
Document: TECHNICAL MEMORANDUM Project: INNOVAT Case Study … · CASE STUDY – 10,000t/d HEAP...
56
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED 760 Brant St., Suite 405C, Burlington ON, L7R 4B8, Canada Tel 905-333-7133 Fax 905-333-9336 www.vatleach.com INN14-CS-001 Sept 30, 2014 Document: TECHNICAL MEMORANDUM Project: INNOVAT Case Study – 10,000 t/d Heap Leach – Panama This memorandum presents an economic comparison based on a 10,000 t/d heap leach operation located in Latin America. All assumptions, equipment layouts, mining, and costing, for the purposes of this comparison, have been accepted from the pre-feasibility base case and have not been adjusted except as required to implement a Continuous Vat Leaching (CVL) based process. INNOVAT was directly engaged in engineering activities related to the project from 2007 through 2013, including bulk pilot plant testing, and believes that the cost estimates associated with the implementation of Continuous Vat Leaching have been conservatively estimated, and that potentially significant savings in both processing, and material handling can be realized with modification to the base case. 1.0 INTRODUCTION Three economic analyses are presented in this memo, two of which have been prepared by INNOVAT, and one of which was presented as a heap leach, prefeasibility study by the owner. All costing where possible has been carried forward, or based on the base case. The models are as follows: • Base case: 10,000t/d Heap Leach Facility (unadjusted) • Direct Comparison: 10,000t/d Continuous Vat Leaching • Alternate: 5,000t/d Continuous Vat Leaching The following considerations were used when evaluating the alternate methods: • Maintain design criteria of the original project plan • Use direct cost from original project plan where feasible
Transcript of Document: TECHNICAL MEMORANDUM Project: INNOVAT Case Study … · CASE STUDY – 10,000t/d HEAP...
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
760 Brant St., Suite 405C, Burlington ON, L7R 4B8, Canada Tel 905-333-7133 Fax 905-333-9336
www.vatleach.com
INN14-CS-001 Sept 30, 2014
Document: TECHNICAL MEMORANDUM
Project: INNOVAT Case Study – 10,000 t/d Heap Leach – Panama
This memorandum presents an economic comparison based on a 10,000 t/d heap leach operation
located in Latin America. All assumptions, equipment layouts, mining, and costing, for the
purposes of this comparison, have been accepted from the pre-feasibility base case and have not
been adjusted except as required to implement a Continuous Vat Leaching (CVL) based process.
INNOVAT was directly engaged in engineering activities related to the project from 2007
through 2013, including bulk pilot plant testing, and believes that the cost estimates associated
with the implementation of Continuous Vat Leaching have been conservatively estimated, and
that potentially significant savings in both processing, and material handling can be realized with
modification to the base case.
1.0 INTRODUCTION
Three economic analyses are presented in this memo, two of which have been prepared by
INNOVAT, and one of which was presented as a heap leach, prefeasibility study by the owner.
All costing where possible has been carried forward, or based on the base case. The models are
as follows:
• Base case: 10,000t/d Heap Leach Facility (unadjusted)
• Direct Comparison: 10,000t/d Continuous Vat Leaching
• Alternate: 5,000t/d Continuous Vat Leaching
The following considerations were used when evaluating the alternate methods:
• Maintain design criteria of the original project plan
• Use direct cost from original project plan where feasible
CASE STUDY – 10,000t/d HEAP LEACH COMPARISON – INN14CS 2
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
• Use unit cost from original project plan where direct cost is not feasible
2.0 BASIS OF COMPARISON
INNOVAT has not modified the flow sheets in any way beyond addition of components which
are required for Continuous Vat Leaching, and removal of components related specifically to
Heap Leaching.
The mining and material handling process has been unmodified for the 10,000t/d Continuous Vat
Leach case, and modified only as a result of the reduction in processing rate for the 5,000t/d
CVL case.
The crushing circuit has been modified as a result of the Continuous Vat Leaching process feed
size requirement of -6mm. In order to use the primary and secondary crusher from the base case,
an additional tertiary, and quaternary crushing stage have been added to both of the CVL
scenarios. The cost of this inclusion has been captured in both the CAPEX and OPEX within the
comparison. It is expected that a crushing circuit designed specifically to reduce the particle size
from ROM to -6mm would require three stages and have a small cost savings over the crushing
circuit utilized in this comparison.
The CVL facility has been placed near the base of the proposed heap leach facility, and receives
ore from the crushed ore stockpile. No modification has been made to the material handling /
conveyor system as presented in the base case. The CVL is expected to discharge the material to
a tailings pile which has been modelled to occupy the space currently designed for the heap leach
facility. The costing associated with this tailings pile has been developed based on a
combination of the costs reported for the heap leach facility, and the costs reported for the waste
rock dump.
3.0 COMPARISON OF COSTS
3.1 PRE-PRODUCTION CAPITAL EXPENDITURE - PROCESS
In the case of the 10,000t/d CVL system, cost reductions associated with the centralization of the
process were included and amounted primarily to a minor reduction in the cost of the reagent

CASE STUDY – 10,000t/d HEAP LEACH COMPARISON – INN14CS 3
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
system. The pre-production direct cost comparison between the base case and 10,000t/d CVL
case excluding Area 30 – Heap Leach & Solution Handling, and Area 60 – Detoxification,
produces a difference of 0.33% capital expense. If we look at only Area 30 and 60, the
preproduction cost of the CVL scenario represents a 50% cost premium over the base case. It is
important to note however, that this cost premium is almost completely offset in year one during
the heap leach expansion. The difference between the total process & infrastructure capital cost
(pre-production) between the base case and 10,000t/d CVL case is a 12.4% increase in capital
cost.
In the case of the 5,000t/d CVL system, direct cost of associated equipment was reduced as a
result of the 50% reduction in processing rate. The aggregate reduction in direct cost associated
with this throughput reduction is 20.8%, excluding Area 30 – Heap Leach & Solution Handling,
and Area 60 – Detoxification. The capital cost difference associated with Area 30 & 60 is 9.2%
in favour of the 5,000t/d CVL case. Further savings occur following year one, where leach pad
expansion must occur with the base case. The difference between the total process &
infrastructure capital cost (pre-production) between the base case and 5,000t/d CVL case is a
19.4% decrease in capital cost.
3.2 PRE-PRODUCTION CAPITAL EXPENDITURE – MINING
As the mining schedule and mining method were not modified, the mining costs have been
carried directly for the 10,000t/d case, and reduced only by decreasing the number of required
haul trucks in the 5,000t/d case. The 10,000t/d CVL case shares a common mining capital
expenditure throughout life of mine in comparison to the base case, whereas the 5,000t/d case
includes a capital savings of 19.6% as the equipment requirement for 5,000t/d has decreased with
respect to the base case.
3.3 OPERATING EXPENSE - MINING
Mining costs have not been modified for the 10,000t/d comparison as the mining and material
handling process has not been altered. Additional mining cost was included in the 5,000t/d case
owing to the reduced equipment efficiency. This increase over the mine life amounts to a mining
operating cost increase of 6.9%.
CASE STUDY – 10,000t/d HEAP LEACH COMPARISON – INN14CS 4
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
3.4 OPERATING EXPENSE – PROCESS LABOUR
Process labour has been adjusted based on the removal of all of the tasks specifically associated
with the heap leach, offset by the workers required for continuous vat leaching. The main
difference is the removal of the piping crew which accounts for 10% of the process staff. In
comparison to the base case, the 10,000t/d CVL case total life of mine (LOM) process labour
expenditure is reduced by 12%. In comparison to the 5,000t/d CVL case, the total LOM process
labour expenditure increases by 62% exclusively as a result of an additional 6 years of operation.
It is expected that optimization of the project for a 5,000t/d operation would reduce this process
labour expense to a more comparable level.
3.5 OPERATING EXPENSE - PROCESSING
Processing cost was modified primarily to account for the switch from heap leaching to CVL. A
minor cost savings in the case of 10,000t/d of 3.8% over LOM is expected. This savings is
attributed to a reduction in power consumption, use of hydrated lime, and removal of heap
specific expenses. A similar savings is expected in the 5,000t/d case, with a 1.6% reduction in
total processing cost.
3.6 OPERATING EXPENSE - LABORATORY
Laboratory costs were reduced in both cases primarily by a reduction in the number of samples
taken. Given the rapid leach characteristics of the ore within the vat, and the ability of the
system to tolerate feed variation, the number of samples has been reduced. In the case of 10,000
t/d, this equates to 75 solids assays, and 125 solution assays per day. This results in a savings
over the base case of 19.4% and 33.9% for the 10,000t/d and 5,000t/d comparison respectively.
3.7 OPERATING EXPENSE – SERVICES & SUPPORT
Services and Support costs have not been affected by the change in processing method and
therefore the 10,000t/d CVL case cost remains identical to the base case. In comparison to the
5,000t/d CVL case, the LOM cost has increased 15.7% as a result of yearly expenditures
occurring for an additional 6 years.
CASE STUDY – 10,000t/d HEAP LEACH COMPARISON – INN14CS 5
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
3.8 OPERATING EXPENSE – G & A
G&A costs have not been modified in the case of the 10,000t/d comparison. The G&A costs
have been carried directly. For the 5,000t/d case, the yearly expenditure has been reduced to
accommodate the changes required for a 50% reduction in processing, with the total G&A
expenditure increasing by 74%. This is one area where significant additional savings can be
realized in the 5,000t/d case, as yearly costs from the base case have been extended over 12
years, resulting in much higher total expense per category. It is expected that these costs can be
reduced by virtue of the smaller plant, or distributed over the project life resulting in a more
accurate G&A cost comparison.
3.9 MONITORING/RECLAMATION & CLOSURE
The total cost of monitoring/reclamation & closure has not been adjusted in any way. This
activity is expected to take place following leaching and as such has been moved where required
to begin at the end of leaching activity. It should be noted that reclamation on an ongoing basis
can take place with either CVL scenario.
3.10 OTHER TAXES
The calculation of other taxes is done using the same formula as applied to the base case. The
total tax expenditure does not vary significantly between cases.
3.11 TRANSPORT, INSURANCE, REFINING
The same formula for determining the total cost of this category has been used across all cases.
Since the CVL installation has a higher total recovery, the total cost over the life of the project
has increased, but remains the same on a per ounce basis.
3.12 ONGOING CAPITAL EXPENDITURE
Mining capital expenditure on an ongoing basis remains unchanged in the 10,000t/d CVL case in
comparison to the base case. Closure cost is expected to reduce significantly, as the tailings pile
does not require the same treatment as the heap leach facility at project completion. In addition,
CASE STUDY – 10,000t/d HEAP LEACH COMPARISON – INN14CS 6
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
costs related to heap leach pad expansions have been modified to reflect tailings dump
expansion. The tailings area as designed for the CVL will undergo identical pad expansions, but
these expansions will consist only of appropriate clearing, and placement of a geotextile, more
closely resembling the preparation of the existing WRD site. The combined savings from
adjustment of the leach pad expansions, and reduction in closure requirements results in a
savings of approximately $12,950,644 LOM.
A similar savings is realized in the 5,000t/d CVL comparison. At this scale, $12,669,875 is
saved LOM on ongoing expenditures as a result of the transition from heap leach to tailings pile.
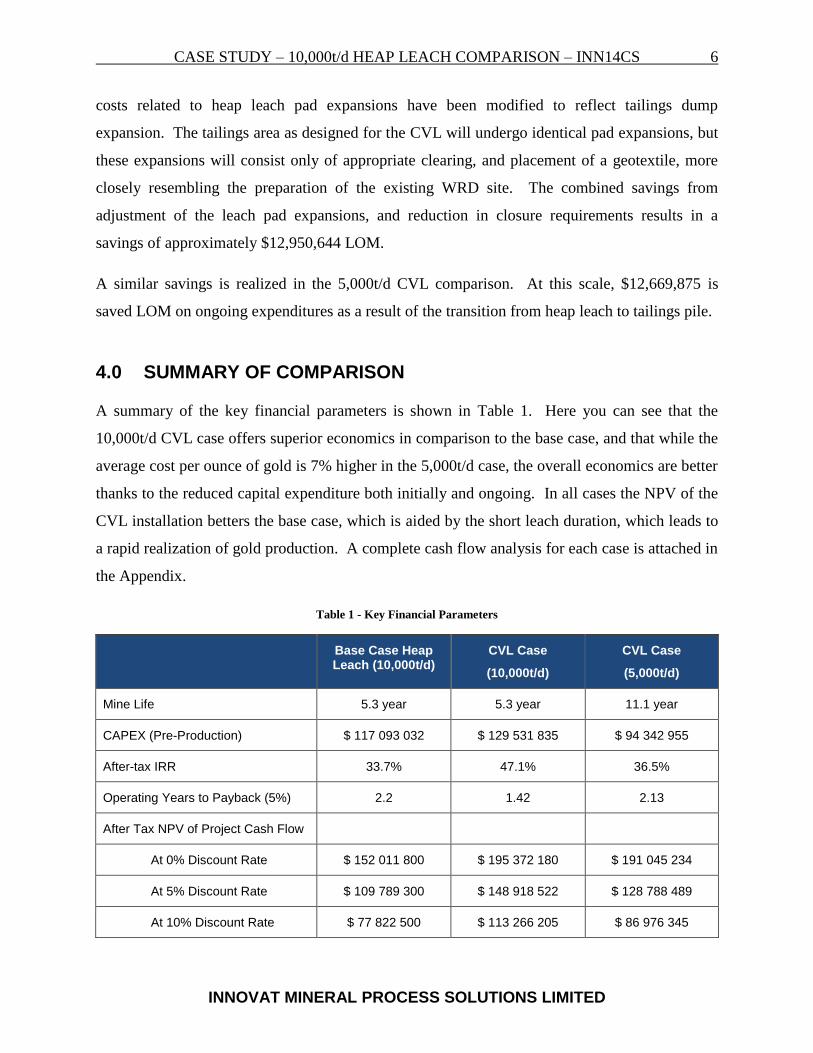
4.0 SUMMARY OF COMPARISON
A summary of the key financial parameters is shown in Table 1. Here you can see that the
10,000t/d CVL case offers superior economics in comparison to the base case, and that while the
average cost per ounce of gold is 7% higher in the 5,000t/d case, the overall economics are better
thanks to the reduced capital expenditure both initially and ongoing. In all cases the NPV of the
CVL installation betters the base case, which is aided by the short leach duration, which leads to
a rapid realization of gold production. A complete cash flow analysis for each case is attached in
the Appendix.
Table 1 - Key Financial Parameters
Base Case Heap Leach (10,000t/d)
CVL Case
(10,000t/d)
CVL Case
(5,000t/d)
Mine Life 5.3 year 5.3 year 11.1 year
CAPEX (Pre-Production) $ 117 093 032 $ 129 531 835 $ 94 342 955
After-tax IRR 33.7% 47.1% 36.5%
Operating Years to Payback (5%) 2.2 1.42 2.13
After Tax NPV of Project Cash Flow
At 0% Discount Rate $ 152 011 800 $ 195 372 180 $ 191 045 234
At 5% Discount Rate $ 109 789 300 $ 148 918 522 $ 128 788 489
At 10% Discount Rate $ 77 822 500 $ 113 266 205 $ 86 976 345
CASE STUDY – 10,000t/d HEAP LEACH COMPARISON – INN14CS 7
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
Base Case Heap Leach (10,000t/d)
CVL Case
(10,000t/d)
CVL Case
(5,000t/d)
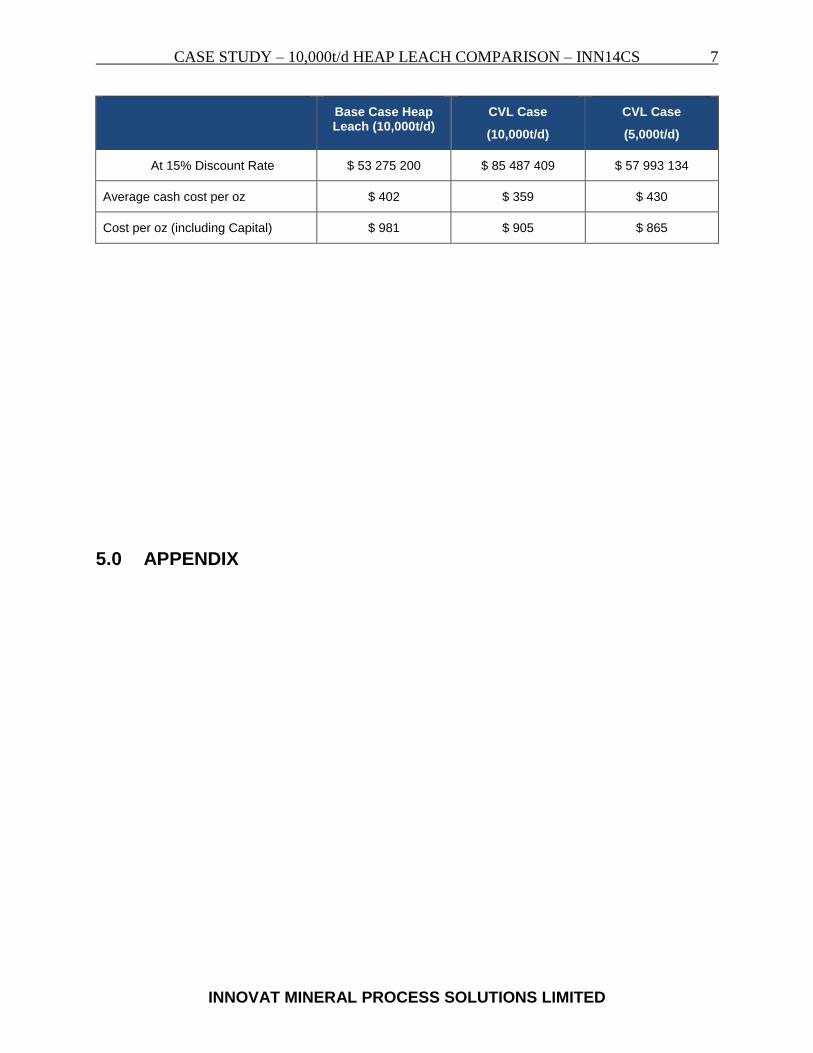
At 15% Discount Rate $ 53 275 200 $ 85 487 409 $ 57 993 134
Average cash cost per oz $ 402 $ 359 $ 430
Cost per oz (including Capital) $ 981 $ 905 $ 865
5.0 APPENDIX
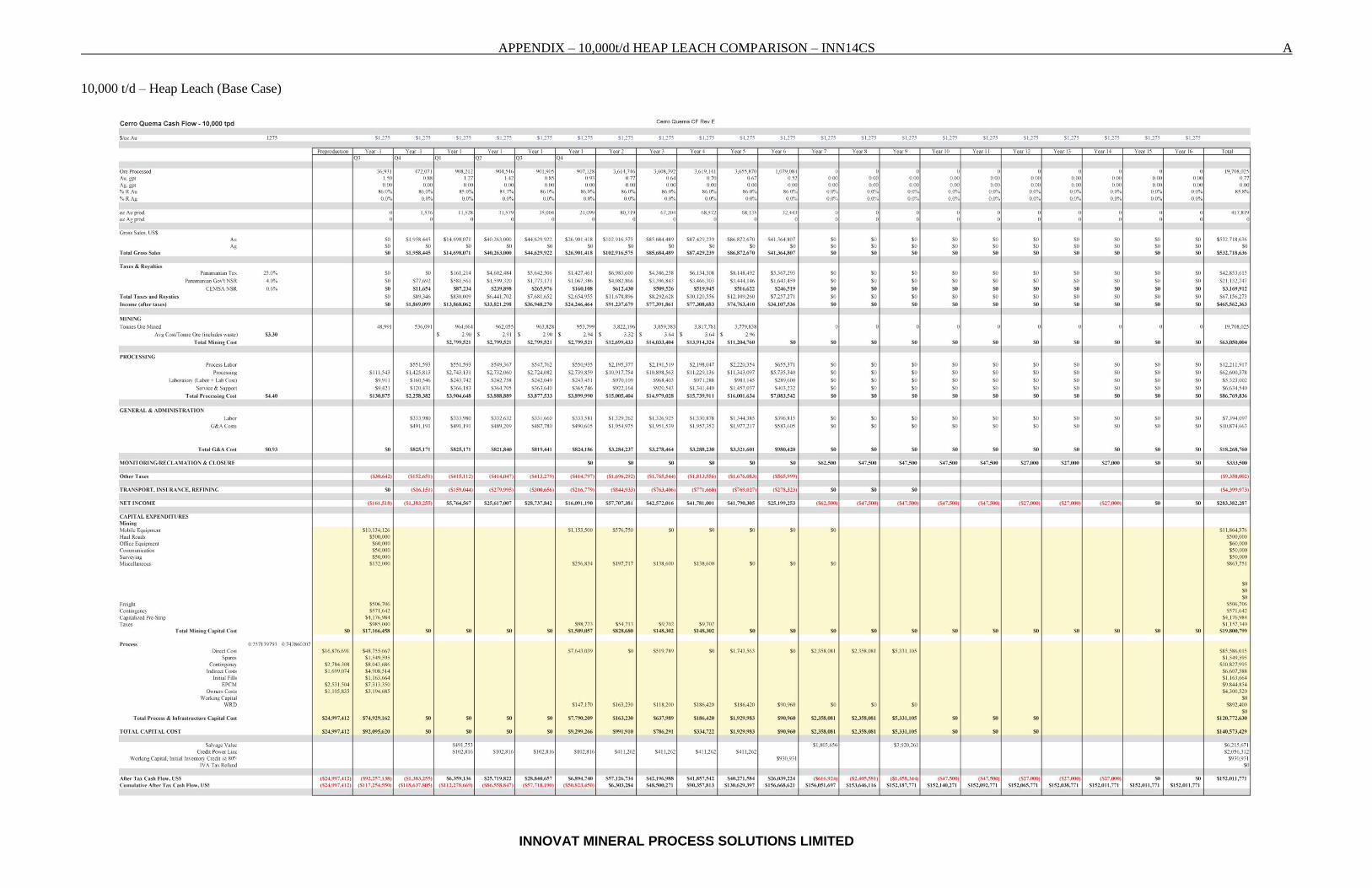
APPENDIX – 10,000t/d HEAP LEACH COMPARISON – INN14CS A
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
10,000 t/d – Heap Leach (Base Case)

APPENDIX – 10,000t/d HEAP LEACH COMPARISON – INN14CS B
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
10,000t/d – Continuous Vat Leaching
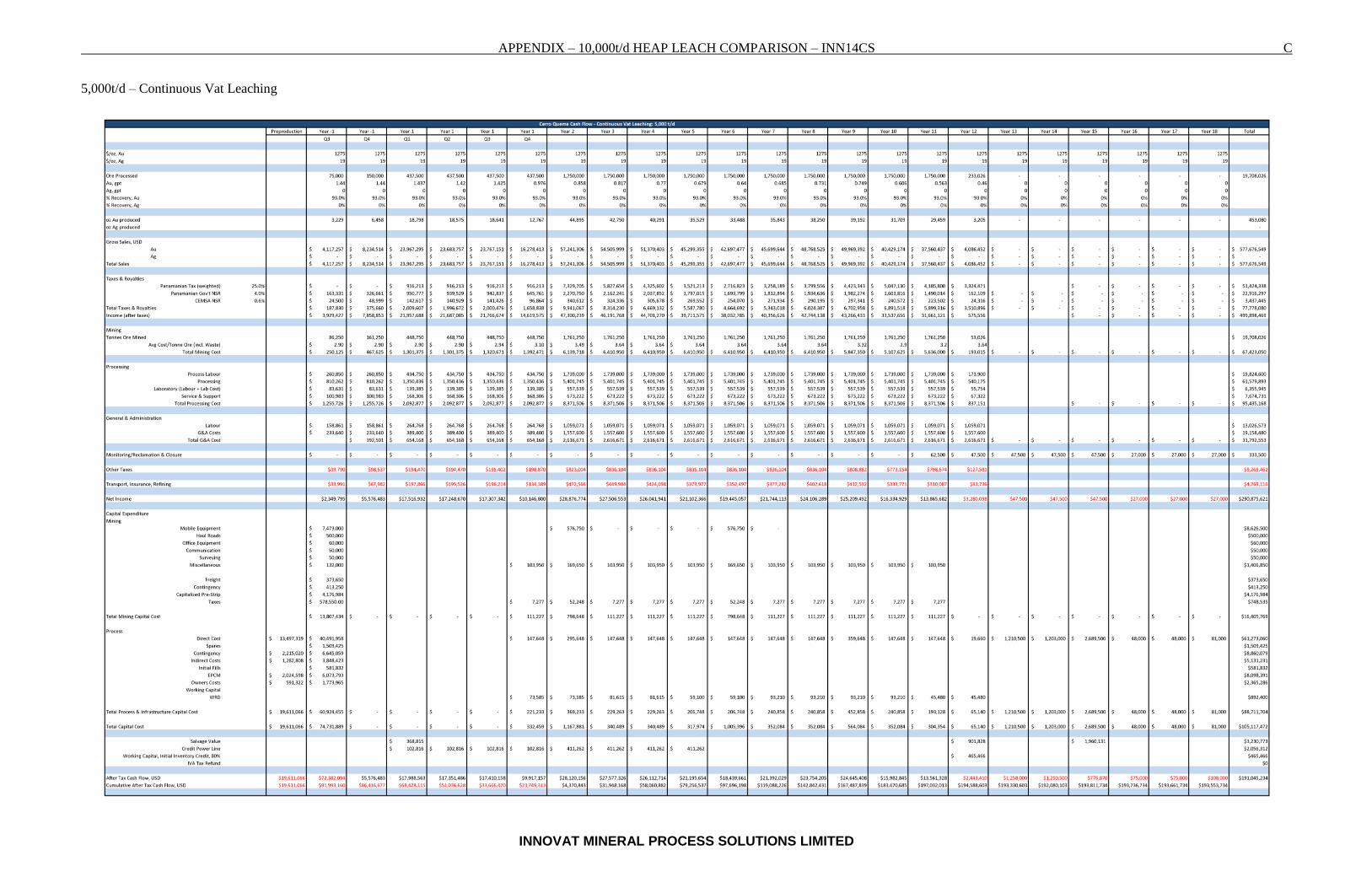
APPENDIX – 10,000t/d HEAP LEACH COMPARISON – INN14CS C
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
5,000t/d – Continuous Vat Leaching
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
760 Brant St., Suite 405C, Burlington ON, L7R 4B8, Canada Tel 905-333-7133 Fax 905-333-9336
www.vatleach.com
INN14-CS-001DC Sept 30, 2014
Document: Design Criteria
Project: INNOVAT Case Study – 10,000 t/d Heap Leach – Panama
The following document has been duplicated from the original pre-feasibility study and
presented as the basis for this comparison. Major modifications required for the implementation
of CVL have been highlighted green.
1.0 INTRODUCTION
The following criteria are developed to support the compilation of the pre-feasibility study for
the Cerro Quema gold heap leach project. Cerro Quema is located approximately 45 kilometers
directly southwest of the town of Chitre and 75 km by road. The average ore processing rate will
be 3.6 million tons per year. Annual metal production will be approximately 79,800 oz
equivalent Au. Open pit mining, crushing, conveyor stacking, heap leaching, metal recovery in a
carbon adsorption/desorption/recovery circuit and all associated infrastructure are included in the
study. Doré bars will be exported from the project site.
2.0 STANDARD UNITS AND ABBREVIATIONS
All costs are in United States dollars. Units of measurement are metric. Only common and
standard abbreviations were used wherever possible. A list of abbreviations used is as follows:
Distances/Speed: mm – millimeter
cm – centimeter
m – meter
km – kilometer
km/h – kilometer per hour
INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 2
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
Asl or ASL – Above Sea level
Areas/Flux Rate: m2 or sqm – square meter
ha – hectare
km2 – square kilometer
l/h/m2 – liters per hour per square meter
m3/h/m2 – cubic meters per hour per square meter
Weights/Rates: oz – troy ounces
Koz – 1,000 troy ounces
g – grams
kg – kilograms
T or t or tm – ton (1000 kg)
Kt – 1,000 tonnes
Mt – 1,000,000 tonnes
kg/d – kilograms per day
g/d – grams per day
oz/day – troy ounces per day
Time: min – minute
h or hr – hour
op hr – operating hour
d – day
yr – year
Volume/Flow: m3 or cu m – cubic meter
m3/h – cubic meters per hour
l/min – liter per minute
Nm3/h – normal cubic meters per hour
Am3/h – actual cubic meters per hour
bv or BV – bed volume
Assay/Grade: gpt or g/ tm or gms/ tm – grams per tonne

INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 3
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
ppm – parts per million
ppb - parts per billion
Other: TPD or tpd – tonnes per day
kWh – kilowatt hour
kWh/ tm – kilowatt hour per metric ton
Au – gold
Ag – silver
Hg – mercury
Cu – copper
WAD CN – weak acid dissociable cyanide
NaCN – sodium cyanide
US$ or $ - United States dollar
Kg/ tm – kilograms per metric ton
kPa – kilopascal
mm Hg – mm mercury
°C – degrees centigrade
kV – kilovolts
kVa – power, kilovolt ampere
MVa – power, megavolt ampere
MBTUs – million British thermal units
MJ/h – million joules per hour
S.G. – specific gravity
avg – average
P80 – 80% passing
P50 – 50% passing
Aspect ratio – tank’s ratio of height to diameter
MW – megawatt
kW – kilowatt
INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 4
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
ROM – run of mine
Bulk Density – tm/m3, mass divided by volume
WMF – waste management facility
PRO – Pershimco
3.0 INFORMATION SOURCE CODES
CODE SOURCE
A Assumed Data
B Calculated
C Client Provided
E (Consultant)
F Geotechnical Data
I Industry Standard
K (Consultant)
M Metallurgical Testwork Data
O (Consultant)
G (Consultant)
P (Consultant)
L Vendor Data
4.0 DESIGN CRITERIA
4.1 GENERAL SITE CONDITIONS
Code Rev
Location
Country Panama C A

INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 5
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
Coordinates Lat 7°33’39.18”N
Long 80°30’59.19”W
UTM 834,554N, 552,918E
E A
Nearest Metropolitan Area
Chitre C A
Nearest Major City Panama City C A
Province Los Santos C A
Port Colon, Balboa A A
Elevation 200 to 950 masl G B
Meteorology
Climate
Barometic Pressure, kPa 90.4 to 97.8 B A
Temperature Range, °C 20.0 to 28.5 (25.5 Avg) K A
Average Minimum, °C 20.4 K A
Average Maximum, °C 28.5 K A
Rainfall Average Annual, mm 1,853 G A
Wet Season May to November G A
Average Wet Season, mm/month 303 G B
Extreme Wet Year, mm/month 333 G A
Dry Season December to April G A
Average Dry Season, mm 151 G A
Extreme Wet Year, mm 2,538 G A
Extreme Dry Year, mm 1,247 G A
100-year, 24-hour Storm, mm 269.4 O A
Evaporation Annual Pan, mm 991 G B
Prevailing Wind Direction North, Northwest K A
Design Wind Speed TBD K A
INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 6
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
General
Seismic Zone Intensity: 8.1
Acceleration 0.2g
(2005 Report)
O A
Power Incoming 34.5 kV, 3ph, 60Hz I B
Generation 480 V, 3ph, 60Hz A A
Distribution 34.5 kV, 3ph, 60Hz I B
Medium Voltage 4,160 V, 3ph, 60Hz A A
Low Voltage 480 V, 3ph, 60Hz A A
Control Voltage 110 V, 3ph, 60Hz A A
Power Requirements
Max Attached Power (kW) 5499 B B
Max Power Consumption (MWh/a) 23.1 to 25.5 B B
Max Power Cons. (kWh/tm ore) 5.2 to 5.9 B B
Water Source Ground Water A A
Water Quality Assumed non-potable A A
Fuel Diesel A A
Emergency Backup Power Spare Gen, Lights, Pumps K A
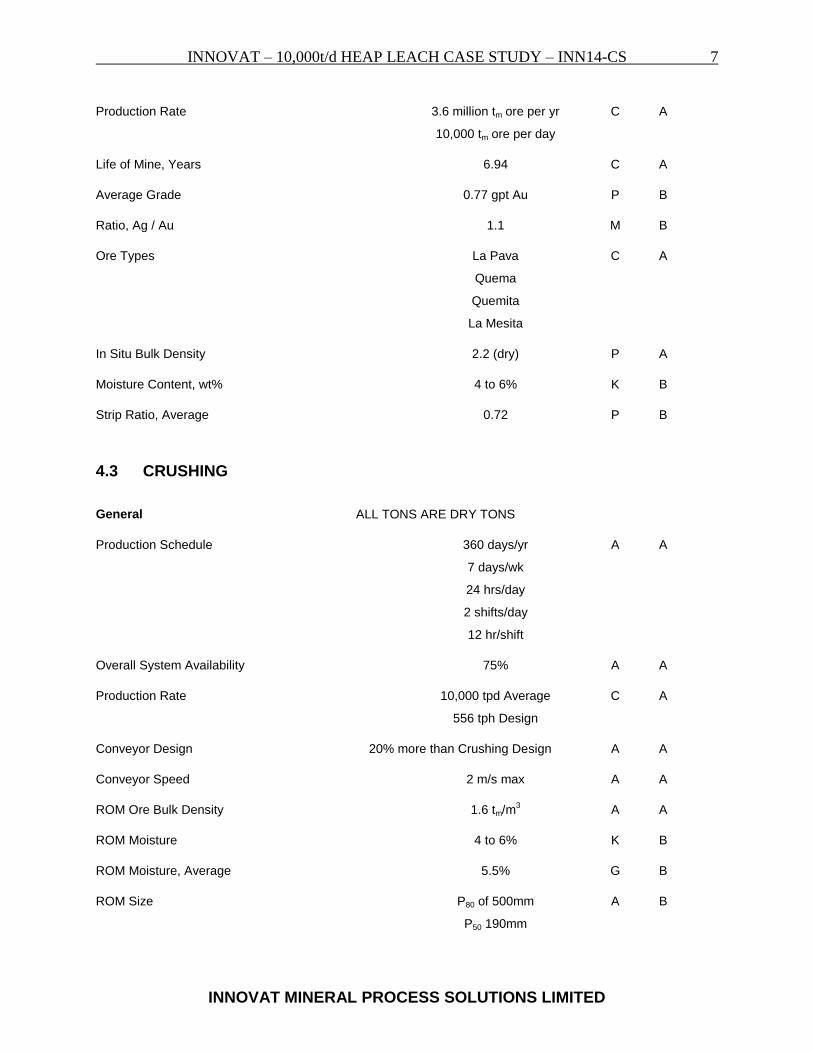
4.2 MINING
General
Base Case Mineable Reserve
Production Schedule 360 days/yr
7 days/wk
20 hrs/day
2 shifts/day
10 hr/shift
P A
INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 7
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
Production Rate 3.6 million tm ore per yr
10,000 tm ore per day
C A
Life of Mine, Years 6.94 C A
Average Grade 0.77 gpt Au P B
Ratio, Ag / Au 1.1 M B
Ore Types La Pava
Quema
Quemita
La Mesita
C A
In Situ Bulk Density 2.2 (dry) P A
Moisture Content, wt% 4 to 6% K B
Strip Ratio, Average 0.72 P B
4.3 CRUSHING
General ALL TONS ARE DRY TONS
Production Schedule 360 days/yr
7 days/wk
24 hrs/day
2 shifts/day
12 hr/shift
A A
Overall System Availability 75% A A
Production Rate 10,000 tpd Average
556 tph Design
C A
Conveyor Design 20% more than Crushing Design A A
Conveyor Speed 2 m/s max A A
ROM Ore Bulk Density 1.6 tm/m3 A A
ROM Moisture 4 to 6% K B
ROM Moisture, Average 5.5% G B
ROM Size P80 of 500mm
P50 190mm
A B
INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 8
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
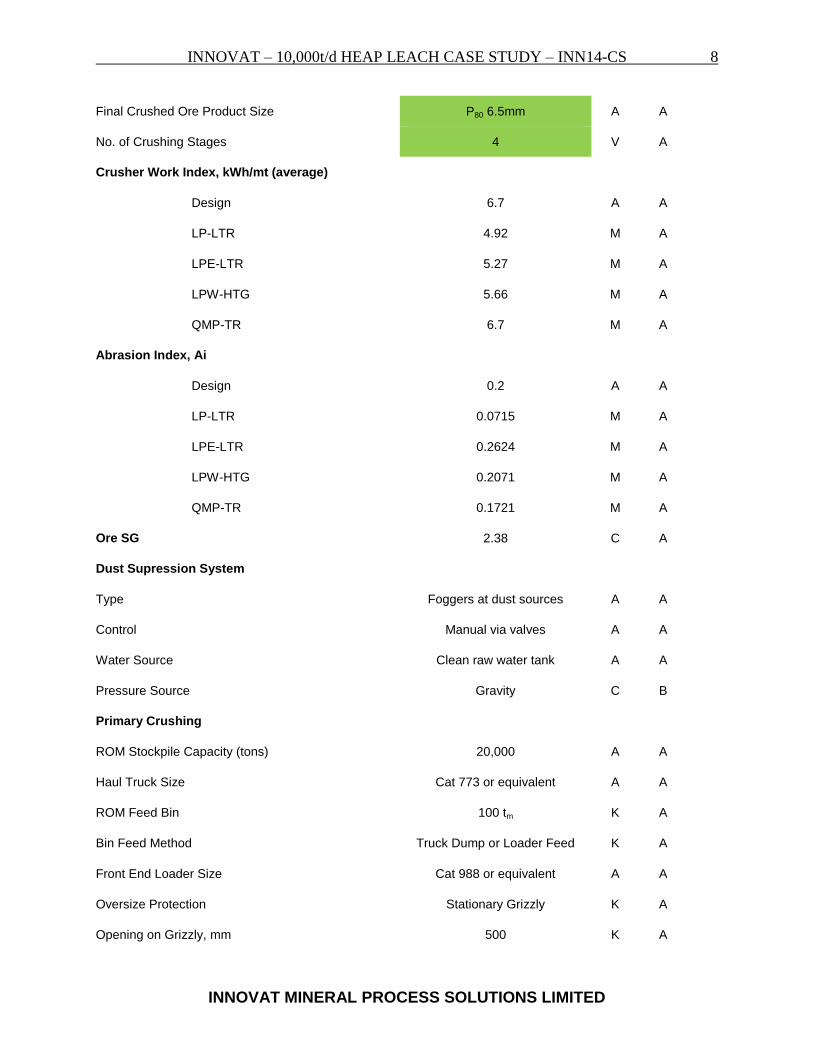
Final Crushed Ore Product Size P80 6.5mm A A
No. of Crushing Stages 4 V A
Crusher Work Index, kWh/mt (average)
Design 6.7 A A
LP-LTR 4.92 M A
LPE-LTR 5.27 M A
LPW-HTG 5.66 M A
QMP-TR 6.7 M A
Abrasion Index, Ai
Design 0.2 A A
LP-LTR 0.0715 M A
LPE-LTR 0.2624 M A
LPW-HTG 0.2071 M A
QMP-TR 0.1721 M A
Ore SG 2.38 C A
Dust Supression System
Type Foggers at dust sources A A
Control Manual via valves A A
Water Source Clean raw water tank A A
Pressure Source Gravity C B
Primary Crushing
ROM Stockpile Capacity (tons) 20,000 A A
Haul Truck Size Cat 773 or equivalent A A
ROM Feed Bin 100 tm K A
Bin Feed Method Truck Dump or Loader Feed K A
Front End Loader Size Cat 988 or equivalent A A
Oversize Protection Stationary Grizzly K A
Opening on Grizzly, mm 500 K A
INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 9
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
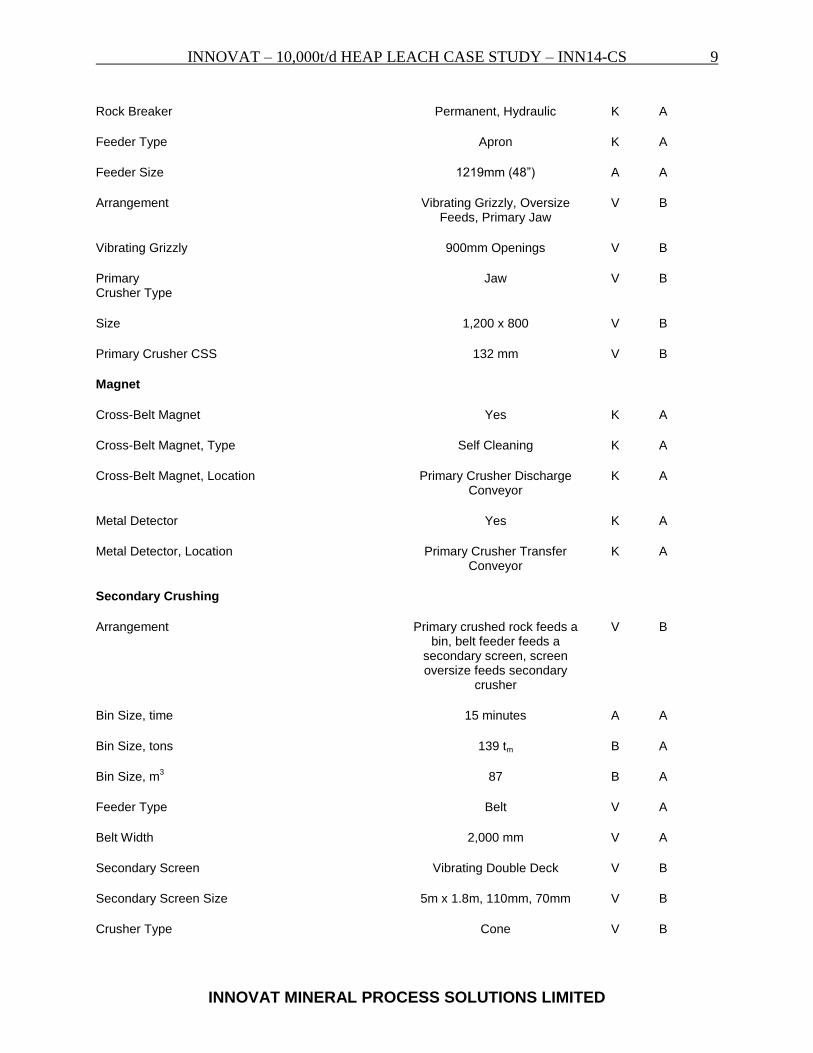
Rock Breaker Permanent, Hydraulic K A
Feeder Type Apron K A
Feeder Size 1219mm (48”) A A
Arrangement Vibrating Grizzly, Oversize Feeds, Primary Jaw
V B
Vibrating Grizzly 900mm Openings V B
Primary Crusher Type
Jaw V B
Size 1,200 x 800 V B
Primary Crusher CSS 132 mm V B
Magnet
Cross-Belt Magnet Yes K A
Cross-Belt Magnet, Type Self Cleaning K A
Cross-Belt Magnet, Location Primary Crusher Discharge Conveyor
K A
Metal Detector Yes K A
Metal Detector, Location Primary Crusher Transfer Conveyor
K A
Secondary Crushing
Arrangement Primary crushed rock feeds a bin, belt feeder feeds a
secondary screen, screen oversize feeds secondary
crusher
V B
Bin Size, time 15 minutes A A
Bin Size, tons 139 tm B A
Bin Size, m3 87 B A
Feeder Type Belt V A
Belt Width 2,000 mm V A
Secondary Screen Vibrating Double Deck V B
Secondary Screen Size 5m x 1.8m, 110mm, 70mm V B
Crusher Type Cone V B
INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 10
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
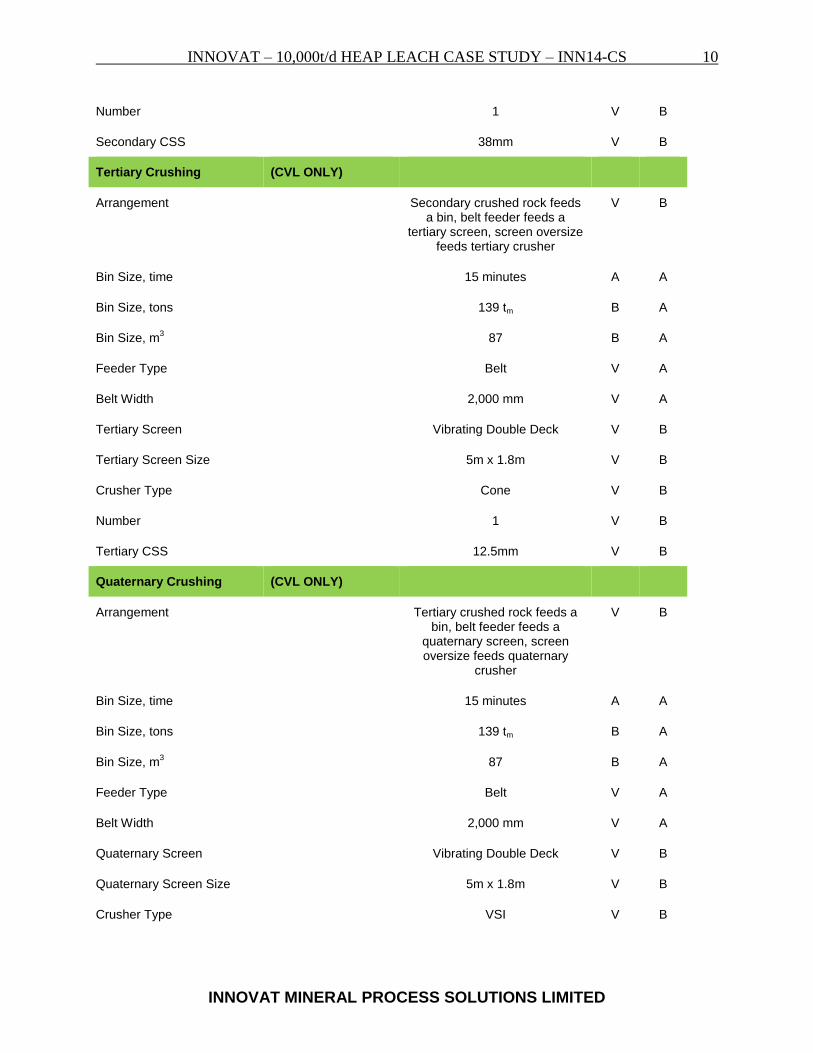
Number 1 V B
Secondary CSS 38mm V B
Tertiary Crushing (CVL ONLY)
Arrangement Secondary crushed rock feeds a bin, belt feeder feeds a
tertiary screen, screen oversize feeds tertiary crusher
V B
Bin Size, time 15 minutes A A
Bin Size, tons 139 tm B A
Bin Size, m3 87 B A
Feeder Type Belt V A
Belt Width 2,000 mm V A
Tertiary Screen Vibrating Double Deck V B
Tertiary Screen Size 5m x 1.8m V B
Crusher Type Cone V B
Number 1 V B
Tertiary CSS 12.5mm V B
Quaternary Crushing (CVL ONLY)
Arrangement Tertiary crushed rock feeds a bin, belt feeder feeds a
quaternary screen, screen oversize feeds quaternary
crusher
V B
Bin Size, time 15 minutes A A
Bin Size, tons 139 tm B A
Bin Size, m3 87 B A
Feeder Type Belt V A
Belt Width 2,000 mm V A
Quaternary Screen Vibrating Double Deck V B
Quaternary Screen Size 5m x 1.8m V B
Crusher Type VSI V B
INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 11
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
Number 1 V B
Product Size 6.5mm V B
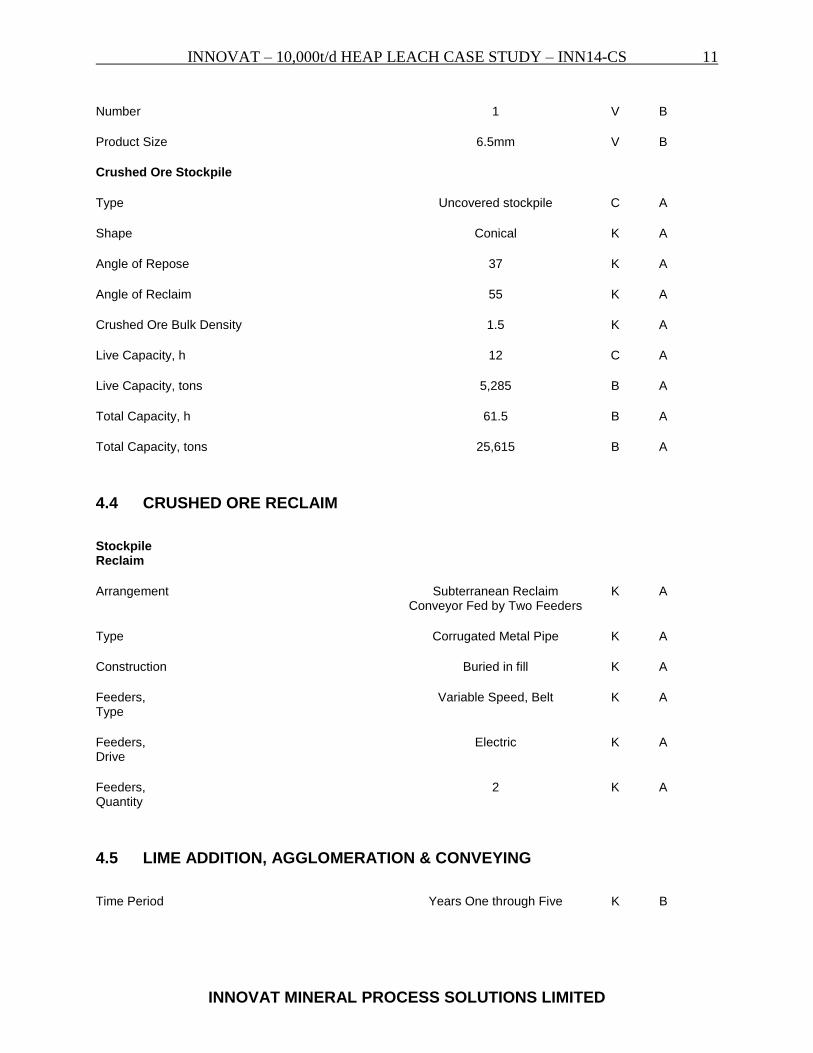
Crushed Ore Stockpile
Type Uncovered stockpile C A
Shape Conical K A
Angle of Repose 37 K A
Angle of Reclaim 55 K A
Crushed Ore Bulk Density 1.5 K A
Live Capacity, h 12 C A
Live Capacity, tons 5,285 B A
Total Capacity, h 61.5 B A
Total Capacity, tons 25,615 B A
4.4 CRUSHED ORE RECLAIM
Stockpile Reclaim
Arrangement Subterranean Reclaim Conveyor Fed by Two Feeders
K A
Type Corrugated Metal Pipe K A
Construction Buried in fill K A
Feeders, Type
Variable Speed, Belt K A
Feeders, Drive
Electric K A
Feeders, Quantity
2 K A
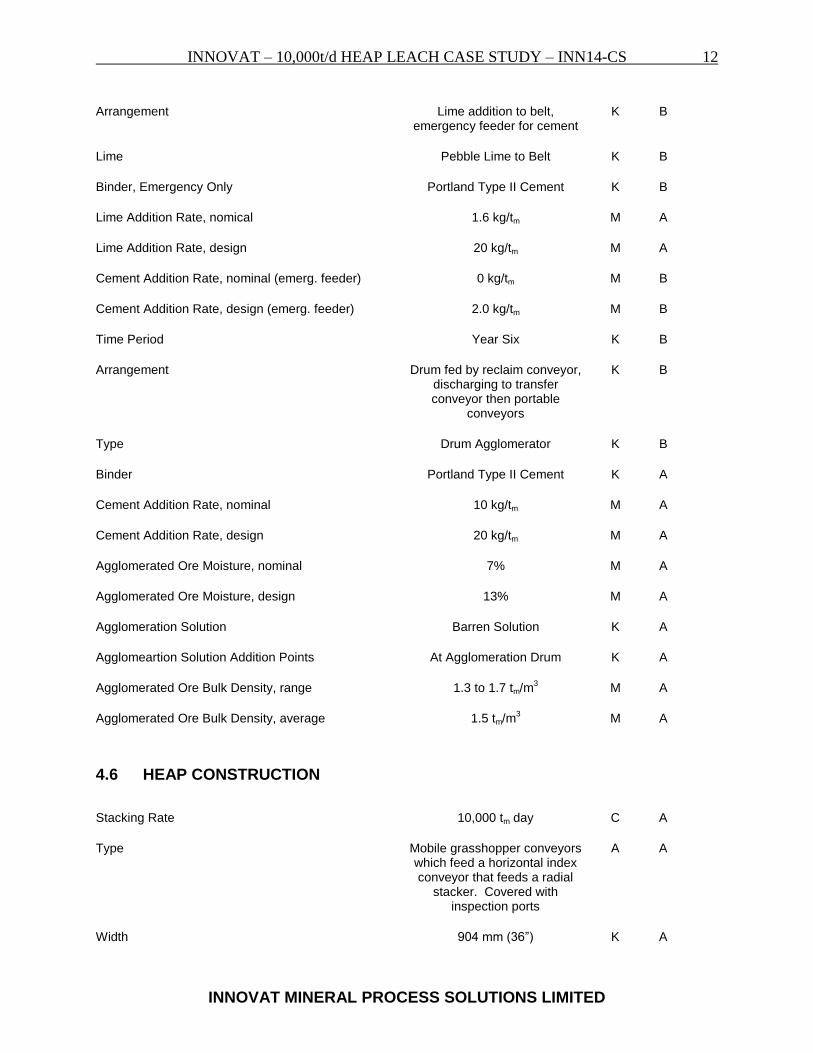
4.5 LIME ADDITION, AGGLOMERATION & CONVEYING
Time Period Years One through Five K B
INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 12
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
Arrangement Lime addition to belt, emergency feeder for cement
K B
Lime Pebble Lime to Belt K B
Binder, Emergency Only Portland Type II Cement K B
Lime Addition Rate, nomical 1.6 kg/tm M A
Lime Addition Rate, design 20 kg/tm M A
Cement Addition Rate, nominal (emerg. feeder) 0 kg/tm M B
Cement Addition Rate, design (emerg. feeder) 2.0 kg/tm M B
Time Period Year Six K B
Arrangement Drum fed by reclaim conveyor, discharging to transfer conveyor then portable
conveyors
K B
Type Drum Agglomerator K B
Binder Portland Type II Cement K A
Cement Addition Rate, nominal 10 kg/tm M A
Cement Addition Rate, design 20 kg/tm M A
Agglomerated Ore Moisture, nominal 7% M A
Agglomerated Ore Moisture, design 13% M A
Agglomeration Solution Barren Solution K A
Agglomeartion Solution Addition Points At Agglomeration Drum K A
Agglomerated Ore Bulk Density, range 1.3 to 1.7 tm/m3 M A
Agglomerated Ore Bulk Density, average 1.5 tm/m3 M A
4.6 HEAP CONSTRUCTION
Stacking Rate 10,000 tm day C A
Type Mobile grasshopper conveyors which feed a horizontal index conveyor that feeds a radial
stacker. Covered with inspection ports
A A
Width 904 mm (36”) K A
INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 13
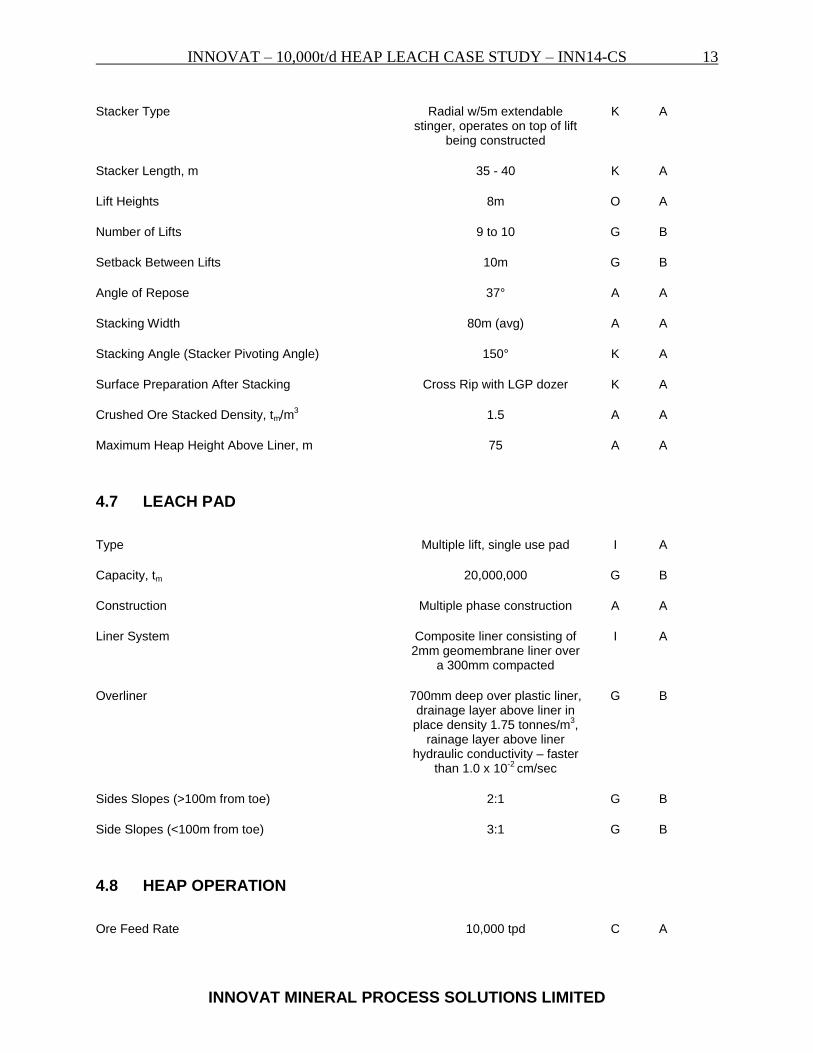
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
Stacker Type Radial w/5m extendable stinger, operates on top of lift
being constructed
K A
Stacker Length, m 35 - 40 K A
Lift Heights 8m O A
Number of Lifts 9 to 10 G B
Setback Between Lifts 10m G B
Angle of Repose 37° A A
Stacking Width 80m (avg) A A
Stacking Angle (Stacker Pivoting Angle) 150° K A
Surface Preparation After Stacking Cross Rip with LGP dozer K A
Crushed Ore Stacked Density, tm/m3 1.5 A A
Maximum Heap Height Above Liner, m 75 A A
4.7 LEACH PAD
Type Multiple lift, single use pad I A
Capacity, tm 20,000,000 G B
Construction Multiple phase construction A A
Liner System Composite liner consisting of 2mm geomembrane liner over
a 300mm compacted
I A
Overliner 700mm deep over plastic liner, drainage layer above liner in place density 1.75 tonnes/m
3,
rainage layer above liner hydraulic conductivity – faster
than 1.0 x 10-2
cm/sec
G B
Sides Slopes (>100m from toe) 2:1 G B
Side Slopes (<100m from toe) 3:1 G B
4.8 HEAP OPERATION
Ore Feed Rate 10,000 tpd C A
INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 14
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
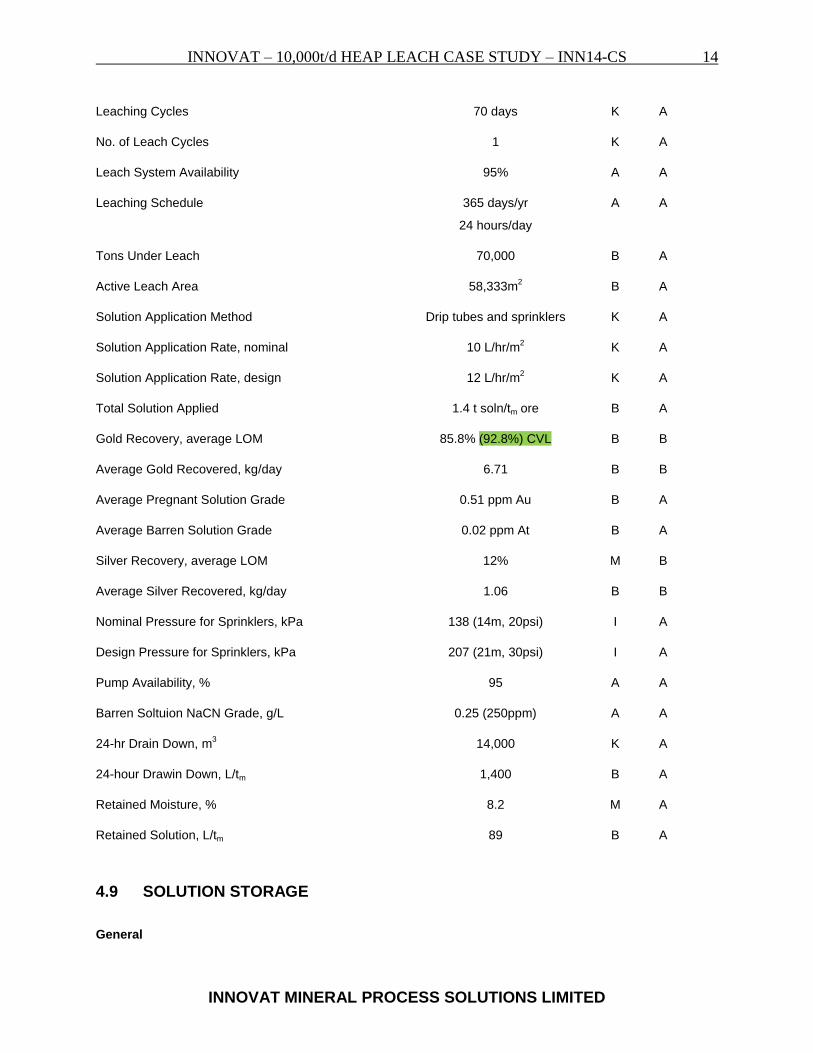
Leaching Cycles 70 days K A
No. of Leach Cycles 1 K A
Leach System Availability 95% A A
Leaching Schedule 365 days/yr
24 hours/day
A A
Tons Under Leach 70,000 B A
Active Leach Area 58,333m2 B A
Solution Application Method Drip tubes and sprinklers K A
Solution Application Rate, nominal 10 L/hr/m2 K A
Solution Application Rate, design 12 L/hr/m2 K A
Total Solution Applied 1.4 t soln/tm ore B A
Gold Recovery, average LOM 85.8% (92.8%) CVL B B
Average Gold Recovered, kg/day 6.71 B B
Average Pregnant Solution Grade 0.51 ppm Au B A
Average Barren Solution Grade 0.02 ppm At B A
Silver Recovery, average LOM 12% M B
Average Silver Recovered, kg/day 1.06 B B
Nominal Pressure for Sprinklers, kPa 138 (14m, 20psi) I A
Design Pressure for Sprinklers, kPa 207 (21m, 30psi) I A
Pump Availability, % 95 A A
Barren Soltuion NaCN Grade, g/L 0.25 (250ppm) A A
24-hr Drain Down, m3 14,000 K A
24-hour Drawin Down, L/tm 1,400 B A
Retained Moisture, % 8.2 M A
Retained Solution, L/tm 89 B A
4.9 SOLUTION STORAGE
General
INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 15
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
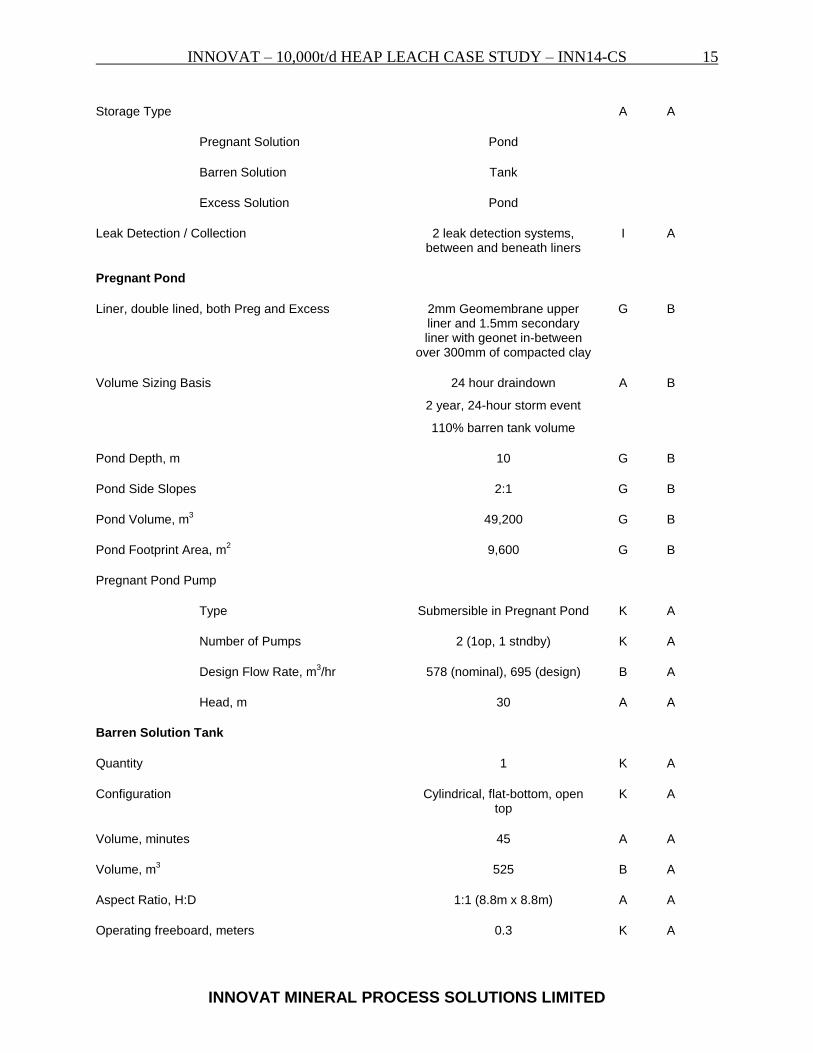
Storage Type A A
Pregnant Solution Pond
Barren Solution Tank
Excess Solution Pond
Leak Detection / Collection 2 leak detection systems, between and beneath liners
I A
Pregnant Pond
Liner, double lined, both Preg and Excess 2mm Geomembrane upper liner and 1.5mm secondary liner with geonet in-between
over 300mm of compacted clay
G B
Volume Sizing Basis 24 hour draindown
2 year, 24-hour storm event
110% barren tank volume
A B
Pond Depth, m 10 G B
Pond Side Slopes 2:1 G B
Pond Volume, m3
49,200 G B
Pond Footprint Area, m2
9,600 G B
Pregnant Pond Pump
Type Submersible in Pregnant Pond K A
Number of Pumps 2 (1op, 1 stndby) K A
Design Flow Rate, m3/hr 578 (nominal), 695 (design) B A
Head, m 30 A A
Barren Solution Tank
Quantity 1 K A
Configuration Cylindrical, flat-bottom, open top
K A
Volume, minutes 45 A A
Volume, m3 525 B A
Aspect Ratio, H:D 1:1 (8.8m x 8.8m) A A
Operating freeboard, meters 0.3 K A
INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 16
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
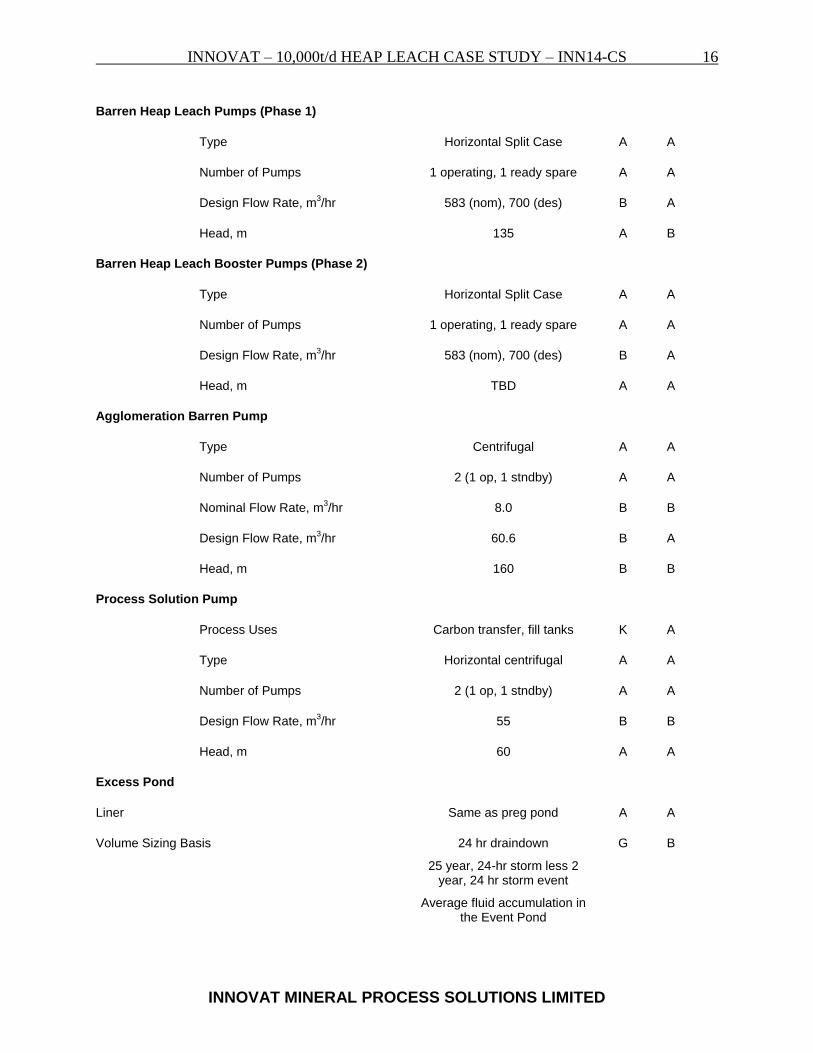
Barren Heap Leach Pumps (Phase 1)
Type Horizontal Split Case A A
Number of Pumps 1 operating, 1 ready spare A A
Design Flow Rate, m3/hr 583 (nom), 700 (des) B A
Head, m 135 A B
Barren Heap Leach Booster Pumps (Phase 2)
Type Horizontal Split Case A A
Number of Pumps 1 operating, 1 ready spare A A
Design Flow Rate, m3/hr 583 (nom), 700 (des) B A
Head, m TBD A A
Agglomeration Barren Pump
Type Centrifugal A A
Number of Pumps 2 (1 op, 1 stndby) A A
Nominal Flow Rate, m3/hr 8.0 B B
Design Flow Rate, m3/hr 60.6 B A
Head, m 160 B B
Process Solution Pump
Process Uses Carbon transfer, fill tanks K A
Type Horizontal centrifugal A A
Number of Pumps 2 (1 op, 1 stndby) A A
Design Flow Rate, m3/hr 55 B B
Head, m 60 A A
Excess Pond
Liner Same as preg pond A A
Volume Sizing Basis 24 hr draindown
25 year, 24-hr storm less 2 year, 24 hr storm event
Average fluid accumulation in the Event Pond
G B
INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 17
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
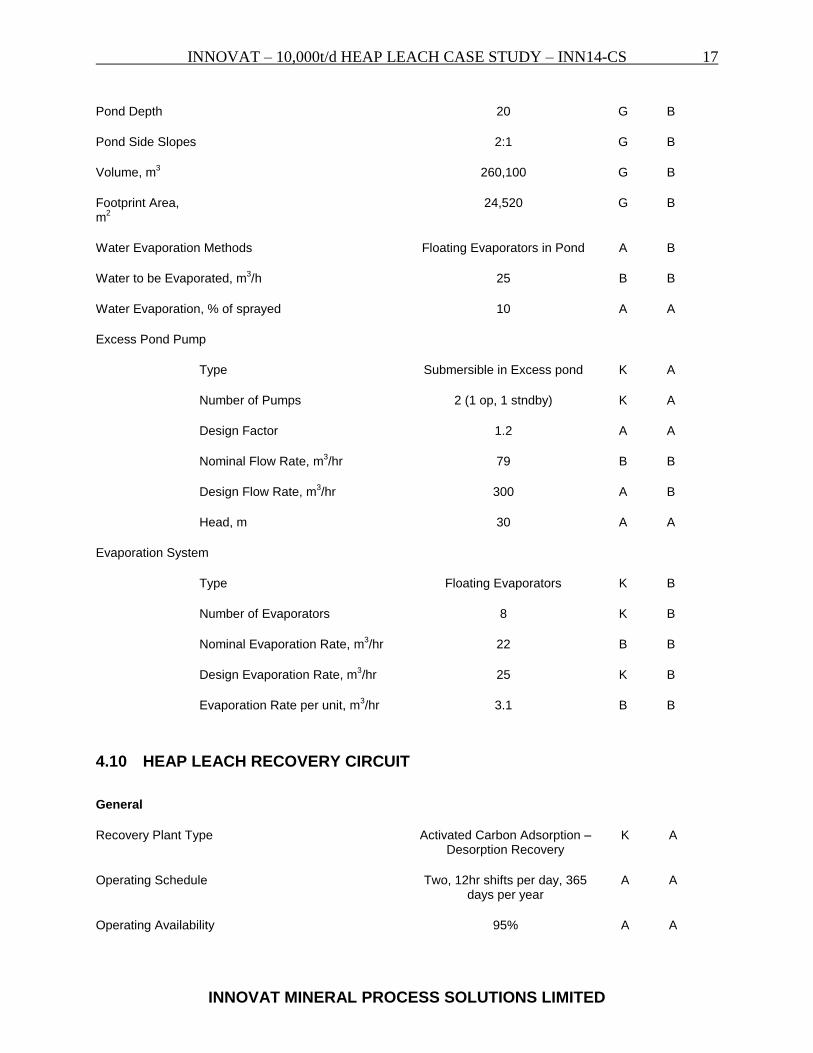
Pond Depth 20 G B
Pond Side Slopes 2:1 G B
Volume, m3 260,100 G B
Footprint Area, m
2
24,520 G B
Water Evaporation Methods Floating Evaporators in Pond A B
Water to be Evaporated, m3/h 25 B B
Water Evaporation, % of sprayed 10 A A
Excess Pond Pump
Type Submersible in Excess pond K A
Number of Pumps 2 (1 op, 1 stndby) K A
Design Factor 1.2 A A
Nominal Flow Rate, m3/hr 79 B B
Design Flow Rate, m3/hr 300 A B
Head, m 30 A A
Evaporation System
Type Floating Evaporators K B
Number of Evaporators 8 K B
Nominal Evaporation Rate, m3/hr 22 B B
Design Evaporation Rate, m3/hr 25 K B
Evaporation Rate per unit, m3/hr 3.1 B B
4.10 HEAP LEACH RECOVERY CIRCUIT
General
Recovery Plant Type Activated Carbon Adsorption – Desorption Recovery
K A
Operating Schedule Two, 12hr shifts per day, 365 days per year
A A
Operating Availability 95% A A
INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 18
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
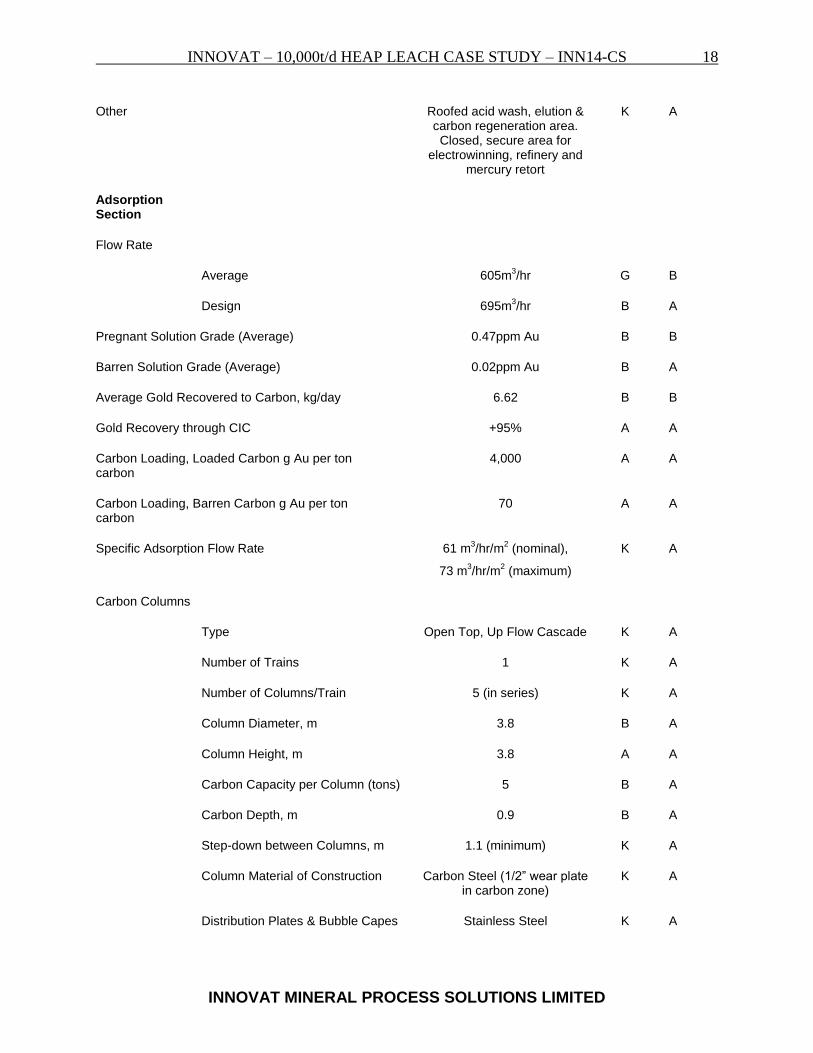
Other Roofed acid wash, elution & carbon regeneration area. Closed, secure area for
electrowinning, refinery and mercury retort
K A
Adsorption Section
Flow Rate
Average 605m3/hr G B
Design 695m3/hr B A
Pregnant Solution Grade (Average) 0.47ppm Au B B
Barren Solution Grade (Average) 0.02ppm Au B A
Average Gold Recovered to Carbon, kg/day 6.62 B B
Gold Recovery through CIC +95% A A
Carbon Loading, Loaded Carbon g Au per ton carbon
4,000 A A
Carbon Loading, Barren Carbon g Au per ton carbon
70 A A
Specific Adsorption Flow Rate 61 m3/hr/m
2 (nominal),
73 m3/hr/m
2 (maximum)
K A
Carbon Columns
Type Open Top, Up Flow Cascade K A
Number of Trains 1 K A
Number of Columns/Train 5 (in series) K A
Column Diameter, m 3.8 B A
Column Height, m 3.8 A A
Carbon Capacity per Column (tons) 5 B A
Carbon Depth, m 0.9 B A
Step-down between Columns, m 1.1 (minimum) K A
Column Material of Construction Carbon Steel (1/2” wear plate in carbon zone)
K A
Distribution Plates & Bubble Capes Stainless Steel K A
INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 19
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
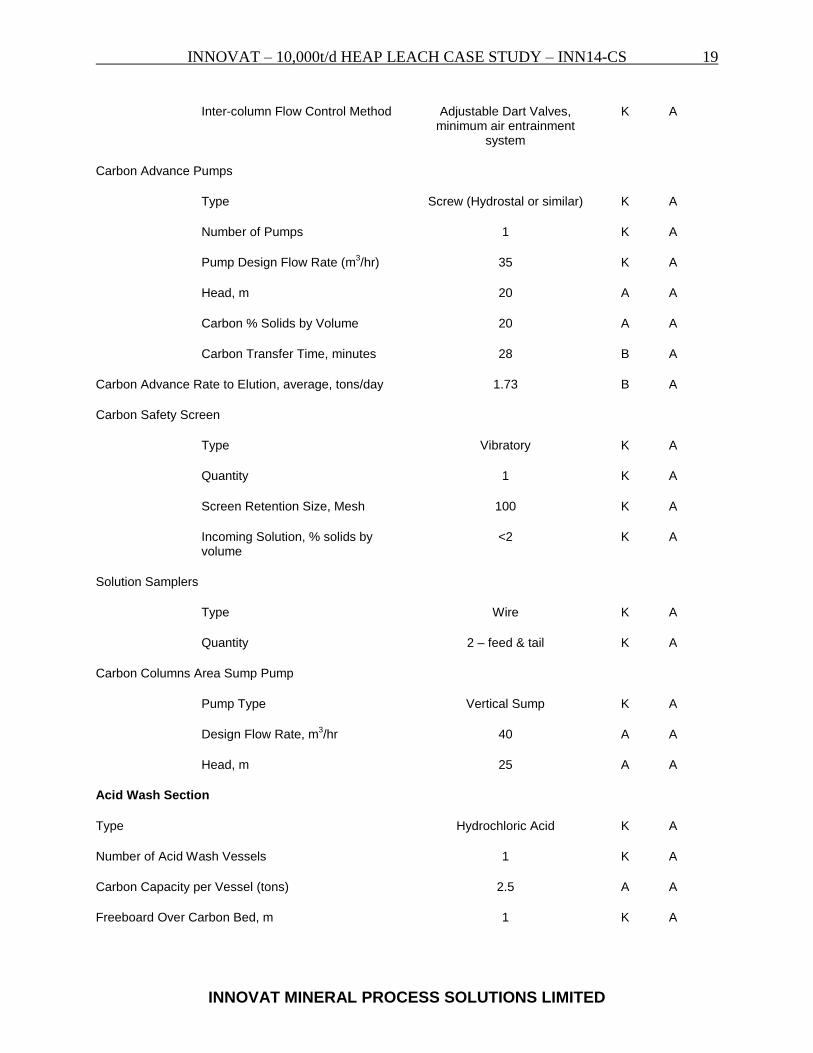
Inter-column Flow Control Method Adjustable Dart Valves, minimum air entrainment
system
K A
Carbon Advance Pumps
Type Screw (Hydrostal or similar) K A
Number of Pumps 1 K A
Pump Design Flow Rate (m3/hr) 35 K A
Head, m 20 A A
Carbon % Solids by Volume 20 A A
Carbon Transfer Time, minutes 28 B A
Carbon Advance Rate to Elution, average, tons/day 1.73 B A
Carbon Safety Screen
Type Vibratory K A
Quantity 1 K A
Screen Retention Size, Mesh 100 K A
Incoming Solution, % solids by volume
<2 K A
Solution Samplers
Type Wire K A
Quantity 2 – feed & tail K A
Carbon Columns Area Sump Pump
Pump Type Vertical Sump K A
Design Flow Rate, m3/hr 40 A A
Head, m 25 A A
Acid Wash Section
Type Hydrochloric Acid K A
Number of Acid Wash Vessels 1 K A
Carbon Capacity per Vessel (tons) 2.5 A A
Freeboard Over Carbon Bed, m 1 K A
INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 20
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
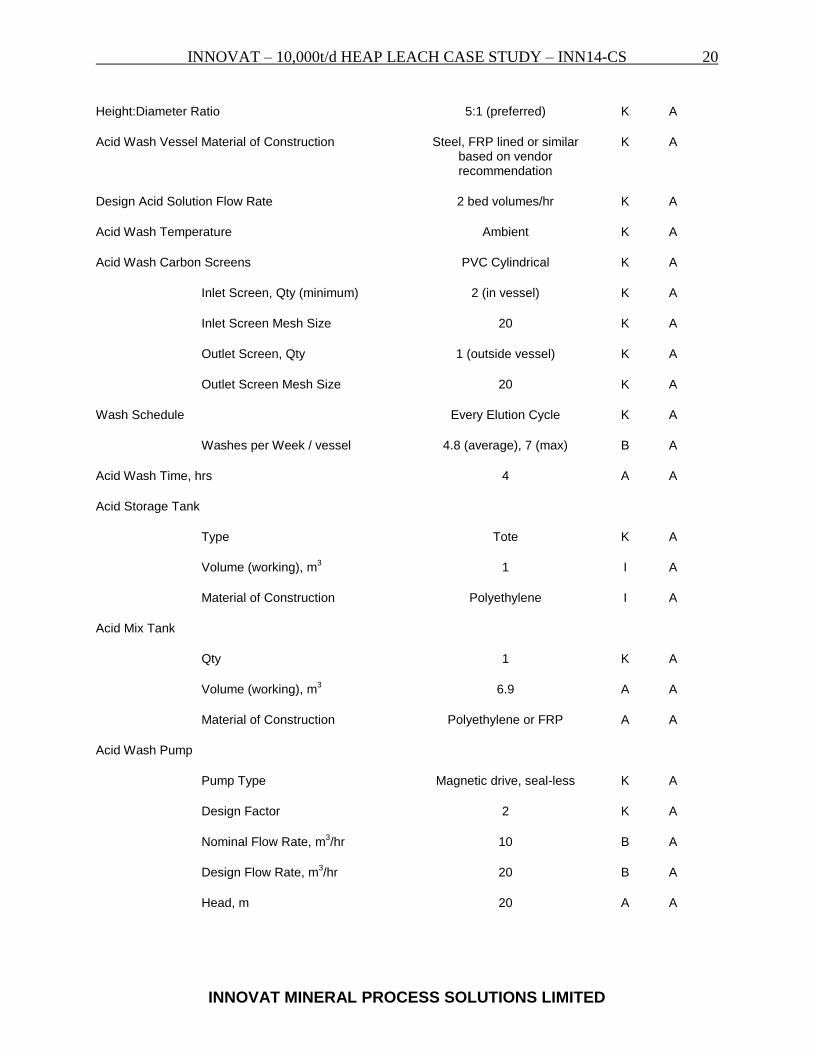
Height:Diameter Ratio 5:1 (preferred) K A
Acid Wash Vessel Material of Construction Steel, FRP lined or similar based on vendor recommendation
K A
Design Acid Solution Flow Rate 2 bed volumes/hr K A
Acid Wash Temperature Ambient K A
Acid Wash Carbon Screens PVC Cylindrical K A
Inlet Screen, Qty (minimum) 2 (in vessel) K A
Inlet Screen Mesh Size 20 K A
Outlet Screen, Qty 1 (outside vessel) K A
Outlet Screen Mesh Size 20 K A
Wash Schedule Every Elution Cycle K A
Washes per Week / vessel 4.8 (average), 7 (max) B A
Acid Wash Time, hrs 4 A A
Acid Storage Tank
Type Tote K A
Volume (working), m3 1 I A
Material of Construction Polyethylene I A
Acid Mix Tank
Qty 1 K A
Volume (working), m3 6.9 A A
Material of Construction Polyethylene or FRP A A
Acid Wash Pump
Pump Type Magnetic drive, seal-less K A
Design Factor 2 K A
Nominal Flow Rate, m3/hr 10 B A
Design Flow Rate, m3/hr 20 B A
Head, m 20 A A
INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 21
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
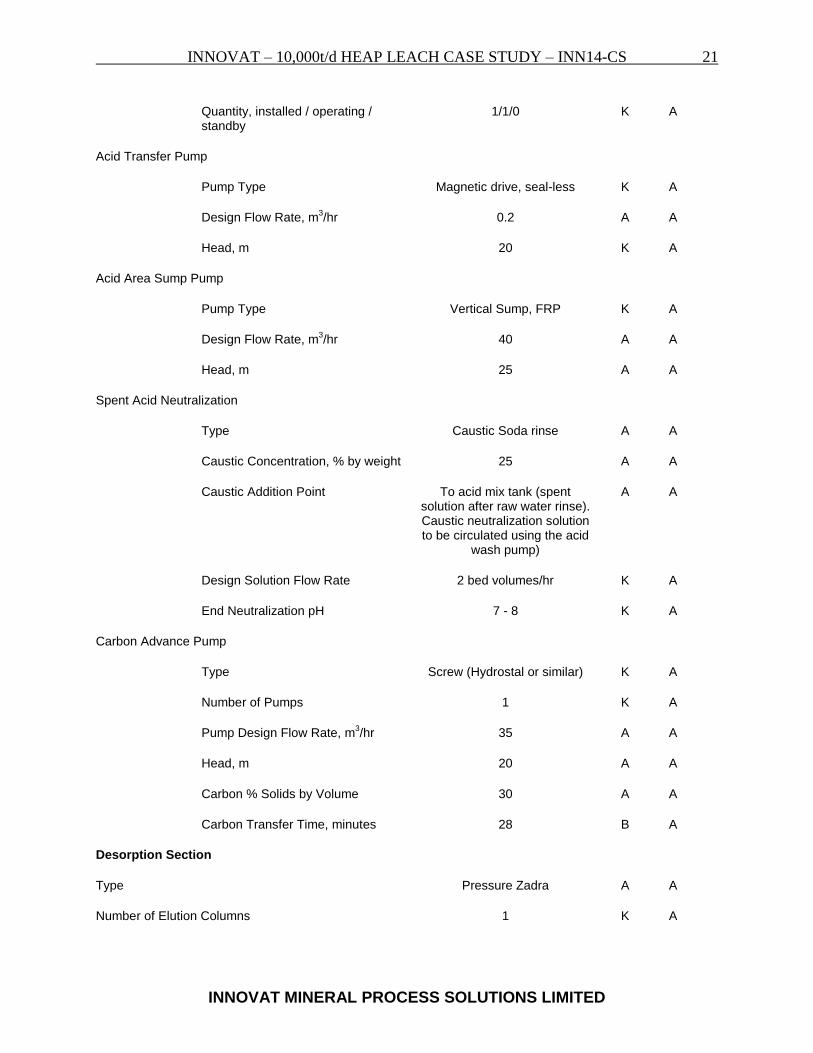
Quantity, installed / operating / standby
1/1/0 K A
Acid Transfer Pump
Pump Type Magnetic drive, seal-less K A
Design Flow Rate, m3/hr 0.2 A A
Head, m 20 K A
Acid Area Sump Pump
Pump Type Vertical Sump, FRP K A
Design Flow Rate, m3/hr 40 A A
Head, m 25 A A
Spent Acid Neutralization
Type Caustic Soda rinse A A
Caustic Concentration, % by weight 25 A A
Caustic Addition Point To acid mix tank (spent solution after raw water rinse). Caustic neutralization solution to be circulated using the acid
wash pump)
A A
Design Solution Flow Rate 2 bed volumes/hr K A
End Neutralization pH 7 - 8 K A
Carbon Advance Pump
Type Screw (Hydrostal or similar) K A
Number of Pumps 1 K A
Pump Design Flow Rate, m3/hr 35 A A
Head, m 20 A A
Carbon % Solids by Volume 30 A A
Carbon Transfer Time, minutes 28 B A
Desorption Section
Type Pressure Zadra A A
Number of Elution Columns 1 K A
INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 22
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
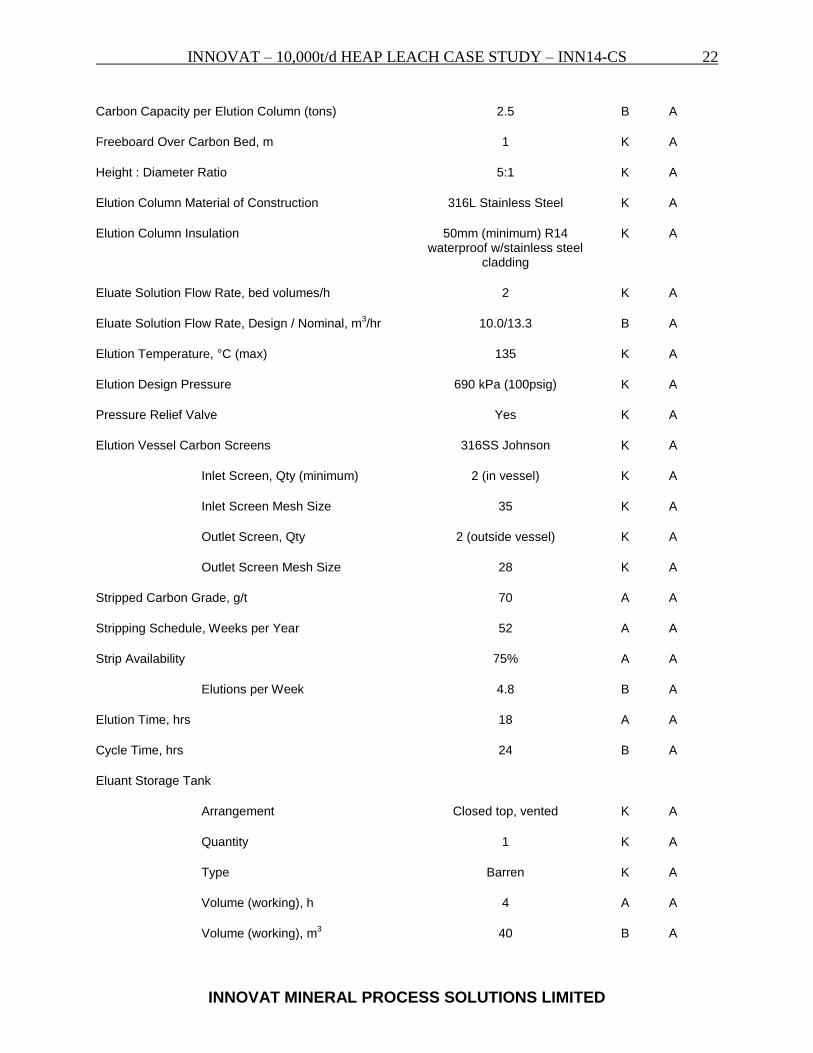
Carbon Capacity per Elution Column (tons) 2.5 B A
Freeboard Over Carbon Bed, m 1 K A
Height : Diameter Ratio 5:1 K A
Elution Column Material of Construction 316L Stainless Steel K A
Elution Column Insulation 50mm (minimum) R14 waterproof w/stainless steel
cladding
K A
Eluate Solution Flow Rate, bed volumes/h 2 K A
Eluate Solution Flow Rate, Design / Nominal, m3/hr 10.0/13.3 B A
Elution Temperature, °C (max) 135 K A
Elution Design Pressure 690 kPa (100psig) K A
Pressure Relief Valve Yes K A
Elution Vessel Carbon Screens 316SS Johnson K A
Inlet Screen, Qty (minimum) 2 (in vessel) K A
Inlet Screen Mesh Size 35 K A
Outlet Screen, Qty 2 (outside vessel) K A
Outlet Screen Mesh Size 28 K A
Stripped Carbon Grade, g/t 70 A A
Stripping Schedule, Weeks per Year 52 A A
Strip Availability 75% A A
Elutions per Week 4.8 B A
Elution Time, hrs 18 A A
Cycle Time, hrs 24 B A
Eluant Storage Tank
Arrangement Closed top, vented K A
Quantity 1 K A
Type Barren K A
Volume (working), h 4 A A
Volume (working), m3 40 B A

INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 23
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
Aspect Ratio, D:H 1:1 K A
Freeboard, m 0.3 K A
Material of Construction Carbon Steeel K A
Tank Insultaion 50mm (minimum) R14 waterproof w/stainless steel
cladding
K A
Working Temperature, °C 75 K A
Barren Eluant Pump
Pump Type Horizontal Centrifugal, seal-less
K A
Pump Duty Pump from Barren Tank to Strip
K A
Quantity 1 K A
Nominal Flow Rate, m3/hr 10.0 B A
Design Flow Rate, m3/hr 13.3 B A
Head, m 65 A A
Operating Temperature, °C 75 (normal), 85 (max) K A
Elution Drain Pump
Pump Type Horizontal Centrifugal, seal-less
K A
Quantity 1 K A
Design Flow Rate, m3/hr 15 A A
Head, m 20 A A
Carbon Advance
Method Pressure in Strip Vessel Used to Move Carbon
K A
Elution Area Sump Pump
Pump Type Vertical Sump K A
Design Flow Rate, m3/hr 40 A A
Head, m 25 A A
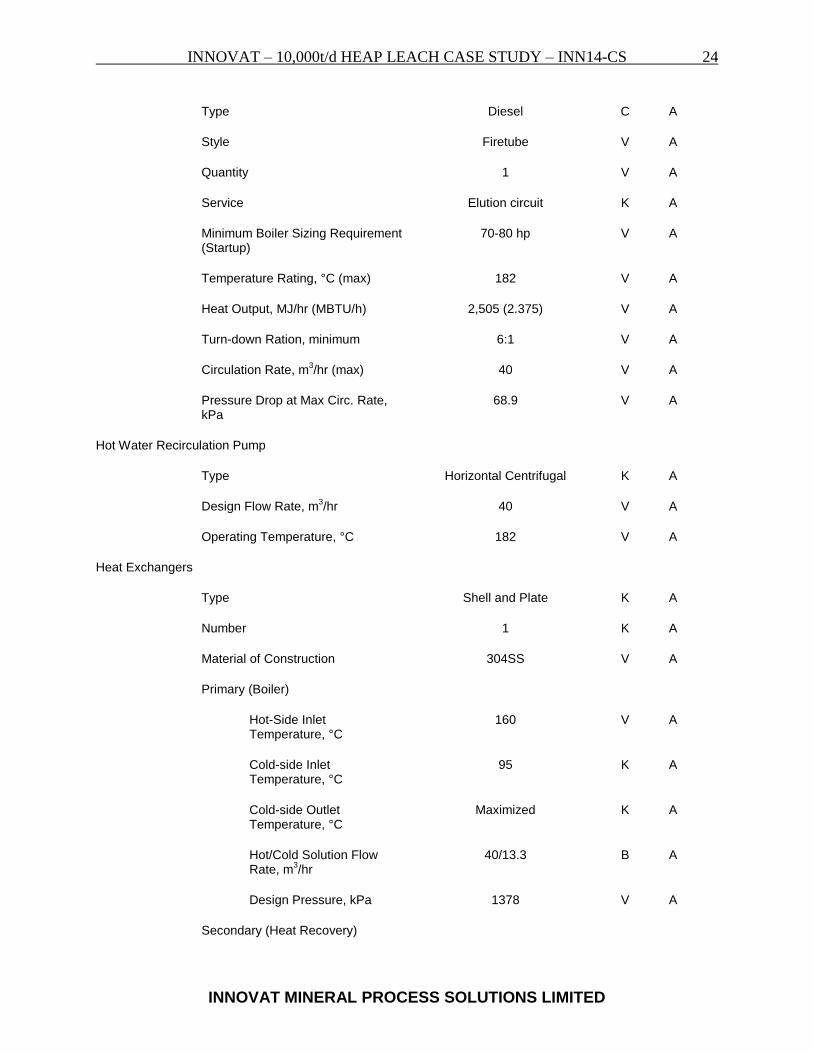
Boiler
INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 24
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
Type Diesel C A
Style Firetube V A
Quantity 1 V A
Service Elution circuit K A
Minimum Boiler Sizing Requirement (Startup)
70-80 hp V A
Temperature Rating, °C (max) 182 V A
Heat Output, MJ/hr (MBTU/h) 2,505 (2.375) V A
Turn-down Ration, minimum 6:1 V A
Circulation Rate, m3/hr (max) 40 V A
Pressure Drop at Max Circ. Rate, kPa
68.9 V A
Hot Water Recirculation Pump
Type Horizontal Centrifugal K A
Design Flow Rate, m3/hr 40 V A
Operating Temperature, °C 182 V A
Heat Exchangers
Type Shell and Plate K A
Number 1 K A
Material of Construction 304SS V A
Primary (Boiler)
Hot-Side Inlet Temperature, °C
160 V A
Cold-side Inlet Temperature, °C
95 K A
Cold-side Outlet Temperature, °C
Maximized K A
Hot/Cold Solution Flow Rate, m
3/hr
40/13.3 B A
Design Pressure, kPa 1378 V A
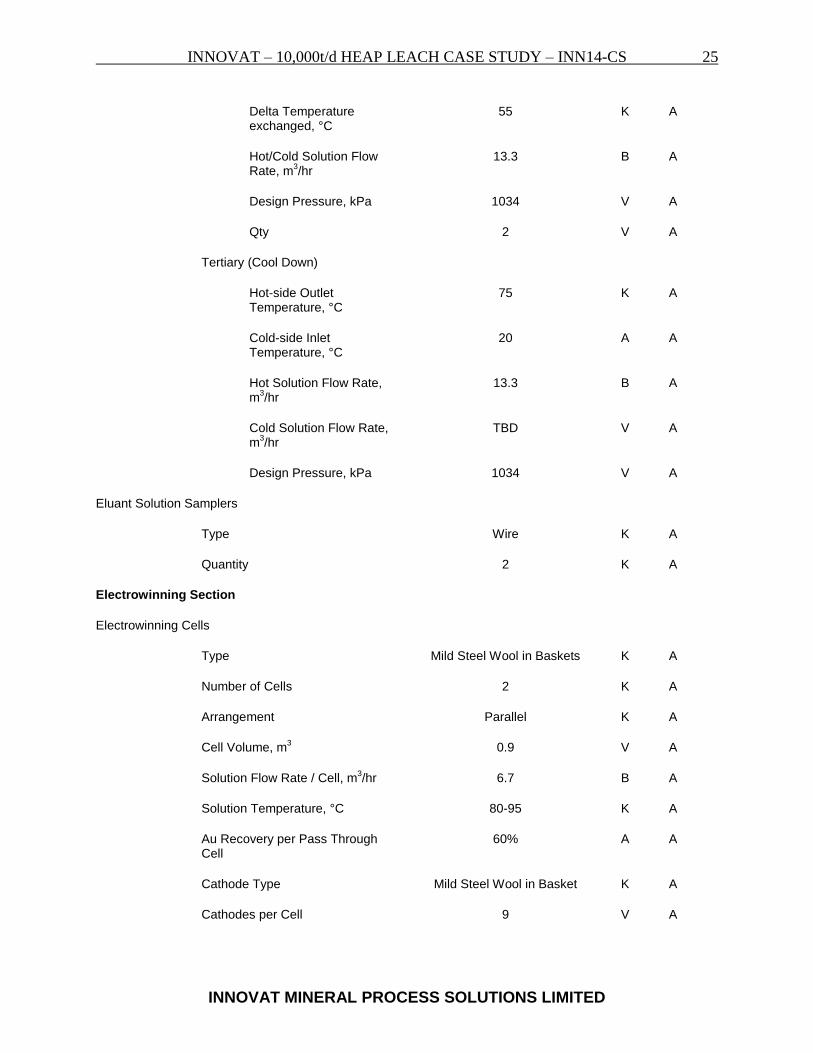
Secondary (Heat Recovery)
INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 25
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
Delta Temperature exchanged, °C
55 K A
Hot/Cold Solution Flow Rate, m
3/hr
13.3 B A
Design Pressure, kPa 1034 V A
Qty 2 V A
Tertiary (Cool Down)
Hot-side Outlet Temperature, °C
75 K A
Cold-side Inlet Temperature, °C
20 A A
Hot Solution Flow Rate, m
3/hr
13.3 B A
Cold Solution Flow Rate, m
3/hr
TBD V A
Design Pressure, kPa 1034 V A
Eluant Solution Samplers
Type Wire K A
Quantity 2 K A
Electrowinning Section
Electrowinning Cells
Type Mild Steel Wool in Baskets K A
Number of Cells 2 K A
Arrangement Parallel K A
Cell Volume, m3 0.9 V A
Solution Flow Rate / Cell, m3/hr 6.7 B A
Solution Temperature, °C 80-95 K A
Au Recovery per Pass Through Cell
60% A A
Cathode Type Mild Steel Wool in Basket K A
Cathodes per Cell 9 V A
INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 26
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
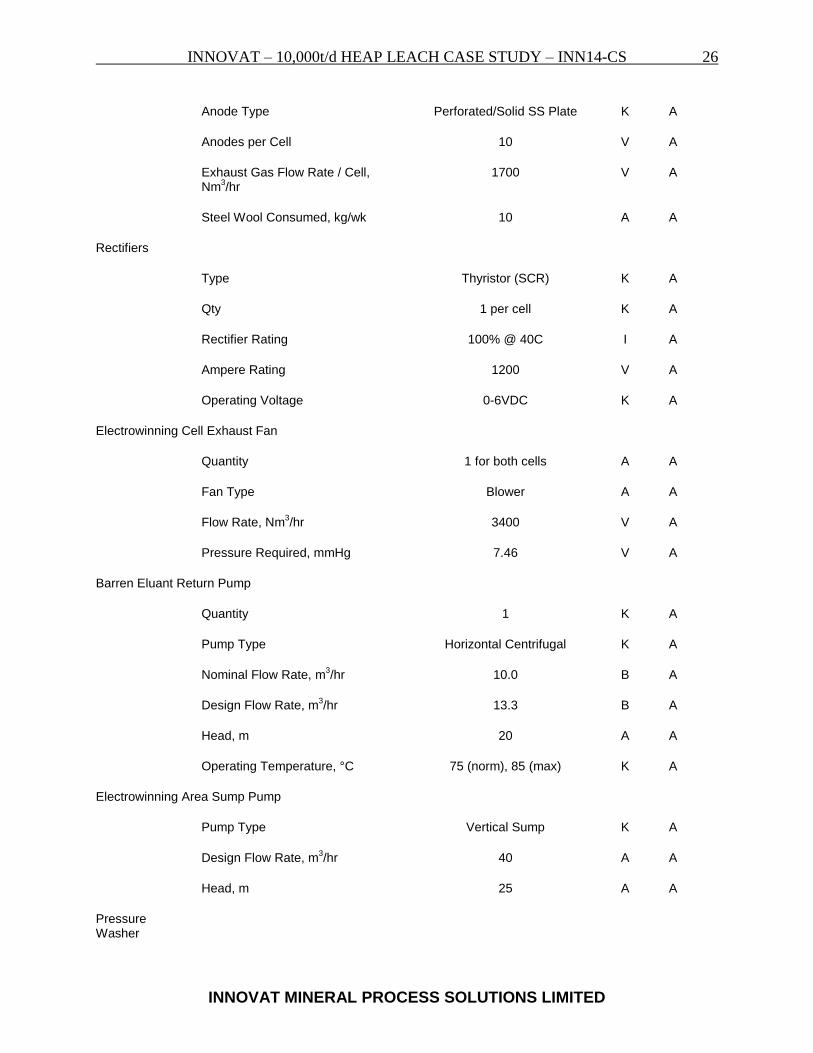
Anode Type Perforated/Solid SS Plate K A
Anodes per Cell 10 V A
Exhaust Gas Flow Rate / Cell, Nm
3/hr
1700 V A
Steel Wool Consumed, kg/wk 10 A A
Rectifiers
Type Thyristor (SCR) K A
Qty 1 per cell K A
Rectifier Rating 100% @ 40C I A
Ampere Rating 1200 V A
Operating Voltage 0-6VDC K A
Electrowinning Cell Exhaust Fan
Quantity 1 for both cells A A
Fan Type Blower A A
Flow Rate, Nm3/hr 3400 V A
Pressure Required, mmHg 7.46 V A
Barren Eluant Return Pump
Quantity 1 K A
Pump Type Horizontal Centrifugal K A
Nominal Flow Rate, m3/hr 10.0 B A
Design Flow Rate, m3/hr 13.3 B A
Head, m 20 A A
Operating Temperature, °C 75 (norm), 85 (max) K A
Electrowinning Area Sump Pump
Pump Type Vertical Sump K A
Design Flow Rate, m3/hr 40 A A
Head, m 25 A A
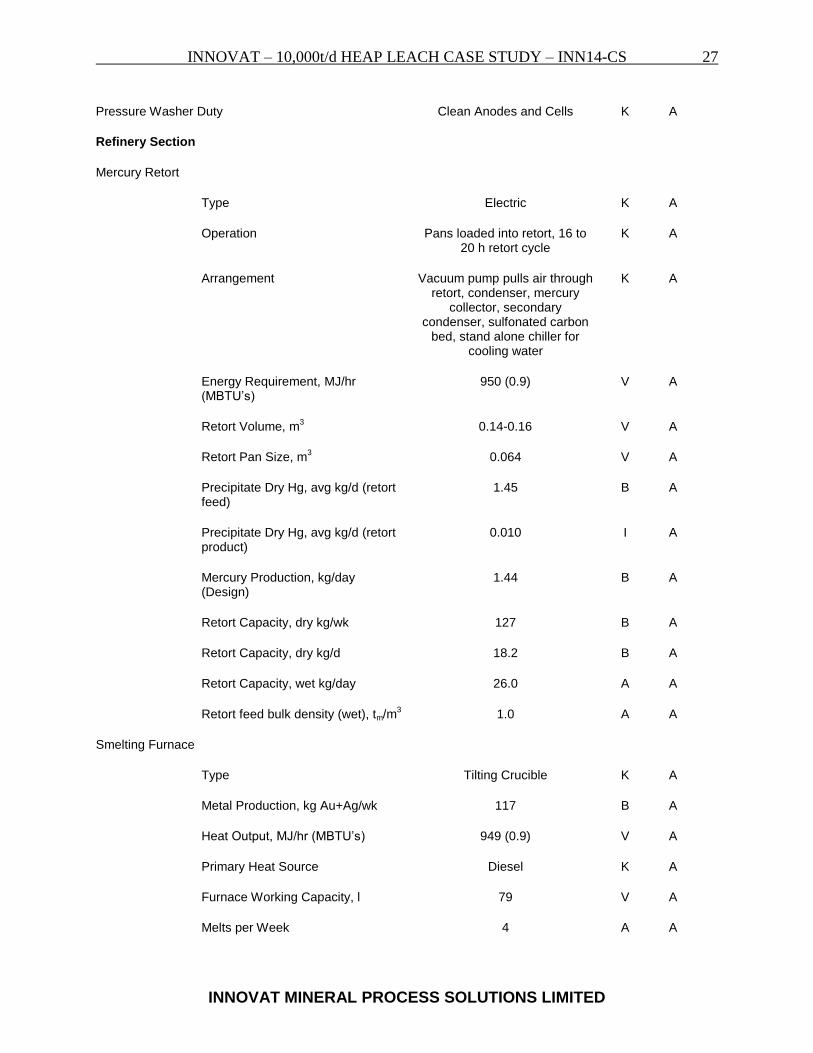
Pressure Washer
INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 27
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
Pressure Washer Duty Clean Anodes and Cells K A
Refinery Section
Mercury Retort
Type Electric K A
Operation Pans loaded into retort, 16 to 20 h retort cycle
K A
Arrangement Vacuum pump pulls air through retort, condenser, mercury
collector, secondary condenser, sulfonated carbon
bed, stand alone chiller for cooling water
K A
Energy Requirement, MJ/hr (MBTU’s)
950 (0.9) V A
Retort Volume, m3
0.14-0.16 V A
Retort Pan Size, m3
0.064 V A
Precipitate Dry Hg, avg kg/d (retort feed)
1.45 B A
Precipitate Dry Hg, avg kg/d (retort product)
0.010 I A
Mercury Production, kg/day (Design)
1.44 B A
Retort Capacity, dry kg/wk 127 B A
Retort Capacity, dry kg/d 18.2 B A
Retort Capacity, wet kg/day 26.0 A A
Retort feed bulk density (wet), tm/m3 1.0 A A
Smelting Furnace
Type Tilting Crucible K A
Metal Production, kg Au+Ag/wk 117 B A
Heat Output, MJ/hr (MBTU’s) 949 (0.9) V A
Primary Heat Source Diesel K A
Furnace Working Capacity, l 79 V A
Melts per Week 4 A A
INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 28
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
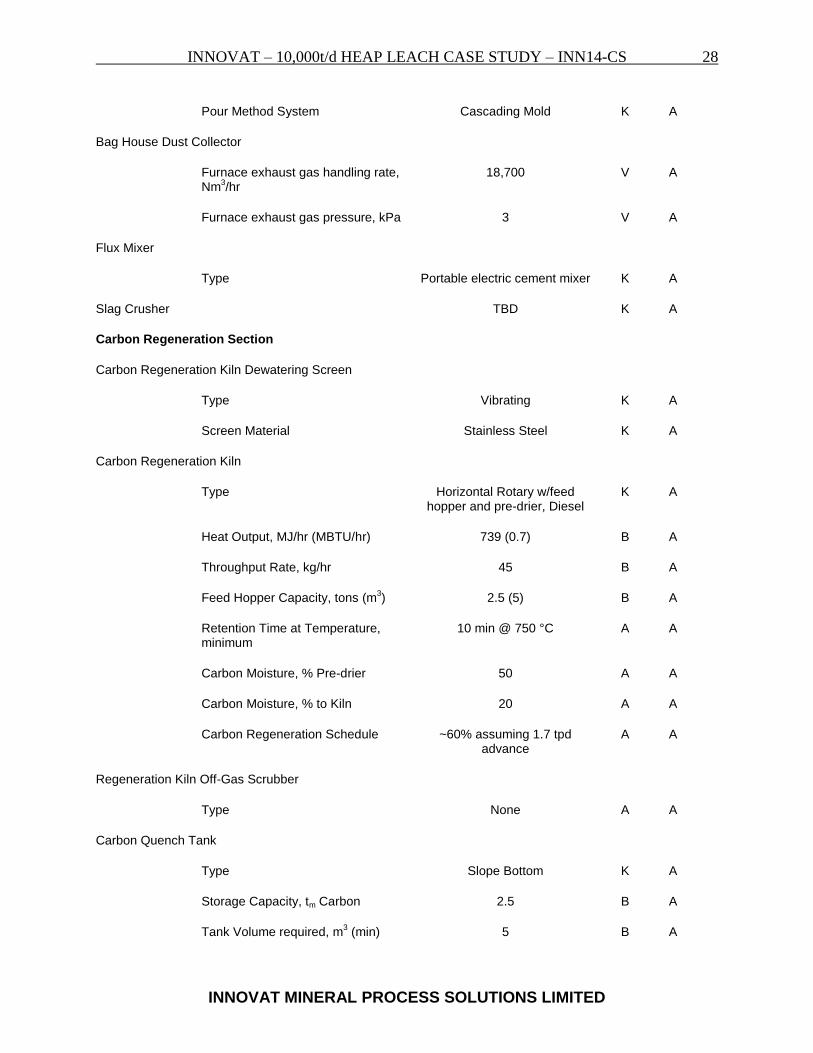
Pour Method System Cascading Mold K A
Bag House Dust Collector
Furnace exhaust gas handling rate, Nm
3/hr
18,700 V A
Furnace exhaust gas pressure, kPa 3 V A
Flux Mixer
Type Portable electric cement mixer K A
Slag Crusher TBD K A
Carbon Regeneration Section
Carbon Regeneration Kiln Dewatering Screen
Type Vibrating K A
Screen Material Stainless Steel K A
Carbon Regeneration Kiln
Type Horizontal Rotary w/feed hopper and pre-drier, Diesel
K A
Heat Output, MJ/hr (MBTU/hr) 739 (0.7) B A
Throughput Rate, kg/hr 45 B A
Feed Hopper Capacity, tons (m3) 2.5 (5) B A
Retention Time at Temperature, minimum
10 min @ 750 °C A A
Carbon Moisture, % Pre-drier 50 A A
Carbon Moisture, % to Kiln 20 A A
Carbon Regeneration Schedule ~60% assuming 1.7 tpd advance
A A
Regeneration Kiln Off-Gas Scrubber
Type None A A
Carbon Quench Tank
Type Slope Bottom K A
Storage Capacity, tm Carbon 2.5 B A
Tank Volume required, m3 (min) 5 B A
INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 29
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
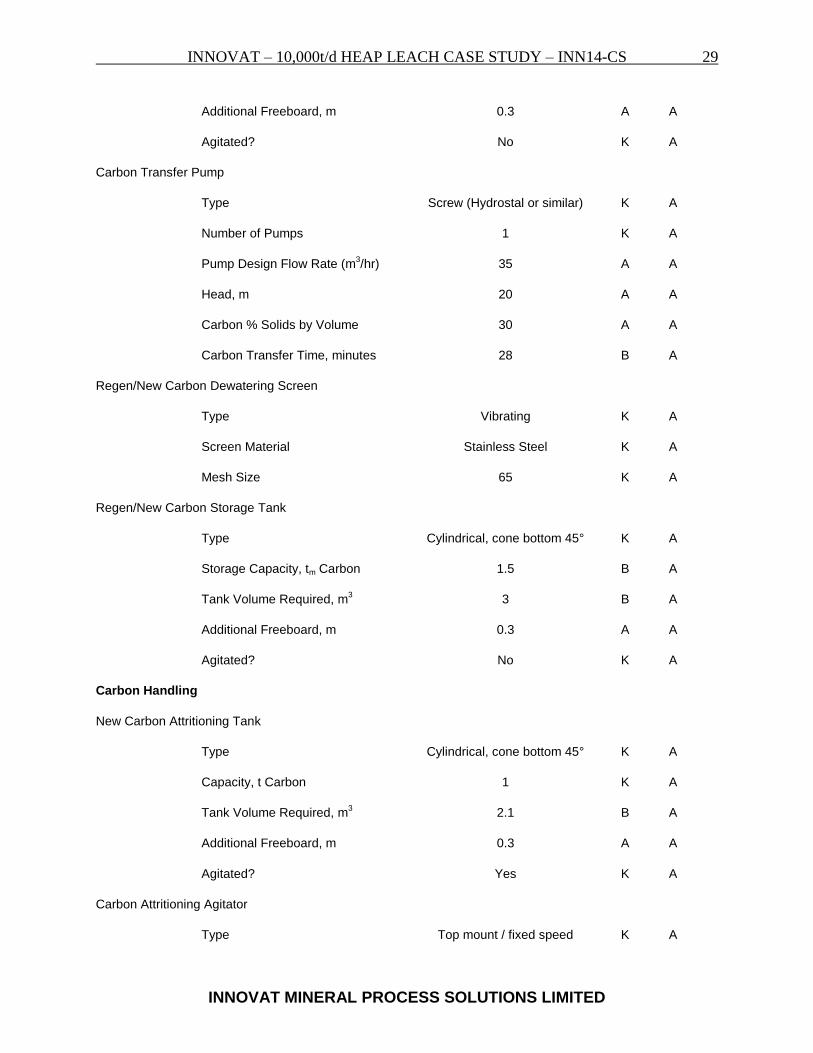
Additional Freeboard, m 0.3 A A
Agitated? No K A
Carbon Transfer Pump
Type Screw (Hydrostal or similar) K A
Number of Pumps 1 K A
Pump Design Flow Rate (m3/hr) 35 A A
Head, m 20 A A
Carbon % Solids by Volume 30 A A
Carbon Transfer Time, minutes 28 B A
Regen/New Carbon Dewatering Screen
Type Vibrating K A
Screen Material Stainless Steel K A
Mesh Size 65 K A
Regen/New Carbon Storage Tank
Type Cylindrical, cone bottom 45° K A
Storage Capacity, tm Carbon 1.5 B A
Tank Volume Required, m3 3 B A
Additional Freeboard, m 0.3 A A
Agitated? No K A
Carbon Handling
New Carbon Attritioning Tank
Type Cylindrical, cone bottom 45° K A
Capacity, t Carbon 1 K A
Tank Volume Required, m3 2.1 B A
Additional Freeboard, m 0.3 A A
Agitated? Yes K A
Carbon Attritioning Agitator
Type Top mount / fixed speed K A
INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 30
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
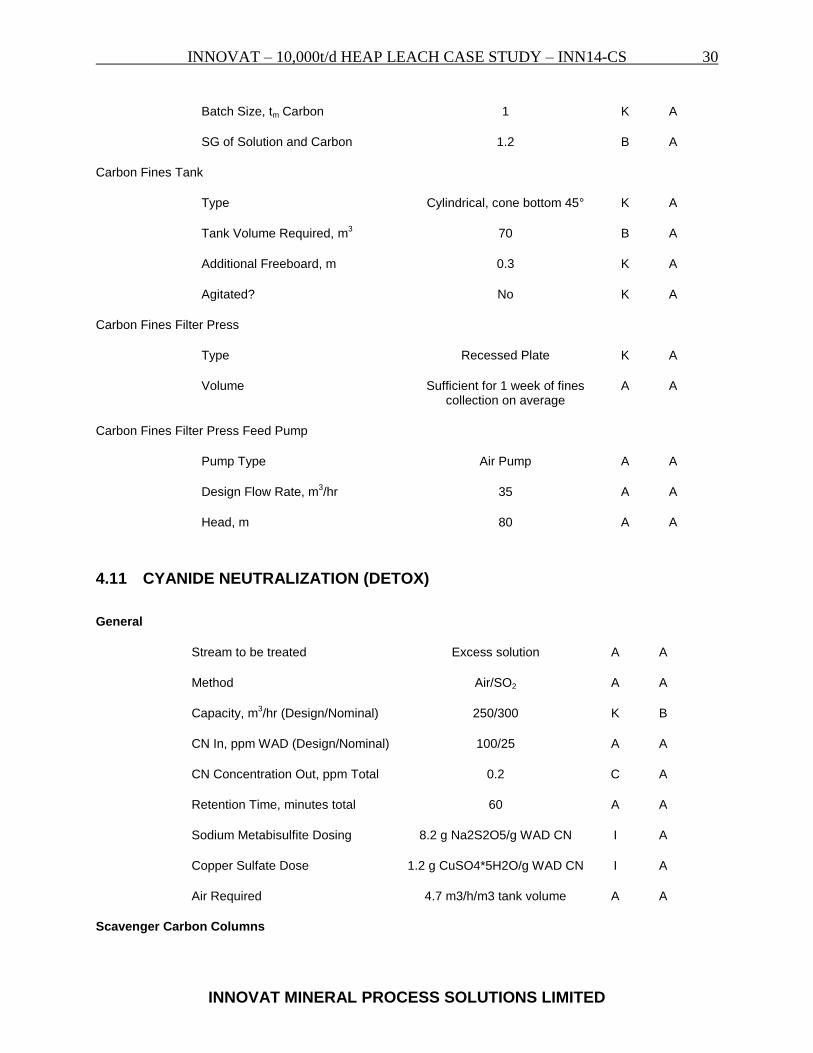
Batch Size, tm Carbon 1 K A
SG of Solution and Carbon 1.2 B A
Carbon Fines Tank
Type Cylindrical, cone bottom 45° K A
Tank Volume Required, m3 70 B A
Additional Freeboard, m 0.3 K A
Agitated? No K A
Carbon Fines Filter Press
Type Recessed Plate K A
Volume Sufficient for 1 week of fines collection on average
A A
Carbon Fines Filter Press Feed Pump
Pump Type Air Pump A A
Design Flow Rate, m3/hr 35 A A
Head, m 80 A A
4.11 CYANIDE NEUTRALIZATION (DETOX)
General
Stream to be treated Excess solution A A
Method Air/SO2 A A
Capacity, m3/hr (Design/Nominal) 250/300 K B
CN In, ppm WAD (Design/Nominal) 100/25 A A
CN Concentration Out, ppm Total 0.2 C A
Retention Time, minutes total 60 A A
Sodium Metabisulfite Dosing 8.2 g Na2S2O5/g WAD CN I A
Copper Sulfate Dose 1.2 g CuSO4*5H2O/g WAD CN I A
Air Required 4.7 m3/h/m3 tank volume A A
Scavenger Carbon Columns
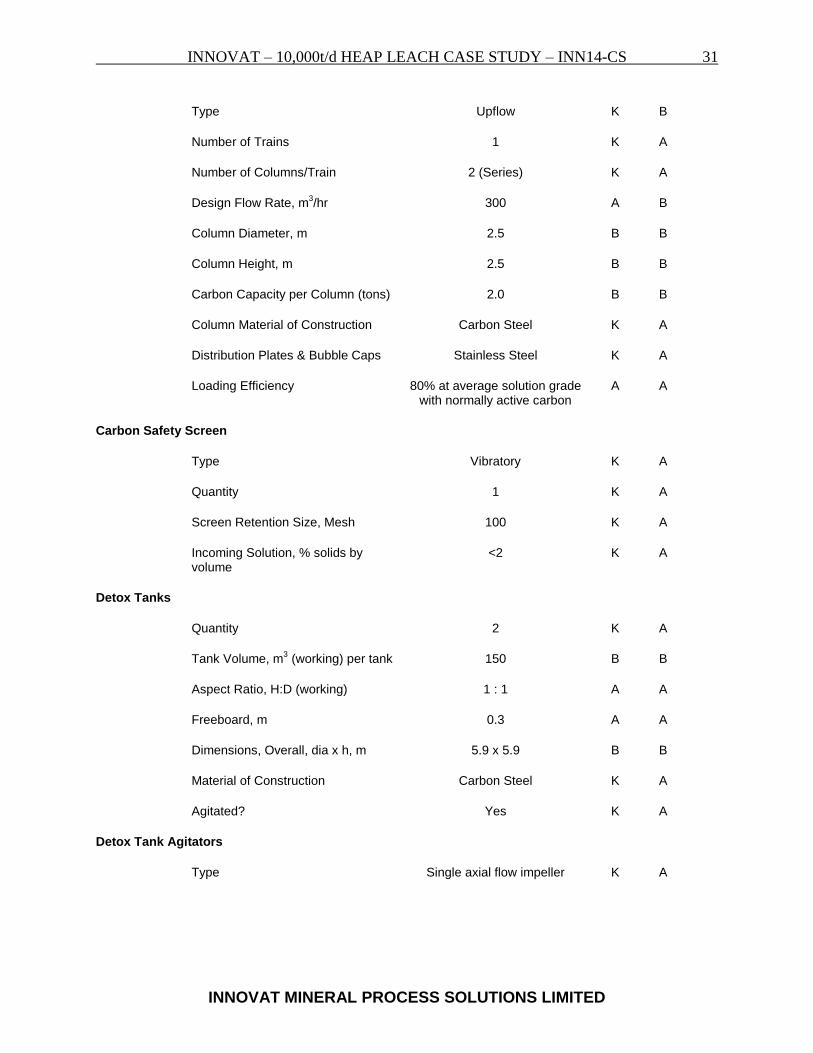
INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 31
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
Type Upflow K B
Number of Trains 1 K A
Number of Columns/Train 2 (Series) K A
Design Flow Rate, m3/hr 300 A B
Column Diameter, m 2.5 B B
Column Height, m 2.5 B B
Carbon Capacity per Column (tons) 2.0 B B
Column Material of Construction Carbon Steel K A
Distribution Plates & Bubble Caps Stainless Steel K A
Loading Efficiency 80% at average solution grade with normally active carbon
A A
Carbon Safety Screen
Type Vibratory K A
Quantity 1 K A
Screen Retention Size, Mesh 100 K A
Incoming Solution, % solids by volume
<2 K A
Detox Tanks
Quantity 2 K A
Tank Volume, m3 (working) per tank 150 B B
Aspect Ratio, H:D (working) 1 : 1 A A
Freeboard, m 0.3 A A
Dimensions, Overall, dia x h, m 5.9 x 5.9 B B
Material of Construction Carbon Steel K A
Agitated? Yes K A
Detox Tank Agitators
Type Single axial flow impeller K A
INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 32
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
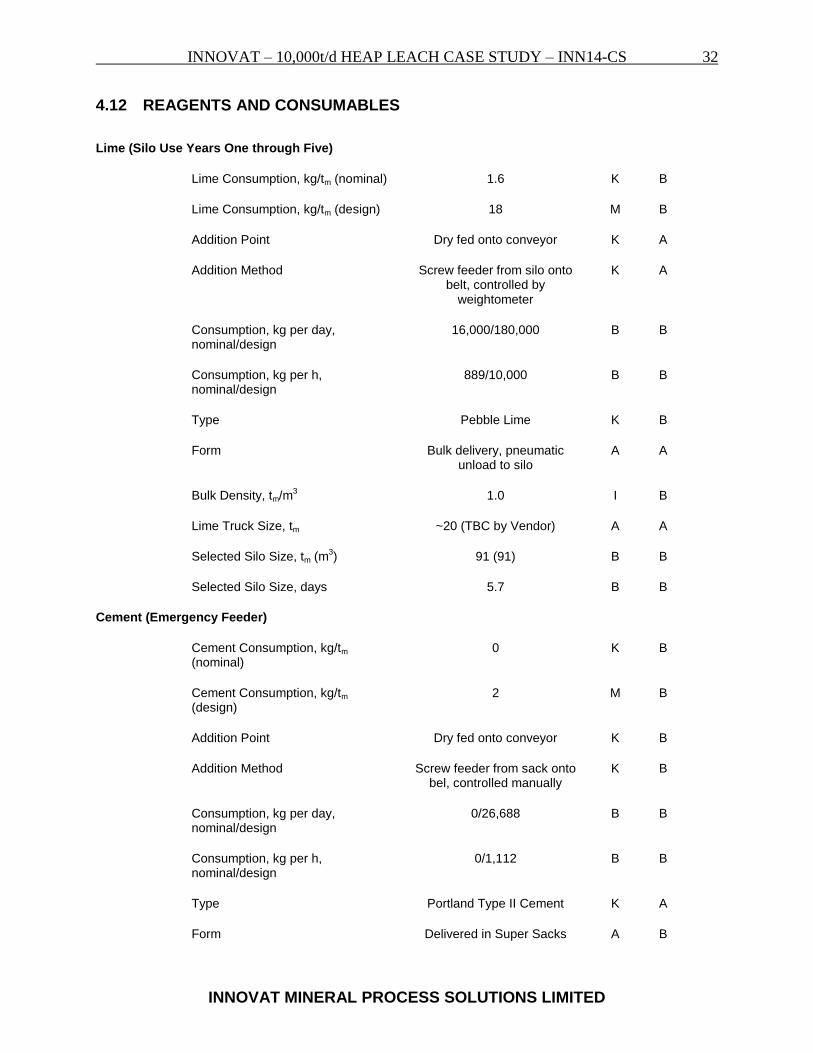
4.12 REAGENTS AND CONSUMABLES
Lime (Silo Use Years One through Five)
Lime Consumption, kg/tm (nominal) 1.6 K B
Lime Consumption, kg/tm (design) 18 M B
Addition Point Dry fed onto conveyor K A
Addition Method Screw feeder from silo onto belt, controlled by
weightometer
K A
Consumption, kg per day, nominal/design
16,000/180,000 B B
Consumption, kg per h, nominal/design
889/10,000 B B
Type Pebble Lime K B
Form Bulk delivery, pneumatic unload to silo
A A
Bulk Density, tm/m3 1.0 I B
Lime Truck Size, tm ~20 (TBC by Vendor) A A
Selected Silo Size, tm (m3) 91 (91) B B
Selected Silo Size, days 5.7 B B
Cement (Emergency Feeder)
Cement Consumption, kg/tm (nominal)
0 K B
Cement Consumption, kg/tm (design)
2 M B
Addition Point Dry fed onto conveyor K B
Addition Method Screw feeder from sack onto bel, controlled manually
K B
Consumption, kg per day, nominal/design
0/26,688 B B
Consumption, kg per h, nominal/design
0/1,112 B B
Type Portland Type II Cement K A
Form Delivered in Super Sacks A B

INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 33
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
Sack Size 1.5 tm bag A B
Bulk Density, tm/m3 1.1 I B
Delivery Truck Size, tm ~20 (TBC by Vendor) A B
Cement (Silo use Year Six)
Cement Consumption, kg/tm (nominal)
10 K A
Cement Consumption, kg/tm (design)
20 M A
Addition Point Dry fed onto conveyor K A
Addition Method Screw feeder from silo onto belt, controlled by
weightometer
K A
Consumption, kg per day, nominal/design
100,000/200,000 B B
Consumption, kg per h, nominal/design
5,556/11,111 B B
Type Portland Type II K A
Form Bulk delivery, pneumatic unload to silo
A A
Bulk Density, tm/m3 1.1 I B
Delivery Truck Size, tm ~20 (TBC by Vendor) A A
Selected Silo Size, truckloads 5 K A
Selected Silo Size, tm (m3) 100 (91) B B
Selected Silo Size, days 1 B A
Sodium Cyanide (Heap Leach)
Specific Gravity 1.60 P A
Bulk Density, tm/m3 0.75 to 0.90 A A
Consumption, kg/t 0.25 M A
Consumption, kg/d, nominal 2,500 B A
Form Briquettes A A
Container Configuration Solid in Bulk Bags A A
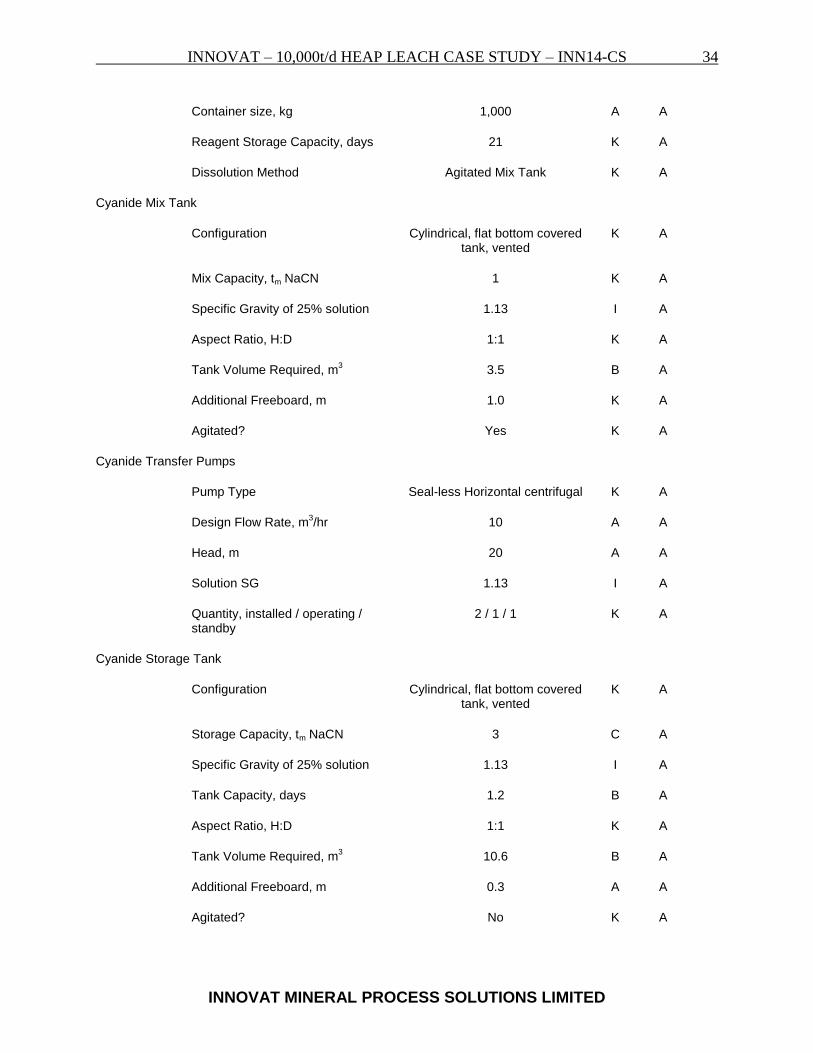
INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 34
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
Container size, kg 1,000 A A
Reagent Storage Capacity, days 21 K A
Dissolution Method Agitated Mix Tank K A
Cyanide Mix Tank
Configuration Cylindrical, flat bottom covered tank, vented
K A
Mix Capacity, tm NaCN 1 K A
Specific Gravity of 25% solution 1.13 I A
Aspect Ratio, H:D 1:1 K A
Tank Volume Required, m3 3.5 B A
Additional Freeboard, m 1.0 K A
Agitated? Yes K A
Cyanide Transfer Pumps
Pump Type Seal-less Horizontal centrifugal K A
Design Flow Rate, m3/hr 10 A A
Head, m 20 A A
Solution SG 1.13 I A
Quantity, installed / operating / standby
2 / 1 / 1 K A
Cyanide Storage Tank
Configuration Cylindrical, flat bottom covered tank, vented
K A
Storage Capacity, tm NaCN 3 C A
Specific Gravity of 25% solution 1.13 I A
Tank Capacity, days 1.2 B A
Aspect Ratio, H:D 1:1 K A
Tank Volume Required, m3 10.6 B A
Additional Freeboard, m 0.3 A A
Agitated? No K A
INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 35
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
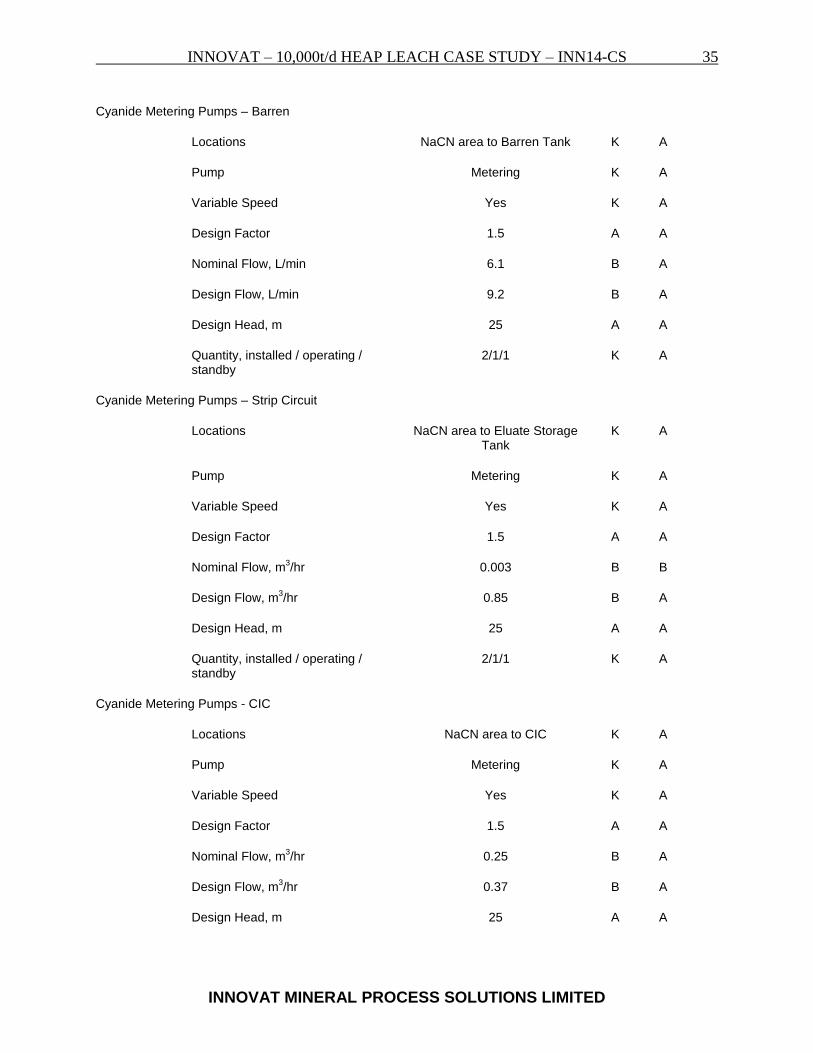
Cyanide Metering Pumps – Barren
Locations NaCN area to Barren Tank K A
Pump Metering K A
Variable Speed Yes K A
Design Factor 1.5 A A
Nominal Flow, L/min 6.1 B A
Design Flow, L/min 9.2 B A
Design Head, m 25 A A
Quantity, installed / operating / standby
2/1/1 K A
Cyanide Metering Pumps – Strip Circuit
Locations NaCN area to Eluate Storage Tank
K A
Pump Metering K A
Variable Speed Yes K A
Design Factor 1.5 A A
Nominal Flow, m3/hr 0.003 B B
Design Flow, m3/hr 0.85 B A
Design Head, m 25 A A
Quantity, installed / operating / standby
2/1/1 K A
Cyanide Metering Pumps - CIC
Locations NaCN area to CIC K A
Pump Metering K A
Variable Speed Yes K A
Design Factor 1.5 A A
Nominal Flow, m3/hr 0.25 B A
Design Flow, m3/hr 0.37 B A
Design Head, m 25 A A
INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 36
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
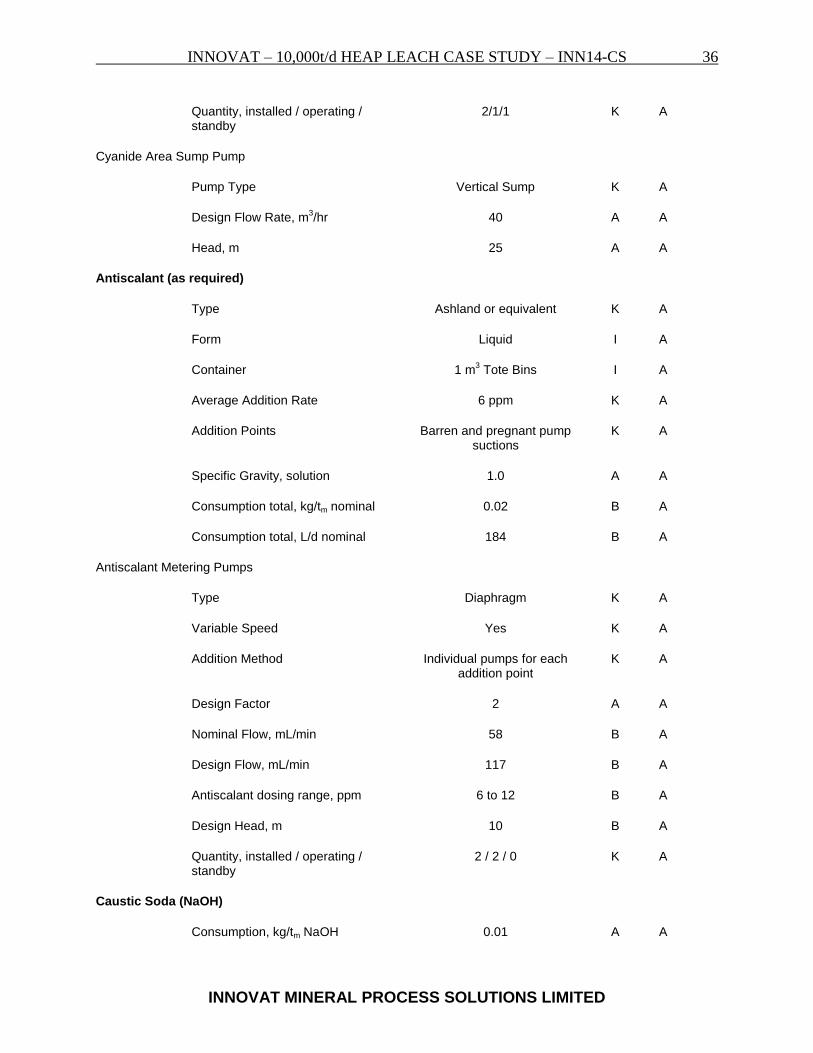
Quantity, installed / operating / standby
2/1/1 K A
Cyanide Area Sump Pump
Pump Type Vertical Sump K A
Design Flow Rate, m3/hr 40 A A
Head, m 25 A A
Antiscalant (as required)
Type Ashland or equivalent K A
Form Liquid I A
Container 1 m3 Tote Bins I A
Average Addition Rate 6 ppm K A
Addition Points Barren and pregnant pump suctions
K A
Specific Gravity, solution 1.0 A A
Consumption total, kg/tm nominal 0.02 B A
Consumption total, L/d nominal 184 B A
Antiscalant Metering Pumps
Type Diaphragm K A
Variable Speed Yes K A
Addition Method Individual pumps for each addition point
K A
Design Factor 2 A A
Nominal Flow, mL/min 58 B A
Design Flow, mL/min 117 B A
Antiscalant dosing range, ppm 6 to 12 B A
Design Head, m 10 B A
Quantity, installed / operating / standby
2 / 2 / 0 K A
Caustic Soda (NaOH)
Consumption, kg/tm NaOH 0.01 A A
INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 37
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
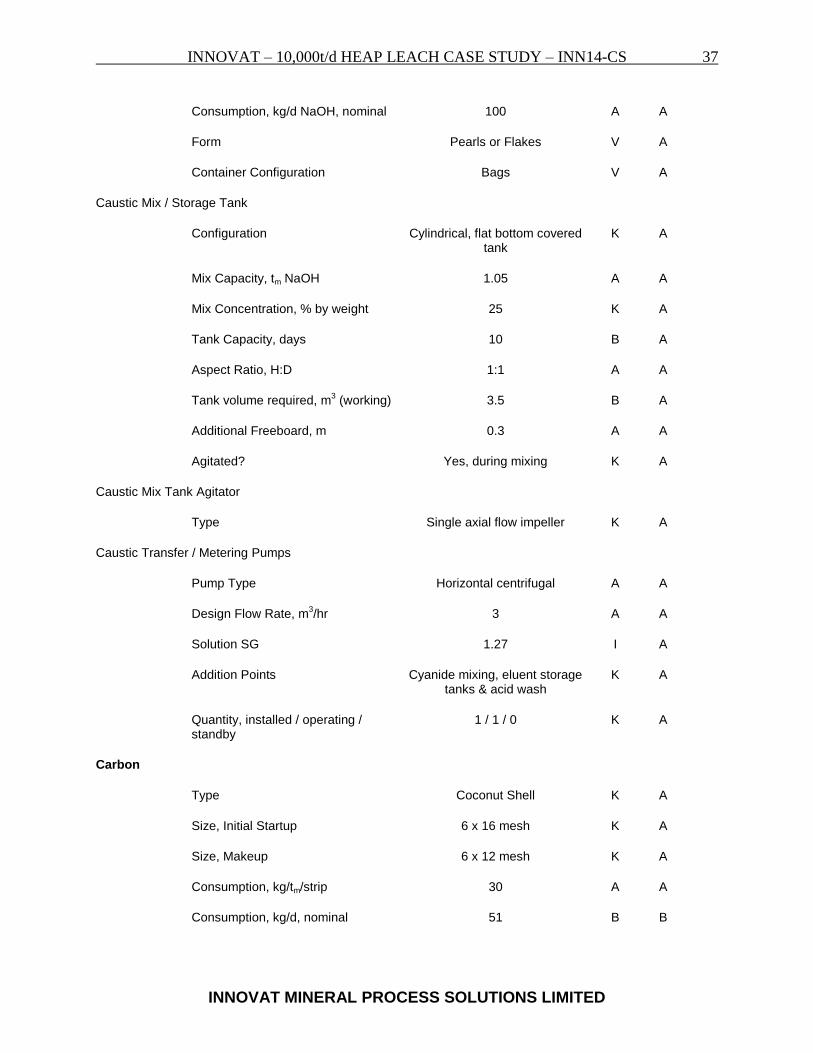
Consumption, kg/d NaOH, nominal 100 A A
Form Pearls or Flakes V A
Container Configuration Bags V A
Caustic Mix / Storage Tank
Configuration Cylindrical, flat bottom covered tank
K A
Mix Capacity, tm NaOH 1.05 A A
Mix Concentration, % by weight 25 K A
Tank Capacity, days 10 B A
Aspect Ratio, H:D 1:1 A A
Tank volume required, m3 (working) 3.5 B A
Additional Freeboard, m 0.3 A A
Agitated? Yes, during mixing K A
Caustic Mix Tank Agitator
Type Single axial flow impeller K A
Caustic Transfer / Metering Pumps
Pump Type Horizontal centrifugal A A
Design Flow Rate, m3/hr 3 A A
Solution SG 1.27 I A
Addition Points Cyanide mixing, eluent storage tanks & acid wash
K A
Quantity, installed / operating / standby
1 / 1 / 0 K A
Carbon
Type Coconut Shell K A
Size, Initial Startup 6 x 16 mesh K A
Size, Makeup 6 x 12 mesh K A
Consumption, kg/tm/strip 30 A A
Consumption, kg/d, nominal 51 B B
INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 38
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
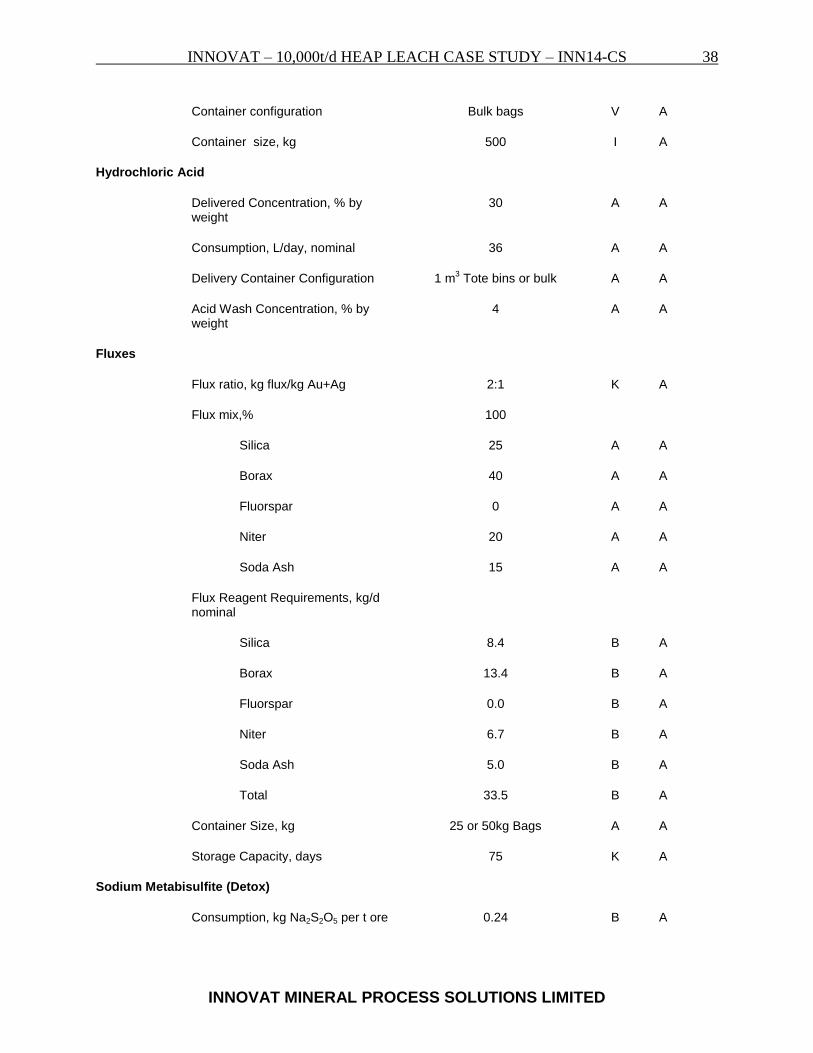
Container configuration Bulk bags V A
Container size, kg 500 I A
Hydrochloric Acid
Delivered Concentration, % by weight
30 A A
Consumption, L/day, nominal 36 A A
Delivery Container Configuration 1 m3 Tote bins or bulk A A
Acid Wash Concentration, % by weight
4 A A
Fluxes
Flux ratio, kg flux/kg Au+Ag 2:1 K A
Flux mix,% 100
Silica 25 A A
Borax 40 A A
Fluorspar 0 A A
Niter 20 A A
Soda Ash 15 A A
Flux Reagent Requirements, kg/d nominal
Silica 8.4 B A
Borax 13.4 B A
Fluorspar 0.0 B A
Niter 6.7 B A
Soda Ash 5.0 B A
Total 33.5 B A
Container Size, kg 25 or 50kg Bags A A
Storage Capacity, days 75 K A
Sodium Metabisulfite (Detox)
Consumption, kg Na2S2O5 per t ore 0.24 B A
INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 39
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
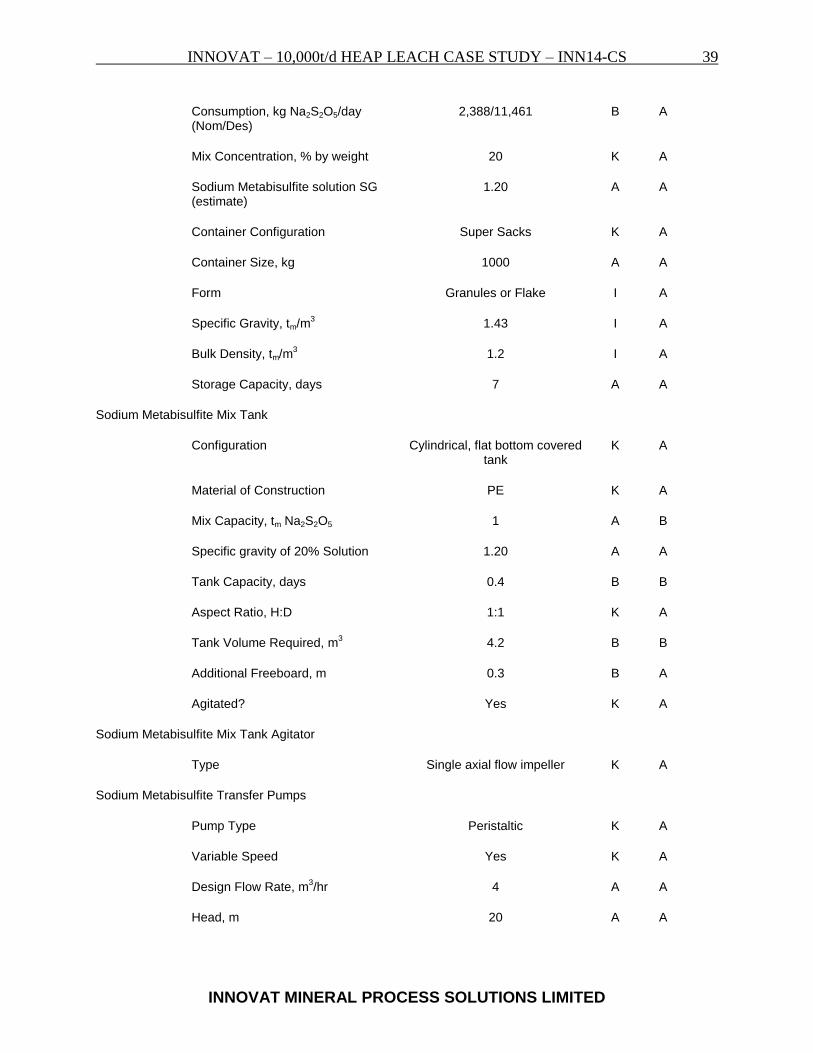
Consumption, kg Na2S2O5/day (Nom/Des)
2,388/11,461 B A
Mix Concentration, % by weight 20 K A
Sodium Metabisulfite solution SG (estimate)
1.20 A A
Container Configuration Super Sacks K A
Container Size, kg 1000 A A
Form Granules or Flake I A
Specific Gravity, tm/m3 1.43 I A
Bulk Density, tm/m3 1.2 I A
Storage Capacity, days 7 A A
Sodium Metabisulfite Mix Tank
Configuration Cylindrical, flat bottom covered tank
K A
Material of Construction PE K A
Mix Capacity, tm Na2S2O5 1 A B
Specific gravity of 20% Solution 1.20 A A
Tank Capacity, days 0.4 B B
Aspect Ratio, H:D 1:1 K A
Tank Volume Required, m3 4.2 B B
Additional Freeboard, m 0.3 B A
Agitated? Yes K A
Sodium Metabisulfite Mix Tank Agitator
Type Single axial flow impeller K A
Sodium Metabisulfite Transfer Pumps
Pump Type Peristaltic K A
Variable Speed Yes K A
Design Flow Rate, m3/hr 4 A A
Head, m 20 A A
INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 40
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
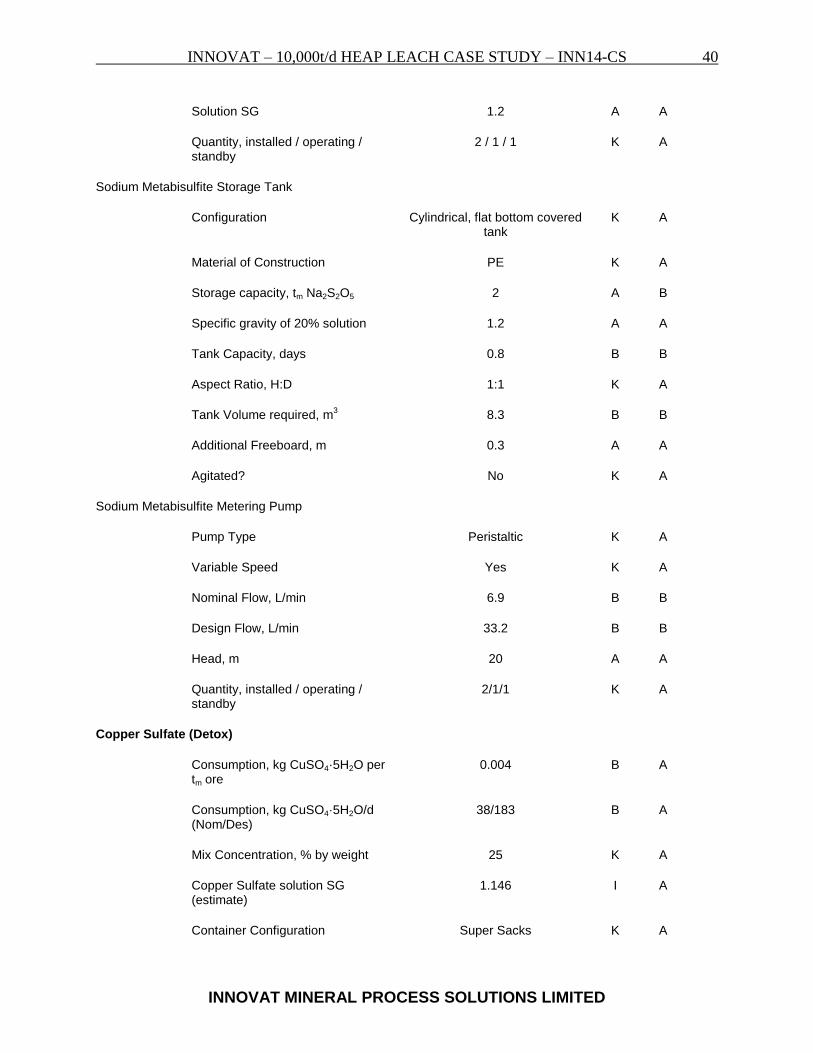
Solution SG 1.2 A A
Quantity, installed / operating / standby
2 / 1 / 1 K A
Sodium Metabisulfite Storage Tank
Configuration Cylindrical, flat bottom covered tank
K A
Material of Construction PE K A
Storage capacity, tm Na2S2O5 2 A B
Specific gravity of 20% solution 1.2 A A
Tank Capacity, days 0.8 B B
Aspect Ratio, H:D 1:1 K A
Tank Volume required, m3 8.3 B B
Additional Freeboard, m 0.3 A A
Agitated? No K A
Sodium Metabisulfite Metering Pump
Pump Type Peristaltic K A
Variable Speed Yes K A
Nominal Flow, L/min 6.9 B B
Design Flow, L/min 33.2 B B
Head, m 20 A A
Quantity, installed / operating / standby
2/1/1 K A
Copper Sulfate (Detox)
Consumption, kg CuSO4·5H2O per tm ore
0.004 B A
Consumption, kg CuSO4·5H2O/d (Nom/Des)
38/183 B A
Mix Concentration, % by weight 25 K A
Copper Sulfate solution SG (estimate)
1.146 I A
Container Configuration Super Sacks K A
INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 41
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
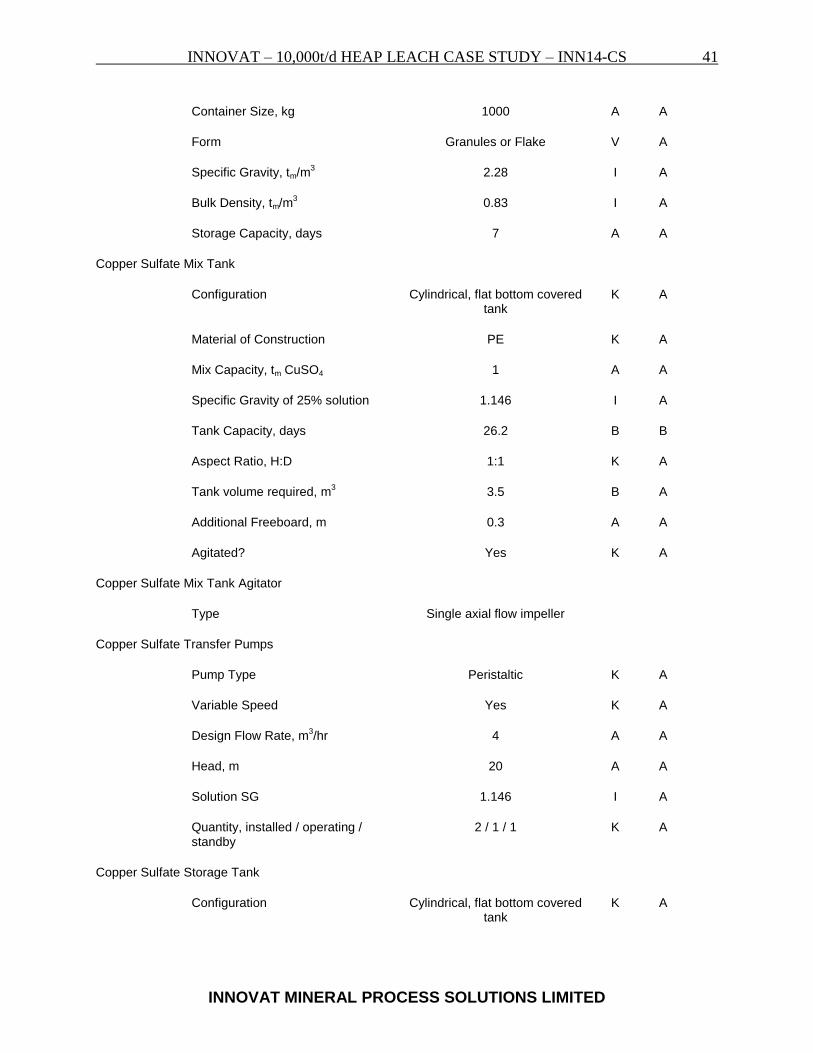
Container Size, kg 1000 A A
Form Granules or Flake V A
Specific Gravity, tm/m3 2.28 I A
Bulk Density, tm/m3 0.83 I A
Storage Capacity, days 7 A A
Copper Sulfate Mix Tank
Configuration Cylindrical, flat bottom covered tank
K A
Material of Construction PE K A
Mix Capacity, tm CuSO4 1 A A
Specific Gravity of 25% solution 1.146 I A
Tank Capacity, days 26.2 B B
Aspect Ratio, H:D 1:1 K A
Tank volume required, m3 3.5 B A
Additional Freeboard, m 0.3 A A
Agitated? Yes K A
Copper Sulfate Mix Tank Agitator
Type Single axial flow impeller
Copper Sulfate Transfer Pumps
Pump Type Peristaltic K A
Variable Speed Yes K A
Design Flow Rate, m3/hr 4 A A
Head, m 20 A A
Solution SG 1.146 I A
Quantity, installed / operating / standby
2 / 1 / 1 K A
Copper Sulfate Storage Tank
Configuration Cylindrical, flat bottom covered tank
K A
INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 42
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
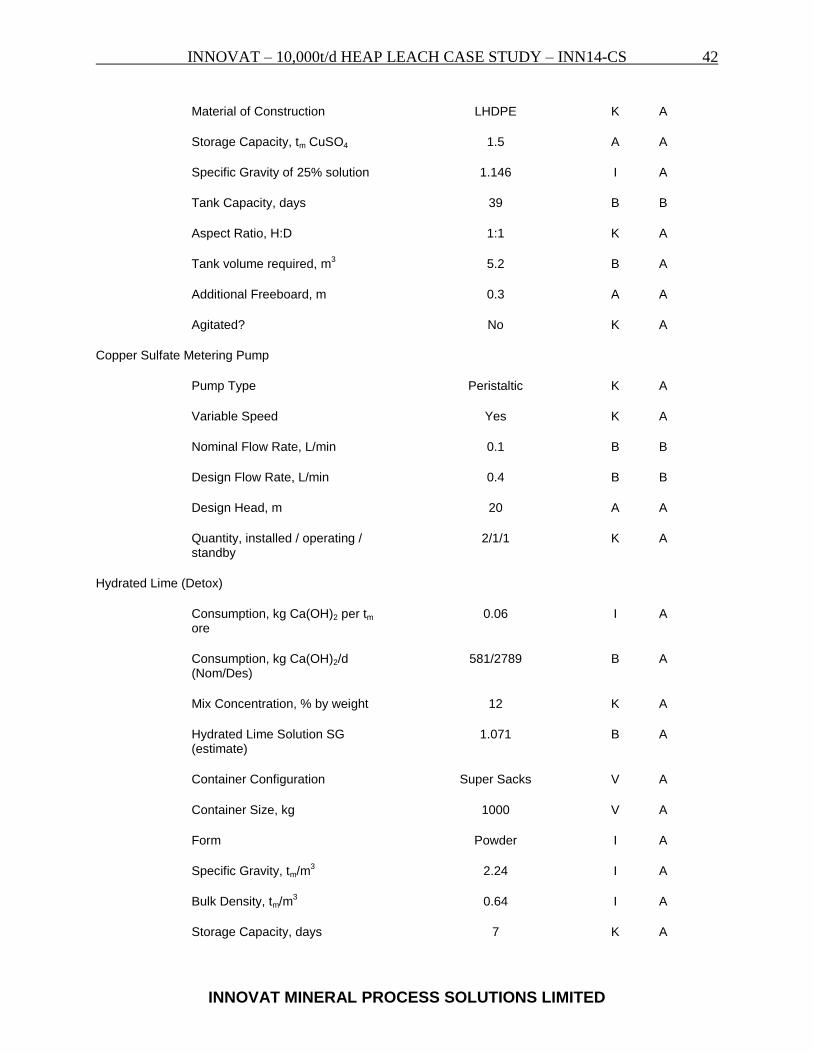
Material of Construction LHDPE K A
Storage Capacity, tm CuSO4 1.5 A A
Specific Gravity of 25% solution 1.146 I A
Tank Capacity, days 39 B B
Aspect Ratio, H:D 1:1 K A
Tank volume required, m3 5.2 B A
Additional Freeboard, m 0.3 A A
Agitated? No K A
Copper Sulfate Metering Pump
Pump Type Peristaltic K A
Variable Speed Yes K A
Nominal Flow Rate, L/min 0.1 B B
Design Flow Rate, L/min 0.4 B B
Design Head, m 20 A A
Quantity, installed / operating / standby
2/1/1 K A
Hydrated Lime (Detox)
Consumption, kg Ca(OH)2 per tm ore
0.06 I A
Consumption, kg Ca(OH)2/d (Nom/Des)
581/2789 B A
Mix Concentration, % by weight 12 K A
Hydrated Lime Solution SG (estimate)
1.071 B A
Container Configuration Super Sacks V A
Container Size, kg 1000 V A
Form Powder I A
Specific Gravity, tm/m3 2.24 I A
Bulk Density, tm/m3 0.64 I A
Storage Capacity, days 7 K A
INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 43
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
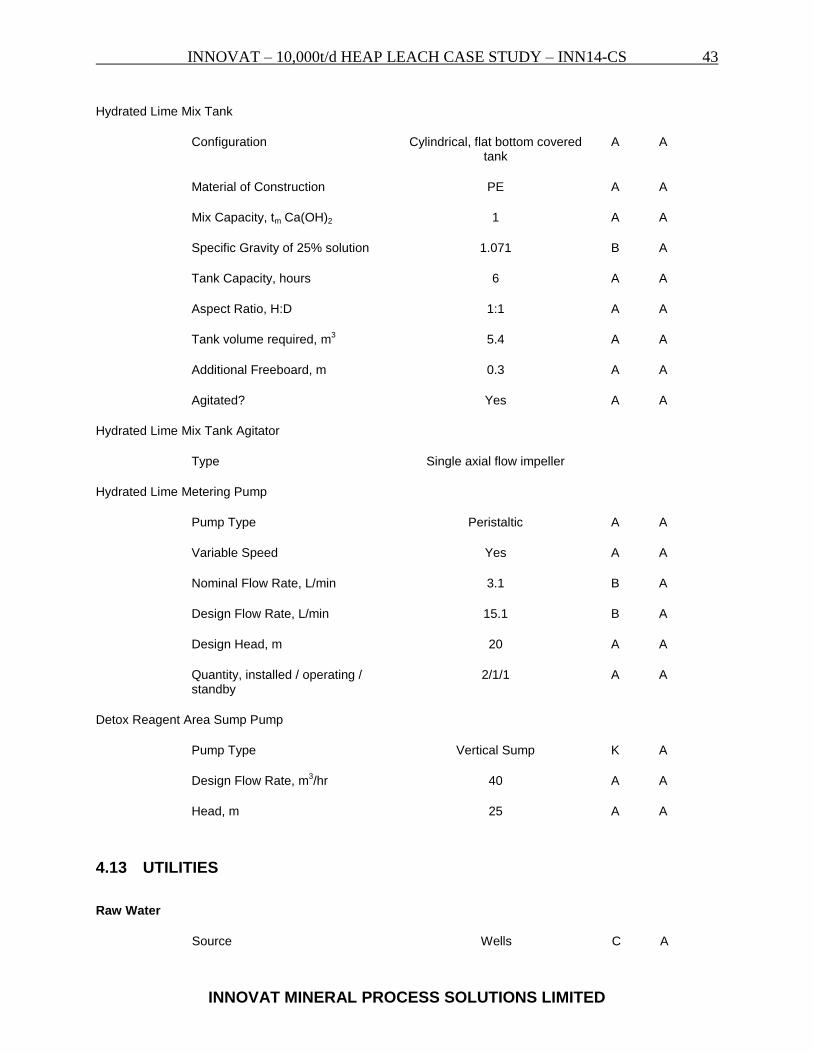
Hydrated Lime Mix Tank
Configuration Cylindrical, flat bottom covered tank
A A
Material of Construction PE A A
Mix Capacity, tm Ca(OH)2 1 A A
Specific Gravity of 25% solution 1.071 B A
Tank Capacity, hours 6 A A
Aspect Ratio, H:D 1:1 A A
Tank volume required, m3 5.4 A A
Additional Freeboard, m 0.3 A A
Agitated? Yes A A
Hydrated Lime Mix Tank Agitator
Type Single axial flow impeller
Hydrated Lime Metering Pump
Pump Type Peristaltic A A
Variable Speed Yes A A
Nominal Flow Rate, L/min 3.1 B A
Design Flow Rate, L/min 15.1 B A
Design Head, m 20 A A
Quantity, installed / operating / standby
2/1/1 A A
Detox Reagent Area Sump Pump
Pump Type Vertical Sump K A
Design Flow Rate, m3/hr 40 A A
Head, m 25 A A
4.13 UTILITIES
Raw Water
Source Wells C A
INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 44
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
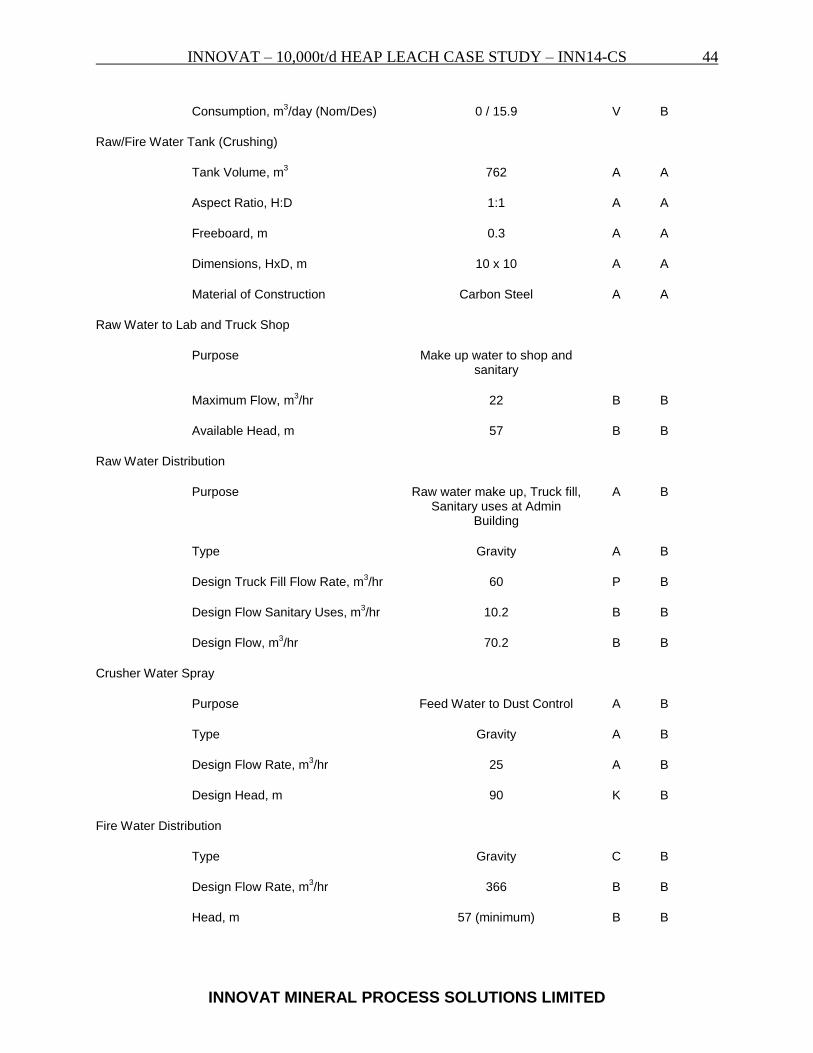
Consumption, m3/day (Nom/Des) 0 / 15.9 V B
Raw/Fire Water Tank (Crushing)
Tank Volume, m3 762 A A
Aspect Ratio, H:D 1:1 A A
Freeboard, m 0.3 A A
Dimensions, HxD, m 10 x 10 A A
Material of Construction Carbon Steel A A
Raw Water to Lab and Truck Shop
Purpose Make up water to shop and sanitary
Maximum Flow, m3/hr 22 B B
Available Head, m 57 B B
Raw Water Distribution
Purpose Raw water make up, Truck fill, Sanitary uses at Admin
Building
A B
Type Gravity A B
Design Truck Fill Flow Rate, m3/hr 60 P B
Design Flow Sanitary Uses, m3/hr 10.2 B B
Design Flow, m3/hr 70.2 B B
Crusher Water Spray
Purpose Feed Water to Dust Control A B
Type Gravity A B
Design Flow Rate, m3/hr 25 A B
Design Head, m 90 K B
Fire Water Distribution
Type Gravity C B
Design Flow Rate, m3/hr 366 B B
Head, m 57 (minimum) B B
INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 45
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
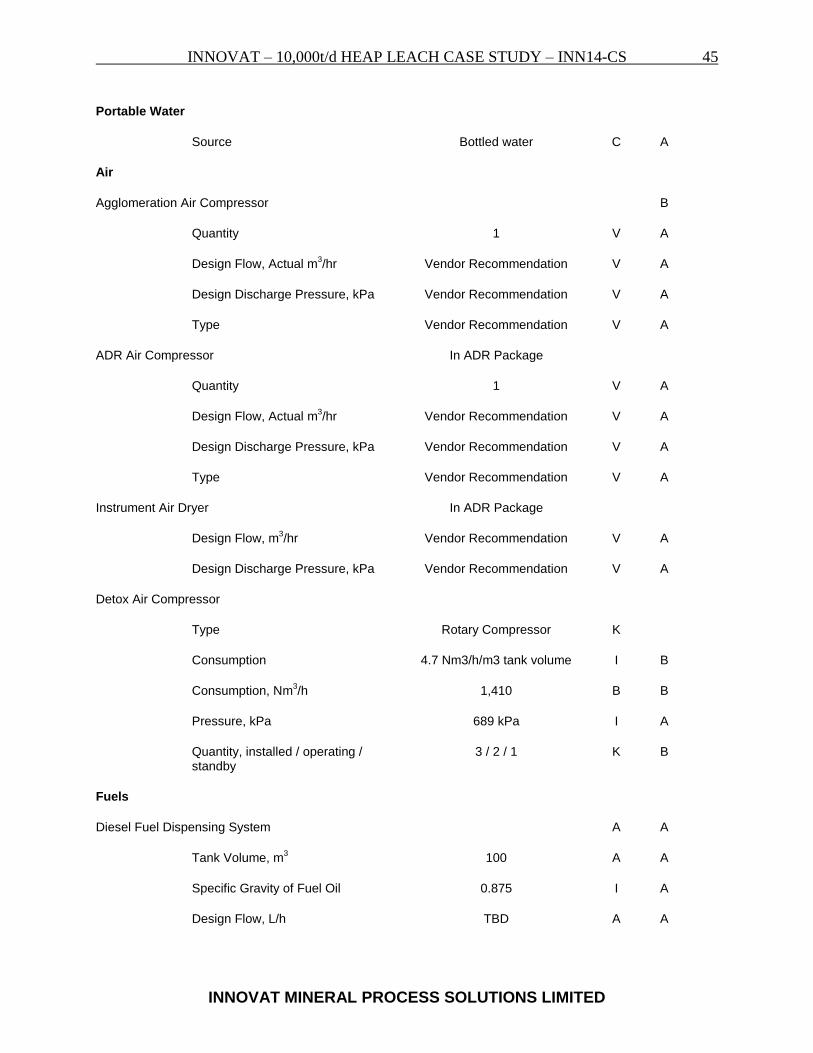
Portable Water
Source Bottled water C A
Air
Agglomeration Air Compressor B
Quantity 1 V A
Design Flow, Actual m3/hr Vendor Recommendation V A
Design Discharge Pressure, kPa Vendor Recommendation V A
Type Vendor Recommendation V A
ADR Air Compressor In ADR Package
Quantity 1 V A
Design Flow, Actual m3/hr Vendor Recommendation V A
Design Discharge Pressure, kPa Vendor Recommendation V A
Type Vendor Recommendation V A
Instrument Air Dryer In ADR Package
Design Flow, m3/hr Vendor Recommendation V A
Design Discharge Pressure, kPa Vendor Recommendation V A
Detox Air Compressor
Type Rotary Compressor K
Consumption 4.7 Nm3/h/m3 tank volume I B
Consumption, Nm3/h 1,410 B B
Pressure, kPa 689 kPa I A
Quantity, installed / operating / standby
3 / 2 / 1 K B
Fuels
Diesel Fuel Dispensing System A A
Tank Volume, m3 100 A A
Specific Gravity of Fuel Oil 0.875 I A
Design Flow, L/h TBD A A

INNOVAT – 10,000t/d HEAP LEACH CASE STUDY – INN14-CS 46
INNOVAT MINERAL PROCESS SOLUTIONS LIMITED
Fuel Oil Day Tanks
Number of Tanks 2 A A
Location ADR, Emergency Generator A A
ADR Tank Volume, m3 15 A A
Tank Diameter x Length, m 1.91 x 4.86 A A
Emergency Generator Tank Volume, m
3
5 A A
Tank Diameter x Length, m 1.36 x 3.45 A A
Sanitary
System Type
Process & Mine Areas Septic C A


















