LARP Program Perspective G. Apollinari - LARP Director FCC Week 2015.
Upload
drusilla-murphyCategory
view
223download
6
DOE Review of LARP – February 17-18, 20141
Coil Design and Fabrication
Miao YuFebruary 17, 2014

DOE Review of LARP – February 17-18, 20142
Outline
• Introduction• QXF Coil Design
– Coil Cross-section– Coil Layout– Coil Pole and End Parts
• QXF Coil Fabrication– Winding and Curing Tooling– Winding and Curing Traveler– Winding Test
• FY14 Schedule• Summary

DOE Review of LARP – February 17-18, 20143
Introduction
• Based on LARP successful R&D Quadrupole coil TQ/LQ/HQ/LHQ. – Coil parts design (BEND program)– Fabrication technology (winding – curing – reaction – impregnation)– Coil size at each fabrication step (insulation and shim) to reach the
final coil size
• To meet CERN’s requirement – Magnetic length (coil length)– Electrical requirement (plasma coating the end parts)– Energy deposition (coil cooling channel in the pole)
DOE Review of LARP – February 17-18, 2014
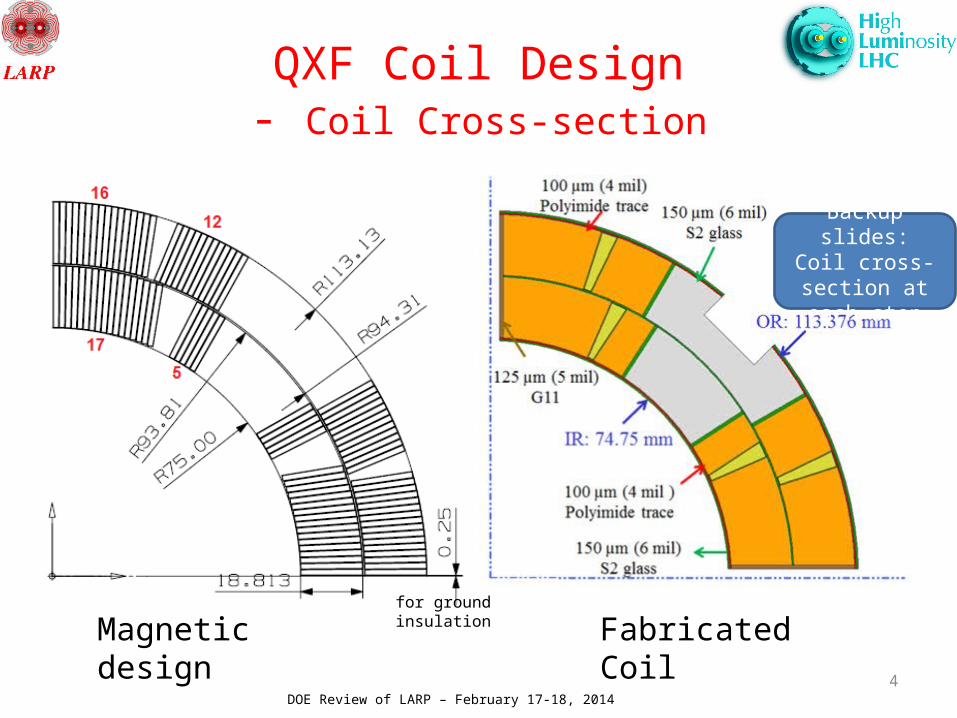
QXF Coil Design- Coil Cross-section
4
Magnetic design Fabricated Coil
Backup slides:Coil cross-section
at each step
for ground insulation
DOE Review of LARP – February 17-18, 20145
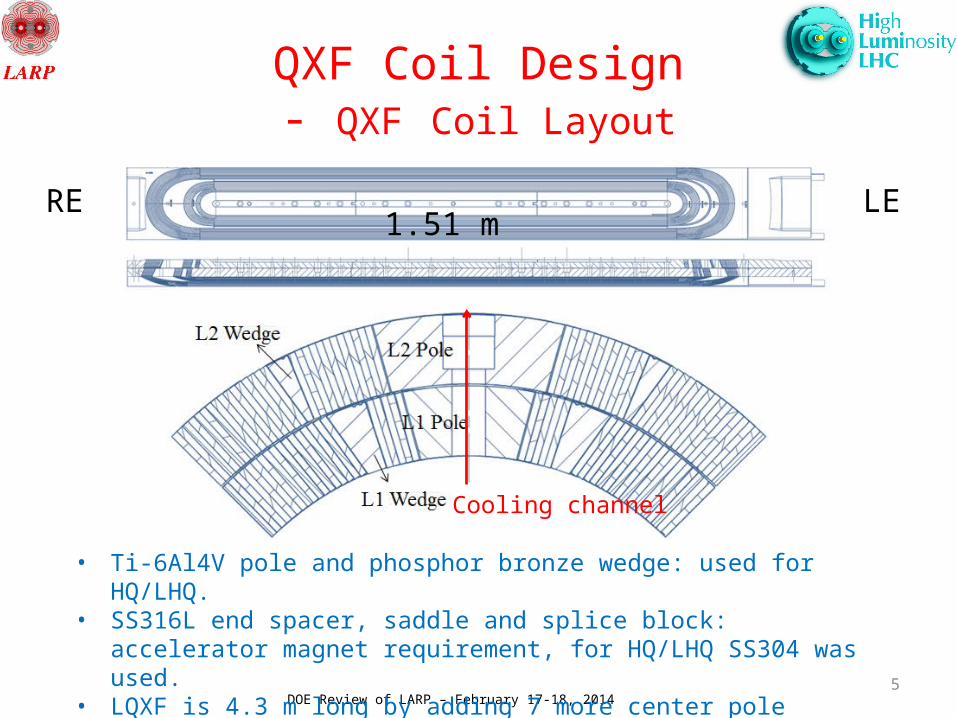
QXF Coil Design- QXF Coil Layout
Cooling channel
RE LE1.51 m
• Ti-6Al4V pole and phosphor bronze wedge: used for HQ/LHQ. • SS316L end spacer, saddle and splice block: accelerator magnet requirement,
for HQ/LHQ SS304 was used. • LQXF is 4.3 m long by adding 7 more center pole pieces.

DOE Review of LARP – February 17-18, 20146
QXF Coil Design- Coil Pole
• > 80 % of the heat is evacuated via the pole piece with Φ8 mm holes and 50 mm spacing

DOE Review of LARP – February 17-18, 20147
QXF Coil Design- Coil End Parts
• End parts are designed based on the nominal coil size• During coil winding, the coil is not fully constrained inside the envelop,
and when both the aperture and cable size are getting larger, the coil has more springback effect at the end.
• To fit the part without removing material from the tip during winding, the flexible feature-accordion slits are introduced into the design.
• End parts are plasma coated to increase the dielectric strength.
temporary saddle during W&C
QXF slits design with bridges

DOE Review of LARP – February 17-18, 20148
QXF Coil Fabrication- SQXF Winding and Curing Tooling Design
Rollover Station
Curing Mold
Coil Inner Layer
DOE Review of LARP – February 17-18, 20149
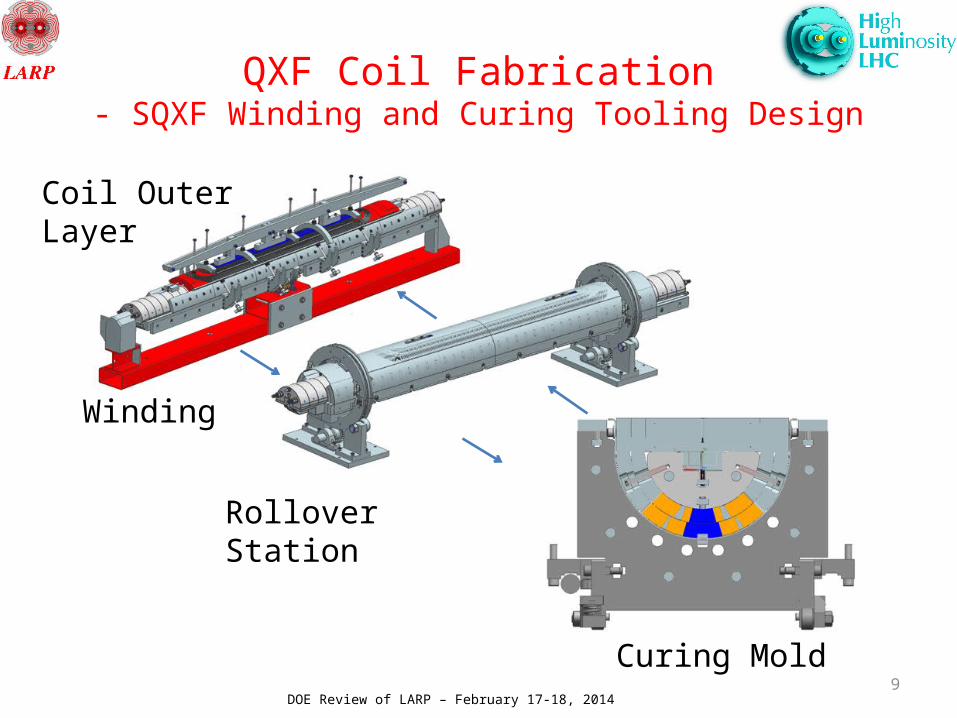
QXF Coil Fabrication- SQXF Winding and Curing Tooling Design
Rollover Station
Curing Mold
Winding
Coil Outer Layer
DOE Review of LARP – February 17-18, 201410
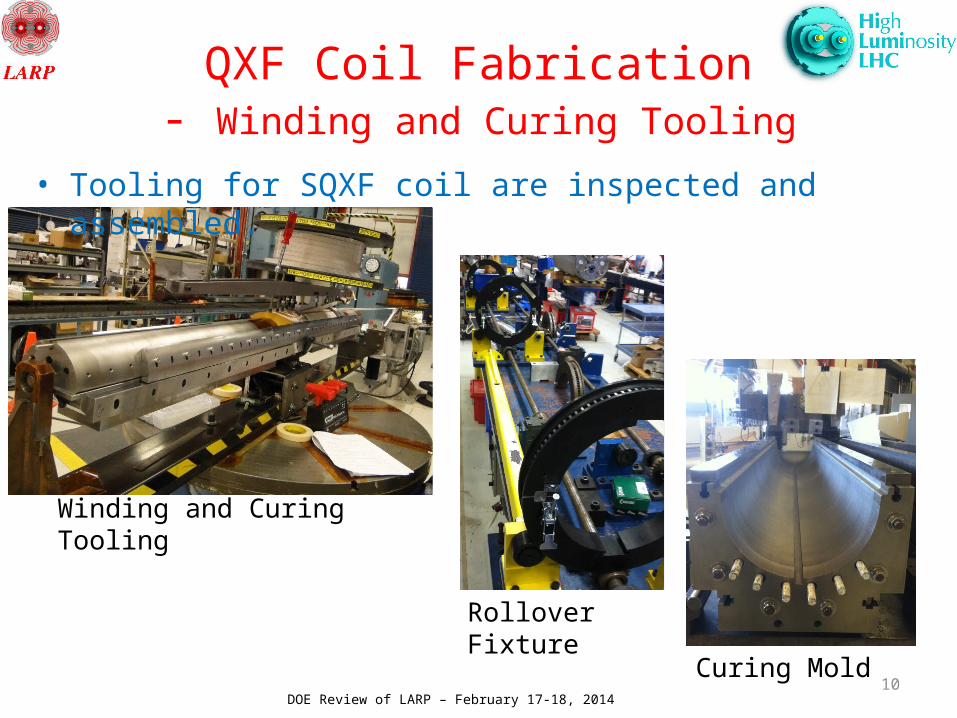
QXF Coil Fabrication- Winding and Curing Tooling
• Tooling for SQXF coil are inspected and assembled.
Winding and Curing Tooling
Rollover Fixture
Curing Mold

DOE Review of LARP – February 17-18, 201411
QXF Coil Fabrication- LQXF Winding and Curing Tooling
• The design of LQXF W&C tooling was finished• Procurement will be started this summer
Curing mold is lamination based• 5-section stacking• Welding• Section inspection• Final assembly and inspection
Use the same rollover fixture for SQXF
• Winding table will be tested in April• Selva winder will be commissioned by this Dec

DOE Review of LARP – February 17-18, 201412
QXF Coil Fabrication- Winding Test
• Two 1 m coils, winding-curing – Check tooling– End parts inspection and design
optimization• Winding and curing procedure– Online version– Based on HQ/LHQ winding and
curing traveler– Check the procedure
DOE Review of LARP – February 17-18, 201413
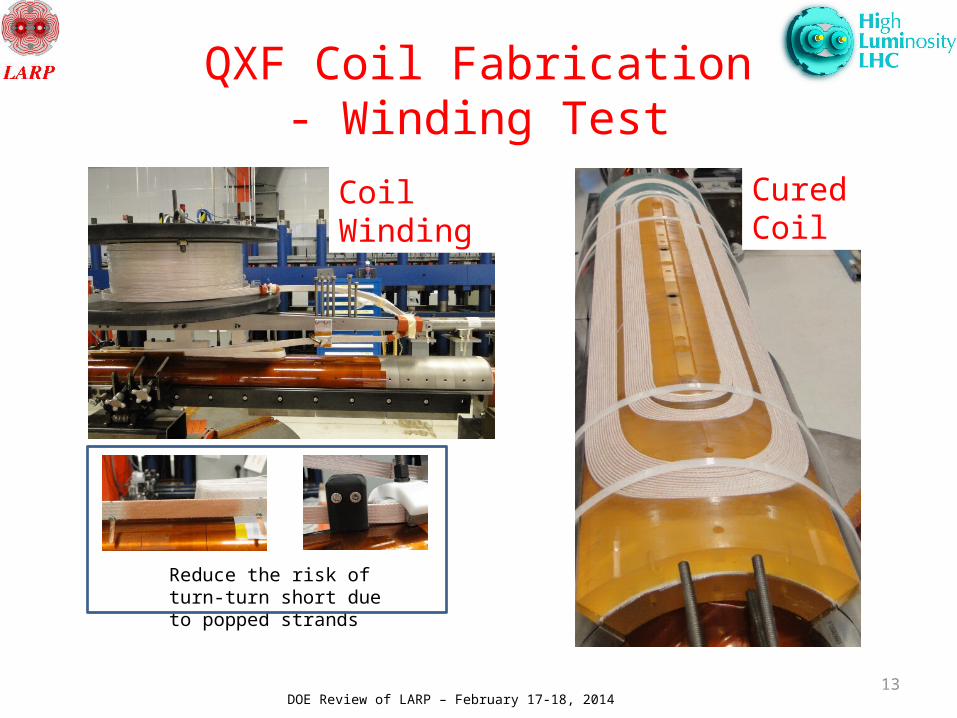
QXF Coil Fabrication- Winding Test
Cured CoilCoil Winding
Reduce the risk of turn-turn short due to popped strands

DOE Review of LARP – February 17-18, 201414
FY 14 Schedule• Start the fabrication of the 1st practice coil in the end of February.

DOE Review of LARP – February 17-18, 201416
Summary
• SQXF coil is designed based on HQ/LHQ coil• Tooling are ready for SQXF coil winding and
curing• Winding and curing procedure is based on
HQ/LHQ coil procedure• SQXF coil fabrication will be started in the end
of this February.• LQXF coil winding and curing tooling will be
procured this summer.
DOE Review of LARP – February 17-18, 201417
Backup Slides- Coil Size at Each Step

DOE Review of LARP – February 17-18, 2014
IL Winding and Curing
18
Midplane
760 µm (30 mil) =3 layers 10 mil Mylar
250 µm (10 mil)
1.5 mm (60 mil)Curing Retainer
250 µm (10 mil)SS shim
Curing Shell
OR: 113.126 mm
IR: 94.168 mm
250 µm (10 mil) Mylar + 100 µm (4mil) shrink wrap
DOE Review of LARP – February 17-18, 2014
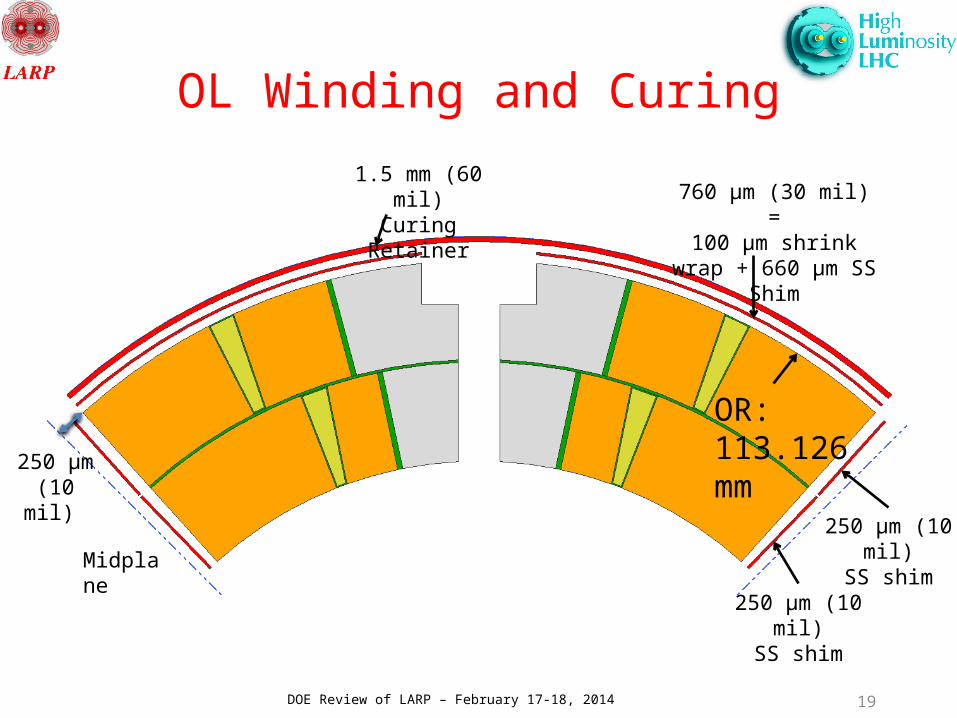
OL Winding and Curing
19
Midplane
OR: 113.126 mm
760 µm (30 mil) =100 µm shrink wrap +
660 µm SS Shim
250 µm (10 mil)
1.5 mm (60 mil)Curing Retainer
250 µm (10 mil)SS shim
250 µm (10 mil)SS shim

DOE Review of LARP – February 17-18, 2014
Coil Reaction
20
125 µm (5 mil) MICA
125 µm (5 mil )MICA
125 µm (5 mil) MICA
125 µm (5 mil) MICA
Midplane
250 µm (10 mil)S2 glass
125 µm (5 mil) MICA
125 µm (5 mil)
MICA
DOE Review of LARP – February 17-18, 2014
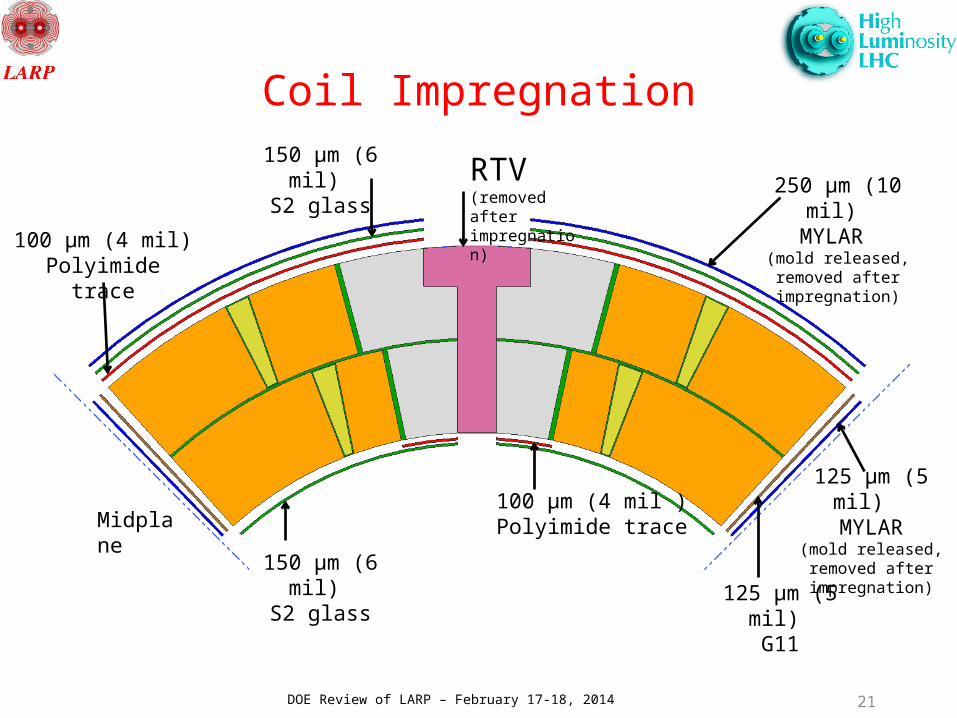
Coil Impregnation
21
150 µm (6 mil) S2 glass
100 µm (4 mil )Polyimide trace
150 µm (6 mil) S2 glass
100 µm (4 mil) Polyimide trace
250 µm (10 mil) MYLAR
(mold released, removed after impregnation)
125 µm (5 mil) MYLAR
(mold released, removed after impregnation)
125 µm (5 mil) G11
Midplane
RTV (removed after impregnation)