Effect of soybean hull, screw speed and temperature on ... · Misturas de grits de milho e casca de...
8
Braz. J. Food Technol., v. 12, n. 3, p. 205-212, jul./set. 2009 Autor Correspondente | Corresponding Author Recebido | Received: 05/08/2008 Aprovado | Approved: 01/09/2009 Summary Brazil is one of the biggest producers and exporters of soybean grains and also produces large amounts of soy for animal feed. However the amount of soy based products for human consumption is surprisingly low in Brazil, due, in part, to the limited preference for soy based products. During the processing of soybeans, a considerable quantity of soybean hull is discarded, but this could be used as an source of insoluble fibre in food products, for example, in extruded expanded products. The objective of this work was to study the effects of soybean hull, moisture content and temperature on the production of expanded maize extrudates. Mixtures of maize grits and soybean hull were extruded in a single screw extruder to produce directly expanded extrudates, and the effects of three independent variables, screw speed (100-200 rpm), temperature (100-200 °C) and soybean hull content (0-40%) were investigated using a central composite rotatable design and response surface methodology. The response variables used in this study were: specific mechanical energy (SME), sectional expansion index (SEI) and the paste viscosity readings (cold viscosity, peak value, breakdown and setback). All the response variables were affected significantly (p < 0.05) by the addition of soybean hull. The interaction between soybean hull and temperature increased breakdown and reduced setback. SME and SEI decreased as the addition of soybean hull and the temperature increased. No significant effect of increasing screw speed on SME and SEI was observed in this study. The sensory evaluation showed that no statistical difference was found between extrudates containing 10, 20 and 30% soybean hull, indicating that maize extrudates containing added soybean hull could be used as a rich source of insoluble fibre. Key words: Maize; Soybean hull; Extrusion cooking; Paste viscosity properties. Resumo O Brasil é um dos maiores produtores e exportadores de soja em grãos e também produz grande quantidade de ração animal, contudo a quantidade de produtos de soja destinada à alimentação humana é surpreendentemente baixa,, devido, em parte, à baixa aceitação dos produtos de soja pelos brasileiros. Misturas de grits de milho e casca de soja foram extrusadas em um extrusor de parafuso único para produzir extrusados expandidos diretos. Os efeitos de três variáveis independentes, velocidade de rotação do parafuso (100-200 rpm), temperatura (100-200 °C) e teor de casca de soja (0-40%) foram investigados usando-se um delineamento central composto rotacional e a metodologia de superfície de resposta. As variáveis respostas usadas neste estudo foram: energia mecânica específica (SME), índice de expansão radial (SEI) e viscosidade de pasta (viscosidade a frio, viscosidade máxima, breakdown e setback). Todas as variáveis respostas foram afetadas significativamente (p < 0,05) com a adição de casca de soja, a qual reduziu a SME e o SEI. A interação entre a casca de soja e a temperatura aumentou a viscosidade de quebra (breakdown) e reduziu a viscosidade setback. A SME e o SEI reduziram com o aumento de casca de soja e da temperatura. O aumento da velocidade de rotação do parafuso não afetou significativamente a SME e o SEI. A análise sensorial mostrou que não houve diferença estatística entre os extrusados com 10, 20 e 30% de casca de soja, indicando que a adição de casca de soja como fonte de fibra insolúvel em extrusados de milho poderia ser usada no enriquecimento deste produto. Palavras-chave: Milho; Casca de soja; Extrusão; Propriedades de viscosidade de pasta. Effect of soybean hull, screw speed and temperature on expanded maize extrudates Efeito da casca de soja, da velocidade de rotação do parafuso e da temperatura na obtenção de extrusados expandidos de milho Autores | Authors Giselle DUARTE Universidade Federal Rural do Rio de Janeiro (UFRRJ) Departamento de Tecnologia de Alimentos Programa de Ciência e Tecnologia de Alimentos e-mail: [email protected] Carlos W. P. CARVALHO Embrapa Agroindústria de Alimentos Av. das Américas 29501, Guaratiba CEP 23020-470 Rio de Janeiro/RJ - Brasil e-mail: [email protected] José L. R. ASCHERI Embrapa Agroindústria de Alimentos e-mail: [email protected] DOI: 10.4260/BJFT2009800900014
Transcript of Effect of soybean hull, screw speed and temperature on ... · Misturas de grits de milho e casca de...

Braz. J. Food Technol., v. 12, n. 3, p. 205-212, jul./set. 2009
Autor Correspondente | Corresponding Author
Recebido | Received: 05/08/2008Aprovado | Approved: 01/09/2009
Summary
Brazil is one of the biggest producers and exporters of soybean grains and also produces large amounts of soy for animal feed. However the amount of soy based products for human consumption is surprisingly low in Brazil, due, in part, to the limited preference for soy based products. During the processing of soybeans, a considerable quantity of soybean hull is discarded, but this could be used as an source of insoluble fibre in food products, for example, in extruded expanded products. The objective of this work was to study the effects of soybean hull, moisture content and temperature on the production of expanded maize extrudates. Mixtures of maize grits and soybean hull were extruded in a single screw extruder to produce directly expanded extrudates, and the effects of three independent variables, screw speed (100-200 rpm), temperature (100-200 °C) and soybean hull content (0-40%) were investigated using a central composite rotatable design and response surface methodology. The response variables used in this study were: specific mechanical energy (SME), sectional expansion index (SEI) and the paste viscosity readings (cold viscosity, peak value, breakdown and setback). All the response variables were affected significantly (p < 0.05) by the addition of soybean hull. The interaction between soybean hull and temperature increased breakdown and reduced setback. SME and SEI decreased as the addition of soybean hull and the temperature increased. No significant effect of increasing screw speed on SME and SEI was observed in this study. The sensory evaluation showed that no statistical difference was found between extrudates containing 10, 20 and 30% soybean hull, indicating that maize extrudates containing added soybean hull could be used as a rich source of insoluble fibre.
Key words: Maize; Soybean hull; Extrusion cooking; Paste viscosity properties.
Resumo
O Brasil é um dos maiores produtores e exportadores de soja em grãos e também produz grande quantidade de ração animal, contudo a quantidade de produtos de soja destinada à alimentação humana é surpreendentemente baixa,, devido, em parte, à baixa aceitação dos produtos de soja pelos brasileiros. Misturas de grits de milho e casca de soja foram extrusadas em um extrusor de parafuso único para produzir extrusados expandidos diretos. Os efeitos de três variáveis independentes, velocidade de rotação do parafuso (100-200 rpm), temperatura (100-200 °C) e teor de casca de soja (0-40%) foram investigados usando-se um delineamento central composto rotacional e a metodologia de superfície de resposta. As variáveis respostas usadas neste estudo foram: energia mecânica específica (SME), índice de expansão radial (SEI) e viscosidade de pasta (viscosidade a frio, viscosidade máxima, breakdown e setback). Todas as variáveis respostas foram afetadas significativamente (p < 0,05) com a adição de casca de soja, a qual reduziu a SME e o SEI. A interação entre a casca de soja e a temperatura aumentou a viscosidade de quebra (breakdown) e reduziu a viscosidade setback. A SME e o SEI reduziram com o aumento de casca de soja e da temperatura. O aumento da velocidade de rotação do parafuso não afetou significativamente a SME e o SEI. A análise sensorial mostrou que não houve diferença estatística entre os extrusados com 10, 20 e 30% de casca de soja, indicando que a adição de casca de soja como fonte de fibra insolúvel em extrusados de milho poderia ser usada no enriquecimento deste produto.
Palavras-chave: Milho; Casca de soja; Extrusão; Propriedades de viscosidade de pasta.
Effect of soybean hull, screw speed and temperature on expanded maize extrudates
Efeito da casca de soja, da velocidade de rotação do parafuso e da temperatura na obtenção de extrusados expandidos de milho
Autores | Authors
Giselle DUARTEUniversidade Federal Rural do Rio de
Janeiro (UFRRJ)Departamento de Tecnologia de Alimentos
Programa de Ciência e Tecnologia de Alimentos
e-mail: [email protected]
Carlos W. P. CARVALHOEmbrapa Agroindústria de Alimentos
Av. das Américas 29501, Guaratiba CEP 23020-470
Rio de Janeiro/RJ - Brasile-mail: [email protected]
José L. R. ASCHERIEmbrapa Agroindústria de Alimentos
e-mail: [email protected]
DOI: 10.4260/BJFT2009800900014

Braz. J. Food Technol., v. 12, n. 3, p. 205-212, jul./set. 2009 206
Effect of soybean hull, screw speed and temperature on expanded maize extrudates
DUARTE, G. et al.
www.ital.sp.gov.br/bj
2.2 Sample preparation
The soybean hull was dried at 105 °C for 3 h and milled in a TREU knife/hammer mill (Rio de Janeiro, Brazil) fitted with a 1 mm mesh sieve. The particle size distribu-tions of the maize grits and soybean hull samples were measured in isopropyl alcohol within selected size ranges using an Analysette 22 Fritsch particle size analyzer (Idar-Oberstein, Germany), and graphically represented according to the methodology described by Hareland (1994). The moisture content was determined by air drying 2-3 g of the raw material mixture and extrudates at 105 °C for 24 h.
2.3 Extrusion processing
Maize grits and soy hull were mixed with water in a model BT12L planetary mixer (Superfecta, Taubaté, Brazil) for 5 min and stored overnight at 5 °C in a plastic bag. The final moisture content of the mixture was adjusted to 16%.
The extrusion process was per formed in a Brabender 20DN single screw laboratory extruder (Duisburg, Germany) attached to a Do-Corder DCE 330 Brabender torque rheometer (Duisburg, Germany), and equipped with a single screw (3:1 length/diameter ratio) and a 3 mm round die. The feed rate was maintained constant at ~4 kg.h–1 and care was taken to maintain a constant height of the material inside the hopper during the process. The temperatures of zones 1 and 2 were maintained constant at 70 °C (±2 °C) and 100 °C (±2 °C), respectively. The temperature of the final heating zone, screw speed and soybean hull content varied according to the experimental design (Table 2). After steady flow was achieved, the mass flow rate was determined by meas-uring the output mass flow in 60 s, using the average of three readings. The screw speed was controlled and the torque monitored by the torque rheometer unit.
Introduction1
Extrusion cooking is considered to be one of the most efficient and versatile techniques, combining short time, heating and shearing processes to produce different functionalities in a large variety of products. Most of the extruded expanded products found on the market use maize grits as the main ingredient due to its low cost, abundance and high expansion capacity. Nevertheless, it has a limited nutrient profile with poor protein and dietary fibre contents (ONWULATA et al., 2001).
In Brazil, soybean hull is a by-product of vegetable oil production and is used in animal feed formulations as a source of fibre. Although there are several papers available in the literature reporting the use of dehulled soybean in mixtures with cereals processed by extru-sion (LI et al., 2005; SEKER, 2005; KONSTANCE et al., 2002), the only paper reporting the use of soybean fibre in the extrusion of cereals is that of JIN et al. (1994), although they used a commercial soy fibre preparation, which was not described as soybean hull. Wang et al. (1997) used soybean hull in cookie formulations as a good source of protein and insoluble fibres, also showing significant amounts of lysine and tryptophan, amino acids that improved the nutritional quality of the cereal based cookies.
The effect of fibre on the extrusion of cereals has been studied by several authors. Onwulata et al. (2001), who studied the effect of wheat bran and whey protein on puffed maize extrudates, found that the addition of this fibre caused an increase in the specific mechanical energy, not correlated with an increase in expansion or reduction in apparent density, both of which are desirable characteristics for this type of product. Hashimoto and Grossmann (2003), working with the extrusion of cassava starch, found that the addition of cassava bran decreased radial expansion in detriment of axial expansion, resulting in high density extrudates.
The objective of this work was to investigate the effect of soybean hull as a fibre rich material, as well as two extrusion parameters: temperature in the last heating zone and screw speed, on the physical properties of directly expanded maize grits extrudates.
Material and methods2
2.1 Material
Maize grits was kindly donated by the Indústria de Alimentos Granfino Ltda (Nova Iguaçu, Brazil) and soybean hull was supplied by Gama Alimentos S.A. ( Londrina, Brazil). The chemical compositions of the maize grits and soybean hull are shown in Table 1.
Table 1. Proximate compositions of maize grits and soybean hull.
Maize grits (g.100 g–1)
Soybean hull (g.100 g–1)
Protein* 8.23 11.25Fat 0.75 1.86Carbohydrates 79.51 -Crude fibre - 37.92NDF** - 63.85Ash 0.46 4.07Moisture 11.05 5.78* The coefficients used to calculate protein were 5.7 and 6.25 for maize and soybean, respectively; ** NDF = Neutral Detergent Fibre.

Braz. J. Food Technol., v. 12, n. 3, p. 205-212, jul./set. 2009 207
Effect of soybean hull, screw speed and temperature on expanded maize extrudates
DUARTE, G. et al.
www.ital.sp.gov.br/bj
peak viscosity - PV (maximum viscosity during heating), breakdown (difference between the peak viscosity and the lowest viscosity after the heating ramp) and setback (difference between the maximum viscosity during cooling and the lowest viscosity after the heating ramp).
2.7 Experimental design and statistical methods
A central composite rotatable design was used to show the individual effects and the interaction between screw speed, temperature at the die and soybean hull content, on the extrusion of maize grits in sixteen runs, eight of which were the combination of 1 and –1 levels, six for α and –α levels, and two for the centre point. The five levels, coded –α, –1, 0, 1 and +α are shown in Table 2 together with their respective experimental values.
Response surface methodology was used to graphically represent the effects of the temperature in the last heating zone, the screw speed and the soybean hull content, on the extrusion properties of the maize extrudates. The response variables were the specific mechanical energy (SME), sectional expansion index (SEI) and the paste viscosity readings: cold viscosity (CV), peak viscosity (PV), breakdown and setback. Each response variable was correlated to the independent variables using a second-degree polynomial model (Equation 2), which takes into account the linear, quadratic and interaction effects of these variables.
y = Bo + B1x1 + B2x2 + B3x3 + B11x12 + B22x2
2 + (2)
B33 x32 + B12x1x2 + B13x1x2+ B23x2x3 + ε
where y was the response; x1 temperature, x2 screw speed, x3 soybean hull content, Bo is the intercept; B1, B2 and B3 the linear coefficients; B11, B22 and B33 the quadratic coef-ficients, and B12, B13 and B23 the interaction coefficients. The stepwise forward multiple regression analysis shown in equation 2 was carried out using Statistica for Windows version 5 (Statsoft, Tulsa, USA). The significance of the individual terms and also of the interaction terms in the polynomial was determined statistically at the probability level of 5% (p ≤ 0.05). Response surface plots were produced from the regression equation by plotting each response variable as a function of two independent vari-ables, and setting the third factor as the central value.
2.8 Sensory evaluation
A sensory evaluation was carried out on the maize expanded extrudates containing varied amounts of soybean hull (0, 10, 20, 30 and 40%) in order to study the effect of the soybean hull content. Therefore, the maize extrudates were produced in the same single screw extruder maintaining the following parameters constant: die size (3 mm), screw configuration (3:1), moisture content of the mixture (16%) and temperatures of zones
2.4 Specific mechanical energy
The specific mechanical energy (SME) was calcu-lated based on the average of three torque readings for each run and the total mass flow, according to the Equa-tion 1 described below (CARVALHO and MITCHELL, 2000):
π=
2 .n.STSME60G
(1)
where n refers to the screw speed (r.p.m.), ST to the net screw torque (N.m) and G to the mass flow rate (kg.h–1)
2.5 Sectional expansion index
The cylindrically shaped extrudates were collected as they emerged from the die and left to cool at room temperature. The sectional expansion index (SEI) was calculated by measuring the final average diameter of six extrudates, each approximately 100 mm long, using a calliper for each treatment, according to the method-ology described by Alvarez-Martinez et al. (1988). Each extrudate was measured in three different regions: one in the middle and two at ~10 mm on each side.
2.6 Sample preparation of the extrudates
The samples were prepared by drying the extru-dates at 60 °C in a fan oven for 8 h, and then milling in a Perten 3600 disk mill (Perten Instruments, Huddinge, Sweden) and in a roller mill (Brabender Quadrumat Junior, Duisburg, Germany) fitted with a 200 µm sieve.
2.6.1 Paste viscosity
A Rapid Visco Analyser (Newport Scientific Pty. Ltd., Warriewood, Australia) was used to measure the apparent viscosity of the samples as a function of tempera-ture (CARVALHO and MITCHELL, 2001). Three grams of sample, adjusted to 14% water on a wet weight basis, were added to 25 g of distilled water. The samples were initially held at 25 °C for 4 min, then heated to 95 °C at a constant rate of 14 °C.min–1, held at this temperature for 3 min, then cooled to 25 °C in 5 min at the same rate, and finally held at 25 °C for another 4 min. The paste viscosity responses were: cold viscosity - CV (maximum viscosity at the beginning of the run at 25 °C before heating),
Table 2. Coded levels for the central composite design.Independent
variablesLevels
–αa –1 0 1 αScrew speed (rpm), x1 100 120 150 180 200Temperature (°C), x2
b 100 120 150 180 200Soybean hull (%), x3 0 8 20 32 40aα = 1.682; bTemperature of the die heating zone.
Braz. J. Food Technol., v. 12, n. 3, p. 205-212, jul./set. 2009 208
Effect of soybean hull, screw speed and temperature on expanded maize extrudates
DUARTE, G. et al.
www.ital.sp.gov.br/bj
(AKDOGAN, 1996). The linear and quadratic effects of the screw speed were not significant with respect to the specific mechanical energy (SME) (p > 0.05) (Table 3). The response surface for SME, plotted with real values as a function of temperature and soybean hull content, is shown in Figure 2. As the temperature and soybean hull content increased, so the SME decreased from 110 to 20 W.h.kg–1, representing an energy dissipation of ~59%. This result is in agreement with the work of Dogan and Karwe (2003), who processed whole quinoa in an extruder and found that an increase om temperature reduced the SME values. As reported by Guha et al. (1997), high temperatures are usually associated with a decrease in the melt viscosity inside the extruder, which in turn reduces the energy input of the extruder. Rosentrater et al. (2005) who extruded a fibre rich corn mass residue containing soybean meal, found no significant effect on the specific mechanical
1 and 2, 70 °C (±2 °C) and 100 °C (±2 °C), respectively. The temperature of the final heating zone was chosen considering the preliminary tests that indicated 150°C as the minimum temperature to guarantee maximum expan-sion, and the screw speed was set at 150 rpm, which corresponded to the central point of the experimental design used in this investigation. The extrudate samples (~5% of moisture content), approximately ~3 cm long and with a cylindrical shape, were analysed by 80 non trained panellists at random, who were asked to consider the texture and overall acceptability of the products using a structured hedonic scale test, where level 9 = excellent and level 1 = poor. The scores were analysed using a two-way Analysis of Variance (ANOVA) test to determine whether significant differences existed between the samples. The means were compared by Tukey´s test at the 5% confidence level.
Results and discussion3
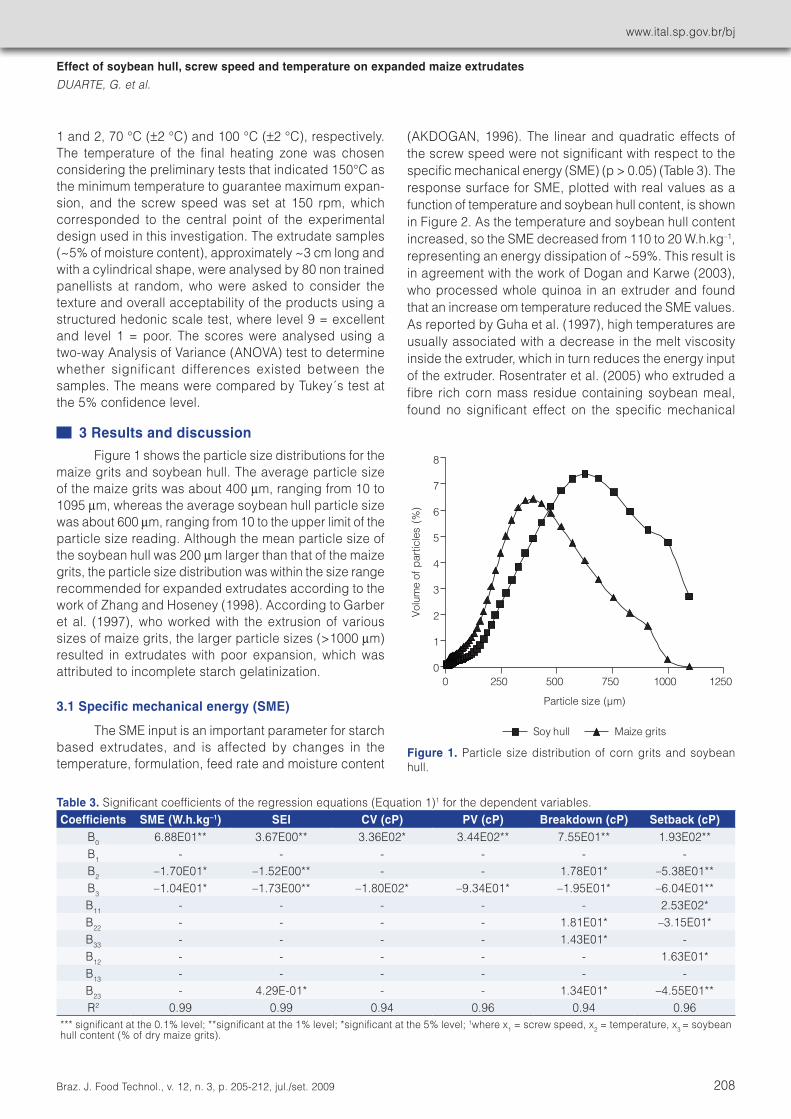
Figure 1 shows the particle size distributions for the maize grits and soybean hull. The average particle size of the maize grits was about 400 µm, ranging from 10 to 1095 µm, whereas the average soybean hull particle size was about 600 µm, ranging from 10 to the upper limit of the particle size reading. Although the mean particle size of the soybean hull was 200 µm larger than that of the maize grits, the particle size distribution was within the size range recommended for expanded extrudates according to the work of Zhang and Hoseney (1998). According to Garber et al. (1997), who worked with the extrusion of various sizes of maize grits, the larger particle sizes (>1000 µm) resulted in extrudates with poor expansion, which was attributed to incomplete starch gelatinization.
3.1 Specific mechanical energy (SME)
The SME input is an important parameter for starch based extrudates, and is affected by changes in the temperature, formulation, feed rate and moisture content
0
1
2
3
4
5
6
7
8
0 250 500 750 1000 1250
Volu
me
of p
artic
les
(%)
Particle size (µm)
Soy hull Maize grits
Figure 1. Particle size distribution of corn grits and soybean hull.
Table 3. Significant coefficients of the regression equations (Equation 1)1 for the dependent variables.Coefficients SME (W.h.kg–1) SEI CV (cP) PV (cP) Breakdown (cP) Setback (cP)
B0 6.88E01** 3.67E00** 3.36E02* 3.44E02** 7.55E01** 1.93E02**B1 - - - - - -B2 –1.70E01* –1.52E00** - - 1.78E01* –5.38E01**B3 –1.04E01* –1.73E00** –1.80E02* –9.34E01* –1.95E01* –6.04E01**B11 - - - - - 2.53E02*B22 - - - - 1.81E01* –3.15E01*B33 - - - - 1.43E01* -B12 - - - - - 1.63E01*B13 - - - - - -B23 - 4.29E-01* - - 1.34E01* –4.55E01**R2 0.99 0.99 0.94 0.96 0.94 0.96
*** significant at the 0.1% level; **significant at the 1% level; *significant at the 5% level; 1where x1 = screw speed, x2 = temperature, x3 = soybean hull content (% of dry maize grits).

Braz. J. Food Technol., v. 12, n. 3, p. 205-212, jul./set. 2009 209
Effect of soybean hull, screw speed and temperature on expanded maize extrudates
DUARTE, G. et al.
www.ital.sp.gov.br/bj
to the protein and fibre content of the added peas as well as to dilution of the rice.
Soybean hull and the temperature interaction was also significant (p < 0.01) and positively affected SEI. Regarding the interaction between the soybean hull content and temperature, low soybean hull and low temperatures resulted in greater expansion, as seen by an increase in the SEI values. This finding was also observed by LI et al. (2005) who worked with the extrusion of maize and dehulled soy bean flour.
3.3 Paste viscosity by RVA
RVA is a sensitive method for distinguishing between samples processed differently and particularly valuable in characterizing extrusion processes (BECKER et al., 2001).
Cold viscosity (CV) and peak viscosity (PV) were affected by the negative linear effect of the soybean hull content (p < 0.05) (Table 3). A high cold viscosity value may indicate that the starchy fraction has been converted in such a way that the hydroxyl groups on the surface of the sheared starch were exposed, enabling the starch to absorb much more water than the granular native starch. It can be seen from Figures 4 and 5 that increasing the soybean hull content resulted in reductions in the CV and PV values. A decrease in the PV values could be an indication of the effect of fibre during extrusion, which may have contributed to an increase in starch damage. Although Jin et al. (1994), working with the extrusion of corn extrudates with added soy fibre, did not carry out
energy, which was attributed to the high variability of the torque values. Nevertheless, they noticed that the non addition of the fibre residue to the mixture resulted in the highest SME value, which may indicate that the incorpora-tion of fibre in extrusion processing may reduce the SME, agreeing with the results of the present work.
3.2 Sectional expansion index (SEI)
The sectional expansion index (SEI) was signifi-cantly affected by the negative linear effect of the temperature and soy hull content (p < 0.01) (Table 3). As shown in Figure 3, increasing the soybean hull content substantially decreased SEI, particularly in the low temperature range. As the temperature was increased, a slight decrease in SEI was observed. These results are in agreement with the work of Hashimoto and Grosmann (2003), who observed a reduction in the radial expansion of cassava starch extrudates as the cassava bran level was increased in the mixture. This could be attributed to the physical effect of the insoluble fibre that may collapse the cell wall during bubble formation, reducing its ability to retain air inside, hence reducing the radial expansion (LUE et al., 1991).
Although soybean hull is rich in fibre, its protein level (11.25%) is considerably higher when compared to the protein content of maize grits (8.23%), so it may also affect the expansion of maize extrudates. Singh et al. (2007) observed a reduction in expansion of rice extru-dates with added whole pea, and attributed this finding
Soybean hull (%)
4035
3025
2015
105
0200180
160140
120
120
100
110100
90
807060504030
Temperature (°C)
SME
(W.h
.kg–
1)
110 90 70 50 30
Figure 2. Response surface plot of SME as a function of soybean hull content and temperature.
Soybean hull (
%)
05
1015
2025
3035
40
Temperature (°C)
200180
160140
120100
SEI
12
10
8
6
4
2
0
8 6 4 2 0
Figure 3. Sectional expansion index (SEI) as a function of soy hull content and screw speed.

Braz. J. Food Technol., v. 12, n. 3, p. 205-212, jul./set. 2009 210
Effect of soybean hull, screw speed and temperature on expanded maize extrudates
DUARTE, G. et al.
www.ital.sp.gov.br/bj
positive quadratic effects of the temperature and soybean hull content on breakdown were significant, whereas the linear effect of the soybean hull was negative (p < 0.05). The interaction of temperature with the screw speed was significant (p < 0.01) and the response surface plot is shown in Figure 6. At low temperatures, an increase in soybean hull content decreased breakdown, however as the temperature increased, the addition of more soybean hull increased breakdown viscosity. The significant positive effect of the interaction between temperature and soybean hull content on increasing the breakdown values could be attributed to the disruptive effect of the fibre within the starch matrix, which was enhanced by the temperature effect.
Setback viscosity is an indication of re-association between starch molecules, indicated by an increase in viscosity during cooling, which is related to starch retrogradation and reordering of the starch molecules (RAGAEE and ABDEL-AAL, 2006). It was found that the setback values were reduced by temperature and the addition of soybean hull as well as by the interaction between temperature and soybean hull content (p < 0.01). In contrast, the setback values increased with the posi-tive quadratic effects of screw speed and the interaction between screw speed and temperature (p < 0.05). Low setback values indicate low rates of starch retrograda-tion and syneresis, by re-arrangement of the stretched amylose molecules into a low energetic level forming new entanglements amongst them. Figure 7a shows that at
the RVA analysis, they observed increases in the extruded dough temperature, die pressure and SME when soy fibre was added. The authors attributed this to an increase in the dough mass viscosity, which would lead to an increase in friction and starch breakdown. The effect of soybean hull on the RVA curves, particularly on CV and PV, could also be attributed to the dilution effect of the starch fraction by the soybean hull in the samples. Thus, as the starch slurry was submitted to heating and shearing, it would show viscosity changes, and hence replacement of the starch by soybean hull, which does not show noticeable viscosity changes, would lead to a decrease in the viscosity profile of the RVA curve.
Breakdown is not only related to the starch response to shear as the RVA paddle spins at constant rotation with continuous heating, causing rupture and resulting in a decrease in viscosity, but also to the starch morphology, amylose and amylopectin contents and damaged starch (MISHRA and RAI, 2006). The linear
0
100
200
300
400
500
600
700
800
0 5 10 15 20 25 30 35 40 45
Soybean hull (%)
Col
d v
isco
sity
(cP
)
Function = 701.55-14.01*x
Figure 4. Cold viscosity (CV) as a function of soybean hull content.
0
100
200
300
400
500
600
0 5 10 15 20 25 30 35 40 45
Soybean hull (%)
Pea
k v
isco
sity
(cP
)
Function= 488.14-7.28*x
Figure 5. Peak viscosity (PV) as a function of soybean hull content.
05
1015
2025
3035
4045 Soy
bean h
ull (%
)
80100
120140
160180
200220
2802602402202001801601401201008060
Temperature (°C)
Bre
akdo
wn
(cP)
260 220 180 140 100 60
Figure 6. Breakdown as a function of temperature and soybean hull content.

Braz. J. Food Technol., v. 12, n. 3, p. 205-212, jul./set. 2009 211
Effect of soybean hull, screw speed and temperature on expanded maize extrudates
DUARTE, G. et al.
www.ital.sp.gov.br/bj
temperatures increased setback and the soybean hull content decreased setback. Figure 7b shows the effect of the interaction between temperature and screw speed on setback. It is clear that the effect of screw speed was almost constant, and it was the temperature that mostly affected setback. Although the effect of screw speed was smaller than that of temperature, the combination of the thermal and mechanical effects on the starch granule may have contributed to increasing starch damage, hence resulting in an increase in leaching of amylose out of the starch structure, favouring molecular re-arrangements (VAN DEN EINDE et al., 2004).
3.4 Sensory evaluation
Table 4 shows the results of the sensory evaluation, where it can be seen that the panellists detected signifi-cant differences in texture and acceptability amongst the extrudates. The lowest score was awarded to the sample with the highest soybean hull content (40%), whereas 0% soybean hull content showed the highest score. No statistical differences were found between the samples containing 10, 20 and 30% of soybean hull (p ≤ 0.05). Similar results were found by Zahra (1999), who found a gradual reduction in the texture acceptability scores with increasing proportion of added flaxseed in maize extrudates.
Conclusions4
The addition of soybean hull reduced the sectional expansion and specific mechanical energy of the extruded maize. The specific mechanical energy reduced as the temperature and soybean hull contents increased. No significant effects were observed for increasing screw speeds on the specific mechanical energy and sectional expansion index. The sensory evaluation showed that no statistical differences were found between the extrudates containing 10, 20 and 30% soybean hull, indicating that maize extrudates with added soybean hull could be used as a rich source of insoluble fibre for use in this type of extruded product.
low temperatures (~100 °C) a slight increase in setback viscosity was observed with increases in the soybean hull content, and at 0% soybean hull content, the tempera-ture contributed to an increase in the setback values. As the soybean hull content increased, the setback values decreased sharply with the influence of temperature. The effect of extrusion temperature on increasing setback is in agreement with the work of Gutkoski and El-Dash (1999), working with the extrusion of oat flour. In summary, high
Figure 7. Setback as a function of (a) temperature and soybean hull content and (b) temperature and screw speed.
300 250 200 150 100 50
240 210 180 150 120 90
100120
140
160180
200
100
100
120120 140
140
160
160
180
180
200
200
05
1015
2025
3035
40
50
100
150
200
250
300
350
240
210
180
150
120
90
60
30
Temperature (°C)
Temperature (°C)
Screw speed (rpm)
Soybean hull (%)
Setb
ack
(cP)
Setb
ack
(cP)
a
b
Table 4. Effect of soybean hull on texture and overall accepta-bility of expanded maize extrudates
Soybean hull content (%)
Texture Overall acceptability
0 7.66a 7.41a
10 6.61b 6.08b
20 6.35b 5.68b
30 6.28b 5.64b
40 5.13c 4.50c
Values followed by the same letter are not significantly different at the 0.05% level. These values are related to a structured hedonic scale test where level 9 = excellent and 1 = poor.
Braz. J. Food Technol., v. 12, n. 3, p. 205-212, jul./set. 2009 212
Effect of soybean hull, screw speed and temperature on expanded maize extrudates
DUARTE, G. et al.
www.ital.sp.gov.br/bj
KONSTANCE, R. P.; STRANGE, E. D.; ONWULATA, C. I. Processing properties of extruded corn-soy blends. Journal of Food Science, Chicago, v. 67, n. 1, p. 347-350, 2002.
JIN, Z.; HSIEH, F.; HUFF, H. E. Extrusion-cooking of corn meal with soy fiber, salt, and sugar. Cereal Chemistry, Saint Paul, v. 71, n. 3, p. 227-234, 1994.
LUE, S., HSIEH, F.; HUFF, H. E. Extrusion cooking of corn meal and sugar-beet fiber - effects on expansion properties, starch gelatinization, and dietary fiber content. Cereal Chemistry, Saint Paul, v. 68, n. 3, p. 227-234, 1991.
LI, S. Q.; ZHANG, H. Q.; JIN, Z. T.; HSIEH, F. H. Textural modification of soya bean/corn extrudates as affected by moisture content, screw speed and soya bean concentration. International Journal of Food Science and Technology, London, v. 40, n. 7, p. 731-741, 2005.
MISHRA, S.; RAI, T. Morphology and functional properties of corn, potato and tapioca starches. Food Hydrocolloids, Oxford, v. 20, n. 5, p. 557-266, 2006.
ONWULATA, C. I.; MAULVANEY, S. J.; HSIEH, F. Co-extrusion of dietary fiber and milk proteins in expanded corn products. Lebensmittel-Wissenschaft Und-Technologie, Oxford, v. 34, n. 4, p. 424-429, 2001.
RAGAEE, S.; ABDEL-AAL, E. S. M. Pasting properties of starch and protein in selected cereals and quality of their food products. Food Chemistry, Oxford, v. 95, n. 1, p. 9-18, 2006.
ROSENTRATER, K. A.; RICHARD, T. L.; BERN, C. J.; FLORES, R. A. Small-scale extrusion of corn masa by-products. Cereal Chemistry, Saint Paul, v. 82, n. 4, p. 436-446, 2005.
SEKER, M. Selected properties of native or modified maize starch/soy protein mixtures extruded at varying screw speed. Journal of the Science of Food and Agriculture, London, v. 85, n. 7, p. 1161-1165, 2005.
SINGH, B.; SEKHON, K. S.; SINGH, N. Effects of moisture, temperature and level of pea grits on extrusion behaviour and product characteristics of rice. Food Chemistry, Oxford, v. 100, n. 1, p. 198-202, 2007.
WANG, S. H.; CABRAL, L. C.; FERNANDES, S. M. Technological and sensorial characteristics of cookies prepared with high levels of soybean hulls, cooked in a microwave oven. Pesquisa Agropecuária Brasileira, Brasília, v. 32, n. 7, p. 739-745, 1997.
ZAHRA, S. A. Physico-chemical, structural and sensory quality of corn-based flax-snack. Nahrung/Food, Weinheim, v. 43, n. 4, p. 253-258, 1999.
ZHANG, W.; HOSENEY, R. C. Factors affecting expansion of corn meals with poor and good expansion properties. Cereal Chemistry, Saint Paul, v. 75, n. 5, p. 639-643, 1998.
References
AKDOGAN, H. Pressure, torque, and energy responses of a twin screw extruder at high moisture contents. Food Research International, Ontario, v. 29, n. 5/6, p. 423-429, 1996.
ALVAREZ-MARTINEZ, L.; KONDURY, K. P.; HARPER, J. M. A general model for expansion of extruded products. Journal of Food Science, Chicago, v. 53, n. 2, p. 609-615, 1988.
BECKER, A.; HILL, S. E.; MITCHELL, J. R. Milling: a further parameter affecting the Rapid Visco Analyser (RVA) profile. Cereal Chemistry, Saint Paul, v. 78, n. 2, p. 166-172, 2001.
CARVALHO, C. W. P.; MITCHELL, J. R. Effect of sugar on the extrusion of maize grits and wheat flour. International Journal of Food Science and Technology, London, v. 35, n. 6, p. 569-576, 2000.
CARVALHO, C. W. P.; MITCHELL, J. R. Effect of sucrose on starch conversion and glass transition of nonexpanded maize and wheat extrudates. Cereal Chemistry, Saint Paul, v. 78, n. 3, p. 342-348, 2001.
DOGAN, H.; KARWE, M. V. Physicochemical properties of quinoa extrudates. Food Science and Technology International, Madrid, v. 9, n. 2, p. 101-114, 2003.
Van den EINDE, R. M.; BOLSIUS, A.; Van SOEST, J. J. G.; JANSSEN, L. P. B. M.; Van der GOOT, A. J.; BOOM, R. M. The effect of thermomechanical treatment on starch breakdown and the consequences for process design. Carbohydrate Polymers, Oxford, v. 55, n. 1, p. 57-63, 2004.
GARBER, B. W.; HSIEH, F.; HUFF, H. E. Influence of particle size on the twin-screw extrusion of corn meal. Cereal Chemistry, Saint Paul, v. 74, n. 5, p. 656-661, 1997.
GUHA, M.; ALI, S. Z.; BHATTACHARYA, S. Twin-screw extrusion of rice flour without a die: Effect of barrel temperature and screw speed on extrusion and extrudate characteristics. Journal of Food Engineering, Oxford, v. 32, n. 3, p. 251-267, 1997.
GUTKOSKI, L. C.; EL-DASH, A. A. Effect of extrusion process variables on physical and chemical properties of extruded oat products. Plant Foods for Human Nutrition (Formerly Qualitas Plantarum), Heidelberg, v. 54, n. 4, p. 315-325, 1999.
HARELAND, G. A. Evaluation of Flour Particle-Size Distribution by Laser Diffraction, Sieve Analysis and near-Infrared Reflectance Spectroscopy. Journal of Cereal Science, Oxford, v. 20, n. 2, p. 183-190, 1994.
HASHIMOTO, J. M.; GROSSMANN, M. V. E. Effects of extrusion conditions on quality of cassava bran/cassava starch extrudates. International Journal of Food Science and Technology, London, v. 38, n. 5, p. 511-517, 2003.