Drill Deep
12
REV: 10 05/15/06 Page 1 of 12 Print Date:08/27/2022 Drill Deep Worksheet Revision Date: Original Final Name and Title: Phone: RPN Supplier Team Lead: Severity Provide a complete member list with contact information on Contact List Worksheet Occurance GM SQE: Detection Supplier Duns: Supplier Name and Location: Supplier is Tier 1 to GM Issue Category: Issue Number: Failure Mode: cts of Failure Mode: use of Failure Mode: Point of Manufacture Tier 1 Drill Deep Corrective Action Verification Owner Due Date M1 Cause of Failure Mode Failure Mode M2 M3 M4 M5 Quality Assurance M-RC Q1 Failure Mode Q2 Q3 Q4 Q5 Quality Control Q-RC P1 Failure Mode P2 P3 P4 P5 Quality Planning P-RC A B C D E Why did the Manufacturing System not prevent this *********** *********** *********** * *********** *********** *********** * *********** *********** *********** * Why did the Quality System not Protect GM from this *********** *********** *********** * *********** *********** *********** * *********** *********** *********** * Why did the Planning System not Predict this *********** *********** *********** * *********** *********** *********** * *********** *********** *********** * What are the key findings based on this quality issue? *********** *********** *********** * *********** *********** *********** * *********** *********** *********** * Predict Planning System - informational content in all documentation Protect Quality System - Error Detection & Containment Prevent Manufacturing System - Error Proofing & Standardized Work PRR PRT CDP Other ,
-
Upload
diogo-andrade-fontenele -
Category
Documents
-
view
50 -
download
0
Transcript of Drill Deep

REV: 10 05/15/06 Page 1 of 9 Print Date:04/07/2023
Drill Deep Worksheet
Revision Date: Original FinalName and Title: Phone: RPN
Supplier Team Lead: SeverityProvide a complete member list with contact information on Contact List Worksheet Occurance
GM SQE: Detection
Supplier Duns: Supplier Name and Location:Supplier is Tier 1 to GM
Issue Category: Issue Number:
Failure Mode:
Effects of Failure Mode:
Cause of Failure Mode: Point of Manufacture Tier 1
Drill Deep Corrective Action Verification Owner Due Date
M1 Cause of Failure Mode
Failure ModeM2
M3
M4
M5
Quality AssuranceM-RC
Q1
Failure ModeQ2
Q3
Q4
Q5
Quality ControlQ-RC
P1
Failure ModeP2
P3
P4
P5
Quality PlanningP-RC
A
B
C
D
E
Why did the Manufacturing System not prevent this
******************************
****
******************************
****
******************************
****
Why did the Quality System not Protect GM from this
******************************
****
******************************
****
******************************
****
Why did the Planning System not Predict this
******************************
****
******************************
****
******************************
****
What are the key findings based on this quality issue?
******************************
****
******************************
****
******************************
****
PredictPlanning System -
informational contentin all documentation
ProtectQuality System -Error Detection &
Containment
PreventManufacturing System -
Error Proofing &Standardized Work
PRR PRTS CDP Other , Specify :
B5
Enter date as: MM/DD/YY and Revision Level
G6
Enter the RPN values.
B7
Enter the name, title and phone number of the lead supplier contact that completed the worksheet.
B9
Enter the name and phone number of the GM representative who reviewed and approved the worksheet if applicable.
B11
Enter Supplier's Duns Number.
E11
Enter Supplier's name and location (city, state, country if needed)
B14
Please check the appropriate box to the right. If "other" is selected, please specify
G14
Include PRR #, PRTS #, CDP # as applicable.
B17
Describe the nonconformance on the part. What is the deviation from the print specification ? The form has a link between the Failure Mode and the Prevent/ Protect/Predict cells. Example: End cap is not fully seated, wrong orientation of the tear seam in the airbag cushion, tube outer diameter undersize, bracket hole too large, used wrong material for washer, etc.
B19
Describe the problem the customer experienced i.e., viewpoint of the GM operator at Assembly Plant. Examples: Operator at Oshawa Assembly could not install O2 sensor on exhaust system, Operator found loose parts in Product XYZ fuel tanks, etc.
B21
Describe the technical root cause which created the above failure mode per the 5 phase or 8 D or Red X study. IF THE MANUFACTURING LOCATION IS A TIERED SUPPLIER ENTER N/A Example: Used wrong electrode at weld station, pin on socket spun out of position and cracked actuator, scanning system was intentionally circumvented in order to complete prototype build, positive stop were not adjusted properly, etc.
G21
Check the appropriate box to identify the manufacturing location where the cause of the failure mode originated.
E24
Enter each why below. Insert a row for each additional "why" if more than 5 are needed. As a sense check, read the Whys backwards to make sure that the analysis makes “sense”. Start with the Root Cause and read up the ladder stating "therfore" between each statement. The flow should make sense.
F24
Only add a corrective action next to each "Why" if applicable. Keep in mind that the last "Why" needs a corrective action with an owner and a completion date. Also, there can be more than one corrective action for a root cause and the corrective action should include some form of verification or "Check". Finally, make sure the corrective action is robust.
G24
Describe method and frequency of verification for each of your corrective actions. Example: Known bad parts, red rabects, varification parts. Each shift, each day, PM, etc.
H24
Insert owner for implementing each corrective action.
I24
Insert due date for implementing each corrective action. Format MM/DD/YY.
A25
Only complete for the supplier location that is the point of manufacture. For all others skip this section. Perform the 5 Why to the right. Specific to the Prevent Section, you should consider: 1) Standardized Work 2) Employee training 3) Layered Audits 4) Error proofing 5) Error proofing verification 6) Preventive maintenance
D25
The first question to ask, and answer, to begin the Prevent 5 Why, is the following: Why did the manufacturing system not prevent this failure mode? The answer is the Cause of the Failure Mode. Therefore M1 is the Cause of the Failure Mode as described above.
E25
Start by placing the "Cause of the Failure Mode" here. The form has a link between Cause of Failure Mode and this cell. IF THE MANUFACTURING LOCATION IS A TIERED SUPPLIER ENTER N/A
D29
Does not have to be 5 Whys - ask as many Whys as necessary. Add rows as needed.
D30
The last "why" should be the underlying Manufacturing System Root Cause. Add a corrective action, owner, and due date to the right.
A31
Perform the 5 Why to the right. The first question to ask and answer to begin the Protect 5 Why is the following: Why did the Quality System not protect GM from this failure mode? Here you need to consider: 1) Standardized Work for the inspector 2) Training for the inspector 3) Layered Audits 4) Control Plan robustness for this characteristic ( avoid time based inspections ) 5) Using the correct gage 6) Gage Capability ( R and R ) 7) Gage calibration requirements met
D35
Does not have to be 5 Whys - ask as many Whys as necessary. Add rows as needed
D36
The last "why" is the underlying Quality System Root Cause. Please add a corrective action, owner, and due date to the right.
A37
Perform the 5 Why to the right. The first question to ask and answer to begin the Predict 5 Why is the following: Why did the planning system not predict this failure mode? Consider the following: 1) Flow Diagran, 2) Failure Mode comprehended in FMEA, 3) All Causes of the Failure Mode 4) Correctness of the RPN number 5) Proper assessment of Severity 6) Proper assessment of Occurence 7) Proper assessment of Detection 8) Development of Control Plan 9) Development of Work Instructions.
D41
Does not have to be 5 Whys - ask as many Whys as necessary. Add rows as needed.
D42
The last "why" is the underlying Planning System Root Cause. Please add a corrective action, owner, and due date to the right.
A43
Are there any other key findings? Review the 5 Why analysis above to uncover any common “themes” and document them to the right. Key findings should be in addition to what was found above in the Drill Deep Analysis. Do not repeat root cuases found above. Remember you are trying to identify additional systemic weaknesses surrounding the cause of the failure mode in this section. A corrective action, owner, and due date needs to be added for each key finding.
D47
Add additional rows as needed.

REV: 10 05/15/06 Page 2 of 9 Print Date:04/07/2023
Drill Deep Worksheet
Revision Date: Original FinalName and Title: Phone: RPN
Supplier Team Lead: SeverityProvide a complete member list with contact information on Contact List Worksheet Occurance
GM SQE: Detection
Supplier Duns: Supplier Name and Location:Supplier is Tier 2 to GM
Issue Category: Issue Number:
Failure Mode:
Effects of Failure Mode:
Cause of Failure Mode: Point of Manufacture Tier 2
Drill Deep Corrective Action Verification Owner Due Date
M1 Cause of Failure Mode
Failure ModeM2
M3
M4
M5
Quality AssuranceM-RC
Q1
Failure ModeQ2
Q3
Q4
Q5
Quality ControlQ-RC
P1
Failure ModeP2
P3
P4
P5
Quality PlanningP-RC
A
B
C
D
E
Why did the Manufacturing System not prevent this
******************************
****
******************************
****
******************************
****
Why did the Quality System not Protect GM from this
******************************
****
******************************
****
******************************
****
Why did the Planning System not Predict this
******************************
****
******************************
****
******************************
****
What are the key findings based on this quality issue?
******************************
****
******************************
****
******************************
****
PredictPlanning System -
informational contentin all documentation
ProtectQuality System -Error Detection &
Containment
PreventManufacturing System -
Error Proofing &Standardized Work
PRR PRTS CDP Other , Specify :
B5
Enter date as: MM/DD/YY and Revision Level
G6
Enter the RPN values.
B7
Enter the name, title and phone number of the lead supplier contact that completed the worksheet.
B9
Enter the name and phone number of the GM representative who reviewed and approved the worksheet if applicable.
B11
Enter Supplier's Duns Number.
E11
Enter Supplier's name and location (city, state, country if needed)
B14
Please check the appropriate box to the right. If "other" is selected, please specify
G14
Include PRR #, PRTS #, CDP # as applicable.
B17
Describe the nonconformance on the part. What is the deviation from the print specification ? The form has a link between the Failure Mode and the Prevent/ Protect/Predict cells. Example: End cap is not fully seated, wrong orientation of the tear seam in the airbag cushion, tube outer diameter undersize, bracket hole too large, used wrong material for washer, etc.
B19
Describe the problem the customer experienced i.e., viewpoint of the GM operator at Assembly Plant. Examples: Operator at Oshawa Assembly could not install O2 sensor on exhaust system, Operator found loose parts in Product XYZ fuel tanks, etc.
B21
Describe the technical root cause which created the above failure mode per the 5 phase or 8 D or Red X study. IF THE MANUFACTURING LOCATION IS A TIERED SUPPLIER ENTER N/A Example: Used wrong electrode at weld station, pin on socket spun out of position and cracked actuator, scanning system was intentionally circumvented in order to complete prototype build, positive stop were not adjusted properly, etc.
G21
Check the appropriate box to identify the manufacturing location where the cause of the failure mode originated.
E24
Enter each why below. Insert a row for each additional "why" if more than 5 are needed. As a sense check, read the Whys backwards to make sure that the analysis makes “sense”. Start with the Root Cause and read up the ladder stating "therfore" between each statement. The flow should make sense.
F24
Only add a corrective action next to each "Why" if applicable. Keep in mind that the last "Why" needs a corrective action with an owner and a completion date. Also, there can be more than one corrective action for a root cause and the corrective action should include some form of verification or "Check". Finally, make sure the corrective action is robust.
G24
Describe method and frequency of verification for each of your corrective actions. Example: Known bad parts, red rabects, varification parts. Each shift, each day, PM, etc.
H24
Insert owner for implementing each corrective action.
I24
Insert due date for implementing each corrective action. Format MM/DD/YY.
A25
Only complete for the supplier location that is the point of manufacture. For all others skip this section. Perform the 5 Why to the right. Specific to the Prevent Section, you should consider: 1) Standardized Work 2) Employee training 3) Layered Audits 4) Error proofing 5) Error proofing verification 6) Preventive maintenance
D25
The first question to ask, and answer, to begin the Prevent 5 Why, is the following: Why did the manufacturing system not prevent this failure mode? The answer is the Cause of the Failure Mode. Therefore M1 is the Cause of the Failure Mode as described above.
E25
Start by placing the "Cause of the Failure Mode" here. The form has a link between Cause of Failure Mode and this cell. IF THE MANUFACTURING LOCATION IS A TIERED SUPPLIER ENTER N/A
D29
Does not have to be 5 Whys - ask as many Whys as necessary. Add rows as needed.
D30
The last "why" should be the underlying Manufacturing System Root Cause. Add a corrective action, owner, and due date to the right.
A31
Perform the 5 Why to the right. The first question to ask and answer to begin the Protect 5 Why is the following: Why did the Quality System not protect GM from this failure mode? Here you need to consider: 1) Standardized Work for the inspector 2) Training for the inspector 3) Layered Audits 4) Control Plan robustness for this characteristic ( avoid time based inspections ) 5) Using the correct gage 6) Gage Capability ( R and R ) 7) Gage calibration requirements met
D35
Does not have to be 5 Whys - ask as many Whys as necessary. Add rows as needed
D36
The last "why" is the underlying Quality System Root Cause. Please add a corrective action, owner, and due date to the right.
A37
Perform the 5 Why to the right. The first question to ask and answer to begin the Predict 5 Why is the following: Why did the planning system not predict this failure mode? Consider the following: 1) Flow Diagran, 2) Failure Mode comprehended in FMEA, 3) All Causes of the Failure Mode 4) Correctness of the RPN number 5) Proper assessment of Severity 6) Proper assessment of Occurence 7) Proper assessment of Detection 8) Development of Control Plan 9) Development of Work Instructions.
D41
Does not have to be 5 Whys - ask as many Whys as necessary. Add rows as needed.
D42
The last "why" is the underlying Planning System Root Cause. Please add a corrective action, owner, and due date to the right.
A43
Are there any other key findings? Review the 5 Why analysis above to uncover any common “themes” and document them to the right. Key findings should be in addition to what was found above in the Drill Deep Analysis. Do not repeat root cuases found above. Remember you are trying to identify additional systemic weaknesses surrounding the cause of the failure mode in this section. A corrective action, owner, and due date needs to be added for each key finding.
D47
Add additional rows as needed.

REV: 10 05/15/06 Page 3 of 9 Print Date:04/07/2023
Drill Deep Worksheet
Revision Date: Original FinalName and Title: Phone: RPN
Supplier Team Lead: SeverityProvide a complete member list with contact information on Contact List Worksheet Occurance
GM SQE: Detection
Supplier Duns: Supplier Name and Location:Supplier is Tier 3 to GM
Issue Category: Issue Number:
Failure Mode:
Effects of Failure Mode:
Cause of Failure Mode: Point of Manufacture Tier 3
Drill Deep Corrective Action Verification Owner Due Date
M1 Cause of Failure Mode
Failure ModeM2
M3
M4
M5
Quality AssuranceM-RC
Q1
Failure ModeQ2
Q3
Q4
Q5
Quality ControlQ-RC
P1
Failure ModeP2
P3
P4
P5
Quality PlanningP-RC
A
B
C
D
E
Why did the Manufacturing System not prevent this
******************************
****
******************************
****
******************************
****
Why did the Quality System not Protect GM from this
******************************
****
******************************
****
******************************
****
Why did the Planning System not Predict this
******************************
****
******************************
****
******************************
****
What are the key findings based on this quality issue?
******************************
****
******************************
****
******************************
****
PredictPlanning System -
informational contentin all documentation
ProtectQuality System -Error Detection &
Containment
PreventManufacturing System -
Error Proofing &Standardized Work
PRR PRTS CDP Other , Specify :
B5
Enter date as: MM/DD/YY and Revision Level
G6
Enter the RPN values.
B7
Enter the name, title and phone number of the lead supplier contact that completed the worksheet.
B9
Enter the name and phone number of the GM representative who reviewed and approved the worksheet if applicable.
B11
Enter Supplier's Duns Number.
E11
Enter Supplier's name and location (city, state, country if needed)
B14
Please check the appropriate box to the right. If "other" is selected, please specify
G14
Include PRR #, PRTS #, CDP # as applicable.
B17
Describe the nonconformance on the part. What is the deviation from the print specification ? The form has a link between the Failure Mode and the Prevent/ Protect/Predict cells. Example: End cap is not fully seated, wrong orientation of the tear seam in the airbag cushion, tube outer diameter undersize, bracket hole too large, used wrong material for washer, etc.
B19
Describe the problem the customer experienced i.e., viewpoint of the GM operator at Assembly Plant. Examples: Operator at Oshawa Assembly could not install O2 sensor on exhaust system, Operator found loose parts in Product XYZ fuel tanks, etc.
B21
Describe the technical root cause which created the above failure mode per the 5 phase or 8 D or Red X study. IF THE MANUFACTURING LOCATION IS A TIERED SUPPLIER ENTER N/A Example: Used wrong electrode at weld station, pin on socket spun out of position and cracked actuator, scanning system was intentionally circumvented in order to complete prototype build, positive stop were not adjusted properly, etc.
G21
Check the appropriate box to identify the manufacturing location where the cause of the failure mode originated.
E24
Enter each why below. Insert a row for each additional "why" if more than 5 are needed. As a sense check, read the Whys backwards to make sure that the analysis makes “sense”. Start with the Root Cause and read up the ladder stating "therfore" between each statement. The flow should make sense.
F24
Only add a corrective action next to each "Why" if applicable. Keep in mind that the last "Why" needs a corrective action with an owner and a completion date. Also, there can be more than one corrective action for a root cause and the corrective action should include some form of verification or "Check". Finally, make sure the corrective action is robust.
G24
Describe method and frequency of verification for each of your corrective actions. Example: Known bad parts, red rabects, varification parts. Each shift, each day, PM, etc.
H24
Insert owner for implementing each corrective action.
I24
Insert due date for implementing each corrective action. Format MM/DD/YY.
A25
Only complete for the supplier location that is the point of manufacture. For all others skip this section. Perform the 5 Why to the right. Specific to the Prevent Section, you should consider: 1) Standardized Work 2) Employee training 3) Layered Audits 4) Error proofing 5) Error proofing verification 6) Preventive maintenance
D25
The first question to ask, and answer, to begin the Prevent 5 Why, is the following: Why did the manufacturing system not prevent this failure mode? The answer is the Cause of the Failure Mode. Therefore M1 is the Cause of the Failure Mode as described above.
E25
Start by placing the "Cause of the Failure Mode" here. The form has a link between Cause of Failure Mode and this cell. IF THE MANUFACTURING LOCATION IS A TIERED SUPPLIER ENTER N/A
D29
Does not have to be 5 Whys - ask as many Whys as necessary. Add rows as needed.
D30
The last "why" should be the underlying Manufacturing System Root Cause. Add a corrective action, owner, and due date to the right.
A31
Perform the 5 Why to the right. The first question to ask and answer to begin the Protect 5 Why is the following: Why did the Quality System not protect GM from this failure mode? Here you need to consider: 1) Standardized Work for the inspector 2) Training for the inspector 3) Layered Audits 4) Control Plan robustness for this characteristic ( avoid time based inspections ) 5) Using the correct gage 6) Gage Capability ( R and R ) 7) Gage calibration requirements met
D35
Does not have to be 5 Whys - ask as many Whys as necessary. Add rows as needed
D36
The last "why" is the underlying Quality System Root Cause. Please add a corrective action, owner, and due date to the right.
A37
Perform the 5 Why to the right. The first question to ask and answer to begin the Predict 5 Why is the following: Why did the planning system not predict this failure mode? Consider the following: 1) Flow Diagran, 2) Failure Mode comprehended in FMEA, 3) All Causes of the Failure Mode 4) Correctness of the RPN number 5) Proper assessment of Severity 6) Proper assessment of Occurence 7) Proper assessment of Detection 8) Development of Control Plan 9) Development of Work Instructions.
D41
Does not have to be 5 Whys - ask as many Whys as necessary. Add rows as needed.
D42
The last "why" is the underlying Planning System Root Cause. Please add a corrective action, owner, and due date to the right.
A43
Are there any other key findings? Review the 5 Why analysis above to uncover any common “themes” and document them to the right. Key findings should be in addition to what was found above in the Drill Deep Analysis. Do not repeat root cuases found above. Remember you are trying to identify additional systemic weaknesses surrounding the cause of the failure mode in this section. A corrective action, owner, and due date needs to be added for each key finding.
D47
Add additional rows as needed.

Supplier Contact List
Supplier Name:Name Title Phone E-mail
Team Leader:Team Member:Team Member:Team Member:Team Member:Team Member:
Supplier Name:Team Leader:Team Member:Team Member:Team Member:Team Member:Team Member:
Supplier Name:Team Leader:Team Member:Team Member:Team Member:Team Member:Team Member:
Supplier Name:Team Leader:Team Member:Team Member:Team Member:Team Member:Team Member:
Tier 1 Supplier
Tier 2 Supplier
Tier 3 Supplier
Tier 4 Supplier

Tier 1Tier 2Tier 3Tier 4

REV: 10 05/15/06 Page 6 of 9 Print Date:04/07/2023
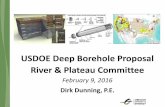
Formulário Drill Deep(escavação profunda)
Data da Revisão: 07/23/08 Original FinalNome e Título: Telefone: RPN 126 54
Lider do Time do Fornecedor: Rafael Abuhab 55 11 45476700 Severidade 6 6Prover a lista completa dos membros com informações de Contato na Contact List (T) Ocorrência 3 3
M SQE (representante da GM): Cherubin Schwartz Detecção 7 3
Duns do Fornecedor: 902300896 Nome do Fornecedor e Localização: Forjafrio Industria de Peças Ltda. / BrazilFornecedor é série 1 para a GM
Categoria da emissão(assunto): Número da emissão(assunto): 380033
Modo de Falha: Rebarba no vertice do chanfro interno
Efeitos do Modo de Falha: Danos e parada da linha de produção da GM
Causa do Modo de Falha: Uso da ferramenta de acabamento das faces até seu completo desgaste Ponto de Manufatura Tier 1
Drill Deep(escavação profunda) Ação Corretiva Verificação Responsável Prazo
M1 Fase de testes Rodrigo Rocha 08/01/08
Rebarba no vertice do chanfro internoM2 Aguardando teste (anual) Rodrigo Rocha 08/01/08
M3 100% M. Contiero 08/23/08
M4
M5
Qualidade AsseguradaM-RC
Q1 100% 08/04/08
Rebarba no vertice do chanfro internoQ2
Q3
Q4
Q5
Controle de QualidadeQ-RC
P1 Tipo de defeito nunca antes presenciado N/A 08/04/08
Rebarba no vertice do chanfro internoP2
P3
P4
P5
Planejamento de QualidadeP-RC
A
B
C
D
E
Por que o Sistema de Manufatura não fez a prevenção desta
Uso da ferramenta de acabamento das faces até seu completo desgaste
estudar vida util das arestas, fazendo trocas preventivas das
ferramentas
Não existencia de instrução que previsse reação para desgaste de ferramentas
Criação de instrução baseada no estudo citado acima
**********************************
Plano decontrole não previa verificação da existencia de rebalba através de calibrador
PNP
Inclusão da verificação 100% da existencia de rebarbas/desvios do
furo atravéz de calibrador PNP
**********************************
**********************************
Por que o Sistema de Qualidade não protegeu a GM de
Planos de controle das operações subsequentes não previam verificação especifica de rebarba/desvios no furo.
Verificação 100% com calibrador PNP será feita proxima aos
processos finais de produção
Diogo Fontenele
**********************************
**********************************
**********************************
Por que o Sistema de Planejamento não Preveu isto
Inclusão da falha no PFMEA para gerar historico
Robson Romero
**********************************
**********************************
**********************************
Quais são as evidências(encontradas) chaves baseada nessa assunto de
qualidade?
**********************************
**********************************
**********************************
PreverSistema de PLanejamento-Conteúdo informacional em
todos os documentos
Proteger
Sistema de Qualidade - Detecção de erro &
Contenção
PrevençãoSistema de Manufatura - A
prova de erro & Padronização do Trabalho
PRR PRTS CDP Other , Specify :
B5
Enter date as: MM/DD/YY and Revision Level
G6
Enter the RPN values.
B7
Enter the name, title and phone number of the lead supplier contact that completed the worksheet.
B9
Enter the name and phone number of the GM representative who reviewed and approved the worksheet if applicable.
B11
Enter Supplier's Duns Number.
E11
Enter Supplier's name and location (city, state, country if needed)
B14
Please check the appropriate box to the right. If "other" is selected, please specify
G14
Include PRR #, PRTS #, CDP # as applicable.
B17
Describe the nonconformance on the part. What is the deviation from the print specification ? The form has a link between the Failure Mode and the Prevent/ Protect/Predict cells. Example: End cap is not fully seated, wrong orientation of the tear seam in the airbag cushion, tube outer diameter undersize, bracket hole too large, used wrong material for washer, etc.
B19
Describe the problem the customer experienced i.e., viewpoint of the GM operator at Assembly Plant. Examples: Operator at Oshawa Assembly could not install O2 sensor on exhaust system, Operator found loose parts in Product XYZ fuel tanks, etc.
B21
Describe the technical root cause which created the above failure mode per the 5 phase or 8 D or Red X study. IF THE MANUFACTURING LOCATION IS A TIERED SUPPLIER ENTER N/A Example: Used wrong electrode at weld station, pin on socket spun out of position and cracked actuator, scanning system was intentionally circumvented in order to complete prototype build, positive stop were not adjusted properly, etc.
G21
Check the appropriate box to identify the manufacturing location where the cause of the failure mode originated.
E24
Enter each why below. Insert a row for each additional "why" if more than 5 are needed. As a sense check, read the Whys backwards to make sure that the analysis makes “sense”. Start with the Root Cause and read up the ladder stating "therfore" between each statement. The flow should make sense.
F24
Only add a corrective action next to each "Why" if applicable. Keep in mind that the last "Why" needs a corrective action with an owner and a completion date. Also, there can be more than one corrective action for a root cause and the corrective action should include some form of verification or "Check". Finally, make sure the corrective action is robust.
G24
Describe method and frequency of verification for each of your corrective actions. Example: Known bad parts, red rabects, varification parts. Each shift, each day, PM, etc.
H24
Insert owner for implementing each corrective action.
I24
Insert due date for implementing each corrective action. Format MM/DD/YY.
A25
Only complete for the supplier location that is the point of manufacture. For all others skip this section. Perform the 5 Why to the right. Specific to the Prevent Section, you should consider: 1) Standardized Work 2) Employee training 3) Layered Audits 4) Error proofing 5) Error proofing verification 6) Preventive maintenance
D25
The first question to ask, and answer, to begin the Prevent 5 Why, is the following: Why did the manufacturing system not prevent this failure mode? The answer is the Cause of the Failure Mode. Therefore M1 is the Cause of the Failure Mode as described above.
E25
Start by placing the "Cause of the Failure Mode" here. The form has a link between Cause of Failure Mode and this cell. IF THE MANUFACTURING LOCATION IS A TIERED SUPPLIER ENTER N/A
D29
Does not have to be 5 Whys - ask as many Whys as necessary. Add rows as needed.
D30
The last "why" should be the underlying Manufacturing System Root Cause. Add a corrective action, owner, and due date to the right.
A31
Perform the 5 Why to the right. The first question to ask and answer to begin the Protect 5 Why is the following: Why did the Quality System not protect GM from this failure mode? Here you need to consider: 1) Standardized Work for the inspector 2) Training for the inspector 3) Layered Audits 4) Control Plan robustness for this characteristic ( avoid time based inspections ) 5) Using the correct gage 6) Gage Capability ( R and R ) 7) Gage calibration requirements met
D35
Does not have to be 5 Whys - ask as many Whys as necessary. Add rows as needed
D36
The last "why" is the underlying Quality System Root Cause. Please add a corrective action, owner, and due date to the right.
A37
Perform the 5 Why to the right. The first question to ask and answer to begin the Predict 5 Why is the following: Why did the planning system not predict this failure mode? Consider the following: 1) Flow Diagran, 2) Failure Mode comprehended in FMEA, 3) All Causes of the Failure Mode 4) Correctness of the RPN number 5) Proper assessment of Severity 6) Proper assessment of Occurence 7) Proper assessment of Detection 8) Development of Control Plan 9) Development of Work Instructions.
D41
Does not have to be 5 Whys - ask as many Whys as necessary. Add rows as needed.
D42
The last "why" is the underlying Planning System Root Cause. Please add a corrective action, owner, and due date to the right.
A43
Are there any other key findings? Review the 5 Why analysis above to uncover any common “themes” and document them to the right. Key findings should be in addition to what was found above in the Drill Deep Analysis. Do not repeat root cuases found above. Remember you are trying to identify additional systemic weaknesses surrounding the cause of the failure mode in this section. A corrective action, owner, and due date needs to be added for each key finding.
D47
Add additional rows as needed.

Lista de Contato do Fornecedor
Nome do Fornecedor:Nome do Fornecedor: Título Telefone E-mail
Líder do Time: Rafael Abuhab Diretor 45476700
Silvio Martins Qualidade 38366233
Robson Romero Gestão Qualidade 45476700
Diogo Fontenele Processos 38366233
Nome do Fornecedor:Líder do Time:
Nome do Fornecedor:Líder do Time:
Série 1 Fornecedor
Membro do Time: [email protected]
Membro do Time: [email protected]
Membro do Time: [email protected]
Membro do Time:
Membro do Time:
Série 2 Fornecedor
Membro do Time:
Membro do Time:
Membro do Time:
Membro do Time:
Membro do Time:
Série 3 Fornecedor
Membro do Time:
Membro do Time:
Membro do Time:
Membro do Time:
Membro do Time:

Nome do Fornecedor:Líder do Time:Team Member:Team Member:Team Member:Team Member:Team Member:
Série 4 Fornecedor

Série 1Série 2Série 3Série 4