Energy and environment Tenova latest · PDF fileEnergy and environment Tenova latest...
20
Energy and environment Tenova latest technologies G. Nova – Tenova CEO Düsseldorf, June 28 th , 2011
-
Upload
phungkhuong -
Category
Documents
-
view
224 -
download
3
Transcript of Energy and environment Tenova latest · PDF fileEnergy and environment Tenova latest...

Energy and environment
Tenova latest technologies
G. Nova – Tenova CEO
Düsseldorf, June 28th, 2011

2
Index
CO2 emissions trend
Iron & Steel: Impact on the
environment
Tenova latest technologies for the
environment
Conclusions
3
CO2 emissions trend
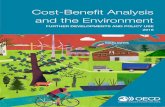
• Kyoto Protocol (1997) established reductions of global CO2 emissions which are not
prescriptive;
• Certain Countries have issued non biding policies, aiming at reducing CO2
emissions/GDP;
• In 2009, total global CO2 emissions increased to 31.3bnt, (+40% since 1990).
Source: Olivier and Peters, 2010 – www.pbl.nl
Global CO2 emissions per region
Industrialised countries
China
Developing countries
International Transport
0
10
20
30
40
1990 1992 1994 1996 1998 2000 2002 2004 2006 2008
bnt CO2
4
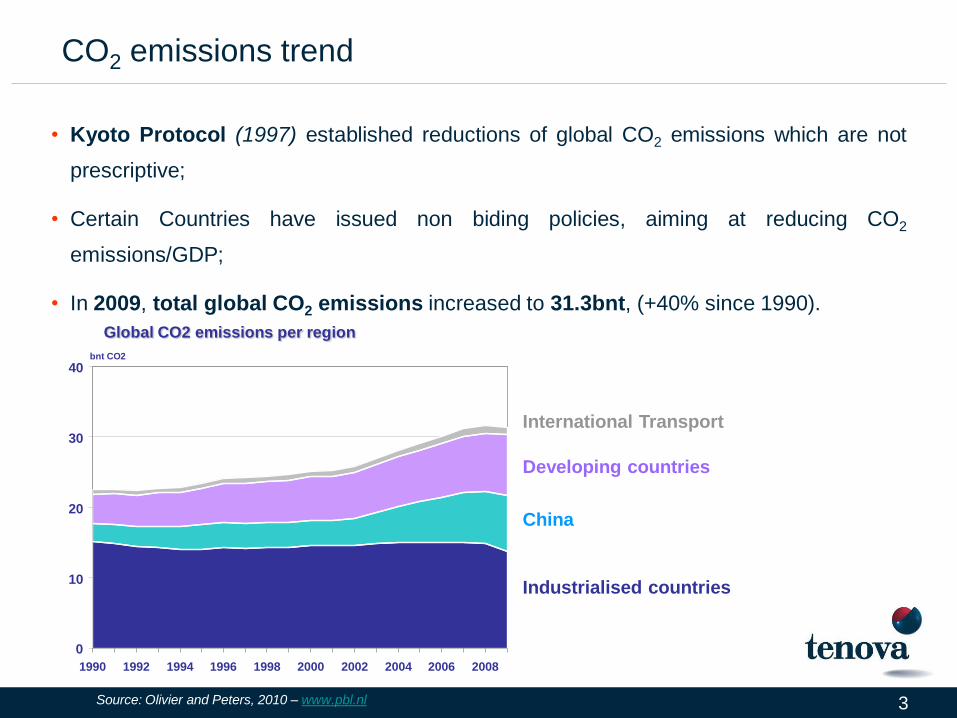
• Even if all countries will meet their own committed reduction targets, an
increase up to 35bnt is expected within 2020;
• The worldwide economy will have to make a major effort to be able to limit this
further increase;
• The Iron & Steel industry will have to contribute.
CO2 emissions trend
Global CO2 emissions per region
Industrialised countries
China
Developing countries
International Transport
35bnt
0
10
20
30
40
1990 1992 1994 1996 1998 2000 2002 2004 2006 2008 2010 2020
bnt CO2

5
Index
CO2 emissions trend
Iron & Steel: Impact on the
environment
Tenova latest technologies for the
environment
Conclusions
6
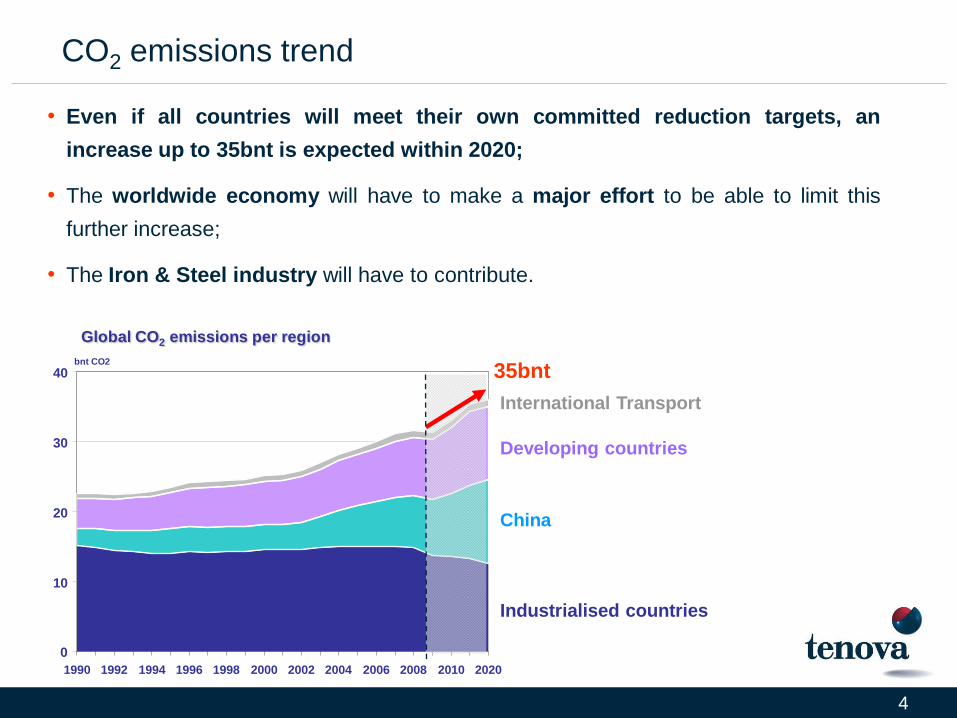
Iron & Steel: Impact on the environment
Source: IEA data services, WorldSteel Association
0 5 10 15 20 25
Chemicals
Iron and steel
Nonmetallic
minerals
(Cement Included)
Pulp and paper
Nonferrous metals
(percent of total)
CHEMICALS
IRON & STEEL
Non Metallic Minerals
(Cement included)
PULP AND
PAPER
Non Ferrous Metals
Major energy-intensive industry
• 2nd Industry for Energy Consumption after
Chemicals;
• Responsible for about 7% of World CO2
emissions;
• CO2 emissions reduced from 2.2t CO2/t of
crude steel (1990) to 1.9t CO2/t of crude steel
today (-14%);
• Historical energy consumption/t of crude steel
reduced by 50% in the last 35 years
Indexed energy consumption/t of crude steel produced in North America, Japan and Europe (1975 = 100%)

7
• The most critical areas are:
Blast Furnace/Basic Oxygen Furnace
Coke making/Sinter
DRI Module
EAF
Reheating Furnace
Hot Strip Mill
• Tenova is very active in three of them
Iron & Steel: Impact on the environment

8
Index
CO2 emissions trend
Iron & Steel: Impact on the
environment
Tenova latest technologies for the
environment
Conclusions

9
Tenova for the environment – HYL DRI: CO2 abatement
• DRI-EAF route emits much less CO2
than BF-BOF
• Tenova HYL ZR DR technology: further
significant contribution to limit CO2: 50%
CO2 reduction vs. BF-BOF
• CO2 reduction → real GHG abatement if
the removed CO2 is commercialized;
• Plants in Mexico, Indonesia, Malaysia
and Abu Dhabi sell captured CO2 for
different industrial uses.
CO2 Emissions: BF-BOF vs DRI-EAF
(0.74 kg CO2/kWh)
-300
0
300
600
900
1.200
1.500
1.800
BF-
BO
F
Oth
er
DR
I-EA
F
tech
no
logi
es
kg CO2/t
Power & O2CO2 in flue gasesOther
Ten
ova
DR
I-EA
F
-300
0
300
600
900
1.200
1.500
1.800
Ten
ova
DR
I-EA
F
kg CO2/t

10
Tenova for the environment – HYL DRI: CO2 abatement
• The patented HYL “Minimal CO2
Emission Scheme” captures up to 80%
of total carbon input;
• Combined with Tenova EAF technology
emissions are almost 1/3 of BF-BOF
route
CO2 Emissions: BF-BOF vs DRI-EAF
(0.74 kg CO2/kWh)
-300
0
300
600
900
1.200
1.500
1.800
BF-
BO
F
Oth
erD
RI-
EAF
tech
no
logi
es
Ten
ova
DR
I-EA
F
Ten
ova
DR
I-EA
F:
Min
imal
CO
2
Emis
sio
nSc
hem
e
kg CO2/t
Power & O2CO2 in flue gasesOther

11
Tenova for the environment – HYL DRI: Energy Efficiency
• ZR DR energy efficiency around 87% vs. <75% for other DRI
technologies:
higher operating pressure (6-8 barA) to optimize the power consumption;
higher reduction temperature (above 1.050°C) to increase the reduction
process kinetics;
“in-situ” reforming inside the shaft furnace to avoid an external energy
consumer;
various energy recovery units in the plant.
• Further energy savings for EAF:
ZR DR inherent ability to produce highly metallised DRI well in excess of
94%
DRI can be continuously transported to the EAF with the reliable HYL HYTEMP®
System delivering the product already hot to the furnace (600°C)

12
• Large scale (>2.5 Mt/y) HYL module now in range suited for Integrated plants;
• HYL ZR technology can use Coke Oven Gas (COG) as reducing gas;
• By feeding 30% DRI into BF:
Higher BF productivity by 24%
Lower CO2 emissions by 23%
• Capex / Opex and environmental impact much better than adding new BF capacity.
Tenova for the environment – DRI for Integrated Plants

13
Tenova for the environment – HYL DRI: A Real Success
• ZR DR technology: 8 new plants (since 2005)
for a total new capacity of 12Mt/y
• Emirates Steel Industry (Abu Dhabi): one of
the world’s largest DRI facility with DRI
production >3.2Mt/y (2 units)
• The technology developed to build ZR DR
modules of 2.5Mt/y in a single unit as in
Nucor Corporation (US)

14
Tenova for the environment – EAF
• Tenova is working in many directions to develop a more environmental friendly
EAF with less energy consumption and less direct and indirect CO2 emissions:
Process optimization based on off-gas real time analysis: EFSOP®
Dynamic process control including novel sensors and process optimization
models: iEAF®
An efficient solution for off-gas heat recovery to produce steam/electrical
energy: iRECOVERY®
Continuous feeding and preheating system: Consteel®
• The synergic integration of our technologies in the EAF route is compound in the
new Consteel Evolution™ which is able to achieve overall CO2 reduction of
80.000t/y of CO2 (-15%)
15
• Drastic reduction of NOX emissions: <60 ppm @ 3% O2;
• Full Regenerative Flameless burners: 10%-20% of fuel reduction compared
with traditional furnace in the same operating conditions;
• Low calorific value fuels such as Blast Furnace Gas: -16% CO2 emissions.
Tenova for the environment – Reheating Furnaces

16
Index
CO2 emissions trend
Iron & Steel: Impact on the
environment
Tenova latest technologies for the
environment
Conclusions

17
Conclusions
• Steel Industry has reduced its energy consumption per tonne of steel
produced by 50% in 35 years;
• CO2 emissions intensity has diminished;
• but its global footprint has increased up to 2.700Mt/y CO2 (+60% in 20
years);
• Tenova is continuously improving its technologies for achieving the
best performances in terms of energy efficiency and environmental
sustainability.

18
• The extensive utilization of Tenova technologies could allow a saving of :
340 Mt/y CO2 by charging HYL DRI (COG based) into the BF
30 Mt/y CO2 in the EAF steel shop
25 Mt/y CO2 with the slab/bloom/billet reheating furnace
TOTAL CO2 SAVING WITH TENOVA TECHNOLOGIES:
about 400 Mt/y out of current 2.700 Mt/y(15% reduction)
Provocation


20
Tenova for the environment – RF: Real Success
Production increased from 180t/h to 215 t/h
Significant energy saving in fuel consumption, about 15%
NOX emissions far below the guaranteed limit
Tenaris Dalmine RHF revamping