4.70 4.70 0.0% 4.67 0.03 0.26 Romania. 9.47 9.52 9.52 0.0% 9.41 0.11 0.99 Slovenia. 1.03 0.87 0.87 0.0% 0.86 0.01 0.10 Estonia. 0.73 1.67 1.67 0.0% 1.66 0.01 0.06 Lithuania. 0.59 0.55 0.55 0.0% 0.55 0.00 0.03 Latvia. 2.68 3.08 3.08 0.0% 3.08 0.00 0.00 EU27 180.10 185.10 181.72 -1.9% 183.20 -1.48 67.00
The EU-27 wide emission-trading scheme would increase the benefits arising from trade to 67 M€ (from 111 million € in the national compliance cost to 43 million € in the trading case). Only a minor part of this benefit (2 M€) will be realized in the accession countries. This is mainly due to the projected GDP growth in the accession countries, which entails growth in consumption (and production as well) of cement. This growth reduces the prospects of these countries, to sell extra permits. According to our projections Rumania is accounted for half of those benefits.
The reduction target compared to the 2010 BAU varies between 0 and 19%, but on the average the reduction requirement remains at a relatively low level (1.9%)
The permission price would reduce to 18 € compared to the EU-15 trading case, which means that most of the EU 15 countries would increase their benefits from the widening of the emission trading market. Only Germany and the Great Britain would face lower benefit level, as the income from selling their excess allowance will drop compared to the EU-15 wide trade. The situation is not changed compared to the earlier situation, as benefits will mainly be concentrated in four northern countries (Finland, Netherlands, Sweden and Denmark).
49

4.2.3. Emission trading within the Annex B countries
The third emission trading scenario uses the previous hypotheses to analyse the impact that an Annex B-wide permit market would have on the cement industries.
Table 18 shows the Annex B member states, the national reduction targets with respect to 1990 emissions and the national permit prices coming from POLES:
Table 18: Geographical coverage, emission targets and permit prices of the Annex B-wide scenario
Countries BSA or Kyoto National Permit Austria. -13 70Belgium and Luxembourg. -9 58Denmark -21 140Spain. 15 36Finland 0 225France 0 39United Kingdom -12.5 12Greece. 25 48Ireland. 13 90Italy -6.5 37Netherlands. -6 160Portugal. 27 43Germany -21 10Sweden. 4 154Canada. -6 98United States. -6 56Japan. -6 12Rest of Western Europe. -3.6 250Australia and New Zealand. -7.3 57Rest of Central Europe. -3 0Cyprus. 0 0Malta. 0 0Hungary. -6 11Poland. -6 11Czech Republic. -8 11Slovak Republic. -8 11Bulgaria. -8 0Romania. -8 0Slovenia. -8 0Estonia. -8 0Lithuania. -8 0Latvia. -8 0Russia. 0 0Ukraine. 0 0Annex B. -5 18
50

Table 19: Effects of Annex B-wide emission trading scheme on the cement sector
1990
emission (Mt)
2010 BAU
emission
2010 Target
Emissions
Reduction target
compared to BAU 2010
2010 emission, Annex B
wide trade
Trade buy<0 0<sell
Benefits of AnnexB
trade (M€)
Austria. 3.51 2.91 2.77 -4.9% 2.88 -0.10 2.62Belgium* 5.42 8.51 8.26 -3.1% 8.43 -0.18 3.48Denmark 1.19 1.55 1.44 -7.3% 1.53 -0.09 5.22Spain. 22.35 23.40 22.87 -2.3% 23.14 -0.26 2.37Finland 1.20 1.01 0.86 -17.1% 0.99 -0.13 12.51France 16.53 13.49 13.18 -2.3% 13.34 -0.17 1.73United Kingdom 10.54 10.79 10.71 -0.8% 10.67 0.04 0.13Greece. 9.75 9.44 9.23 -2.3% 9.36 -0.13 1.96
1.17 1.83 1.69 -7.9% 1.80 -0.11 3.76Italy 30.80 29.51 28.87 -2.2% 29.20 -0.33 3.11Netherlands. 2.67 2.67 2.39 -11.6% 2.63 -0.24 14.99Portugal. 5.22 6.95 6.72 -3.4% 6.86 -0.13 1.63Germany 23.17 26.28 26.12 -0.6% 25.99 0.13 0.51Sweden. 1.78 1.98 1.83 -8.3% 1.96 -0.13 8.83Canada. 10.24 10.46 10.12 -3.3% 10.41 -0.28 11.53United States. 62.98 79.77 77.56 -2.8% 79.09 -1.53 29.34Japan. 53.22 70.25 69.84 -0.6% 69.63 0.20 0.61Rest of Western Europe. 4.71 4.07 3.65 -11.5% 4.03 -0.38 39.21Australia* 6.22 5.72 5.50 -4.0% 5.65 -0.15 2.93Rest of Central Europe. 6.93 4.28 4.28 0.0% 4.21 0.07 0.62Cyprus. 0.82 1.31 1.31 0.0% 1.30 0.01 0.13Malta. 0.00 0.00 0.00 0.0% 0.00 0.00 0.00Hungary. 3.19 3.64 3.61 -0.8% 3.60 0.02 0.06Poland. 13.99 12.46 12.38 -0.6% 12.33 0.05 0.17Czech Republic. 6.31 3.99 3.96 -0.7% 3.95 0.02 0.06Slovak Republic. 2.05 2.98 2.97 -0.4% 2.96 0.01 0.03Bulgaria. 3.94 4.70 4.70 0.0% 4.67 0.03 0.27Romania. 9.47 9.52 9.52 0.0% 9.40 0.12 1.05Slovenia. 1.03 0.87 0.87 0.0% 0.86 0.01 0.10Estonia. 0.73 1.67 1.67 0.0% 1.66 0.01 0.06Lithuania. 0.59 0.55 0.55 0.0% 0.55 0.00 0.03Latvia. 2.68 3.08 3.08 0.0% 3.08 0.00 0.00Russia. 65.50 58.62 58.62 0.0% 58.43 0.19 1.66Ukraine. 21.28 21.61 21.61 0.0% 21.58 0.03 0.22Annex B. 411.19 439.88 432.77 -1.6% 436.17 -3.40 150.93
Ireland.
The Annex B emission-scheme would further increase the benefits to 150 M€ of international carbon trade for the cement sector (from 245 million € in the national compliance cost to 95 million € in the trading case). The equilibrium price remains the same (18 M€) as in the EU-27 trade case, according to the POLES model simulations.
Reduction targets compared to the 20101 BAU case varies between 0 and 17%, on the average of the Annex B it stands at 1.6%.
Europe (EU 27 and ROWE) and the USA are the winners of the trade, as most of the benefits are concentrated in these two regions. In case of those countries (e.g. Russia
51

and Ukraine), where the equilibrium permit price is zero, the table underestimate the benefits. In these cases the target emission is set equal to the 2010 BAU emission, which means, that only active reductions could be placed on the market, the available hot air could not be sold.7 The Russian Federation and Ukraine (and many other transition countries as well) have a stabilization target for the first Kyoto period, but due to economic decline in these countries, their emissions in 2010 will be much below those of 1990. This implies that these economies at first will be able to sell large amounts of rights, without indeed reducing emissions, and benefiting from the large financial transfers.
5. CONCLUSIONS
This paper has presented a recursive simulation model that gives an outlook on the evolution of the cement industry in the period of 1997-2030. The paper outlines the most important trends in the world cement market concerning production, technology development, energy consumption and carbon emissions. The paper also analyses the potential impact on the cement sector derived from the implementation of new market mechanisms aimed to fulfill the carbon reduction targets set up by the Kyoto Protocol agreement. The benefits for three potential international emission trading markets were calculated (EU 15, EU27, Annex B.). The results emphasize the advantages of an international emission permit market with respect to the national emission abatement measures undertaken domestically.
In the reference scenario a sharp increase in world cement production is expected. The 1550 Mt of cement production in 1997 is projected to reach 2800 Mt by 2030. This increase is due to the intensive growth of cement consumption in developing regions, mainly China, South-East Asia and India due to their intensive industrialization processes. On the contrary, developed regions, such as North America, Europe and OECD Pacific, face stabilizing or declining consumption patterns. In spite of their stabilizes consumption, their cement production increases slightly, reflecting their international trade positions.
International trade in cement shows an uninterrupted increasing trend. From 112 Mt in 1997 it is projected to increase to 450 Mt at world level, which means that the share of international trade in consumption increases from 7% to 16% on global level. Developed regions are the main exporters, while most of the developing regions import an increasing share of their consumption. China is the only exception, a country projected to become the most significant exporter by 2020.
Concerning the evolution of the technology portfolio the most advanced dry-preheather and dry-precalciner technologies will become the most widespread technologies by 2030. Technologies with higher energy consumption, such as the wet long and dry long kilns will be driven out from the market or will be converted. Semi-wet and semi-dry technologies will not gain higher share. They will rather serve as feasible retrofitting option to the long kiln technologies.
Global carbon emission from the cement industry will increase by 60% in the BAU scenario, reaching 2100 Mt CO2 emission by 2030. The growth of carbon emission is less intensive than the growth in cement production due to the shift to cleaner
7 For example if Russia could sell its hot air on the market, its revenue could reach 29 M€.
52

technologies and the increasing energy efficiency. Shifts to cleaner fuels are not present at the BAU scenario, as coal use is projected to get higher share in total energy consumption. The highest increase in carbon emission takes places in the developing regions, such as China, South-East Asia and India, where production growth rates are the most intensive.
The impacts of three different CO2 emission trading schemes were numerically calculated with the model. Under an EU15-wide emission trading schemes the costs of fulfilling the Kyoto protocol targets would be reduced by 50 M€. This benefit is quite concentrated. Four countries, namely the Netherlands, Finland, Sweden and Denmark would gain two third of the benefits. At the equilibrium price of 28 €/tCO2
8 the cement industries of most of the EU-15 countries would be a permit buyers. Only Germany and the UK would have permits to sale on the common European emission trading market.
If the trading scheme is enlarged to the EU-27, permit price would reduce (to 18 €/tCO2) and benefits would increase for the participating countries to 67 M€. Accession countries would have smaller shares in these benefits, as their projected growing cement consumption reduces their trading potential by 2010. An Annex B wide emission trading would entail a 18 €/tCO2 permit price as well, with further increasing benefits for the participants to 150 M€.
8 Projected by POLES
53

REFERENCES 1. Babiker, H.M., Reilly J.M., Viguier L.: Is International Emissions Trading Always
Beneficial? MIT Joint Program on the Science and Policy of Global Change Report No. 93 (2002)
2. Capros P., Kouvaritakis N., Mantzos L.: Economic Evaluation of Sectoral Emission Reduction Objectives for Climate Change: Top-Down Analysis of Greenhouse Gas Emission Possibilities in the EU. (PRIMES). Contribution to a Study for DG Environment, European Commission (2001)
3. CEMBUREAU: Best available techniques for the cement industry A contribution from the European Cement Industry to the exchange of information and preparation of IPPC BAT Reference Document for the cement industry.(www.cembureau.com) (1999a)
4. Chichlinsky G.- Heal G.: Environmental Markets – Equity and Efficiency. Columbia University Press. ISBN 0 –231-11588-1 (2000)
5. Cramton P. – Kerr S.: Tradeable carbon permit auctions: How and why to auction not grandfather. Energy Policy 30. pp.333-345 (2002)
6. European Commission: POLES 2.2. European Commission, DGXII, JOULE II Programme, Science Research Development. Ref EUR 17356 EN. (1996)
7. European Commission, Best Available Techniques Reference Document in the Cement and Lime Manufacturing Industries, European Integrated Pollution Prevention and Control Bureau (EIPPCB), Institute for Prospective Technological Studies, Sevilla, Spain. (2000a)
8. European Commission: Green Paper on Greenhouse Gas Emission Trading within the European Union COM 2000-87, (2000b)
9. European Commission: Proposal for a framework Directive for greenhouse gas emissions trading within the European Community - COM 2001-581. (2001)
10. European Commission: Energy consumption and CO2 emissions from the world iron and steel industry. DG JRC-IPTS Report. EUR 20686 EN (2003a)
11. European Commission: Common position of the Council on the adoption of a Directive of the European Union and of the Council establishing a scheme for greenhouse gas emission allowance trading within the Community and amending Council Directive 96/61/EC. Communication from the Commission to the European Parliament. SEC 2003-364 Final. (2003b)
12. European Commission: The EU emission Trading Scheme: How to develop a National Allocation Plan. Non Paper 2nd meeting of working 3 Monitoring Mechanism Committee. April 1, 2003. (2003c)
13. EURELECTRIC: GETS 3 – Greenhouse gas and energy trading simulations. (www.eurelectric.org) (2002)
14. European Environmental Agency: Greenhouse gas emission trends in Europe 1990-2000. ISBN 92-9167-516-4. (2002)
54

15. European Environmental Agency: Annual European Community greenhouse gas inventory 1990-2001 and inventory report 2003 (Final draft) (2003) (http://reports.eea.eu.int/technical_report_2003_95/en)
16. ECOFYS: Energy Demand Side Technology Map: Industry, households, and services. (2002)
17. Eyckmans J., Cornillie J., Regemorter D.,: Efficiency and Equity in the EU Burden Sharing Agreement. ETE working paper No.2000-02. Katholieke Universiteit Leuven (2000)
18. Gielen D.J.,-Moriguchi Y.,: CO2 in the iron and steel industry: an analysis of Japanese emission reduction potentials. in: Energy Policy, vol 30, pp 849-865. (2002).
19. Gusbin D., Klaassen G.,Kouvaritakis N.,: Cost of a ceiling on Kyoto flexibility. in: Energy Policy. Vol 27. pp 833-844. (1999)
20. Hendriks C.A., Worrell E., Jager D., Blok K., Reimer P.: Emission reduction of Greenhouse Gases from the Cement Industry. Greenhouse Gas Control Technologies Conference Paper. (www.ieagreen.org) (2000)
21. International Energy Agency: The reduction of greenhouse gas emission from the cement industry. IEA Greenhouse Gas R&D Programme (1999)
22. International Energy Agency: Putting carbon back into the ground. IEA Greenhouse Gas R&D Programme (2001)
23. International Energy Agency: Energy Statistics of OECD Countries IEA (2002a)
24. International Energy Agency: Energy Statistics of Non-OECD Countries IEA (2002b)
25. Jacobsen H.K.: Technology Diffusion in Energy-Economy Models: The Case of Danish Vintage Models. The energy Journal. Vol. 21. pp. 43-71. (2000)
26. Kouvaritakis N., Soria A., Isoard S.: Modelling energy technology dinamics: methodology for adaptive expectations models with learning by doing and learning by searching. International Journal of Global energy Issues, Vol. 14, Nos. 1-4. pp. 104-115. (2000)
27. KPMG: Allocation of CO2 emission allowances – Distribution of emission allowances in a European emission trading scheme. Report to the Ministry of Economic Affairs of the Netherlands. (2002)
28. Liu F., Ross M., Wang S.: Energy Efficiency of China’s Cement Industry. In: Energy vol.20, No.7, pp.669-689. (1995)
29. Martins O. J.-Scarpetta S.: The levels and cyclical behaviour of mark-ups across countries and market structures. OECD Economics Department Working Papers no 213. (1999)
30. Oss H.: Cement. U.S. Geological Survey Mineral Yearbook (2000)
31. Quirion P.,: Can Europe afford non-global CO2 emission trading? The iron and steel industry case. Presented at the 3rd CATEP workshop. Kiel Germany. (2002)
32. Schumacher K., Sathaye J.: India’s Cement Industry: Productivity, Energy Efficiency and carbon Emissions. Energy Analysis Program: Environmental Energy Technologies Division. Lawrence Berkeley National Laboratory. (1999)
55

33. US-Energy Information Administration (US-EIA): NEMS Industrial Demand Model Documentation Report. (2001)
34. Van Vuuren, D.P., Strengers, B.J., De Vries, H.J.M., Long-term perspectives on world metal use - a system dynamics model. Resources Policy 25, pp.239-255. (1999)
35. Waggoner P.E. – Aususbel J.H.: A framework for sustainability science: A renovated IPAT identity. Program for the Human Environment. The Rockefeller University. (2002) (http://www.pans.org/cgi/doi/10.1073/pnas122235999)
36. Worrell E., Martin N., Pryce L.: Potentials for energy efficiency improvements in the US cement industry. In: Energy. vol.25. pp. 1189-1214. (2000)
Databases - CEMBUREAU: World Statistical Review no.18 (1913-1995) and no.19-20 (1994-
1995) (1999b)
- CEMBUREAU: World Cement Directory 1996 & 2002. (2002)
- Department of Trade and Industry (UK): Construction Statistics Annual. (2001) . (http://www.dti.gov.uk/construction/stats/stats2001/pdf/constat2001.pdf)
- International Energy Agency: Energy Balances Database for OECD and non-OECD countries. (2000)
- International Cement Review: The Global Cement Report (1998) (third edition)
- United Nations Framework Convention on Climate Change (UNFCCC): Database on GHG gases (2003) (http://unfccc.int/)
56

Appendix 1. Simulation of CO2 Emission Trading and the use of Marginal Reduction Costs
Curves
WHY not talk instead of our so-called MACs??
The figure bellow illustrates the methodology implemented in the cement model to simulate the CO2 emission trading market, based on the use of marginal reduction cost curves. It includes information on both the base year (1990), and on the target year (2010)
€/tCO2
MCR1 MCR1+2 MCR2
A B C D E F G H I CO2 reduction compared to baseline
Let suppose that there are only two countries, country 1 and 2. The target is the 1990 emission, which has to be achieved in 20109. If emitting CO2 gases is not any more free and, therefore, CO2 emission are priced, industries will cut back their emissions, given the available techniques and technologies. The higher the price of carbon, the carbon value, the higher is the reduction in emissions, resulting in a CO2 reduction curve with a negative slope like those in the figure for each country (marginal cost of reduction curves: MCR1 and MCR2). In fact, in the model the CO2 reduction curves were attained by multiple model runs, with carbon values in the 0-250 €/tCO2 range. The curves are monotonously increasing convex cost curves, reflecting the fact that marginal costs are rapidly increasing, if higher emission reduction is to be achieved.
The horizontal axis shows the reduction achieved by the countries, plotted against the introduced (and increasing) carbon value (vertical axis). By definition, the starting
57
9 In the Kyoto protocol it is the 2008-2012 period, so 2010 is a medium year.

points of the curves (the intersections with the vertical axis) are the differences between the business as usual projections of the CO2 emission for 2010 and the 1990 baseline emission. By 2010, countries can be over or under their target. In our example Country 1 has higher emissions than it had in 1990, so it is in the negative section of the figure. Country 2 is in the opposite situation. By 2010 it reaches its target and further reduce its emissions. If the carbon value is increased, countries will further reduce their CO2 emissions. This is illustrated by the right-hand slope of the curves. It has to be noted that both countries will reduce their CO2 emissions, even the one that has already fulfilled the target (country 2).
Let suppose that the carbon value equals G. Country 1 will reduce its CO2 emissions by DE, while country 2 reduces its emissions by HI. Country 1 is still above the target, however it can buy carbon credit EG from country 2, which can sell the amount of GI (=EG). Together they can reach the common target. The cost of reduction for Country 1 is equal to the area of DEA, while for country 2 it is HIC. At the same time there is a transfer from Country 1 to Country 2, which equals the area of ABEG.
The joint reduction curve of MCR1+2 is the horizontal summation of the individual reduction curves. Its intersection with the vertical axes gives the equilibrium carbon price for this simplified system, where the reduction together with the trade equalises the system.
58

59
APPENDIX 2
Table 20: Decomposition analysis of EU15 carbon emission -BAU scenario
Decomposition of the carbon emission from the cement industry Yearly average growth rates 2004-2010 (Method: Kaya identity, (CV=0 €/tCO2))
CO2 emission* GDP
Cement production/
GDP
Energy consumption/
Cement production
CO2 emission/ Energy
consumption
Sum of explained
effect Difference
FRA 1.81% 2.31% -0.37% -0.41% 0.29% 1.82% -0.01%GBR 0.89% 1.91% -0.47% -1.14% 0.61% 0.92% -0.02%ITA 2.64% 1.54% 1.19% -0.47% 0.36% 2.63% 0.01%RFA 2.12% 2.06% 0.30% -0.26% 0.03% 2.12% 0.00%AUT 2.28% 2.39% 0.01% -0.23% 0.12% 2.28% 0.00%BLX 2.79% 2.11% 1.19% -1.34% 0.83% 2.79% 0.00%DNK -0.22% 2.02% -1.40% -1.77% 0.98% -0.17% -0.05%FIN 1.69% 2.61% -0.59% -0.65% 0.33% 1.71% -0.02%IRL 3.76% 3.02% 0.70% -0.27% 0.29% 3.74% 0.02%NLD 3.63% 2.41% 1.25% -0.02% -0.04% 3.60% 0.03%SWE 2.48% 2.11% 0.58% -0.22% 0.01% 2.48% 0.01%ESP 1.97% 2.47% -0.36% -0.50% 0.38% 1.99% -0.01%GRC 0.01% 2.50% -2.31% -0.42% 0.30% 0.07% -0.06%PRT 1.39% 1.98% -0.38% -0.43% 0.24% 1.40% -0.01%EU (CV0) 1.93% 2.09% 0.07% -0.53% 0.30% 1.93% -0.01%*From fuel combustion and process emission
Table 21: Decomposition analysis of EU15 carbon emission - Emission trading scenario
Decomposition of the carbon emission from the cement industry Yearly average growth rates 2004-2010 (Method: Kaya identity, (CV= 28 €/tCO2))
CO2 emission* GDP
Cement production/
GDP
Energy consumption/
Cement production
CO2 emission/ Energy
consumption
Sum of explained
effect Difference
FRA 1.63% 2.31% -0.54% -0.39% 0.27% 1.65% -0.02%GBR 0.71% 1.91% -0.67% -1.11% 0.60% 0.73% -0.03%ITA 2.46% 1.54% 1.02% -0.45% 0.34% 2.45% 0.01%RFA 1.94% 2.06% 0.11% -0.24% 0.01% 1.94% 0.00%AUT 2.08% 2.39% -0.20% -0.20% 0.10% 2.09% -0.01%BLX 2.63% 2.11% 1.03% -1.32% 0.81% 2.63% -0.01%DNK -0.40% 2.02% -1.59% -1.75% 0.97% -0.35% -0.05%FIN 1.46% 2.61% -0.83% -0.61% 0.32% 1.49% -0.03%IRL 3.51% 3.02% 0.45% -0.24% 0.27% 3.50% 0.01%NLD 3.39% 2.41% 1.02% -0.02% -0.04% 3.37% 0.02%SWE 2.33% 2.11% 0.42% -0.21% 0.01% 2.33% 0.00%ESP 1.79% 2.47% -0.55% -0.47% 0.36% 1.81% -0.02%GRC -0.12% 2.50% -2.44% -0.40% 0.29% -0.06% -0.06%PRT 1.17% 1.98% -0.62% -0.41% 0.23% 1.19% -0.02%EU (CV0) 1.75% 2.09% -0.11% -0.51% 0.29% 1.76% -0.01%*From fuel combustion and process emission










![Energy Consumption and Greenhouse Gas Emissions 1998_ifa_marrakech_kongshaug[1]](https://static.fdocuments.us/doc/165x107/577d1e951a28ab4e1e8ecdc9/energy-consumption-and-greenhouse-gas-emissions-1998ifamarrakechkongshaug1.jpg)