Effect of ball milling materials and methods on powder processing of Bi2223 superconductors
8
This content has been downloaded from IOPscience. Please scroll down to see the full text. Download details: IP Address: 93.180.53.211 This content was downloaded on 15/02/2014 at 22:33 Please note that terms and conditions apply. Effect of ball milling materials and methods on powder processing of Bi2223 superconductors View the table of contents for this issue, or go to the journal homepage for more 1998 Supercond. Sci. Technol. 11 1153 (http://iopscience.iop.org/0953-2048/11/10/056) Home Search Collections Journals About Contact us My IOPscience
Transcript of Effect of ball milling materials and methods on powder processing of Bi2223 superconductors

This content has been downloaded from IOPscience. Please scroll down to see the full text.
Download details:
IP Address: 93.180.53.211
This content was downloaded on 15/02/2014 at 22:33
Please note that terms and conditions apply.
Effect of ball milling materials and methods on powder processing of Bi2223 superconductors
View the table of contents for this issue, or go to the journal homepage for more
1998 Supercond. Sci. Technol. 11 1153
(http://iopscience.iop.org/0953-2048/11/10/056)
Home Search Collections Journals About Contact us My IOPscience

Supercond. Sci. Technol. 11 (1998) 1153–1159. Printed in the UK PII: S0953-2048(98)93380-2
Effect of ball milling materials andmethods on powder processing ofBi2223 superconductors
M Yavuz†, H Maeda†, L Vance ‡, H K Liu § and S X Dou §
† Tohoku University, Institute for Materials Research, Katahira 2-1-1,Sendai 980-77, Japan‡ Advanced Materials Program, ANSTO, Private Mailbag 1, Menai, NSW 2232,Australia§ Institute for Superconducting and Electronic Materials, University of Wollongong,Wollongong, NSW 2522, Australia
Received 2 February 1998
Abstract. Various milling systems consisting of agate and polypropylene grindingcontainers, agate and YSZ balls, and dry and wet milling were used in planetaryball-milling and YSZ balls and YSZ container were used in wet and dry attritionmilling. The differently milled powders were then evaluated by measurements ofparticle size, surface area, porosity, size distribution and chemical analysis of theSi, Zr and C contents. The results show that dry milling is much more efficient forparticle size reduction in planetary milling than wet milling, whereas wet milling anddry milling gave quite similar results in attrition milling. Meanwhile SiO2contamination was found in powder milled with an agate container with agate balls.Some C contamination from the polypropylene container was detected after milling,but negligible Zr from YSZ balls and C from the grinding carrier (hexane). It wasfound that after 1 h milling in the planetary mill fracture mechanisms transform fromthe elastic to the plastic region. Therefore, further milling is not very effective.It was also shown that the Bi2212 phase decomposes into severalnon-superconducting oxides such as Ca2PbO4, (Sr,Ca)2CuO3, CuO and a mainamorphous phase after extensive dry milling.
1. Introduction
Different end-use applications of ceramics require precursorpowders with different properties. Particle size, for in-stance, is application dependent. While a general particlesize might be good for a wide range of applications, it isnot good for all. The powder that is the best for makingwires and tapes may not be the optimum choice for makingsputtering targets.
Particle size, chemical composition and surface areaand particle shape of the precursor powders are importantparameters in the powder-in-tube process. They affect theproperties of superconducting wires and tapes, such asreactivity, phase homogeneity andJc values [1]. Theseparameters are mainly determined by particle size reductiontechniques and by powder synthesis methods. This studyconcentrates principally on the particle reduction techniquesand powder characterization and describes a detailedresearch on the microstructural evolution of attrition-milledand planetary-milled Bi 2223 powders.
We used a combination of x-ray diffraction (XRD),scanning electron microscopy (SEM), low-angle laser lightscattering particle size and distribution, surface area, a staticnitrogen adsorption method for particle porosimetry and
chemical analysis using inductively coupled plasma–atomicemission spectrometry (ICP–AES).
2. Experimental procedure
2.1. Preparation of spray-dried powder
Bi1.84Pb0.35Sr1.95Ca2.05Cu3.05Oy ceramics were preparedusing the spray-drying method. For a batch with amass of 100 g, the starting materials utilized were91.18 g Bi(NO3)3.5H2O (98% purity, BHD LaboratorySupplies, Poole, BH15 1TD, England), 11.78 g Pb(NO3)2(99% purity, Aldrich Chemical Co Inc, Milwaukee, WI),40.91 g Sr(NO3)2 (99% purity, Aldrich Chemical Co Inc,Milwaukee, WI), 48.50 g Ca(NO3)2.4H2O (99% purity,Aldrich Chemical Co Inc, Milwaukee, WI) and 72.50 gCu(NO3)2.2.5H2O (99% purity, Aldrich Chemical Co Inc,Milwaukee, WI). These raw materials (total initial mass was264.9 g) were weighed and separately dissolved in either27% HNO3 by volume dilute nitric acid (Bi) or deionizedwater. The concentrations of each solution are 1.66 g ml−1
for Bi, 0.34 g ml−1 for Pb, 0.55 g ml−1 for Sr, 0.98 g ml−1
for Ca and 1.45 g ml−1 for Cu. Each of the solutions wasthen added together to form the resultant solution that was
0953-2048/98/101153+07$19.50 c© 1998 IOP Publishing Ltd 1153

M Yavuz et al
(a) (b)
(c) (d )
(e) (f )
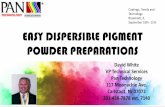
Figure 1. SEM micrographs of spray-dried powders planetarily milled for 3 h using (a) YSZ balls and polypropylenecontainer as dry, (b) YSZ balls and polypropylene container as wet, (c) YSZ balls and agate container as dry, (d ) YSZ ballsand agate container as wet, (e) agate balls and agate container as dry and (f ) agate balls and agate container as wet.
fed into the spray-drying machine (Yamato, model GA-32).The final chemical stoichiometry and more particularly thestate of particle agglomerates of the spray-dried powderare strongly dependent on the operating parameters of thespray-drying machine, such as inlet and outlet temperature,rate of air drying and the atomizing air pressure. Forthis process the optimum inlet and outlet temperatureswere found to be 103◦C and 183◦C, the rate of airdrying was 0.47 mm3 min−1 and the atomizing pressurewas 1.5 kgf cm−3. Deviation from the temperatures
resulted in the amount of the powder being decreased andincreased segregation in the powder, resulting in a need forgrinding.
The sprayed powders were subsequently dried at 250◦Cfor 1 h in a muffle furnace at ambient pressure (air) toremove any moisture picked up from the atmosphere. Thepowders were calcined at 770◦C for 15 h and then sinteredat 830◦C for 20 h in the air (ambient pressure) in analumina crucible to decompose and to remove exhaust gasesafter decomposition. Between calcination and sintering, the
1154

Milling systems for Bi2223
Figure 2. XRD patterns of spray-dried powders: spectrum a, before planetary milling; spectrum b, after 3 h of wet planetarymilling; spectrum c, after 3 h of dry planetary milling.
Figure 3. Particle size distribution by volume versus diameter of powders: just after sintering (curve a) and after planetarymilling for 10 min (curve b), 1 h (curve c) and 3 h (curve d).
powder was hand-ground in an alumina mortar and pestlefor 5 min. There was no reaction observed between thepowder sample and the alumina crucible after calcinationand sintering (i.e. there was no colour change and nosticking to the crucible).
2.2. Particle porosimetry
In this study, the porosimetry of particles has beeninvestigated by the static nitrogen adsorption method wherea Micromeritics accelerated surface area and porosimeter(ASAP 2400) have been utilized. In this process, 0.4 gof spray-dried powder was put inside a glass container andheated (up to 200◦C) in a vacuum (at a pressure of< 5 Pa)to release all gases that might have been adsorbed on thepowder.
2.3. Types of milling methods
2.3.1. Planetary ball-mill. To test various millingsystems, a spray-dried powder was planetarily milledby a laboratory facility (model: Pulverisette 5) for3 h with a maximum speed of 150 rev min−1 usingdifferent combinations of grinding containers (agate andpolypropylene) and balls (agate and yttria-stabilizedzirconia (YSZ)). The optimum speed depends on the radiusof the grinding bowl [2]. The internal volume of theplanetary mill is 280 cm3; the diameters of YSZ and theagate balls are 9.84 and 12.33 mm, respectively. The ball-to-powder weight ratio was 10 for the YSZ and the agateballs. It is important to note that only two-thirds of thebowl volume must be filled by the grinding balls, fluid andthe sample. One-third of the bowl volume must be left freefor the centrifugal action to be effective. In this work the
1155

M Yavuz et al
Table 1. Particle size analysis for spray-dried powders sintered at 830 ◦C for 20 h and ground using various milling systemsfor 3 h.
D(v , 0.1) D(v , 0.5) D(v , 0.9) D(4, 3) D(3, 2) SSAPowder (µm) (µm) (µm) (µm) (µm) (m2 g−1)
Powder before millinga 4.2 17.9 49.5 22.9 9.1Agate–agate balls–dry 0.2 0.8 14.0 4.5 0.5 12.9Agate–agate balls–wet 0.4 7.7 53.8 18.2 1.2 5.1Agate–YSZ balls–dry 0.2 1.7 26.0 7.7 0.6 9.9Agate–YSZ balls–wetb 1.1 13.2 45.4 18.9 1.7 3.7Polypropylene–YSZ balls–dryc 0.2 0.8 17.9 5.0 0.4 14.4Polypropylene–YSZ balls–wet 3.2 14.0 40.2 18.3 2.0 2.6Attrition–dry–150 rev min−1 d 0.3 12.7 40.2 16.3 1.0 6.0Attrition–dry–600 rev min−1 0.3 7.4 33.7 12.7 1.1 5.5Attrition–wet–150 rev min−1 0.4 7.2 37.9 14.1 1.1 5.5Attrition–wet–600 rev min−1 0.3 6.1 34.8 12.1 1.0 5.9
a Spray-dried powder, PBM by agate balls and agate container without any dispersant.b Spray-dried powder, PBM by YSZ balls and agate container with hexane.c Spray-dried powder, PBM by YSZ balls and polypropylene container without any dispersant.d Spray-dried powder, attrition milled by YSZ balls and YSZ container without any dispersant at aspeed of 150 rev min−1.
Table 2. Pore volume and diameters determined by the static nitrogen adsorption method.
Spray-dried powder just Spray-dried powder dryafter sintering at 830 ◦C milled for 3 h
Volume of pores less than 119 nm at arelative pressure Pc/P = 0.9835 (cm3 g−1) 0.002 91 0.0267Average pore diameter (nm) 7.08 20.9
Table 3. Chemical analysis of spray-dried powders sintered at 830 ◦C for 20 h and ground by various milling systems for 3 ha.
Powder Bib Pb Sr Ca Cu Si Zrc C
Powder before milling 1.84 0.39 1.90 2.11 3.60 0.0012 0.000 077 0.0013Agate–agate balls–dry 1.84 0.40 2.20 2.49 3.98 0.88 <0.0063 0.0045Agate–agate balls–wet 1.84 0.34 1.81 2.12 3.31 0.0085 <0.000 40 0.0036Agate–YSZ balls–dry 1.84 0.40 2.19 2.51 3.87 0.011 <0.000 50 0.0050Agate–YSZ balls–wet 1.84 0.34 1.84 2.17 3.37 0.0088 <0.000 41 0.0037Polypropylene–YSZ balls–dry 1.84 0.33 1.93 2.16 3.35 0.0012 0.000 074 0.0092Polypropylene–YSZ balls–wet 1.84 0.36 1.99 2.20 3.60 0.0010 0.000 077 0.0069Attrition–wet 1.84 0.38 2.00 2.24 3.62 0.001 24 0.000 077Attrition–dry 1.84 0.38 1.92 2.2 3.65 0.001 04 0.000 077Theoretical 1.84 0.35 1.91 2.05 3.05
a These values are normalized with respect to Bi content.b These values range between ±1–10%.c Where values are given as a range below a limit, this represents the detection limit.
total volume of the YSZ balls (equal to 142 cm3), fluid(hexane) and the powder was nearly 192 cm3. For each setof container and balls, both dry and wet milling in hexaneas a dispersant were used. For each milling process, eitherwet or dry, 10 g powder was used. Powder recovery forwet milling was 92% and 70–80% for dry milling. Thepowder was planetarily milled by the combination of YSZballs and polypropylene bowl for different times, namely10 min, 60 min and 3 h, to investigate the effect of millingtime on the size, distribution and specific surface area ofthe particles.
2.3.2. Attrition mill. To investigate the effect of dif-ferent ball-milling techniques, attrition milling (Szegvari,model 01-HD) was also utilized in this work. The inter-nal volume of the grinding tank is 750 cm3. YSZ balls ofdiameter 4.85 mm and a zirconium oxide grinding tank to-gether with a zirconium oxide spindle were used to attritionmill the spray-dried powders (a) with hexane as a carrierand (b) dry, with milling speeds of 150 and 600 rev min−1.The ball-to-powder weight ratio was 10. For both dry andwet attrition, 15 g powder were used. The volume of thehexane utilized for wet milling was nearly 250 cm3.
1156

Milling systems for Bi2223
(a) (b)
(c) (d )
Figure 4. SEM micrographs of spray-dried powders: (a) just after sintering and after planetary milling for (b) 10 min, (c) 1 hand (d ) 3 h.
3. Results and discussion
Figure 1 shows the SEM images of various milled powders.From this figure it is seen that dry planetary ball-milling (PBM) results in a finer particle size than thatproduced by wet milling. Particle size analysis resultsin a particle volume distribution. The distribution of thevolume of the particles for each powder is given by threevolume proportions:D(v, 0.1), D(v, 0.5) andD(v, 0.9).The volume of particles with diameters belowD(v, 0.1),D(v, 0.5) and D(v, 0.9) comprises 10%, 50% and 90%,respectively, of the total volume of all particles in thedistribution. In agreement with SEM observations, theparticle size analysis shows planetary dry milling to be moreeffective than wet milling, e.g. the volume-mean diameterD(v, 0.5) of powder was reduced from 18 to 0.8 µm withdry milling using agate balls and an agate container for 3 hwith a specific surface area (SSA) (the volume-specific ormass-specific surface area, m2 g−1, with the particle sizedistribution resulting from a size reduction) of 13 m2 g−1,while wet milling decreasedD(v, 0.5) to about only 8µmfor the same milling time with an SSA of 5 m2 g−1.This is consistent with SSA measurement results, i.e. drymilling resulted in a higher specific area than the wet-milling procedure. This may be because, during planetary
milling, the powder within a sealed container rotates aroundthe central shaft of the machine, and correspondingly thecontainer spins on its own axis. The combination of thesetwo rotations causes a random movement of grinding ballsand powder inside the container. The irregular motionresults in the powder being continuously impacted by theballs. In the case of wet milling, on the other hand, thehexane slows down the movement so that the impact actionof the balls on powder is substantially reduced, resulting incoarser particles [1].
XRD patterns of powders before and after wet anddry PBM are shown in figure 2. The powder beforemilling consisted of a very pure Bi2212 phase with sharpdiffraction peaks, indicating well-grown crystal grains.After wet milling for 3 h, however, although the Bi2212phase remained, the intensity of the (00L) peaks wassubstantially suppressed relative to their non-(00L) peaks,suggesting that the breakdown of the grains occurredpreferentially in the (00L) planes of the structure [1–19]. This is because the bonding between adjacent Bi–Olayers along thec-axis of the Bi2212 crystal structure isrelatively weak, thus imparting a graphite-like mechanicalproperty. In the case of dry milling, the peaks forthe Bi2212 phase disappeared and were replaced by newpeaks indicating complete decomposition of the Bi2212
1157

M Yavuz et al
(a) (b)
(c) (d )
Figure 5. SEM micrographs of spray-dried powders attrition milled at a speed of (a) 600 rev min−1 as dry, (b) 600 rev min−1
as wet, (c) 150 rev min−1 as dry and (d ) 150 rev min−1 as wet.
phase. Thus the Bi2212 phase decomposed into severalphases such as Cu2PbO4, (Sr,Ca)2CuO3, CuO and anamorphous phase, owing to the extensive mechanicaldeformation.
The particle size distribution graphs and SEMmicrographs of PBM powders show that as the milling timeincreases the particle size decreases as shown in figure 3and figure 4. With decreasing particle size, the elasticbehaviour–brittle fracture of the particles decreases andthe plastic behaviour–plastic deformation of the particlesincreases. The grindability limit (this is the limit wherethe powder particles change their shape rather than beingreduced in size by fracture with further grinding [3]) isreached. Figure 4 shows that after 1 h of milling particlesstart agglomerating, giving rise to ineffective size reductiondue to particle coalescence as a result of the transformationof deformation mechanisms from the elastic region to theplastic as explained above. There is also a relation betweenthe particle size distribution and the SSA. The greater thenumber of fine particles, the higher the SSA as shown intable 1. Table 2 shows that the volume of internal porosityof the particles increases after ball-milling, contributing to ahigher SSA. The size reduction also contributes to increasedSSA (tables 1 and 2).
In attrition milling, in contrast to planetary milling, bothdry milling and wet milling yield very similar particle sizes.Actually, the wet milling is slightly more effective in sizereduction than dry milling as shown in table 1. This canbe explained by the nature of the operating forces. That is,the powder and the medium (carrier) and agitated by a shaftwith arms (spindle), rotating at high speed. This causes themedium to exert both shearing and impact forces on thepowder in the direction of the Earth’s gravity. Moreover,as the spindle rotation speed of the attrition mill increases,the particle size decreases (figure 5 and table 1). In the wetprocess of attrition milling, in contrast to planetary milling,correlated movement among particles, balls and hexane isavoided.
As mentioned previously, contamination is anothervery important factor that must be considered during themilling of superconducting powder. In this study, possiblecontamination is SiO2 from agate containers and balls, ZrO2
from YSZ balls and C from the polypropylene containersand hexane. Chemical analysis using the ICP–AES methodwas carried out for eight powders milled with differentcombinations of grinding container, balls and carrier; theresults are summarized in table 3. A measurable Siincrease was found in the powder dry milled using the
1158

Milling systems for Bi2223
agate container and agate balls, while a smaller Si contentincrease was found in the other powders milled with theagate container. From table 3, it is seen that both agatecontainer and balls are the source of the Si contamination.Some C increase was found in all powders after milling.The C in the powders milled using polypropylene containeris mainly from the polypropylene container and fromatmospheric CO2. No Zr contamination was found in anyof the samples, even those milled using YSZ balls.
4. Summary
Various milling systems consisting of agate and polypropy-lene grinding containers, agate and YSZ balls, and dry andwet milling were used in PBM and YSZ balls and YSZcontainer were used in wet and dry attrition milling. Thedifferently milled powders were then evaluated by mea-surements of particle size, surface area, porosity, size dis-tribution and the chemical analysis of Si, Zr and C contents.The results show that dry milling is much more efficient forparticle size reduction in planetary milling than wet milling,whereas wet milling and dry milling gave quite similar re-sults in attrition milling. Meanwhile, SiO2 contaminationwas found in powder milled by an agate container withagate balls. Some C contamination from the polypropy-lene container was detected after milling, but negligibleZr from YSZ balls and C from the grinding carrier (hex-ane). It was found that after 1 h of milling in the planetarymill fracture mechanisms transform from the elastic to theplastic region. Therefore, further milling is not very effec-tive. It was also shown that the Bi2212 phase decomposesinto several non-superconducting oxides such as Ca2PbO4,(Sr,Ca)2CuO3, CuO and a main amorphous phase, afterextensive dry milling.
References
[1] Guo Y C, Li J N, Yavuz M, Liu H K, Vance E R andDou S X 1995Adv. Cryog. Eng.42
[2] Vance E R 1996 personal communication[3] Luo J S, Lee H G and Sinha S N 1994J. Mater. Res.9
297–304[4] Majewski P, Kaesche S and Aldinger F 1996Adv. Mater.8
(9) 762–5[5] Jeremie A, Grasso G and Flukiger R 1995PhysicaC 225
53–60[6] Flukiger R, Jeremie A, Hensel B, Seibt E W, Xu J Q and
Yamada Y 1992Adv. Cryog. Eng.38 1073[7] Jeremie A, Flukiger R and Seibt E W 1994IEEE Trans.
Magn. 30 1883[8] Hellstrom E E 1995High-Temperature Superconducting
Materials Science and Engineeringed D Shi(Amsterdam: Elsevier) p 383
[9] Balachandran U, Poeppel R B, Emerson J E, Johnson S A,Lanagan M T, Youngdahl C A, Shi D, Goretta K C andEror N G 1989Mater. Lett.8 454
[10] Dorris S E, Borock B C, Lanagan M T, Sinha S andPoeppel R B 1993PhysicaC 212 66–74
[11] Yamada Y, Ost B and Flukiger R 1991Supercond. Sci.Technol.4 165
[12] Soo-Oh S and Osamura K 1991Supercond. Sci. Technol.4239–43
[13] Aota K, Hattari H, Hatano T, Nakamuro K and Ogawa K1988Japan. J. Appl. Phys.28 L2196
[14] Tsuchiya J, Endo H, Kijima N, Sumiyama A, Mizuno Mand Oguri Y 1989Japan. J. Appl. Phys.29 L918
[15] Hatano T, Aota K, Ikeda S, Kakamura K and Ogawa K1988Japan. J. Appl. Phys.27 L2055
[16] Huang Y T, Wang W N, Wu S F, Shei C Y, Hurng W M,Lee W H and Wu P T 1990J. Am. Ceram. Soc.733507–10
[17] Johnson S M, Gusman M I, Rowcliffe D J, Geballe T Hand Sun J Z 1987Adv. Ceram. Mater.2 337–42
[18] Tager A 1978Physical Chemistry of Polymers(Moscow:Mir) p 34
[19] Chen F H and Tseng T Y 1990J. Am. Ceram. Soc.73 (4)889–92
1159