Edward Sect Pr Drop

of 64
-
Upload
parveen-kohli -
Category
Documents
-
view
223 -
download
0
Transcript of Edward Sect Pr Drop
-
8/7/2019 Edward Sect Pr Drop
1/64
EV1005th Edition
Technical
Edward Valves
-
8/7/2019 Edward Sect Pr Drop
2/64
Flow Control Division
Edward Valves
G2 Edward Valves 1900 South Saunders Street, Raleigh, North Carolina 27603 1-800-225-6989 1-919-832-0525 Fax 1-919-831-3369
Table of Contents
Page No.
1. Stop and Check Valve Application 4
1.1 Stop Valve Applications 4
1.1.1 Stop Valve Types and Typical Uses 4
1.1.2 Throttling Characteristics of Edward Valves 7
1.1.3 Stop Valve Actuators and Accessories 7
1.1.4 By-Passes and Drains 8
1.1.5 Stop Valve Applications Chart 9
1.2. Check Valve Applications 10
1.2.1 Check Valve Types and Uses 10
1.2.2 Check Valve Applications Chart 13
1.3 Check and Stop-Check Valve
Installation Guidelines 14
1.3.1 Adjacent Flow Disturbances 15
1.3.2 Other Problem Sources 18
1.4 Check Valve Performance 19
1.4.1 Check Valve Seat Tightness 19
1.4.2 Pressure Surge and Waterhammer 19
1.4.3 Check Valve Accessories and Special Features 22
1.4.4 Check/Stop-Check Valve Periodic Inspection
and Preventive Maintenance 22
2. Flow Performance 232.1 Choose the Best Valve Size for
Your Service Conditions 23
2.1.1 Pressure Drop, Sizing and Flow Rate Calculations
Fully Open Valves All Types 23
2.2 Basic Calculations 23
2.2.1 Pressure Drop 24
2.2.2 Required Flow Coefficient 24
2.2.3 Flow Rate 25
2.2.4 Inlet Flow Velocity 25
Page No.
2.3 Corrections Required with Large Pressure Drops 26
2.3.1 Gas and Steam Flow 26
2.3.2 Liquid Flow Cavitation, Flashing and
Choking Corrections 27
2.4 Check Valve Sizing 28
2.4.1 Sizing Parameter 28
2.4.2 Calculations for Check Valves Less Than
Fully Open 28
2.4.3 Specific Sizing Guidelines 28
2.5 Pipe Reducer Coefficients 302.5.1 Pipe Geometry Factor 30
2.5.2 Other Coefficients 30
3. Edward Valve Design Standards and Features 59
3.1 Codes and Standards 59
3.2 Pressure Ratings 59
3.3 Pressure-Seal Construction 60
3.4 Hardfacing 61
3.5 Valve-Stem Packing 61
4. Miscellaneous Technical Data 62
4.1 Edward Valves Technical Publications 62
4.2 Sources for Additional Information 62
Equations and calculations outlined in this manual are available in a proprietary Edward Valves computer program.Consult your Edward Valves sales representative for more information.
-
8/7/2019 Edward Sect Pr Drop
3/64
Flow Control Division
Edward Valves
Edward Valves 1900 South Saunders Street, Raleigh, North Carolina 27603 1-800-225-6989 1-919-832-0525 Fax 1-919-831-3369 G3
Figure and Table Number Index
Page No.
Figure 1 45 Inclined Bonnet Piston Lift Check Valves Maximum Orientation Limits G14
Figure 2 90 Bonnet Piston Lift Check Valves Maximum Orientation Limits G14
Figure 3 Angle Piston Lift Check Valves Maximum Orientation Limits G15
Figure 4 Tilting Disk Check Valves Maximum Orientation Limits G15
Figure 5 Pipe fittings near valves may produce instability because of velocity profile distortion G15
Figure 6 Non-uniform velocity profile at blower or pump discharge can affect stability G15
Figure 7 Elbows in two places cause swirl which can promote instabil ity G15
Figure 8 & 9 Typical flow-test setups G16
Figure 10 Flow Reversal Transients G20
Figure 11 Controlled Closure Check Valve (CCCV) G20
Figure 12 Example: Comparison of Closure Time and Surge Pressure of
Conventional vs Controlled Closure Check Valves G21Figure 13 Reverse Flow in Conventional Swing Check Valve Just Before Closing G21
Figure 14 Maximum P/p1 for use of Basic Calculations Without Correction G26
Figure 15 Corrected Pressure Drop G26
Figure 16 Edward Forged Steel Check Valve Flow Performance Curves G40
Figure 17 Edward Cast Steel Globe Piston Check Valve Flow Performance Curves G43
Figure 18 Edward Cast Steel Angle Piston Lift Check Valve Flow Performance Curves G46
Figure 19 Cast Steel Flite-Flow Piston Lift Check Valve Flow Performance Curves G49
Figure 20 Tilting Disk Check Valve Flow Performance Curves G52
Figure 21 Ratio of Specific Heats (k) for Some Gases G56
Figure 22A Saturated Water Temperature, Pressure & Density (U.S. Units) G56
Figure 22B Saturated Water Temperature, Pressure & Density (Metric) G56
Figure 23 Density of Steam G57
Figure 24 Density of Air G57
Figure 25 Vapor Pressure of Liquids G57
Conversion of Measurements and Units G58
Table 1 Forged Steel Angle Univalve Flow Coefficients G30A
Table 1A Forged Steel Univalve Flow Coefficients G31
Table 1B Forged Steel PressurCombo Flow Coefficients G32
Table 2 Forged Steel Inclined Bonnet Valve Flow Coefficients G33
Table 3 Forged Steel Angle Valve Flow Coefficients G34
Table 4 Edward Forged Steel Vertical Stem Globe Valve & 90 Bonnet Piston
Check Valve Flow Coefficients G35
Table 5 Forged Steel Ball Check Valve Flow Coefficients G36
Table 6 Hydraulic Stop Valve Flow Coefficients G37Table 7 Inclined Bonnet Blow-Off Valve Flow Coefficients G37
Table 8 Angle Blow-Off Valve Flow Coefficients G38
Table 9 Crack-Open P for Edward Forged Steel Check Valves G39
Table 10 Edward Cast Steel Globe Valve Flow Coefficients G41
Table 11 Edward Cast Steel Angle Valve Flow Coefficients G44
Table 12 Edward Cast Steel Flite-Flow Stop & Stop-Check Valve Flow Coefficients G47
Table 13 Edward Cast Steel Tilting Disk Check Valve Flow Coefficients G50
Table 14 Edward Cast Steel Equiwedge Gate Valve Flow Coefficients G53
Table 15 Edward Forged Steel Hermavalve Flow Coefficients G55
-
8/7/2019 Edward Sect Pr Drop
4/64
Flow Control Division
Edward Valves
G4 Edward Valves 1900 South Saunders Street, Raleigh, North Carolina 27603 1-800-225-6989 1-919-832-0525 Fax 1-919-831-3369
1.1 Stop Valve Applications
ForewordEdward stop valves are used primarily as isolationvalves in medium and high pressure piping systems.They are offered in a broad range of sizes, pressureratings, and types, and they are used in an immensearray of diverse applications. Only a few are listed forillustration:
Normally open valves in main steam lines; usedonly for equipment isolation, e.g. during maintenance.
Normally open valves to provide for emergencyshutoff due to failure of downstream piping or otherequipment; closed periodically for verification ofoperability.
Normally open valves that are throttled to varyingdegrees during start-up or shutdown of plants orsystems.
Frequently cycled valves that are opened andclosed for control of batch processes or for start-upand shutdown of equipment (e.g., equipment that ison-stream daily but shut-down at night).
Normally closed valves; used only for filling ordraining systems during outages.
Stop valves are sometimes referred to as on-offvalves. They should not normally be considered ascontrol valves, but they are suitable for moderateor infrequent flow-control functions. Valves thatmust open and close under high differential pressureand flow conditions (such as blowdown service)inherently function as flow-control devices whilethey are stroking.
Considering the diversity of stop valve applications,it is not surprising that there is no universal valvetype that is best for all services. Users experiencewith specific applications is a valuable basis forselecting the best valves.
The goal of this guide is to supplement users expe-rience with information based on decades of EdwardValves laboratory tests and field experience.
IntroductionWhile many other types of valves (ball, plug, butter-fly) are used as stop valves where service conditionspermit, emphasis in this guide is on selection andapplication of Edward valves with forged- and cast-steel bodies and bonnets. Comparisons are present-ed with other similar valves where appropriate.
Edward stop valves are typically of metal-seated con-struction and, where necessary, use gaskets and stemseals designed for severe high-pressure, high-tem-perature service. While special designs with softseats and O-ring seals are supplied for unique spe-cific applications, the standard products are designedto stand up to tough service conditions with minimumrequirements for maintenance or parts replacement.
Edward stop valves fall into two basic categories globe valves and gate valves. The following sec-tions of this guide will address the principal features ofeach type and the design variations within the types.
Globe valves are offered in stop, stop-check, andcheck versions. Stop-check valves can also be used
for isolation in unidirectional flow applications.These valves are discussed in the Check ValvesApplications section (1.2).
The FLOW PERFORMANCE section of this catalogprovides equations and coefficients for the calculationof pressure drop across any of these valves. This infor-mation can be used to evaluate the effects of differentvalve sizes and types on system energy efficiency.
Brief notes on the advantages, disadvantages, appli-
cations and limitations of the various types of Edwardstop valves are presented in the Stop ValveApplications Chart (section 1.1.4). Some additionalhighlights of the features of these valves and somecomparisons with similar valves are presented in thefollowing paragraphs.
Globe ValvesA globe valve employs a poppet or disk that opensand closes by moving linearly along the seat axis.There are many types of globe valve bodies, seatsand methods of guiding the disk to and from the seat.
Bodies Edward stop, stop-check and check typeglobe valves are offered with three basic body styles:
Conventional or 90-bonnet globe valves areusually the most compact, and the stem and yokeposition allow easy handwheel or actuator access andconvenience for maintenance. Relatively short stemtravel allows fast actuation. Multiple directionchanges in the flow stream result in higher pressuredrop than with other types, but streamlined flow pas-sages in Edward valves generally yield lower pres-sure drop than competitive valves of this type.
Angle valves are otherwise similar to conventionalglobe valves, but the less tortuous flow path yieldslower pressure drop. Angle valves are particularlyeconomical in piping layouts where use of this con-figuration eliminates an elbow and associatedflanged or welded joints.
Inclined bonnet or Y type valves, such asUnivalves and Flite-Flow valves, yield lower pres-sure drop than other styles, because they permit amore nearly straight-through flow path. Typically,they require a longer stem travel. In large sizes, thisbody shape is heavier and requires a greater end-to-end length than conventional globe valves.
1.1.1 Stop Valve Types andTypical Uses
1. Stop and Check Valve Applications Guide
-
8/7/2019 Edward Sect Pr Drop
5/64
Flow Control Division
Edward Valves
Edward Valves 1900 South Saunders Street, Raleigh, North Carolina 27603 1-800-225-6989 1-919-832-0525 Fax 1-919-831-3369 G5
1.1 Stop Valve Applications Guide (cont.)
Seats Industrial globe valves are available fromvarious manufacturers with a broad variety of seat
designs flat or tapered, and integral or inserted(threaded or welded).
All Edward globe valves employ tapered seats witharea contact under load to seal over minor imper-fections. Many similar valves use line-contactseats that seal with less load when new but degraderapidly if damaged at the seating line.
Except for hydraulic stop valves, all Edward globevalves employ integral (hardfaced) body seats topermit compact design and assure that there can beno leakage behind the seat.
Disk Guiding Globe valve disks may be guid-
ed by either the stem or the body. When opened orclosed under very high differential pressure, sideload due to flow pushes a stem-guided disk eccen-tric to the seat and makes it difficult to obtain a seal.Under extreme conditions, the stem may bend.
All Edward globe valves employ body guided diskswhich are held closely concentric with the body seat.Guiding is provided at both the top and bottom of thedisk to form a fully body-guided disk piston. Thebottom guide ring on the disk, and Edward innova-tion, minimizes flow behind the disk and minimizesthe side load. These features make Edward globevalves well suited to blowdown applications inwhich there is a high differential pressure across thevalve when it is partially open.
Since globe valves are not symmetrical with respectto flow, consideration must be given to the directionof flow and differential pressure. It should be notedthat the direction of flow when open and differentialpressure when closed may not be the same in allapplications (e.g., a block valve on a feed line mayinvolve flow into a system when open but may needto prevent leakage out of the system when closed).Users should consider both factors when decidingon the installation direction for a globe valve.
In most globe valve applications, pressure is underthe seat when the valve is closed, and the flow isfrom under to over the seat (termed flow to open or
underseat flow). In installations where the down-stream pressure is zero or very low, this arrangementminimizes packing leakage problems. However,handwheel or actuator effort to close the valve ishigh, because the stem must supply enough load toboth overcome the differential pressure load acrossthe seat area and ensure sufficient sealing load onthe metal seat-contact surfaces. Since this flowdirection is the most common for globe valves, theflow coefficients given in the Flow Performance sec-tion of this catalog are for underseat flow.
Globe valves can also be used with overseat flowand pressure (flow to close), but such applications
require careful consideration. In systems with dirtyline fluids, this arrangement could lead to trappingforeign material in locations where it would interferewith opening. With overseat pressure, the effort toclose the valve is low, because closure and sealingare pressure-assisted. However, the effort to openthe valve at high differential pressure is high,because the stem must overcome the pressure forceto lift the disk (in small valves, the stem diametersapproaching the seat diameter, this may not be aproblem, because the pressure helps to lift thestem). Also, since the flow coefficients given in thiscatalog are for underseat flow, pressure-drop predic-tions may not be as accurate (pressure drop may beup to 10% higher with overseat flow).
While not designed as control valves and not rec-ommended for continuous modulation, Edwardglobe valves are often used successfully for manualor automatic control during limited periods of sys-tem operation (start-up, shutdown, etc.). Some man-ual valves are also used for continuous throttling ortrimming. Inclined-bonnet valves, (e.g., Uni-valves and Flite-Flow valves) have an approxi-mately linear flow characteristic (CV versus % open).
The Flow Performance section of this catalog coversonly flow coefficients for fully open valves, but con-sult Edward Valves concerning applications involv-ing flow control. It should be understood that severethrottling at high pressure drops involves high ener-
gy dissipation, and serious problems (e.g., noise,vibration, cavitation, erosion) can develop if notcarefully considered when a system is designed.
Gate ValvesA gate valve employs a closure member (or assem-bly) that opens and closes by moving perpendicu-lar to the flow stream to engage two seats in thebody. There are two basically different types of gatevalves parallel-side and wedge gate in com-mon use in pressure-piping systems, but there aremany variations in design within each type.
As compared to glove valves, all gate valves offerstraight-through flow paths which tend to produce
less pressure drop than typical globe valves of thesame nominal size. A Venturi gate valve with asmaller port than a Regular gate valve may offer alower first cost as well as a size and weight saving ifa minimized pressure drop is not required.
The Flow Performance section of this catalog givescomparable flow coefficients for Edward Equiwedge
gate valves and all Edward globe stop valves.Evaluation of many valve applications has shown thatinclined-bonnet globe valves are often competitivewith gate valves when all factors are considered.
The stem in a gate valve does not have to overcomethe full differential pressure load across the valve
seat area to open or close the valve. Instead, it justhas to overcome the friction force due to that load.Consequently, for operation at similar differentialpressures, a gate valve generally requires less effortfor actuation than a globe valve and can employ asmaller actuator when powered operation isrequired. However, a gate valve requires consider-ably greater stem travel than a conventional globe orangle valve (slightly greater than an inclined-bonnetglobe valve), so a somewhat longer time may berequired for action.
The two body seats the common feature in allordinary gate valves can be both an advantageand a disadvantage. Most gate valves are primarilydownstream-sealing, because the closure mem-
ber is pressure-energized in that direction.However, the upstream seating surfaces may helpby limiting leakage if the downstream seat is dam-aged. Simultaneous sealing at both seats can behazardous if the center cavity of a closed valve isfilled or partially filled with liquid and then subject-ed to an increase in temperature, causing a corre-sponding increase in pressure. In moderate cases,this may cause pressure binding which canimpede or prevent valve opening; in extreme cases,it may cause pressure-boundary failure (e.g., thebonnet could blow off).
Note:ASME/ANSI B16.34-1988 (paragraph2.3.3) places the responsibility of the pur-
chaser to assure that the pressure in thevalve will not exceed that allowed by thestandard.Special operating procedures,such as partially opening a valve duringwarm-up, may be considered. Special inter-nal design features or external bypassarrangements are required in many applica-tions. Consult Edward Valves regardingEdward Equiwedge gate valve applicationsthat may be subject to possible center-cavi-ty over-pressurization.
-
8/7/2019 Edward Sect Pr Drop
6/64
Flow Control Division
Edward Valves
G6 Edward Valves 1900 South Saunders Street, Raleigh, North Carolina 27603 1-800-225-6989 1-919-832-0525 Fax 1-919-831-3369
1.1 Stop Valve Applications Guide (cont.)
continued
Some highlights of the various types of gate valves,including the Edward Equiwedge, are discussed below:
Parallel-Slide Gate ValvesEdward does not offer parallel-slide valves. In thesevalves, the two seats in the body are in parallelplanes, and an assembly including two gates withparallel seating faces moves into or out of engage-ment with the body seats. The gates are urged intocontact with the opposing seats in the closed positionby either a spring (or a set of springs) or an internalwedge mechanism.
Since the two gates are relatively independent, thedownstream gate is free to align with the downstreamseat, and new valves usually seal well so long as the
differential pressure across the valve is sufficient toprovide adequate seating load. Leakage may be aproblem with these valves at low differential pres-sures (e.g. when filling a system or during low-pres-sure start-up operation).
In typical parallel-slide valves, there is continuoussliding contact between the sealing surfaces of thegates and body seats throughout the full stem stroke.Wearing or scoring is possible, particularly whenoperating with high differential pressures, and thismay cause seat sealing to be degraded. This shearingaction may be helpful in cleaning loose debris fromthe seats, however.
Wedge Gate ValvesA wedge gate valve uses one of the oldest engineer-ing principles to provide mechanical advantage toconvert stem load to seat-sealing load. This is partic-ularly important in low-pressure applications wheredifferential pressure alone may not provide sufficientloading on the downstream seat.
Early wedge gate valves for low pressure employedsolid wedges, and these are still used in many smallhigh-pressure gate valves. However, as industrialvalve requirements moved toward larger sizes and
higher pressures and temperatures, a solid wedgedesigned to provide sufficient strength became too
rigid to accommodate the flexibility of the valve body.The seat planes deflect significantly in large, high-pressure valve bodies due to thermal effects and theloads from connecting piping, and a rigid wedge mayeither leak or bind in the closed position.
Many gate valves have been designed with flexibleone-piece wedges that have overcome these prob-lems to some degree, but the two halves of the wedgeare not truly independent and free to align with the
two opposing body seats. Itis particularly difficult toprovide torsional flexibilityin the wedge to accommo-date twist in the valve body.
Consequently, the EdwardEquiwedge valve wasdesigned with two indepen-dent, flexible wedge halvesthat permit relative rotationand can tilt to accommodatechanges in the body-seatangles. The thickness of thewedges was minimized,while maintaining acceptablestresses, to allow deflectionto accommodate out-of-flat-
ness in the seat plane. In prototype tests, acceptablesealing was maintained with seats intentionally mis-aligned 1 in angle and up to 2 in rotation.
The result is a valve that has high-pressure sealingperformance comparable to that of a parallel-slidevalve but that can also seal exceptionally well at lowdifferential pressures. The independent, flexiblewedge halves in Edward Equiwedge gate valves alsohave commendable resistance to sticking or bindingin the closed position. In prototype tests, the valvealways opened with a torque less than the designclosing torque when exposed to extreme pipe-bend-ing moments and severe thermal transients (heat-upand cool-down).
All wedge gate valves have body guides that mustsupport the wedges when they are not in the fully
closed position. The seating surfaces of the wedgesand seats are in sliding contact only through a smallportion of the opening and closing travel, thus mini-mizing wear that may degrade seat sealing. Outsidethat range, the side loads are transferred from theseats to the body guides. Wear or scoring of the bodyguides does not affect sealing.
In Edward Equiwedge gate valves, the body guidesare vertical machined grooves at each side of thevalve body which engage tongues on each side of thewedge halves. Precision machining allows transfer ofside load from the seats to the body guides within 3%to 5% of valve travel. Testing has proven that thisguiding system is rugged and supports the gateassembly effectively, even in blowdown serviceswhere high differential pressure loads act across thegates when the valve is partially open.
Gate valves of any type are usually not recommend-ed for throttling or modulating flow-control service.The seating surfaces of the gates are subject toimpingement when partially open, and some gatevalves reportedly exhibit instability (internal vibra-tion) when throttled. Nevertheless, high-velocity flowtests of a prototype Edward Equiwedge gate valveproduced no flow-induced vibration, and there arecases where these valves have been used success-fully for limited flow-control functions. ConsultEdward Valves concerning any proposed throttlingor control applications.
-
8/7/2019 Edward Sect Pr Drop
7/64
Flow Control Division
Edward Valves
Edward Valves 1900 South Saunders Street, Raleigh, North Carolina 27603 1-800-225-6989 1-919-832-0525 Fax 1-919-831-3369 G7
1.1 Stop Valve Applications Guide (cont.)
As noted in the previous section, Edward stop valvesare not normally recommended for continuous mod-ulation, and Edward Valves should be consultedconcerning applications involving flow control. Thissection is intended only to provide general guide-lines on flow-control characteristics of typicalEdward stop valves. These guidelines may be usedfor preliminary studies relating to applicationsinvolving throttling, but they should not be consid-ered as a substitute for a complete evaluation of theacceptability of a valve for a critical application.
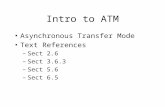
Figure A provides typical inherent flow-charac-teristic curves (percent of full-open flow coefficientversus percent opening) of the most common typesof Edward stop valves. It should be understood thatthese curves are approximate, because there arevariations due to size and pressure class that cannotbe represented accurately by a single curve for eachvalve type. Nevertheless, these typical curves canprovide some guidance relating to control capabili-
ties of the various valve types.
Note the following subtle differences between thecurves in Figure A:
The conventional 90-bonnet globe valve pro-vides a relatively steep slope at small openingsapproaching a quick-opening characteristic. Whilethe body-guided disk in Edward globe valves mod-erates this effect, it makes the flow coefficient verysensitive to small changes in stem position, so itmay prove difficult to control low flow rates.
The angle valve has a characteristic similar to thatof a globe valve, but it is slightly closer to linear due
to its normally higher full-open flow coefficient. Anangle valve has about the same control characteristicsas a globe valve of the same size at small openings.
The cast-steel Flite-Flow Y-type valve provides acharacteristic that is nearly linear over most of itsstem-travel range. For control of flow over a broadrange, the high flow efficiency of this type of valvemay permit use of a smaller valve size for a givenallowable pressure drop. The smaller size, combinedwith the linear characteristic, can give improvedcontrol of low flow rates when the valve is throttled.
The forged-steel Y-type Univalve provides evenbetter control at very small openings because of itsdouble throttling characteristic as the lower disk-guide ring opens the machined port in the body.Other forged-steel valves have this characteristic tosome degree.
The Equiwedge gate valve has an excellent inher-ent flow characteristic (concave upward),approaching that of an equal-percentage controlvalve. However, this is somewhat misleading. Wheninstalled in pipe of the same nominal size as thevalve, the pressure drop of a gate valve is so low atlarge openings (e.g., over 70%) that piping flowresistance usually overshadows that of the valve.The gate valve would provide little control over flowin that range.
While not normally recommended for throttling forthe reasons cited in the previous section, the gatevalve flow-characteristic curve is attractive from astandpoint of controlling low flow rates withoutexcessive sensitivity. Use of a gate valve for throt-tling may be considered for some applications.
Most Edward stop and stop-check valves illustratedin this catalog are shown with handwheels, and themajority of valves are furnished for applicationswhere manual actuation is acceptable. Most largerand higher-pressure globe valves are furnished with
standard Impactor handles or handwheels, whichprovide up to twelve times the stem force of an ordi-nary handwheel, to provide for adequate seatingthrust. Impactogear assemblies on the largest globevalves permit operation using an air wrench. TheseEdward innovations permit practical manual opera-tion of many valves that would otherwise requiregearing or power actuators.
Manual Gear ActuatorsWhen specified, many Edward valves can be sup-plied with manual actuators with gear reduction in
lieu of a handwheel. Such actuators reduce therequired rim-pull effort and often permit operation
by one person in cases where several people wouldbe required to seat the valve with a handwheel. Whilemanual gear actuators slow down operation, they areoften an attractive option for valves that are not oper-ated frequently. Operating pressure and differentialpressure should be specified.
Note:Users sometimes specify that valvesbe operable at maximum differential pres-sure with very low rim-pull forces. This mayrequire selection of gearing that may causetwo problems: (1) literally thousands ofhandwheel turns for full-stroke valve opera-tion and/or (2) capability to damage thevalve easily with rim-pull forces that arereadily applied by many operating person-nel. Manual gear actuators with high ratiosprovide relatively little feel to the operator,and it is difficult to tell when a valve is fullyopen or closed. Good judgment should beexercised in specifying practical rim-pullforce requirements.
1.1.3 Stop Valve Actuators andAccessories
1.1.2 Throttling Characteristics ofEdward Stop Valves
Figure A
Inherent Flow
Characteristics
1 - Conventional 90 bonnet globe valve2 - Angle valve3 - Flite-Flow4 - Univalve5 - Equiwedge Gate valve
-
8/7/2019 Edward Sect Pr Drop
8/64
Flow Control Division
Edward Valves
G8 Edward Valves 1900 South Saunders Street, Raleigh, North Carolina 27603 1-800-225-6989 1-919-832-0525 Fax 1-919-831-3369
1.1 Stop Valve Applications Guide (cont.)
Power ActuatorsWhere valves are inaccessible for manual operation
or where relatively fast opening or closing isrequired, most Edward valves can be furnished withpower actuators. The most commonly used actuatorsare electric actuators with torque- and position-con-trol features. Users frequently have individual prefer-ences on actuator brand names and type, so Edwardvalves are furnished with Limitorque, Rotork, Aumaor other actuators to satisfy customer requirements.
Edward Valves establishes actuator sizes and switchsetting based on specific valve-application require-ments, using a computer program that matches thevalve and actuator operating characteristics to theservice-pressure conditions. Unlike most valve man-ufacturers, Edward Valves makes this selectionnot
the actuator manufacturersince we best know therequirements of our valve. However, we must alsoknow the requirements of your application. As a min-imum, requests for quotation should specify:
Operating pressures under-and over-seat anddifferential
Maximum valve operating temperature
Ambient conditions temperature, humidity,radiation
Motor power supply AC voltage, frequency, andphase or DC voltage (including variance)
NEMA rating
Closing/opening time if important. If not speci-
fied, standard nominal stem speed will be 4 inch-es/minute (100 mm/min) for globe valves and 12inches/min (305 mm/min) for gate valves.
Valve-stem plane vertical (stem up or down) orhorizontal
Special accessories position indicator, etc.
Any other special requirements should be clearlyspecified. If there are non-standard manual-overriderequirements, see the note above relative to rim-pullforces for manual gear actuators.
Stored-Energy ActuatorsFor critical service applications, special balanced
Flite-Flow valves and Equiwedge gate valves arefurnished with Edward stored-energy actuators thatwere developed and qualified to meet demandingnuclear power-plant requirements. These linear actu-ators are commonly installed on Main SteamIsolation Valves and Main Feedwater Isolation Valves(MSIV and MFIV) that must be adjustable to close in3 to 10 seconds in the event of a line break.
The Edward actuator completed exhaustive qualifica-tion testing under elevated temperatures, radiation,seismic loadings and other conditions that realisti-cally simulated the most severe operating conditions
encountered in actual service. In addition, extensivequalification testing was done on an Equiwedge MSIVin combination with an Edward actuator, and over 160of these combinations are installed in nuclear plantson three continents.
The Edward actuator employs compressed gas-thestored energy of closure of the valve-in a compact,essentially spherical reservoir atop the piston of thevalve-actuating cylinder. This integral constructioneliminates reliance on external gas-storage tanks orinterconnecting piping to connect the stored-energygas to the power cylinder. Hydraulic fluid is pumpedinto the cylinder below the piston to open the valve,and regulated release of the fluid to a reservoir pro-vides essential closing-speed control.
When specified, larger Edward cast-steel valves arefurnished with valved by-passes and drains in accor-
dance with ASME-ANSI B16.34 and MSS SP-45.Cast-steel stop valves employ forged-steel Edward
globe stop valves, and cast-steel stop-check valvesuse forged steel Edward stop-check valves as by-pass valves. Sizes and by-pass valve figure numbersare as shown on page F-2.
Drain valves for all main valves are the same as theby-pass valves listed for stop valves. When drains arespecified without valves, the standard drain for class300 and 600 valves is a NPT tapped hole in the valvebody, fitted with a pipe plug. For class 900 and high-er-pressure valves, the standard drain is a pipe nip-ple, six inches (152 mm) long, socket-welded to thevalve body.
Drain sizes are the same as by-passes. By-pass valves
are particularly useful when opened before the mainvalve to permit controlled warming of the valve anddownstream line in services involving steam or otherhot fluids. By-passes also can be used to partially orfully balance the differential pressure across the mainvalve before opening where the downstream line orsystem is of limited volume. This facilitates opening ofa gate valve or a glove valve with overseat pressure.
Large-volume systems may require larger by-pass-es for balancing in a reasonable time. If this is thecase, a special by-pass size should be specified bythe purchaser. It should be noted that actuatedEdward Equiwedge gate valves do not require by-passes to permit opening if the full differential pres-
sure is specified for actuator sizing. See page F-2for tables of standard sizes and pressure classes formost applications.
General schematic of stored energy gas-hydraulic actuator.
1.1.4 By-Passes and Drains
-
8/7/2019 Edward Sect Pr Drop
9/64
Flow Control Division
Edward Valves
Edward Valves 1900 South Saunders Street, Raleigh, North Carolina 27603 1-800-225-6989 1-919-832-0525 Fax 1-919-831-3369 G9
1.1 Stop Valve Applications Guide (cont.)
1.1.5 Stop ValveApplication Chart
TYPE ADVANTAGES DISADVANTAGES APPLICATIONS LIMITATIONS
Globe90 Bonnet
Angle
GlobeInclinedBonnet
Equiwedge
Gate
Compact
Easy access toHandwheel orActuator
Fast response
Same as Globe
Replaces an Elbow
Lower pressure dropthan Globe
Lower pressure dropthan Globe or Angle
May permit smallersize than Globe
Lowest pressure drop
Lowest torque
May permit smallestsize
High pressure drop
High torque
Heavy in large sizes
High torque
Heavy in large sizes
Same as Angle
Longest end-to-endlength
Handwheel orActuator
on an Angle
Long stem travelslows response
Not recommendedfor throttling
Long stem travelslows response withmanual actuation
Class 300 2500steam & water
Other gasses andliquids
Usable for throttling
Same as Globe
Class 600 4500thru size 4
Class 300 2500thru size 24
Otherwise, same asGlobe
Class 600 2500steam & water
Other gasses andliquids
Main steam isolation
Not for stem-downinstallations
Sizes 1/4 thru 24
Same as Globe
Same as Globe
Possibility ofpressure binding
Sizes 2-1/2 thru 32
-
8/7/2019 Edward Sect Pr Drop
10/64
Flow Control Division
Edward Valves
G10 Edward Valves 1900 South Saunders Street, Raleigh, North Carolina 27603 1-800-225-6989 1-919-832-0525 Fax 1-919-831-3369
1.2 Check Valve Applications Guide
ForewordCheck valves are used in fluid circuits in applications
similar to those in which diodes are used in electricalcircuits. Reduced to simplest terms, the duty of mostcheck valves is to allow flow in one direction and toprevent flow in the reverse direction. The ideal checkwould have zero resistance to flow in the normal flowdirection and infinite resistance to flow (leakage) inthe reverse direction. Of course, the ideal check valveshould also be perfectly reliable and should requireno maintenance.
There are many different types of check valves, andmost do their duty well, giving long, trouble-free ser-vice. However, in the real world, no single type ofcheck valve achieves the ideal performance charac-teristics users sometimes expect. In a very few cases,
mismatching of check valves to the needs of fluid cir-cuits has produced serious problems (noise, vibra-tion, severe pressure surges and check-element fail-ures with attendant gross leakage and consequentialdamage to other equipment). While it is not neces-sary for every application to be ideal, knowledge ofthe characteristics of each type of check valve shouldhelp system designers and valve users to select thebest type and size intelligently. This knowledgeshould also help in assuring that serious problemsare avoided.
Most check valves seen deceptively simple, with onlyone moving part-a poppet or flapper that appearscapable of allowing flow in only one direction.
However, this single mechanical part cannot beexpected to take the place of a sophisticated controlsystem that senses flow (direction, quantity, rate ofchange) and provides output to (1) open the valvefully when flow is in one direction and yet (2) close thevalve to prevent flow and leakage in the reverse direc-tion. Each type of check valve has features that enableit to perform one or more of its duties well, but eachtype also has weaknesses. The relative importance ofthese strengths and weaknesses is highly dependenton the requirements of individual applications.
The goal of this guide is to provide application engi-neers and users with practical advice on check valveselection and sizing, location in piping systems, pre-
ventive maintenance and repairs. Emphasis will be onEdward products, but comparisons will be providedin some cases with other types of check valves.
This guide is based on extensive testing of Edwardcheck valves in sizes from NPS 1/2 through 18 aswell as a reasonable sampling of other types. Sincecomplete performance testing of every valve type, sizeand pressure class is not practical, predictions of theperformance of some valves are based on mathemat-ical models. However, the models are based on sub-stantial test data and are believed to be reasonablyaccurate or conservative. The laboratory test files
cover over forty years. Perhaps even more important,the files include feedback from substantial field expe-
rience-in fossil and nuclear-fueled power plants,refineries, chemical plants, oil fields and in countlessother applications. It is hoped that this test and fieldexperience will help others avoid problems and pit-falls in the application and use of check valves.
IntroductionThis guide has been prepared to aid fluid-systemdesigners in sizing and selecting check valves forindustrial and power-piping systems. Guidance isalso provided on valve orientation (inclination fromhorizontal, etc.) and on location of check valves withrespect to other flow disturbances. In addition, this
guide should aid users in planning preventive main-tenance programs, performing maintenance andrepairs when necessary, and in evaluating and cor-recting problems.
Emphasis in this guide is on selection and applicationof forged- and cast-steel Edward products, but com-parisons with other types of check valves are givenwhere this can be done based on valid information.
The Flow Performance section of this catalog pro-vides equations and coefficients for the calculation ofpressure drop and the flow required to assure fullvalve opening. In addition, that section provides mostof the necessary supplemental data required for rou-
tine calculations, such as water and steam density.
This guide also provides caution notes relative tosystem-related problems to be avoided (such as pip-ing vibration, flow instability, waterhammer). Some ofthese guidelines are qualitative and could involve fur-ther analysis. However, attention to these notesshould help to avoid problems.
Finally, this guide addresses check valve mainte-nance. History indicates that preventive maintenanceof check valves is often neglected, and this can leadto serious valve failures which may damage otherequipment. The guidelines provided on periodicinspection and preventive maintenance should payoff in terms of reduced overall plant maintenance andrepair costs.
While other types are sometimes encountered inpower hydraulics and other specialized applications,four basic types of check valves are commonly usedin industrial and power piping applications.
1-Lift Check ValvesThe closure element is a poppet or disk that is liftedopen by flow and which seats, usually on a matingconical surface in the valve body, under no-flowconditions.
2-Ball Check ValvesA lift check valve in which the closure element is aball.
3-Swing Check ValvesThe closure element is a pivoted flapper which isswung open by flow and which seats, generallyagainst a mating flat surface in the valve body, underno-flow conditions.
1.2.1 Check Valve Types andTypical Uses
-
8/7/2019 Edward Sect Pr Drop
11/64
Flow Control Division
Edward Valves
Edward Valves 1900 South Saunders Street, Raleigh, North Carolina 27603 1-800-225-6989 1-919-832-0525 Fax 1-919-831-3369 G11
1.2 Check Valve Applications Guide (cont.)
4-Tilting-Disk Check ValveThe closure element is a pivoted disk or flapper,
somewhat like that in a swing check valve but witha pivot axis close to the center of the flow stream.It is swung open by flow and seats against a mat-ing conical surface in the valve body under no-flow conditions.
There are many variations among these four basictypes of check valves. For example, springs maybe included to assist closure and counteract grav-itational forces, and accessories may be providedfor exercising or position indication. All Edwardlift check valves employ body-guided disks with apiston-like extension to provide good guidanceand resistance to wear. Accordingly, they arereferred to in this guide as piston-lift checkvalves. In addition, Edward manufacturers stop-check valves which are piston-lift check valvesthat allow positive closure for isolation, just like
globe stop valves.
Illustrations of the valve types manufactured byEdward are provided in this catalog, and briefnotes on advantages, disadvantages, applications,and limitations are provided in the Check ValveApplications Chart (section 1.2.2). Some furtherhighlights of the features of these valves are pro-vided in the following paragraphs.
Edward Piston-Lift Check ValvesIn both small forged-steel and large cast-steelEdward lines, three distinctly different valve bodystyles appear in the illustrations inclined-bonnetglobe valve style, angle valve style, and 90-bon-
net globe valve style.
With respect to check valve function, these valvesare all similar, with only slightly different orienta-
tion limits as discussed in the Valve-InstallationGuidelines section (1.3). The main differencebetween these systems is in flow performance:
Inclined-bonnet piston-lift check valves producelow pressure drop due to flow when fully open.They have flow coefficients comparable to those oftilting-disk check valves and only slightly lowerthan provided by many swing check valves.
In most cases, angle piston-lift check valveshave lower flow coefficients and thus producemore pressure drop than inclined-bonnet valves,but they are superior to 90-bonnet valves. Wherea piping system requires a bend and a valve, useof an angle piston-lift check valve eliminates thecost and pressure drop of an elbow and the cost ofassociated piping welds or flanged connections.
90-bonnet piston-lift check valves have thelowest flow coefficients and produce pressuredrops comparable to 90-bonnet globe valves.They are sometimes preferred in systems wherepressure drop is not critical or where spacerequirements dictate a minimum size and easyaccess to a handwheel or actuator (on a stop-check valve).
Piston-lift check valves are generally the mostpractical type for small sizes, and they generallyprovide the best seat tightness. Small forged-steel
piston-lift check valves normally include a disk-return spring, but may be ordered withoutsprings. The Flow Performance section of thiscatalog and section 1.3 below address suchvalves, both with and without springs. Cast-steelpiston-lift check valves have equalizer tubeswhich connect the volume above the piston with arelatively low-pressure region near the valve out-let. This feature allows a much larger valve open-ing (and higher flow coefficient) than would bepossible otherwise, and it allows the valve to openfully at a relatively low flow.
The body-guided feature of Edward piston-liftcheck valves is an advantage in most services,
because it assures good alignment of the disk withthe valve seat and minimizes lateral vibration andwear. However, this feature may lead to stickingproblems due to foreign-material entrapment inunusually dirty systems. Another inherent charac-teristic is that large piston-lift check valves maynot respond rapidly to flow reversals and maycause water-hammer problems in systems wherethe flow reverses quickly [see the Pressure Surgeand Waterhammer section (1.4.2)]. Since smallervalves display inherently faster response, historicfiles have shown no water-hammer problems withsmall forged-steel check valves.
Edward Stop-Check ValvesStop-check valves offer the same tight sealing per-
formance as a globe stop valve and at the sametime give piston-lift check valve protection in theevent of backflow. A stop-check valve is nearlyidentical to a stop valve, but the valve stem is notconnected to the disk. When the stem is in theopen position, the disk is free to open and closein response to flow, just as in a piston-lift checkvalve. When serving as a check valve, stop-checkvalves display the same advantages and disadvan-tages as discussed above for piston-lift checkvalves. Small forged-steel stop-check valves,except the Univalve stop-check valves, employ adisk-return spring, and cast-steel stop-checkvalves have equalizer tubes that function in thesame manner as those on comparable piston-liftcheck valves.
The stem in the stop-check valve may be driven
either by a handwheel or an actuator, and it may beused either to (1) prevent flow in the normal direc-tion when necessary for isolation or (2) supple-ment line pressure to enhance seat tightness inapplications with pressure from the downstreamside. Some users automate stop-check valves togive extra system protection against reverse flowand leakage. For example, an actuator may be sig-naled to close the valve when a pump is shut off;the disk closes quickly by normal check valveaction, and the stem follows to seat the valve firm-ly a short time later.
-
8/7/2019 Edward Sect Pr Drop
12/64
Flow Control Division
Edward Valves
G12 Edward Valves 1900 South Saunders Street, Raleigh, North Carolina 27603 1-800-225-6989 1-919-832-0525 Fax 1-919-831-3369
1.2 Check Valve Applications Edward (cont.)
Edward Ball Check ValvesBall check valves are offered only in small forged-
steel configurations (size 2 and smaller) withinclined-bonnet bodies and ball-return springs.These valves are recommended over piston checkvalves, for service with viscous fluids or where thereis scale or sediment in the system. The bolted-bonnetversions offer flow performance that is generally sim-ilar to that of equivalent piston-lift check valves, andthey are the preferred ball check valves for mostindustrial and power-piping applications.
The threaded-bonnet hydraulic ball check valves areused primarily in very high pressure, low-flow appli-cations with viscous fluids. They have lower flowcoefficients that have proven acceptable for those ser-vices. These valves sometimes exhibit chattering ten-dencies when handling water, so they are not recom-mended for low-viscosity fluids.
A unique feature of the ball check valve is that the ballclosure element is free to rotate during operation,allowing the ball and seat to wear relatively evenly.This feature, combined with the standard returnspring, helps to promote positive seating even withheavy, viscous fluids.
Edward Tilting-Disk Check ValvesTilting-disk check valves are particularly well-suitedto applications where rapid response and freedomfrom sticking are essential. Fully open valves of thistype also exhibit low pressure drop. They have flowcoefficients comparable to those of Edward inclined-
bonnet piston-lift (Flite-Flow) check valves andonly slightly lower than provided by many swingcheck valves.
Tilting-disk check valves provide rapid response,because the center of mass of the disk is close to thepivot axis. Just as in a pendulum, this characteristicpromotes rapid motion of the disk toward its natural(closed) position whenever the force holding it open isremoved. This response can be valuable in applica-tions where relatively rapid flow reversals may occur,such as in pump-discharge service where multiplepumps discharge into a common manifold. In suchcases, the flow may reverse quickly, and the rapidresponse of the tilting-disk check valve minimizes the
magnitude of the reverse velocity and the resultingwaterhammer pressure surge. This characteristic also
minimizes impact stresses on the disk and body seats.However, an extremely rapid flow reversal, as might beproduced by an upstream pipe rupture, could cause aproblem. See the Pressure Surge and Water Hammersection (1.4.2) for further discussion.
Size-6 and larger tilting-disk check valves havetotally enclosed torsion springs in their hinge pins tohelp initiate the closing motion, but the disk is coun-terweighted to fully close without the springs. With thefree pivoting action of the disk, this type of valve ishighly immune to sticking due to debris in the system.
Tilting-disk check valve are superficially similar toswing check valves in that both operate on a pivoting-disk principle. However, the pivot axis in a swingcheck valve is much farther from the disks center ofmass, and this increases the pendulum period andhence the time required for closure in services withflow reversal. In addition, the one-piece disk in thetilting-disk check valve avoids the necessity of inter-nal fasteners and locking devices, which are requiredto secure disks to pivot arms in most swing checkvalves. However, like swing check valves, tilting-diskcheck valves have hinge pins and bearings that aresubject to wear due to disk flutter if the valve is notfully open and/or there are flow disturbances or insta-bilities. Such wear may product eccentricity of thedisk and seat when the valve closes, leading to adegradation of seat tightness (particularly at low dif-ferential pressures). Applications involving severely
unstable flow or prolonged service without preventivemaintenance can lead to failures in which the diskseparates completely from the hinge pins and will notclose. Other sections of this guide address the flowconditions which may lead to problems as well asmaintenance recommendations.
Edward Elbow-Down Check andStop-Check ValvesElbow-down piston-lift check and stop-check valvesare similar to Flite-Flow valves except that the valveoutlet is in the form of an elbow to direct the flowdownward. These valves were designed specificallyfor applications in controlled-circulation powerplants, and they have special clearances and other
design features. Because of these special features, thesizing and pressure-drop calculation methods given
in the Flow Performance section of this catalog do notapply. However, special elbow-down valves can befurnished with conventional check valve design fea-tures for applications where this valve-body geometryis desirable.
Edward Combinations of Check andStop-Check ValvesAs noted in the Foreword to this section (1.2), no sin-gle type of check valve achieves ideal performancecharacteristics. The advantages and disadvantagesnoted in the Check Valve Applications Chart (section1.2.2) and other information in this catalog shouldassist in selection of the best valve size and type forany specific application. However, the selection of anysingle valve may require undesirable compromises.
Some system designers and users specify two checkvalves in series for critical applications, and this doesgive some insurance that at least one valve will closeeven if the other valve fails. However, if two identicalvalves are used, a system characteristic that is trou-blesome to one valve could produce problems withboth. In such cases, use of two valves does not assuredouble safety or double life. Sometimes it is worthconsidering the selection of two different types ofcheck valve, each with advantages to offset disadvan-tages of the other.
One specific check valve combination has been usedin applications of Edward valves to provide advan-tages that no single valve can offer. A tilting-diskcheck valve in series with a piston-lift check valveoffers minimum waterhammer and freedom fromsticking (from the tilting-disk) and good seat tight-ness (from the piston-lift check). The disadvantage is
added pressure drop and cost, but the pressure-droppenalty is minor if the Flite-Flow inclined-bonnet pis-ton-lift check valve is used. Even the cost penalty maybe offset if a stop-check valve is used, because it maybe able to take the place of a stop valve that would berequired otherwise for isolation.
-
8/7/2019 Edward Sect Pr Drop
13/64
Flow Control Division
Edward Valves
Edward Valves 1900 South Saunders Street, Raleigh, North Carolina 27603 1-800-225-6989 1-919-832-0525 Fax 1-919-831-3369 G13
1.2.2 Check Valve Applications Chart
TYPE ADVANTAGES DISADVANTAGES APPLICATIONS LIMITATIONS
Piston Lift Check
Ball Check
Tilting Disk Check
Stop-Check
Very low pressure drop in inclinedbonnet valves.
Relatively lowpressure drop in angle valves.
Larger valves incorporate anexternalequalizer.
Minimum chatter due to flowdisturbances.
Good seat tightness. Forged steel valves with spring
can be mounted in any orientation.
Wear on body seat and checkelement evenly distributed.
Long service life. Forged steel valves with spring
can be mounted in any orientation. Available with either integral or
threaded seat for hydraulic valve. Low cost.
Very low pressure drop. Straight through body design. Very fast closing.
Minimizes disk slamming andwaterhammerpressure surges.
Will not stick in dirty systems.
See Piston Lift Check above. Can be used for Stop valve
service. Stem can be lowered onto disk to
prevent chatter at low flow. Stem force can overcome
sticking.
Relatively high pressuredrop in 90 bonnet valves.
Subject to sticking invery dirty systems.
High pressure drop. Available only in small
sizes.
Not recommended forservice withrapidly fluctuating flow.
Seat tightness maydeteriorate at lowdifferential pressure.
See Piston Lift Checkvalve above.
Class 3004500service.
High temperature steamand water.
Refining, petrochemical,chemical, etc.
Oilfield production. Can be used in series with
Tilting Disk Check to pro-vide maximumline protection (advantages
of both types).
Class 600 and Series 1500service.
Water, steam, refining,petro-chemical, chemical, etc.
Service where scale andsediment exist.
Viscous fluids.
Class 6004500service.
High temperature steam
and water. Refining, petrochemical,
chemical, etc. Oilfield production. Can be used in series with
Piston Lift Check or Stop-Check to providemaximum line protection(advantages of both types).
See Piston Lift Checkabove.
Sizes 1/4 thru 24. For orientation limits see
VALVE INSTALLATIONGUIDELINES.
For flow limits seeFlow Performance sectionof this catalog.
Sizes 1/4 thru 2. For orientation limits see
VALVE INSTALLATIONGUIDELINES.
Not recommended forgas service at low flow rates.
For flow limits seeFlow Performance sectionof this catalog.
Sizes 2-1/2 thru 24. For orientation limits see
VALVE INSTALLATION
GUIDELINES. For flow limits see
Flow Performance sectionof this catalog.
See Piston Lift Checkabove.
-
8/7/2019 Edward Sect Pr Drop
14/64
Flow Control Division
Edward Valves
G14 Edward Valves 1900 South Saunders Street, Raleigh, North Carolina 27603 1-800-225-6989 1-919-832-0525 Fax 1-919-831-3369
1.3 Check and Stop-Check Valve Installation Guidelines
Unlike stop valves, which can be installed in anyposition with little or no effect on performance, mostcheck and stop-check valves have limitations as totheir installed orientation. Although the normalinstallation is in a horizontal or vertical line (depend-ing on valve type), check and stop-check valves canbe installed in other orientations. It should be noted,however, that valves installed in other than the normalpositions may exhibit a degradation of performance,service life and resistance to sticking, depending onthe flow conditions and cleanliness of the line fluid.For maximum reliability, it is recommended that pis-ton-lift check valves and stop-check valves beinstalled with flow axis horizontal (vertical inlet andhorizontal outlet for angle valves) with the bonnetabove the valve in a vertical plane. Following are
maximum out-of-position orientations that may beused for less critical applications and which shouldnever be exceeded.
All Edward forged-steel check and stop-checkvalves (except Univalve stop-check valves) are nor-mally furnished with spring-loaded disks and may beinstalled in any position. The spring-loaded diskenables positive closure regardless of valve position.However, installed positions in which dirt or scale canaccumulate in the valve neck should be avoided. Anexample of this would be an inclined-bonnet valveinstalled in a vertical pipeline with downward flow. Ifforged-steel valves are ordered without springs, thelimitations below should be observed.
Edward cast-steel Flite-Flow, forged-steel Uni-valve, and inclined-bonnet check and stop-checkvalves without springs, when installed in vertical or
near vertical lines, should be oriented such that thefluid flow is upward and the angle of incline of theline is not more than 5 past the vertical in the direc-tion of the bonnet. When installed in horizontal ornear horizontal lines, the valve bonnet should be upand the angle of incline of the line should be not morethan 5 below the horizontal. See Figure 1A. Also, theroll angle of the valve bonnet should not be more than20 from side to side for either vertical or horizontalinstallations. See Figures 1B and 1C. Consult yourEdward Valves representative concerning installationlimits of bolted-bonnet forged-steel check valveswithout springs.
Edward cast-steel and forge-steel 90-bonnet
check and stop-check valves without springs shouldbe installed with the bonnet up, and the angle ofincline of the line should not be more than 45 formthe horizontal. Also, the roll angle of the valve bonnetshould not be more than 45 from side to side. SeeFigures 2A and 2B.
Edward cast-steel and forged-steel angle check andstop-check valves without springs should be orientedsuch that the incoming flow is upward, and the angleof incline of the line should not be more than 45 ineither direction. See Figure 3A and 3B.
Edward tilting-disk check valves may be installedin horizontal lines and vertical lines and at any incline
angle in between. When the incline angle is not hori-zontal, flow should always be up. The roll angle of thevalve should not be more than 30 from side to side.See Figures 4A and 4B. Also, when installed in otherthan vertical lines, the bonnet should always be ori-ented up.
In each case described above, the limitations givenfor line inclination and bonnet roll angle should notbe combined.
It should be understood that the information given inthe section of this catalog entitled Flow Performanceis based on traditional horizontal orientations. Forother orientations, the pressure drop and flowrequired for full lift may be affected. In addition, seat
tightness, particularly at low differential pressures,may be adversely affected.
Orientation restrictions may also exist for power-actuated stop-check valves. Most linear valve actua-tors are designed to be mounted upright and nearlyvertical, although they can usually be modified formounting in any position. When selecting a stop-check valve and power actuator, be sure to specify themounting position desired if not vertical and upright.
Figure 290 Bonnet Piston Lift Check ValvesMaximum Valve Orientation Limits
Figure 145 Inclined Bonnet Piston Lift Check Valves
Maximum Check Valve Orientation Limits
Note:For piston lift check valves, any installation resulting in combined out of position orientation, such asa valve in an inclined line with a rollover angle as well, should limit the angle of the bonnet to the following:
45 from vertical for angle and 90bonnet valves. 50 from vertical for inclined bonnet valves.
-
8/7/2019 Edward Sect Pr Drop
15/64
Flow Control Division
Edward Valves
Edward Valves 1900 South Saunders Street, Raleigh, North Carolina 27603 1-800-225-6989 1-919-832-0525 Fax 1-919-831-3369 G15
Check valves, like other valve types, are generallytested for performance and flow capacity in long,straight-pipe runs. Flow coefficients obtained fromthese tests are then used to predict the flow rate orpressure drop that will be experienced in actual appli-cations. The ideal installation of a check valve in aplant would be in a long run of straight pipe so thatperformance would correspond to the test conditions.Since space limitations involved with many installa-tions preclude such ideal straight-pipe runs, theeffects of adjacent pipe fittings, control valves, pumpsand other flow disturbances must be considered.
Previously published data have indicated that flowdisturbances, particularly upstream disturbances,may significantly affect check valve performance. It
has been reported that valve flow capacity may besignificantly reduced as compared to that measuredin straight-pipe tests, and there have been strongsuggestions that such disturbances aggravate checkvalve flutter and vibration. Since these conditionscould degrade valve performance and contribute torapid wear and premature valve failure, they areimportant factors in evaluating check valve applica-tions. Figure 5 illustrates how upstream pipe fittingsmay alter the flow profile entering a check valve,crowding it to one side or the other. A similar dis-tortion occurs in a valve located near the dischargeof a centrifugal pump or blower, as shown in Figure6. Elbows in two planes cause a flow stream toswirl, which might produce unusual effects on a
check valve installed as shown in Figure 7.
Figure 3Angle Piston Lift Check Valves
Orientation Limits
Figure 4Tilting Disk Check Valves
Orientation Limits
1.3.1 Adjacent Flow Disturbances
Figure 5Pipe fittings near valves may produceinstability because of velocity profile distortion
Figure 6Non-uniform velocity profile at blower or pumpdischarge can affect stability.
Figure 7Elbows in two places cause swirl which can promote instability.
1.3 Check and Stop-Check Valve Installation Guidelines (cont.)
-
8/7/2019 Edward Sect Pr Drop
16/64
Flow Control Division
Edward Valves
G16 Edward Valves 1900 South Saunders Street, Raleigh, North Carolina 27603 1-800-225-6989 1-919-832-0525 Fax 1-919-831-3369
1.3 Check and Stop-Check Valve Installation Guidelines (cont.)
Since there was no known way to predict the effectsof flow disturbances on check valves by mathematical
models, Edward conducted extensive testing of size2, 4, 8 and 10 check valves in straight-pipe runs andin piping with upstream flow disturbances. Figures 8and 9 illustrate typical flow-test setups.
In most tests, room temperature water was the flowmedium, but limited straight-pipe testing was per-formed with air. The valves tested included Edwardpiston-lift check (inclined-bonnet, angle and 90-bonnet), tilting-disk check valves and a size-4 swingcheck valve manufactured by another company. Thetests were designed to evaluate the effects of flow dis-turbances on (1) valve stability, particularly when par-tially open; (2) flow rate required to open the valvefully; and (3) the flow coefficient (CV) of the valve. Theflow disturbances evaluated included single and dou-ble (out of plane) 90 elbows in various orientationsimmediately upstream of the check valves. In addi-
tion, the effects of a throttled, upstream control valvewere simulated with an offset-disk butterfly valve (at
various throttle positions) mounted immediatelyupstream, as well as at five and eleven pipe diametersupstream, of the check valves.
With few exceptions, tests with 10 or more diametersof straight pipe upstream of check valves producedlittle cause for concern. In water flow tests, visualposition indicators usually showed only minor diskwobble or very small open-close flutter (e.g. lessthan 1 total rotation of a tilting disk), even at verylow flows and small valve openings. The only condi-tions that produced severe instability were thoseinvolving air flow at very low pressures (below 50 psior 3.4 bar) and valve openings less than 20%. Suchconditions produced significant cyclic motion, withdisks bouncing on and off the body seats. In view orthe many uncertainties in applying laboratory testresults to service conditions, it is considered prudentto avoid operating conditions which produce checkvalve openings of less than 25%, even in idealstraight-pipe applications.
Highlights of the results of the Edward tests with flowdisturbances are given in Table A on page G17. Thetest program clearly showed that upstream flow dis-turbances do affect check valve performance, but theeffect is not always predictable. The magnitude of theeffect can vary, depending on the type and even thesize of the valve. In some cases, even the direction ofthe effect (improvement or degradation) varies fromvalve to valve. Nevertheless, some general observa-
tions on the results of these tests are:
Single and double upstream elbows produced lesssevere effects on check valve performance than hadbeen expected, and some valves displayed no dis-cernible effects. For example, Edward angle piston-lift check valves exhibited the same stability, lift andflow coefficients (CV) with upstream elbows as withstraight pipe. In tests of other types of valves,upstream elbows produced both beneficial andadverse effect to various degrees.
In each case where a check valve was tested with athrottled butterfly valve immediately upstream, therewere significant effects on performance. The effects
included increased disk flutter and reduced valveopening at a given flow, as compared to straight-pipeperformance. In some cases, full check valve openingcould not be achieved at any flow within the capabil-ities of the test loop.
Even where full opening was obtained, some valvescontinued to flutter on and off their stops. Theseeffects were worst when the butterfly valve was mostseverely throttled (smallest opening and highestpressure drop). In the worst cases, the butterfly valveexhibited audible cavitation, but it is not clear whetherthe adverse effects resulted from simple flow distor-
tion or the two-phase flow stream from the cavitatingbutterfly valve.
In similar tests with the butterfly valve moved 5diameters upstream of the check valve (but with sim-ilar throttling), the adverse performance effects weredecreased significantly but not eliminated. When thebutterfly valve was moved 11 diameters upstream ofthe check valve, normal check valve performancewas restored.
The results of these tests were enlightening, but theymust be combined with observations based on fieldexperience. For example, while upstream elbows pro-duced less severe effects than expected, there werestill adverse effects on some valves. It is difficult toextrapolate a laboratory test to years of service in aplant installation, but Edward se vice files include aninteresting and relevant incident. Two size-12 tilting-disk check valves in one plant had hinge-pin failuresover a time period of several months after 25 years ofservice. While this incident might best be cited as acase for more inspection and preventive mainte-nance, the details of the installation were investigat-ed. It was determined that the flow rates were in arange that should have assured full disk opening, butthe valves were installed close to upstream elbows.
Users of this catalog may wish to refer to EPRI ReportNo. NP 5479 (see the Sources for AdditionalInformation section of this catalog) for further data onthe performance of swing check valves in tests simi-lar to those conducted by Edward. The size-4 swing
check valve used in the Edward test program had astop positioned to restrict the disk-opening angle toabout 38. This valve opened fully at a relatively lowflow and exhibited reasonably stable performance.The tests sponsored by EPRI showed that other swingcheck valves (with less restrictive stops) exhibitedlarger amplitudes of flutter than were observed incomparable Edward tests.
Figure 9Size 10 Class 1500 Flite-Flow inclined bonnet pis-ton lift check valve with two upstream elbows. Testloop capacity permitted tests with line velocity over20 ft./sec. (6 m/sec.).
Figure 8Size 4 Class 600 90 bonnet piston lift check valvewith two upstream elbows (out of plane). Thisarrangement produces swirl as shown in Figure 7.
-
8/7/2019 Edward Sect Pr Drop
17/64
Flow Control Division
Edward Valves
Edward Valves 1900 South Saunders Street, Raleigh, North Carolina 27603 1-800-225-6989 1-919-832-0525 Fax 1-919-831-3369 G17
1.3 Check and Stop-Check Valve Installation Guidelines (cont.)
The following guidelines are based on Edward testsand field experience, combined with other published
information:
If possible, check valves near flow disturbancesshould be sized to be fully open, preferably by a goodmargin, even at the lowest sustained flow rate antici-pated for each application. The Flow Performance sec-tion of this catalog provides methods for sizing Edwardcheck valves for new installations or for evaluatingexisting applications. When flow-induced forces load avalve closure element firmly against a stop, it is lesslikely to flutter and suffer from rapid wear.
Full opening does not guarantee freedom from prob-lems if the margin is not sufficient to provide a firmload against the stop. Equalizers on Edward cast-steelpiston-lift check and stop-check valves enhance thismargin and provide good stop loading, but flow dis-turbances may cause other valve disks to bounce onand off their stops. This tapping phenomenon maycause faster wear than flutter about a partially openposition. For this reason, the minimum sustainedflow rate through a tilting-disk check valve near flowdisturbances should be about 20% greater than theflow rate required to just achieve full opening.
If it is not possible to assure full opening of a checkvalve at minimum flow conditions, at least 25%
opening should be assured. Valves operating at par-tial opening for significant periods of time should be
monitored regularly to determine if there is instability or wear.
In view of uncertainties associated with long-term effects of flow disturbances, it is recommend-ed that a minimum of 10 diameters of straight pipebe provided between the inlet of a check valve andany upstream flow disturbance (fittings, pumps,control valves, etc.), particularly if calculationsindicate that the check valve will not be fully openfor a substantial portion of the valve service life.There should be a minimum of 1 to 2 diameters ofpipe between the check valve and the nearest down-stream flow disturbance.
In the specific case of upstream elbows, reasonablysuccessful performance should be attainable with 5diameters of straight pipe between an upstream elbowand a check valve if the valve will not be partiallyopen for a significant portion of its service life. Testsdescribed in EPRI Report No. NP 5479 indicate thatelbows installed 5 diameters or more upstream had anegligible effect on swing check valves, and this isexpected to be true for other check valve types. Evenless straight pipe may be satisfactory, but such closespacing should be reserved for applications with verytight space constraints. More frequent inspection and
preventive maintenance should be planned for valvesin such installations.
In the specific case of throttled upstream controvalves, the minimum requirement of 10 upstreampipe diameters should be adhered to rigidly. Calculations indicating full valve opening based on straightpipe tests cannot be trusted to prevent problemsbecause severe flow disturbances may prevent fulopening. Even greater lengths of straight pipe shouldbe considered if the control valve operates with veryhigh pressure drop or significant cavitation.
Users with existing check valve installations that donot meet these guidelines should plan more frequeninspection and preventive maintenance for suchvalves. If a check valve is installed close to anupstream control valve that operates with a high pres-sure drop, considerations should be given to achange in piping or valve arrangements.
Table A - Effects of Upstream Flow Disturbances on Check Valve Performance
DOUBLE ELBOWS THROTTLED BUTTERFLY VALVEVALVE SINGLE ELBOW1 (OUT OF PLANE)SIZE & TYPE AT VALVE INLET AT VALVE INLET AT VALVE INLET 5 DIAM. UPSTREAM 11 DIAM. UPSTREAM
1Tests were conducted with single 90 elbows in the horizontal plane and in the vertical plane (with flow both from above and below).2One size-2 valve exhibited flutter at lower lifts; another was stable.
Size 2, Inclined-Bonnet Higher Lift for Same Flow; Higher Lift for Same Flow NA NA NAPiston-L ift Check Disk Flutter at Lower Lifts2
Size 4, Angle No Effect No Effect NA NA NAPiston-Lift Check
Size 4, 90-Bonnet Same, Lower or Higher Disk Flutter and Chatter:Piston-Lift Check Flow for Full Lift No Effect Failure to Achieve NA NA
Full Open
Size 4, Swing Check Smaller Opening for Same Smaller Opening for Same Larger Opening for Same NA NAFlow Flow Flow; Disk Flutter
Size 8, Angle No Effect NA NA NA NAPiston-Lift Check
Size 8, 90-Bonnet Disk Flutter at Partial Lift NA NA NA NAPiston-Lift Check
Size 10, Inclined-Bonnet Same or Lower Lift for Failure to Achieve Failure to AchievePiston-Lift Check Same Flow; Slight Disk No Effect Full Open; Full Open No Effect
Wobble Disk Flutter and Chatter
Same, Lower or Higher LiftSize 10, Tilting-Disk Check No Effect Minor Flutter for Same Flow; Minor Flutter No Effect
Disk Flutter and Chatter
-
8/7/2019 Edward Sect Pr Drop
18/64
Flow Control Division
Edward Valves
G18 Edward Valves 1900 South Saunders Street, Raleigh, North Carolina 27603 1-800-225-6989 1-919-832-0525 Fax 1-919-831-3369
1.3 Check and Stop-Check Valve Installation Guidelines (cont.)
In addition to the fundamentals of check valve selec-tion, sizing and installation, several other potentialsources of check valve problems should be consid-ered in applications engineering or, if necessary, insolving problems with existing installations:
Piping-System VibrationIn other sections of this guide, it has been noted thatcheck valve damage or performance problems mayresult from flow-induced flutter or vibration of theclosure element. Very similar damage may resultfrom piping-system vibration. Such vibration mayoriginate at pumps, cavitating control valves or otherequipment. Check and stop-check valves are suscep-tible to vibration damage, because the check elementis free floating when partially open, with only theforces due to fluid flow to balance the moving weight.Impact damage and internal wear may result if thevalve body vibrates while internal parts attempt toremain stationary. This condition may be avoided byadequately supporting the piping system near thecheck valve or by damping vibration at its source. Ofcourse, it is helpful to assure that the check elementopens fully, because flow forces at the disk-stop helpto inhibit relative motion.
Debris in Line FluidDebris in the flow stream can cause damage and per-formance problems in check and stop-check valves.Debris entrapped between the disk and seat may pre-
vent full closure and lead directly to seat leakage. Ifhard particles or chips are in the debris, they maydamage the seating surfaces and contribute to seatleakage even after they are flushed away. Debriscaught between the disk and the body bore of a pis-ton-lift check valve can cause the disk to jam and pre-vent full opening or closing. To insure best checkvalve performance and seat tightness, line fluidsshould be kept as clean as practical. As noted before,tilting-disk check valves are particularly resistant tosticking or jamming, but they are no more resistant toseat damage than other types.
Unsteady (Pulsating) FlowAn unsteady flow rate can lead to rapid check valve
damage, particularly if the minimum flow during acycle is not sufficient to hold the valve fully open. Thevalve may be damaged just because it does what acheck valve is designed to do open and close inresponse to changes in flow. As an example, a checkvalve installed too close to the outlet of a positive dis-placement pump may attempt to respond to the dis-charge of each cylinder. If the mean flow during acycle is low, the disk may bounce off the seat repeat-edly in a chattering action. If the mean flow is higher,the disk may bounce on and off the full-open stop.Such pulsating flows may be difficult to predict. Forexample, a steam leak past the seat of an upstreamstop valve may produce a percolating action in aline filled with condensate and cause a check valve tocycle. Such problems may only be discovered by pre-ventive maintenance inspections.
Vapor Pockets in Liquid PipingSystems
Unusual phenomena are sometimes observed in pip-ing systems containing hot water that partially vapor-izes downstream of a closed check valve. Vaporpockets at high points may collapse suddenly whenthe check valve opens (due to the start-up of a pump,for example). This collapse may be remote from thecheck valve and have no effect on the check valveperformance. However, if a vapor pocket exists in theupper part of a piston-lift check or stop-check valvebody (above the disk), the collapse may generateunbalanced forces in the direction of disk opening.
Since the vapor offers little fluid resistance, rapidacceleration of the disk toward the fully open posi-tion may occur. In extreme cases, the disk or bonnetstops may be damaged due to impact. Such thermo-dynamic quirks are difficult to anticipate whendesigning a piping system and are sometimes as dif-ficult to diagnose if they occur in an existing instal-lation. Changes in piping arrangements or operatingprocedures may be necessary if severe problemsoccur. It is possible that similar problems may occurduring low-pressure start-up operations in unventedliquid-piping systems.
1.3.2 Other Problem Sources
-
8/7/2019 Edward Sect Pr Drop
19/64
Flow Control Division
Edward Valves
Edward Valves 1900 South Saunders Street, Raleigh, North Carolina 27603 1-800-225-6989 1-919-832-0525 Fax 1-919-831-3369 G19
1.4 Check Valve Performance
Edward check valves are factory-tested with water inaccordance with MSS SP-61 (ManufacturersStandardization Society of the Valve and FittingsIndustry, Inc.) at an overseat pressure of 1.1 times thepressure ratings of the valve. While check valves areallowed leakage rates up to 40 ml/hr per unit of nom-inal valve size by MSS SP-61, Edward allows no morethan 5% of this leakage for cast-steel valves and novisible leakage for forged-steel valves. Tilting-diskand forged-steel check valves are then tested again ata reduced pressure with allowable leakage rates whichare less than the MSS SP-61 requirements.
Closed check valve closure elements (disk, ball,flapper, etc.) are acted on by a combination of forcesproduced by gravity, springs (where applicable) andreversed differential pressure. While gravity andspring forces help to position the closure elementinto the substantially closed position, metal-to-metal seating check valves typically rely on pressureforces to produce the seating loads necessary forgood seat tightness.
Some metal-seated check valves do not producegood seat tightness at low differential pressures, par-ticularly when the pressure increases from zero. Athreshold level of differential pressure is required toproduce uniform metal-to metal contact and restrictleakage to a reasonable rate. An even higher level isrequired to assure that a valve meets leakage-rate cri-
teria like those in MSS SP-61. Unfortunately, theselevels of differential pressure are difficult to predict;they vary with valve type, condition and orientation(and with cleanliness of line fluid).
Tests of new valves in horizontal lines show thatcast-steel inclined-bonnet and 90-bonnet piston-lift check and tilting-disk check valves seal off rea-sonably well at under 50 psi (3.4 bar) when differen-tial pressure increases from zero. Small forged-steelball and piston-lift check valves are less consistent,sometimes seating at less than 50 psi (3.4 bar) andsometimes requiring 250 psi (17 bar) or more. Thisseating action often occurs suddenly when thepressure forces shift the closure element into good
metal-to metal contact with the body seat, and leak-age generally continues to decrease as the pressureis increased. Once seated, most valves seal well ifpressure is reduced below the threshold required forinitial seating, but the seat tightness with reducingpressure is also difficult to predict.
Some of the Edward check valves described in thiscatalog have been manufactured with soft seats toprovide improved seat tightness at low differentialpressures. This design feature includes an elas-tomeric or plastic sealing member on the valve clo-sure element to supplement the basic metal-to-metal
seating function. Since the design and materialselection for these sealing members are very sensi-
tive to pressure, temperature and compatibility withthe line fluid, there are no standard, general-pur-pose, soft-seated valves. Consult Edward Valves forfurther information about specific applications.
Foreign material in the flow medium is a majorsource of leakage problems in many valves. Becauseof the limited seating forces in check valves, dirt hasa far greater effect on the tightness of these valvesthan other types. Attention to cleanliness of the fluidis necessary where good check valve seat tightnessis desired.
Incorrect sizing or misapplication of a check valvecan also lead to leakage problems. Chattering of the
closure element on its seat due to insufficient flow orpressure can cause damage to the seat or closureelement and result in leakage.
In applications where check valve leakage is a prob-lem, a stop-check valve may offer the solution. Stemload from a handwheel or actuator can provide thenecessary seating force independent of pressure. Ofcourse, the stem must be returned to the openposition to allow flow in the normal direction.Consult Edward Valves about applications that areusually sensitive to leakage.
A complete treatment of the subject of pressuresurge and waterhammer is beyond the scope of thiscatalog, but some discussion is provided so thatapplication engineers may appreciate the signifi-cance of the problem as it relates to check valves.
One part of the problem is that the terminology orjargon is not consistently used. For example,waterhammer or steam hammer is sometimesused to describe the implosion which occurs whenwater enters a hot, low pressure region and causesa steam void to collapse. This has occurred in sys-tems with a failed check valve, where the water cameback from a large reverse flow through the check
valve. However, the more common waterhammerproblem associated with check valves occurs as aresult of the check valve closing and suddenly ter-minating a significant reversed flow velocity. Thisproblem is generally associated with valves han-dling water or other liquids. A similar pressuresurge phenomenon may be encountered with steamor gas, but it is generally much less serious with acompressible flow medium.
Waterhammer is a pressure surge produced by thedeceleration of a liquid column, and it involvespressure waves that travel at close to the velocity of
sound through the fluid. It is commonly illustratedin texts by an example involving rapid closure or a
valve in a long pipe. For such a case, it can beshown that instantaneous closure of a valve in aroom-temperature water line will produce anincrease in pressure of about 50 psi (3.4 bar) abovethe steady-state pressure for every 1 ft/sec (0.30m/sec) decrease in water velocity. Even if the valvedoes not close instantaneously, the same pressureincrease would develop if the upstream pipe is longenough to prevent reflected pressure waves fromreaching the valve before it closes. The waves ofincreasing pressure that are generated by the clos-ing valve reflect from a constant-pressure reser-voir or vessel, if present in the system, and returnto the valve as inverted waves that decrease pres-sure. A solution to the textbook problem is to
slow down the valve closure so that the reflectedpressure waves attenuate the surge. However, thisis not necessarily the best approach in the case ofa check valve.
In a check valve, the fluid velocity is forward beforethe valve starts to close, but it reduces due to somesystem action (e.g., a pump is shut off). If the veloc-ity reverses before the valve closes, a waterhammersurge will be produced by a conventional checkvalve that is nearly proportional to the magnitude ofthe maximum reversed velocity. Figure 10 providescurves illustrating flow transients associated withdifferent types of systems and flow interruptions.The graphs illustrate velocity in the pipe, forwardand reverse, versus time on arbitrary scales. The fol-lowing discussions describe each of the curves:
Curve A illustrates flow coast-down in a simplecirculating loop, such as a cooling system, follow-ing switch-off of pump power. The momentum ofthe pump impeller and the fluid keeps the fluidgoing forward until it is decelerated and finallystopped by friction. There would be no need for acheck valve to prevent reverse flow in this system,but one might be included to permit pump mainte-nance without draining other equipment. In normaloperation of this system, the check valve could pro-duce no waterhammer.
Curve B illustrates an application with a pump
feeding a high-pressure system with a fairly largevolume. It might represent a boiler feed system of apump feeding a high reservoir. In this case, assum-ing similar momentum in the pump and fluid, for-ward flow continues for a while after the p