Durable and Nonflammable Crew Clothing Utilizing ...
15
44th International Conference on Environmental Systems ICES-2014-043 13-17 July 2014, Tucson, Arizona Durable and Nonflammable Crew Clothing Utilizing Phosphorus-based Fire-Retardant Materials Maksudul M. Alam, 1 Uma Sampathkumaran, 2 and Kisholoy Goswami 3 InnoSense LLC, 2531 West 237th Street, Suite 127, Torrance, CA 90505-8245 and Pradip K. Bhowmik 4 Department of Chemistry, University of Nevada, Las Vegas, 4505 Maryland Parkway, Las Vegas, NV 89154 Protecting astronauts and spacecraft from the great threat of heat and fire is essential for the success of space programs. The ability to provide astronauts with safe yet comfortable clothing that suits their individual preferences and improves their overall well-being in space would be a significant benefit to the National Aeronautics and Space Administration (NASA). Current inherently flame retardant (FR) fibers may meet NASA’s needs in terms of flame protection, but they do not offer the comfort, breathability, or ease of customization desirable in everyday clothing. Heavy, harsh, or unappealing colored fabrics can result in noncompliance, imperiling crew safety and mission success. To meet these needs for safety, comfort and personalization in clothing, InnoSense LLC (ISL) has developed and evaluated laundering durable fire-retardant white and dyed fabrics (FREFAB). FREFAB fabrics consist of commonly used breathable and comfortable polyester (PET) and spandex materials modified with nontoxic phosphorus-based FR treatments. We have established highly effective FR formulations and FR treatment processes for polyester fabrics and spandex materials demonstrating durable attachment of the FR materials via covalent bonding. The FR treated fabrics show minimum weight gain (≤3±0.15%) and their integrity remains unchanged. The FR treated fabrics demonstrate low char lengths (≤4±0.20 inches for polyesters and ≤5±0.25 inches for spandex), low mass loss ( ≤2 ±0.10%), and no afterflame (burn propagation), melting, or dripping after vertical flame tests in both 20% and 34% oxygen environments. Tests were conducted according to ASTM D6413 and NASA guidelines. FR treated fabrics also demonstrate effective performance and durability after 25 laundry cycles for the polyester fabrics, and 10 laundry cycles for spandex. The development of FREFAB has broad implications for apparel, protective clothing, tents, transportation gear, curtains, drapes, upholstery, bedding and carpets used by NASA, firefighters and industry. Nomenclature 1 H = Proton 13 C = Carbon 13 DI = Distilled water DSC = Differential scanning calorimetry EDA = Ethylene diamine ECLS = Environmental Control and Life Support (NASA) FR = Flame retardant FREFAB = Fire-retardant white and dyed fabrics 1 Deputy Director, R&D, InnoSense LLC, 2531 West 237th Street, Suite 127, Torrance, CA 90505. 2 Vice President, R&D, InnoSense LLC, 2531 West 237th Street, Suite 127, Torrance, CA 90505. 3 President and Chief Technology Officer, InnoSense LLC, 2531 West 237th Street, Suite 127, Torrance, CA 90505. 4 Professor, Department of Chemistry, University of Nevada, Las Vegas, 4505 Maryland Parkway, Las Vegas, NV 89154.
Transcript of Durable and Nonflammable Crew Clothing Utilizing ...

44th International Conference on Environmental Systems ICES-2014-043 13-17 July 2014, Tucson, Arizona
Durable and Nonflammable Crew Clothing Utilizing Phosphorus-based Fire-Retardant Materials
Maksudul M. Alam,1 Uma Sampathkumaran,2 and Kisholoy Goswami3
InnoSense LLC, 2531 West 237th Street, Suite 127, Torrance, CA 90505-8245
and
Pradip K. Bhowmik4
Department of Chemistry, University of Nevada, Las Vegas, 4505 Maryland Parkway, Las Vegas, NV 89154
Protecting astronauts and spacecraft from the great threat of heat and fire is essential for the success of space programs. The ability to provide astronauts with safe yet comfortable clothing that suits their individual preferences and improves their overall well-being in space would be a significant benefit to the National Aeronautics and Space Administration (NASA). Current inherently flame retardant (FR) fibers may meet NASA’s needs in terms of flame protection, but they do not offer the comfort, breathability, or ease of customization desirable in everyday clothing. Heavy, harsh, or unappealing colored fabrics can result in noncompliance, imperiling crew safety and mission success. To meet these needs for safety, comfort and personalization in clothing, InnoSense LLC (ISL) has developed and evaluated laundering durable fire-retardant white and dyed fabrics (FREFAB). FREFAB fabrics consist of commonly used breathable and comfortable polyester (PET) and spandex materials modified with nontoxic phosphorus-based FR treatments. We have established highly effective FR formulations and FR treatment processes for polyester fabrics and spandex materials demonstrating durable attachment of the FR materials via covalent bonding. The FR treated fabrics show minimum weight gain (≤3±0.15%) and their integrity remains unchanged. The FR treated fabrics demonstrate low char lengths (≤4±0.20 inches for polyesters and ≤5±0.25 inches for spandex), low mass loss (≤2 ±0.10%), and no afterflame (burn propagation), melting, or dripping after vertical flame tests in both 20% and 34% oxygen environments. Tests were conducted according to ASTM D6413 and NASA guidelines. FR treated fabrics also demonstrate effective performance and durability after 25 laundry cycles for the polyester fabrics, and 10 laundry cycles for spandex. The development of FREFAB has broad implications for apparel, protective clothing, tents, transportation gear, curtains, drapes, upholstery, bedding and carpets used by NASA, firefighters and industry.
Nomenclature 1H = Proton 13C = Carbon 13 DI = Distilled water DSC = Differential scanning calorimetry EDA = Ethylene diamine ECLS = Environmental Control and Life Support (NASA) FR = Flame retardant FREFAB = Fire-retardant white and dyed fabrics 1 Deputy Director, R&D, InnoSense LLC, 2531 West 237th Street, Suite 127, Torrance, CA 90505. 2 Vice President, R&D, InnoSense LLC, 2531 West 237th Street, Suite 127, Torrance, CA 90505. 3 President and Chief Technology Officer, InnoSense LLC, 2531 West 237th Street, Suite 127, Torrance, CA 90505. 4 Professor, Department of Chemistry, University of Nevada, Las Vegas, 4505 Maryland Parkway, Las Vegas, NV 89154.

2 International Conference on Environmental Systems
FTIR = Fourier transform infra-red g = Gram ISL = InnoSense LLC m-DAPPO = Bis-(3-aminophenyl)phenyl phosphine oxide N2 = Nitrogen gas NaOH = Sodium Hydroxide NMR = Nuclear magnetic resonance O2 = Oxygen PBI = Polybenzimidazole PET = Polyester SPDPC = Spirocyclic pentaerythritol biphosphorate diphosphoryl chloride TEPA = Tetraethylenepentamine UNLV = University of Nevada at Las Vegas
I. Introduction ASA’s vision for the future focuses on missions beyond the Earth’s orbit to Mars and throughout the solar system. This vision will require long-duration manned missions for which the availability of durable, easily
customizable, and nontoxic fire retardant (FR) clothing will be highly important. Protecting astronauts and spacecraft from heat and fire is essential for the success of these missions. Exploration vehicles and space habitats are isolated and confined, which can pose a serious danger to the crew in the event of a fire. Therefore, since its inception NASA has led the development of reliable high-temperature and fire-resistant materials. One of the triggers for NASA’s interests in fire-resistant materials was the loss of three astronauts in 1967 during a flash fire that occurred in the Apollo 1 command module.1
II. Requirements for NASA Crew Clothing
Investigation into the incident identified the need to restrict combustible content within the command module, including crew suits. Also, habitable areas within spacecraft are usually maintained under an enriched oxygen (O2) environment (34% O2 for Orion/Altair Lunar missions, 70% O2 in Skylab, and 100% O2 in Apollo), which makes the space highly flammable. This greatly underscores the need for strictly limiting flammable components onboard. Although there are effective, inherently FR fabrics available in the marketplace, they do not offer the desired breathability, comfort, safety, ease of customization, and wardrobe flexibility desired for long-duration missions. InnoSense LLC (ISL) has investigated the development of laundering durable fire-retardant white and dyed fabrics (FREFAB) to address these needs.
NASA’s Environmental Control and Life Support (ECLS) division is actively searching for new technologies to produce crew clothing meeting the following requirements:
• Durability: Crew clothing is currently disposed of after use, negating the need for FR treatment durability. Long-duration missions will require clothing to be laundered onboard spacecrafts and reused to minimize the total mass of clothing required for a single mission. As a result, future crew clothing must demonstrate effective FR properties over a number of laundering cycles.
• Comfort: To date, only the outer layers of crew clothing possess FR properties. This is due to the lack of breathability and comfort of fabrics treated with current FR technologies. A situation where astronauts opt not to wear uncomfortable FR coveralls must be avoided at all cost to guarantee their safety and the success of the mission. Consequently, the ability to provide the crew with a variety of FR-treated fabrics meeting everyday needs is very important.
• Ease of Customization: Maintaining astronaut morale during future long-duration missions will be essential. One way to achieve this is to give crewmembers the opportunity to choose among clothing of various colors, textures, and weights. This is especially relevant given the diversity of today’s astronaut community.
Although a number of FR materials and treatments are currently commercially available, none of these can meet all of the above-described needs. Inherently FR fibers such as polybenzimidazole (PBI), although very effective, cannot be easily customized to provide fabrics with different colors or comfort levels due to the intrinsic properties of the polymer chains. FR finishes suitable for cellulosic or blended fabrics, on the other hand, either do not offer the necessary durability, or contain components that could result in unacceptable release of toxic volatiles to the enclosed habitat during their use and upon exposure to fire.
N

3 International Conference on Environmental Systems
III. State of the Market and the Art
A. FRs in Textiles PBI fabrics, fibers, and blends with higher strength and durable materials such as Aramid and Twaron have also
been developed. Although they have great thermal, mechanical, and FR properties, PBI materials are susceptible to acids and alkali solutions. They are also highly colored and not easily customizable. Aramids, or aromatic polyamides, are another type of FR fiber. One of the most common aramid materials is DuPont’s Nomex. Other aramid-based materials include Twaron and Technora (both from Teijin Aramid). Aramids offer good resistance to abrasion and organic solvents, low flammability, and high heat resistance. On the other hand, these materials are sensitive to acids, salts, and UV light. They are also prone to static buildup and are difficult to dye.
Additives incorporated during fiber formation tend to degrade the fiber properties. Fabric post-treatment with FRs is a good option since it provides the freedom to treat fabrics of various polymers, weaves, colors, and textures. Natural fabrics like cotton and synthetic fabrics like PET can be chemically modified temporarily or permanently with FRs. These materials act through physical or chemical means to cool, form a protective layer, dilute the fuel, or chemically quench the combustion reaction.2
B. Phosphorus-Containing FRs
The main categories of FR materials contain minerals, halogen, phosphorus, nitrogen, and silicon. Mineral FRs, including metal hydroxides and other inorganic fillers, modify the thermal, physical, and/or mechanical properties of the base materials. Some mineral FRs also provide cooling through endothermic decomposition at high temperatures and release nonflammable gases including water vapor and CO2 that dilute the combustible gases. Halogenated FRs are being phased out of the market for environmental and safety reasons.
Brominated and chlorinated FRs have been among the most widely used FR materials over the past decade. These compounds, however, generate toxic and corrosive fumes including dioxins, dibenzofurans, hydrogen chloride, and dibenzo-p-dioxins during combustion, commonly causing fire-related death by asphyxiation. Environmental and health concerns regarding halogenated FRs have resulted in regulations restricting their use.3
Phosphorus-based chemicals are well known because they give off less toxic products.
These include a ban on some FRs such as penta- and octa-bromophenyl ether. Other FRs are under thorough scrutiny. There is a general consensus in the industry on the need for new halogen-free yet effective FRs.
1,2,4,5 Phosphorus-based FR materials with phosphine oxide moieties have major advantages, such as good flame-retardant properties, high thermal oxidative stability, and good adhesion to other compounds. After flame test (post-combustion), phosphorus-containing acids and carbonaceous char are formed. PxOy and PxNyOz may occur in the high-temperature residue. In addition, carbon dioxide (CO2) and volatile decomposition products containing phosphorus are released into the gas phase. CO2 could be the worst of these products due to its green-house/global warming effect. The mechanism of phosphorus-based FR materials is associated with the release of phosphoric acid, which catalyzes dehydration reactions within the material. Dehydration leads to the formation of a carbonaceous char that acts as a physical barrier to heat transfer and gas transport.3,6
Phosphorus-containing FR additives developed to date have many drawbacks. They can exhibit poor compatibility with the substrate, leaching, and reduction in mechanical properties. An example of a widely used additive is ammonium polyphosphate. Phosphorus-containing monomers have also been incorporated into polymer backbones to provide permanent protection. Unfortunately, this approach commonly results in labile materials due to hydrolyzable phosphate linkages.
In textiles, a carbonaceous char protects the fabric from fire, heat and O2. This, in turn, prevents further release of flammable organic gases from the fabrics.4 Utilizing this concept, ISL is developed FREFAB by modifying comfortable natural and synthetic fabrics with phosphorus-containing FR materials.
7
IV. FREFAB Mechanism and Principle
At least two phosphorus-containing comonomers are commercially available for the preparation of FR treated polyester (PET). Ukanol® (Schill & Seilacher) and Phosgard® (DuPont) introduce phosphorus moieties as tethered substituents or within the polymer backbone, respectively.3 Spirocyclic biphosphorate derivatives have also been used as FRs for a number of applications. For instance, polymers prepared from spirocyclic pentaerythritol biphosphorate diphosphoryl chloride (SPDPC) and glycerol have been used for the treatment of PET fabrics to impart flame retardancy and antidripping properties.4
FREFAB fabrics were developed and their performance optimized with phosphorus-based FR treatments. As illustrated in Fig. 1, FREFAB fabrics consist of ready-made fabrics such as polyester (PET) and spandex materials that are permanently modified with ISL’s FR materials. We demonstrated phosphorus-based FR treatments that

4 International Conference on Environmental Systems
provided the desired protection against flame in PET fabrics and spandex. Phosphorus-containing materials are among the most desirable FRs. These materials act by one or both of the following means: (1) Thermal decomposition produces phosphoric acid which catalyzes dehydration reactions in the underlying polymer, leading to polymer chain cross-linking. (2) Glassy char formation on the polymer surface protects it from further burning. The phosphorus-based materials developed by ISL in collaboration with Professor Pradip Bhowmik at University of Nevada at Las Vegas (UNLV) were applied by simply immersing fabric in liquid solutions containing the FR precursors. A hydrophobic triphenylphosphine oxide derivative provided adequate FR protection to PET fabrics when applied from an organic solution that also contained a PET swelling agent. Hydrophilic oligomeric organophosphate agents provided flame protection to cotton and cotton-PET-blend fabrics. The oligomeric organophosphate was applied from an aqueous solution containing a cellulosic binder and cross-linker. Both types of treatments resulted in fabrics that were soft to the touch and flexible. The FR protection provided by these systems is maintained after laundering due to (1) high hydrophobic interaction and penetration of FR material within PET fabrics, and (2) formation of a cross-linked FR network around the fabric fibers that is also covalently bound to the cellulosic chains. We demonstrated two types of FR treatments that noticeably showed superior FR performance and durability when compared to the other treatments investigated. The first treatment consists of triphenyl phosphine oxide derivative bis-(3-aminophenyl)phenyl phosphine oxide (m-DAPPO). The second treatment that demonstrated superior FR protection consisted of oligomeric organophosphate Exolit. Table 1 shows the chemical structures of m-DAPPO and Exolit. m-DAPPO was synthesized by a two-step method and its chemical structure was confirmed by standard characterization methods such as elemental analysis, proton (1H) and carbon 13 (13C) nuclear magnetic resonance (NMR), Fourier transform infrared spectroscopy (FTIR), and differential scanning calorimetry (DSC) analysis. Commercially available Exolit 560 was obtained from Clariant (Charlotte, NC).
Table 1. Chemical Structures, Sources, and Phosphorous Content of FR Treatment Additives. FR Material Chemical Structure Source P Content (%) m-DAPPO
bis(3-aminophenyl)phenyl
phosphine oxide
Synthesized 10%
Exolit 560 Phosphorus polyol
Clariant 16–18%
PO
NH2H2N
R O P O
R'
O
R O P
R'
O
O R OH
n
HO
Figure 1. Envisioned use of textiles protected by ISL's nonhalogenated flame-retardant (FR) treatments. Comfortable, breathable fabrics will be permanently modified with our phosphorus-based FRs to provide NASA with a wide assortment of crew clothing colors, weaves, and textures. The FR treatments provide durable protection against flame through the formation of a char layer.

5 International Conference on Environmental Systems
• We successfully synthesized and characterized a phosphine oxide containing flame resistant material bis(3-aminophenyl)phenyl phosphine oxide (m-DAPPO) with high yield (~90%) and high purity (~99%).
• We identified several commercially available flame resistant materials and down selected Exolit 560 as an effective FR treatment material for polyester and spandex fabrics.
V. FREFAB Formulations, Performance, Compatibility on Dyed Fabrics and Durability
A. FR Formulations We developed highly effective FR
formulations using 1.0 M sodium hydroxide (NaOH) pretreatment followed by m-DAPPO or tetraethylenepentamine (TEPA) and Exolit treatment. NaOH pretreatment was used to create a carboxylic functional group on the fabrics. Formation of a carboxylic acid functional group on the fabric surface was confirmed by interaction with methylene blue. Figure 2 shows a schematic mechanism for colorimetric analysis of carboxylic acid surface functionalization of polyester fabrics by NaOH treatment. The color of the sample was compared to the color of an untreated polyester fabric which was also treated with methylene blue. These samples, shown in Fig. 3, confirm that the staining protocol provides a clear visualization of surface carboxyl functionalization.
m-DAPPO or TEPA was used as a cross-linker and to create amine functional group on the fabric surface via covalent bonding between the carboxylic group of the fabric and the amine group of m-DAPPO or TEPA. This was confirmed using an experiment in which an untreated
control fabric and a fabric treated with diamine (such as ethylene diamine, EDA) were both treated with acid red. As shown in Fig. 4, the fabric treated with diamine took on a darker red hue than the untreated fabric after the identical acid red treatment. Diamine produced amine groups on the surface of the fabric, which immobilized the acid red dye
and turned the fabric red. In contrast, the untreated fabric had no amine groups, so no acid red adhered to the fabric surface. Figure 5 shows a mechanism for dye-based analysis to determine the conjugation of cross-linker diamine to the polyester fabric surface. The acid red interaction permitted direct visualization of the surface amine content.
The fabric treatment procedure follows: Fabrics were pretreated with 1 M NaOH for 10 min, soaked in deionized (DI) water for 5 to 10
Figure 4. Untreated polyester fabric (left) and polyester fabric treated with ethylenediamine (EDA) for one hour (right), both stained with acid red. The dye adhered to the treated polyester fabric (right).
Figure 2. Mechanism for the colorimetric analysis of carboxylic acid surface functionalization induced by base treatment of polyester fabrics.
O
O
O
O
O
O
1 M NaOH
CO2- Na+
OH
CO2- Na+
OH
CO2- Na+
OH
CO2- Na+
OH
CO2- Na+
Methylene Blue
CO2- MethyleneBlue+
OH
CO2- MethyleneBlue+
OH
CO2- MethyleneBlue+
OH
CO2- MethyleneBlue+
OH
CO2- MethyleneBlue+
Polyester FabricColor: White
Functionalized Polyester FabricColor: White
Polyester FabricColor: Blue
Figure 3. Untreated polyester fabric (left) and polyester fabric treated with 1 M NaOH for one hour (right), both stained with methylene blue. The dye adhered to the treated polyester fabric (right).
Figure 5. A mechanism for the colorimetric analysis to establish conjugation of the amine cross-linker to the polyester fabric surface.
O
O
O
O
O
O
H2NCH2CH2NH2(EDA)
CO2 HNCH2CH2NH2
OH
CO2HNCH2CH2NH2
OH
CO2HNCH2CH2NH2
OH
CO2HNCH2CH2NH2
OH
CO2HNCH2CH2NH2
Acid Red (AR)
Polyester FabricColor: White
Diamine Conjugated Polyester FabricColor: White
Polyester FabricColor: Red
CO2 HNCH2CH2NH2-AR
OH
CO2HNCH2CH2NH2-AR
OH
CO2HNCH2CH2NH2-AR
OH
CO2HNCH2CH2NH2-AR
OH
CO2HNCH2CH2NH2-AR
6 International Conference on Environmental Systems
min, and then soaked in pure m-DAPPO or TEPA for 240 min. Next, the fabrics were heat pressed at 120 °C for 3 min and soaked in DI water to remove any unbound materials. The m-DAPPO or TEPA conjugated fabrics were then soaked in Exolit for 180 min and heat pressed at 180 °C for 3 min. Then the fabrics were rinsed in DI water for approximately 10 min and dried.
• We developed effective FR treatment formulations to apply a permanent and flexible thin-layer of FR materials to fabrics via covalent bonding.
• We developed a novel functionalization protocol for fabrics that permits surface conjugation to a variety of chemical groups.
• We implemented a dye-based system for evaluating fabric functionalization with a great sensitivity (~95%). • We demonstrated successful and durable conjugation of both m-DAPPO and Exolit 560 to fabrics using
diamine binders.
B. FREFAB Performance We rigorously investigated and evaluated the m-DAPPO or TEPA/Exolit treatment and performance using
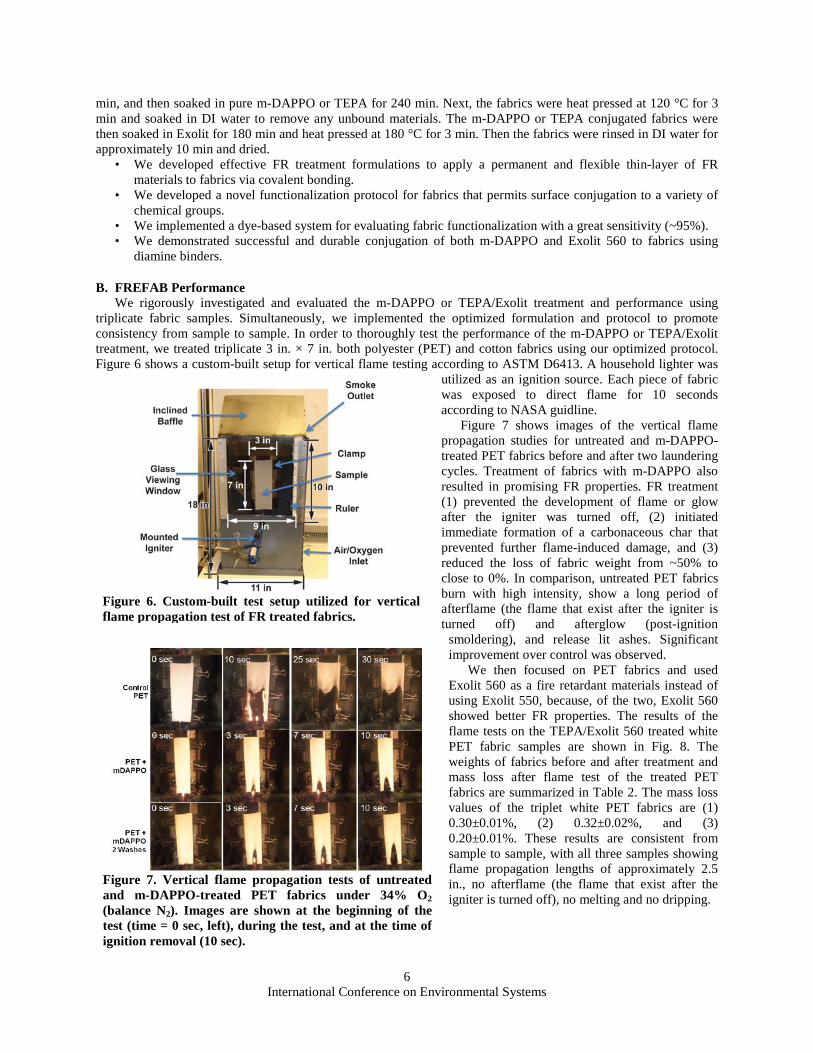
triplicate fabric samples. Simultaneously, we implemented the optimized formulation and protocol to promote consistency from sample to sample. In order to thoroughly test the performance of the m-DAPPO or TEPA/Exolit treatment, we treated triplicate 3 in. × 7 in. both polyester (PET) and cotton fabrics using our optimized protocol. Figure 6 shows a custom-built setup for vertical flame testing according to ASTM D6413. A household lighter was
utilized as an ignition source. Each piece of fabric was exposed to direct flame for 10 seconds according to NASA guidline.
Figure 7 shows images of the vertical flame propagation studies for untreated and m-DAPPO-treated PET fabrics before and after two laundering cycles. Treatment of fabrics with m-DAPPO also resulted in promising FR properties. FR treatment (1) prevented the development of flame or glow after the igniter was turned off, (2) initiated immediate formation of a carbonaceous char that prevented further flame-induced damage, and (3) reduced the loss of fabric weight from ~50% to close to 0%. In comparison, untreated PET fabrics burn with high intensity, show a long period of afterflame (the flame that exist after the igniter is turned off) and afterglow (post-ignition
smoldering), and release lit ashes. Significant improvement over control was observed.
We then focused on PET fabrics and used Exolit 560 as a fire retardant materials instead of using Exolit 550, because, of the two, Exolit 560 showed better FR properties. The results of the flame tests on the TEPA/Exolit 560 treated white PET fabric samples are shown in Fig. 8. The weights of fabrics before and after treatment and mass loss after flame test of the treated PET fabrics are summarized in Table 2. The mass loss values of the triplet white PET fabrics are (1) 0.30±0.01%, (2) 0.32±0.02%, and (3) 0.20±0.01%. These results are consistent from sample to sample, with all three samples showing flame propagation lengths of approximately 2.5 in., no afterflame (the flame that exist after the igniter is turned off), no melting and no dripping.
Figure 7. Vertical flame propagation tests of untreated and m-DAPPO-treated PET fabrics under 34% O2 (balance N2). Images are shown at the beginning of the test (time = 0 sec, left), during the test, and at the time of ignition removal (10 sec).
Figure 6. Custom-built test setup utilized for vertical flame propagation test of FR treated fabrics.

7 International Conference on Environmental Systems
C. FREFAB Treatment Compatibility on Dyed PET Fabrics Due to NASA’s interest in applying FR treatments to colored fabrics, we evaluated the performance of the
TEPA/Exolit 560 system on red and blue PET fabrics. Pre-dyed polyester fabrics were purchased from Testfabrics, Inc. (West Pittston, PA). For these fabrics, we followed the treatment protocol used for the white polyester fabrics. The dyed fabric was produced in a manner identical to the white fabric; the weave, density, and material were all the same. To test the performance, we performed the vertical flame tests on the FR treated red and blue fabrics.
Figure 9 shows the flame test results for the FR treated red PET fabric samples. Initial after-treatment and after-
flame test weights and the mass loss values are also summarized in Table 2. The mass loss values for the FR treated red PET fabrics are less than 0.40±0.02%. The flame propagation length for all three samples was approximately 3 in. None of the samples exhibited any afterflame or dripping. The flame test performance of the fabrics was comparable to the FR treated white fabrics.
Table 2. Mass Loss of TEPA/Exolit 560 Treated White, Red and Blue PET Fabrics
Sample Starting Weight (g)
Weight Before Flame
Test (g)
Mass uptake In FR
Treatment (%)
Weight After Flame Test
(g) Mass Loss
(%)
White PET
1 2.4840±0.12 2.5512±0.13 2.70±0.14 2.5436±0.13 0.30±0.015
2 2.5399±0.13 2.6050±0.13 2.56±0.13 2.5967±0.13 0.32±0.016
3 2.5443±0.13 2.6033±0.13 2.32±0.12 2.5981±0.13 0.20±0.010
Red PET
1 3.1665±0.16 3.2397±0.16 2.31±0.12 3.2266±0.16 0.40±0.020
2 3.1712±0.16 3.2341±0.16 1.98±0.10 3.2252±0.16 0.28±0.014
3 3.1726±0.16 3.2401±0.16 2.13±0.11 3.2292±0.16 0.34±0.017
Blue PET
1 3.0313±0.15 3.0901±0.15 1.94±0.10 3.0788±0.15 0.37±0.018
2 3.1107±0.15 3.1702±0.16 1.91±0.09 3.1587±0.16 0.36±0.018
3 3.0818±0.15 3.1323±0.15 1.64±0.08 3.1083±0.15 0.77±0.038
Figure 9. Flame test results of triplicate red PET fabrics (one per row) treated using the optimized TEPA/Exolit 560 protocol. Each row represents time lapsed photos for each sample.
1 sec 5 sec 10 sec 11 sec
1 sec 5 sec 10 sec 11 sec
1 sec 5 sec 10 sec 11 sec
Figure 8. Flame test results of triplicate white PET fabrics (one per row) treated with the optimized TEPA/Exolit 560 protocol. Each row represents time lapsed photos for each sample.
1 sec 5 sec 10 sec 11 sec
1 sec 5 sec 10 sec 11 sec
1 sec 5 sec 10 sec 11 sec

8 International Conference on Environmental Systems
Figure 10 shows the flame test results for the FR treated blue PET fabric samples. The weights and the mass loss values for blue PET fabrics are also summarized in Table 2. The mass loss values of (1) 0.37±0.02%, (2)
0.36±0.02%, and (3) 0.77±0.04% were observed for the blue PET fabrics. The flame propagation lengths for these fabrics were all approximately 3 in. This result is similar to the performance of the white and red fabrics. Two of the three samples in this batch showed mass losses of less than 0.40±0.02% (similar to the white and red fabrics). Although the average mass loss was slightly higher than both white and red fabrics, these flame test results reveal that TEPA/Exolit FR treatment is equally effective on red and blue colored PET fabrics.
D. Laundering Durability Tests of FREFAB Treated PET Fabrics
Following NASA’s guidelines, we evaluated the laundry wash cycle durability and performance of the TEPA/Exolit 560 treated PET fabrics. Soap wash experiments were conducted following a wash cycle protocol using Seventh Generation Natural 2X Concentrated Laundry Detergent (Free & Clear, which is free of dyes and fragrances). After the entire FR treatment was completed, fabrics were washed with Seventh
Generation Laundry Detergent one (1), five (5), ten (10), fifteen (15), twenty (20) or twenty-five (25) times. Each set of washes was done with triplicate samples. The wash protocol follows:
1. Prepare a solution of 391 µL Seventh Generation Laundry Detergent in 1 L of DI water for every three fabrics.
2. Dip fabrics in soap bath and stir vigorously for 1 minute.
3. Let the fabrics sit in the bath for 2 min.
4. Repeat steps 2 and 3 two more times using the same soap bath.
5. Remove the fabrics from the soap bath and soak them in DI water.
6. Stir the water bath for 1 minute.
7. Let the fabrics soak in the water bath for 2 min.
8. Repeat steps 6 and 7 two more times using fresh water for each cycle. White PET Fabrics. Samples of the white PET fabric (dimensions: 3 in. × 7 in.; weight: ~2.5 g) were treated
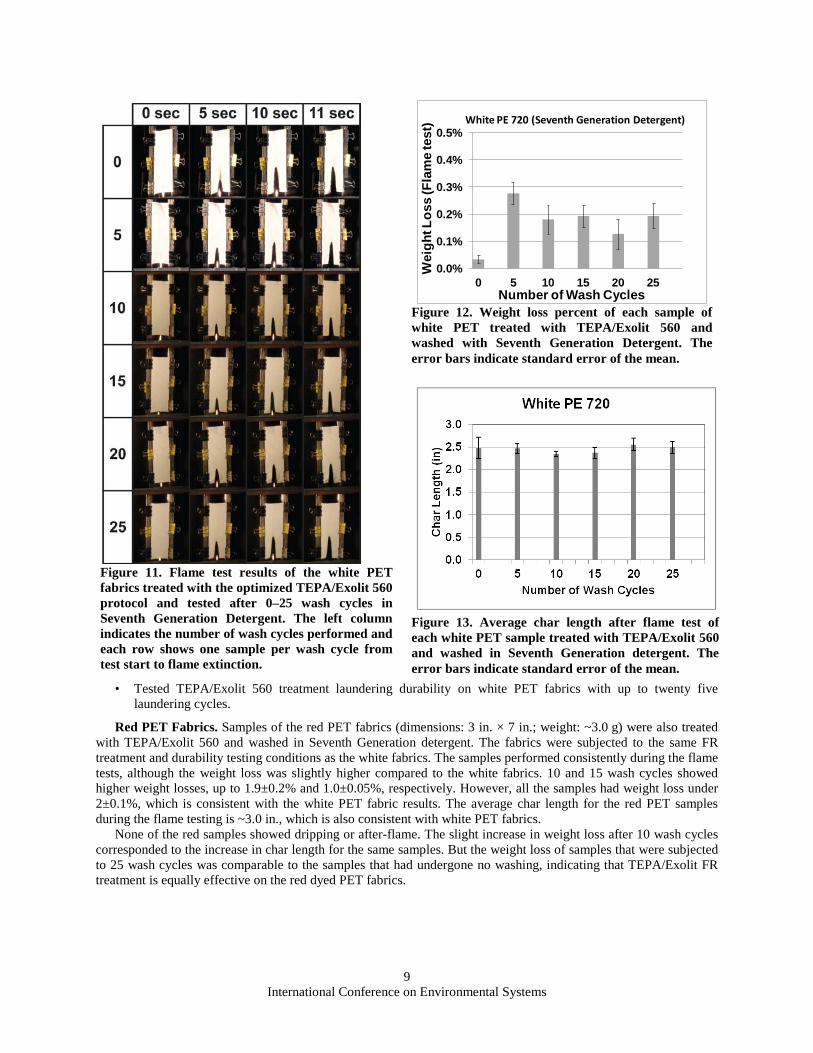
with TEPA/Exolit 560 FR treatment. They were then washed following the protocol listed above. Triplicate samples from the predetermined wash cycles (5, 10, 15, 20 or 25) were subsequently flame tested. An FR treated PET sample without wash cycles was tested for comparison. All the samples were consistent. When flame tested, we observed approximately 2–3 in. char length, no after-flame or dripping. Table 3 summarizes the weight loss results for all the samples.
Figure 11 shows one sample from each wash cycle under flame testing. Figure 12 summarizes the weight loss results for all the samples. The weight loss percent was within the same range for all the samples, and the char lengths were similar. No dripping, melting or after-flame were observed. Although there was a slight initial increase in the weight loss after 5 wash cycles compared to 0 wash cycles, there was no further increase after 10 wash cycles, and weight loss was consistently under 1±0.05%. Figure 13 shows the average char length during flame test of the white PET 720 fabrics. There was a slight increase in char length for the 15, 20 and 25 wash cycle samples, compared to 10 wash cycles. However the char lengths were all less than 3 in.
The consistent char length and weight loss results strongly indicate that after 25 wash cycles in Seventh Generation detergent, the Exolit 560 and TEPA molecules were still bonded to the white PET fabrics. This signifies that the TEPA/Exolit 560 treatment protocol developed at ISL is both effective and durable on white PET fabrics.
Figure 10. Flame test results of triplicate blue PET fabrics (one per row) treated using the optimized TEPA/Exolit 560 protocol. Each row represents time lapsed photos for each sample.
1 sec 5 sec 10 sec 11 sec
1 sec 5 sec 10 sec 11 sec
1 sec 5 sec 10 sec 11 sec
9 International Conference on Environmental Systems
• Tested TEPA/Exolit 560 treatment laundering durability on white PET fabrics with up to twenty five laundering cycles.
Red PET Fabrics. Samples of the red PET fabrics (dimensions: 3 in. × 7 in.; weight: ~3.0 g) were also treated with TEPA/Exolit 560 and washed in Seventh Generation detergent. The fabrics were subjected to the same FR treatment and durability testing conditions as the white fabrics. The samples performed consistently during the flame tests, although the weight loss was slightly higher compared to the white fabrics. 10 and 15 wash cycles showed higher weight losses, up to 1.9±0.2% and 1.0±0.05%, respectively. However, all the samples had weight loss under 2±0.1%, which is consistent with the white PET fabric results. The average char length for the red PET samples during the flame testing is ~3.0 in., which is also consistent with white PET fabrics.
None of the red samples showed dripping or after-flame. The slight increase in weight loss after 10 wash cycles corresponded to the increase in char length for the same samples. But the weight loss of samples that were subjected to 25 wash cycles was comparable to the samples that had undergone no washing, indicating that TEPA/Exolit FR treatment is equally effective on the red dyed PET fabrics.
Figure 11. Flame test results of the white PET fabrics treated with the optimized TEPA/Exolit 560 protocol and tested after 0–25 wash cycles in Seventh Generation Detergent. The left column indicates the number of wash cycles performed and each row shows one sample per wash cycle from test start to flame extinction.
Figure 12. Weight loss percent of each sample of white PET treated with TEPA/Exolit 560 and washed with Seventh Generation Detergent. The error bars indicate standard error of the mean.
0.0%
0.1%
0.2%
0.3%
0.4%
0.5%
0 5 10 15 20 25
Wei
ght L
oss
(Fla
me
test
)
Number of Wash Cycles
White PE 720 (Seventh Generation Detergent)
Figure 13. Average char length after flame test of each white PET sample treated with TEPA/Exolit 560 and washed in Seventh Generation detergent. The error bars indicate standard error of the mean.

10 International Conference on Environmental Systems
Blue PET Fabrics. Samples of the blue PET fabrics (dimensions: 3 in. × 7 in.; weight: ~3.0 g) were also treated with TEPA/Exolit 560 and washed in Seventh Generation detergent. The fabrics were tested with the same FR treatment and durability testing conditions as the white and red fabrics. The results of the flame test were consistent across all the samples, with weight loss below 1±0.05% except for one of the samples. After 20 wash cycles that sample had weight loss of 1.65±0.08%. None of the blue samples showed dripping or presence of an afterflame. The weight loss was very low after flame test, and was comparable to the white and red PET samples. The char lengths were less than 3 in. for all the samples. There was no noticeable increase in the weight loss or char length at higher wash cycles. This indicates that the TEPA/Exolit 560 FR treatment is also effective on the blue dyed PET fabrics and that the fabric was not significantly affected by wash cycles in Seventh Generation detergent.
Comparison of Durability and FR Performance of Treated PET Fabrics after Washing with Seventh Generation Detergent. All of the samples were treated with TEPA/Exolit 560, and tested after multiple wash cycles following a consistent protocol. Figure 14 summarizes the mass uptake of TEPA/Exolit 560 during treatment. The
white PET had an average mass uptake of approximately 4%, while the red PET had an average mass uptake of approximately 1.5%. The blue PET had a significantly higher mass uptake of approximately 13%. These differences in mass uptake indicate a difference in the chemical bonding of the fabrics to the TEPA and Exolit 560, most likely due to the presence of the different dyes. However, this difference did not appear to affect the results of the flame testing.
Figure 15 summarizes the weight loss due to the wash cycles in Seventh Generation detergent. The change in weight after every five wash cycles was noted for each of the white, red and blue PET samples. It is evident that the blue PET fabrics had a higher weight loss than red or white, which may have been due the presence of excess TEPA/Exolit 560. This also explains the high mass uptake
for the blue fabrics. The weight loss showed an increase with the increase in wash cycles, which may indicate a loss of FR properties; however, the flame test results were well within the desired range, with no dripping or after-flame.
Figure 14. Mass uptake from TEPA/Exolit 560 treatment of the white, red and blue PET fabrics. Each bar represents the average of 18 samples. The error bars indicate standard error of the mean in the measured samples.
Table 3. Flame Test, Weight Loss and Char Length of FR Treated White PET Fabrics After Different Wash Cycles in Seventh Generation Detergent

11 International Conference on Environmental Systems
The flame test performance of all the fabrics is summarized in Fig. 16. The dyed fabric performance was very similar to the white fabrics, although the weight loss was slightly higher for the blue and red dyed fabrics. During
the wash cycles in Seventh Generation Detergent, we observed that the blue fabrics had a higher weight loss than the red and white fabrics. However, after various wash cycles in Seventh Generation and flame tests it was noted that the blue fabric samples showed a comparable weight loss to the white fabrics, while the red fabrics had a higher weight loss, particularly after 10 wash cycles. The white fabric showed a slight increase in weight loss after 5 wash cycles compared to the fabric samples without wash cycles; however, it did not show any significant increase in weight loss when the wash cycles were increased. This indicates that the TEPA/Exolit 560 treatment was highly effective for the white PET, and may be slightly affected by the presence of the dye. However the weight loss is consistently below 2±0.1% for all the samples.
Overall, the weight loss and small char length after 25 wash cycles in Seventh Generation detergent confirms that the white, red and blue fabrics maintain FR performance even after 25 wash cycles. Because there were no afterflame or afterglow of the FR treated fabrics, only the flame exposed area of the fabrics were formed char. This indicates that the ISL FR treated fabrics can be washed in commercial detergents and reused without changing its flame-retardant properties. However the slight fading of the red and blue dyes indicates that the treatment may need to be further optimized for dyed fabrics.
• Tested TEPA/Exolit 560 treatment laundering durability on red and blue dyed PET fabrics with up to twenty five laundering cycles.
Effect of TEPA/Exolit 560 FR Treatment Protocol on Spandex. Spandex fabrics were treated following the same TEPA/Exolit 560 FR treatment protocol that was used for PET fabrics (see Section V(A): FR Formulations). By visual examination the spandex material’s appearance, integrity and elasticity seemed unaffected by the FR treatment method. The slight yellowing and wrinkling of the treated spandex is due to the texture of the heat press
equipment used for heat treatments. The spandex fabrics were examined under an optical microscope at 45x magnification to look for any fiber damage during the FR treatment or wash cycles. An untreated fabric, a FR treated fabric, and a FR treated fabric after 10 wash cycles were compared (Fig. 17). There was no visible difference between the fibers of the different samples, and no breakage was seen.
In order to thoroughly test the effectiveness of the treatment on the fabrics, we treated triplicate spandex fabrics (dimensions: 3 in. × 7 in.; weight: ~2.0 g) and
performed a flame test on unwashed samples. To test the durability of the treatment, sample materials were also subjected to washing using Seventh Generation detergent. Triplicate samples were tested for each of the predetermined wash cycles (1, 5 and 10); an unwashed sample was included for comparison. The spandex materials showed a ≤5.5±0.27% mass uptake after treatment in TEPA/Exolit 560. Up to 10 wash cycles were performed on the material after the FR treatment. The weight loss after washing is summarized in Table 4 and Fig. 18. The mass
Figure 17. Optical microscope images (45x magnification) of the Spandex materials before and after the TEPA/Exolit 560 treatment and after 10 wash cycles.
Figure 15. Weight loss due to the various wash cycles in Seventh Generation Detergent after TEPA/Exolit 560 treatment. Each bar represents the average of the weight loss measured for the triplicate samples.
Figure 16. Weight loss due to flame tests after TEPA/Exolit 560 treatment and wash cycles in Seventh Generation detergent. Each bar represents the average of the weight loss measured for the triplicate samples.

12 International Conference on Environmental Systems
uptake during treatment was between 3.5±0.17% and 5.5±0.27%, while the weight loss after wash cycles was 2±0.1%–4±0.2%. Weight loss increased slightly as the number of wash cycles increased.
Figure 19 shows the results of the flame test of one sample from each of the wash cycle batches; an untreated control sample is included for comparison. Table 5 summarizes the results of the spandex material performance. The untreated control suffered extensive dripping and afterflame that lasted for 38 seconds. The char length was 4.2±0.21 in. and the weight loss due to flame test was 16.26±0.81%. After the TEPA/Exolit 560 treatment, the samples showed a char length between 2.9–4.5 in., which was higher than the polyester fabrics, but much better than the untreated spandex. Although some dripping was seen in the FR treated samples, there was no afterflame. The weight loss after flame test was also higher than the polyester samples. One sample had weight loss of 4.3±0.21% after 5 wash cycles.
The average weight loss afterflame test and the average char length for the spandex materials is summarized in Figs. 20 and 21, respectively. The weight loss and char length increased with increasing wash cycles. There was no
Table 4. Spandex Fabric Weight Gain from FR Treatment and Weight Loss Resulting From Wash Cycles in Seventh Generation Detergent
Wash Cycles Sample
Initial Weight
(g)
Weight After FR Treatment
(g)
Weight After Wash Cycles
(g)
Mass Uptake In FR Treatment
(%)
Weight Loss (%) After
Wash Cycles
0 1 2.0735±0.10 2.1835±0.11 - 5.31±0.26 - 2 2.1045±0.10 2.2158±0.11 - 5.29±0.26 - 3 2.2550±0.11 2.5605±0.13 - 4.68±0.23 -
1 1 2.1220±0.11 2.2352±0.11 2.1794±0.11 5.33±0.27 2.50±0.13 2 2.1482±0.11 2.2487±0.11 2.1732±0.11 4.68±0.23 3.36±0.17 3 2.1422±0.11 2.2323±0.11 2.1731±0.11 4.21±0.21 2.65±0.13
5 1 2.1822±0.11 2.2733±0.11 2.2208±0.11 4.17±0.21 2.31±0.11 2 2.0610±0.10 2.1721±0.11 2.1014±0.10 5.39±0.27 3.25±0.11 3 2.1492±0.11 2.2352±0.11 2.1858±0.11 4.00±0.20 2.21±0.11
10 1 2.1640±0.11 2.2748±0.11 2.1890±0.11 5.12±0.26 3.77±0.19 2 2.1516±0.11 2.2524±0.11 2.1888±0.11 4.68±0.23 2.82±0.14 3 2.1533±0.11 2.2360±0.11 2.1688±0.11 3.84±0.19 3.01±0.15
Figure 18. Weight loss due to wash cycles of each sample of Spandex treated with TEPA/Exolit 560 and washed with Seventh Generation Detergent. The error bars indicate standard error of the mean.
0.0%
1.0%
2.0%
3.0%
4.0%
1 5 10
Wei
ght L
oss
(Was
h cy
cles
)
Number of Wash Cycles
Figure 19. Flame test results of the spandex fabrics treated with the TEPA/Exolit 560 protocol and subjected to various numbers of wash cycles in Seventh Generation detergent. The topmost row is the flame test of an untreated spandex fabric. For the remaining rows, the left column indicates the number of wash cycles each treated fabric sample was subjected to (0, 1, 5, or 10 wash cycles).

13 International Conference on Environmental Systems
increase in weight loss after one wash cycle. After five wash cycles, the weight loss showed an increase. For the char length, there was an increase after one wash cycle compared to the unwashed sample; however this did not increase further after ten wash cycles.
Overall, the lowered weight loss and char length after ten wash cycles in Seventh Generation detergent confirms
that the FR treatment protected the spandex material, compared to the untreated material. The small increase in the weight loss after ten wash cycles indicates that the FR treatment is durable on the spandex materials.
• Tested TEPA/Exolit 560 treatment laundering durability on spandex fabrics with up to ten laundering cycles. Vertical Flame Test Results of White PET Samples Tested by Milliken & Company. To begin evaluating
the commercialization potential of our FR treatment on polyester fabrics, samples were tested and evaluated by a third party, Milliken & Company. Nine samples of white PET (dimensions: 9 in. × 7 in.; weight: ~2.5 g) were treated with the TEPA/Exolit 560 protocol. These samples were then washed with Seventh Generation detergent (5, 10 and 15 wash cycles) using the wash protocol mentioned above. Nine samples were tested and evaluated by Milliken complying industry standard ASTM D6413 protocol, where an industrial standard igniter (propane-based
Table 5. Weight Loss and Char Length After Flame Test of the Spandex Fabrics
Wash Cycles Sample
Char Length (in)
Weight Before Flame Test (g)
Weight After Flame Test (g)
Flame Test Weight Loss (%)
Untreated Control 3.1±0.15 2.0802±0.10 1.7419±0.09 16.26±0.81
0 1 2.8±0.14 2.1835±0.11 2.1658±0.11 0.81±0.04 2 2.9±0.14 2.2158±0.11 2.2003±0.11 0.70±0.04 3 4.2±0.21 2.3605±0.12 2.3123±0.11 2.04±0.10
1 1 4.5±0.22 2.1794±0.11 2.1360±0.11 1.99±0.10 2 3.4±0.17 2.1732±0.11 2.1665±0.11 0.31±0.02 3 3.6±0.18 2.1731±0.11 2.1629±0.11 0.47±0.02
5 1 3.8±0.19 2.2208±0.11 2.1254±0.10 4.30±0.21 2 2.9±0.14 2.1014±0.10 2.0379±0.10 3.02±0.15 3 3.0±0.15 2.1858±0.11 2.1800±0.11 0.27±0.01
10 1 3.0±0.15 2.1890±0.11 2.1783±0.11 0.49±0.02 2 3.3±0.16 2.1888±0.11 2.1341±0.11 2.50±0.12 3 3.1±0.15 2.1688±0.11 2.1610±0.11 0.36±0.02
Figure 20. Average weight loss after flame test of spandex materials treated with TEPA/Exolit 560 and washed with Seventh Generation detergent. Each bar represents the average of triplicate samples, with error bars representing standard error of the mean.
Figure 21. Average char length after flame test of spandex materials treated with TEPA/Exolit 560 and washed with Seventh Generation detergent. Each bar indicates the average of the triplicate samples, with error bars representing standard error of the mean.

14 International Conference on Environmental Systems
flame source were used) which is different than that the ISL used. The results were very consistent across all samples. None of the samples showed dripping, and the experimentally observed char lengths were less than 5 in. for all flame tested samples, which satisfies the industrial standard (char length =5 in.). There was no noticeable trend with increasing wash cycles. From these results, it is apparent that the TEPA/Exolit 560 treatment developed for polyester fabrics is both effective and durable.
FR Performance and Laundering Durability of Scaled-up PET and Spandex Fabrics. We also tested and evaluated the performance and durability of 14 in. × 15 in. (weight: ~30 g) PET and Spandex fabrics treated with TEPA/Exolit 560 using the treatment and wash protocols described in earlier sections. Vertical flame tests were performed on all FR treated large fabric samples. The flame test results were consistent regardless of the number of wash cycles, indicating laundering durability of the treatment even on larger samples. There was no afterglow or dripping observed post-ignition in any of the samples.
E. Summary • The efficacy of the FR treatment on both unwashed and washed white, red and blue PET fabrics was tested
by performing vertical flame tests. No dripping, melting, afterflame and afterglow formation were observed. • The efficacy of the FR treatment on both unwashed and washed spandex fabrics was tested by performing
vertical flame tests. No dripping, melting, afterflame and afterglow formation were observed. • Performed TEPA/Exolit 560 FR treatments and up to 25 wash cycles laundering durability on large size
(14”×15”) white, red and blue PET fabrics. • Performed TEPA/Exolit 560 FR treatments and up to 10 wash cycles laundering durability on large size
(14”×15”) spandex fabrics. • The efficacy of the FR treatment on the large size (14”×15”) washed white, red and blue PET fabrics was by
performing vertical flame tests in both 20% and 34% oxygen environments. There was less than 1% weight loss and less than 3.5” char length observed during flame test of all samples. No dripping, melting, afterflame and afterglow formations during flame test were observed, indicating effective treatment of entire sample.
• The efficacy of the FR treatment on the large size (14”×15”) washed spandex fabrics was by performing vertical flame tests in both 20% and 34% oxygen environments. There was less than 1.2% weight loss and less than 3.8” char length observed during flame test of all samples. No dripping, melting, afterflame and afterglow formations during flame test were observed, indicating effective treatment of entire sample.
• Vertical flame tests of FR treated white PET samples after 0, 5, 10 and 15 wash cycles in Seventh Generation detergent were performed by Milliken & Company in their setup. Consistent char length and no afterglow and afterflame were observed. This char length was within the industrial standard of 5 inches.
VI. Conclusions We have developed phosphorus-based FREFAB formulations and FR treatment protocols to produce durable,
easily customizable, safe, comfortable, and nontoxic FR clothing to protect astronauts and provide for their overall well-being in space. FREFAB fabrics include polyester (polyethylene terephthalate, PET) and spandex that can meet the needs of NASA astronauts for long-duration missions beyond Earth orbit. Based on thorough performance evaluation, the optimized FR treatments have resulted in durable attachment of FR materials via covalent bonding with minimum weight gain (≤3 ±0.15%) and without changing the fabrics’ integrity. Highly effective and durable FR treatments were developed for white, red and blue polyester fabrics and spandex materials. We evaluated the performance of all FR treated fabrics performing vertical flame tests in both 20% oxygen and 34% enriched oxygen environments following ASTM D6413 method and NASA guidelines and instructions. The FR treated fabrics demonstrate low char lengths (≤4 ±0.20 in. for polyester fabrics and ≤5 ±0.25 in. for spandex fabric), low mass loss (≤2±0.10%) after flame test, and no melting, dripping (post-ignition) or afterflame (burn propagation). FR treatments remain effective after 25 laundry cycles for polyester fabrics and 10 laundry cycles for spandex. Scaled-up FR treatments for large-size polyester and spandex fabrics demonstrate similarly effective performance and laundering durability. The FR treated fabrics were also tested and evaluated by Milliken & Company to assess commercialization potential. FREFAB can potentially be incorporated into fabrics used in apparel, protective clothing, curtains, drapes, upholstery, bedding, carpets, tents, and transportation gear (seat and wall coverings, belts, etc.).
Acknowledgments This research was supported through the NASA SBIR program award NNX11CB44C. Dr. Tania Betancourt
(currently a faculty at Texas State University, San Marcos) is acknowledged for her initial contribution to this work.

15 International Conference on Environmental Systems
The authors are also thankful to both Ms. Evelyne Orndoff and Mr. John D. Cornwell of NASA (Johnson Space Center, 2101 NASA Parkway, Houston, TX 77058) for their guidance.
References
1. NASA Spinoff 2008. Polymer fabric protects firefighters, military, and civilians. Available from: www.sti.nasa.gov/tto/spinoff2008/ps_3.html.
2. Laoutid F., Bonnaud L., Alexandre M., and Lopez-Cuesta P., "New prospects in flame retardant polymer materials: from fundamentals to nanocomposites." Materials science and engineering: R: Reports. Vol. 63, 2008, 100-125.
3. Lecomte H. A. and Liggat J. J., "Commercial fire-retarded PET formulations - Relationship between thermal degradation behavior and fire-retardant action." Polymer Degradation and Stability. Vol. 93, 2008, 498-506.
4. Chen D.-Q., Wang Y.-Z., Hu X.-P., Wang D.-Y., Qu M.-H., and Yang B., "Flame-retardant and anti-dripping effects of a novel char-forming flame retardant for the treatment of poly(ethylene terephthanlate) fabrics." Polymer Degradation and Stability. Vol. 88, 2005, 349-356.
5. Wang J.-S., Zhao H.-B., Ge X.-G., Liu Y., Chen L., Wang D.-Y., and Wang Y.-Z., "Novel flame-retardant and antidripping branched polyesters prepared via phosphorus-containing ionic monomer as end-capping agent." Industrial & Engineering Chemistry Research. Vol. 49, 2010, 4190-4196.
6. Kandola B. K., "Flame retardancy design for textiles," in Fire retardancy of polymeric materials, Chapter 24, pp. 725, Wilkie CA and Morgan AB, Editors, CRC Press: Boca Raton, FL, 2010.
7. Knauss D. M., McGrath J. E. and Kashiwagi T. "Copolycarbonates and poly(arylates) derived from hydrolytically stable phosphine oxide comonomers." in American Chemical Society. Fire and Polymers II: Materials and Tests for Hazard Prevention. National Meeting, 208th. ACS Symposium Series 599. 1995. Washington, DC: American Chemical Society.













![NONFLAMMABLE LIQUIDS FORCRYOSTATS - NIST Pagenvlpubs.nist.gov/nistpubs/ScientificPapers/nbsscientificpaper520... · Kanolt] NonflammableLiquidsforCryostats The ofthe Theof istheof](https://static.fdocuments.us/doc/165x107/5aba2d137f8b9a297f8b5f74/nonflammable-liquids-forcryostats-nist-nonflammableliquidsforcryostats-the-ofthe.jpg)