
Efesto presentation kunal varma
39
Your Logo EFESTO AT INSIDE3D PRINTING SANTA CLARA, OCTOBER 22 , 2015 LARGE & VERY LARGE SCALE METAL 3D PRINTING TECHNOLOGY – DIRECTED ENERGY DEPOSITION • 2015 3D PRINTING INDUSTRY & FOCUS ON METALS • TWO PRIMARY METAL 3D PRINTING TECHNOLOGIES • MANY EXAMPLES OF LARGE SCALE METAL 3D PRINTING • ABOUT EFESTO AND ITS BUSINESS MODEL Kunal Varma – Global Sales Manager [email protected]
-
Upload
mecklermedia -
Category
Technology
-
view
349 -
download
5
Transcript of Efesto presentation kunal varma
Your Logo
EFESTO AT INSIDE3D PRINTING SANTA CLARA, OCTOBER 22 , 2015
LARGE & VERY LARGE SCALE METAL 3D PRINTINGTECHNOLOGY – DIRECTED ENERGY DEPOSITION
• 2015 3D PRINTING INDUSTRY & FOCUS ON METALS • TWO PRIMARY METAL 3D PRINTING TECHNOLOGIES• MANY EXAMPLES OF LARGE SCALE METAL 3D PRINTING• ABOUT EFESTO AND ITS BUSINESS MODEL
Kunal Varma – Global Sales [email protected]
Your Logo
22
BRIEF INDUSTRY REPORT 2015 - Additive Manufacturing and 3D Printing

3DP IS A DISRUPTIVE INNOVATION
A disruptive innovation helps create a new market and value network, and eventually goes on to disrupt an existing market and value network.
For example, The automobile by itself was not a disruptive innovation, because early automobiles were expensive luxury items that did not disrupt the existing market for affordable horse‐drawn vehicles.
The mass‐produced automobile was a disruptive innovation, because it changed the transportation market, creating a completely new value network for affordable transportation for everyone.
3‐D Printing is a widely acknowledged Disruptive InnovationMcKinsey Global Institute ranks it in the top 12 disruptive technologiesMIT Technology Review ranks it in the top 5 disruptive technologiesGoldman Sachs ranks it in the 8 most disruptive technologies
THERE ARE BOUND TO BE MANY FURTHER DISRUPTIVE INNOVATIONS WITHIN THIS DISRUPTIVE INNOVATION. THE POSSIBILITIES CURRENTLY ARE LIMITLESS.

PROFOUND FACTS ABOUT 3D-PRINTING/ADDITIVE MANUFACTURING
• IT IS A TRULY DISRUPTIVE INNOVATION, DRIVING THE 3RD MANUFACTURING REVOLUTION
• IT IS LIBERATING MANUFACTURING FROM LIMITATIONS OF CONVENTIONAL MACHINING
• IT IS ALLOWING DESIGNERS TO “THINK OUT OF THE BOX” & EXECUTE OPTIMAL DESIGNS
• IT IS CUTTING OUT MONTHS/YEARS IN PRODUCT DEVELOPMENT CYCLES
• IT IS ALLOWING MANUFACTURE OF PARTS THAT COULD NOT BE MANUFACTURED BEFORE
• IT IS IMPACTING SUPPLY CHAIN LEAD TIMES & LOGISTICS IN A MOST PROFOUND MANNER
• 3D‐PRINTING IS “CLEAN‐TECH”/ENVIRONMENTALLY FRIENDLY TECHNOLOGY
• 3D‐PRINTING INDUSTRY IS GROWING EXPONENTIALLY, 40% ‐ 50% CAGR & ACCELERATING
• IT ALLOWS “JUST IN TIME” + “JUST IN PLACE” + “JUST ENOUGH” + “THE OPTIMAL DESIGN”
IT IS HERE TO STAY. IT IS NOW MAINSTREAM. IT IS NOW STRATEGIC. CANNOT BE IGNORED.3DP INDUSTRY WILL GROW 500% IN NEXT FIVE YEARS, INDUSTRIAL & SERVICES APPLICATIONS

SNAPSHOT - GLOBAL REVENUE TREND – ADDITIVE MANUFACTURING
MARKET OPPORTUNITY: ALL AM• TODAY: $ 20B ‐ $ 170B• IN FEW DECADES: > $ 500B
MARKET OPPORTUNITY: METAL AM• TODAY: $ 2B ‐ $ 17B• IN FEW DECADES: > $ 100B
MARKET OPPORTUNITY: DED AM• TODAY: $ 200M ‐ $ 1700M• IN FEW DECADES: > $10B • VERY UNDER PENETRATED• CURRENT OPPORTUNITY IS MUCH
HIGHER IN EFESTO’S VIEW
TECHNOLOGY INNOVATIONS AREBOUND TO SKEW ALL ESTIMATES
2016 FORECAST: TOTAL AM $ 9.9B (PRIMARY AM $ 7.3B; SECONDARY AM $ 2.6B)SECONDARY MARKET INCLUDES PARTS AND TOOLING PRODUCED DIRECTLY WITH AM
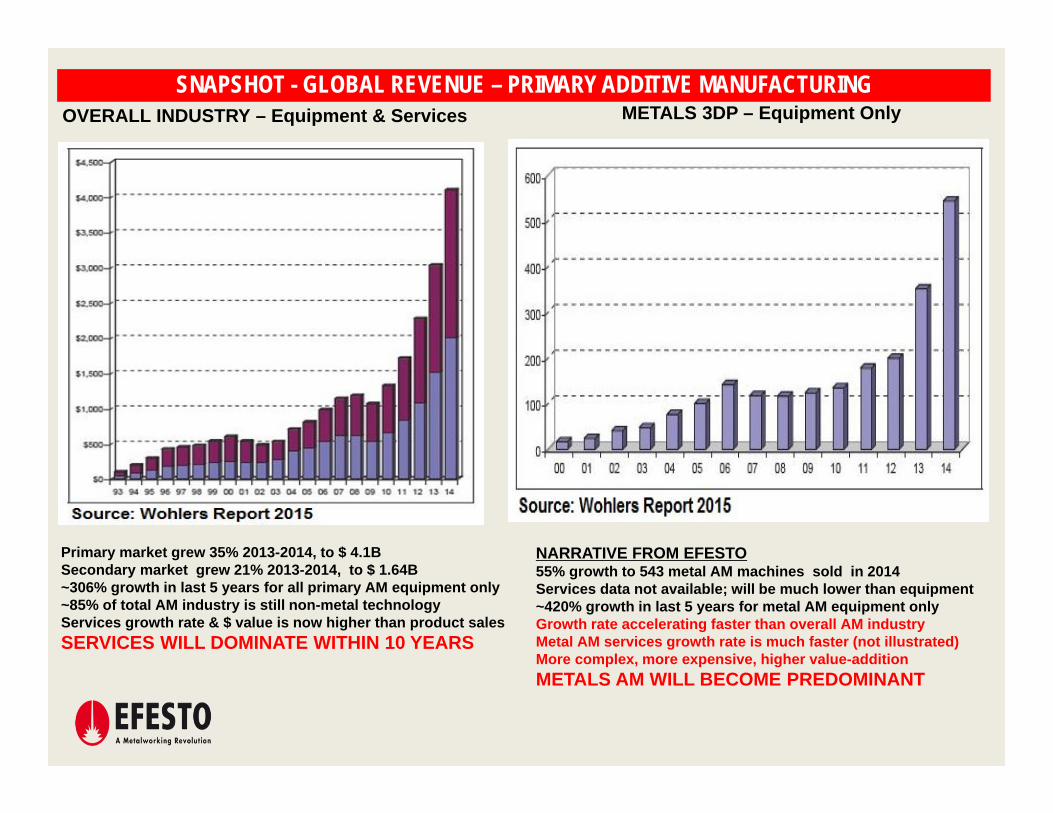
SNAPSHOT - GLOBAL REVENUE – PRIMARY ADDITIVE MANUFACTURING OVERALL INDUSTRY – Equipment & Services METALS 3DP – Equipment Only
Primary market grew 35% 2013-2014, to $ 4.1BSecondary market grew 21% 2013-2014, to $ 1.64B~306% growth in last 5 years for all primary AM equipment only~85% of total AM industry is still non-metal technologyServices growth rate & $ value is now higher than product salesSERVICES WILL DOMINATE WITHIN 10 YEARS
NARRATIVE FROM EFESTO55% growth to 543 metal AM machines sold in 2014Services data not available; will be much lower than equipment~420% growth in last 5 years for metal AM equipment onlyGrowth rate accelerating faster than overall AM industryMetal AM services growth rate is much faster (not illustrated)More complex, more expensive, higher value-additionMETALS AM WILL BECOME PREDOMINANT
ADOPTION OF (METAL) 3D PRINTING IN GLOBAL INDUSTRIAL SECTORS
TODAY: AVIATION SECTOR IS THE EARLIEST ADOPTER AND THE LARGEST USER
FUTURE: THE OIL, GAS, & ENERGY SECTOR WILL BECOME THE LARGEST USER
OTHER FAST GROWTH APPLICATION INDUSTRIES:• DENTAL AND ORTHOPEDIC IMPLANTS• CUSTOM BIO‐MEDICAL APPLICATIONS• SPACE SECTOR (LAUNCHERS, SATELLITES)• CONFORMALLY COOLED INJECTION MOLD TOOLING• MARINE, NAVY, ARMY, DEFENSE, WEAPON SYSTEMS• RAPID/COMPLEX FABRICATION OF FUNCTIONAL PROTOTYPES• CONSTRUCTION, MINING, OTHER HEAVY INDUSTRIES• NUCLEAR WASTE DISPOSAL (AND RELATED NUCLEAR APPLICATIONS)

THE REAL MESSAGE – THE WRITING ON THE WALL
ECONOMIES & INDUSTRIES THAT DO NOT EMBRACE 3D PRINTING WILL:• SOON BE UNABLE TO BE COMPETE• BE LEFT FURTHER AND FURTHER BEHIND
FOR INDUSTRIES: GROWTH, PROFITABILITY AND SURVIVIAL WILL BECOME CHALLENGING
FOR ECONOMIES:DEFINITIVE NEGATIVE IMPACT ON TRADE BALANCE, FISCAL POLICY, GDP, & WEALTH
3D PRINTING IS NOW MAINSTREAM, AND IS HERE TO STAY!IT CANNOT BE IGNORED, IT MUST BE EMBRACED!

Your Logo
INDUSTRIAL METAL 3-D PRINTING
THERE ARE TWO PRIMARY TECHNOLOGIES• Powder Bed Fusion• Directed Energy Deposition
SMALL OVERLAP, HIGHLY COMPLEMENTARYSOME CONVERGENCE WILL OCCUR OVER TIME
EFESTO CONFIDENTIAL INFORMATION
Your Logo
THERE ARE TWO PRIMARY TECHNOLOGIES FOR METAL 3D PRINTING
PBF - POWDER BED FUSION – LASER OR EBEAM (aka: DMLS, Selective Laser Sintering, Selective Laser Melting, Electron Beam Melting…)(Examples: EOS, SLM Solutions, Arcam, Renishaw, Concept Laser, 3D Systems/Phenix…..)
DED- DIRECTED ENERGY DEPOSITION – LASER OR EBEAM (aka: Laser Metal Deposition, Electron Beam Additive Manufacturing, Powder Fed or Wire Fed Additive Manufacturing) (Examples: Optomec LENS, RPM Innovations, BeAM, Insstek, Trumpf, Sciaky (EBAM)…)
PBF is the predominant adopted technology today, since it readily adapts to complex geometries, fine finishes, and low to medium volume parts manufacturing. ~90% of metal 3D printing machines today are PBF.
DED offers several compelling capabilities, especially for repair, hybrid manufacturing, free form build of large and very large parts of lower complexity, multi-alloy/FGM, flexible automation, inert/open atmosphere capability.
DED adoption growing at exponential rate for industrial applications since in single platform, DED offer a multi-faceted portfolio for free form fabrication of functional prototypes, low volume production, and MRO.
TODAY - PBF AND DED ARE MOSTLY COMPLEMENTARY TECHNOLOGIES WITH LIMITED OVERLAPTODAY - MAXIMUM BENEFIT IS DERIVED BY EMBRACING BOTH TECHNOLOGIES
Your Logo
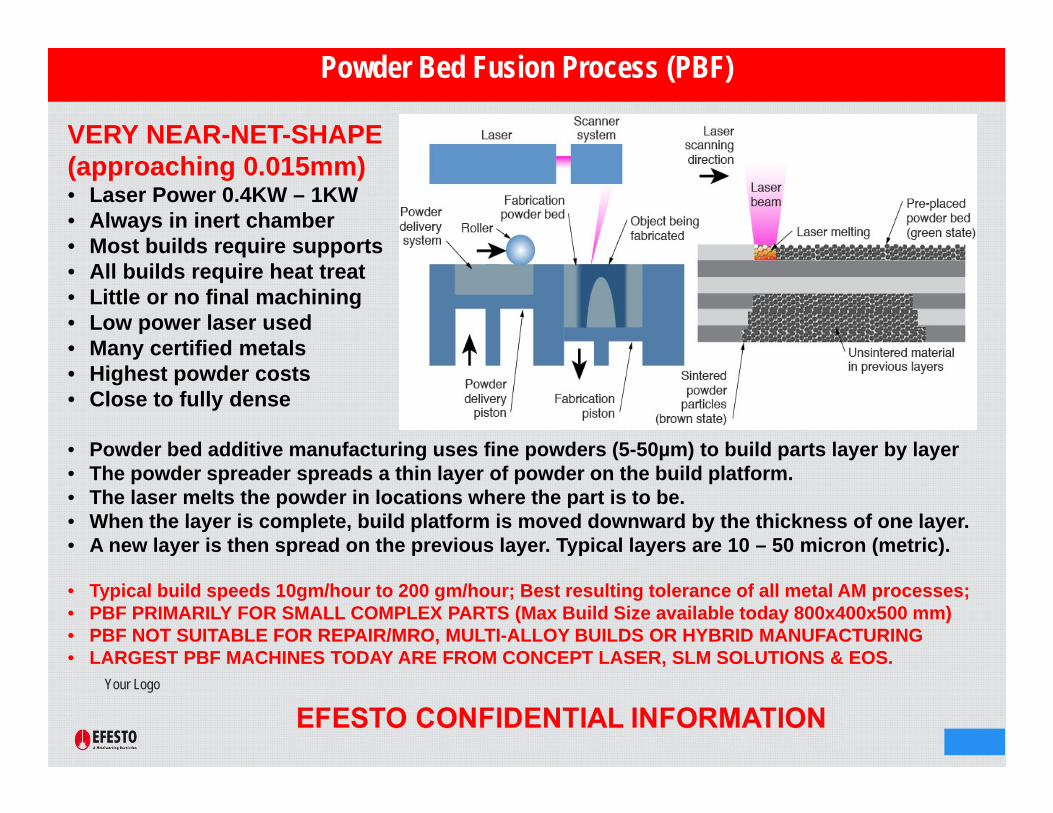
Powder Bed Fusion Process (PBF)
VERY NEAR-NET-SHAPE(approaching 0.015mm)• Laser Power 0.4KW – 1KW• Always in inert chamber• Most builds require supports• All builds require heat treat• Little or no final machining• Low power laser used• Many certified metals• Highest powder costs• Close to fully dense
• Powder bed additive manufacturing uses fine powders (5-50µm) to build parts layer by layer• The powder spreader spreads a thin layer of powder on the build platform. • The laser melts the powder in locations where the part is to be. • When the layer is complete, build platform is moved downward by the thickness of one layer.• A new layer is then spread on the previous layer. Typical layers are 10 – 50 micron (metric).
• Typical build speeds 10gm/hour to 200 gm/hour; Best resulting tolerance of all metal AM processes;• PBF PRIMARILY FOR SMALL COMPLEX PARTS (Max Build Size available today 800x400x500 mm)• PBF NOT SUITABLE FOR REPAIR/MRO, MULTI-ALLOY BUILDS OR HYBRID MANUFACTURING• LARGEST PBF MACHINES TODAY ARE FROM CONCEPT LASER, SLM SOLUTIONS & EOS.
Your Logo
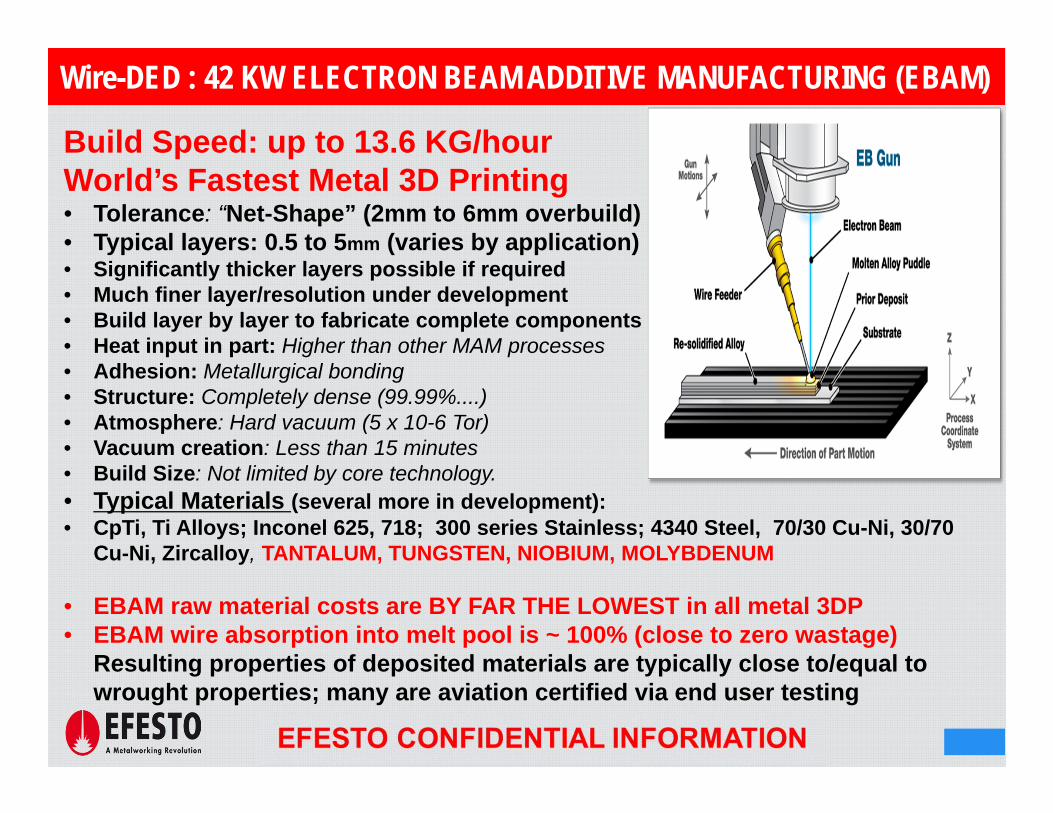
Wire-DED : 42 KW ELECTRON BEAM ADDITIVE MANUFACTURING (EBAM)
Build Speed: up to 13.6 KG/hour World’s Fastest Metal 3D Printing• Tolerance: “Net-Shape” (2mm to 6mm overbuild)• Typical layers: 0.5 to 5mm (varies by application)• Significantly thicker layers possible if required• Much finer layer/resolution under development• Build layer by layer to fabricate complete components• Heat input in part: Higher than other MAM processes• Adhesion: Metallurgical bonding• Structure: Completely dense (99.99%....)• Atmosphere: Hard vacuum (5 x 10-6 Tor)• Vacuum creation: Less than 15 minutes • Build Size: Not limited by core technology. • Typical Materials (several more in development):• CpTi, Ti Alloys; Inconel 625, 718; 300 series Stainless; 4340 Steel, 70/30 Cu-Ni, 30/70
Cu-Ni, Zircalloy, TANTALUM, TUNGSTEN, NIOBIUM, MOLYBDENUM
• EBAM raw material costs are BY FAR THE LOWEST in all metal 3DP• EBAM wire absorption into melt pool is ~ 100% (close to zero wastage)
Resulting properties of deposited materials are typically close to/equal to wrought properties; many are aviation certified via end user testing
Your Logo
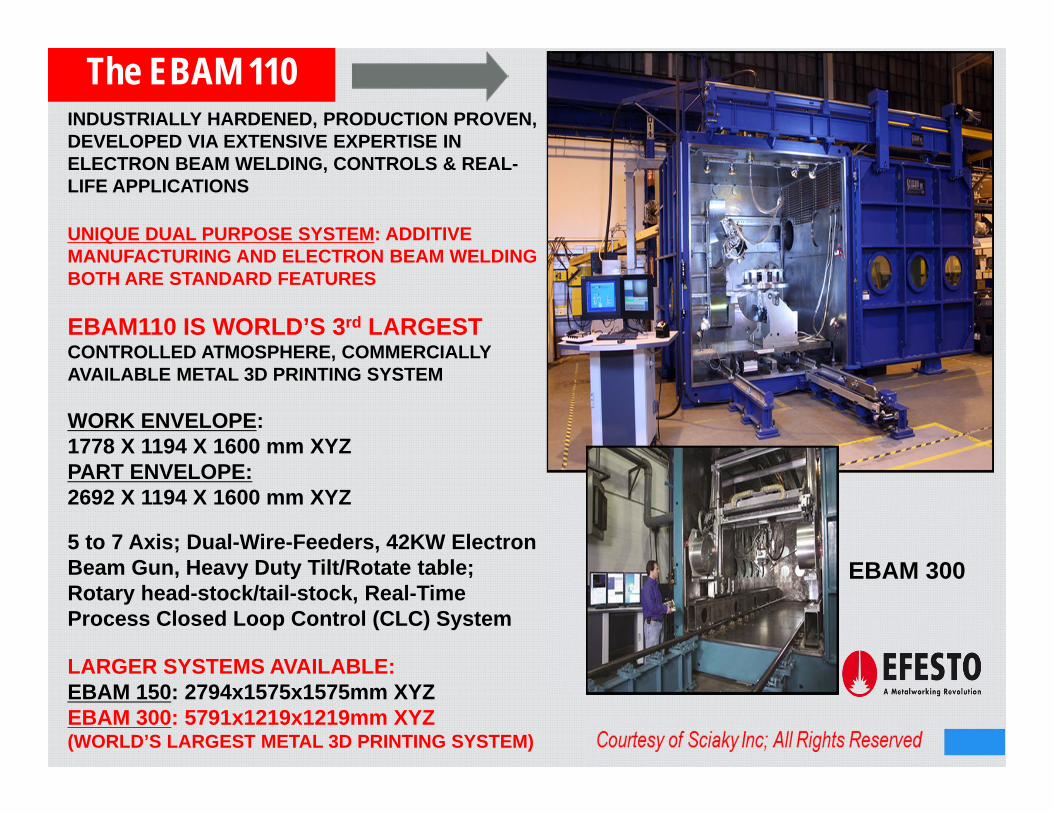
The EBAM 110INDUSTRIALLY HARDENED, PRODUCTION PROVEN, DEVELOPED VIA EXTENSIVE EXPERTISE IN ELECTRON BEAM WELDING, CONTROLS & REAL-LIFE APPLICATIONS
UNIQUE DUAL PURPOSE SYSTEM: ADDITIVE MANUFACTURING AND ELECTRON BEAM WELDING BOTH ARE STANDARD FEATURES
EBAM110 IS WORLD’S 3rd LARGEST CONTROLLED ATMOSPHERE, COMMERCIALLYAVAILABLE METAL 3D PRINTING SYSTEM
WORK ENVELOPE:1778 X 1194 X 1600 mm XYZPART ENVELOPE:2692 X 1194 X 1600 mm XYZ
5 to 7 Axis; Dual-Wire-Feeders, 42KW Electron Beam Gun, Heavy Duty Tilt/Rotate table; Rotary head-stock/tail-stock, Real-Time Process Closed Loop Control (CLC) System
LARGER SYSTEMS AVAILABLE:EBAM 150: 2794x1575x1575mm XYZEBAM 300: 5791x1219x1219mm XYZ (WORLD’S LARGEST METAL 3D PRINTING SYSTEM)
EBAM 300

Your Logo
Powder-DED Process (LMD). Energy source is high power Laser (1KW-5KW typical)
• Build Speed: 50gm/hour to 1KG/hour typical• Typical single layer thickness: 0.2 – 2.0 mm• Tolerances: “Near-Net-Shape” (0.2mm to 0.5mm
overbuild typical)• Apply layers to repair surfaces, or build layer by layer to free-
form complete components• Heat input in part: Low. Very small HAZ• Dilution with substrate material: less than 5%• Adhesion: Metallurgical bonding• Structure: Completely dense (99.99%....)• Atmosphere: Argon (< 10 ppm Oxygen); Can deposit in open
atmosphere with shielding gas applied to melt pool• Atmosphere creation: 6-8 hours for the larger Argon chambers• Build Size: Not limited by core technology. Largest
commercially available Argon chamber machine has part build envelope of 1524 x1524 x2133 mm XYZ)
• Materials: Several, including Carbon and alloyed steel, stainless, nickel and titanium alloys, cobalt alloys, cermets, ceramic composites, certain carbide alloys…
• Powder absorption efficiency can be low (20% to 70%)• Resulting properties of deposition are typically
close to/equal to wrought properties

Your Logo
SLIDE 2 FOR KEY COMPARISONS – PBF LMD EBAM
SUMMARY: TYPICAL SUITABLE APPLICATIONS FOR PBF, LMD AND EBAM:Highly dependent on material, geometry, application and user expertise
POWDER BED FUSION: Build speed 10 gm/hr to 200 gm/hr; Use metal powders only; For very near net shape resolution and best surface finishes; lower entry price; small parts; highest complexity; highest material costs; slowest speeds; for part fabrication only; broad range of alloys including super hard alloys; suitable for Aluminum;
LASER METAL DEPOSITION: Build speed 50 gm/hr to 1000 gm/hr; Use metal powders only; For close to near net shape and medium surface finishes; small to large to very large parts; medium complexity; mid-range material costs; slow to fast speeds; for parts fabrication; parts repair; multi-alloy parts; hybrid manufacturing; hybrid processes; broad range of alloys including super hard alloys; not suitable for highly reflective metals such as Aluminum;
ELECTRON BEAM ADDITIVE MANUFACTURING: Build speed 1kg/hr to 13.6 kg/hr; Use metal wire only; For rough net shape parts and rough surface finishes; medium to large to extremely large parts; medium/low complexity; lowest material costs; slow to fast to hyper-fast speeds; for parts fabrication; multi alloy parts; hybrid manufacturing; hybrid processes; some selected repair applications; to replace conventional forging applications especially with super alloys; broad range of alloys including refractory metals; suitable for Aluminum and other reflective metals;

Your Logo
MOST WELDABLE MATERIALS CAN BE DEPOSITED VIA DED (with few exclusions)
Key Advantages of LMD/EBAM/DED versus welding processes:• Fully dense typical; Metallurgical bond; Minimal to no delamination risk; Minimal to no cracking
• Low distortion due to small Heat Affected Zone (HAZ) (Very small HAZ in LMD processes)
• LMD – Minimal (often none) post-process finish machining due to “very near-net-shape”
• (For LMD only) Deposit inside of bores, cavities, difficult-to-access regions, and onto thin walls
• Functionally Graded Materials/Multiple Alloys onto same parts, functional optimization
• Inert/Vacuum atmosphere; Results in minimal contamination/best quality/material properties
• DED worn/damaged surfaces over and over again to reclaim/repair parts - minimize lead time
• DED material properties very close to or better than wrought properties in most cases
• DED is automated process; complex geometries; 5-axis; near net shape on contours…
• DED free-form fabrication of complex, small-large, multi-alloy, exotic alloy, functional parts
DED WILL DELIVER SUPERIOR RESULTS IN MOST ALL APPLICATIONS WHERE WELDING IS APPROVED

Your Logo
KEY VALUE-ADDITION VIA DED TECHNOLOGY (LMD AND EBAM as applicable)
Repair/Reclaim expensive/critical components which were previously unrepairable, at a fraction of the cost of new components, and with much shorter lead times than procuring new components.
Much higher quality & capability for repair compared to conventional methods (welding, thermal spray)Enhance life of expensive components by printing layers of super-alloys/exotic metals which last longer
(sometimes 10X) than the original metal, in demanding applications (heat, corrosion, wear, erosion) Fabricate components which could not be conventionally manufactured, with better life/ease of repair
Fabricate components in multi-alloy composition (FGM) for optimal functional performance
Optimized “hybrid manufacturing” (build bulk of part conventionally, add features via DED)
Dramatically reduce the lead time in design and manufacturing compared to conventional methods
Eliminate requirement for long-lead time and expensive “hard- tooling” for small lot production
Build on demand, on-location, just the quantity required – significant reduction in supply chain logistics
Rapid alloy discovery and test, to develop better materials for parts deployed in harsh environments
Your Logo
“BIG METAL” 3-D PRINTINGIS THERE A MARKET & DEMAND FOR THIS?YOU BET THERE IS!! QUITE INCREDIBLE; VERY SUSTAINABLE;IT’S NEW. MEGA MACHINES INTO MARKET ONLY SINCE Q3, 2014• EFESTO IS A PRIMARY GLOBAL MARKET MAKER FOR THIS• EXPLOSIVE GROWTH IMMINENT IN INDUSTRIAL SECTOR
EFESTO HAS RAISED THE BAR VERY HIGH IN METAL 3DPIT SET THE RECORD FOR HIGHEST PRICES EVER PAID FOR 3DP MACHINES IN THE HISTORY OF THE 3DP INDUSTRY – TWICE IN 2015• 4-6 MORE MEGA SYSTEMS IN IMMEDIATE 6 MONTH PIPELINE• FIRST MOVER, NO COMPETITION, ACUTELY AWARE END USERS• IT’S ALL ABOUT BUSINESS CASE, ROI & RIGHT APPLICATIONS• IT’S ALL ABOUT ACCURATE PROCESS CONTROL, EACH LAYER PERFECT; • MOST HUGE PARTS CONSIST OF > 10,000 LAYERS IN 5-axes GEOMETRIES!
Your Logo
BIGGER IS BETTER! – SIZE DOES MATTERYES, FOR HEAVY INDUSTRIAL USERSYES, FOR SERVICE BUREAU INDUSTRYYES, FOR > 80% OF METAL 3DP APPS IT IS THE ULTRA-PREMIUM SEGMENT; TIP OF THE VALUE PYRAMID;CURRENT ULTRA BUILD SIZES 8 cu ft – 450 cu ft available• Typical System Prices $ 2M to $ 6M; Customizable for more $$$;• Smaller sizes possible, but not effective utilization of capital;
RAPID ROI FOR THE RIGHT BUSINESS CASES, 6 months to 2 yearsHigh Retained Resale Value – Ideal for Lease Financing;HIGH VALUE AND LOW VOLUME PARTS• Efesto estimates large majority of repeatable sustainable high value
industrial metal 3DP applications need > 10 cu ft build volume• Majority of Energy & Marine applications need > 50 cu ft build volume

Your Logo
“BIG METAL” 3-D PRINTINGILLUSTRATIONS HERE-ONWARD ARE:
• PARTS THAT CANNOT BE MADE BY PBF• FOCUS ONLY ON DED APPLICATIONS• EMPHASIS ON LARGE/VERY LARGE/HUGE• EMPHASIS ON INDUSTRIAL APPLICATIONS• EMPHASIS ON PROVEN BUSINESS CASES• ABSOLUTELY “GAME-CHANGING & UNIQUE”

Your Logo
EBAM – LARGE AVIATION FREE FORM – Ti6Al4V
• Aerospace Bulkhead Plate• 2500 mm OD x 400 mm H• EBAM time ~ 100 hours• Rough Net shape (> 5mm overbuild)• Final machining time additional• Lead time reduction compared to
conventional process > 80%• TRANSLATES INTO >1 YEAR SAVINGS!

Your Logo
EBAM – F35 FLAPERON SPAR – Ti6Al4V
MORE THAN 3 METERS LONGCOMPLEX AND AWKWARD ENDS & SURFACE GEOMETRIESVERY EXPENSIVE & TIME CONSUMING TO FORGE CONVENTIONALLYDOUBLE SIDED EBAM DEPOSITION ONTO Ti PLATETOTAL EBAM HOURS LESS THAN 100>80% TIME/MATERIAL SAVED VS FORGING/MACHINING FROM BILLET

Your Logo
APPLICABLE INDUSTRIES INCLUDE:OIL & GASENERGYMARINEMININGFORGING
THIS PART CANNNOT BE BUILT BY LMD OR PBF.

Your Logo
A TRUE SHOW STOPPER

Your Logo
THIS PART TYPICALLY CANNOT BE BUILT ECONOMICALLY BY LMD OR PBF.
THERE ARE SEVERAL REPRESENTATIVE PARTS IN AVIATION AND OIL & GAS INDUSTRY SIMILAR TO THIS PART.
LMD PROCESS WOULD TAKE MORE THAN 80 HOURS AND MACHINING WOULD STILL BE REQUIRED ALBEIT LESS THAN POST EBAM MACHINING.
POWDER COSTS IN LMD/PBF WILL BE VERY HIGH.

Your Logo

Your Logo
EBAM – EXAMPLES OF AVIATION FREE FORM BUILDS
ABOVE PARTS WERE FIRST BUILT VERY RAPIDLY IN ROUGH-NEAR-NET SHAPE THEN FINISH MACHINED.
REDUCTIONS ACHIEVED IN MATERIAL COSTS AND END-TO-END LEAD TIMES BETWEEN 50% TO 90% DEPENDING ON SPECIFIC APPLICATION.
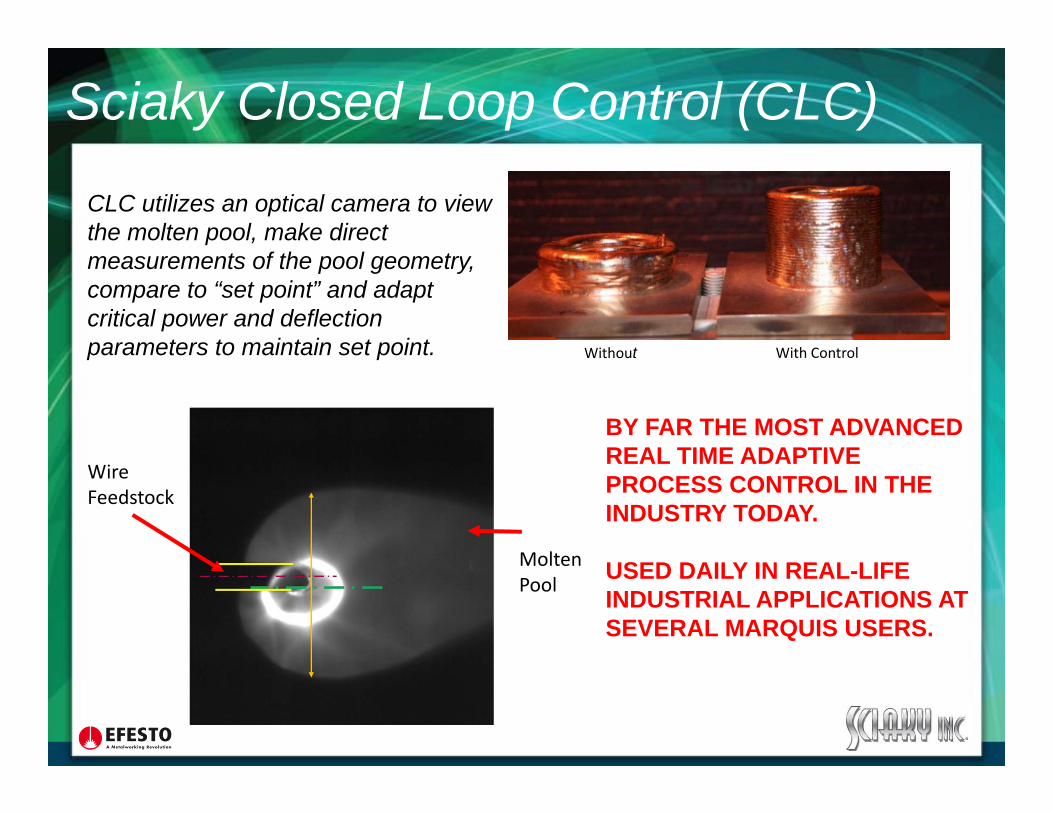
Without With Control
Sciaky Closed Loop Control (CLC)
CLC utilizes an optical camera to view the molten pool, make direct measurements of the pool geometry, compare to “set point” and adapt critical power and deflection parameters to maintain set point.
Molten Pool
Wire Feedstock
BY FAR THE MOST ADVANCED REAL TIME ADAPTIVE PROCESS CONTROL IN THE INDUSTRY TODAY.
USED DAILY IN REAL-LIFE INDUSTRIAL APPLICATIONS AT SEVERAL MARQUIS USERS.

(CLC) Process Benefits
EVERY GRAM OF METAL GETS THE SAME EXPERIENCE DURING DEPOSITION!
• Consistent Layer Geometry• Consistent Mechanical Properties• Consistent Microstructure • Consistent Metal Chemistry• Automated and adaptive Real-Time
Process Controls• Automatic Process Variable Acquisition
and Recording

Your Logo
Multi-Alloy DED with core and flanges of different materialsExample of specimen with excellent properties for large aerospace user
IN 625 AND420LC SS INALTERNATINGBUILDS TO MAKEONE MONOLOTHICCONTIGUOUSPART WITH MAG AND NON MAGSECTIONS

Your Logo
EXECUTIVE SUMMARY
EFESTO HYBRID BUSINESS STRATEGY

Your Logo
Who is Efesto?
THE LEADING EXPERTS IN BUILDING DED APPLICATIONS & MARKETS
Name Derived from and Inspired by HephaestusThe Greek God of Metallurgy, Sculpture, Engineering, Technology and Fire(Legal trademarks obtained for USA and EU)
Focused on 3D Metal Printing Solutions for medium, large and very large components
Using ONLY industrially hardened, production proven, commercial metal 3DP systems
RAPID GROWTH, Active in Americas, Europe, Asia, Africa
Visionary team of industry “thought leaders”, business professionals and technology partners
Primary Mission – Delight Its Customers!

Your Logo
Who is Efesto?
UNIQUE, BROAD SPECTRUM, APPLICATIONS TECHNOLOGY AND HYBRID BUSINESS MODEL
• Global Reseller: Source best-in-class high-end metal DED equipment for its customers. Concluding several sales projects related to large scale machines.
• DED Services: Partnering with private equity investors for high end metal 3DP service bureaus in strategic regions (2 in 2015 – Detroit & Houston, and 10+ by 2018).
• First Mover: Only services enterprise implementing both DED technologies (LMD, EBAM) and soon also the Largest PBF systems.
• Technology: Establishing in-house R&D for Next-Gen DED applications, next-gen real-time process/quality control, and innovative AM materials delivery and real-time energy beam control. A Key Focus is on “production readiness” capability. Highly experienced engineering team in place.
• Successful: On track for > $ 20M machine bookings in FY2015 for large and very large scale DED equipment and services. Qualified machine projects CURRENT GLOBAL SALES PIPELINE in excess of $ 100M.

Your Logo
EFESTO - Primary Focus is on Industrial Applications for Large Scale Metal 3DP
INDUSTRIES SERVED – Global Footprint, with active projects in >15 countries
• Oil & Gas/Energy• Aviation• Defense – Army, Navy, Air Force, R&D• Marine• Tooling/Die and Mold• Mining and Construction• Space (Launchers and Satellites)
APPLICATIONS – With Value Addition to Conventional as well as Additive Manufacturing• MRO – maintenance, repair and overhaul, of high value/complex components• Free Form Fabrication of Functional Prototypes, Pre Production and Production parts• Hybrid manufacturing, remanufacturing, redesign and improvement of components• Functionally graded metals (FGM), multi-alloy surfaces and parts• Advanced materials R&D including alloy discovery and materials characterization

EFESTO LLC IS AN EXCLUSIVE RESELLER AND STRATEGIC PARTNER OF SCIAKY INC FOR WIRE‐DED (EBAM)
EFESTO LLC HAS WORKED WITH VARIOUS POWDER‐DED (LMD) OEM’S AND HAS TRADITIONALLY BECOME THEIR LARGEST CUSTOMER
EFESTO CAN MAKE ITS OWN MEGA SCALE MACHINES BUT CHOOSES TO FOCUS ALL RESOURCES ON “MAKING THE GLOBAL MARKET” AT THIS TIME
VISIT WWW.EFESTO.US FOR MORE INFORMATION ORCONTACT ASHOK VARMA (CEO, EFESTO) AT [email protected]

Your Logo
CONSIDERATIONS FOR PROPER SELECTION OF DED APPLICATIONS
GEOMETRY CONSIDERATIONS• Typically DED can build overhangs of 30 degrees (absolute max 40 degrees in special cases)• Greater overhangs require support material (typically by deposition of a wedge under the feature)• Reorientation of part can help in high overhang situations (many reorientations not optimal)
MATERIAL CONSIDERATIONS• Highly reflective materials such as Al and Cu are not suitable for free form fabrication• Certain high C steels, most cast irons, Mg and certain nickel alloys (MarM247) not suitable• Higher than ~50% of WC (in Ni or Co matrix) is not suitable if visible cracking is not desired• Issues with above include extensive cracking, lack of fusion, and flammability (Mg)
COST CONSIDERATIONS – TYPICAL METAL 3DP VALUE IS IN HIGH VALUE/LOW VOLUME PARTS• Business cases must be built to justify feasibility of DED vs conventional methods• Advantages include shorter design cycle, no hard tooling, build difficult geometries, low
environmental impact, repair previously unrepairable parts, build parts impossible to conventionally build, supply chain logistics benefit…
• Hybrid metal 3D printing can reduce the LMD cost portion, blend conventional with DED
EQUIPMENT & CAPABILITY CONSIDERATIONS• Must have robust professional grade equipment for any level of regular/production use• Must have high level of process knowledge , experience/expertise to effectively build/repair parts
TECHNOLOGY ADOPTION CYCLE - DED• Build Business Cases: Identify where DED could be beneficial in critical applications
Reduction of lead time, measureable improvement in supply chain logistics Reduction of “total cost” for high value/low volume parts Improvement of service life and reliability by using different/new alloys Optimization of design for manufacturability Repair/salvage expensive parts that could not be otherwise salvaged
• Evaluate resulting chemical/mechanical properties from DED – 6 to 9 months cycle Test wide range of outsourced DED specimens/coupons of target alloys ($$) – Have a good budget Test outsourced fabricated/repaired parts from DED in field application; Iterative; ($$$$) – Have a good budget
• Bring pilot DED capability in-house for Applied Engineering & Shared Services Procure one representative DED system for focused/proprietary applications, and internal training Conduct the requisite “certification and standards” work using the pilot equipment Replicate capability/add capability in key strategic locations with strong business cases
• Develop deep in-house understanding for “niche” applications with DED Basic criteria for application selection; Find similar application families for replication; Create in-house experts dedicated to application selection and process engineering
• Typical Technology Adoption for a large corporation can take 12-24 months
Your Logo
THIS IS A REALITY TODAY
Your Logo
THIS WILL BE A REALITY TOMORROW


















