
DISTRIBUTED BY - DTICsnaval air in@ineering center lakinutst, new jamsey 06788,i e@inuoi miino...
79
AD-A020 127 INVESTIGATION OF INTERNAL CORROSION AND EVALUATION OF NON-SKID COATINGS ON MARK 7 JET BLAST DEFLECTORS George A. Gehring, Jr. Naval Air Engineering Center Lakehurst, New Jersey 10 December 1975 DISTRIBUTED BY: NU.S. TMENTu OFm SeRCE U. S. DEPARTMENT OF ۥSlMELCE I ,,m
Transcript of DISTRIBUTED BY - DTICsnaval air in@ineering center lakinutst, new jamsey 06788,i e@inuoi miino...

AD-A020 127
INVESTIGATION OF INTERNAL CORROSION AND EVALUATION OFNON-SKID COATINGS ON MARK 7 JET BLAST DEFLECTORS
George A. Gehring, Jr.
Naval Air Engineering CenterLakehurst, New Jersey
10 December 1975
DISTRIBUTED BY:
NU.S. TMENTu OFm SeRCEU. S. DEPARTMENT OF ۥSlMELCE
I ,,m

SNAVAL AIR IN@INEERING CENTERLAKINUtST, NeW JamSeY 06788
,i e@INUOI MIINO "IPMEM NT (Solcost lollT. so. 81626L
[NAEC-ZNG-7875 10 Dec 1975
If
INVESTIGATION OF INTERNAL CORROSION
AMD EVA14UATION Or NON-SKID COATINGS ONf
MARK 7 JET BLAST DEFLECTORS
RING, JR.
W .. .

SECU.RITY CLASSIFICATION Of Tmi$ PAGE (lSton Dag* Ent~fodJ
REPORT DOCUMENTATION PAGE BEFORSCOMLZP! omu
_F -REPORT NUM2. GOVT ACCESSION Poo 3 PEIPIENT2CATALOG NUMBER
7- ITi iL E(and S..bt tio) S. TYPE OF REPORT A PIKIOO COVERED
Investigation of Internal Corrosion andEvaluation of Non-Skid Coatings on Mark Final7 Jet Blast Deflectors 6. PEFIW Ono. REPORT NUMBER
7. AUT,"ORr.) 6. CONTRACT 3111 9RANT MUMSER(s)
George A. Gehring, Jr.
9. PERNFORMING ORtGANsIZATION NAME AND ADDRESS to. ENU 1Y. ROJEC. TAS
Naval Air Engineering CenterLakehurst, NJ 08733
11CONTROLLING OFFICE NAME AND ADDRESS 12. IREPORTODATE
Naval Air systems Commuand Headquarters 10 Dec 1975Washington, DC 20361 13. Mullmalt rOPAGES
AIR-53714 MONITORING AFEENCY NAME & AOORESS(Sf~fdfa I bo CoeuuftPhe Office) 11S. SECURITY CLASS.(othsfDwl
Naval Air Systems Commtand HeadquartersWashington, DC 20361 Un. DclassifiedINOWNRON
AIR-537 UC ULE
1S DISTRIBUTION STATEMENT (ofthi ItdeRpot)
Approved for public rel~ease; distribution unlimited
17. DISTRIBUTION STATEMENT (of ghe abafrOI OneeD in0g *.oc of W&- nffboo AM 8.e
If. SUPPLEMENTARY NOTES
CAýLOR ILLUSTRATIONS REPRODUCZ-0JN BLACK AND WHITE
It KEY WORDS (Contioue an tewetse aide it 11C00i1 WMI #~ 1 WW
Corrosion Sea Water Flight Deck EnvironmentCoatings Non-Skid Abrasion ResistanceSimulated Test Jet Blast Deflectors Metal Spray
20. APSTRPAC T (CeAntimmu an FeVWe 0oh of Recossa usE IEWHU~ by 550g SIVbw)
* The Mark 7 Jet Blast Deflector (JBD) is a 36 foot by 14
foot aluminum barrier erected at a 50 degree angle to the flightdeck, for the purpose of protecting waiting aircraft and handlingpersonnel from the jet blast of a plane being launched. inorder to cool the panels enough to allow safe passage of
* personnel and machinery and to prevent actual physical damage tothe JBD by the heat of the jet engines, sea water is pumped th
DDO ¶'0'4" 1473 EDITION or I Nov 65 isOISOOLaTE.S N 0 In 20 14 IW9SCURITY CLASSP1ICASON OilNSPG ~mVt .

Wa417Y CLASSIFICATION OF THIS. PAGE(Wha D00 80010
all the internal passages of the panels. Ships personnel, in thepast, have reported that internal corrosion was a continuingmaintenance problem, requiring frequent and costly rework. Inline with the Navy's goal of reducing ship maintenance costs andimproving hardware reliability, NAVAIRENGCEN undertook a programto assess the severity of corrosion damage occuring on the JBD'sand investigate potential methods for controlling internalcorrosion. NAVAIRENGCEN also initiated a study to further eval-uate the relative ability of metallic non-skid coatings to per-form in the JBD carrier deck environment. The entire programwas conducted in a natural sea water environment at Ocean City,NJ to insure realistic simulation of the carrier deck environment.This report presents the results of the program.
SKCIT LSIIAINO TI AEbnDt rfrd

4No-.AEC-2.4s5REv. 2.-6) NAEC-ENG 7875PLAYS NO. 1104, PAKE i,
rI. INTRODUCTION
The Mark 7 Jet Blast Deflector (JBD) is a 36 foot by 14foot aluminum barrier erected at a 50 degree angle to the flightdeck, for the purpose of protecting waiting aircraft and handlingpersonnel from the jet blast of a plane being launched. Inorder to cool the panels enough to allow safe passage of personneland machinery and to prevent actual physical damage to the JP2by the heat of the jet engines, sea water is pumped through rleinternal passages of the panels. Ships personnel, in the pa. ,have reported that internal corrosion was a continuing mainten-ance problem, requiring frequent and costly rework. In linewith the Navy's goal of reducing ship maintenance costs andimproving hardware reliability, NAVAIRENGCEN undertook a programto assess the severity of corrosion damage occuring on the JBD'sanu investigate potential methods for controlling internalcorrosion. NAVAIRENGCEN also initiated a study to furtherevaluate the relative ability of metallic non-skid coatings toperform in the JBD carrier deck environment. The entireprogram was conducted in a natural sea water environment atOcean City, NJ to insure realistic simulation of the carrierdeck environment. This report presents the results of theprogram.
Il. SUMMARY
The program determined that copper present in the seawater cooling supply is the primary cause of internal corrosionof Lhe JBD's. The copper originates from copper-nickel firewater mains located upstream of the JBD's. If copper is con-tinmally present in the cooling water at the concentrationsmeasured in this program, then it is estimated that the Mark7 mouules will have a useful service life of from two to four)cars. If copper were aot present in the cooling water, thesLý.vice life would exceed 20 years. The program failed todetermine a practical method for removing the copper or a cvrt-ing wh-ich could be effectively used to reduce internal corro-lon.Tests are underway to establish the practical level of copperin operational systems and will be used as the basis for furtherevaluation.
The program also rated several metal-spray non-skid deckcoatings on their stability in a simulated flight deck envirn.-ment when applied over an aluminum substrate. The coatingswhich exhibited the best resistance to this harsh environmer.'include arc-sprayed aluminum, arc-sprayed aluminum molybdenu"-and arc-sprayed aluminum titanium. Flame-sprayed nickel-aluminide exhibited the best abrasion resistance. Determiiwfi,'.of the optimum non-skid coating depends on the results of in-service performance tests now in progress on different aircraftcarrier,*; future efforts will be based on these tests.
L Ji

400..NAEC-.24554EV. 2.68) EC1E- 7675me-, . ,,.. PAK ii
r -1III. TABLE OF CONTENTS
SUBJECT PAGE
I. INTRODUCTION .. . . . . . . .
II. SUMMARY . . . . . . . . . . . . . . . . . .
III TABLE OF CONTENTS .......... ............. ii
IV. LIST OF TABLES AND FIGURES .... ......... iii
V. INVESTIGATION OF INTERNAL CORROSION ANDEVALUATION OF NON-SKID COATINGS ON MARK7 JET BLAST DEFLECTORS .F. ............ 1
A. Introduction .. ........... 1
B. Investigation of Internal Corrosion andMethods for Controlling Internal Cor-rosion ............... ................ 2
1. Experimental Procedures ... ..... 2
2. Results .......... ............. 7
3. Conclusions. ...................... 14
4. Future Actions .... .......... ... 15
C. Evaluation of Non-Skid Deck Coatings 15
1. Experimental Procedures . . ... 15
2. Results ...... ............... 17
3. Conclusions .... ........... ... 19
4. Future Actions .... .......... ... 20
VI. TABLES AND FIGURES ....... ............. 21
Appendix 1 - The Use of ElectrochemicalPolarization Techniques toMeasure Corrosion Rates .. 62-64
Appendix 2 - Evaluation of ProtectiveCoatings by ElectrochemicalPotential and PolarizationMeasurements . ........... 65-66
p:,pi,.-y• ' - Fleet Evaluations of VariousNon-Skid Coatings Applied toJet Blast Deflectors. ..... 67-70

040-NAIC-245bIREV. 2-68) ~AcI 7875PLAT$ 00. 1.e., P iL
IV. LIST OF TABLES AND FIGURES
Title Page
Table I - JBD Cooling Water Analysis ForIron and Copper . . . . . . . . .. 21
Table II - Local Action Corrosion Rates andPotentials for Weld Test Specimens. 22
Table III - Candidate Coatings for Use on theInternal Surfaces of the JBD . . . 23
Table IV - General Corrosion Rates For Coated6061-T6 Aluminum Test Coupons inSea Water @ 1000C ........... .... 24
Table V - Initial Corrosion Rate Data ForJBD Test Loop .............. ... 25
Table VI - Periodic Corrosion Rate Data ForJBD Test Loop (Run No. 1) . . . . . 26
Table VII - Periodic Corrosion Rate Data ForJBD Test Loop (Run No. 2) . . . . . 27
Table VIII - Periodic Corrosion Rate Data ForJBD Test Loop (Run No. 3) . . . . . 28
Table IX - Candidate Non-Skid Coatings SelectedFor Testing ......... .. . .. 29
Table X - GeneLal Description of Metal-SprayCoating Performance . . . . . . . . 33
Table XI - Periodic Corrosion Rates (MPY) ForMetal-Spray Exposure Panels . . . . 36
Table XII - Periodic Corrosion Potentials For
Metal Spray Exposure Panels .... 39
Figure 1 - F-14 at Mark 7 Jet Blast Deflector. 42
Figure 2 - 2' x 6' Aluminum Module SectionUsed to Assemble JBD . . . . . . . 43
Figure 3 - Test Specimen Used in ScreeningTests for Internal Coatings . . . . 44
Figure 4 - Test Loop for Simulating Internal
Corrosion of the JBD's . . . . . . 45
L_

,So.tIAE.,4U(R6V. .,AEC- 7875'Lieu no. too,* NU iv
r -i
Figure 5 - Arrangement for Heating Test ModuleSection .......... . . . . . 46
Figure 6 - Internal Corrosion Attack on Mark 6JBD Panel Removed From USS KittyHawk ... ............ . . . . . . 47
Figure 7 - Internal Corrosion Attack on Mark 6JBD Panel Removed From USS KittyHawk ........ .............. .. 47
Figure 8 - Internal Corrosion Attack on Mark 6JBD Panel Removed From USS KittyHawk ...... ............... ... 48
Figure 9 - Internal Corrosion Attack on Mark 6JBD Panel Removed From USS KittyHawk ...... ............... ... 48
Figure 10 - Corrosion Attack on Inlet Pipe onMark 6 JBD Panel Removed From USSKitty Hawk .... ............ .. 49
Figure 11 - Simplified Schematic of JBD TestLoop ...... ............... ... 50
Figure 12 - Internal Surface of Test SectionAfter 3-Months Exposure Test(No copper injection) ............ 51
Figure 13 - Internal Surface of Test SectionAfter 3-Months Exposure Test(3 ppm copper injection) . . . . . 51
Figure 14 - Internal Surface of Coated TestSection After 3-Months ExposureTest (3 ppm copper injection) . . . 52
Figure 15 - Test Set-Up for Making PolarizationMeasurements ... ........... ... 53
Ficure 16 - Test Rig Built to Evaluate Non-SkidDeck Coatings ..... ............. 54
Figure 17 - Close-Up of Test Rig Built to Eval-uate Non-Skid Deck Coatings . . . . 55
Figure 18 - Set-Up For Abrasion Resistance
Tests ....... .................. 56
Figure 19 - Nickel-Aluminide Coating (<15 mils)
L After 5-Month Exposure .......... 57
IL|

O.M.AEC.I.,4S5(*EV. 2.-61 AEC-ENG 7875PLATI 00.o too@@l PAG V
rFigure 20 - Nickel-Aluminide Coating (>15 mils)
After 1-Month Exposure ... ...... 58
Figure 21 - Nickel-Aluminide Coating (>15 mils)After 1-Month Exposure .... ...... 58
Fiqure 22 - Wire-Spray Aluminum Coating AfterI-,1onth Exposure .. ......... .. 59
Fiqure 23 -. luiina-Titania Coating After 9-Mc iths Exposure ... ........ ... 60
FPi..ire 24 - :•ar•sol of Abrasion ResistanceFor CandY,'ate Non-Skid Coatings . . 61
L_.

4•D-hNAEC-2455(REV. 2-60) NAEC-ENG 7875L.t, so. ,,,,, PAGE 1
V. INVESTIGATTON OF INTERNAL CORROSION AND EVALUATION OFNON-SKID COATINGS ON MARK 7 JET BLAST DEFLECTORS
A. INTRODUCTION. The Mark 7 Jet Blast Deflector(JBD) is a 36 foot by 14 foot aluminum barrier used toprotect waiting aircraft from direct impingement of jetexhaust from the aircraft being launched Deck handlers andpersonnel servicing the awaiting aircraft must also be prote:tiefrom jet blascs and FOD (foreign objects on deck) hurled by the,e* ;tear, A JBD *s located just aft of each catapult and isstr.ed flush ,-ith the flight deck. After the aircraft taxie.into launch position the JBD is raised to a 50 degree angle scthat the engine exhaust impinges on the forward face of thebarrier and is deflected upward. Figure 1 shows the generalarrangement.
The extreme heat generated by the Jet engine wouldmake passage of personnel and machinery over a lowered JBDimpossible and would ultimately render the JBD useless due todamage caused by the heat. In order to eliminate the aboveproblems, cooling is required.
The Mark 7 JBD is a relatively new design developedby NAVAIRENGCEN to provide increased cooling capacity requiredfor launching larger aircraft such as the F 14. The Mark 7design incorporates modular construction. An array of 42individual 2' x 6' aluminum modules are manifolded together.Thus, if replacement is required, a single 2' x 6' panel canbe removed rather than a much larger section as was requiredwith the former design (Mark 6). The modules are extruded from6061-T6 aluminum plate. Figure 2 shows a single module.
In the past, ship's personnel reported that internalcorrosion was a major and continuing maintenance probLem onthe Mark 6 panels, requiring frequent and costly rework. Quitefrequently, replacements for the old, larger sections were notavailable. Pieces of aluminum hardware (e.g. inlet pipe elbows)periodically reLurned to NAVAIRENGCEN for inspection showedsignificant internal corrosion.
The service environment which the JBD's must withstandis extremely corrosive. The typical environment to which theexternal surfaces of the JBD are subjected includes:
1. Heat (jet blast approlching 10009 C, skintemperature about 2001C)
2. Sea water spray and washdown
L 1

4O..NAEC.2455hLV. 2.ee NAEC-ENS 7875
.a.., a . lose& PAGE 2
r 3. JP-5 jet fuel-detergent washdown
4. Aircraft cleaning solution
5. Lube Oil
6. Hydraulic Fluid
7. Marine Atmosphere
8. Impact
9. Abrasion
10. SO 2 from stack gases
The internal surfaces of the JBD are subjected toflowing sea water at temperatures approaching 1001C.
In line with the Navy's goal of reducing shipmaintenance costs and improving hardware reliability,NAVAIRENGCEN undertook a program to assess the severity ofcorrosion damage occurring in the JBD's and investigatepotential methods for controlling internal corrosion.Since, in the stowed position, the JBD becomes a portion orthe fliqht deck, it is necessary that a non-skid type coa-tinq be applied to the external surface. To date, thenormal fl ght deck epoxy non-skid has beer ineffective inwithstanding the harsh environment outlined above. Previousinvestigation' of metallic non-skid coatings determined that.several coatings exhibited favorable non-skid character-istics. However, the corrosion rates of some of the coa-tings were excessi-vr. For this reason, NAVAIRENGCEN alsoinitiated a study to further evaluate the relative abilityof metallic non-skid coatings to perform in the JBD-carrierdeck environment. This report presents the results of thetest proqram.
B. INVESTIGATION OF INTERNAL CORROSION AND METHODSFOR CONTROLLING INTERNAL CORROSION
1. EXPERIMENTAL PROCEDURES
a. JBD PANEL INSPECTION. JBD panels wereremoved from operational carriers and returned to NAVAIR-ENGCEN for inspection. The panels were cut open and in-spected for pitting, scaling, and other forms of deterior-ation. Pit depths were measured and the frequency ofpittinq was noted. In addition, qualitative wet chemicaltests were made to detect the presence of copper and iron atpits and in surface films.
- . . , . ( : ! Met~t1 zI d Nun-Ski
L ;:,•f I ctr -2 " i .C' tr,, rt ? . 7b49, A'2yust, 1974.

46O.NAEC.24,SIREV. 2.68) NAEC-ENI 7875
PLATE NO. f#6,, PAKJ 3F
The qualitative chemical test for copperconsisted of wettdnq the immediate area surrounding a pitwith concentrated nitric acid and then absorbing the acidsolution from the surface with a piece of filter paper. Thefilter paper was then exposed to ammonium hydroxide vapor.Theoretically, if copper is present on the metal surface, iJtshouid dissolve in the nitrio acid. Exposure to ammoniumhydroxide vapor will neutralize the acid and cause bluecopper )-ydzixide to precipitate out.
The, cualitative chemical test used to detec-the presence z)t iron consisted of dissolving the surface.film in hydrochloric acid and then adding a drop of IN am-monium thiocyanate solution. If iron is present, the clearsolution will turn pink to dark red depending on the concen-tration of iron.
b. COOLING WATER ANALYSES. Cooling watersamples were obtained from three (3) operational carriers atdifferent points in the JBD se- water supply system. Thewater samples were analyzed for iron and copper using color-imetric techniques. For copper, the Cuprethol Method wasused. For iron, tne Phenanthroline Method was used.
c. WELD SENSITIZATION TESTS. Both electronbeam welding and arc welding are required during finalfabrication of a JhD module. For the arc weld, 5456 alumi-num alloy is 'Lsed as the filler metal. Tests were conductedto determine if the weld areas were sensitized (more suscep-tible to localized corrosion).
Localized corrosion occurs at sensitized weldareas primarily because of galvanic differences that existbetween the weld metal, heat-affected zone, and/or the basemetal. The heat o0 welding can cause segregation or agglo-meration of second phase precipitates within the micro-structure of the alloy. The second phase precipitate oftendiffers in electrochemical potential from the primary phase.This potential difference can give rise to local galvaniccells at welds and significantly increase corrosion suscep-tibility.
To investigate this phenomena, sections werecut from actual welds (both electron beam and arc) onproduction-line JRD modules. Test specimens were cut fromthe base metal, heat-affected zone, and weld metal. Thetest specimens were then immersed in sea water @ 1000C for24 hours. The corrosion potential and corrosion rate ofeach test specimen were measured. Polarization resistancemethods were used to determine the corrosion rate. AppendiLI describes this technique.
L 4
I

.MDD.,AC.241511V. 2.,o0 )EO-Il 7875
r In addition to electrochemical tests, an
accelerated exposure test was also conducted to detectpossible weld sensitization. The test consisted of exposinga test specimen cut from a production weld to the followingsolution:
Sodium Chloride - 57 grams
Hydrogen peroxide (30%) - 500 milliliters
Deionized water to make 1 liter.
The immersion period was 6 hours. All chem-icals were reagent grade. At the end of the immersionperiod, the specimen was examined with a metallurgicalmicroscope for evidence of localized corrosion.
d. SCREENING TESTS ON CANDIDATE INTURUALCOATINGS
(1) SELECTION. At the outset of theprogram, a literature search was initiated to identifycandidate coatings that might be used to control internalcorrosion of the JBD's. The choice of a protective coatingapplicanle on the internal surfaces of the JBD is constrainedby a number of factors. First, the JBD is a heat transferdevice. Any coating applied internally to the JBD must bethermally conductive or provide minimal resistance to heattransfer.
In addition to possessing low thermalresistance, a candidate coating must be able to withstandthe environment characteristic of the JBD. During a cata-pult shot, the external skin temperature of the JBD typi-cally approaches 1750C to 2000C. The temperature gradientthrough the JBD skin is about 750C. The sea water on ex-iting from the JBD is 1000C at a flow rate of 5 ft./sec.maximum. Any coating selected for testing must be resistantto sea water @ 100 0 C.
The last major constraint affecting thechoice of coating is application. Because of the as-fabri-cated shape of the JBD modules (Figure 2), application of aprotective coating to the internal surfaces of the finishedproduct is difficult. The tight tolerances associated withthe channel orificing demand that coating thickness becontrollable with a good degree of accuracy.
(2) TESTING. All coatings identifiedas candidates for use on the internal surfaces of the JBDwere screened for relative resistance to high temperature
L

4N-.NAEC.2455(REV. 2.68) UAEC'EIW 78750,6lls| so. liege r 5~
r-Eacsea water. Each coating was applied to a 1-inch dia. x 6-
L inch long piece of 6061-T6 aluminum bar. Figure 3 shown atypical test specimen. The coated test specimens were thenimmersed in sea water @ 100"C for a period of 30 days.Electrochemical polarization measurements were made duringthe exposure period. Appendix II describes the basis forthese measurements. After completion of the exposureperiod, the coatings were visually inspected for deteriora-tion.
e. SIMULATED EXPOSURE TESTS
(1) TEST LOOP DESIGN. In order tomeaningfully investigate internal corrosion and methods forcontrolling internal corrosion, a test loop was constructedat Ocean City, New Jersey to provide a realistic simulationof the internal conditions characteristic of the JBD. Thetest loop arrangement is shown in Figure 4.
The test loop provided natural sea waterat temperatures and flow velocities similar to those en-countered in actual operation. The test loop utilizedsingle channel sections cut from production-run panels.Each test section was 18 inches in length. In addition, 1-inch 6061-T6 aluminum pipe nipples were located upstream anddownstream of the 18-inch sections. The pipe nipples wereinsulated from the 18-inch module sections and made possiblethe acquisition ot electrochemical potential and polari-zation data. Also, 900 elbow sections (6061-T6 Al) insertedin each branch characterized the possible effects of tur-bulent water flow. The size of the 900 elbows was scaled tosimulate water flow through manifold elbows on ship.
The test modules were arranged inparallel branches, two modules to a branch. The downstreammodules in each branch afforded the capability of testingprotective coatings. The upstream modules without protec-tive coatings characterized corrosion as it occurs in actualshipboard service. Appropriate valving enabled individualflow control through each branch. Appropriate mixing tanksand metering pumps permitted simulation of heavy metalcontamination.
Figure 5 shows the experimental set-upfor providing the required heat to effect the desiredaluminum skin temperatures. Five strip heaters (1000 watt)were mechanically fastened to a 1/2" copper plate along withthe test module. The whole assembly was lagged with thermalinsulation. The skin temperature of the module section wascontrolled by manually regulating power to the strip heaters.Temperatures were monitored by thermocouples.
LT "MW

•.M€.z4I(•v. 2.6) sAEC-m 7 7875hfts of. tties$r
r M1All wetted materials in the test loop
except for the test modules were non-metallic to avoidintroduction of extraneous effects from contaminants. Thematerials were as follows:
Piping - chlorinated PVC, fiberglass
Valves - chlorinated PVC
Supply Tanks - Polyethylene
Pumps - PVC
Flowmeter - Borosilicate glassSHeat Exchanger - Teflon (R)
(2) TEST LOOP OPERATION. The flowthrough all test modules was cycled, simulating shipboardoperation. The test cycle each day, Monday thru Friday wasas follows:
(a) 8 hours, high temperatureflowing sea water
(b) 16 hours, ambient temperaturesea water, no flow
On weekends, the sea water was held atambient temperatures with no flow through the module.
f. HEAVY METAL FILTER TESTS. Early in theprogram, it was determined that heavy metals (Fe, Cu) werepresent in the sea water supply systems onboard the aircraftcarriers. It was later shown that heavy metal contamination(Cu) was significantly accelerating internal corrosion ofthe JBD. Therefore, screening tests were initiated toinvestigate the possibility of filtering out the heavymetals by using an active metal filter ahead of the modules.The tests comprised both beaker tests and simulated testingin the loop described previously.
For the beaker tests, different activemetals (aluminum, zinc, and magnesium) were added at variouscnncentrations to agitated sea water dosed with copper 0 3ppm. The copper was added in the form of saturated coppersulphate solution. Pipet samples were extracted at varioustime intervals and measured for copper concentration. Inthis manner, a semi-quantitative estimate could be made ofthe quantity of each active metal required to filter orplate out the copper prior to entry into the JBD.
(R)Registered trademark of E.T. Dupont & Co.
k L

dUS.NAC.UUS*HISV. t.,e) ICn4 7875
L In addition to the beaker tests, cartridge-
type filters were made up of each active metal and installedin the test loop. Sea water dosed with copper at a 3 ppmwas pumped continuously through the loop on a once-thrubasis. The water was sampled both upstream and downstreamof the active metal filter.
2. RESULTS
a. JBD PANEL INSPECTION
(1) MODULE RECEIVED FROM USS KITTYHAWK. Two JBD modules were returfed fmtu diff•r•entaircraft carriers for inspection. The first panel wasreceived from the USS Kitty Hawk (CVA-63). The panel wasnot of the new Mark 7 design but of the earlier Mark 6. TheMark 6 design differed from the Mark 7 in wall thickness andin the cross sectional dimensions of the internal flowchannels. The Mark 6 modules have 10 parallel internalchannels with cross sectional dimensions of = 1" x 1 7/160.The Mark 7 modules have 24 internal channels with crosssectional dimensions of = 3/4" x 1/4". The wall thicknessof the Mark 6 module is 5/16" on the topside and = 5/32" onthe underside. The Mark 7 wall thickness is uniform 0 1/4".
The Mark 6 module returned from theKitty Hawk had been in service for about 2 years and hadseen about 9000 catapult shots. Initial inspection of themodule showed seven (7) penetrations of the panel wall on1. the underside. No wall penetrations were found on thetopside of the module. On sectioning the module, it wasdetermined that the penetrations had resulted primarily frominternal corrosion. However, significant corrosion had alsooccurred on the external underside of the module.
The pitting attack on the externalunderside of the JBD was highly localized in certain areas.The average depth of pitting in these areas -s 40 mils witha maximum pit of 95 mils. Further investigat. i determinedthat the observed attack was largely due to a galvanic cellformed between the aluminum module and steel support framing.A zinc chromate coating had been specified to protect thealuminum panel in these areas but it afforded very littleprotection. The support framing on the new Mark 7 JBD's isaluminum which will eliminate the problem. On the olderJBD's still in service, application of an effective, galvan-ically-compatible protective coating to the steel frameshould eliminate the problem. Metallized aluminum or inor-ganic zinc with an epoxy topcoat are two coating systems1 that have demonstrated acceptable performance in testssimulating flight deck environments.[j
L 41

4t4D4AEC.245S(NEV. 2.-6) NAEC-EU 7875*.., m.. ,,.., PMAE I
-The top external side of the 1BD module
was in relatively good condition. When received, the modulewas heavily encrusted with a black carbonaceous residue.After removal of this residue, a few pits approaching 50mils were detected. Other corrosion was minimal. There wasevidence of mechanical impingement damage probably caused byforeign particles in the jet engine exhaust impacting on thei panel face.
By far, the most significant corrosionoccurred on the internal surfaces of the JBD panel. Figures6 thru 9 show the typical attack. All wall penetrationswere primarily caused by internal corrosion. On the bottominterior surface, numerous pits about 120 mils in depth weremeasured. An internal pit of 120 mils directly opposite anexternal pit of 40 mils would result in total penetration ofthe bottom wall (wall thickness is = 150 mils). Many morepenetrations would have occurred if the panel had remainedin service. On an average, pit depths measured on thebottom interior surface were twice as great as pit depthsmeasured on the top interior surface.
The wet chemical tests for copper gavepositive results at each of the seven penetrations that hadoccurred on the bottom interior surface. However, no copperwas evidenced in 6 separate tests conducted at randomlyselected pits on the top interior surface. The interiorsurface of the JBD module also exhibited an obvious rust-colored surface film. The qualitative chemical test foriron gave positive results at every location tested.
Other areas of the Mark 6 JBD moduleshowing severe corrosion were the inlet and outlet headerpipes. The ends of the pipe had deteriorated to the pointwhere the metal surface resembled a sponge (Figure 10). Itappears that this attack is primarily due to crevice corro-sion. Aluminum alloys are notoriously susceptible tocrevice corrosion. A crevice is formed at the header pipewhen non-metallic connecting hoses are clamped over thepipes. Use of a high temperature sealant at the connectionjoint might remedy the problem. There was no evidence ofsignificant erosion attack on the internal surface of theheader pipe at the 900 elbow. This would indicate thecharacteristic flow rates through the JBD panels are toler-able.
(2) MODULE RECEIVED FROM USS FORESTAL.A module fabricated according to the Mark 7 design wasreturned to NAVAIRENGCEN from the USS Forrestal (CVA-59)after approximately 1 year of service. The panel was in--spected for both external and internal corrosion.
i ~L "i

4N.bAE.2411(Bv. a.osJ msr 7675
9%.49 sa. %$Got 9AIl 9
Lr When received, the panel was heavily "1
H encrusted with a black carbonaceous residue similar to theMark 6-type module. After removal of this residue, generalpitting of about 5 to 10 mils was obvious over the satiresurface. Microscopic inspection indicated that same coatingrerained in a very few isolated areas but for the most part,the entire coating was gone. The panel had been flame-sprayed with a nickel-aluminide coating @ 10 mils. Noevidence of galvanic corrosion was found on the underside ofthe panel as had been detected for the other panel. Thispanel was supported by aluminum framing rather than steel.
1. Again, the most significant corrosionoccurred on the internal surfaces of the JBD module. Uponsectioning the module, corrosion products in the form oflocalized white blisters were evident on the interiorsurfaces. This is typical of aluminum corrosion. Afterwire brushing the panels, pitting was quite evident. Thedeepest pits that were measured approached 50 to 60 ailswith average pitting about 30 mils. For the Mark 6 module,pitting was more frequent and deeper on the bottom interiorsurface. However, for this module, pitting occurred pre-dominantly on one side of the panel centerline. The pittingon the bottom interior surface was slightly greater than onthe top interior surface, however the difference was notnearly as noticeable as on the Mark 6 module. It could not
L. be determined why pitting predominantly occurred on one sideof the module centerline.
Again, qualitative chemical tests weremade for copper and iron. In this case, all tests forcopper proved negative. For iron, every test was againpositive. The interior surfaces showed a similar rust-colored film as observed for the other module.
b. COOLING WATER ANALYSES. Table I sun-marizes the results of chemical tests conducted on JBDcooling water samples returned from different aircraftcarriers. It is evident from Table I that significantconcentrations of copper and iron are present in JBD coolingwater. Normally, in sea water, the concentration of copperis about .003 ppm. The only sea water sample showing anormal copper concentration was the sea water taken from theintake line at the test site in Ocean City. All JBD watersamples were abnormally high in copper concentration. Thisoccurs because the cooling water is supplied from cupro-nickel fire water mains.
c. WELD SENSITIZATION TESTS. Table IIpresents electrochemical data gathered on weld test speci-mens exposed in sea water Q 2000F. The data shows there is
fL

",•.NNAIC-2.554EV. 2.*6) NAWaM 7875• ,,,,,, ,,,,PAK 10
rno potential difference between the base metal, heat-affectedzone, or weld metal. Also, the local-action corrosion ratesare not excessive. Based on this data, weld sensitizationdoes not appear to be a problem.
The results of the accelerated exposure testalso confirm this. After 6 hours immersion in the H2 02 -NaC1 solution, there was no evidence of localized corrosionon the weld section.
d. SCREENING TESTS ON CANDIDATE INTZRWALCOATINGS
(1) SELECTION. The as-fabricated shapeof the JBD modules constrains the choice of a protectivecoating for the internal surfaces. A coating that can beapplied in a thin film by an immersion or flow-throughprocess is required. It doesn't appear that anodizing couldbe accomplished in a conventional manner because of thegeometry. Individual electrodes would probably have to beinserted through each flow channel. On a production basis,this may prove expensive. Fluidized bed or electrosta-tically-sprayed coatings do not seem applicable because ofthe tight tolerances and requirement for relatively thin-film coatings. The poor thermal conductivity of most ofthese coatings would be a major disadvantage.
Table III presents the candidate coa-tings selected for screening. The first nine coatings arechromate-type conversion coatings. Chromate conversioncoatings are widely used on aluminum alloys to improveweathering resistance and also as a prime coat to improvetopcoat adhesion. A chromate conversion coating could beapplied to the JBD by an immersion or flow-through processand would be relatively inexpensive. The major questionmark regarding the use of chromate conversion coatings wastheir stability at the temperatures encountered in the JBD.Chromate coatings are known to decrease in corrosion re-sistance as the temperature increases.
Two chemical treatments for modifyingchromate coatings to increase high temperature stabilitywere also examined. These treatments have been reported byPearlstein2 . One treatment includes a post dip in glycerinto partially insolubilize the chromate coating. The othertreatment is a post dip in barium nitrate. It is hypo-thesized that reaction of the chromate film with the bariumsalt solution results in conversion of soluble chromate inthe film to less soluble barium chromate which is lessdetrimentally affected by heat.2 Pearlstein, F. & M. R. D'Ambrosio, "Heat Resistant Chrmate OntversionCoatings", a paper presented at the 3rd Mid-Atlantic Regional Technical
L Meeting, American Electroplaters Society, Tamiment, Pa., Sept. 1967.

u0 C.14.1Ii3I. 2.** mIM4-1 737SP&AII so. #le* ssl ii
I" Three epoxy-base coatings were selected
for screening. The polyamide epoxy coatings have ob•wn gooddurability in other NAVAIREUGCEN tests conducted in oeawater environments. The epoxy-ester coatings were inclvdedat the suggestion of the manufacturer (Dupont). Bach of thethree coatings can be thinned down and applied at a lowcoating thickness by a flow-through process. Two of thecoatings contain corrosion-inhibitive pigments (zinc chro-mate, zinc oxide).
Another coating system selected as acandidate was a water-base aluminum ceramic. This coatingsystem is rated for service temperatures up to 12000F. Itis advantageous in that the aluminum pigment makes it-morethermally conductive than the epoxy-base coatings.
"The last coating system selected for thescreening tests was anodized aluminum. The anodized coatingwas ircluded as a benchmark. The application problemsassociated with anodizing have already been mentioned.
(2) TESTING. Table IV presents thedata obtained from the screening tests. The data includescalculated corrosion rates on coated aluminum test couponsin sea water @ 100°C. The corrosion rates were determinedby making polarization resistance measurements. The data
V shows that after 30 days in sea water @ 1000C, many of thecoated test specimens exhibited a significantly lower cor-rosion rate than the uncoated control specimen. None of thecoatings evidenced noticeable deterioration over 30 days.The chromate coated specimens did lose their gold iridescentcolor, becoming colorless within one day after inmersion insea water. This occurs when hexavalent chromium is reducedto its trivalent state.
The data as presented compares onlygeneral corrosion rates. It is useful in screez•ing theperformance of candidate coatings. However, aluminumusually pits rather than suffer general metal loss asevidenced by the JBD module inspection. In the 30-dayscreening tests, the uncoated control test specimen did notshow pitting, indicating the test was not as severe as theJBD environment.
e. SIMULATED EXPOSURE TESTS. The simulatedexposure tests were divided into 3 separate test runs. Thefirst 2 test runs were 2 months in duration. The last testrun was conducted for only 1 month.
Figure 11 presents a simplified schematic ofthe test loop conditions for the first test run. The flow
L Eli

""0.,NAEC.2455(REV. 2-6.) NAEC-EIf 7675ftt go. it.s.*& PAW 12
conditions represent the range of flows that are normallyencountered in JBD operation. The test modules locateddownstream in each branch of the loop were coated. Thecoating system consisted of a chromate-conversion primer(Alodine(R) and a polyamide-epoxy topcoat (Corlar(R)
1 mil dry film thickness. Four uncoated 6061-T6 aluminumpipe nipples were located in the test loop as shown inFigure 15. Electrochemical polarization measurements weremade on each pipe nipple allowing determination of corrosionrates in situ.
Table V presents the corrosion rates deter-mined initially. The effect of increasing the sea watertemperature is obvious. The general corrosion rates in-creased between one and two orders of magnitude. Table Valso indicates that sea water flowing @ 2.5 gpm is lesscorrosive than sea water flowing @ .5 gpm.
Table VI presents data obtained periodicallyover the course of the test run. The velocity effect isagain evident. In general, corrosion rates were not abnor-mally high.
Upon completion of the first test run, thetest modules were cut open and inspected for internal cor-rosion. There was no significant pitting of the interiorsurfaces (Figure 12). The conditions simulated during thefirst test run were not severe enough to cause the pittingrates observed on the JBD modules returned from the ships.
The epoxy coating applied to the two down-stream modules blistered and disbonded. However, thetemperature of the test modules had exceeded normal oper-ating temperatures for a short period due to a malfunctionin the test loop. This might have caused the coating fail-ures. It was decided to retest the coating during the nexttest run.
The conditions for the second test rin wereidentical except that copper was injected into the seawater. Saturated copper sulphate solution was injected at 5ppm ahead of the test modules. Table VII presents corrosionrates calculated from the electrochemical data gatheredduring the second test run. The dramatic increase in cor-rosion rate compared to those determined during the firstrun is obvious. Inspection of the test modules on com-pletion of the run confirmed the corrosion ratqs determinedby polarization measurements. Extensive, deep pittingsimilar to that observed on actual modules was evident(Figure 13). Copper injected into the sea water appreciably
(RiRegistered trademark of Amchem(R)eo
L Registered trademark of E.I. Dupont & Co.J

4ko.NAtC.245SIRIV. 2.601 *AEC-ENi 7875,AOs.. ,... Pi*$E 13
r"accelerated pitting. Based on the results of the secondtest run, it is believed that copper contamination in theJBD cooling water is the primary cause of internal corro-sion. Chemical analyses of cooling water sampled from threedifferent ships indicated that copper was present in allsamples to varying degrees. Therefore, it is not unreason-able to anticipate accelerated internal pitting of the JDD'sthroughout the fleet.
Inspection of the coated test modules removedfrom the test loop showed the same degree of pitting corro-sion (Figure 14). The epoxy coating @ 1 mil was obviouslyineffective.
For the third test run, it was decided toevaluate the performance of other coatings that might beused to protect the internal surface from corrosion. Thewater-base aluminum ceramic coating was applied to theupstream modules in the test loop and a nitrile rubbercoating was applied to the downstream modules. Both coat-ings were applied at - 1 mil. Copper was again injectedinto the water.
Table VIII presents corrosion rates calcu-lated from in situ electrochemical measurements. The dataindicates that neither coating effected a significant de-crease in corrosion rate. Inspection of the internal sur-faces on completion of the test run again showed deep pit-ting and extensive coating deterioration. Based on theresults of the test run, the use of either of these twocoatings for controlling internal corrosion doesn't appearfeasible.
f. HEAVY METAL FILTER TESTS. When itbecame apparent that the major cause of internal corrosionon the JBD's was copper contamination of the cooling water,tests were initiated to determine if an active metal filtercould be used ahead of the JBD to remove copper from thecooling water. The use of ion-exchange resin to removecopper was ruled out because preliminary calculations in-dicated copious quantities of resin would be necessary.Assuming a flow of 1500 gpm through a Mark 7 JBD panel, 300
3ft. of resin would be required per panel in order to reducethe copper concentration by an order of magnitude. Thecalculations assumed a flow to resin ratio of 5 gpm/ft. 3 ofresin. The resin considered for use was Amberlite(R) E-l318.
The beaker tests conducted to evaluate theuse of active metal filters also indicated that impractical(R• Registered trademark of Rohm & Haas CompanyL!

4,.NA•C.24S1(,EV. 2.09) NAEC-.Ef 7875PLAS *. SSPAK 14
rquantities of active metal (aluminum, zinc, or magnesium)would be required to reduce copper concentration to a lowlevel. 190 gms of pure aluminum pellets added to 500 al ofcopper-contaminated sea water did not effect a significantdecrease in copper concentration after 30 minutes. Similardata were obtained for aluminum alloy (QQ-601-356) shavings,zinc pellets, and magnesium ribbon shavings.
To confirm the beaker tests, cartridge-typefilters were made up of each active metal. The cartridge-typt. filters were made up with the maximum volume of metalto flow ratio that seemed practical for shipboard service.The filters were inserted in the test loop. Copper-con-taminated sea water @ 3 gpm was pumped through each filter.None of the filters reduced the concentration of coppersignificantly.
It may be that other aluminum alloys might bemore efficient as a filtering media for copper. Also, itwould seem that an electrolytic-type filter could be made upto plate the coppcr out of solution. Further testing inthis regard was beyond the scope of the present program.
3. CONCLUSIONS
a. Copper present in the sea water coolingsupply significantly accelerates internal corrosion o. theJBD's.
b. Copper originates in the sea watersupply from copper-nickel (90-10) fire water mains locatedupstream of the JBD's.
c. With copper present in the sea water atthe concentrations measured in this program (.1 to 10 ppm),the estimated service life of a Mark 7 JBD module is 2 to 4years. If copper were not present in the sea water, theservice life would exceed 20 years.
d. Chromate conversion coatings and or-ganic, barrier-type coatings are ineffective in reducing therate of internal corrosion on the JBD's. Other coatings nottested in this program (e.g. electroless nickel) might beeffective in reducing copper-caused corrosion.
e. Removal of copper from the sea water bya filter (either ion exchange resin or active metal) appearsto be impractical based on the rate of flow and amount ofcopper present. Other filtering techniques such as elec-troplating the copper out of solution might prove to beeffective. Such testing was beyond the scope of thisprogram.
L 4

40o. NAEC. •4SI •RV. 2-66) NAEC-ENG 7875PtAE ..o. "Sol PAK 15
r 4. FUTURE ACTIONS
a. Future evaluations will be based on theresults of efforts to determine the concentration of copperin the cooling water aboard operational carriers.
C. EVALUATION OF NON-SKID DECK COATINGS
1. EXPERIMENTAL PROCEDURES
a LITERATURE SEARCH. A literature searchwas conducred to determine metal-spray coatings that coulcbe :.pplied to the alum inum alloy JBD, exhibiting both non-gki.!and corrosion-resistant properties. Metal-spray coatings se.enithe rFo•t appropriate for the high tsmperarure JBD eniironmentbased on prior work by NAVAIRENGCEN.
On completion of the literature search, ameeting was held between representatives of NAVAIR, NAVSEA, arndprivate industry in order to select candidate metal spraycoat!ngs for testing. Table IX presents the coatings selectedfor testing based on this meeting. The most important critc:iafor selection were: stability at intermittent temperaturesapproaching I00OC; non-skid characteristics; stability in amarine environment; and cost.
b. SIMULATED EXPOSURE TESTS. Exposure testOwere conducted on the coatings selected from the literaturesearch. The exposure tests were designed to determine theability of the candidate coatings to withstand the typicalcarrier deck environment under realistically simulatedcon,]itions. Thirty (30) coatings were initially included inthese tests. Nickel-aluminide, flame-sprayed at three differentthicknesses, was introducted later in the tests. The durationof the tests was nine months.
The coating s were applied to 3" X 6" 9 1/4"alu...'num (6061-T6) test plates. All test plates were firstsarlt:.Aasted to -1 miit profile. Prior to exposing the testplat.•, phocographs were taken to characterize initial con-ditions. Electrochemical polarization and potential measure.ments were made initially and then repeated on a monthly basisas a means of detecting significant changes in coating perffor-mazicefAppendix II). Figure 15 shows thetset-up for making themeasurements.
The test plates were exposed in an environ-mur, closely simulating that which the JBD is subjected toon the flight deck. The approximate time of the events in
dI aaiy exposure cycle was as follows:
1",r,• mer + ,f M ,j I I ied Non-Sklds Vor j,&4 BlastL •:",. '•-" ,A ",- ., IN1 . 7849, AuquSt, 1974. --J

,,O.NAEC.2,55(REV. 2-W8• NAEC"EN6 78751. N.NE.2... ,,.., PAK 16
(1) 20 hours, 25 minutes: Marineatmosphere
(2) 1 hour: 10000C hot jet blast,marine atmosphere cycle, with jet blast duration 5 seconds,marine atmosphere exposure 2 minutes, 55 seconds.
(3) 2 hours: Sea water immersion
(4) 5 minutes: Acidified sea waterspray (8% sulphurous acid, by weight). This part of theexposure cycle simulates the effect of SO2 stack gasesreacting with sea water laying on the deck to form dilutesulphurous acid.
(5) 15 minutes: Simulated deck wash-down. Scrubbing with JP-5 jet fuel-detergent mixture,followed by sea water washing. Procedures were simulated asdescribed in NAVSHIPS Technical Manual, Chapter 9140, 2June, 1966, "Cleaning Method A".
(6) 15 minutes: Simulated deck ex-posure to contaminants. The test plates were wetted withlube oil, hydraulic fluid, and aircraft cleaning solution.The aircraft cleaning solution was a mixture of two cleaningcompounds (MIL-C-43616 and MIL-C-25679) that are used oncarrier aircraft.
To accomplish the above test cycle, atest rig as pictured in Figures 16 & 17 was built. The testplates were mounted horizontally on ceramic holders fastenedto a 1/4-inch thick circular aluminum plate. Operation ofthe test rig was automatically controlled to effect theexposure cycle (excepting events (5) and (6) previouslydescribed). A timer circuit activated a fractional horse-power synchronous motor for 1 hour and 5 minutes a day. Bycoupling the aluminum plate to the motor through appropriategears, the plate rotated at 1/3 rpm. During the I hour heatcycle, the test panels rotated under a jet nozzle burningliquid propane. In this manner, the panels received a hotjet blast (V 10000C) for 5 seconds duration. A blast ofthis duration caused a panel skin temperatuze of 2000C.For the acidified sea water spray event, the test panelsrotated under a nozzle spraying acidified sea water. Thespray was activated by using a separate timer circuit andsolenoid valves. The two hour sea water immersion event wasalso accomplished using a timer circuit and solenoid valves.The remainder of the events in the exposure cycle wereaccomplished manually.
L4

4ND.NAEC-245,b(REV. 2.68) IAEC-EM 77875PLAT ~O. eeaPAGE 17
Fc. ABRASION RESISTANCE TESTS. Abrasion
resistance tests were conducted according to the methoddescribed in ASTM D658-44. Figure 18 shows the general testset-up. The test consists of subjecting a coated test panelz.o dn impinging stream of abrasive. The amount of abrasiverequired to wear the coating away to the bare metal isweighed and recorded. An abrasion coefficient is calculatedfor each coating as follows:
Abrasion Coefficient = Abrasive Used, gramsCoating Thickness, Mils
2. RESULTS
a. SIMULATED EXPOSURE TESTS. Table IXpresents the coatings selected for evaluation in this phaseof the program. Three types of metal spray process includingflame-spray, electric arc-spray, and plasma-spray were usedin applying the coatings. Duplicate test panels of eachcoating were prepared by Metco, Inc.
Some coatings were given a high profiletexture to improve non-skid characteristics. Other coatingswere sprayed to effect a diamond plate-type surface. Thediamond plate pattern was produced by laying a wire meshscreen over the test panel and then applying the coating.
As is evident in Table IX, it was intendedthat some of the candidate coatings be tested at severalthicknesses or with different surface profiles. On re-:eiving the coated test panels from Metco, the total thick-ness of each coating system was determined by micrometermeasurements. The data indicates that some of the coatingswere applied much heavier than had been intended. Wheremore than one coating had been applied as part of a totalsystem, it was impossible to measure the thickness of theindividual coatings.
Table X summarikes the results of the simu-Sat(-d exposure tests. The coatings exhibiting the best per-formance include arc-sprayed aluminum, arc-sprayed aluminum-molybdenum, and arc-sprayed aluminum-titanium. Arc-sprayedalurminum was tested at different thicknesses; textured andpatterned; over a flash coat of nickel-aluminide; over ahonding coat of molybdenum; and with a sealer coat. Thealux'tnum-molybdenum coating was tested at 2 different com-posi-ions (50% Al-50% Mo. & 80% Al-20% Mo.) and also with ahioh profile texture. There was no observable deterioration
f these coatings.
L
!Ii~

4N•.NAEC-.2455(RV. 2-68) IAEC-Ef 7875
r The nickel-aluminide coatings when applied at
less than about 15 mile showed good resistance to the testenvironment. Aluminum corrosion products in the form ofwhite blisters appeared on the surface over the test period(Figure 19). Additional deterioration was not detectable.Galvanic cell action between aluminum and nickel acceleratescorrosion of the aluminum in the subject environment.Aluminum by itself did not show nearly as much corrosionproduct.
At thicknesses above 15 mils, the nickel-aluminide coating disbonded and delaminated (Figures 20 &21). It appears that nickel-aluminide should not be appliedat coating thicknesses exceeding 15 mils.
The arc-spray aluminum-nickel coating alsoshowed white aluminum corrosion products but other than thatwas acceptable. The wire-spray aluminum coating (Netco No.120) exhibited blistering after about 1 month in test(Figure 22). PAs documented in Table X, all other coatingsincluded in the test performed poorly.
Ib. INTERPRETATION OF ELECTROCHEMICAL XEA-SUREMENTS. The electrochemical measurements included in the
program as one means of quantifying coating performancecorrelated well with visual observations. Table XI presentscorrosion rates determined in sea water at different in-tervals during the exposure test. Table XII presents elec-trochemical potentials.
In general, the initial corrosion ratedetermined for aluminum-coated panels was lower by an orderof magnitude than most of the other coatings. The highprofile arc-sprayed aluminum coating corroded initially at=6 mpy, however after the first month in test, the corrosionrate had dropped to -.7 mpy. On the average, the corrosionrate for the aluminum coatings approached a steady-staterate of about .5 mpy. The aluminum-molybdenum coatings alsoapproached a steady-state rate of around .5 mpy. The highprofile aluminum-molybdenum coating corroded initially at =2mpy, but decreased with time to =.5 mpy. The aluminum-titanium coating averaged about .1 mpy over the test period.
The coatings exhibiting poor performancebased on visual inspection generally corroded at signifi-cantly greater rates. For example, the aluminum-zinc coa-tings corroded at =2 to 4 mpy throughout the test. As areference, the corrosion rate of uncoated steel in sea wateris approximately 5 mpy.
The measured corrosion rate for the alumina-titania coating was low throughout the test. However, the

4NO-NAEC.2455(CEV. 2-68) NAEC-EIM 7875p~ag s. EOSPAKE 19
r. ,pcoating failed, disbonding over =50% of the panel (FigureL 23). The alumina-titania coated panel exhibited a low
corrosion rate because alumina and titania are both cermets.Thus, the coating acted more as a barrier-type coating thana metallic-type coating. The measurements actually reflectthe corrosion rate of the 6061-T6 aluminum substrate atpinholes or "holidays" in the barrier-type coating. As thecoating disbonded, the exposed substrate area was increasedIL and the corrosion rate increased toward a rate more char-acteristic of the 6061-T6 alloy in sea water.
The electrochemical data clearly demonstratesthe effect of the silicone sealer. In every case, where acomparison is possible, the silicone sealer initially1 lowers the corrosion rate. However, after one month, thebeneficial effects of the sealer coat are no longer ap-parent. This was not obvious by visual inspection. Based onthis data, use of the sealer coat does not seem cost effec-tive.
The electrochemical potential data is alsohelpful in assessing coating performance. For example, theinitial potential of the aluminum-zinc coatings was =-1.00to -1.10 volts. Potentials in this range are characteristicof zinc in sea water. The zinc phase of the coating is more
i. active and less resistant to corrosion in sea water. As theexposure test progressed, the potentials of the aluminum-zinc coatings shifted toward more noble values indicatingthat the zinc was being sacrificially depleted from thecoatings. Visually, the coatings showed excessive corrosionover 9 months.
I- c. ABRASION RESISTANCE TESTS. Figure 24 isa bar chart summarizing the results of the abrasion resis-
- tance tests. From averaging the data, the nickel-aluminidecoatings appear to be the most resistant to abrasion.
3. CONCLUSIONS
1. a. Based on the simulated exposure tests,arc-sprayed aluminum, arc-sprayed aluminum molybdenum, andarc-sprayed aluminum titanium are the most resistant to theflight deck environment. Arc-sprayed aluminum appearsoptimum from a cost standpoint.
II b. Flame-sprayed nickel aluminide exhibitsthe best abrasion resistance. It is not as resistant to theflbqht deck environment as the coatings identified in a.I• above.
[-: ... . - | | | ll l

4ND-NA.C-2455(REV. 2-661 fK 7875P 1.0,m 1. ,,,, PAU 20
r1 c. Determination of the optimum non-skidcoating depends on the results of in-service perfoxnancetests now in progress on different aircraft carriers.
4. FUTURE ACTIONS
a. Future developmunt efforts wiLL be Wasedon Fleet test results.
L 4

r 1, 4MD.NAEC-24SS5MV. 2-68) 7i[Mll 787 5
TABLE I - JBD COOLING WATER ANALYSIS FORIRON AND COPPER
SIron, Copper,
Ship/Sampling Point IrnLope,
1. CVA 63/Cat. No. 1, JBD outlet .01 .08
2. CVA 63/Cat. No. 1, JBD inlet .02 1.24
3. CVA 63/Cat. No. 3, JBD inlet .01 1.24
4. CVA 63/Cat. No. 3, JBD outlet .76 8.0
5. CVA 64/Cat. No. 3, JBD outlet .01 .05
6. CVA 64/Cat. No. 3, JBD inlet .24 1.68
7. CVA 64/Cat. No. 4, JBD outlet .02 .08
8. CVS 14/JBD inlet 3.52 .98
9. CVS 14/JBD outlet 12.6 6.0
10. Intake water @ Ocean City .03 <.01
L 4

4NO-.ACC-.2455(EV. 2.68) C 7875,,a.y .e.,ussa P l 22r" 1
TABLE 1: - LOCAL ACTION CORROSION RATES ANDPOTENTIALS FOR WELD TEST SPECIMENS
Corrosion Rate, Potential,
mpy Volts, SCE
Base Metal .441 -. 56v
Heat Affected Zone .738 -.56v
Weld Metal .974 -. 56v
L 4

PkaVs go. $logoPA 23
Li
ra0 a
p4 a
.. 4 1A4 0 of 4L- $42
1z X ~ N ~ . . .
E4
H 04
Owd 0 Ie44
0 4
r. 14
o ) 0 0 - 5 k "
F4 94 3 5

• iO.NAEC.2,55(ftV. 2.6*1 KEC,-ElW 7875
,Lav, a$. 1,.o PAE 24
TABLE IV - •ENERAL CORROSION RATES* FOR COATED6061-T6 ALUMINUM TEST COUPONS IN SEAWATER @ 1006C
Coating Corrosion Rate, upy
Initial 30 days
1. No coating (control) .843 .0957
2. Alodine 1200S .139 .0038
3. Bonderite 723 .011 .0042
4. Divercoat .018 .0058
5. Corcoat .026 .032
6. Albond Q .018 .0058
7. Hinac .820 .023
8. Anodized Aluminum .0048 .0016
9. Chromicoat LC-25 .043 .0034
10. Alodine + Glycerine .044 .0173
11. Alodine + Barium Nitrate .174 .407
'2. Fooxy-Ester .0072 .0067
13. Polyamide Epoxy .0448 .0020
•. Epoxy Ester (ZnO) .0022 .0014
'2. uzuminum Ceramic .0054 .0033
"Dotrmined by polarization resistance measurements.

4HO.NAEC.14651*EV. 3.60 flAK-E 787500&as 30. lists 2 25
r m
04
E-1 41wc
r44rK; 01 1 >1I *.j ' ~ >I01
H
u- 04>
V-4 r-4 0
H) 4) QAD %
4.1 -A 0 0J -A .
o 0E0-4- O-
LL

414D.NAEC-24SI5ftEV. 2-68) 7A E 787 5PLAI N. g~eaPAK 26
rr-4a dw e o % D m 0
m
E-40 !iI D O0 P-44H
E" Z
0
0-) -4
0-4 -4~q
4J 1 .4J .4.) .4) .4-)U) Uj) m) U ) U
r-4 U) (A U) U) to U)
'U ~ ~ ~ 1 as ~ & .~.

4ND.NAEC.2455IREV. 2.06) SUCANC G 7875,IL&TS of. lots@ PAK 27
r1
LtF4 ~ ~ '~ -r o
III zE4 OD
a, z -4 r-4 N
%0 OD N -W %D
E-4 a Z * 'o un
z
G 0%0% r- %V
40 m r-
1:4 Z) r0 0%
41 4-1
.94
r-4I U) 0) to
-4 4) 4 ) 0)
r-4r4 CY n

"D"dk.AIC.Z4IsIEV. 2.61)
pSIAn so. off".
0c4
u e4
E-1~. -N -Pfl
E- .4.4 0 - 0 4
E4 04 Z1 4NNN
z
04
U) %N0 0
004
-4 - 4 5r S
a4
0
W
>00
4 -H -A:3
E-4 cI I tIxIL4

4N40.tIALC.2455(fEV. 2.68) NUlo-DO 7875*LAB m. ~.ePAME 29
rAj L1-4
L4
U) LA LA IA LA Ln 0 0L
CD 4) 4) m L! c;L . ,
H $4 r.4 P4 Go4 N ' p
4) C-1
0
u 4) 4J
0 0 >C) Em p
U) )
H z InL
0 M) -4 1-4 r-4 U) r4 U) r-4 pl 0
r-4 -A 0 0 P4 E r-4 -r4 00H14 0 14i 9H~~~ 0 '. 0 . o
in fn I0 ' (n r4'Ir -l 4 q q v I4 I* in P4 4 LA
to 4w a' uz w) w' w 0 w' U 'U'Uo to m) v) v' 0 5z 4) 4) 0) 0) 0 0 4) r-4 ) 4) r4 0 InL
rj -, Vý -A)' r-U)' -A - - V- -r4V '0r4C)r 1 4 .1p4.1 .1-F.4 r. 149 .1 V.1
-H 14.. 4 -F~.4 -A r0-A4 *4 LA.4 r4N X 4E-- ,-4p -n >1
r4 P-4 p-f r.4 -r 4 04)4 4 5 z
.- -I M r'-4 -4 w .4 -1 op4 p4f
~) 4 ) 4) 0) 4) 4) 4) -14 0 -14)r~ * .& *0* *0 *0* bg
0 ) C 0)C r. ~ C)0 0) 91 . -A 1 A r-4p0-* 4 -4 -14 -14.. .1.v.4 -A -A .4.14 -A 1r4 A.
-. u Z Z Z z m z4 24 1 1 'l4) p p.4 4 p41
~ V VV0 VV V'V '0~ 44 4 4LA4) ) (D4)( 4) 4) 4) 4)(D4)0 (4)4) p
go ed 0d 0d to0 i00 00 (d00dg 4) 04 14 1.4 1.4 .4 W W 41.4 ).4 W1 14 W 4 >1 >,U >,la ý
M m 0.0.0 040.0 m..0 m 0, mm 4U- 4 0Voal U) t M) UCA~i c )MUnCMI E CA)U(Af (A lU 14 w4 w .. w4)
r. I I I II I II I II I 1 4.. . 041.i-14 4) 4)4) 4))440q cweU
4J r44 1zran In.r 1 41 a4 U44-ld c'. t' .L .0 1 0x
LV 4
0 r-4r-4 r4 v- P-4 4 P.

4N0.NAEC.2455(REV. 2.68)NACEG7 5
FLATS No. 98962 PAGE 30
Lu r'U.-;
0N LA H 0 nc 0 LA
00 -4 ~
:11I 1 41 0 04 r
E-)h4 E-4 0j Ln-k 0 -4
C> fd w
(N N eq t w m5 ) f
LA r-4 Uq C-4 0 r
-4 I dP t.-4 4 -4L-0 0 E r- Qz 04r1
-4 tn (N 4 0 43x P*L %DO0 LA M -M 4)
0 1 I- 1 4) (a 0-4 to
41j) V- w - *.0 av
dP *p 4194~~1 4 1 41
ra 0 0 :4 S: F 4 ) ~ 4- 4.) C 04.) 0 w HA x ri~ *' vX '. *. -4 0 .14
@1 0 A1- r4 r4 r4 -
1c0 414 91 (A 9 12 . 0. J1 >1 -4 ->-1 -H .
0~- -i4 rl >fl >, 5( Z1( (00 (01 3.
U~~~ j~- P,4 r a"4'~2
Hr (N oc PC LA 10 v~~ 0r-4 r-4 4) P H U) H (
Lo l: o r ) a > l r a>4) D ( (1 4)4) ) 4 1 t I

4NO.NAECC2455(RCV. 2-68) UAEC-ENG 7875PLAYSUS. 9558P~6E 31
4-)
0'E-4 LM
V2 Ln 0 * Ln LA -
$4 9: -r- enm r- q n (4 t
0 U
"-4 M-E-f '- 0 x rq rl E-
0 0 4) w1 a)0 O -4 E-4 .NI
-n 0 9.-I dP
*Lr VO 0 *e4d 4,4 -
I.. LA U) 0W31 Nn in 0 0'
I. IQ lo d
0 0 ea 0 0 0u N -4 ,-I OPin 14 Ln
- -A wO 9. 0 r-4dP 0 z L 41 1
0 020 mmH d' LA LA 0 dP I EUoa
o r-4 LA 0 F-4V ELO LA LA r-4 a
E-4 144 04 41 . r-4 >1 to 0 "4
E-4 4-r E4 -4 >4 4.) u~ r-4E-4 EUw. L4 P4 a go4 jug P14
a) 0~ E- 44 -. 4 "q
CI,*- A4 ~ 9: 0O -4941 C: U) r1) 0... A4.' R.* AAU gole
0 c4 00 U) -P U) PWS -4 0 -vx 1-4 z 4 .441 .k4 N j
>9 *4 41 41 W
H 4 N IV fa '0 $4 41 go o 0F- 0 r- $ 4 % $4 >1(% d 4 o $4 (4 N4II
Ln.4 t 4 0 4 t - - o04 0 4 00 I -

Mw.aEC.34551REV. 2-6S) mois7875
0 0E- 0 0 q'
9-44
"Z4
L.L-1
Lo-r o r
.. *.4 1 u4 ..0 - '4 -
V 444

"4IO.NAIC.Z455IRCV. 2.66) NAWEC- 7 87 5
PLT NO- 1100 PA ,.3
0041~ 001Aj -
41 & 9 0 -r40 9: 0
* *4
0A 0 0) 0~r rir0
<- 54 .94 4-)0M 4 4) .944 .9454 , ~ .4 4) r54
C . ) 04' 04 0' 0 0)4- 41).4 -,.4 4J 44 4'. W ' 0 ~ W1 AVoC4
>4 to 54 M0 10 0 0 0C ) rq r4 $4.41 r-4 ~4-) -4 41 -4 4. % fs-
S U) M co .U) Q0 M - r4 a
rI -4) 04' 04' 04) 4J 9-410 -4 M 0U 0 0 41-~ 0 4 54 5 0 50.40 09 4
41. > 0 > 0 >o 0 4-3 0 0 ."Q) w5 54) )w? 05 1 0 1050 54 -4 w
7 M 4.4 )04.4 M 4.4 -944 0 94 A V $4 544) 4 V0 .I44-'4 - '- - f-4 0 r- 0 r 0 Q -C.-4q 'o Vo V .Q4 -A -4 0 0 U.P4 1 .8
o - a 4) To lV 0) VSW-O yl - 70)> 0)> 0 > w0 1 M 0>
z rO -40 a '-40 4 14M W 4 >1 >1 VM V-4aO 0 *9q r4~ -9 0)0 4 w0
iv 00 I0 4) el 8. goas) $04 0 0 0E-4 $~4 $54 Af 39 > '>~
lad
z9 z9 9 In 000
I- in
'.'t 4 'C 'C 'zI £ I I I.
-44 -44 .9H .r - -4 P- -4
~ - 'j ~In r"- 0 0 .4 9- 49-

4NO.NAEC.2455(REV. 2.68) MACC-ENS 7875P5*5 *. *~PAK 34
0. 0
c: ~-k "4 0 V
ro 44 4
is 41 . .44.OSO 0toNc4
0g4 0 VM kS
9:44 4.) 44 ka oM40.- 4 41t7 $4 '
1.) 41 do t 0 -4 .14 r41 '0 0' 0 - 4 " -
a 04 0'11 0 UA0l
4 I4-k v A kfC *0 0 4r. 0 0 t6.-. 4 M rl
04 14 1' 0'1(1 4 CS cO 4
r441 x F- >2.i r4 0 C f P "-I M >1 $
.1 ,- t4). 04 IV4 0 A- 1k -A e p0 k "
tot 4 4) 0 4 -r04 0 0 go 10 %40''t O 1 04 >' Vk f" 39 > OWr4 P4 0' >0 b0 0
In
cv >1 C4"r4 0 00
"r4 I( .14 In
w. r- r . 4 *. ~ " 4 f' .4LA Do ~ 0 i C) ( 0 54
U II I 4 ** I I NI.1 q .1r4 .14 .14 "4 "f "4
z '0 4 0. o
3 ~~~~C C 66**

4ND.NAIC.Z4551REV. 2-69) NAEC-ENGý 787510141I o lss PAK 3 5
r -
0
4-P4
54 C4 0)0 4
w. iO'fa A
uS
C . 4JA S 0 00
0 "'40p'U 9'4 : " .44 U
~~) C)4- ~0*414 *4 1)
m to - 0' Im 45 -A4-1 9 ~41 U~ 0 F-I
41. 4) 041 0S No
A F 0 *'P4 0 V -r4 V-. to~" 0 a-4 V-4 -H
~c0 .O4 A tr 0 U9 - 00
0-4A 11W.* r4) >1 r40 V0 00 .00e a 01$ - H 0 0
4s > )t rX 0W4 > M W
CI
I 0) Q
0 -
03 ) W z OI O
'~i 'd ( v NN ('4 4") on' " 4'

4ND.oNAEC-2455(REV. 2.6 mCC-C, 787S
eLA,, of. $left PAW 36
oI v , , 0w w in 1 U'~a 0 1 4. lI 4 * . I n
004
w DI co 0 0 r on P4 %DC' 09 49" r- 4 in V 0 0aY 6 4 t>4 ~ ~- H I *4
co w- m 0 w w 60 H % m~ 00 r4 kn m N C0 N %D C Nv in
21 0 m 0 . 0 0 0 4 o in co %
0
04 wA 4% '. '0 I) ')*>46. 6 6 6 0 -I 6- A q qI6 0 * *
E-4 0l 0 .0 fn N4 r-4 m H- 0 W C4 kn 4 44 o
N @-1 0 m w %D a. 10
ri,.-ri4'N
z0
02
o -
C4~ '-I N "r N in N MV v Go qv N 0 0c r4 '(. M4% 41 N Ch N 0% '-4 H- %0 IV o %o 0D a% qw mnt-o . . . . . . 0 0 _* I -4u .. .m q en r-4N
u
0
Ca' 6~-4 a a
C I I 1 00
0z I IA cc inH ri0 %-~x 4-) r- 0- P- qL H
04 44 4 >4 >1 k -- 4
6.111 Ij of
T- p4 .P4 -A 4 -A P- - 4 r- -I r-I 64 P -4 .
M r4 P4 1- M4 -4

4NO.NAECC24SSRfEV. 7-68) NUC4I 7875PI*? **.u~e~PAK 3 7
r P4 41 1 a 1
in %. 0 0 r4 0 4 r- 40 .5ý .4 a
OD( r- tO I- NO m v N P
I-on f 0% N 0% 0n "44 0% w4 0 % fl P%
LA N m m 0 0 q u D % * C4 M
0 I qv N4 i I r- (N % N v9 % m v (N N4 N
fn% 0
C";'
.4 E t" r- i M 0% (N 0 i " t 0% In ~In0 >1.4 . . . * 1 In I' I
.14 0 0N 0 0 (Nin 44( 0 (M r4 In*0 (.
.4 .- I' *- *- M * -4 " "E-4
"2"464 -A %
4z >1 ow- 0 4z 00 (N i0 M "4 0 z 4
r4 0r-0I 04 0
In CIA I

4NO.NAEC.2455(ItEV. 7-68)MCE 7875PLAt m. mccaPAGE 38
Ln
N .43
44
-$43
Sfa)431
41 w %0 I '41
C~ 41
04 0
43 ~ 041.4 0 r 4.-49
ý.4
P- .-4
E-04 N94
L n M r

4I6O.4AEC24SSR~V.2-GUNAICENS 7875
L. ~ .. ~...PAKE 39
C4 ~ ~ co F- - N o 0N r
Ln in4 0 0 r 0 0
in %V 0 -10 N No 0 %0N
r- OD co Go rO r- r- w 0
0 0
+ I- iN n r.* %n *
0l 0 In Ln N H (N r4 O LM 04
0~~r 0 0 0n a% w r-. co* 0% 0ýN O
0
0 0 0 Nn Hn H Nn in 4) 0 mCD 00r-4 If % D 0% %D 0 In N4 M C4 r4
co~. r -ý r- r- N% w N0 0D .04
4r
E-~L a1 0 0 In I 1 in H 04
In~ ~ In In OD In H 0 0 0n~
'-44
w In r4 If
pq 0- 4 I- I 04
0 Z Inz0zIn
0 ; - r4 u;0

4ND.NAEC-2455(ICV. 2-68) NAEC-ENG 7875 rPLATSNO. 1968PAG 40
o o7' un o c4 0 c U)LA (7, 0 LA WD Ln
49 r- r- N- 9 49 - Nl 41 N 0 41 r- 0 a
oo N% m% 0O m w 0%4049 N- IDko r- 0 L. 0 N -
01 N N %0 CD CD N- fn V 0 N N 0 N %0 M
o D I00ID0 0% w r-I LANw 0 0 0 0n 0o P-4 P
ol r 0o LA qr 0 LA c% 0D 0 0 LA LA r4 N- a%oo% 0 LA) PH P-4 H %a 0 Nl w m' w v
CN N! 0 0! N 0 ! 0! N1 0! Ný N N 0! N
oo o N LA N~ 0 0 0m LA %o LA (n) 00 3 o-.4
C~~~~r 0 N N . N % 0 LA N N 0 L A LA
Co N N rN N ND N N0 N N N NO OD fn N4 ND
0100 0NA 0 H~ 0 0 0ncoL LA LA 0D 04 A 0
41 %o v0 -H PH 0 N 0%* H- 0 H- c LA H- 0ON r, Go N- 0- N- N- N%0 N, N 0 No N- r
00
0 -/ C1 Ui2 c.. 40 0
LAO ( E -4 LA - fn
C4 m LA 04 LA4 4-Ul H *. 0 0- In E- tC
to) I H- I. .. .
Z. H- -4 C'14 -4 CN t4 N N N N N C4

4ND.NAEC-74bbIREV. 2.60)81C-N 7875P LATS no. ties# PAKE 431
K r1
4141
0 51 41S0I x
IJ o1 0-*' 4
> 41
r4 54
.,.i 0 it) 0S; CD en In 4J
4)
w ci *-u
-4 44 US434 0.- 41 4.) WJM
- 4 4 9 . 0 C * V,.I
' -4 r-4 "4 rf'
"4 "4 -,
L

4N0.NAEC.245b(Rfv. 2.681 WAEC-ENO 787.5III&SVI no. offal PAGE 4 2
Iof I
4L
A A'I <
o par-

4N0.NAEC.2455(REV. 2.6S) NAEC-ENG 7875
PLATE 10. 1642 'PAJE 4 3
i~ W.
I wCw

4ND., NAIC* 4b4L 1. 2-bR) NAEC-ENO 78751,•.,& mo ... PAGE 44
I. 1I
FIGURE 3 - Test Specimen Used in ScreeningTests for Internal Coatings
L
i L ..

Fit 40ONAF-C,24~55101V* 2.68) NAEC-ENG 7875j LAI( NO. III$ PAUJ 4 5
a 9
z
13
oz
00H0w 0 Z
w S
LU

"4D-F#AECC2455(REV. 2.68) UAEC-ENG 7875[LT NO 01941* PAU 4 6r -
zz0f
gw
WIW-

U ND.NAEC-2455(REV. 2.68) NAEC-ENG 7875
PL~tEES. ,.pPAGE 4 7
A >'
4 W
r-4
k042
~0-AU
40 >
r-4
00o

4#dD.NAEC.24Sb1 REV. 2-66) MACC-ENS 7875
PLT so,,.. 1.9. PAGE 48
O0i %04
4' 06
Mraj
I Ic
4 1~Ii1
UOD

,ND.NA• C.?d%•, V. •. • •NAEC-ENG 7875
PLATO ...... PAU 49
ii;
I
FIGURE 10 - Corrosion Attack on Inlet Pipe onMark 6 JBD Panel Removed FromUSS Kitty Hawk
t_..

4NO-NA•C-2455(tEV. 2.68) NAEC-.I 7875L PLATE ao. 18961 PAE 50
w
KII
Lw °
a. a.LL
I-
CL'
w w0I 0V i
3E,
www w -
CL I- al
zIL
4,
Ll-

I PU~?I mO uSSIPA* 51 I
S4J
of u
[xN 44J1
14J4
0a 4 )
V. 0 4
( 4J
Imp.S-I14 14J.U
41 01 1.144

,,O.NALC. .4 • ,HV. 2-4. N AEC- N i 7875I , ,,, ,. , ,.., PAGE 52
r - -c
LL
S)" IGURE 14 - Internal Surface of Coated TestSection After 3 Months Exposure Test(3ppmn copper injection)
a.F
L ..

WD-NAEC.24SS(REV. 2.-W) NAEC-EIb 7875i ,V,,, NO. 118 PAlE 53L r
PROGRAMMIER
I.X-Y
RECORDER1 PO ENTn•TAT
' .[ " SHUNT•
ELECTROMETER
SEA WATER
COUNTER ELECTRODE
Ag/Ag Cl REFERENCE ELECTRODE- (CAION ROD)
COATED TEST PANEL
BEAKER ---. .. -
FIGURE 15- TEST SET-UP FOR MAKING POLARIZATIONMEASUREMENTS.
L_..

NAEC-ENB 7875- 4NO.NALC.Z4S5(RUV. 2-b8J PAKE 5 4
0P'lAY6 me. goods
FIUE1 etRg ul oEautNo-kdDckCaig

4NO-14AEC-?455(NIV. 2-68) NAEC-EN8 78750161TE ~of. I 1 66 PAGE 55
FIUE1rls-po etRgBittEvlaeNnSiIekCaig

4ND-.NAfC-.4bt V. ?-bb) NAEC-ENG 7875S,,,, ,o..,.., PAGE 56
r -
DRY AIR: 00 MM. Ng, 2.5CU-FT/MIN.
ABRASIVE. 44± GMS.SILICON CARBJDE/MIN.
I IGLASS NOZZLE
I TEST PANEL
I ''
450
ABRASION COEFFICIENT ABRASIVE USEDnGMSCOATING THICKNESS, MILS,
i
FIGURE 18 - SET-UP FOR ABRASION RESISTANCETESTS.
L - -1JI I

4ND-NAEC-245•(REV. 2.66) NAEC-ENG 7875iLAT, .0. fit$& PAGE 57
r--III
!L
Ii I[I.
1.
FIGURE 19 - Nickel-Aluminide Coating (<15 mils)After 5 Month Exposure
t_ _t

4NO-NAtC-24,,ý(, V. 2--,,H NAEC-ENG 7875
0L tL A T901t6 PAGE 58
Afe 1 ot-Epsr
I.
1..
a.
FIGURE 20 - Nickel-Aluminide Coating (>15 mils)After 1 Month Exposure
. FIGURE 21 - Nickel-Aluminide Coating (>15 mils)
After 1 Month Exposure
L..

4N0-NA£C-2455(REV. 2.68) NAEC-ENG 7875PLA • 0, . 1,,,, PAGE 59
r -
[a
i[I.
FIGURE 22 - Wire-Spray Aluminum CoatingAfter 1 Month Exposure
L_ .

4NI-NAEC.2455(REV. 2.68) NAEC-EN6 7875
" " "'"? "". g~PAE 60
r -1I!
I
ii
FIGURE 23 - Alumina-Titania Coating After9 Months Exposure
LL

4NO-NAEC.24551REV. 2.68) NAEC-ENG 7875
P&AVEme. 1902PAGE 6 1
rr
frL zZ4 0
00
0
ILI
I.LO) z
K <
(A 0
91

4NO-NAEC-245b(PEV. 2-68) NAEC-NG 7875
,,,,, .,. 11... PAE 62
r APPENDIX I
THE USE OF ELECTROCHEMICAL POLARIZATION TECHNIQUES
TO MEASURE CORROSION RATES
Advances in electrochemistry in recent years haveevolved test techniques that overcome some of the limita-tions of simple weight loss measurements. Several tech-niques utilizing electrochemical measurements are nowavailable to determine the corrosion rate of a metal exposedto a iorrosive electrolyte.
When a metal is in a state of reversible equi-librium with a solution of its ions, simultaneous oxidationand reduction reactions are taking place with no net changein the weight of the metal electrode or the concentration ofions. The rate of oxidation and reduction taking place canbe expressed in terms of Faraday's Law:
(1) rx =rred = io/nF
where io is called the exchange current. Since oxidationcurrent and reduction current have opposite polarities, atequilibrium there is no net current.
When the equilibrium of an electrode reaction isdisturbed, there is a change in the potential of the elec-trode when measured against a stable reference. The dif-ference between the equilibrium potential and the potentialunder the new conditions is called polarization and is usu-ally designated by the Greek letter Eta, n. Mathematically:
(2) r = E - Eeq
where E is the potential at equilibrium and E is theeq
potential under the new conditions. Disturbance of theequilibrium condition alters the exchange current balanceand results in a net current flow, either oxidation orreduction, which is representative of the net rate of re-action. Polarization, therefore, results from any situationinvolving a net current flow to or from an electrode sur-face.
A metal undergoing corrosion involves two reac-tions, one at the cathode and one at the anode. Because ofthe current flow between local cathodes and anodes, a cor-roding metal polarizes toward a common potential, Ecor. The
L ...j l ... . W m m _- ii i • m m-

4ND-NALC-245b(kLV. 2-68) NAEC-ENb 7875p .?,- .o. a,.. PAE 63
|behavior of the corroding metal is studied by application ofan external current. A measured and externally controlledsource of direct current is connected between the corrodingmetal and a counter electrode. The change in potential(polarization) of the corroding metal is then determined asa function of the externally applied current, either anodicor cathodic.
The polarization resistance technique for deter-mining corrosion rates involves polarizing a test specimen+ 20 millivolts from the corrosion potentials and measuringthe currents associated with this partial polarizationcurve. Early researchers' thought that a linear relationexisted between current and potential. They hypothesizedthat the slope of this "linear" polarization curve wasinversely propcrtional to the corrosion rate according tothe following expression:
(3) AE = 1 x 6a x 6c x 12" . Ba+ 8c Ic
where Ic = corrosion current density
6a = Anodic Tafel Slope
Ic = Cathodic Tafel Slope.I = Impressed Current Density
iE = Polarization caused by impressed currentwhen AE < 20 millivolts
The corrosion rate is a linear function of I ac-cording to Faraday's Law:
corrosion rate = KIcP
where k = electrochemical equivalent for specific metal= density of specific metal
Recent work by Mansfeld 2 , however demonstratesthat there is no theoretical justification for polarizationcurves to be linear at or within + 20 millivolts of thecorrosion potential. He shows, in fact, that non-linearityis severe in many cases. This does not void, however, thispolarization technique for determining corrosion rates.
ZM. Stern and A. L. Geary, "Electrochemical Polarization - Part 1,"Inl. Electrochemical Soc., 104, (1957).
2F. Mansfeld, "Electrochemical Background of the Polarization Resis-tance Technique", a paper presented at the MACE Corrosion Conference,1973.
iiI

L 4NO.NAEC.24SfdREV. 2.68) iA[C-El 7"875V ,&a, so. Ilse@ PA* 64
rMansfeld shows that with some modification of data analysis,polarization curves within + 20 millivolts of the corrosionpotential can still be used as a basis for accurately calcu-lating corrosion rates. The modifications include determin-ation of AE @ I - 0 and application of curve fitting tech-
niques toAiore precisely determine $a and Oe. The formula
j, hypothesized by Stern is then shown to be valid.
I.
L .

4NO.NAEC.24WbREV. 2.-6) NAEC-ENG 7875P A,, Ion. Its#, PAGE 65
r APPENDIX II
EVALUATION OF PROTECTIVE COATINGS BY
ELECTROCHEMICAL POTENTIAL AND POLARIZATION MEASUREMENTS
A semi-quantitative evaluation on the performanceof protective coatings in many corrosive environments can beobtained from electrochemical potential and polarizationmeasurements. These measurements are non-destructive andallow accurate direct calculation of corrosion rates for thecoating/substrate in aqueous environments. The corrosionrate calculation proceeds according to the method describedin Appendix I.
The basis for using calculated corrosion rates toevaluate coating performance can be seen by examining thecharacteristic manner in which a metallic, sacrificial-typecoating behaves in an aqueous environment. If a metalliccoating were applied perfectly to the substrate metal, itwould be pore free and would corrode at a rate character-"istic of the coated metal itself. However, no coatingsystem can be considered pore free and, therefore, thecalculated corrosion rate is a summation of both the localaction corrosion rate for the coating metal and the galvaniccorrosion rate caused by local bi-metal cells between sub-strate metal and coating metal. The number and intensity oflocalized bi-metal cells on the coated surface is a directfunction of the porosity of the coating. Because the poro-sity of a metal coating increases as the metal corrodes orsacrifices, the corrosion reaction becomes self-stimulating.Polarization measurements allow calculation of the changingcorrosion rate as a function of time. From the corrosionrate vs. time data, meaningful extrapolations can be madeallowing prediction of the useful service life for indivi-dual coatings. This is not simply obtained by other methods.
For a non-metallic, barrier-type coating, thecalculated corrosion rate indicates the amount of corrosion
occurring at coating faults or "holidays" where the sub-strate metal is in contact with the environment. As thebarrier-type coating deteriorates with time, the area ofsubstrate metal exposed to environment will increase with acorresponding increase in corrosion. By comparing cal-culated corrosion rates versus time of exposure for dif-ferent barrier coatings over a common substrate, the per-formance of the barrier coatings can be rated on a semi-quantitative basis. This type of data is usually much morediscriminating than data compiled from visual inspection.
L

4ND•.N•AC.24S1t5v. ,.61) IC.Ell 7875L .. , ... ,,,M 66
r Electrical potential mesurements also provide
meaningful data for evaluating the performance of a metallicsacrificial-type coating. Initially, the substrate metalwith a sacrificial-type coating would be expected to exhibitLan electrochemical potential characteristic of the moatingmetal in the particular aqueous solution. As the metalcoating sacrifices, the potential will change toward a valuemore characteristic of the substrate metal than the coating.Potential measurements with time will give a meaningfulindication as to the performance of a sacrificial-typecoating.
Although a typical environment is often moreatmospheric than total immersion, polarization and potentialmeasurements in sea water provide semi-quantitative perform-ance data. The calculated corrosion rates in sea water arenot, of course, identical in magnitude to the corrosionrates that will occur in the atmosphere. However, changesin the sea water corrosion rate or sea water potential as afunction of time provide quantitative evidence of how acoating is performing in the atmosphere. These changes inthe characteristic properties of the coating would not beobvious by physical inspection.
ii

4N1O.NAEC.2455(RV. 2-b NAEC-ENGPLit NO. PAGE 67
L APPENDIX III
FLEET EVALUATIONS OF VARTOUS NON-SKIDCOATINGS APPLIED TO JET BLAST DEFLECTORS
This appendix is a report of on-going sea evaluations-• of coatings selected prior to the laboratory tests discussed
in this report. Thesf coatings had been selected based onL -" pervious NAEC tests
r .
L. ioskowitz, "Development of Metallized Non-Skids for Jet BlastL.Deflectorh" NAEC Report No. 7849, August, 1974.
i £

4ND.NAEC.2455j(AEV. 2.68) NAECA-ENS
PLATE 49. 11901 PAGE 68
CAl olw to( ( a~m
.0 &iJ 4 JI 0 J4 " w " "0 0 C: C:C CC 9: . :
H 4 e- 4 r4 .
p.4 r-4 44
0 0'- 0 a 5
r, -4 r4' to ) 0 en
CO)c
0 0o 004-4 0 000
1-4 Lf' %D in U% %D %D' %Dis 0i I )
.4
0
-r- r4 -A .0 -A
.4 4 .44) .
4 U r. Q4 .4 -A 4c
A A -A - -A 14
.4 -4-4 2 .4-4
-K 4) 4) 4) 4
m co m4o))4)0o ta C6> '0 '0 C14 C:
CL 00 4) 1
4) 41)4)D4) V/) En GO)93 022 E a f
F-4 .4 ý4 -4 ie r-e 4

4NO.NAEC.-25),(, V- ?-t,4l NAEC-ENG*L*,, ,o. ,..., PAGE 69r I -1
SCoain ;,o. 1 performed in the sea trials as predictedin the tes;t program. Some pitting occurred, and in timespalling in small areas led to approximately 50 percent lossof coating after 13 months.
Coating No. 7 has performed well in the two carrier trialsto date. When used on the No. 3 JBD, which is exposed torubbing by the arresting cable, the modules on the CVA-67have started to develop some smooth wear spots after seven (7)months; but the were still giving suitable non-skid perform-ance.
Coating No. 3 has performed excellently in all of itscarrier applications to date. It is the one coating whichhas been most exposed to the F-14 (on the CVAN-65). In thelaboratory tests discussed in this report, the coating failedafter only two (2) weeks of test. Unfortunately, the failurewas obviously related to the manner in which jet blast andjet blast cooling was being simulated. This technique waschanged after the failure of the sample coating, but thedamage had already taken an irreversible toll; thus, thecorrosion behavior of this coating was not evaluated in thesetests.
Coating No. 10 looked goo4 in both the Ocean City tests,as well as, tests run at NATF.' Yet after one (1) month ofservice in the CVA-59, serious spalling was observed to theextent that the module was removed from the carrier. Con-tinued testin,; at NATF (where corrosion was not a factor)caused more spalling to occur. It would seem that whilethe ccrrosion behavior of this coating might be predictedhi the Ocean City tests, the thermo-mechanical response toaircraft jet blasts was not accurately duplicated.
Coating No. 33 (MPR-1058) has performed erratically,•r-., well on the modules of the No. 3 JBD of the CV-63, CV-67
anc CV:\-68, but showing some blistering and delamination onLhe modules of the No. 1 and No. 2 JBD's of the CVN-68.Corrosion pits similar to those observed on an unsealedcoating were also observed on some of the modules which hadbeen exposed to the highest jet blast heat.
The corrosion behavior of this coating may well beexplained by results obtained in the tests. The failureof the Metcoseal coating after jet blast exposure probablyexplains the corrosion pitting on some of the modules. Theerratic blistering performance is very possibly a result ofexcessive coating thickness on some areas, again an effectperdicted by the corrosion tests.
L. Moskowitz, "Development of Metallized Non-SIirds For Jet BlastL=eflectors" NAEC Report No. 7849, August, 1974. 1

4N0- .AIV.'-,'45(RLV. 2" ) NAEC-ENG,,.a,- .o ,,., PAGE 70
In reviewing the carrier evaluations vs the corrosiont~Ž: is. it appears that the corrosion tests gave valuableins;igh•s into corrosion behitvior of the various coatings;iowever. because of the failure to accurately simulate thehc.;,i.o-mechanical effects of jet blasts, the tests cannot,e u,,. by themselves to predict JBD coating performance.
L





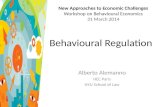







![ZNG Portfolio 2015 [New]](https://static.fdocuments.us/doc/165x107/579055391a28ab900c93f6d1/zng-portfolio-2015-new.jpg)



