Effect of Processing Factors on the Incidence of Yarn Faults in ...
6
Indian Journal of Textile Resean:h Vol. 9. September 1984. pp. lOO-IOS Effect of Processing Factors on the Incidence of Yarn Faults in Spinning K P R PILLA Y· cl R HARIHARAN South India Textile Resean:h Association. Coimbatore641 014 R~C~;vH 12 OClolwr 1983; QCC~PlH 1 JIUI~ 1984 The influence of raw material quality and processing factors on the incidence of yarn faults has been studied using the Uster classimat system. Factors like the quality of raw material. degree of opening and cleaning in the blowroom. type of carding and amount of waste removed during combing signifacantly influenced the number of faults in spun yams. Tandem or double carding at low production rates and combing are the surest ways of reducing the incidence of yarn faults. The use of overhead cleaners during spinning reduced the fault level appreciably. Increase in spinning draft and spindle speeds increased the number of faults due to the irregularities and end breaks produced durin,. spinning. The setting of the cradle opening during spinning is of extreme importance not only in terms of irregularity. but also in terms of the number of disturbing faults in yarn. In the production of spun yams, such faults as slubs, spun-in lint and bad piecings, become incidental. These faults not only create problems in post-spinning operations like winding. warping, weaving and knitting, but also spoil the appearance and appeal characteristics of fabrics, resulting in reduced profitability to a mill. Till recently. the incidence of faults in yarns was estimated by counting the breaks due to such faults at slub catchers on conventional winding machines. Consequently. only a small portion of the faults could be counted. The recent development of Uster classimat equipment has enabled a quick and objective assessment of the frequency of occurrence and classification of faults of different intensity. In the present investigation, the effect of raw material quality and processing factors on the incidence of yarn faults has been studied using the Uster classimat equipment. The optimum conditions for minimizing the incidence of faults to the greatest possible extent have also been determined. Materials and Methods Three cottons varying widely in trash content and two polyester fibres having different frictional properties were used. The fibre properties of cottons and polyesters used are given in Table I. The Uster classimat equipment was used to determine the incidence of faults in the yarn samples. The instrument classified the yarn faults into 16classes (Fig. I and Table 2) based on the length and cross- sectional size of faults. About 300 km length of yarn was screened for each • Present address: Consultant. R cl D Department. Lakshmi Machine Works Ltd. Coimbatore 641020 100 test from ring frame cops. The results were expressed as faults per 100km length of yarn. For control, the yarn faults were consolidated into different types according to cause. For example, A- and B-type faults are short-length faults formed because of insufficient opening, carding and combing. The long-length faults of C- and Ootype are mainly due to drafting defects. Faults C3, 03. A4, B4, C4 and D4 together are called objectionable faults. Results and Discussion Influence of trash content in colton on the incidence of yarn faults-Three cottons differing in trash content (Table 3) were processed in a member mill under identical conditions to a common count (408). The incidence offaults in yarns spun from the three cottons is shown in Table 3. It is observed that the quality differences among cottons are of particular importance. Increase in trash content increases the number of faults of all types in the yarn, the maximum increase being in B- and C- type faults (10.4 and 16.9 times respectively). It is also observed that the cotton containing the maximum trash content produces the maximum number of faults. The trash present. especially the seed-coat particles, acts as a nucleus for nep formation in opening and carding processes. The differences in the percentage of immature fibres and the presence of seed-coat fragments and leaf bits in cotton are responsible for the differences in the number of faults in these yams. Effect of the surface nature of polyester fibres on the incidence of yarn faulls-Owing to the uniformity in staple length and freedom from foreign matter, man- made fibres produce a fewer number of faults than
Transcript of Effect of Processing Factors on the Incidence of Yarn Faults in ...

Indian Journal of Textile Resean:hVol. 9. September 1984. pp. lOO-IOS
Effect of Processing Factors on the Incidence of YarnFaults in Spinning
K P R PILLA Y· cl R HARIHARANSouth India Textile Resean:h Association. Coimbatore641 014
R~C~;vH 12 OClolwr 1983; QCC~PlH 1 JIUI~ 1984
The influence of raw material quality and processing factors on the incidence of yarn faults has been studied using the Usterclassimat system. Factors like the quality of raw material. degree of opening and cleaning in the blowroom. type of carding andamount of waste removed during combing signifacantly influenced the number of faults in spun yams. Tandem or doublecarding at low production rates and combing are the surest ways of reducing the incidence of yarn faults. The use of overheadcleaners during spinning reduced the fault level appreciably. Increase in spinning draft and spindle speeds increased thenumber of faults due to the irregularities and end breaks produced durin,. spinning. The setting of the cradle opening duringspinning is of extreme importance not only in terms of irregularity. but also in terms of the number of disturbing faults in yarn.
In the production of spun yams, such faults as slubs,spun-in lint and bad piecings, become incidental.These faults not only create problems in post-spinningoperations like winding. warping, weaving andknitting, but also spoil the appearance and appealcharacteristics of fabrics, resulting in reducedprofitability to a mill.
Till recently. the incidence of faults in yarns wasestimated by counting the breaks due to such faults atslub catchers on conventional winding machines.Consequently. only a small portion of the faults couldbe counted. The recent development of Uster classimatequipment has enabled a quick and objectiveassessment of the frequency of occurrence andclassification of faults of different intensity.
In the present investigation, the effect of rawmaterial quality and processing factors on theincidence of yarn faults has been studied using theUster classimat equipment. The optimum conditionsfor minimizing the incidence of faults to the greatestpossible extent have also been determined.
Materials and MethodsThree cottons varying widely in trash content and
two polyester fibres having different frictionalproperties were used. The fibre properties of cottonsand polyesters used are given in Table I.
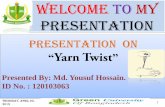
The Uster classimat equipment was used todetermine the incidence of faults in the yarn samples.The instrument classified the yarn faults into 16classes(Fig. I and Table 2) based on the length and cross-sectional size of faults.
About 300km length of yarn was screened for each
• Present address: Consultant. R cl D Department. LakshmiMachine Works Ltd. Coimbatore 641020
100
test from ring frame cops. The results were expressedas faults per 100km length of yarn. For control, theyarn faults were consolidated into different typesaccording to cause. For example, A- and B-type faultsare short-length faults formed because of insufficientopening, carding and combing. The long-length faultsof C- and Ootype are mainly due to drafting defects.Faults C3, 03. A4, B4, C4 and D4 together are calledobjectionable faults.
Results and DiscussionInfluence of trash content in colton on the incidence of
yarn faults-Three cottons differing in trash content(Table 3) were processed in a member mill underidentical conditions to a common count (408). Theincidence offaults in yarns spun from the three cottonsis shown in Table 3.
It is observed that the quality differences amongcottons are of particular importance. Increase in trashcontent increases the number of faults of all types inthe yarn, the maximum increase being in B- and C-type faults (10.4 and 16.9 times respectively). It is alsoobserved that the cotton containing the maximumtrash content produces the maximum number offaults. The trash present. especially the seed-coatparticles, acts as a nucleus for nep formation inopening and carding processes. The differences in thepercentage of immature fibres and the presence ofseed-coat fragments and leaf bits in cotton areresponsible for the differences in the number of faultsin these yams.
Effect of the surface nature of polyester fibres on theincidence of yarn faulls-Owing to the uniformity instaple length and freedom from foreign matter, man-made fibres produce a fewer number of faults than

PILLAY & HARIHARAN: EFFECT OF PROCESSING FACTORS ON YARN FAULTS IN SPINNING
Test ResultsPrufprotokollCompte-Rendu
CottonBaumwoll.Colon
LOll Partl. I Loa:NeNmTex
Nm TexRHOfoVia,
NeMlterill s.cale••••teri.lti'*'c.racttrilHQue '" rfIII"'rt
C•Dal.
• 00
250
110
150
'00
'110
100
10 approx, 0,1 em ('/". )
••••01ylm _MId•••••-SIOI>riJ- o_Hm du HI contrerM
1 em (~/ •• ) 2em (~/.-) • em (1 S,,·)
01 IKg
=fto~ .,,,sa" •••--Longueur oontro* ~)( I(Q X 1CICIO- rnetef
~a ICon~ton of ••.alu. to pef 100000UI'I\~MUfltdetW.rte.U' 100000 )1<1.'''"COnYer-.ton "' '1Mur1 pour 100 000
COl,ln~r r•• chngZI" •• ,.\lnd X , 00 OCXIlee"",.T.led Length In~=~=fLC.=r61.~ yda,ll'l\-,.
Fig.I-c-Uster classimat grades (Courtesy: Uster)
Fibre
Sankar·4MCU·SIIH·4Polyester INominal staplelength. 38 mmPolyester 2Nominal staplelength. 38 mm
2.5%span
lengthmm29.230.028.2
Table I-Fibre Properties of Cottons and Polyesters50% Strength Micronaire Maturityspan at 3 mm value coefficient
length gaugemm g/tex15.0 17.7 3.95 0.7813.2 21.9 3.60 0.7113.8 20.0 3.60 0.76
Coefficientof
friction
Trash%
1.44,85.5
I.5D 0.498
1.4D 0.526
LengthCross-section
Table2-Uster Classimat GradesA 8 C
u.l-tcm 1·2cm 2-4emD
>4cm100% and above150~oand above250% and aboveAbove 400~~
AIA2A3A4
81B2B3B4
CIC2C3C4
DID2OJD4
cotton fibres when spun under identical conditions.However. the differences in the surface properties ofman-made fibres are known to influence the physicalproperties of yarns spun from them. To verify whetherthe differences in frictional properties influence the
incidence of faults, two polyester fibres having almostthe same length and fineness but different frictionalproperties were spun in pure form to 40s count. Theeffect of surface friction on yarn faults is shown inTable 4.
It is observed that Polyester 2, which has a highercoefficient of friction than Polyester I. produced agreater number of faults of all types. This is probablydue to the higher drafting force necessary in draftingfibres having a higher coefficient of inter-fibre friction.This is clear from the higher incidence of C- and D·type and objectionable faults in Polyester 2.
101

INDIAN J. TEXT. RES .. VOL. 9, SEPTEMBER 1984
Effect of the degree of opening on the incidence ofyarn faults-Previous studies at SITRA have shownthat while opening cotton, it is essential to ensure thattufts are made into small and uniform sizes forproducing even laps and better quality yarns. Smallertuft sizes help reduce lap irregularity and consequentlyyarn count and strength variation. The influence ofthe degree of opening and tuft size on the incidence ofyarn faults was assessed by spinning one mixing withthree different degrees of opening in the blowroom andthen spinning them to a common count. Differentdegrees of opening were achieved by the use of 3,4 and5 beating points. The results are given in Table 5.
It is observed that the use of 5 beating points hasresulted in a 15% reduction in the incidence of totalfaults. The reduction in long-length faults (C +D) ismore (21%) than in short-length faults (15~J. The
percentage reduction in the incidence of objectionablefaults is also high (26%). It is clear from the above thatthe higher degree of opening in the blowroom iseffective in reducing not only the short-length faults,but also the long-length and objectionable ones. Thehigher degree of opening and smaller tuft sizes areconducive to better cleaning and drafting because ofbetter fibre separation.
Contribution-of spinning machinery to the incidence ofyarn faults-To assess the contribution of differenttypes of spinning machinery to fault formation,identical mixing lots were prepared and processed inthree member mills to 40s count. The results are givenin Table 6.
The mills varied in their levels of modernization,cleanliness and maintenance. Mill 1 had new modernblowroom machinery with very good house-keeping
Table 3-Incidence of Faults in Yarns Spun from Cottons Varying in Trash Content
[Yarn count, 40s]
Cotton Trash A B C D Total A+B C+D Objec-% tionable
faultsSankar-4 1.4 5024 1311 200 61 6596 6335 261 58MCU-5II 4.8 26588 13989 3368 344 44289 40577 3712 532H-4 5.5 24756 14911 3587 409 43663 39667 3996 610
Table4-Effect of Surface Friction on Yarn Faults
[Yarn count, 40s]
Fibre A B C D Total A+B C+D Objec-tionable
faultsPolyester I 237 149 74 47 507 386 121 78Polyester 2 262 118 88 69 537 380 157 87
Table 5-Effect of the Degree of Opening and Tuft Size on the Incidence of Faults
No. of A B C D Total A+B C+D Objec-beating tionablepoints faults
3 1695 282 38 28 2043 1977 66 424 1496 218 19 26 1759 1714 45 235 1478 195 28 24 1725 1673 52 31
Table 6-Fault Formation due to Differences in Spinning Machinery
[Yarn count, 40s]
Mill A B C D Total A+B C+D Objec-tionable
faultsI 717 133 22 32 904 850 54 252 5024 1311 200 61 6596 6335 261 583 7853 1029 69 32 8983 8882 101 43
----_ ..
102

PILLAY & HARIHARAN: EFFECT OF PROCESSING FACTORS ON YAR FAULTS IN SPIN 'ING
and maintenance and used tandem carding. As aresult, the yarn had the lowest number of faults per100 km. Mi1l3 had old machinery and poor house-keeping. Mill 2 had relatively newer machines andbetter house-keeping than Mill 3. Table 5 shows thatthe total number of faults in the yarn produced atMill 3 is ten times that in the yarn produced at Mill I.The fault reduction in Mill I is mostly due to thereduction in A-, B- and C-type faults as a result of verygood blowroom and tandem carding of the materialfor spinning.
Contribution of each stage of spinning to the incidenceof yarn faults-The contribution of each stage ofspinning to fault formation was determined byspinning laps, card slivers and rovings produced at amill from a given lot of 40s mixing in the SITRA pilotplant. The results are given in Table 7.
It is observed that a significant reduction (75%) inthe incidence of faults occurred when processing fromcarding to spinning was carried out at the SITRA pilotplant. the reduction in A- and B-type faults (76%) isgreater than that in C- and D-type faults (61%), thusshowing that good carding results in a greaterreduction in A- and B-type faults. The results furthershow that the processing at the mill producedsubstantially a higher number offaults than processingat the SITRA pilot plant.
Effect of card types on the incidence of yarn faults-The effect of card types and carding rates on theincidence of faults was investigated in detail. Thecomparative performance of semi-high production(SHP) card, two types of high production card (HPIand HP2) and tandem cards was assessed in a mill on60s count. The results are given in Table 8.
The table shows that the number of faults decreasesfrom SHP to tandem card, the reduction being 43/0 inshort-length faults, 55/0 in long-length faults and 56~'oin objectionable faults. The total faults are less intandem by 43.6%. This clearly shows that the cardtype, condition of the card wire and carding rateinfluence the formation of faults. With tandem card,the reduction in the number offaults is seen both for A-and B-type and objectionable faults.
The reduction in faults in tandem card can beattributed to the better individualization of fibres andtrash removal from the cotton in this type of carding.The effective opening and disentanglement of fibreclusters and the better removal of motes and heavierimpurities with tandem cards reduce the incidence offaults considerably.
The influence of carding rates on the incidence offaults is also shown in Table 8. Carding was carried outon a CVHP card at 4, 10 and 22 rpm. It is observed thatthe incidence of all types of fault increases with
Spinning C
Table 7-Fault Formation at Different Stages of Spinning
D Total A+B L+D Objec-tionablefaults
A B
Mill lap-rest at SITRAMill carding-rest at SlTRAMill roving-rest at SITRAAll at SITRA
2298 354 62
6693 997 109
96301695
1295282
16838
32 2746 2652 94 75
34 7833 7690 143 94
7328
11166 10925 2412043 1977 66
18442
Table 8-Effect of Card Types and Carding Rates on the Incidence of Faults
[Yarn count, 60s]
Card A B C 0 Total A+B C+D Objec-tionable
faults
SHP 9402 2204 296 62 11964 11664 358 96HPI 9139 2435 290 53 11915 11711 343 72HP2 6271 1436 201 56 7964 7751 257 84Tandem 5507 1045 130 33 6743 6623 163 43CVHP card
4- 2945 689 208 45 4079 3634 253 5310- 9139 2433 290 53 11915 11572 343 7222- 11236 2458 286 63 14043 13094 349 94
- Doffer speed in rpm.
103

INDIAN J. TEXT. RES., VOL. 9, SEPTEMBER 1984
increase in production rate, the increase being 244% intotal faults, 260% in A- and B-type faults 46% in C-and D-type faults. Higher carding rates deteriorate thecarding process and lead to greater fault formation.
Effect of combing on the incidence of yarn faults-The effect of removing different levels of waste duringcombing on the incidence of faults was investigated byremoving 8, 12, 15 and 20% noils by combing a 40smixing. The results are given in Table 9.
It is observed that the total number of faultsdecreases progressively with increase in the percentageof waste removal. A- and B-type faults show 96%reduction on 20% noil removal, whereas the C- and D-type faults show only 72% reduction. The faults in theyarn with 20% noil removal are much less than in theyarn with 8% noil removal. The reduction in totalfaults for every I% level of waste removal is 4.4%.
Effect of overhead cleaners on the incidence of yarnfaults-Overhead cleaners are generally used in millsto keep the department clean and to prevent fly fromdepositing on the yarns. The effect of overheadcleaners on the incidence of yarn faults was examinedby spinning 40s count yarn with and without overhead
cleaners in a member mill. The results are given inTable 10.
It is observed that the use of overhead cleaners has adefinite advantage in reducing the incidence of alltypes of fault. The total number of faults in the yarn isreduced by 12.8%. The maximum reduction isobserved in C- and D-type faults (27.3%) and inobjectionable faults (28.3~.,).
Effect of spinning draft on the incidence of yarnfaults- The effect of spinning draft on the incidence offaults was investigated by spinning 40s count at threedifferent draft levels, viz. 19,22 and 26. The results aregiven in Table 11. It is observed that increase in draftincreases the incidence of all types of fault, but theincrease is more in long-length faults (118%)comparedto that in short-length faults (71%).
The number of objectionable faults increases byabout 210% on increasing the spinning draft from 19to26. This is probably due to the higher irregularitiesproduced while spinning with high drafts.
Effect of spindle speed on the incidence of yarnfaults-The effect of spindle speed on the incidence offaults in 40s yarn is shown in Table 12.
Table9-Effect of Combing on Incidence of Faults
Combing A B C D Total A+B C+D Objec-particulars tionable
faults
Carded yarn 2244 548 145 67 3004 2792 212 1188% Combed 1035 191 46 21 1298 1226 67 4412% Combed 867 165 34 15 1087 199 49 4715% Combed 544 117 39 II 715 156 50 4720% Combed 278 78 33 26 400 III 59 41
Table IO-Effect of Overhead Cleaners on the Incidence of Faults[Yarn count, 40s]
A B C D Total A+B C+D Objec-tionablefaults
Without over-head cleaner 8974 1174 96 43 10287 10148 139 60With over-head cleaner 7853 1025 69 32 8979 8878 101 43% Reduction 12.5 13.1 28.1 25.6 12.8 12.1 27.3 28.3
Table II-Effect of Spinning Draft on the Incidence of Faults[Yarn count, 40s]
Spinning A B C D Total A+B C+D Objec-draft tionable
faults19 1220 268 65 26 1579 1488 91 5122 1345 283 67 30 1725 1628 97 3826 2244 548 145 67 3004 2792 212 118
104

PILLAY & HARIHARAN: EFFECT OF PROCESSING FACTORS ON YARN FAULTS IN SPINNING
Table 12-EfTect of Spindle Speed on Yarn Faults
[Yarn count, 40s)
Spindle A B C D Total A+B C+D Objec-speed tionablerpm faults13500 1220 268 65 26 1579 1488 91 5115000 1774 376 65 25 2240 2150 90 4516500 2421 536 132 72 3161 2957 204 71
Table 13-EfTect of Apron Spacers on the Incidence of Yarn Faults
Apron A B C D Total A+B C+D Objec-spacer tionablemm faults
3.0 1201 300 80 36 1617 1501 116 583.5 1200 265 62 27 1554 1465 89 434.0 1220 268 65 26 1559 1488 91 514.5 1993 464 71 25 2553 2457 96 545.0 2496 582 83 24 3185 3078 107 55
It is observed that as the spindle speed increases,faults of all type also increase, the maximum increase(124%) being in the long-length faults. This is probablydue to the high air currents generated in the spinningroom while spinning at higher spindle speeds, whichallow more fly to be deposited on the yarns duringspinning. Further, increased end breakage rate andirregularities produced at higher spindle speeds maycontribute to the higher incidence of faults in yarn.
Effect of fibre control in drafting on the incidence ofyarn faults-The amount of fibre control in draftinginfluences directly the yarn properties like strength,evenness and the number of disturbing yarn faults.There is an optimum apron spacing for a particularcount and combination of fibre properties. The effectof using different apron spacers on the incidence ofyarn faults is shown in Table 13.
It is observed that the use of 3.5 mm spacer results inthe minimum number of faults for the count spun.Very high or very low settings of the spacers show atendency to deteriorate the yarn quality and increasethe incidence of faults. Extremely wide settings of thecage opening result in a high number of faultsconsisting primarily of A- and B-type faults.
Conclusions(I) The amount of trash present in the cotton
influences Significantly the formation of faults duringspinning.
(2) Man-made fibres produce a lesser number offaults than cotton fibres when spun under identicalconditions. The surface nature of the fibre has anappreciable effect on fault formation.
(3) A higher degree of opening in the blowroom andgood cleanliness and maintenance of machineryreduce the fault formation.
(4) Better fibre individualization in carding, ascarried out during tandem carding, reduces theincidence of faults appreciably.
(5) The number of faults in cotton yarn decreaseswith increase in the percentage of noil removed duringcombing. The reduction in total faults for every 1%level of waste removal is 4.4%.
(6) The use of overhead cleaners during spinningreduces the formation of faults.
(7) The fibre control in spinning is of extremeimportance not only in terms of irregularity, but also interms of the number of disturbing faults in yarn.
AcknowledgementThe authors are grateful to Shri T.V. Ratnam,
Director, SITRA, for his help and valuable guidanceduring this work. They are thankful to the membermills of SITRA for cooperation and assistance inconducting the spinning tests and to Sarvashri M.Matheen Khan, S. Kadirvel and K. Krishnaraj ofSITRA for assistance during this work.
References1 Pillay K P R & Ratnam T.V, Yarn faults by Uster classimat system,
paper presented at the SITRA technological conference,SITRA, Coimbatore, March 198!.
2 Kumaraswamy K & SharielT I, J Text Ass, (6) (1979) 23.3 Uster Ne .•••.s Bulletin. (I 1)(1968);(18)(1971);(21)(1973);(23)(1975).4 Charles T & Bragg K. Text Bull, %(12)(1970) 26.5 Pillay K P R & Hariharan R. Proceedings. SITRA silver jubilee
seminar on yarn quality and price. 1981. p.!.!.
105