Dubrovnik International ESEE Mining School DIM ESEE 2020
49
October 12 th – 16 th , 2020 IUC Dubrovnik, Croatia Dubrovnik International ESEE Mining School – DIM ESEE 20 20 Small mining sites – Innovation in exploitation and processing
Transcript of Dubrovnik International ESEE Mining School DIM ESEE 2020

October 12th – 16th, 2020IUC Dubrovnik, Croatia
Dubrovnik International ESEE Mining School – DIM ESEE 2020
Small mining sites – Innovation in exploitation and processing

Advanced blasting solutions for exploitation in small mining sites
Ass. Prof. Peter Shishkov | eng. Nadezhda Stoycheva PhD-student|University of Mining and Geology “St. Ivan Rilski”, Sofia, Bulgaria

Historical overview of rock fracturingBefore blasting - from primitive tools, pick and hammer to fire
➢ In pre-historical times, miners usedprimitive tools for digging.
➢ Mining shafts were dug out by hand orusing stone tools, making the entireprocess too long.
➢ During the ancient period, the pick andhammer were replaced with fire to carve tunnels and reach greater depthsat a faster rate.
➢ By burning of dry woods near the rockface, the stones were weakened andfractured.

I. Historical overview of explosivesBlack powder (BP)
▪ Roger Bacon published the formula of black powder around 1242.
▪ Berthold Schwartz invented the gun aroundthe end of 13th Century, which resulted infurther refinement of BP.
▪ Blasting with powder replaced “fire setting” for loosening rock around the beginning of the 17th Century.
▪ BP was first used for blasting in Hungary,where a small gold mine began anexperiment that changed mining forever.
▪ On Feb. 8, 1627, a new age started for themining industry: the Age of blasting.
In the late Middle Ages mining technology jumped forward again when miners started usingexplosives to break up large rocks.

I. Historical overview of explosivesBlack powder (BP)
▪ The crew of Oberbiberstollen of Schemnitz would tried alsoto attack the rock, not with fire and vinegar, but with blackpowder.
▪ It began by using a striking rod with a large hammer, forcinghorizontal holes into the face of the drift.
▪ Drilling a hole needed a crew of 5 men – one who would holdand turn the striker bar, three men with heavysledgehammers who would take turns striking the bar, andone man who was in time-out.
▪ Each hole was filled with small amounts (about 16 – 20 g)black powder.
▪ A reed-pipe with well stuffed black powder was placed intothe hole as a primitive delayer, and a wooden plug wasinserted into the end to keep everything tight.
▪ An explosion occurs around half minute after ignition of the end of the “reed-fuse”.
▪ Black powder is a deflagrating explosive, meaning it burnsrapidly but does not detonate and it does not produce a shockwave.
This was not an age of optimization of blasting. The focus was on completing the job and spreading thetechnology to other mines. The actual development, formulations and history are heavily debated today.

I. Historical overview of explosivesDetonating explosives
• The first detonating explosive has been developedin 1608, The name of this explosive was lost to history.
• In 1659, the first ammonium nitrate compoundwas produced by treating of NH4CO3 with HNO3.
• Fulminating silver was invented in 1786.
At that time, priming explosives were not heavilyutilized and considered too sensitive to be used in a practical manner.
• Ascanio Sobrero invented the nitroglycerin in 1847 experimenting to find a new medicine for angina.
• Two laboratory accidents
• Began to used in mining
• Immanuel Nobel (Alfred Nobel’s father), built a small factory in 1861 in Sweden
• Alfred lost his brother and a chemist during a largeplant explosion

I. Historical overview of explosivesDynamite
• Invented by accident, after spilling nitroglycerin and absorbing it with diatomaceous earth (kieselgur).
• The resulting solid after saturation of porous earthwith nitroglycerin, reduced the instability of "nitro“, but could be detonated by a blasting cap.
• Dynamite (from dynamis – meaning power). • Patented in 1867. In later years, sugar cane and
wood pulp replaced kieselgur in it’s formula. • Advantages:
- more powerful than black powder; - higher velocity of decomposition (detonation); - more effective in breaking rocks (not only moved
them, but broke them apart).• Shortcomings:
- would freeze; - sensibility to heat and mechanical impacts; - exudes toxic nitro fumes, that cause headaches; - ageing with migration of the nitroesters.
The dynamite was one of the greatest inventions for theexplosive industry and led to rapid advances in commercialblasting. Over 340 000 tons manufactured in 1955.

I. Overview of explosivesTrinitrotoluene (TNT)
• Invented in 1863;
• Used in production of dyes.
• Explosive properties discovered by, Carl Häussermann, in1891.
• TNT was valued partly because of its insensitivity to shockand friction, with reduced risk of accidental detonation
• It was additionally desensitized in amorphous form. To detonate, it must be triggered by a pressure wave from a starter explosive, called an “explosive booster”.
• TNT neither absorbs nor dissolves in water, which allowsit to be used effectively in moisturized environments
• TNT became the mostly used explosive material afterFirst World War.
• It was used until the end of 20th Century as sensitizer and fuel in various compositions and as individual explosive
• The relative effectiveness factor (RE factor) or TNT equivalent is a significant trace in the explosive science.
• TNT is toxic, pollutant and carcinogenic.
• After 1990 explosive manufacturers began to remove it from the receipts of commercial and military explosives.
❑ Advantages:
- enough powerful with higher velocity of detonation;
- water resistant and heavier than water;
- sustainable molecules.
❑ Shortcomings:
- poisonous, carcinogenic;
- low sensibility to commercial detonators;
- strongly negative oxygen balance, toxic carbon monoxide;
- ageing with thermal decomposition in open-air.

I. Overview of explosives through the yearsModern explosives - after nearly a century, dynamite was replaced by explosives that were even safer and
cheaper – ammonium nitrate-based explosives:
➢ Fine-grade and coarse-grade dry blends of AN and TNT(ammonites) were presented on the market after 1930s.
➢ Water-gel (slurry) explosives- in the 1950s Melvin Cook, tryed to add water to explosives to create a pumpable explosive product. - in same time, miners in Europe and USSR also realized, that when using rough-dispersion ammonites in wet boreholes, the blasting effect is better than in dry conditions; - manufacturers decided to put water in ammonites and to pack the mixtures;
- “gelatinized explosive suspensions” was developed to solve the “water problem” with ammonium nitrateproducts;
- in the beginning, market was not great; - use increased with development of equipment fordrilling large diameter holes;
- water gels was transformed later, by adding in first ANand then substituting TNT with a liquid explosive: monomethylamine nitrate;
- in the 1970s, research began to remove the highexplosive from water gels and emulsions were made;
❑ Slurry advantages: better economics impact, increased loading density, low sensitivity, waterresistance, no nitroesters.
❑ Slurry shortcomings: needs sensitizer, not forsmall blast-holes.

I. Overview of explosives through the yearsModern explosives
➢ ANFO (Ammonium Nitrate Fuel Oil) explosives
• Around 1950s, Bob Akre decided to experiment with developing a new type of explosive.
• Akre had seen major disasters caused by AN and he wanted to see if he could develop anexplosive from AN fertilizer.
• He tried to mix AN fertilizer with differentsubstances (molasses) in cement mixer andtake them to his coal pit.
• Later, Akre began adding fine coal. • Other mines started to request the new
products to them. • Segregation of the ingredients led to the
addition of waxes and/or oil as the fuel. • Dupont introduced NITRAMON in 1935 and
called his products “Blasting Agents”• ANFO replaced the dynamite in dry holes. • Over 998 million tons was manufactured in
1974.
❑ ANFO advantages: easier to load, cheaper, andsafer than dynamites.
❑ ANFO shortcomings: desensitized by water; booster needed.

I. Overview of explosives through the yearsModern explosives
The most popular commercial explosives after 2000 year are: ❑ ANFO, ❑ slurries, ❑ emulsion blasting agents, ❑ cap-sensitive emulsions ❑ heavy blends.
Their main preferences are: ✓ lower price, ✓ regulated energy output,✓ more environmental friendly ingredients, ✓ improved safety conditions for storage, transportation and
handling.
Changing of “the goals” in blasting techniques and technologies through the centuries, concerning evolution of characteristics of industrial explosives: ➢ rock breaking (with BP), ➢ crushing with powerful explosives (NG, dynamite), ➢ better fragmentation (with TNT, dry blends), ➢ safer blasting activities (with ANFO, water-gels), ➢ limitation of adverse effects (with slurry, emulsion, +Nonel), ➢ economy & blasting efficiency (bulk blasting agents + electronic timing) ...

II. Detonation and it’s impact over solid ambience
Types of explosive’s decomposition: ➢ thermal decomposition, ➢ combustion, ➢ deflagration, ➢ detonation
• Explosion is a general term for an acceleratedrelease of energy generating extreme temperatures, releasing of gases and expanding volume.
• Explosions may be: - supersonic as in the case with high explosives, - subsonic of low explosives (like BGP, fireworks or
SFX-pyrotechnics).
• Deflagration and detonation are two ways in that energy could be released suddenly.
• Deflagration - when the combustion processpropagates below subsonic speeds (slower than thespeed of sound).
• Detonation - when the explosion moves outward atsupersonic speeds (faster than the speed of sound).
The level of destruction of surrounding rock is inclose relation with the rate of energy releasing as a result of explosive’s decomposition.

II. Detonation and it’s impact over solid ambienceAbout deflagration
• Deflagrations are thermal processes that proceedradially outward in all directions through theavailable fuel away from the ignition source.
• As the volume of the reaction zone expands withevery passing moment, the larger surface areacontacts more fuel.
• The reaction starts small and gathers energy withtime.
• This process occurs at speeds depending largely onthe chemistry of the fuel.
• Times of development are on the order of thousandths of a second to a half-second or more.
• Maximum temperatures are on the order of 1000 -2000 oC.
The speeds of propagation are lower than the speed of the sound in the fuel. The speed of sound through a material is not constant, but dependent on the density of the material.
The higher its density, the higher the speed of sound will be through it.
• The pressures developed by deflagrating explosionsare dependent on the fuels involved, theirgeometry, and the strength (failure pressure) of a confining vessel.
• Pressures can range from 0,07 MPa to approximately 0,69 MPa for gasoline-air mixtures, and to several hundred MPa for propellants.

II. Detonation and it’s impact over solid ambienceDetonation as a phenomena
• Detonation is a kind of rapid and violentcombustion.
• Detonation involves a supersonic exothermicfront accelerating through a medium thatdrives a shock front propagating directly infront of it.
• Detonation can happen in solid and liquidexplosives as well as in reactive gases.
• Detonation takes place when the flame frontpropagates through a detonable mixture inthe form of a supersonic wave with respectto the unreacted medium.
• Detonation waves are shock waves whichare sustained by the energy of the chemicalreaction that is initiated by the shockcompression.

II. Detonation and it’s impact over solid ambience
Detonation as a phenomena
• High explosives are defined as materialsintended to function by detonantion.
• Since most explosives are roughly with samedensity, a reaction speed of 1000 m/s is setas the minimum speed that distinguishesdetonations from deflagrations.
• Detonation speeds are on the order of 1000 -10000 m/s, so times of development are onthe order of millionths of a second.
• Temperatures can be 3000 - 5000oC.
• Pressures can be from 70 MPa to 700 MPa.

II. Detonation and it’s impact over solid ambienceDetonation as a phenomena
• While a detonation is still chemically an oxidationreaction, it does not involve a combination withoxygen.
• It involves only special chemically unstablemolecules which, when energized, instatneouslysplits into their “free” atoms, that then recombineinto different chemical products, releasing verylarge amounts of heat.
• Due to the supersonic reaction speed, a shock wavedevelops in the explosive, that triggers thepropagating reaction.
• It should be noted that some materials can transitfrom deflagration to detonation depending on theirgeometry, starting temperature, and manner of initiation. (examples)

II. Detonation and it’s impact over solid ambienceVelocity of detonation (VOD)
VOD of an explosive depends on the following factors:
• Loading Density (Δ) A higher loading densityensures a larger quantity of the explosive per unitvolume, so that larger amount of evolved energycan sustain the detonation wave.
• Charge diameter At lower diameters, thepercentage loss of energy increases. Below a certaindiameter that we call as the “critical diameter” of the explosive, the percentage loss is so much thatthe unsupported/unsustained detonation wave diesout.
• Degree of confinement When the degree of confinement of an explosive increases, it increasesits VOD.
• Strength of initiation The higher the strength of initiation of an explosive charge (e.g., by using a powerful detonator), increases the VOD of theexplosive.
Conditions for detonation:
➢ Initiation energy – usually in form of heat or shock(examples – NG, blasting agents);
➢ Oxigen – most high explosives contained it in their molecules;
➢ Confinement and Pressure – heat, confinement, and pressure are needed to boost reaction kineticsand make fuel burn with a reaction front faster thansound.
VOD is the rate of propagation of a detonation in an explosive
Measurements of VOD are made by:
❑ “Dautriche method”❑ “Pin Oscillography Technique” ❑ “Streak Camera Techniques”

II. Detonation and it’s impact over solid ambienceExplosion influences on surrounding medium
The Role of Fragmentation in Mining - rock masses must generally be reduced into small discrete pieces to enable materials handling and processing.
Size reduction is usually accomplished:
➢ mechanically by ripping or scraping(if softness of the stone permits);
➢ by blasting using explosives
Higher VOD provides increased explosive characteristics and better fragmentation. It is important for the efficiency of blasting.

II. Detonation and it’s impact over solid ambienceExplosion’s influences on surrounding medium
The effects of detonations are very different from those of deflagrations.
Detonations tend to shatter, pulverize and splinter nearbymaterials with fragments propelled away at a very highspeeds.
✓ There is no time to move and relieve pressure so damagetends to be much more localized (seated) close to theexplosive charge (and its initiator) than a deflagration whosedamage is more generalized.
✓ That’s why identification of an ignition source andmechanism for a deflagration may be more difficult than fora detonation.
Deflagrations tend to push, shove, and heave, often with verylimited shattering and little production of secondary cracks (fragmentation).
✓ Building components may have time to move in responseto the rising pressure until venting.
✓ The maximum pressures developed by deflagrations areoften limited by the failure pressure of the surroundingmedium.
✓ Damage from a deflagration tends to be more severe awayfrom the ignition point, as the reaction energy grows with theexpanding flame front.

II. Detonation and it’s impact over solid ambienceExplosion’s influences on surrounding medium
The action of detonation in a solid ambience is significantly more complex than it’s action in air or water. When blasting in a solid environment, certain irreversible deformations occur in it. The reasons are different in the structure of the mediums and
their heterogeneity.
➢ As a result of the detonation, a very high pressure of the gaseous products is obtained. ➢ A shock wave (pressure wave) is generated in the rock as a result of the explosive gases act on the walls of the blast-hole. ➢ As a result of the shock wave, two types of stresses occur at each point in the space around the charge:
- compressive stresses in the radial direction, - tensile stresses in the tangential direction, parallel to the wave front.
➢ Tensile waves are also formed when the pressure wave reaches the free surface, where it is reflected and propagates back to the center of the explosion. ➢ Result of the detonation - zones of crushing, fragmentation, cracking and shocks (seismic vibes) are formed in the rock.

II. Detonation and it’s impact over solid ambienceExplosion’s influences on surrounding medium
1. Pressure waves create tensile stresses in a solid medium.
2. At a certain distance from the point of explosion, the tensile stress exceeds the tensile strength limit. This causes the building blocks to break off.
3. The process is repeated until the difference between the tensile and compressive stresses exceeds the tensile strength.
Mechanism of explosive destruction in solid materials

II. Detonation and it’s impact over solid ambience
OPTIMUM FRAGMENTATION – To increase explosive energy in blasting, or to rise expenses for mechanical size-reduction?
➢ Techniques for improvement of the fragmentation when specific charge is constant:
- using of proper stemming, - choosing correct primer position, - using double-primer placement, - making better blast design,- trying stress superposition by means of
electronic detonators …
➢ All these techniques can only change stress& energy distribution and reduce energy lossin detonation, so that more energy is used to break rock instead of wastage in other forms.
➢ An increase in drilling and blasting (D&B)energy can enlarge the efficiency of totalenergy in the whole size-reduction system.
➢ The specific surface created by blasting[cm2/g] linearly increases with raising of specific energy consumption [J/g], where “g”is the grams of the rock.
➢ To attain optimum fragmentation, it is oneof most important measures to increase thespecific charge in blasting.

II. Detonation and it’s impact over solid ambienceOPTIMUM FRAGMENTATION – To increase explosive energy in blasting, or to rise expenses for mechanical size-reduction?
➢ When the cost in D&B is increased by a certainamount, the energy and cost in crushing andgrinding might be largely reduced.
➢ When a very high specific charge is employed, wehave to make each blast successful. A successfulblast has to meet two basic conditions:
- the explosive in each blasthole is completelydetonated,
- detonator position, charge length, initiationplan, quantity of detonators in each borehole, delaytime, and so on are correct, regardless of the typesof detonators.
➢ But, just a successful blast is not an optimumblast yet. The optimum blast should consider stress-wave-superposition and energy efficiency!
➢ Another way to improve fragmentation, is to enlarge explosive energy by increasing the specificcharge.
➢ In normal production blasting, which has a specificcharge about 1,0 kg/m3, the fragments on thesurface of the muckpile are much larger than thoseon the surface of the muckpile from open cutblasting, which has a specific charge of around 3,0 kg/m3.
➢ The ore fragments from the open cut will consumemuch less energy in their crushing and grinding thanthe ones from the normal production blasting.
➢If open cut blasting is mostly successful in mines, itshould be practicable to use a much higher specificcharge such as 3,0 kg/m3 in mining productionblasting.

III. Chemistry and content of explosives of 21st Century
Types of explosives• Low Explosives - progress of the reaction
front through the explosive mixture is slowerthan the speed of sound (BP, propellants, …)
• High Explosives - reaction front is faster thanspeed of sound (TNT, dynamite, PETN, …)
• Blasting Agents are made by combinationsof chemicals, that are themselves notexplosive. When initiated properly, they act as high explosives.
Formulation of the explosives at all
➢ Combination of a Fuel and an Oxidizer
➢ Fuel that is prone (inclined) to fast reactionand usually produces large number of fumesand a high energy yield
➢ Oxidizer provides oxygen for fuel to burnwithout kinetic limitations of atmosphericexchange
➢ The composition can react (blast) in anaerobic conditions, or under waterBlasting agents are offering:
✓ significant advantages in transportation, storage and handling; ✓ storage requirements as non-explosives.
Most common example is ANFO – in 1930’s miners put it in cans and used as cheap substitution of dynamite. Late1940’s rediscovered it as a bulk explosive

III. Chemistry and content of explosives of 21st CenturyANFO explosives
❑ What is ANFO?Explosives type ANFO are based on ammonium nitrate, fuel oiland additions.
❑ Where to use ANFO? For open air and underground blasting works in the mines andquarries, where no methane gas, coal dust or water are presented.
❑ How to initiate ANFO? This blasting agent could be initiated by TNT booster with min. charge of 0,400 kg or another material of equivalent power, withany kind commercial detonator, or detonating cord attached.
❑ How to storage ANFO? ANFO is explosive type B. It have to be stored in dry, indoor stores by temperature from -35C to +35C, up to 3 months from the date of manufacturing.
ANFO is not waterproof or even resistant. ANFO can deflagrate if a significant amount of water has damagedthe charge. It could fail to detonate if water has damaged enough explosive in the hole. If the ANFO shoots“low order”, it shoots inefficiently and produces excess noxious gases - orange fumes!

III. Chemistry and content of explosives of 21st CenturyANFO - characteristics
➢ Bulk density ranges from 0,82 to 0,90 g/cm3
➢ Oxygen balanced: 94,4% AN / 5,6% Fuel➢ VOD increases with raising of the boreholediameter➢ critical diameter of poured ANFO is about 50– 60 mm. Under this it will not detonate.
Under fueling leads to:- greater sensitivity, - drastic loss of energy, - inefficient reaction during detonation, proved
by orange smoke (NOx fumes emission),
Over fueling leads to:- loss of energy, - grey smoke emission (increased concentration of
carbon monoxide)

III. Chemistry and content of explosives of 21st CenturyAbout emulsions in general
• An emulsion is a mixture of two or more liquids thatare normally immiscible (unmixable or unblendable) owing to liquid-liquid phase separation.
• In an emulsion, one liquid (the dispersed phase) is dispersed in the other (the continuous phase).
• Emulsions contain both a dispersed and a continuous phase, with the boundary between thephases called the "interface".
• Oil-in-water (o/w) emulsion - when the dispersedphase is an organic material and the continuousphase is water or an aqueous solution.
• Water-in-oil (w/o) emulsion - when the dispersedphase is water or an aqueous solution and thecontinuous phase is an organic liquid (an "oil").
• Multiple emulsions are also possible, including a "water-in-oil-in-water" emulsion and an "oil-in-water-in-oil" emulsion.
• The diameters of the droplets constitutingthe dispersed phase usually range fromapproximately 10 nm to 100 μm;
• The stability of a microemulsion is often easilycompromised by dilution, by heating, or bychanging pH levels.
• An appropriate "surface active agent" (or"surfactant") can increase the kinetic stability of anemulsion so that the size of the droplets does notchange significantly with time.

III. Chemistry and content of explosives of 21st CenturyEmulsion explosive (EE) formulation
▪ They are water solutions of oxidizers in an oilmedium.
▪ A mixture of two or more liquids in which one ispresent as droplets, of microscopic size, distributed throughout the other.
▪ Oil continuous “external” phase of about 5 to 9% (mineral oils, diesel fuels, recycled oils, vegetable oils).
▪ Aqueous salt discontinuous “internal” phase of about 91 to 95% (ammonium nitrate, calciumnitrate, sodium nitrate, perchlorates).
▪ Emulsion composition contains also additional ingredients - surfactant “emulsifier”, stabilizers, sensitizers, energetic compounds, modifiers.

III. Chemistry and content of explosives of 21st CenturyEmulsion explosive (EE) formulation
▪ Depending nature and quantity of the sensitizer, two types of EE are available on the worldwide market of industrial explosives:
- cap-sensitive packed or bulk EE for smaller diameters of the borehole,
- pumpable blasting agents for large diameter drillholes.
▪ Packed EE are ready sensitized during their manufacturing. Their detonation properties allows to be used as primers.
▪ Bulk emulsion matrix obtains no explosive characteristics until addition of the sensitzer just before loading in the blastholes. That means explosive manufacturing proceeds directly on the blasting field.

III. Chemistry and content of explosives of 21st CenturyBULK - EMULSION characteristics
▪ Typical density of a sensitized bulk emulsionruns about 1.25 g/cm3.
▪ Loaded in diameters between 25 and 305 mmVOD increases with borehole diameter.
▪ Sensitivity/density can vary with the addition of microballoons or chemical gassification.
▪ Can be dead pressed when sensitized withmicroballoons (crushing of balloons).
▪ Can be classified as Oxidizer of BlastingAgent, concerning transportation and storage legislation.
▪ That production technology requires specific equipment like small and flexible located mixing-and-loading devices, or Mobile Manufacturing Units (MMU).

III. Chemistry and content of explosives of 21st CenturyBulk explosive’s characteristics
Confined and unconfined VOD , having similar densities under ambient conditions
Effects of hydrostatic pressure on bulk slurries and emulsions
Effects of temperature on bulk slurries and emulsions in small diameter charges
VOD of bulk water-gel explosives and bulk EE is depending strongly from: loading density, diameter of the charge, confinement, hydrostatic pressure and temperature in the drill-holes.

III. Chemistry and content of explosives of 21st CenturyHeavy blend explosives
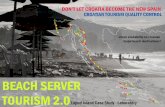
АNFО 25/75 30/70 40/60 50/50 Emulsion
АNFО
content, % 100 % 75 % 70 % 60 % 50 % 0 %
Emulsion
content, % 0 % 25 % 30 % 40 % 50 % 100 %
Bulk
density,
g/cc
0,85 1,13 1,18 1,28 1,32 1,25
❑ Advantages of heavy blends:- increased density of ANFO; - increased energy in the borehole; - provided water resistance to ANFO; - provided stable integrity of the column charge, removing the water from flooded blasthole; - provided longer “sleep times”; - drill cost saving potential; - more production meters per hole;- less shots per cut; - reducing the mining costs.
❑ Definition – heavy blends are combinations between ANFO and emulsions in different proportions.

III. Chemistry and content of explosives of 21st CenturyPresent time explosives
✓ Emulsions are using betteremulsifiers that increase shelf-lifeand decrease crystallization andenergy loss.
✓ New ammonium nitrate prillswere invented. So called “technicalgrade ammonium nitrate” increasethe energy of ANFO products andtheir ability to hold oil.
❑ Nowadays, great advancements are made in commercial explosives:
✓ Additionally, experimentation was
done to allow for better sensitization, better control and more energeticproducts.
✓ Also, new manufacturing methodsproduce less waste and reduceproduction costs.

IV. New generation initiation systems Look back to observe how miners of the past initiated blasts, as well as how initiation systems became safer
and more reliable.
➢ The “old method” involved filling either straw or a reed pipe with black powder to prepare theinitiation system.
➢ The straw initiator would be pushed in the holethrough the stemming zone until it came in contactwith the main charge with one tube in eachborehole.
➢ The miner would then light the tubes and run away faster to safety place.
➢ William Bickford invented the safety fuse in 1831.It gave blasters more flexibility in timing the blast.
➢ Miners would tie strands together and light multiplegroups of fuse at a time.
➢ A drastic reduction in misfires and blaster injuriesand fatalities.
The great feats of industrial explosive development, however, would be meaninglesswithout a safe, reliable method to detonate the explosives that break the rocks!

IV. New generation initiation systems Key developments in the initiation systems
➢ Nitroglycerine charges were initiated with safety fuse and a BP-igniter in wooden case.
➢ Alfred Nobel invented the blasting cap in 1863.
➢ This detonator was a metal container with a smallcharge of mercury fulminate inside.
➢ The safety fuse of various lenghts was crimped into the empty end of the cap.
➢ Benjamin Franklin invented the electric igniter in 1750.
➢ Henry Julius Smith patented the electric blastingcap in 1868 and electric blasting machine in 1878
Dynamite would not reliably detonate with just a safety fuse burning into it. Therefore, after dynamitewas introduced, a new system of initiation was required to detonate the mixture reliably.

IV. New generation initiation systems Key developments in the initiation systems
➢ The electric firing provided vast improvements in reliability, safety andtiming practices through the years. It was the dominant form of initiationaround the world until the 1970s.
➢ First delay caps were created by introducing a short piece of fusebetween ignition and priming charge.
➢ Classic blasting initiation system consists series of electric blasting caps. Black powder column functions as a delay.
➢ Later, vented caps reduced the erratic burning rate of delay caps.
➢ The next generation composition caps utilized new powerful, moreinsensitive explosives.
➢ Limited number of delay series was a drawback, which constrained the size of the blast-field, the total number of the blast-holes in a series, or the total explosive charge in a series.
➢ Significant problem of electric blasting caps is possibility for unexpected initiation from electromagnetic waves and electric discharges.
➢ The initiation alternative in such risky sites become detonating cordfilled with high explosive and set off by single cap.

IV. New generation initiation systems Key developments in the initiation systems
➢ Detonating Cord was invented as conductiontube with a TNT core (later replaced with PETN).
➢ It is a flexible linear charge of high explosive, which have the mission to transfer the initial pulse to the necessary points (charges) through the space.
➢ Detonating cord could provide to the charges priming pulse stronger than blasting cap.
➢ Actually the cap is not eliminated – it should trigger the entire blasting circuit!
➢ Main drawback is airblast as result of surfaceexplosion.
➢ The high speed reaction eliminates mostopportunities for controlled delays.
Mining industry and blasting engineers asked for new alternative, which can provide safety handling, more precise delays, better sustainability to electricity and other influences.

IV. New generation initiation systems Key developments in the initiation systems
➢ In the 1960s, Per Anders Person and hisgroup began looking into a new methodof initiation - the nonelectric system.
➢ It was inherently different than othersystems, utilizing hollow tubes that werefilled with small amounts of HMX andaluminum (typically at a load of 0,3g permeter), popular as shock tubes.
➢ This method would allow a small dustexplosion to travel through the tube andignite the delay element of the non-electric blasting cap.
➢ This system is the most widely used in theworld today and is typically called “nonel”.

IV. New generation initiation systems Key developments in the initiation systems
➢ Nonelectric delay caps are introduced in 1976. Nowadays, they are one of the most important tools for blasting efficiency achievement.
➢ They improved timing significantly! Opportunity to importdelay elements “surface connectors” into circuit, in combination with in-hole delays, allows unlimited design solutions for sequential activation of explosive charges.
➢ Skilful selection between surface and in-hole delays could make every single charge to work separately or in sequential collaboration with others, regarding site conditions and needs.
➢ The possibility for creative approach in blasting design is the long-desired key for optimal management of the explosive energy
➢ The principal of the initial pulse transfer is similar to detonating cord, but here, the act is slower and with improved safety.
➢ Limited explosive charge reduces noise and eliminates the air-blast.
➢ Blasting field could be initiated with a single cap, or byspecial priming device.

IV. New generation initiation systems Key developments in the initiation systems
➢ Electronic blasting caps, which utilize a micro-chip and typically a capacitor system to fire, was presented in 1980s.
➢ The communication between a computer andthe cap allows to ensure that wire is notdamaged and to pre-program delay times.
➢ They provide reducing the “cap scatter”associated with pyrotechnic delays andincreasing the flexibility of the blast timing to the new higher level.
➢ Significant advancements in the systems tookplace in both electric and nonelectric initiationof the electronic blasting cap.
➢ The main shortcomings are hardly acceptable high price and limited number of the electronic caps, connected to the system in one shot.
Electronic blasting systems are more and more employed around the world today

IV. New generation initiation systems Influence of the timing preciseness over improved effect of blasting and reduced seismic
❑ The goals of electronic blasting technology
✓ The seismic action of the explosion is reduced almost twice, due to the complete interference of the waves and the equalization of higher and lower blast-induced peaks;
✓ Better fragmentation of the material due to the full interaction of the individual charges, regarding variable acoustic properties of the ambience;
✓ Reduction of the relative consumptionof explosives due to the fuller use of energy, etc.

V. Limitation of compressive waves transition in the rocks outside of the blasting field
• Blasting operations cause several adverseenvironmental effects: ground vibrations;airblast; flyrock; generation of fines, fumesand dust.
• It is important to control all these effectswhile carrying out blasting operations,because more and more projects are beingsubjected to “public monitoring” or closure.
• Efficient blasting with reducedenvironmental effects requires:
- suitable planning and good blast design;- accurate drilling; - the correct choice of explosives, initiation
system and methods; - adequate supervision and considerable
attention to detail.
• Blast induced ground vibrations remained as subject for discussion in the last years.
➢ precise timing of the sequence for initiationof the charges, taking in account the rates for propagation of the sound waves in different rocks of current blasting area;
➢ application of multi-deck charges with inert stemming and in-hole delays;
➢ usage of pre-splitt blasting to separate the blastfield from the main massif with discontinuiting crack before initiation of the production blastholes;
➢ application of buffer holes with reduced charge between production holes and pre-splitt holes.
❑ Methods for control and limitation of the shock wave’s transfer outside the blastfieldthrough the rock massif:

V. Combined blasting & mechanical approaches, for limitation of compressive waves propagation during extraction of dimension stones
➢ Ornamental stone quarries in the developed countriesare using high explosives mainly to remove overburden.
➢ For the fine work of displacement the primary lamellaand the splitting operations for its cutting intocommercial-sized blocks, they rely mainly on combinedmethods and partly on low-speed explosive charges.
➢ Thus, the losses from the cracked outer layer of the rockmaterials with first-class decorative characteristics aredrastically reduced.
Bench blasting for overburden removal Overburden muckpile after blasting

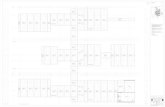
V. Combined blasting & mechanical approaches, for limitation of compressive waves propagation during extraction of dimension stones
Pre-splitting crack and displacement of the low quality limestone
Decoupled multi-deck chained charges
➢ The desired splitting with high-speed explosives isachieved through the optimal balance of the distancebetween the holes and the power of the explosive.
➢ The tensile strength of the rock is exceeded onlywhere there is an accumulation of shock waves, ie. alongthe line between the holes.
Effect of smooth blasting in waste rock

Technique for extraction of primary lamella with preliminary cuts against looses of high quality rock material
Step 1
•We have just 2 free faces
Step 2
•Preparation of connected /crossed/ drill holes
Step 3
•Diamond wire cutting of new planes
Step 4
•Drilling of vertical and horizontal blast-holes in 2 planes
Depending of the rock type and volume, blast-holes could be loaded with low explosives, decoupled garland charges, or just with detonating cord threads.

V. Combined blasting & mechanical approaches, for limitation of compressive waves propagation during extraction of dimension stones
➢ The application of combined methods, which include pre-contouring with mechanical cuts of the volume of wasterock, intended for explosive crushing and removal, is a successful way to protect the deposit from cracking duringblasting.
➢ The most effective method for limiting the propagation of a pressure wave in the massif is to break the rock medium bycreating a shielding surface for wave reflection. The waysfor intersection of the rock are: mechanical cutting withdiamond-wire cutters, cutting with chain-saw cutters, cutting with a series of overlapping perforations and bycautious pre-split blasting.
Mechanically pre-cutted blastfield
Effect of blasting after pre-contouring
Diamond wire pre-cutting before trench blastind

VI. Guidelines and expectations for development of commercial explosives and industrial systems for initiation
❑ About present Cutting Edge Technology:
➢ Non-electric and electronic blasting techniquesThese techniques permit the blaster to program a series of small explosions, thousandths of a secondapart, reducing the risk and increasing the control.
➢ Stable explosive gelsAlso known as bulk, packaged in "sausage" casingsor pumped into the boreholes, provide the blasterwith powerful precision tools.
➢ Computer-aided blast designTogether with “test-blast practices” have replacedthe “trial-and-error” method, providing a controlledenvironment. Any blast design is adicted to thedata. For the most reliable data, the designersdepend on a couple of high-tech tools…
❑ High-tech tools for blast-design:
➢ Boretrak system - support the driller who mayhave an idea what the borehole looks like inside, but with his senses alone, he can't be absolutelysure.
➢ Laser profiling - support the blaster’s decisionwhere to drill and how to load explosives, whensome rock faces are “not easy to read”.
Modern technology has turned what was once an Art and Craftman’s work into a Science. Drilling& Blasting are on the cutting edge.

VI. Guidelines and expectations for development of commercial explosives and industrial systems for initiation
➢ The future of explosive initiation will be filled withinnovations as engineers and scientists begin to unlock new levels of cap accuracy and flexibility.
➢ As new products are developed and innovationtakes place, expensive initiation technologies willbe reduced in pricing. This will lead to a widespreadadoption of the electronic initiation systems.
➢ In the distant future, innovations in initiationsystems will advance to full wireless initiation. So, they will allow autonomous drilling and loading of shots – with blasters controlling drill and load fleetsfrom their office spaces.
➢ This will improve site efficiency and the cost of mining, allow for mining of orebodies that are notcurrently accessible to human, and increase thesafety of operations.
➢ Initiation system innovations will likely be the mostimportant step for future autonomous blasting. Without simple-to-apply, wireless initiation systems, robotic loading systems would be extremelycomplicated.
While we can look back through history and see advancements made in the technology of commercial explosives, the future is also full of exciting new products.
Today, for example, “green“ energetic materials and nanoexplosives are being experimentedwith to develop more powerful and cleaner explosive products for mines.
The future is open in the Story of explosives, and it will be up to engineers of today andtomorrow, to pick up the torch and carry it to write the Next Chapter …