
Dover Processing Plant Production Intensificationepa.tas.gov.au/documents/tassal_dover_dpemp.pdf ·...
59
` Dover Processing Plant Production Intensification DEVELOPMENT PROPOSAL AND ENVIRONMENTAL MANAGEMENT PLAN Tassal Operations Pty Ltd November 2010
Transcript of Dover Processing Plant Production Intensificationepa.tas.gov.au/documents/tassal_dover_dpemp.pdf ·...
`
Dover Processing Plant Production Intensification
DEVELOPMENT PROPOSAL AND ENVIRONMENTAL MANAGEMENT PLAN
Tassal Operations Pty LtdNovember 2010
DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
FORWORD
The objective of the Environmental Management and Pollution Control Act 1994 (EMPCA) is to provide for the management of the environment and the control of pollution in Tasmania.
In accordance with the EMPCA, the Director of the Environmental Protection Authority (EPA) has considered the proposed development and identified it as a Level 2B activity.
A permit application and this Development Proposal and Environmental Management Plan (DPEMP) has be prepared for submission to Huon Valley Council, and subsequent referral to the EPA Board (the Board). As part of this assessment process the DPEMP is provided for public display and comment as well as review by other government agencies.
The function of the DPEMP is to provide the Board with relevant information in order to assess the project. Such information includes details of the project, an assessment of the existing environment in, and surrounding, the Dover site, identification of significant environmental, social and economic and planning effects of the project; and proposed measures to mitigate or avoid potential adverse environmental impacts.
The EPA has provided project specific guidelines for the development of the DPEMP to ensure the relevant potential impacts are considered and addressed. These guidelines are attached in Appendix A of this document and are used in conjunction with the DPEMP General Guidelines, also provided by the Director of the EPA.
Page 2
DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
Table of Contents 1 INTRODUCTION .......................................................................................................................... 7
1.1 Proposal Title ................................................................................................................ 7
1.2 The Proponent .............................................................................................................. 7
1.3 Relevant Background .................................................................................................... 8
1.4 Location......................................................................................................................... 8
1.5 Rationale for the Proposal ............................................................................................ 9
1.6 The Proposal Status .................................................................................................... 10
1.7 Public and Stakeholder Consultation .......................................................................... 10
1.7.1 The Environment Protection Agency ............................................................. 10
1.7.2 Huon Valley Council ....................................................................................... 10
1.7.3 Neighbouring Residents ................................................................................. 11
1.7.4 Forestry Tasmania .......................................................................................... 11
1.8 Legislative Context ...................................................................................................... 11
2 PROPOSAL DESCRIPTION ......................................................................................................... 12
2.1.1 General........................................................................................................... 12
2.1.2 Construction and Commissioning Plan .......................................................... 24
2.1.3 Commissioning ............................................................................................... 25
2.2 Site Plan ...................................................................................................................... 25
2.3 General Location Map................................................................................................. 25
2.4 Off Site Infrastructure ................................................................................................. 25
2.5 Technical and Management Alternatives ................................................................... 25
3 The Existing Environment ........................................................................................................ 26
3.1 Planning Aspects ......................................................................................................... 26
3.2 Environmental Aspects ............................................................................................... 27
3.3 Socio‐Economic Aspects ............................................................................................. 28
3.4 Alternative Sites .......................................................................................................... 28
4 POTENTIAL ENVIRONMENTAL EFFECTS AND THEIR MITIGATION ........................................... 28
4.1 Air Emissions ............................................................................................................... 28
4.2 Liquid Waste Emissions ............................................................................................... 29
4.3 Groundwater ............................................................................................................... 35
4.4 Noise Emissions .......................................................................................................... 35
4.5 Solid and Controlled Waste Management .................................................................. 35
Page 3
DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
4.6 Dangerous Goods and Environmentally Hazardous Materials ................................... 36
4.7 Biosecurity and Natural Values ................................................................................... 36
4.8 Marine and Coastal ..................................................................................................... 37
4.9 Greenhouse Gas Emissions and Ozone Depleting Substances ................................... 37
4.10 Heritage ...................................................................................................................... 37
4.11 Land Use ...................................................................................................................... 38
4.12 Visual Effects ............................................................................................................... 38
4.13 Socio‐Economic Issues ................................................................................................ 38
4.14 Occupational Health and Safety ................................................................................. 38
4.15 Hazard and Risk Assessment ....................................................................................... 38
4.16 Fire Risk ....................................................................................................................... 39
4.17 Infrastructure and Off‐site Ancillary Facilities ............................................................ 39
4.18 Environmental Management Systems ........................................................................ 39
4.19 Cumulative and Interactive Effects ............................................................................. 41
4.20 Traffic Impacts ............................................................................................................ 41
5 Monitoring and Review ............................................................................................................ 42
6 Decommissioning and Rehabilitation ...................................................................................... 44
7 Commitments .......................................................................................................................... 44
8 Conclusion ................................................................................................................................ 45
9 References ............................................................................................................................... 45
List of Figures and Tables Figure 1: Regional Location of the Tassal Dover Processing Facility ....................................................... 8 Figure 2: Existing Tassal Processing Factory and WWTP ........................................................................ 9 Table 1: Historical and Planned Production Volumes 12 Table 2: Upgrade Components 13 Table 3: Influent Design Criteria 13 Table 4: Proposed Discharge Effluent Quality Standards 14 Table 5: SBR System Dimensions 18 Table 6: Summary of Aeration Requirements. 19 Table 7: Wastewater Treatment Process Design 20 Table 8: Energy Requirements for the Upgraded WWTP 22 Table 9: Outfall Water Velocity Measurements 30 Table 10: Existing Marine Water Quality 32 Table 11: Mixing Zone Concentration Limits 33 Table 12: Organic Loadings at Outfall 33
Page 4

DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
Table 13: Copper and Zinc Loadings at Outfall 34
Page 5
DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
EXECUTIVE SUMMARY
Tassal propose to increase production at the Dover processing facility to 25,000 tonnes per annum by 2015. This will require upgrading of the existing wastewater treatment plant (WWTP) to treat the resultant increased flows to the required environmental standard.
The site, located at Narrows Rd Strathblane is approximately 15km south of Dover via trafficable roads, or approximately 3km south of Dover across Port Esperance, as the crow flies. The site is located at the eastern end of Narrows Rd.
This proposed works include the following major elements:-
• Upgrade of the existing WWTP, including improved screening, aeration, settlement, sludge removal, clarification and disinfection processes;
• Consolidation and improvement of existing solid waste collection and storage arrangements; and
• Stormwater collection and diversion arrangements (to better control and limit stormwater flows into the WWTP).
This proposal does not include significant alterations to the current building footprint, which is deemed adequate for future needs, although there may be minor upgrades to ancillary infrastructure to enable the processing facility to operate with the increased production levels.
Given the location of the WWTP, i.e. in the area adjacent to the existing facility in an already developed area and screened by trees, the proposed works will have a negligible environmental or visual impact.
Traffic flow to the site is expected to slightly increase, but is not likely to have a significant impact.
The main environmental impact of the proposed works will be an improvement in the quality of effluent discharged to Port Esperance, albeit flows will increase as production increases. The increased flows are expected to have a minimal impact on receiving waters given the depth and location of the outfall and the fact that a diffuser will be installed.
The construction works will have an impact footprint which will require appropriate environmental management. Potential effects on threatened species from habitat clearing associated with construction of the proposal will be minimal, given that the land upon which the works are to be constructed is already disturbed and the construction works modest in nature.
Monitoring of the effectiveness of mitigation measures and potential impacts of the proposal will be performed to ensure the proposal is meeting the obligations made in this DPEMP, and subsequent permit conditions.
Page 6
DOVER PROCESSING PLANT PRO ATION DP&EMP DUCTION INTENSIFIC
Page 7
1
1
INTRODUCTION
.1 Proposal Title The ti l is Tassal Dover Processing Plant Production Intensification. tle of this proposa
1.2 The Proponent Tassal is a publicly listed fish farming company established in Tasmania in 1986, and is the proponent for this activity. Tassal’s company registered address is:-
Tassal Operations Pty Ltd 2 Salamanca Square Hobart Tasmania 7001 ABN 38 106 324 127
Tassal is the largest aquaculture company in Australia, marketing approximately 60% of Tasmania’s Salmonid industry production and employing over 700 people. Tassal has hatcheries, marine farms and processing facilities in locations around Tasmania with three main processing facilities at Huonville, Dover and Margate.
The contact person for this project is:-
Justin O’Connor (General Manager – Engineering and Risk) Tassal Operations Pty Ltd 2 Salamanca Square Hobart Tasmania 7001 Ph: 03 6244 9018
Tassal personnel have recent experience in the preparation of DPEMP documentation as evidenced in recent proposals relating to our other processing facilities. Tassal has a core of engineers, environmental scientists and technicians that have worked together with suitably qualified consultants to develop this proposal and write this DPEMP.
Tassal is a publicly listed company on the Australian Stock Exchange, and have posted financial profits in recent times. As a company, Tassal provides assurance that we have the financial capacity to undertake this priority project and to undertake the ongoing mitigation of its environmental impacts. Further details of Tassal’s financial position and commitment to ongoing environmental management can be sourced from:
Mark Ryan (CEO & Managing Director) Tassal Operations Pty Ltd 2 Salamanca Square Hobart, Tasmania 7000 Ph: 03 6244 9008
DOVER PROCESSING PLANT PROD N DP&EMP UCTION INTENSIFICATIO
Page 8
1.3 Relevant Background The proposal is to seek amendment to the Draft EPN 7510/1 to allow for the future planned production to occur at the Dover processing facility, whilst considering and mitigating any adverse environmental impacts as a result of the production quantities.
The main works involved in this proposal are an upgrade to the existing WWTP to cater for re 015. futu flows to 2
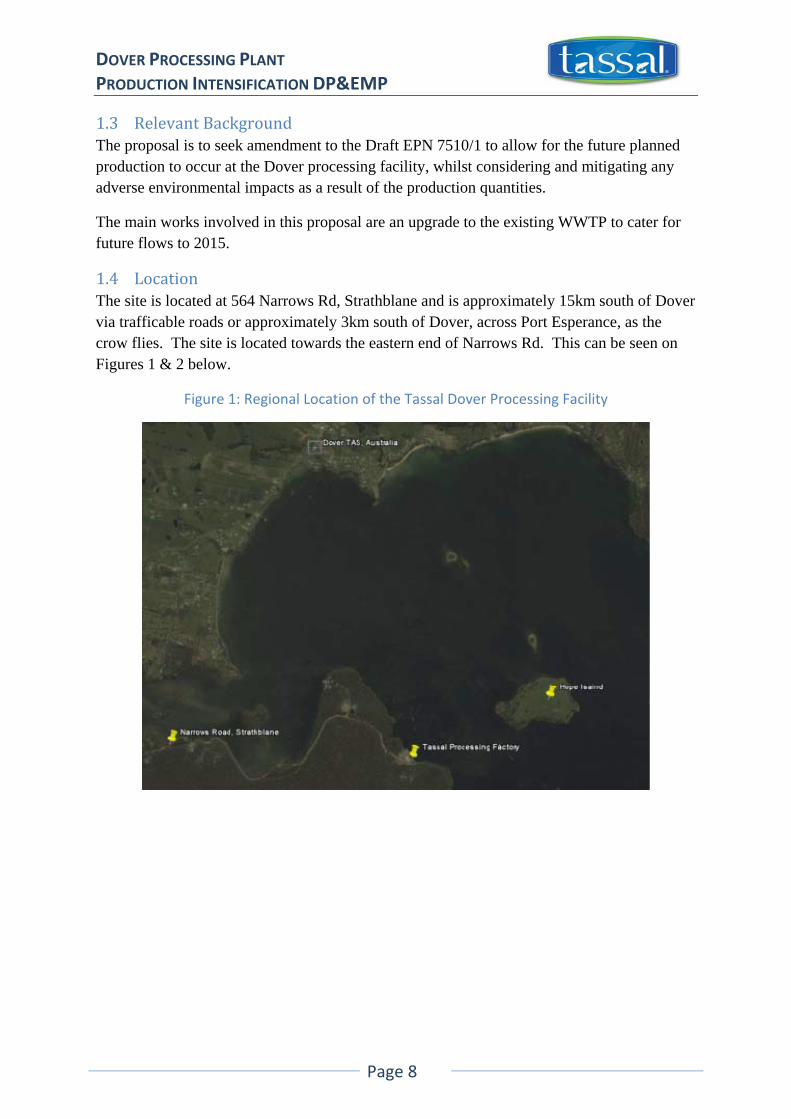
1.4 Location The site is located at 564 Narrows Rd, Strathblane and is approximately 15km south of Dover via trafficable roads or approximately 3km south of Dover, across Port Esperance, as the crow flies. The site is located towards the eastern end of Narrows Rd. This can be seen on Figures 1 & 2 below.
Figure 1: Regional Location of the Tassal Dover Processing Facility
DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
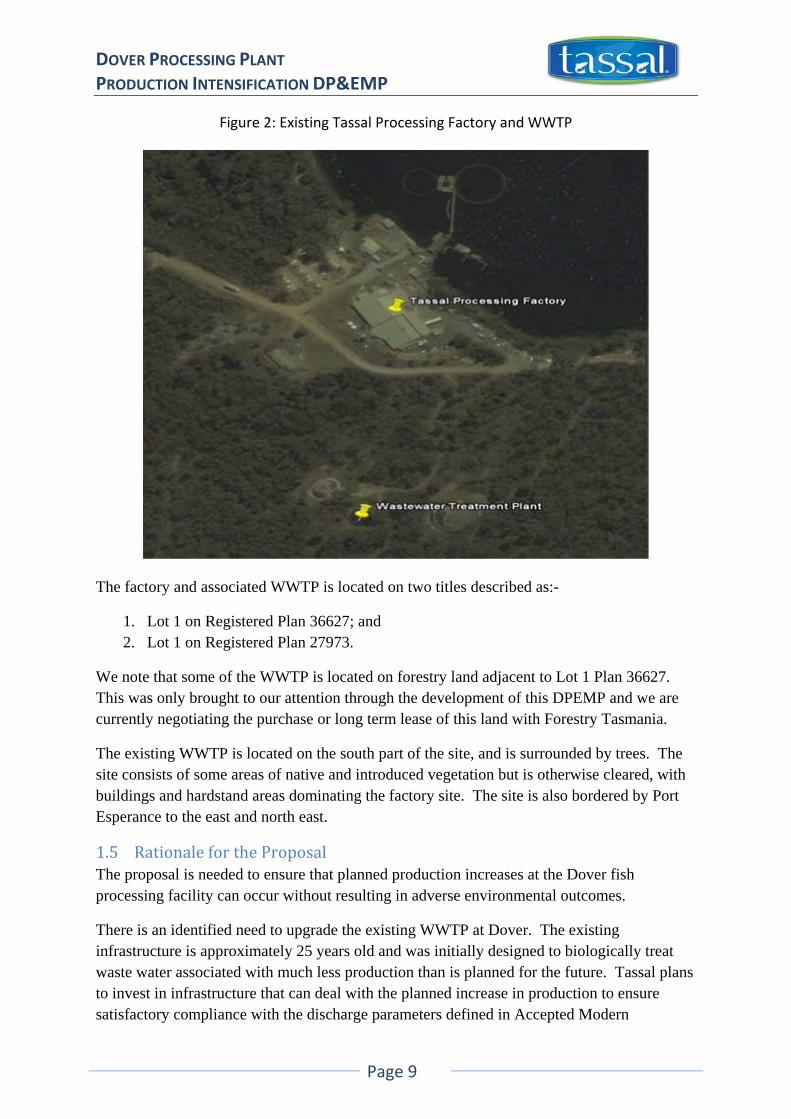
Figure 2: Existing Tassal Processing Factory and WWTP
The factory and associated WWTP is located on two titles described as:-
1. Lot 1 on Registered Plan 36627; and 2. Lot 1 on Registered Plan 27973.
We note that some of the WWTP is located on forestry land adjacent to Lot 1 Plan 36627. This was only brought to our attention through the development of this DPEMP and we are currently negotiating the purchase or long term lease of this land with Forestry Tasmania.
The existing WWTP is located on the south part of the site, and is surrounded by trees. The site consists of some areas of native and introduced vegetation but is otherwise cleared, with buildings and hardstand areas dominating the factory site. The site is also bordered by Port
erEsp ance to the east and north east.
1.5 Rationale for the Proposal The proposal is needed to ensure that planned production increases at the Dover fish processing facility can occur without resulting in adverse environmental outcomes.
There is an identified need to upgrade the existing WWTP at Dover. The existing infrastructure is approximately 25 years old and was initially designed to biologically treat waste water associated with much less production than is planned for the future. Tassal plans to invest in infrastructure that can deal with the planned increase in production to ensure satisfactory compliance with the discharge parameters defined in Accepted Modern
Page 9
DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
Technology Guidelines (DPIWE, 2001). A newly upgraded WWTP is considered key to ensure environmental sustainability of the operation into the future.
The anticipated establishment costs are in the vicinity of $3mAUD.
The planned production increase will enable Tassal to continue supplying the growing Australian salmon market in addition to opening up new export opportunities in Asia and beyond. Likely markets for the increased product would be Tassal’s own retail shops, Australian fish wholesalers, Tassal’s own value add plants at Huonville and Margate, Tasmanian and interstate retailers and international fish wholesalers and retailers.
Tassal is working to a strategic plan to 2015, of which increased production levels is one element. As 2015 approaches Tassal will be in a position to appropriately alter and extend
pl e. Any future expansions would be subject to this process. this an further into the futur
1.6 The Proposal Status The upgrade of the Dover WWTP has not been formally proposed before and is not part of any other proposal. As such this proposal is in its earliest phase of conception and formal
isubm ssion for approval.
1.7 Public and Stakeholder Consultation Stakeholder notification and consultation has occurred with the EPA, Huon Valley Council,
bo neigh uring residents and Forestry Tasmania.
1.7.1 The Environment Protection Agency In order to determine what the Director’s Project Specific Guidelines would be, as issued under the Environmental Management and Pollution Control Act, Tassal submitted a notice of intent to proceed with this proposal. The EPA subsequently provided Tassal with a set of guidelines by which to prepare this DPEMP. Tassal has also had direct discussions with various EPA Division staff during the preparation of this document to ensure that the relevant
hissues ave been addressed.
1.7.2 Huon Valley Council HVC advise that a Development Application (DA) would be required to undertake the works at the WWTP associated with the current and planned increase production.
It was indicated that Tassal should lodge their DA after obtaining the Project Specific Guidelines from the EPA. Council further advised that Tassal should seek approval for a production quantity of 25,000tpa, to allow an appropriate buffer. It would need to be demonstrated that the WWTP was designed to treat the influent and loadings associated with a higher production limit so that compliance is ensured.
Tassal have liaised with Council Planning staff on planning scheme, land tenure and ownership issues to facilitate the assessment of the DA once it is lodged.
Page 10
DOVER PROCESSING PLANT PROD CU DP&EMP TION INTENSIFICATION
Page 11
1.7.3 Neighbouring Residents Tassal has consulted householders residing along Narrows Road (between Tassal’s Dover plant and the Huon Highway) by letter drop. These residents are likely to be the only ones impacted by the proposed works. The main potential impact will be a slight increase in traffic as a result of the upgrade and subsequent increase of production. Residents have been notified of the production level changes and associated upgrades occurring at the site. Tassal’s community relations coordinator will liaise with any stakeholders and address any arising questions or concerns. Any comments, concerns or issues raised will be documented. The letter sent to these residents is included in Appendix B. To date no comments have been
edreceiv .
1.7.4 Forestry Tasmania As the only immediately adjacent landholder, Forestry Tasmania has been notified of the production level changes and associated upgrades occurring at the site. Any issues raised will be documented and addressed. Tassal is also negotiating the sale or long term lease of
u existing WWTP sits. land pon which parts of the
1.8 Legislative Context This proposal was referred to the Board of Environmental Management and Pollution Control in the form of a Notice of Intent in June 2009. The Director of the EPA responded to the Notice of Intent declaring the proposal to be a Level 2B activity under Environmental Management Pollution Control Act 1994 (EMPCA).
As a Level 2 activity the proposal requires approval from the Board of Environmental Management and Pollution Control. Approval is also required from Huon Valley Council under the Land Use Planning and Assessment Act 1994 (LUPAA). These two tiers of assessment and approval are undertaken concurrently and relate to different aspects of the project. The Board assessment is in accordance with the Environmental Impact Assessment Principles under EMPCA, while the Council’s assessment is in accordance with the land use planning considerations under the Huon Valley Council Planning Scheme. Council is not required to assess any matter already addressed in the Board's assessment.
No matters of National Environmental Significance have been identified as relevant to this project and hence a Referral under the Commonwealth’s Environment Protection and Biodiversity Conservation Act 1999 is not considered to be required.
In addition to the standard approval process the proposed development must also have to comply with a broad range of environmental and planning legislation, guidelines, standards and policies including the State Policy on Water Quality Management (SPWQM) 1997. The details of such documents are outlined through the relevant sections of this DPEMP.
DOVER PROCESSING PLANT PRO &EMP DUCTION INTENSIFICATION DP
Page 12
2 P OPR L DESCRIPTION OSA
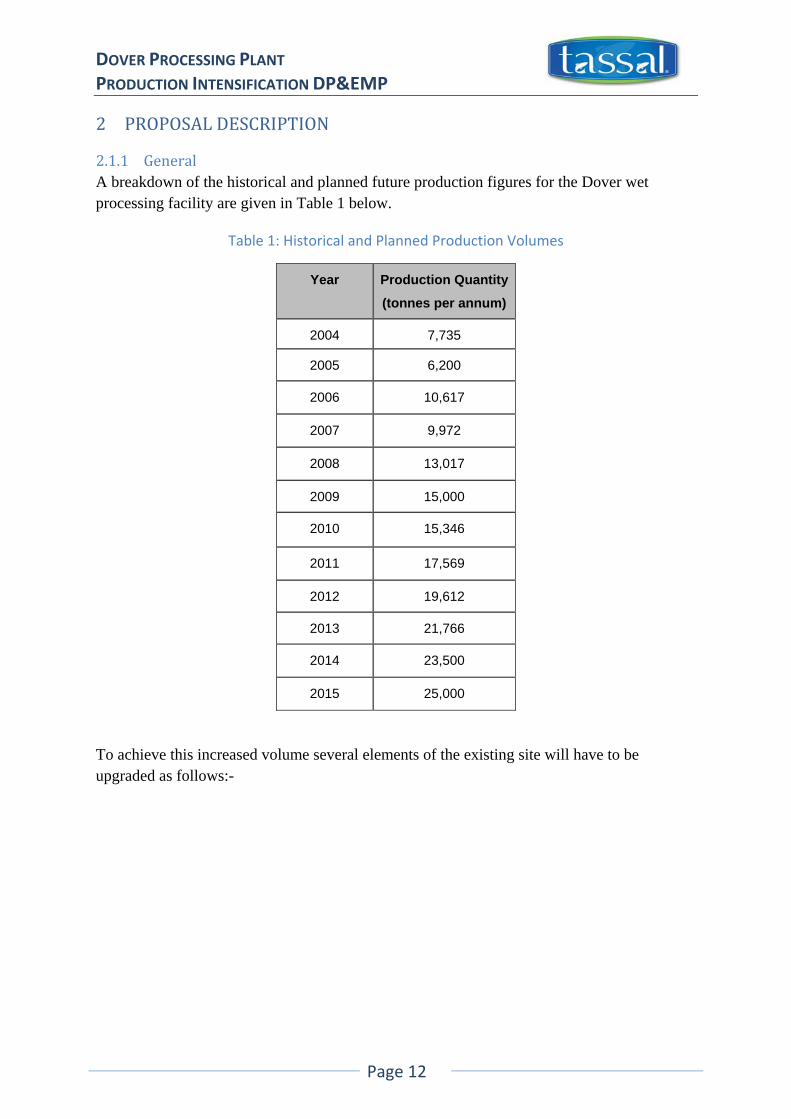
2.1.1 General A breakdown of the historical and planned future production figures for the Dover wet processing facility are given in Table 1 below.
Table 1: Historical and Planned Production Volumes
Year Production Quantity
(tonnes per annum)
2004 7,735
2005 6,200
2006 10,617
2007 9,972
2008 13,017
2009 15,000
2010 15,346
2011 17,569
2012 19,612
2013 21,766
2014 23,500
2015 25,000
To achieve this increased volume several elements of the existing site will have to be upgraded as follows:-
DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
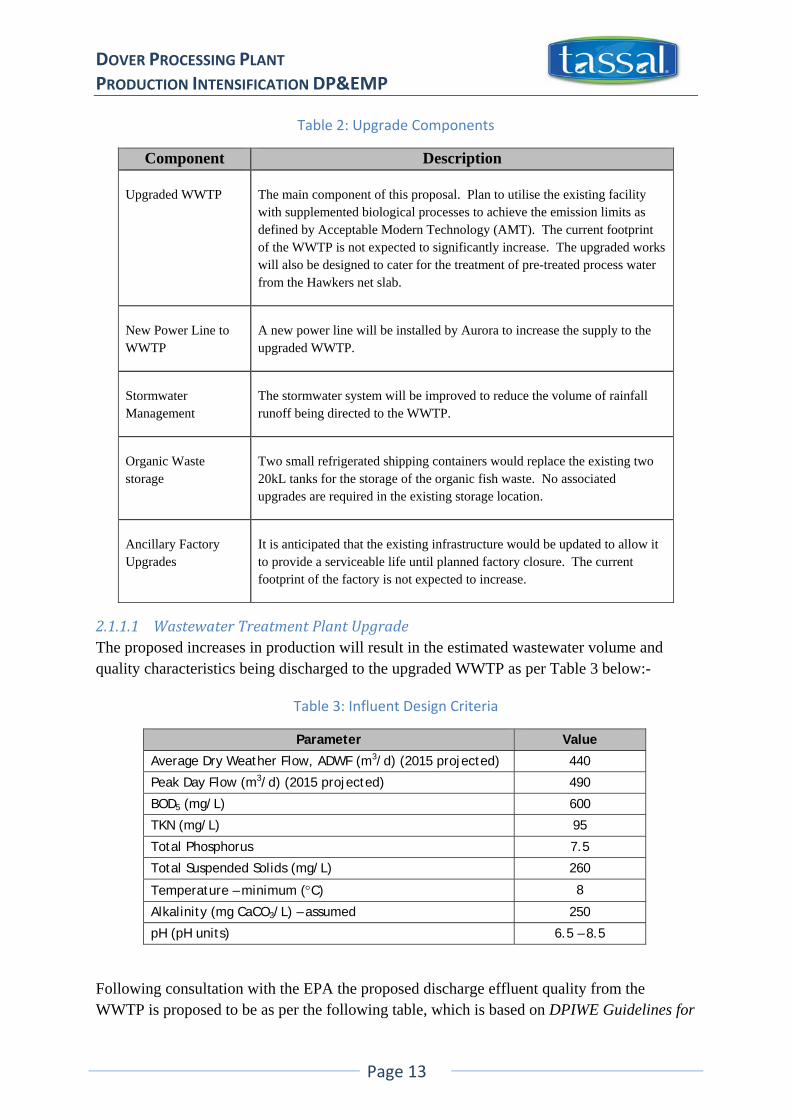
Table 2: Upgrade Components
Component Description
Upgraded WWTP The main component of this proposal. Plan to utilise the existing facility with supplemented biological processes to achieve the emission limits as defined by Acceptable Modern Technology (AMT). The current footprint of the WWTP is not expected to significantly increase. The upgraded works will also be designed to cater for the treatment of pre-treated process water from the Hawkers net slab.
New Power Line to WWTP
A new power line will be installed by Aurora to increase the supply to the upgraded WWTP.
Stormwater Management
The stormwater system will be improved to reduce the volume of rainfall runoff being directed to the WWTP.
Organic Waste storage
Two small refrigerated shipping containers would replace the existing two 20kL tanks for the storage of the organic fish waste. No associated upgrades are required in the existing storage location.
Ancillary Factory Upgrades
It is anticipated that the existing infrastructure would be updated to allow it to provide a serviceable life until planned factory closure. The current footprint of the factory is not expected to increase.
2.1.1.1 Wastewater Treatment Plant Upgrade The proposed increases in production will result in the estimated wastewater volume and quality characteristics being discharged to the upgraded WWTP as per Table 3 below:-
Table 3: Influent Design Criteria
Parameter Value
Average Dry Weather Flow, ADWF (m3/d) (2015 projected) 440
Peak Day Flow (m3/d) (2015 projected) 490
BOD5 (mg/L) 600
TKN (mg/L) 95
Total Phosphorus 7.5
Total Suspended Solids (mg/L) 260
Temperature – minimum (°C) 8
Alkalinity (mg CaCO3/L) – assumed 250
pH (pH units) 6.5 – 8.5
Following consultation with the EPA the proposed discharge effluent quality from the WWTP is proposed to be as per the following table, which is based on DPIWE Guidelines for
Page 13
DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
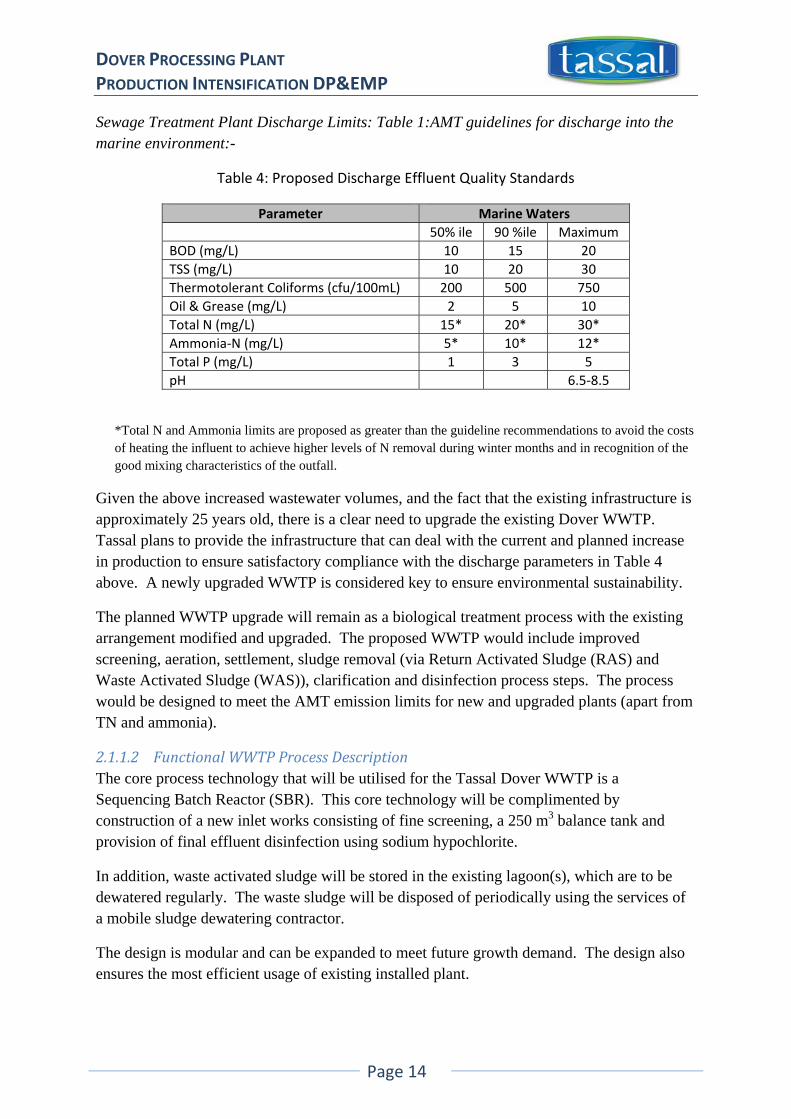
Sewage Treatment Plant Discharge Limits: Table 1:AMT guidelines for discharge into the marine environment:-
Table 4: Proposed Discharge Effluent Quality Standards
Parameter Marine Waters 50% ile 90 %ile Maximum BOD (mg/L) 10 15 20 TSS (mg/L) 10 20 30 Thermotolerant Coliforms (cfu/100mL) 200 500 750 Oil & Grease (mg/L) 2 5 10 Total N (mg/L) 15* 20* 30* Ammonia‐N (mg/L) 5* 10* 12* Total P (mg/L) 1 3 5 pH 6.5‐8.5
*Total N and Ammonia limits are proposed as greater than the guideline recommendations to avoid the costs of heating the influent to achieve higher levels of N removal during winter months and in recognition of the good mixing characteristics of the outfall.
Given the above increased wastewater volumes, and the fact that the existing infrastructure is approximately 25 years old, there is a clear need to upgrade the existing Dover WWTP. Tassal plans to provide the infrastructure that can deal with the current and planned increase in production to ensure satisfactory compliance with the discharge parameters in Table 4 above. A newly upgraded WWTP is considered key to ensure environmental sustainability.
The planned WWTP upgrade will remain as a biological treatment process with the existing arrangement modified and upgraded. The proposed WWTP would include improved screening, aeration, settlement, sludge removal (via Return Activated Sludge (RAS) and Waste Activated Sludge (WAS)), clarification and disinfection process steps. The process would be designed to meet the AMT emission limits for new and upgraded plants (apart from TN and ammonia).
2.1.1.2 Functional WWTP Process Description The core process technology that will be utilised for the Tassal Dover WWTP is a Sequencing Batch Reactor (SBR). This core technology will be complimented by construction of a new inlet works consisting of fine screening, a 250 m3 balance tank and provision of final effluent disinfection using sodium hypochlorite.
In addition, waste activated sludge will be stored in the existing lagoon(s), which are to be dewatered regularly. The waste sludge will be disposed of periodically using the services of a mobile sludge dewatering contractor.
The design is modular and can be expanded to meet future growth demand. The design also ensures the most efficient usage of existing installed plant.
Page 14
DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
The process flow diagram of the upgraded WWTP plus draft plant layout drawings are attached in Appendix C.
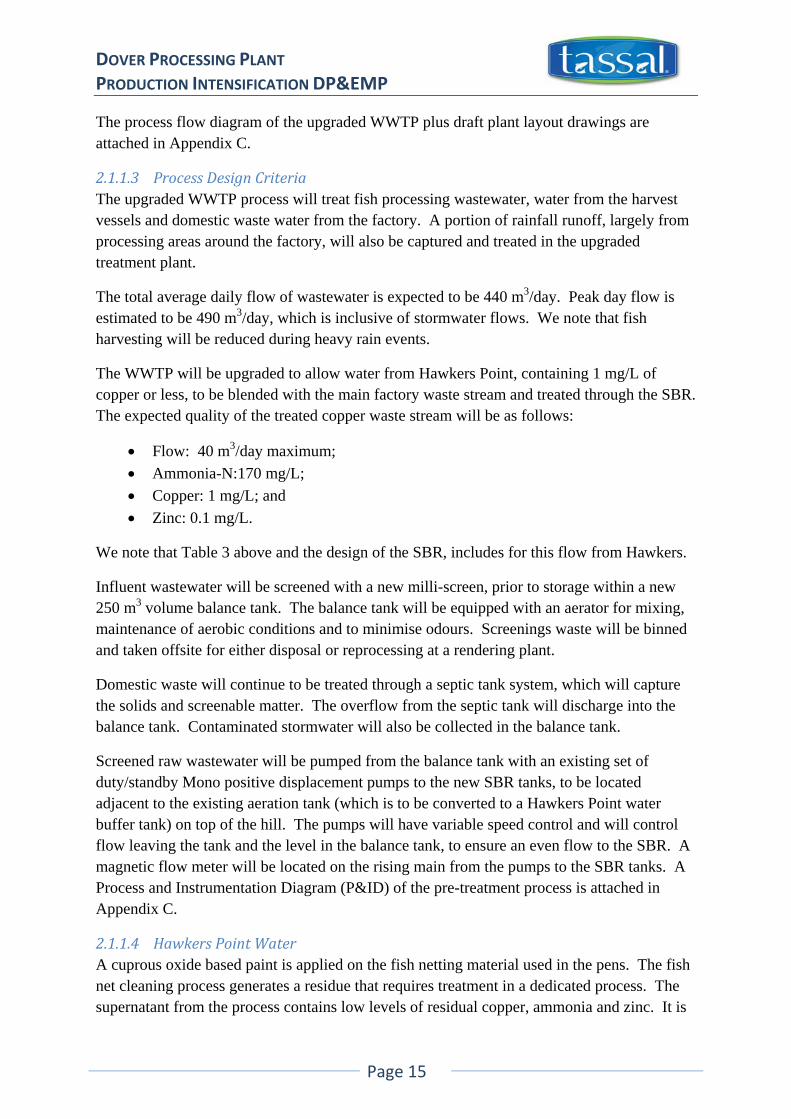
2.1.1.3 Process Design Criteria The upgraded WWTP process will treat fish processing wastewater, water from the harvest vessels and domestic waste water from the factory. A portion of rainfall runoff, largely from processing areas around the factory, will also be captured and treated in the upgraded treatment plant.
The total average daily flow of wastewater is expected to be 440 m3/day. Peak day flow is estimated to be 490 m3/day, which is inclusive of stormwater flows. We note that fish harvesting will be reduced during heavy rain events.
The WWTP will be upgraded to allow water from Hawkers Point, containing 1 mg/L of copper or less, to be blended with the main factory waste stream and treated through the SBR. The expected quality of the treated copper waste stream will be as follows:
• Flow: 40 m3/day maximum; • Ammonia-N:170 mg/L; • Copper: 1 mg/L; and • Zinc: 0.1 mg/L.
We note that Table 3 above and the design of the SBR, includes for this flow from Hawkers.
Influent wastewater will be screened with a new milli-screen, prior to storage within a new 250 m3 volume balance tank. The balance tank will be equipped with an aerator for mixing, maintenance of aerobic conditions and to minimise odours. Screenings waste will be binned and taken offsite for either disposal or reprocessing at a rendering plant.
Domestic waste will continue to be treated through a septic tank system, which will capture the solids and screenable matter. The overflow from the septic tank will discharge into the balance tank. Contaminated stormwater will also be collected in the balance tank.
Screened raw wastewater will be pumped from the balance tank with an existing set of duty/standby Mono positive displacement pumps to the new SBR tanks, to be located adjacent to the existing aeration tank (which is to be converted to a Hawkers Point water buffer tank) on top of the hill. The pumps will have variable speed control and will control flow leaving the tank and the level in the balance tank, to ensure an even flow to the SBR. A magnetic flow meter will be located on the rising main from the pumps to the SBR tanks. A Process and Instrumentation Diagram (P&ID) of the pre-treatment process is attached in Appendix C.
2.1.1.4 Hawkers Point Water A cuprous oxide based paint is applied on the fish netting material used in the pens. The fish net cleaning process generates a residue that requires treatment in a dedicated process. The supernatant from the process contains low levels of residual copper, ammonia and zinc. It is
Page 15
DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
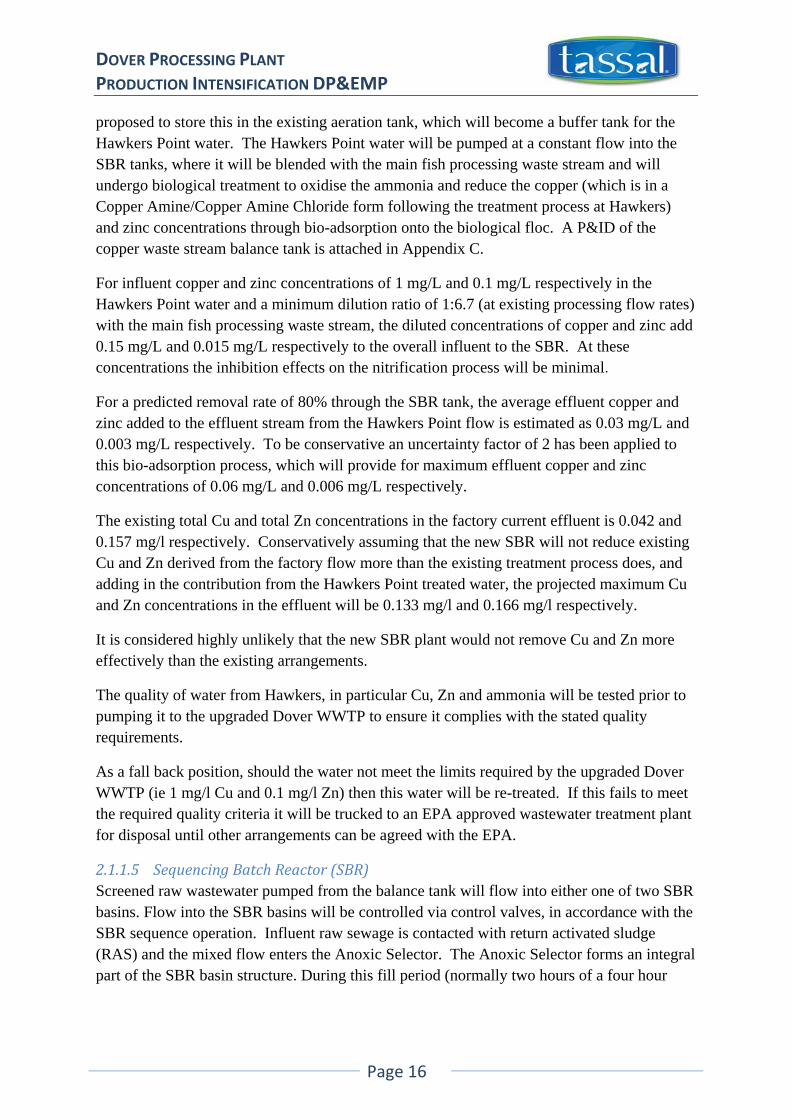
proposed to store this in the existing aeration tank, which will become a buffer tank for the Hawkers Point water. The Hawkers Point water will be pumped at a constant flow into the SBR tanks, where it will be blended with the main fish processing waste stream and will undergo biological treatment to oxidise the ammonia and reduce the copper (which is in a Copper Amine/Copper Amine Chloride form following the treatment process at Hawkers) and zinc concentrations through bio-adsorption onto the biological floc. A P&ID of the copper waste stream balance tank is attached in Appendix C.
For influent copper and zinc concentrations of 1 mg/L and 0.1 mg/L respectively in the Hawkers Point water and a minimum dilution ratio of 1:6.7 (at existing processing flow rates) with the main fish processing waste stream, the diluted concentrations of copper and zinc add 0.15 mg/L and 0.015 mg/L respectively to the overall influent to the SBR. At these concentrations the inhibition effects on the nitrification process will be minimal.
For a predicted removal rate of 80% through the SBR tank, the average effluent copper and zinc added to the effluent stream from the Hawkers Point flow is estimated as 0.03 mg/L and 0.003 mg/L respectively. To be conservative an uncertainty factor of 2 has been applied to this bio-adsorption process, which will provide for maximum effluent copper and zinc concentrations of 0.06 mg/L and 0.006 mg/L respectively.
The existing total Cu and total Zn concentrations in the factory current effluent is 0.042 and 0.157 mg/l respectively. Conservatively assuming that the new SBR will not reduce existing Cu and Zn derived from the factory flow more than the existing treatment process does, and adding in the contribution from the Hawkers Point treated water, the projected maximum Cu and Zn concentrations in the effluent will be 0.133 mg/l and 0.166 mg/l respectively.
It is considered highly unlikely that the new SBR plant would not remove Cu and Zn more effectively than the existing arrangements.
The quality of water from Hawkers, in particular Cu, Zn and ammonia will be tested prior to pumping it to the upgraded Dover WWTP to ensure it complies with the stated quality requirements.
As a fall back position, should the water not meet the limits required by the upgraded Dover WWTP (ie 1 mg/l Cu and 0.1 mg/l Zn) then this water will be re-treated. If this fails to meet the required quality criteria it will be trucked to an EPA approved wastewater treatment plant for disposal until other arrangements can be agreed with the EPA.
2.1.1.5 Sequencing Batch Reactor (SBR) Screened raw wastewater pumped from the balance tank will flow into either one of two SBR basins. Flow into the SBR basins will be controlled via control valves, in accordance with the SBR sequence operation. Influent raw sewage is contacted with return activated sludge (RAS) and the mixed flow enters the Anoxic Selector. The Anoxic Selector forms an integral part of the SBR basin structure. During this fill period (normally two hours of a four hour
Page 16

DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
cycle) air is diffused into the main SBR reactor basin, which becomes a complete mixed reactor for this period.
Each SBR basin consists of two zones and is designed as an intermittent aerobic and anoxic tank to maintain simultaneous nitrification and denitrification (SND), which is required to achieve a low total nitrogen concentration in the final effluent.
Process air is produced by positive displacement blowers. Dissolved oxygen (DO) is monitored by DO sensors in the SBR basins and the DO signal is fed back to the PLC system. The blowers are controlled by a variable speed drive which responds to the signal originating from the DO sensor, to closely match the oxygen input requirement of the biological process. A P&ID of the SBR basin blowers is attached in Appendix C.
During the normal two hour aeration period per cycle, the DO set point ranges from 0.5 to 2.5 mg/L. The proportion of time at each DO concentration is set to target biological nitrification, denitrification and phosphorus removal.
At the end of the aeration period, the air flow from the same blowers is directed to the other basin. The basin, which was previously aerated, now undergoes the settling phase of its cycle. The supernatant remaining in the top portion of the basin is substantially free of suspended solids. Biological treatment continues within the sludge layer, which quickly becomes anoxic (and subsequently anaerobic) due to DO depletion by the active biomass.
The settling period is normally one hour, after which time the supernatant effluent is decanted from the basin. During the decant period, the surface trough-type Decanters are operated by rotating from their parked position above the water surface, down to the design bottom water level. The effluent is withdrawn from the basin through the trough of the decanters at a rate designed to maximise flow rate and minimise sludge disturbance potential by vortexing. The decant period is normally one hour.
Thus, whilst one basin is filling and aerating, the other is settling and decanting. One blower system is utilised for the two basins, with the air flow directed to each reactor for a maximum of 50% of the time (less aeration time is permissible). This represents maximum blower utilisation efficiency and minimises blower size requirements.
Phosphorus removal in the SBR system by biological means will likely only be minimal. Allowance for additional P removal by chemical coagulation within the SBR will be achieved via an alum dosing system on the inlet to the SBR.
The decanted effluent from the SBR basins discharges into an Equalisation/Chlorine Contact Tank. As the SBR basins are normally operated as intermittently decanted systems, two hours of inflow are decanted in one hour, i.e. at twice the inflow rate. The outfall will be designed to handle the peak decant flow rate. Hence the Equalisation/Chlorine Contact Tank will act as a buffer tank as well as providing the required detention time for disinfection with sodium hypochlorite. A P&ID of the SBR process is attached in Appendix C.
Page 17
DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
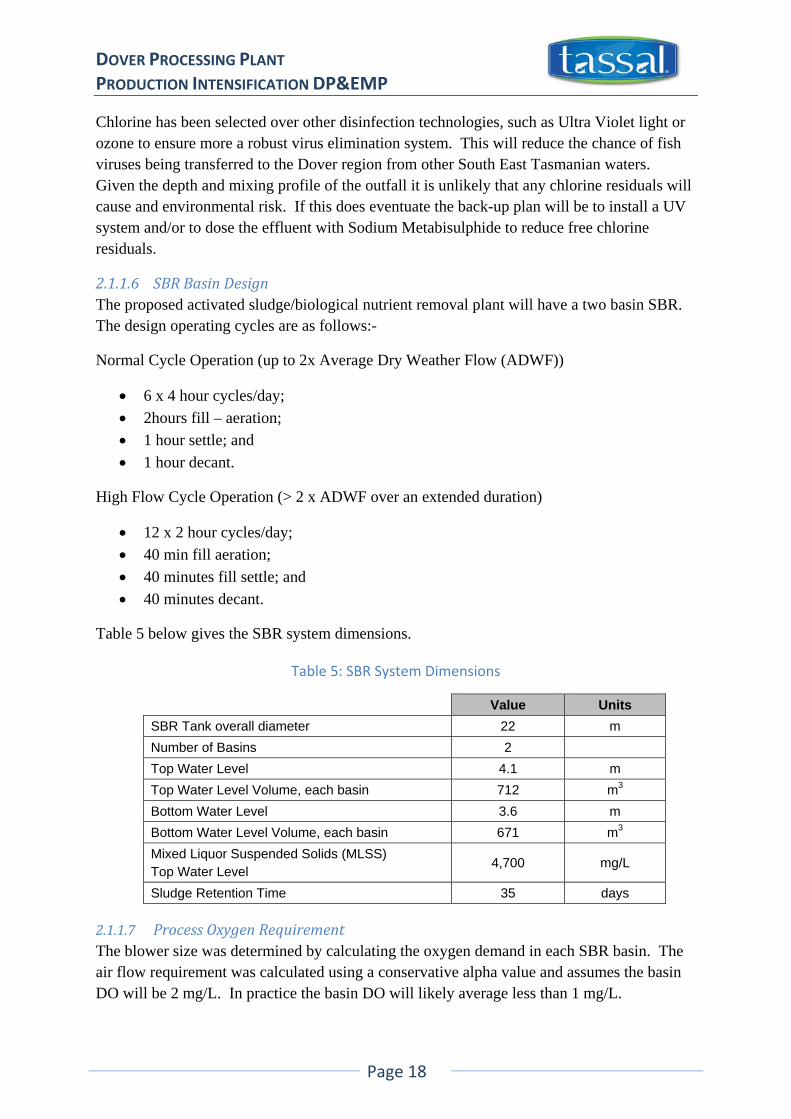
Chlorine has been selected over other disinfection technologies, such as Ultra Violet light or ozone to ensure more a robust virus elimination system. This will reduce the chance of fish viruses being transferred to the Dover region from other South East Tasmanian waters. Given the depth and mixing profile of the outfall it is unlikely that any chlorine residuals will cause and environmental risk. If this does eventuate the back-up plan will be to install a UV system and/or to dose the effluent with Sodium Metabisulphide to reduce free chlorine residuals.
2.1.1.6 SBR Basin Design The proposed activated sludge/biological nutrient removal plant will have a two basin SBR. The design operating cycles are as follows:-
Normal Cycle Operation (up to 2x Average Dry Weather Flow (ADWF))
• 6 x 4 hour cycles/day; • 2hours fill – aeration; • 1 hour settle; and • 1 hour decant.
High Flow Cycle Operation (> 2 x ADWF over an extended duration)
• 12 x 2 hour cycles/day; • 40 min fill aeration; • 40 minutes fill settle; and • 40 minutes decant.
Table 5 below gives the SBR system dimensions.
Table 5: SBR System Dimensions
Value Units SBR Tank overall diameter 22 m Number of Basins 2 Top Water Level 4.1 m Top Water Level Volume, each basin 712 m3 Bottom Water Level 3.6 m Bottom Water Level Volume, each basin 671 m3 Mixed Liquor Suspended Solids (MLSS) Top Water Level 4,700 mg/L
Sludge Retention Time 35 days
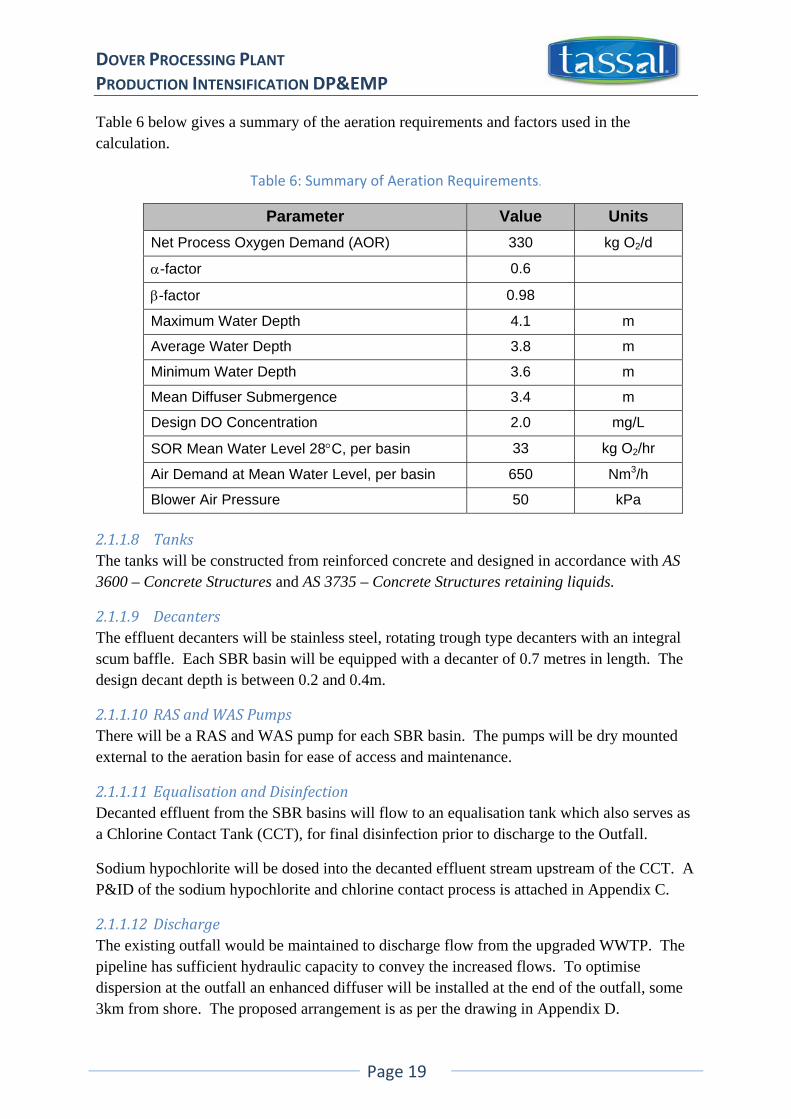
2.1.1.7 Process Oxygen Requirement The blower size was determined by calculating the oxygen demand in each SBR basin. The air flow requirement was calculated using a conservative alpha value and assumes the basin DO will be 2 mg/L. In practice the basin DO will likely average less than 1 mg/L.
Page 18
DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
Table 6 below gives a summary of the aeration requirements and factors used in the calculation.
Table 6: Summary of Aeration Requirements.
Parameter Value Units Net Process Oxygen Demand (AOR) 330 kg O2/d
α-factor 0.6
β-factor 0.98
Maximum Water Depth 4.1 m
Average Water Depth 3.8 m
Minimum Water Depth 3.6 m
Mean Diffuser Submergence 3.4 m
Design DO Concentration 2.0 mg/L
SOR Mean Water Level 28°C, per basin 33 kg O2/hr
Air Demand at Mean Water Level, per basin 650 Nm3/h
Blower Air Pressure 50 kPa
2.1.1.8 Tanks The tanks will be constructed from reinforced concrete and designed in accordance with AS 3600 – Concrete Structures and AS 3735 – Concrete Structures retaining liquids.
2.1.1.9 Decanters The effluent decanters will be stainless steel, rotating trough type decanters with an integral scum baffle. Each SBR basin will be equipped with a decanter of 0.7 metres in length. The design decant depth is between 0.2 and 0.4m.
2.1.1.10 RAS and WAS Pumps There will be a RAS and WAS pump for each SBR basin. The pumps will be dry mounted external to the aeration basin for ease of access and maintenance.
2.1.1.11 Equalisation and Disinfection Decanted effluent from the SBR basins will flow to an equalisation tank which also serves as a Chlorine Contact Tank (CCT), for final disinfection prior to discharge to the Outfall.
Sodium hypochlorite will be dosed into the decanted effluent stream upstream of the CCT. A P&ID of the sodium hypochlorite and chlorine contact process is attached in Appendix C.
2.1.1.12 Discharge The existing outfall would be maintained to discharge flow from the upgraded WWTP. The pipeline has sufficient hydraulic capacity to convey the increased flows. To optimise dispersion at the outfall an enhanced diffuser will be installed at the end of the outfall, some 3km from shore. The proposed arrangement is as per the drawing in Appendix D.
Page 19
DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
2.1.1.13 Waste Sludge Management Waste activated sludge from the SBR basins will be pumped to the Sludge Lagoon(s), where the sludge will be stored and thickened by gravity.
At design load, the total sludge wasting rate over 24 hours is 192 kg/d at 8,000 mg/L (24 m3/d). The WAS pumps will be used to pump WAS from the SBR basins to the Sludge Lagoons on an intermittent basis.
The Sludge Lagoons have a combined capacity of around 3ML volume. The estimated waste sludge generation, based on a 20% further solids reduction through anaerobic storage and thickening to 2.5% w/v solids content, is 2,243 m3 per year. Therefore, the existing lagoons have sufficient storage capacity to store the estimated annual generated of waste sludge.
Supernatant from the Sludge Lagoons will be collected in a supernatant pump well and will be returned to the SBR Basins for treatment.
The Sludge Lagoons will be dewatered and sludge disposed of periodically using the services of a mobile sludge dewatering contractor.
A P&ID of the sludge lagoons is attached in Appendix C.
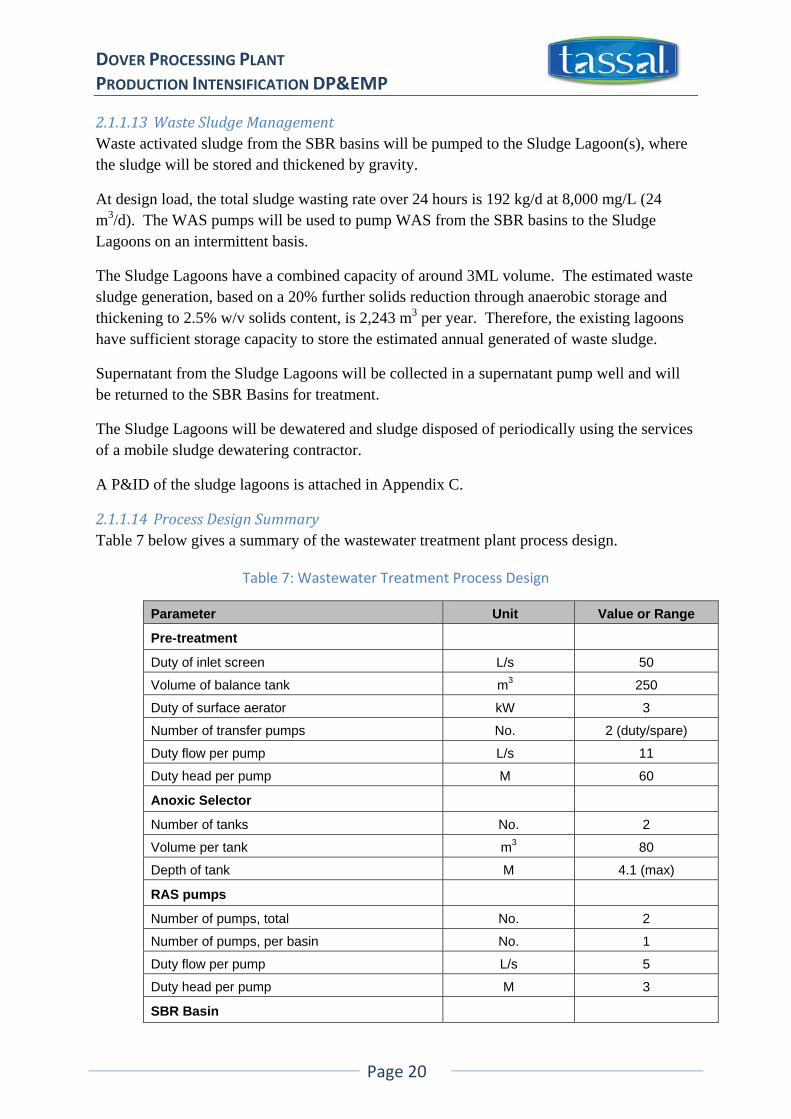
2.1.1.14 Process Design Summary Table 7 below gives a summary of the wastewater treatment plant process design.
Table 7: Wastewater Treatment Process Design
Parameter Unit Value or Range Pre-treatment Duty of inlet screen L/s 50 Volume of balance tank m3 250 Duty of surface aerator kW 3 Number of transfer pumps No. 2 (duty/spare) Duty flow per pump L/s 11 Duty head per pump M 60 Anoxic Selector Number of tanks No. 2 Volume per tank m3 80 Depth of tank M 4.1 (max) RAS pumps Number of pumps, total No. 2 Number of pumps, per basin No. 1 Duty flow per pump L/s 5 Duty head per pump M 3 SBR Basin
Page 20
DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
Page 21
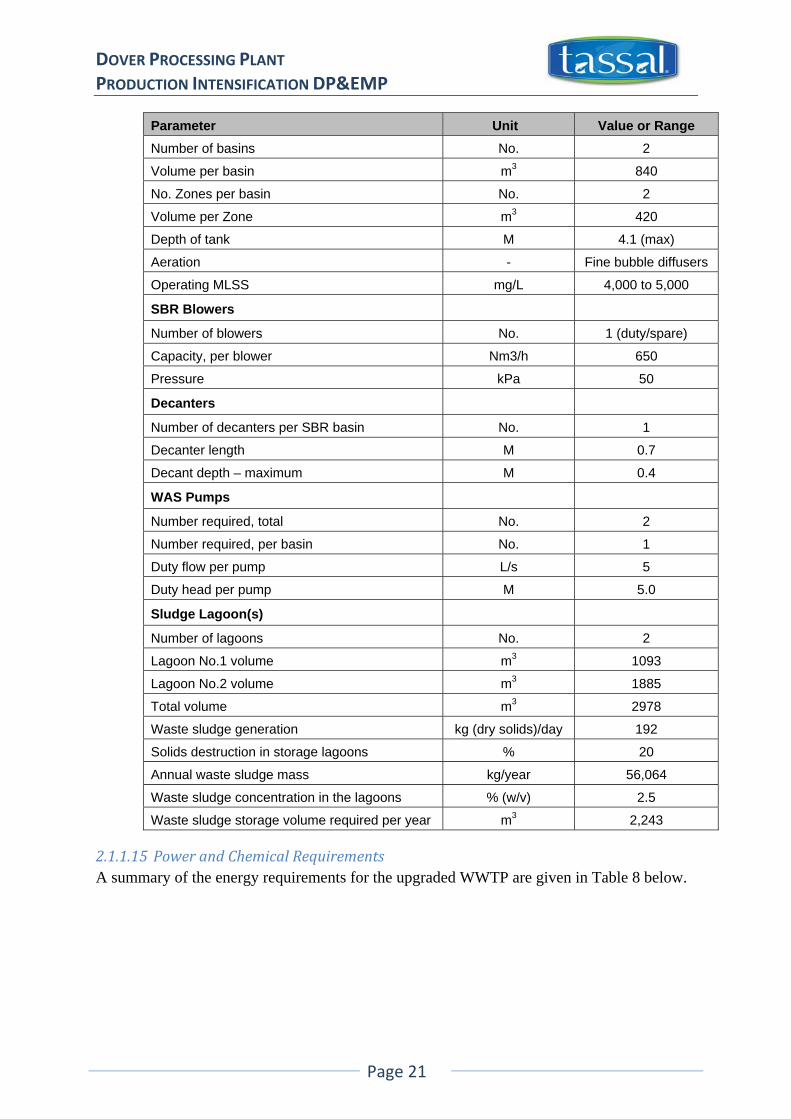
Parameter Unit Value or Range Number of basins No. 2 Volume per basin m3 840 No. Zones per basin No. 2 Volume per Zone m3 420 Depth of tank M 4.1 (max) Aeration - Fine bubble diffusers Operating MLSS mg/L 4,000 to 5,000 SBR Blowers Number of blowers No. 1 (duty/spare) Capacity, per blower Nm3/h 650 Pressure kPa 50 Decanters Number of decanters per SBR basin No. 1 Decanter length M 0.7 Decant depth – maximum M 0.4 WAS Pumps Number required, total No. 2 Number required, per basin No. 1 Duty flow per pump L/s 5 Duty head per pump M 5.0 Sludge Lagoon(s) Number of lagoons No. 2 Lagoon No.1 volume m3 1093 Lagoon No.2 volume m3 1885 Total volume m3 2978 Waste sludge generation kg (dry solids)/day 192 Solids destruction in storage lagoons % 20 Annual waste sludge mass kg/year 56,064 Waste sludge concentration in the lagoons % (w/v) 2.5 Waste sludge storage volume required per year m3 2,243
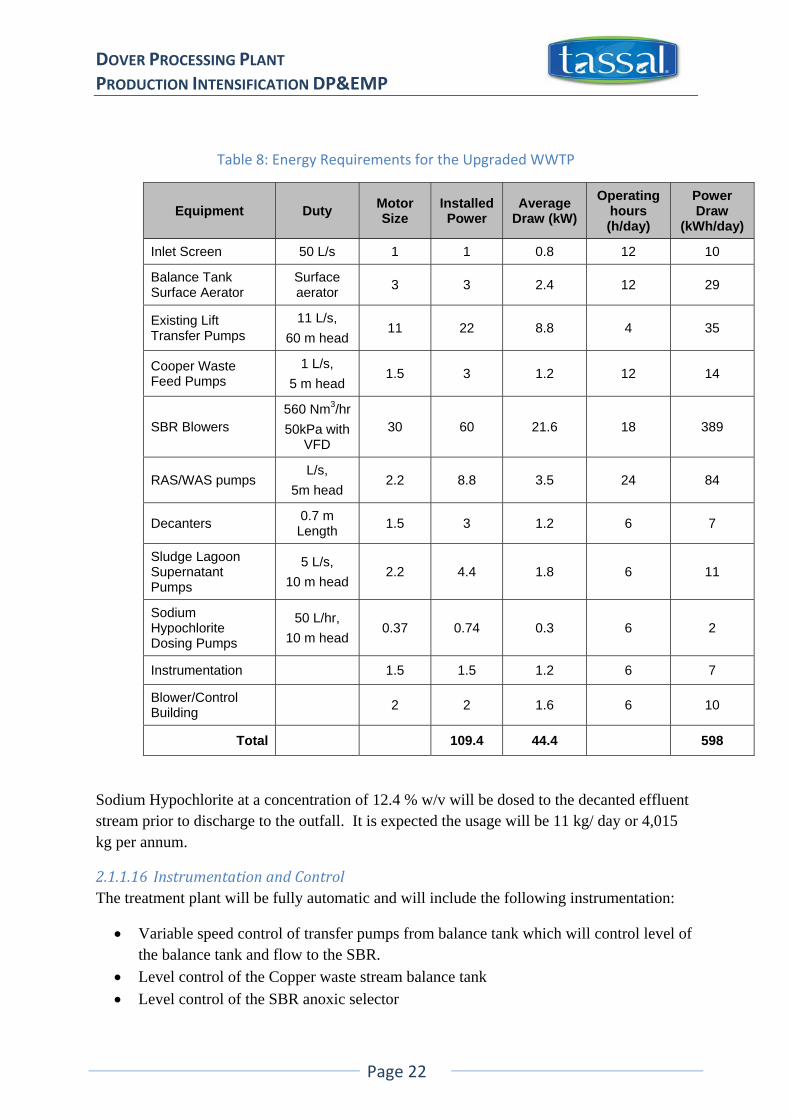
2.1.1.15 Power and Chemical Requirements A summary of the energy requirements for the upgraded WWTP are given in Table 8 below.
DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
Table 8: Energy Requirements for the Upgraded WWTP
Equipment Duty Motor Size
Installed Power
Average Draw (kW)
Operating hours (h/day)
Power Draw
(kWh/day) Inlet Screen 50 L/s 1 1 0.8 12 10 Balance Tank Surface Aerator
Surface aerator 3 3 2.4 12 29
Existing Lift Transfer Pumps
11 L/s, 60 m head 11 22 8.8 4 35
Cooper Waste Feed Pumps
1 L/s, 5 m head 1.5 3 1.2 12 14
SBR Blowers 560 Nm3/hr50kPa with
VFD 30 60 21.6 18 389
RAS/WAS pumps L/s, 5m head 2.2 8.8 3.5 24 84
Decanters 0.7 m Length 1.5 3 1.2 6 7
Sludge Lagoon Supernatant Pumps
5 L/s, 10 m head 2.2 4.4 1.8 6 11
Sodium Hypochlorite Dosing Pumps
50 L/hr, 10 m head 0.37 0.74 0.3 6 2
Instrumentation 1.5 1.5 1.2 6 7
Blower/Control Building 2 2 1.6 6 10
Total 109.4 44.4 598
Sodium Hypochlorite at a concentration of 12.4 % w/v will be dosed to the decanted effluent stream prior to discharge to the outfall. It is expected the usage will be 11 kg/ day or 4,015 kg per annum.
2.1.1.16 Instrumentation and Control The treatment plant will be fully automatic and will include the following instrumentation:
• Variable speed control of transfer pumps from balance tank which will control level of the balance tank and flow to the SBR.
• Level control of the Copper waste stream balance tank • Level control of the SBR anoxic selector
Page 22
DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
• Temperature, electrical conductivity and pH meters in SBR basins • Dissolved Oxygen control in SBR basin • Flow meters on WAS, RAS and effluent discharge to outfall • Level control of sodium hypochlorite tank • Level control of chlorine contact tank • Variable speed control of blowers to the SBR basins • Pressure and temperature indication of discharge from the blowers.
P&IDs showing the proposed instrumentation and control of the plant is shown in Appendix C.
2.1.1.17 Power Supply to Upgraded WWTP The upgraded WWTP will use more power than the existing WWTP, particularly the blowers. Aurora have been advised of our plans and have proposed to provide a suitable power line direct to the WWTP location. This will reduce the load on the existing factory power line and so enable additional supply contingency. Please see Appendix E for details of the proposed upgrade.
Aurora confirm that the power supply system will be of sufficient capacity to service the proposed works.
2.1.1.18 Organic Waste Management and Removal All wet fish waste materials are stored in two, fully enclosed 20,000L tanks located within a bunded area. These tanks are totally weather resistant and exclude vermin from gaining access to the inspection covers. The wet fish waste is proportionally dosed with acid during delivery to the tanks in order to lower the pH of the material to around 4. This preserves the wet waste which reduces odours during transport and storage and also facilitates the extraction of fish oil by Seafish. All dry fish waste is stored in sealed 1,000 L bins in a bunded area.
All organic wastes are collected on a daily basis by Moore Transport Solutions (MTS), or an appropriately licensed alternative, and delivered to Seafish Tasmania for rendering into fish meal and fish oil. The operation of the Seafish facility is separately regulated by the EPA with the only interface with Tassal being the appropriate storage and collection of the wastes.
General refuse arrangements are in place with Veolia for the collection and disposal of packaging and other general site waste. All waste streams are disposed of at EPA approved facilities.
2.1.1.19 Atmospheric Emissions Management The facility and all equipment is routinely maintained and cleaned to prevent the accumulation of putrescible materials that may give rise to odours. The proposed introduction of refrigerated shipping containers for storage of fish waste will provide further odour reduction.
Page 23
DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
2.1.1.20 Stormwater Management The existing bin washing facility adjacent to the dispatch area would have a roof erected over it with all wash water directed to the WWTP (current arrangement). The major change would see the stormwater being excluded from the bin washing activity and diverted as clean stormwater around the site. This would significantly reduce the volume of additional water being sent to the WWTP for treatment.
2.1.1.21 Minor Ancillary Infrastructure There would be minor site upgrades to ancillary infrastructure to enable the processing facility to operate in a sustainable manner. There are no plans to substantially add additional buildings; and as such the footprint of the site would not increase. All other existing infrastructure currently in place at Dover is seen to be environmentally sustainable.
2.1.1.22 Landscaping Following the construction phase Tassal will plant appropriate native vegetation around the WWTP to prevent the introduction of exotic species areas disturbed during construction. The buffer will include native, locally occurring species where practical and will be planted and
aimaint ned in a suitable manner.
2.1.2 Construction and Commissioning Plan An estimated construction and commissioning program is illustrated in Appendix F.
Temporary construction works on the site will be largely limited to temporary facilities to provide offices and amenity facilities for the workforce during construction.
Construction equipment will consist of trucks, loaders and associated earth moving equipment, cranes and trucks as required. No significant temporary construction equipment is anticipated to be required.
It is estimated that a maximum of 15 construction workers will be on site during the construction period. It is anticipated that the majority of these workers will be sourced from local construction companies.
Construction activities will typically be undertaken 5 days per week between the hours of 6.30am and 7.30pm. Construction activities will be only undertaken on weekends when required by the construction schedule and in such a manner as not to disturb neighbours with noise.
Vehicles associated with construction will access the site via Narrows Road. They will predominately be travelling from north of Dover on the Huon Hwy to the site and return.
Preliminary design indicates cut to fill quantities will be largely balanced minimising and requirement for significant quantities of fill to be brought to the site or disposed of from the site.
Page 24
DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
Measures to prevent the spread of introduced plant species will be taken in accordance with the recommendations of the Flora and Fauna Assessment report provided in Appendix G.
In addition a system will be developed to manage entry and exit from the site and to ensure that works do not egress outside the contract site. The site management procedures will include:
• Development and implementation of an induction program; • Clearly identifiable boundary delineation fence (where practicable);and • learC ly identifiabl
2.1.3 Commissioning
e and manageable site entry and exit location(s).
The commissioning plan will be as per the program provided in Appendix F.
Tassal will prepare a Construction Environmental Management Plan (CEMP) to outline and mitigate for any potential adverse environmental impacts during the construction and commissioning phases.
Along with the Operations and Maintenance manuals produced for the WWTP Tassal will prepare an Operational Environmental Management Plan (OEMP) to outline and mitigate for
po erse environmental impacts during operation of the upgraded WWTP. any tential adv
2.2 Site Plan The facility is located on Narrows Road Strathblane approximately 15km south of Dover via trafficable roads or approximately 3km south of Dover across Port Esperance as the crow flies. The site is located towards the eastern end of Narrows road.
A site roposed works is included in Appendix H. plan of the existing and p
2.3 General Location Map See F .4. igures 1 and 2 in Section 1
2.4 Off Site Infrastructure There is no off-site infrastructure required to be developed in order to allow this proposal to
eeproc d.
2.5 Technical and Management Alternatives The SBR reactor is considered the best technological solution for the treatment of wastewater emanating from the factory.
The alternative of expanding the existing lagoon system, with enhanced aeration, was initially considered. However it was quickly realised that this method would not achieve the required effluent quality outcomes on a year round basis without the lagoon size becoming very large, which would be uneconomic and impractical on the sloping terrain.
Tassal commissioned GHD in February 2009 to investigate the current WWTP performance and make recommendations on improving compliance with a corresponding increase in
Page 25

DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
production. The GHD Report concluded that the existing WWTP could be upgraded in order to achieve full compliance until such time as Tassal closed the Dover operations.
In April 2009, Tassal engaged the services of Pitt & Sherry to undertake the detailed design of the upgraded WWTP. Pitt & Sherry have now produced construction diagrams and technical specifications for the new WWTP to meet the Accepted Modern Technology (AMT) Guidelines based on an SBR design.
Once approval is granted, Tassal would prepare a CEMP for the activities. There are no other specialist studies needed to address the potential impacts of the planned upgrade.
The construction and ultimately the operation of the upgraded WWTP will significantly improve the quality of the discharged effluent and hence is seen as a major beneficial environmental outcome.
3
3
The Existing Environment
.1 Planning Aspects The Dover factory and associated WWTP have been in place since around 1988 and has been in continuous operation ever since as a fish processing facility. Previous to this the site was occupied by native forest. Title plans of the factory land are provided in Appendix I.
The site consists of a fish processing factory and associated infrastructure (main processing building, pavements, car park, offices, water tanks, maintenance buildings, storage area’s, a wharf and pontoons and wastewater treatment infrastructure. A managers house, which is owned by Tassal and is currently used as an office and meeting room facility, overlooks the main factory building.
As the factory is located at the end of Narrows Rd there is little or no regular through traffic apart from that associated with Tassal’s operations. The land in the area is either owned or managed by Tassal or Forestry Tasmania.
The area around the site is surrounded by native forests managed by Forestry Tasmania in every direction, except the north east where the site bounds Port Esperance. The nearest residence is approximately 1.2km away as the crow flies, or approximately 1.9km further west along Narrows Road. It is unlikely that any neighbours will be affected by the development.
The zoning of the proposed development area is as per the map in Appendix J.
The factory site is zoned “Aquaculture” under the 1989 Esperance Planning Scheme. The intent of this zoning is to recognise and protect existing aquaculture development and areas’ suitable for primary aquaculture processing. The proposed intensification of the Dover factory production clearly fits within this intent and so is compliant with the planning scheme.
Page 26
DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
The site of the existing WWTP, including where the WWTP upgrade will occur, is zoned “Rural C”. The intent of this zone is to:-
a. Provide for forestry within State Forests and on other suitable land; b. To recognise areas which, because of the elevation, aspect or steepness, or remoteness
are generally unsuited to agricultural or residential purposes; c. To protect existing tree cover, skylines, and the natural back drop to the settled areas
of the Municipality; and d. To protect and enable the improvement and utilisation of rural lands suitable or with
potential for use for agricultural purposes.
The zoning scheme Table of Uses prescribes that both “fish processing” and “aquaculture” activities are discretionary uses within a Rural C zone.
The upgraded WWTP will meet the objectives of the planning scheme and will comply with the intent of the Rural C zone in that it is in a relatively remote area, is surrounded by trees and hidden from view and the land itself is unsuitable for agricultural production.
The land is not known to be subject to landslip or instability. The upgrade will occur on an already cleared area not subject to excessive slope, ponding or flooding. The area will remain accessible by a gravel road and while the potential for bushfire exists the risk to people is minimized by the short distance to the sea and the fact that the two lagoons will remain in close proximity to the WWTP.
A new dedicated power supply will be installed to the WWTP by Aurora, taking the place of the existing supply which comes from the main factory feed.
The proposed development will not adversely affect existing or likely future users of adjacent . land
3.2 Environmental Aspects The site is located at the foothills of Tylers Hill overlooking Port Esperance towards the township of Dover. Tylers Hill is largely owned by Forestry Tasmania and is a series of active and passive forestry coups. As such the landscape is dominated by state forest and harvest timbers. The current layout and operation of the Tassal facility is such that there is no interaction or impact on adjacent FT owned or managed land other than the WWTP.
The site is at the end of Narrows Road, Strathblane. There is no significant through traffic past the site apart from occasional forest operations. Access along Narrows Road will not be affected by the proposal.
The site is not known to be subject to flooding or seismic activity.
As the site is surrounded by native forest the potential exists for bushfire impact on the site and its surrounds. This development is not expected to significantly increase this risk, which is currently low due to existing site protocols and the near proximity to the coast.
Page 27

DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
There are no existing environmental reserves within 500m of the proposed development.
No sites or areas of landscape, aesthetic wilderness scientific or otherwise special se by the proposed works. con rvation area’s will be affected
3.3 Socio‐Economic Aspects The proposal is expected to mildly benefit the social and economic environment around the Dover region. The implementation of the works will provide some local opportunity for construction contractors, but as the total capital expenditure is expected to be only around $3m this will not be a significant factor in the area’s economic fortunes.
The Tasmanian salmon farming industry contributes well over 300 million dollars annually to the Australian economy. The increased production will provide opportunity over the long terms for both maintenance of existing employment levels and some increased employment. In addition higher skilled employment opportunities may arise at the site and by extension on the local Marine farms. The will provide social and environmental benefits to the local
m ted in a region where local employment opportunities are limited. com unity, which is loca
3.4 Alternative Sites The Dover processing plant is conveniently located near to Tassals marine farms and has been in operation since around 1988. Expanding production at the site is a logical extension of Tassal’s strategic growth plan. No alternative sites were considered as intensifying production at the existing site, and upgrading the proposed WWTP, is clearly the most economic and environmentally sustainable approach.
The economic and environmental cost of establishing a brand new fish processing plant elsewhere, and closing Dover, is not considered feasible in the current economic climate. It is considered much more environmentally and economically sustainable to upgrade the existing Dover fish processing plant.
4 OP TENTIAL EN
4.1 Air Emissions
VIRONMENTAL EFFECTS AND THEIR MITIGATION
The closest residential dwelling is approximately 2km from the existing site by road, or 1.2km as the crow flies. They are not considered to be a sensitive receiver location and as such are not anticipated to have any impacts from odour originating from the upgraded WWTP. It is anticipated that the new WWTP would significantly reduce existing odours. There have never been any complaints about odour from the Dover site.
The proposed works are expected to improve air quality in and around the site through improved WWTP processes and improved solid waste handling measures.
There are no planned air emissions that would be captured by the provisions of the State Air Policy, 2004.
Page 28

DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
Commitment 1:- Tassal commits to the improvement of air quality in and around the site through improved WWTP processes and improved solid waste
sures. handling mea
4.2 Liquid Waste Emissions The upgraded WWTP will be based on reliable, robust and proven modern technology suited to the site specific application to produce effluent quality that meets the stated environmental discharge criteria.
The construction of the upgraded WWTP will be within the area of the existing WWTP. As the upgrade would integrate with existing infrastructure, there would be little additional clearing required as part of the works.
The quality of the discharged effluent will be subject to emission limits imposed by the EPA conveyed through a Permit Conditions-Environmental issued by the EPA that will be attached to any permit issued by Huon Valley Council for the construction and operation of the plant associated with the increased production. Tassal has designed the WWTP to meet the AMT (Accepted Modern Technology) limits (other than TN and ammonia), which would further eliminate the potential for adverse environmental impacts.
Discharge of the treated effluent (including disinfection) will be via the existing 3km long licensed outfall into Port Esperance, hence no new discharge point would occur as the result of the planned WWTP upgrade. The outfall location is 504246E and 5201550N which is in Port Esperance.
The proposed WWTP upgrade is seen as having a beneficial environmental outcome that will significantly improve the discharge effluent quality immediately. It will be designed so that environmental compliance would still be achieved when production levels reach 25,000 tonnes per year.
The quality of the treated effluent will be improved on the current discharge. This will have a beneficial environmental outcome for the receiving marine environment; including the epi-benthic fauna.
Results of an ambient water quality monitoring program for Port Esperance, as conducted by Tassal, has never indicated any adverse impacts to the marine waters. Modelling conducted for the planned upgrade has highlighted that there is substantial mixing occurring at the discharge point.
Recently tests have confirmed the structural integrity of the outfall via video inspection and pressured air testing.
Ammonia removal within the upgraded WWTP will be somewhat inhibited by the cool temperature of the influent from the factory (resulting from the use of cold water in ice slurries used to keep fish cool and extend shelf life), particularly during winter. The decision has been made not to heat up the wastewater to accelerate ammonia removal as it will require
Page 29
DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
significant energy (around 350,000kWhr per annum) to do so. In turn this would have significantly increased the carbon footprint of the site and in our view had a net environmental disbenefit. Instead the WWTP reactor has been sized conservatively to allow for the slower rate of ammonia reduction at the lower temperature. We note that the ammonia and TN emission limit proposed will be in excess of the AMT Guidelines.
In March 2010 Tassal conducted a marine benthic study of the area surrounding the existing effluent outfall from the Dover factory. A description of this study and the results obtained are contained in Appendix K. In addition a DVD record of the outfall and surrounds has been produced and is provided along with this DPEMP.
The study compares the benthic environment immediately around the pipe outfall with a control site of similar biophysical characteristics (ie depth, tide, exposure and sediment type) but located around 2km away, i.e. outside the zone of influence of the outfall.
While the study was qualitative, there appears to minimal difference s between the two sites. This suggests that the existing outfall has nil to negligible impact on the benthos of Port Esperance and that normal benthic health is apparent.
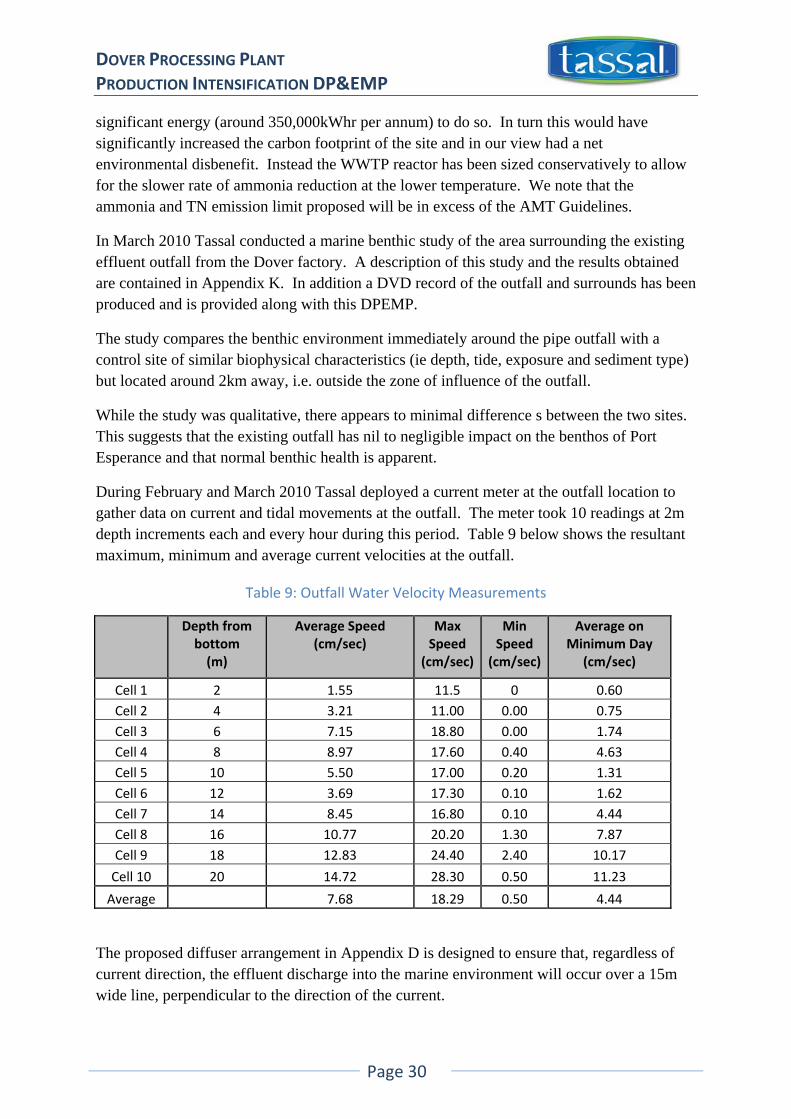
During February and March 2010 Tassal deployed a current meter at the outfall location to gather data on current and tidal movements at the outfall. The meter took 10 readings at 2m depth increments each and every hour during this period. Table 9 below shows the resultant maximum, minimum and average current velocities at the outfall.
Table 9: Outfall Water Velocity Measurements
Depth from bottom (m)
Average Speed (cm/sec)
Max Speed
(cm/sec)
Min Speed
(cm/sec)
Average on Minimum Day
(cm/sec)
Cell 1 2 1.55 11.5 0 0.60 Cell 2 4 3.21 11.00 0.00 0.75 Cell 3 6 7.15 18.80 0.00 1.74 Cell 4 8 8.97 17.60 0.40 4.63 Cell 5 10 5.50 17.00 0.20 1.31 Cell 6 12 3.69 17.30 0.10 1.62 Cell 7 14 8.45 16.80 0.10 4.44 Cell 8 16 10.77 20.20 1.30 7.87 Cell 9 18 12.83 24.40 2.40 10.17
Cell 10 20 14.72 28.30 0.50 11.23
Average 7.68 18.29 0.50 4.44
The proposed diffuser arrangement in Appendix D is designed to ensure that, regardless of current direction, the effluent discharge into the marine environment will occur over a 15m wide line, perpendicular to the direction of the current.
Page 30

DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
Given the average current velocity over the bottom 4m of the ocean is 1.55 cm/second, it is calculated that the maximum effluent flow of 490 m3/day will be mixed with an average of 80,352 m3/day of sea water over the width of the diffuser and within 4m of the bottom of the ocean. This represents a continuous dilution factor of 1 part to 164 within this zone.
This dilution factor will decrease with slower currents, but as the outfall is located at considerable depth significant mixing will occur as the effluent plume spreads up and out from the immediate vicinity of the initial mixing area. Extended periods of slack water are atypical of the outfall area, which is located on the entrance to Port Esperance and so is under strong influence from a range of factors including tides, river water outflows from Port Esperance and significant wind effects. Data from flow monitoring indicated that even during slack tides the top 12m of the water column around the outfall is never completely still.
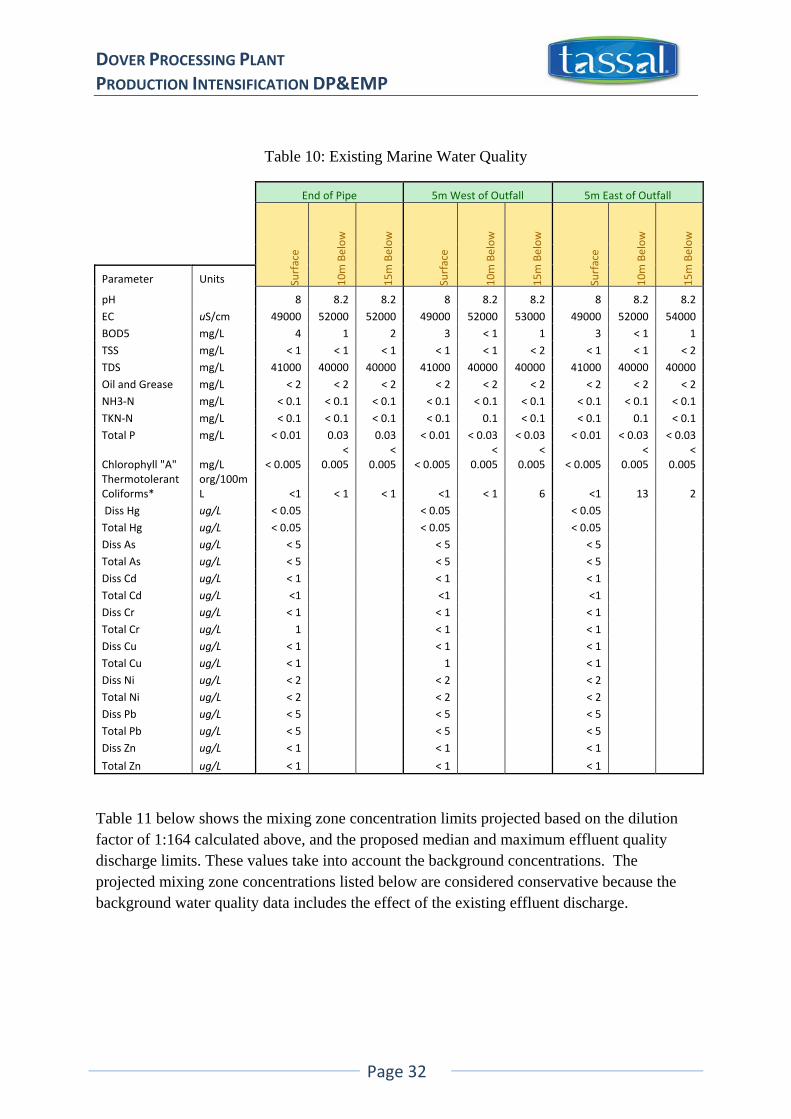
Table 10 below shows the current marine water quality around the outfall area. These samples were taken in February 2010.
Page 31
DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
Table 10: Existing Marine Water Quality
End of Pipe 5m West of Outfall 5m East of Outfall
Surface
10m Below
15m Below
Surface
10m Below
15m Below
Surface
10m Below
15m Below
Parameter Units
pH 8 8.2 8.2 8 8.2 8.2 8 8.2 8.2 EC uS/cm 49000 52000 52000 49000 52000 53000 49000 52000 54000 BOD5 mg/L 4 1 2 3 < 1 1 3 < 1 1 TSS mg/L < 1 < 1 < 1 < 1 < 1 < 2 < 1 < 1 < 2 TDS mg/L 41000 40000 40000 41000 40000 40000 41000 40000 40000 Oil and Grease mg/L < 2 < 2 < 2 < 2 < 2 < 2 < 2 < 2 < 2 NH3‐N mg/L < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 < 0.1 TKN‐N mg/L < 0.1 < 0.1 < 0.1 < 0.1 0.1 < 0.1 < 0.1 0.1 < 0.1 Total P mg/L < 0.01 0.03 0.03 < 0.01 < 0.03 < 0.03 < 0.01 < 0.03 < 0.03
Chlorophyll "A" mg/L < 0.005 <
0.005 <
0.005 < 0.005 <
0.005 <
0.005 < 0.005 <
0.005 <
0.005 Thermotolerant Coliforms*
org/100mL <1 < 1 < 1 <1 < 1 6 <1 13 2
Diss Hg ug/L < 0.05 < 0.05 < 0.05 Total Hg ug/L < 0.05 < 0.05 < 0.05 Diss As ug/L < 5 < 5 < 5 Total As ug/L < 5 < 5 < 5 Diss Cd ug/L < 1 < 1 < 1 Total Cd ug/L <1 <1 <1 Diss Cr ug/L < 1 < 1 < 1 Total Cr ug/L 1 < 1 < 1 Diss Cu ug/L < 1 < 1 < 1 Total Cu ug/L < 1 1 < 1 Diss Ni ug/L < 2 < 2 < 2 Total Ni ug/L < 2 < 2 < 2 Diss Pb ug/L < 5 < 5 < 5 Total Pb ug/L < 5 < 5 < 5 Diss Zn ug/L < 1 < 1 < 1
Total Zn ug/L < 1 < 1 < 1
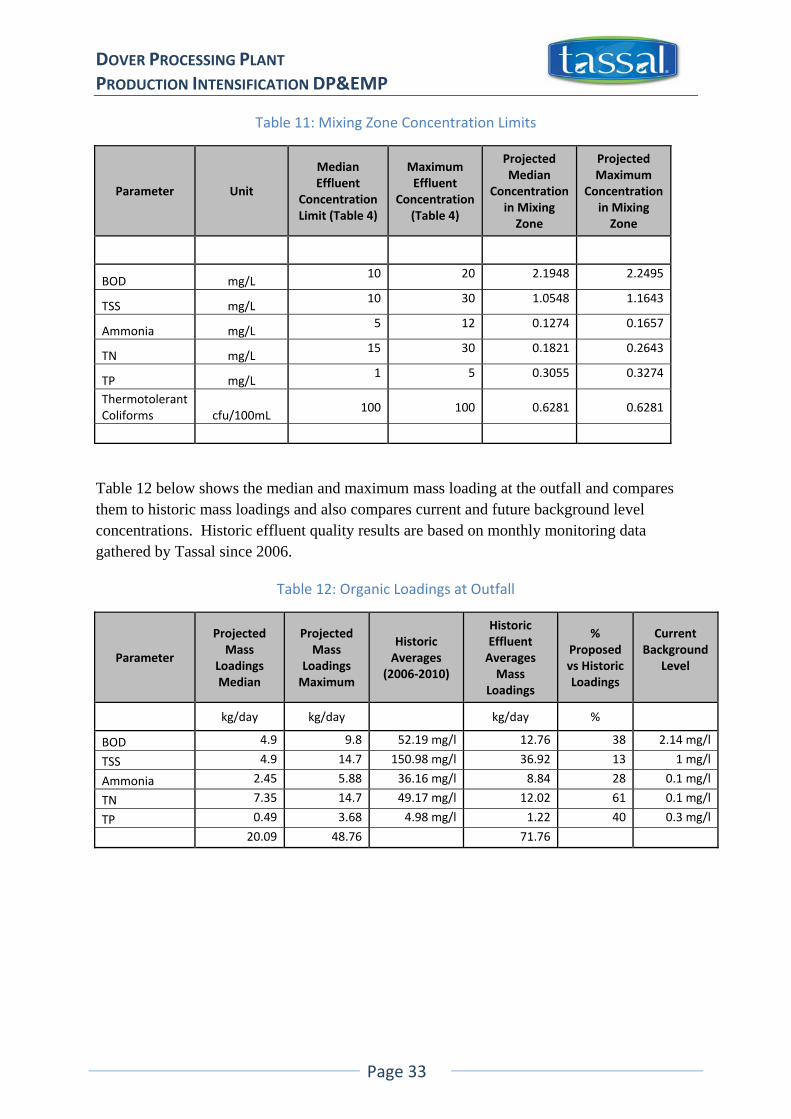
Table 11 below shows the mixing zone concentration limits projected based on the dilution factor of 1:164 calculated above, and the proposed median and maximum effluent quality discharge limits. These values take into account the background concentrations. The projected mixing zone concentrations listed below are considered conservative because the background water quality data includes the effect of the existing effluent discharge.
Page 32
DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
Table 11: Mixing Zone Concentration Limits
Parameter Unit
Median Effluent
Concentration Limit (Table 4)
Maximum Effluent
Concentration (Table 4)
Projected Median
Concentration in Mixing Zone
Projected Maximum
Concentration in Mixing Zone
BOD mg/L 10 20 2.1948 2.2495
TSS mg/L 10 30 1.0548 1.1643
Ammonia mg/L 5 12 0.1274 0.1657
TN mg/L 15 30 0.1821 0.2643
TP mg/L 1 5 0.3055 0.3274
Thermotolerant Coliforms cfu/100mL
100 100 0.6281 0.6281
Table 12 below shows the median and maximum mass loading at the outfall and compares them to historic mass loadings and also compares current and future background level concentrations. Historic effluent quality results are based on monthly monitoring data gathered by Tassal since 2006.
Table 12: Organic Loadings at Outfall
Parameter
Projected Mass
Loadings Median
Projected Mass
Loadings Maximum
Historic Averages
(2006‐2010)
Historic Effluent Averages Mass
Loadings
% Proposed vs Historic Loadings
Current Background
Level
kg/day kg/day kg/day %
BOD 4.9 9.8 52.19 mg/l 12.76 38 2.14 mg/l
TSS 4.9 14.7 150.98 mg/l 36.92 13 1 mg/l
Ammonia 2.45 5.88 36.16 mg/l 8.84 28 0.1 mg/l
TN 7.35 14.7 49.17 mg/l 12.02 61 0.1 mg/l
TP 0.49 3.68 4.98 mg/l 1.22 40 0.3 mg/l
20.09 48.76 71.76
Page 33
DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
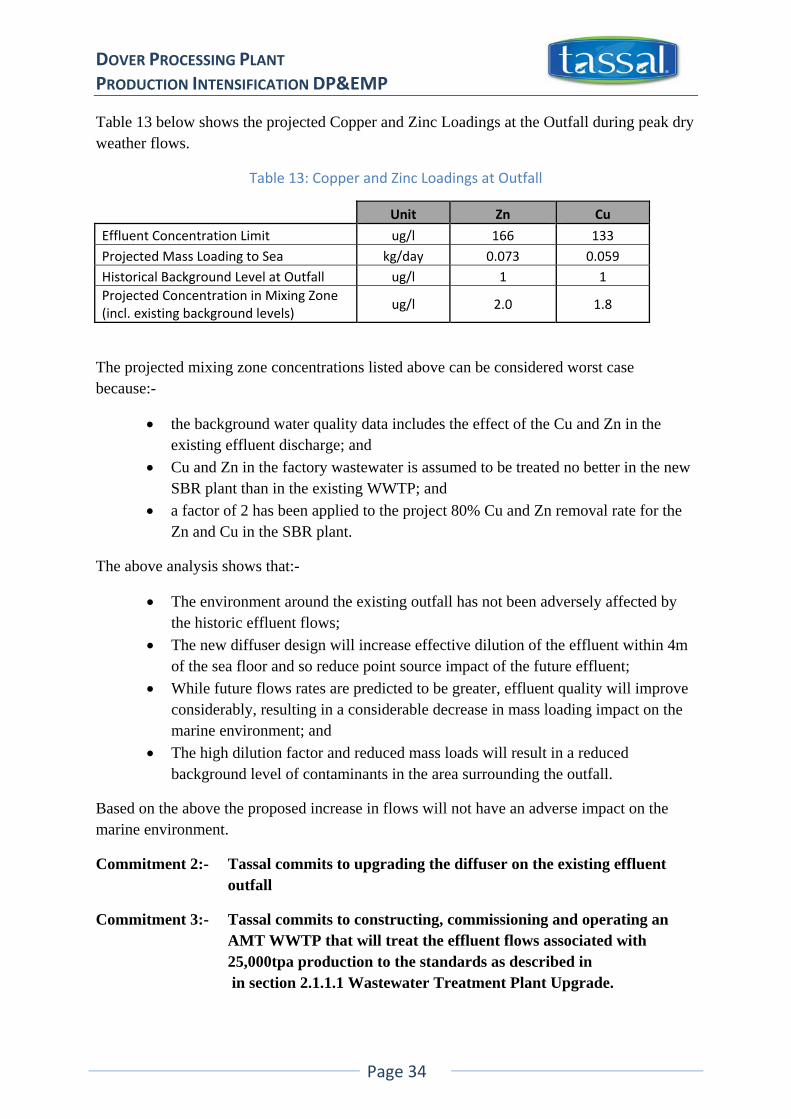
Table 13 below shows the projected Copper and Zinc Loadings at the Outfall during peak dry weather flows.
Table 13: Copper and Zinc Loadings at Outfall
Unit Zn Cu
Effluent Concentration Limit ug/l 166 133 Projected Mass Loading to Sea kg/day 0.073 0.059 Historical Background Level at Outfall ug/l 1 1 Projected Concentration in Mixing Zone (incl. existing background levels)
ug/l 2.0 1.8
The projected mixing zone concentrations listed above can be considered worst case because:-
• the background water quality data includes the effect of the Cu and Zn in the existing effluent discharge; and
• Cu and Zn in the factory wastewater is assumed to be treated no better in the new SBR plant than in the existing WWTP; and
• a factor of 2 has been applied to the project 80% Cu and Zn removal rate for the Zn and Cu in the SBR plant.
The above analysis shows that:-
• The environment around the existing outfall has not been adversely affected by the historic effluent flows;
• The new diffuser design will increase effective dilution of the effluent within 4m of the sea floor and so reduce point source impact of the future effluent;
• While future flows rates are predicted to be greater, effluent quality will improve considerably, resulting in a considerable decrease in mass loading impact on the marine environment; and
• The high dilution factor and reduced mass loads will result in a reduced background level of contaminants in the area surrounding the outfall.
Based on the above the proposed increase in flows will not have an adverse impact on the marine environment.
Commitment 2:- Tassal commits to upgrading the diffuser on the existing effluent outfall
Commitment 3:- Tassal commits to constructing, commissioning and operating an AMT WWTP that will treat the effluent flows associated with 25,000tpa production to the standards as described in in section 2.1.1.1 Wastewater Treatment Plant Upgrade.
Page 34
DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
Page 35
4.3 Groundwater The closest boreholes to the site are a series of six bores installed by Tassal to monitor groundwater at the Hawkers Net Slab site. These are approximately 1km west of the Processing facility and Tassal has received advice from a qualified hydrogeologist that the groundwater levels monitored here would be similar to the groundwater levels at the WWTP site. Groundwater levels are approximately 11meters below ground level; and at these depths, the planned upgrade of the WWTP is not seen to have any likely impact on groundwater.
Construction activities will be generally limited to 1-2m below the surface. If groundwater is intersected drainage lines will be installed to direct groundwater around the WWTP as it
es ping terrain. mak it way down the slo
4.4 Noise Emissions The closest residential dwelling is approximately 1.2km as the crow flies from the existing site via Narrows Road. They are not considered to be a sensitive receiver location and as such are not anticipated to have any impacts from noises originating from the upgraded WWTP. There have never been any complaints about noise from the Dover site.
There would not be any noise related issues arising during the construction of the new WWTP; however, Tassal and their contractor would employ best practice construction techniques and mitigation measures to ensure this was the case.
Commitment 4:- Tassal commits to employing best practice construction techniques to reduce any noise emitted during construction activities.
Commitment 5:- Tassal commits to maintaining a public complaints register during and after construction.
4.5 Solid and Controlled Waste Management The volume of organic fish waste is planned to increase proportional to the current volumes generated. Approximately 15% of the body weight of the fish is extracted within the Dover plant, mostly as guts. As such it is expected that up to 3,750 tonne of solid fish waste will be collected, stored and transported away from the Dover site each year.
It is planned that all solid fish waste will be sent to Seafish for rendering. Seafish have confirmed that they have the capacity to cater for these increases in production; although they have highlighted the need for an increased effort from Tassal to ensure that the product remained fresh. Accordingly, Tassal plan to upgrade the existing collection and storage arrangements for organic waste onsite. The construction of these upgraded facilities will integrate with the existing infrastructure; and as such there will be no clearing of vegetation required.
Solid fish wastes will be pumped into storage tank, and dosed with acid on a proportional basis. The acid acidifies the gut to a pH less than 4. This preserves the solid waste during
DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
storage and transport and minimises odour emanation. Acidification also assists the Seafish rendering process.
Existing commercial arrangements for the collection and disposal of packaging waste would be consolidated in order to cater for the anticipated increase in packaging materials generated as a result of the increased production.
There would be an increase in sludge produced from the WWTP on the current levels. De-sludging works would be conducted by a licensed contractor and transported to an appropriately licensed composting facility, or approved alternative facility for disposal.
Commitment 6:- Tassal commits to upgrading the existing solid waste collection and storage arrangements to reduce odour emissions.
4.6 Dangerous Goods and Environmentally Hazardous Materials There would be a slight increase in the amount of hazardous and dangerous goods stored on site with the corresponding increases in production. The existing storage arrangements would be examined with upgrades proposed to ensure that they are appropriately and legally stored.
Commitment 7:- Tassal commits to reviewing the existing hazardous and dangerous e compliance. goods stores to ensur
4.7 Biosecurity and Natural Values There would be no Macquarie Harbour fish processed at the Dover facility and hence there is no possibility of any breaches to the Biosecurity arrangements in place in Tasmania.
There would be no increase in the current footprint at either the Dover Processing facility or the WWTP. As such there would be no vegetation clearing which would significantly reduce the potential impacts.
SKM have undertaken a Flora and Fauna Assessment to determine the presence of threatened species and/or vegetation communities associated with the nominated construction area. This assessment is provided in Appendix G.
This report concludes that the development is not likely to significantly affect local flora or fauna, but recommends that:-
• Further advice be sought from DPIPWE Threatened Species Unit prior to clearing any E.ovata (black gum) trees, which are of benefit to the Swift Parrot. We note that at this stage it is not proposed to clear any Black Gums.
• Tassal will act in accordance with the Weed Management Act, 1999. It is noted that there are some weed species on the proposed construction site which will be eradicated during the construction phase.
A planning approval will be needed from the Huon Valley Council for any clearing of land or destruction of native vegetation.
Page 36
DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
Commitment 8:- Tassal commits that no Macquarie Harbour fish will be processed at Dover.
Commitment 9:- Tassal commits to acting in accordance with the Weed Management 9. Act, 199
4.8 Marine and Coastal The proposal is wholly contained within an area governed by the State Coastal Policy, 1996. The proposal plans to upgrading the WWTP to improve the environmental performance of the facility and hence is consistent with the State Policy. The improved effluent quality, and improved diffuser arrangement, will avoid any significant impact on aquatic biota within Port Esperence.
Apart from the alterations to the effluent outfall diffuser, which is at the bottom of the sea, no works are proposed within Port Esperance.
This proposal is unlikely to have any significant impact on existing commercial or earecr tional activities within Port Esperance,
4.9 Greenhouse Gas Emissions and Ozone Depleting Substances The proposal is expected to have only a minor impact on greenhouse gas emissions. The majority of the increase will be in the form of the additional power required to operate the SBR, particularly the air blowers. The decision not to heat the wastewater to accelerate ammonia removal, but to increase the size of the SBR will reduce greenhouse gas emissions considerably.
We note that based on the guidance notes provided under the National Greenhouse and Energy Reporting Scheme (NGERS) framework, and using the NGERS Calculator Assessment Tool, the following estimates were arrived at for the whole of Tassal:-
Greenhouse Gas Emissions (GHGE) = 7.44 kt CO2-e per year
As such Tassal has no requirement to register with the DCC. Tassal have, however, adopted a corporate policy to climate change which is provided in Appendix L.
The greenhouse gas emission per kilogram of production at Dover is expected to fall slightly fficient processes are adopted over time. as more energy e
4.10 Heritage An Aboriginal heritage survey was conducted by Aboriginal heritage officer Leigh Maynard on 25th February 2010 for the purposes of assessing the effect of the proposed works on Aboriginal heritage in the area. The results of this survey showed that there were no Aboriginal heritage sites present and that the potential for Aboriginal heritage occurring at the location is minimal. The report concludes that the work can proceed with little risk to Aboriginal heritage. The heritage report has been provided to Aboriginal Heritage Tasmania
Page 37
DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
for their assessment. The area of the proposed development has little or no identifiable post-European settlement heritage value.
The proposed wo
4.11 Land Use
rks will not adversely affect heritage values.
The majority of the proposed works consist of the upgrade of an existing WWTP, within the area nominally occupied by Tassal at the site of the existing WWTP. As such no land use or
o impacts are likely to be caused. devel pment planning
4.12 Visual Effects The WWTP site is remotely located within a clearing and is surrounded by native trees, which will be retained. As such there are no significant visual effects likely to be caused by the development.
Commitment 10:- Tassal Com
4.13 Socio‐Economic Issues
mits to retaining native trees around the WWTP area.
Tassal’s total investment in this upgrade will be in the order of $3 million. The construction phase will generate opportunities for employment for local contractors and more broadly throughout the state. In terms of the ongoing operational benefits for employment, the increased production quantity will result in higher skilled employment in the fish processing field.
Where possible, Tassal will seek to source raw materials locally during the construction process.
There are no significant adverse social or economic effects associated with this development.
Commitment 11:- Tassal commits to seeking to source labour and materials locally on period. during the constructi
4.14 Occupational Health and Safety The proposed works will be undertaken in accordance with the Occupational Health and Safety Act during both construction and operational phases.
No adverse Occupational Health and Safety impacts are foreseen as a result of this development.
Commitment 12:- Tassal commits to undertaking works in accordance with the lth and Safety Act. Occupational Hea
4.15 Hazard and Risk Assessment An Environmental Risk Assessment was conducted to assess the potential risks associated with the proposal. The results of this assessment are provided in Appendix M.
Page 38

DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
The assessment considered hazards leading to potential risks, with evaluation of the likelihood and consequence of events being risk ranked according to an Environmental Risk Assessment Tool (see Appendix M). Risks were compared before and after mitigation strategies were considered. In all cases there was either a decrease in risk due to the mitigation or the risk rating remained the same.
During the detailed design phase the risks identified in will be further reviewed determine if risk can be eliminated through design, or reduce the likelihood or consequence with additional mitigation strategies and measures.
Commitment 13:- Tassal commits to reviewing the risks during detailed design to determine if risk can be eliminated through design, or reduce the likelihood or consequence with additional mitigation strategies and measures.
4.16 Fire Risk The site is surrounded on three sides by native vegetation. On the northern side the site abuts Port Esperance. The terrain is generally sloping.
The construction and operation of the proposal will fulfil the requirements of the Fire Services Act 1979; and Workplace Health and Safety Act 1995.
The key performance requirements for the proposal are to have suitable controls in place to mitigate potential fire generated at the site leaving the site and to control potential fires from offsite entering the site.
During construction ignition sources associated with the construction phase will be generally limited to use of machinery, vehicles and fuels. All vehicles and machinery will be kept in good working order to minimise the potential for fires on site. Any fuels required during the construction phase will be limited in quantity and will be stored in appropriately bunded facilities.
Appropriate fire fighting equipment will be kept on site during the construction phase and site staff trained in emergency procedures and use of fire fighting equipment.
Operation of the facility poses little fire risk, with the main ignition source being electrical fault. The site is equipped with fire hydrants, hose reels and fire extinguishers.
Fire management procedures will be outlined in the site Operational EMP, which will include emergency management provisions.
4.17 Infrastructure and Off‐site Ancillary Facilities There are no off-site or ancillary facilities required
4.18 Environmental Management Systems
as part of this upgrade.
Tassal updated and executed its Environmental Policy in June 2010. A copy is provided in Appendix N. This policy is the foundation for the development and implementation of the EMS for Tassal Marine Operations; which is due for completion in January 2011.
It is envisaged that Tassal will broaden the scope of the EMS in 2012 to include all Processing Facilities. Hence Tassal is moving to having a fully accredited EMS against ISO
Page 39
DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
14001 implemented across the Dover Processing Facility by 2012. A copy of the Environmental Policy sits on all notice boards across the organisation and has been communicated to staff during staff inductions and staff meetings.
Tassal’s Environmental and Sustainability Manager is responsible for the Annual Reporting of Compliance against the EPA issued EPN for the site. Systems are in place to ensure that information and data required for reporting purposes are generated in a timely fashion and stored in accessible locations. As part of the information acquisition; relevant site personnel have been trained in their areas of responsibility and have carriage for these areas.
Tassal’s General Manager Engineering and Risk will take environmental responsibility for the construction and delivery of the physical construction works associated with the proposal. Once works are operational, the Environmental & Sustainability Manager will develop and implement all systems required to ensure onsite compliance and undertake staff training in conjunction with Tassal’s HR Department. The Dover Wet Processing Manager will ultimately be responsible for all aspects of site management after the commissioning phase. He will be supported by key personnel within Tassal during this time.
All staff are made aware of environmental obligations and broadly the environmental legislative framework across all of Tassal sites. During staff and site inductions the company’s environmental responsibilities are outlined as specific to the role being undertaken. All processing staff are made aware of the importance of minimising water usage in the factory and segregating organic fish waste from the WWTP stream. These basic measures reduce the loadings on the WWTP and ensure that the biological processes operate effectively enough to achieve compliance with the specified discharge parameters.
The WWTP has a Maintenance Officer who is allocated responsibility for its operation. Extensive training has been afforded to this Officer and the Wet Processing Manager and the Environmental and Sustainability Manager are fully across the day-to-day-operations which ensures that the collective knowledge is always accessible. If any issues are seen at the WWTP, the Maintenance Officer identifies the cause of the problem with the Wet Processing manager who then addresses all staff during onsite meetings. Records are kept of attendance at these meetings against an agenda of the items discussed. Likewise an Officer has been assigned to the Organic Waste Collection area; which has the same management philosophy as outlined for the WWTP.
All staff and contractors entering site are subject a site induction procedure. The level of induction is analogous to the activity that will be performed on site. As a minimum all visitors are given a broad overview of environmental management and their obligations whilst on site. All visitors sign a log book which indicates that they have been inducted to the site. Not all visitors have a need to be inducted. Those that are always in the presence of an inducted staff member do not need to be inducted; as the Tassal staff member takes responsibility for their actions whilst on site.
Page 40
DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
Tassal has recently implemented a site induction program for Contractors who regularly visit our sites. A general induction has been carried out to the extent of their interaction with our facilities. Environmental management issues are covered off on. This enables these inducted contractors to freely visit any authorised site without the need to identify their visits to that site.
Any observed environmental issue on the site is reported directly to a Manager who then follows a documented procedure for Incident Reporting. It is the Environmental and Sustainability Manager or the Chief Sustainability Officer that has the overall responsibility
tof no ifying the EPA of reportable incidents.
4.19 Cumulative and Interactive Effects The modest size of the proposed development and the fact that little or no major development is currently being proposed for the Dover area indicate that the cumulative development risk for the region associated with this development is low.
There are not expected to be any cumulative impacts as a result of the upgraded WWTP to cater for the increased production levels. Consideration of the upgrade concludes that there would be a beneficial environmental outcome should Tassal gain approval for its
rconst uction.
4.20 Traffic Impacts There will be a slight increase in traffic numbers as a result of the upgrading of the WWTP during construction. These would comprise of delivery truck and contractors making their way to site. There is no public transport to the site from Dover and hence anyone wanting to visit the site needs to do so via private road transport.
The increased production level would also result in a slight increase in traffic in the local area corresponding to the additional processing workers that may be required.
The increased production levels will result in a slight increase in traffic along Narrows Road and the Huon Hwy as follows:-
• One additional truck per day for product being taken from factory to either Margate VA plant, Huonville VA plant or the Ferry terminal at Devonport;
• One additional truck per every second day for delivery of foam cartons to the factory;
• A modest increase contractor traffic during the construction period; and • A modest increase in staff numbers at the site over time.
The current usage of Narrows Road is very light, and that traffic which does occur is predominantly that associated with Tassal and other aquaculture companies operations. Tassal is conducting community consultation to advise nearby residents of the modest traffic increase.
Page 41

DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
The Huon Highway is a major state road, although less heavily trafficked on the southern side of Dover. The addition of approximately two addition trucks per day, and some light vehicular traffic, along this road is not expected to significantly impact other road users.
It is not expected that there will be any significant impacts on other traffic users as a result of this proposal.
Commitment 14:- Tassal commits to conducting community consultation to advise nearby residents of the modest traffic increase.
5 Monitoring and Review On-going monitoring of the efficiency of mitigation measures and potential impacts of the upgraded facility is required to determine if the project is meeting obligations stated in the DPEMP, and subsequent permit conditions. The key aspects requiring monitoring will be the effluent quality discharged from the WWTP.
Monitoring of the treated effluent will involve a combination of treated effluent, receiving waters and biological monitoring. All sampling of treated effluent will be undertaken in accordance with the appropriate guidelines and Australian Standards:
Australian Guideline for Water Quality Monitoring and Reporting 2000;
• AS/NZS 2031—2001 Selection of containers and preservation of water samples for microbiological analysis;
• AS/NZS 5667.1:1998 Water quality – Sampling. Part 1: Guidance on the design of sampling programs, sampling techniques and the preservation and handling of samples;
• AS/NZS 5667.10:1998 Water quality – Sampling. Part 6: Guidance on sampling of waste water; and
• DPIWE Emission Limit Guidelines for Sewage Treatment Plants that discharge pollutants into fresh and marine waters, 2001.
All sampling will be undertaken by a suitably qualified or trained person.
Duplicate samples will be collected for laboratory quality control, in accordance with Australian Standards.
All samples will be analysed recognised laboratories approved by the Director.
Real-time, on-line monitoring of key treatment parameters with the WWTP will be undertaken as per the P&ID’s presented in Appendix C.
Samples of the final treated effluent, immediately prior to discharge, will be taken and sent to a laboratory approved by the Director for the following analysis:
• BOD5;
Page 42
DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
• Total Suspended Solids; • Total P; • TKN-N; • Ammonia-N; • pH; • Total and Dissolved Cu; • Total and Dissolved Zn; • Electrical Conductivity • Thermotolerant coliforms; and • Oil & Grease.
During commissioning of the upgraded WWTP, this sampling will be undertaken as regularly as is necessary in order to fine-tune the system and confirm the treatment capability of the plant, with the view of scaling back to monthly sampling following continued favourable results.
Surface and bottom water quality samples will be taken from the outfall and reference site on a monthly basis for a minimum of one year prior to the commissioning of the upgraded WWTP.
Water samples will be analysed for the following parameters:
• Ammonia-N, TKN-N • Chlorophyll 'a'; • Total P • Total & dissolved metals (Cu, Zn); • Total Suspended Solids; • Oil & Grease; • Thermotolerant coliforms.
To address other potential impacts, not considered suitable for on-going monitoring, a complaints and incidents register will be developed and maintained.
Any complaints received from neighbouring residents, motorists and any other members of the general public will be recorded in the register. This register will also include any incidents or complaints relating to issues included in regular monitoring program.
The complaints register will include details such as:
• Time complaint received; • Time incident occurred; • Name of complainant; • Contact details of complainant; • Details of complaint;
Page 43
DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
• Person responsible for addressing complaint; • Investigations undertaken; and • Manner in which the complaint was resolved (including mitigation measures
implemented).
Any accidents or incidents resulting in the potential for personal or environmental harm or nuisance will be reported to the appropriate authority as soon as practicable.
A review of operations and associated management plans will be undertaken 12 months after commissioning of the upgraded facility (and at three-yearly intervals thereafter) and will include all results of the regular monitoring programs.
Commitment 15:- Tassal commits to monitoring and reviewing the treated effluent as per Section 5 of this DPEMP.
Commitment 16:- Tassal commits to establishing a complaints and incidents register for the site.
6 Decommissioning and Rehabilitation Tassal has no current plans to decommission the Dover Fish Processing plant. Should Tassal consider closing this plant then Tassal would prepare a Decommissioning and Rehabilitation Plan at least 6 months prior to any planned closure and submit it to the Director for approval.
7 Commitments These commitments relate to the relative sections of Chapters 4 and 5 of this DPEMP. Tassal are responsible for the implementation of all commitments. Commitment 1:‐ Improve air quality in and around the site through improved WWTP processes and
improved solid waste handling measures.
Commitment 2:‐ Upgrade diffuser on existing effluent outfall
Commitment 3:‐ Construct, commission and operate an AMT WWTP that will treat the effluent flows associated with 25,000tpa production to the standards as described in Table 4: Expected effluent quality in section 2.1.1.1 Wastewater Treatment Plant Upgrade.
Commitment 4:‐ Employ best practice construction techniques to reduce any noise emitted during construction activities.
Commitment 5:‐ Maintain a public complaints register during and after construction.
Commitment 6:‐ Upgrade existing solid waste collection and storage arrangements to reduce odour emissions.
Commitment 7:‐ Examine existing hazardous and dangerous goods stores to ensure compliance.
Commitment 8:‐ No Macquarie Harbour fish will be processed at Dover.
Page 44
DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
Page 45
Commitment 9:‐ Tassal will act in accordance with the Weed Management Act, 1999.
Commitment 10:‐ Retain native trees around WWTP area.
Commitment 11:‐ Seek to source labour and materials locally during construction period.
Commitment 12:‐ Undertake works in accordance with the Occupational Health and Safety Act.
Commitment 13:‐ Review risks during detailed design to determine if risk can be eliminated through design, or reduce the likelihood or consequence with additional mitigation strategies and measures.
Commitment 14:‐ Conduct community consultation to advise nearby residents of the modest traffic increase.
Commitment 15:‐ Monitor and review treated effluent as per Section 5 of this DPEMP.
Commitment 16:‐ Establish a complaints and incidents register for the site.
8 Conclusion This proposal to intensify the production at our Dover factory will bring existing licenses and production levels up to par, and include for the increases anticipated in Tassal’s 2015 strategic plan.
The major component of the project is the upgrading of the existing WWTP on the existing site to Accepted Modern Technology standards. The environmental effects of the construction of the upgrade works are modest in nature and are in keeping with the use of the site and existing environmental amenity. The upgrade will both improve effluent quality discharged to Port Esperance and allow for future expansion to 2015.
The proposed development meets all known local, state and federal government planning policies and legislation and will have a net positive effect on the local community through allowing increased and sustainable employment opportunities in the Dover area.
As there are little or no adverse environmental effects that will be caused by this development, it is deemed to be a net environmentally positive proposal.
9 References AWRC (1992). `National Water Quality Management Strategy - Draft Guidelines for Sewerage Systems - Acceptance of Trade Wastes (Industrial Waste)'
Cheng M H et al (1975). `Heavy Metals Uptake by Activated Sludge'. J WPCF Vol 47, No 2, p.362-376.
DPIWE (2001). Emission Limit guidelines for Sewage Treatment Plants that Discharge Pollutants into Fresh and Marine Waters.
Neufeld R D et al (1981). `Heavy Metal Removal by Acclimated Activated Sludge'. J WPCF Vol 47, No 2, p.310-329.
Oliver B G et al (1974). `The Efficiency of Heavy Metal Removal by a Conventional Activated Sludge Treatment Plant'. Water Research Vol 8, p.869-874.
Petrasek Jr A C and Kugelman I J. (1983). `Metals, Removals and Partitioning in Conventional Wastewater Treatment Plants'. J WPCF Vol 55 No 9 p.1183-1190.

DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
Appendix A. EPA Project Specific Guidelines Appendix A

DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
Appendix B. Consultation Letter to Narrows Rd Residents
DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
Appendix C. General Site Plan and Details of Upgraded WWTP and PFD’s and P&ID’s of Upgraded WWTP

DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
Appendix D. Outfall Diffuser

DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
Appendix E. New Power Line

DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
Appendix F. Construction and Commissioning Timetable

DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
Appendix G. Flora and Fauna Report

DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
Appendix H. Dover Site Plan

DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
Appendix I. Dover Factory Property Titles
DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
Appendix J. Planning Zones

DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
Appendix K. Dover WWTP Outfall Benthic Survey

DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
Appendix L. Tassal Climate Change Policy

DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
Appendix M. Hazard and Risk Assessment

DOVER PROCESSING PLANT PRODUCTION INTENSIFICATION DP&EMP
Appendix N. Tassal Environmental Policy


















