
DGA_DGA Gas-In-Oil Standards a Tool_M Cyr
14
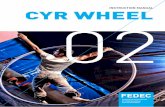
DGA Gas-in-Oil Standards: A Tool for Ensuring Oil Testing Laboratory Performance By Marc Cyr, M.Sc., Morgan Schaffer Inc. ABSTRACT Methods A, B and C of the ASTM D3612 standard for the Analysis of Gases Dissolved in Electrical Insulating Oil by Gas Chromatography (1) are so complex that multiple errors can occur during the analytical process. This paper points out how DGA Gas-in- Oil Standards can be used to ensure the most accurate and precise results during routine laboratory operation. It also outlines the use of dissolved gas-in-oil standards as tools for quality control, personnel training and method validation. INTRODUCTION Dissolved gas-in-oil analysis (DGA) is recognized as the most important tool for transformer condition assessment. It is a non intrusive way to evaluate and diagnose transformer specific condition. From a very small transformer oil sample, diagnostics are arrived at based on dissolved gas-in-oil concentrations and ratios. Dozens of Laboratories worldwide perform this analysis for thousands of transformers belonging from anything from a major utility with thousands of transformers to single transformer owners. In North America, ASTM has established a standardized test method to perform DGA, Method D3612, Standard Test Method for analysis of Gases Dissolved in Electrical Insulating Oil by Gas Chromatography. This Method is further subdivided in 3 specific techniques to achieve gas-in-oil analysis, method D3612 A, B and C. Each of these methods has its own technical challenges and in order to achieve a proper condition assessment of a transformer, the laboratory must insure proper operation of the analytical procedure for both itself and its clients. Each individual method can be divided into two separate steps: a way to separate the gas mixture from the oil (extraction) and a way to separate the individual components of the gas mixture (chromatography). Every laboratory performing ASTM D3612, no matter what the individual method chosen, must be able to demonstrate that it is able to perform both the extraction and the chromatography in a quantitative way in order to insure proper results to the end user. If a laboratory cannot demonstrate this, then results obtained should be considered, at best, as suspicious and, in some cases unreliable. PRECISION AND ACCURACY Measuring how well the analytical process performs can best be defined as measuring the precision and accuracy of the laboratory. The quality of the results and therefore the quality of the diagnosis of a transformer is directly related to these two concepts. Figure 1 illustrates the relationship between precision and accuracy and the quality of results
-
Upload
ganeshrudra -
Category
Documents
-
view
20 -
download
1
Transcript of DGA_DGA Gas-In-Oil Standards a Tool_M Cyr

DGA Gas-in-Oil Standards: A Tool for Ensuring Oil Testing Laboratory Performance By Marc Cyr, M.Sc., Morgan Schaffer Inc. ABSTRACT Methods A, B and C of the ASTM D3612 standard for the Analysis of Gases Dissolved in Electrical Insulating Oil by Gas Chromatography (1) are so complex that multiple errors can occur during the analytical process. This paper points out how DGA Gas-in-Oil Standards can be used to ensure the most accurate and precise results during routine laboratory operation. It also outlines the use of dissolved gas-in-oil standards as tools for quality control, personnel training and method validation. INTRODUCTION Dissolved gas-in-oil analysis (DGA) is recognized as the most important tool for transformer condition assessment. It is a non intrusive way to evaluate and diagnose transformer specific condition. From a very small transformer oil sample, diagnostics are arrived at based on dissolved gas-in-oil concentrations and ratios. Dozens of Laboratories worldwide perform this analysis for thousands of transformers belonging from anything from a major utility with thousands of transformers to single transformer owners. In North America, ASTM has established a standardized test method to perform DGA, Method D3612, Standard Test Method for analysis of Gases Dissolved in Electrical Insulating Oil by Gas Chromatography. This Method is further subdivided in 3 specific techniques to achieve gas-in-oil analysis, method D3612 A, B and C. Each of these methods has its own technical challenges and in order to achieve a proper condition assessment of a transformer, the laboratory must insure proper operation of the analytical procedure for both itself and its clients. Each individual method can be divided into two separate steps: a way to separate the gas mixture from the oil (extraction) and a way to separate the individual components of the gas mixture (chromatography). Every laboratory performing ASTM D3612, no matter what the individual method chosen, must be able to demonstrate that it is able to perform both the extraction and the chromatography in a quantitative way in order to insure proper results to the end user. If a laboratory cannot demonstrate this, then results obtained should be considered, at best, as suspicious and, in some cases unreliable. PRECISION AND ACCURACY Measuring how well the analytical process performs can best be defined as measuring the precision and accuracy of the laboratory. The quality of the results and therefore the quality of the diagnosis of a transformer is directly related to these two concepts. Figure 1 illustrates the relationship between precision and accuracy and the quality of results

when the target bull’s-eye represents the true value (2). Precision is demonstrated by how closely the results obtained are grouped together. Accuracy is measured by comparing how close the results are to the true value of the sample. It is imperative that both precision and accuracy be known to ensure that a proper transformer diagnostic is achieved by the user of the data. A laboratory can be very precise, but completely inaccurate due to a lack of control of the complete analytical process. Inaccurate DGA results will lead to inaccurate DGA diagnoses and, in some cases, to a totally wrong assement (3).
Not preciseNot Accurate
Prec iceNot Accurate
Prec ise andAccurate
Not preciseAccurate
Figure 1: Precision and Accuracy in results How does a laboratory achieve quality in its results? QUALITY IN GAS CHROMATOGRAPHY Precision is the simplest quality parameter to evaluate. For the chromatographic part of the ASTM D 3612 methods, a simple comparison of results obtained from a repeated injection of gas standard on the gas chromatograph; as well as establishing the calibration curve of the instrument is readily performed in all laboratories. Evaluating the standard deviation by a statistical approach on a defined confidence interval will easily give the precision of the measurements. Accuracy of the gas chromatography is also relatively simple to demonstrate. A certified gas standard comprised of all the gases of interest can be obtained from several manufacturers. These standards must be accompanied with a certificate of analysis having at least a statement as to the mixtures traceability to a National or International standard, as well as a lot number, date of expiration and the precision of the concentrations given. Anyone contracting a laboratory should be able to obtain a copy of

this certificate in order to establish a link between the analytical results of the transformer and a known standard. It is important to understand that a laboratory cannot give a better accuracy than that stated on the gas mixture certificate of analysis (COA). Even if the laboratory’s precision is better than that stated on the certificate of analysis, the limiting factor to accuracy remains the COA. The final step in demonstrating the suitability is establishing the calibration curve. This should be done by successive dilutions of the gas standard over the entire analytical range on which the analysis are to be performed. Once established, this curve serves as future reference to the operational validity of the gas chromatograph by comparing daily standard injections to the calibration curves of each gas. QUALITY IN GAS EXTRACTION FROM TRANSFORMER The method in which gases are extracted from the oil is the principal difference between all 3 ASTM standards D 3612. In all 3 procedures, gases in oil standards are an imperative to demonstrate that the laboratory is performing the method properly. A large volume of dissolved gas-in-oil analysis should be prepared and analysis of many samples done to evaluate precision of the entire analytical procedure. In order to evaluate variance of these procedures, the laboratory must first establish the confidence interval that it wants to provide to its clients. Once determined, a series of standards must be run back to back to establish precision. Table 1 shows the standard deviation multiplication factors used for a 95% and 99% confidence interval for a Student’s T distribution. As an example, for a 95% confidence interval, the standard deviation is equal to the Student’s distribution coefficient after the analysis of 7 samples. Once the precision of the method established, the laboratory’s accuracy can be established.
# of samples
Confidence interval set at 95%
Confidence interval set at 99%
2 12.71 63.66 3 3.04 7.02 4 1.84 3.37 5 1.39 2.30 6 1.15 1.80 7 1.00 1.51 8 0.90 1.32 9 0.82 1.19
10 0.75 1.08 12 0.66 0.94 14 0.60 0.83 15 0.57 0.80 30 0.38 0.51 41 0.32 0.43 61 0.26 0.34 121 0.18 0.24
Table 1: Standard deviation multiplication factors for varying sample number

When making dissolved gas-in-oil standards, the theoretical concentration of each gas in the standard is established. Certified gas-in-oil standards are prepared following the basic principles given in the Annexes of ASTM D 3612. Highly skilled and experienced personnel are necessary to prepare accurate standards. At Morgan Schaffer, each measurement involved in making the standards is performed so that is traceable to the International System of Units. ESTABLISHING THE METHODS DYNAMIC RANGE The last step in establishing the laboratory ability to perform ASTM D3612 is establishing the dynamic range of the procedure. To do so, several concentrations of gas-in-oil standards must be prepared. Concentrations of dissolved gases should reflect both the laboratory’s detection limit and the dynamic range claims. Using dissolved gas-in-oil standards is the only way to demonstrate the validity of the entire method over the entire range. Tables 2 to 5 show the dynamic range of method D3612A, with the aid of dissolved gas-in-oil standards; all values are reported in ppm (V/V). CO2 measurements of Table 2 are given with the offset associated to the initial presence of this gas in the degassed oil.
DATE H2 CO CH4 CO2 C2H4 C2H6 C2H2 Theory 0.7 0.7 0.7 0.7 0.7 0.7 0.7 27-Oct Measured N.D. N.D. 0.9 15 0.7 0.7 0.7
Table 2: Sub PPM DGA standard
Table 3: Low PPM standard
DATE H2 CO CH4 CO2 C2H4 C2H6 C2H2 Theory 5 5 5 26 5 5 5 19-Mar 4 3.8 5.5 26 5 5 4 19-Mar 4 3.9 5.4 27 4.7 4.9 4.2 29-Mar 8 6 6.8 25 6.1 6.6 5.6 16-May 5 4.7 5.3 39 5 4.8 4.5 24-Jun 5 5 5 32 4.7 4.9 4.2 Average 5.2 4.7 5.6 29.8 5.1 5.2 4.5 On 95% confidence interval Std Dev 2 1 1 8 1 1 1 % Std Dev 43 27 17 27 16 21 19

DATE H2 CO CH4 CO2 C2H4 C2H6 C2H2 3-Feb Theory 89 223 29 440 39 13 14 87 222 32.2 471 41.8 16.3 16.3 86 223 31.8 469 41.3 16.4 16.7 90 216 31 467 41.2 16.1 16.1 86 219 31 467 40.9 15.7 15.8 90 214 31 470 40.8 16.1 15.7 92 218 31.5 470 41.1 16.6 16.6 89 232 31.9 470 41.4 16.4 16.4 91 218 31.4 469 40.5 16 16.4 90 212 32.2 487 42.5 16.3 17.5 Average 89 219 32 471 41 16 16 On 95% Confidence interval Std Dev 1.8 4.8 0.4 5.0 0.5 0.2 0.4 % Std Dev 2.0 2.2 1.3 1.1 1.2 1.3 2.7
Table 4: Mid-range DGA standard
DATE H2 O2 N2 CO CH4 CO2 C2H4 C2H6 C2H2 10-Jul 1780 2470 5070 1850 1820 1870 1620 1560 1410 10-Jul 1770 2670 5470 1860 1870 1870 1730 1690 1480 11-Jul 1700 2630 5390 1810 1840 1830 1700 1680 1450 11-Jul 1680 2660 5460 1810 1830 1840 1710 1690 1460 12-Jul 1730 2470 5060 1900 1880 1930 1750 1720 1480 12-Jul 1700 2640 5410 1900 1870 1890 1740 1710 1480 15-Jul 1660 2990 6140 1790 1800 1800 1670 1640 1410 15-Jul 1670 2980 6100 1820 1810 1830 1700 1670 1440 16-Jul 1780 2980 6120 1830 1800 1790 1680 1650 1430 17-Jul 1730 3010 6160 1840 1810 1810 1680 1640 1420 17-Jul 1750 2700 5530 1870 1840 1850 1720 1690 1470 Average 1723 2745 5628 1844 1834 1846 1700 1667 1448 Std dev On 95% Confidence interval 31 147 302 26 21 29 26 31 20 % std dev 1.8 5.4 5.4 1.4 1.1 1.6 1.5 1.9 1.4 NOTE: No theoretical value given for values of Table 5 since standard made with non traceable gases
Table 5: High concentration DGA standard
These values are the only way to evaluate the precision and exactitude of a laboratory and demonstrate the performance achievable and the confidence in the results.

QUALITY ASSURANCE
Oil standards provide a convenient way of performing Quality Assurance (QA). Once the drift of the analytical system is established and tolerances for precision and accuracy defined, performing DGA analysis on a traceable standard provides invaluable information on the overall performance of the laboratory. Dissolved gas-in-oil standards are treated exactly as samples would be and each part of the quality system can be validated. By comparing all elements involved in processing a sample, from reception to final report of results the proof can be made that the laboratory is functioning properly and recommendations as well as action plans can be implemented as required. Furthermore, clients can be informed as to the validity of the laboratories procedures when their samples are treated. From the data observed at QA, a proper frequency of quality control (QC) can be established by monitoring the number of defects observed as well as where they occurred during QA.
QUALITY CONTROL
Using dissolved gas-in-oil standards as Quality control measure for DGA is an absolute. Once QA has established a verification frequency and specifications for the analysis procedure to be valid, the analysis of dissolved gas-in-oil standards in a systematic manner insures that, if the process fails the technicians will be made aware of the problem and immediate corrective measures can be undertaken. QC results can also be supplied to the client and help the laboratory to demonstrate the validity of its procedure as shown in Figure 2.
Lab Process Validation, DGA STD MC2
80828486889092949698
100
13-Feb-02 5-Mar-02 25-Mar-02 14-Apr-02 4-May-02 24-May-02 13-Jun-02 3-Jul-02
ppm
of g
as in
stan
dard
H2
CO
CH4
C2H4
C2H6
C2H2
Figure 2: Overall laboratory performance evaluations

TRAINING AND QUALIFYING PERSONNEL
ASTM method D3612 involves a large amount of technical training of the personnel that will perform the analysis. Attention to detail, as well as a good reproducibility of execution is required to obtain valid results in DGA. In order to train technicians and, instill confidence in the results that are produced, dissolved gas-in-oil standards are a great tool to have. It is not always apparent that an individual can perform within the laboratory’s specification, especially if the margin for variance is small. By having a technician perform several analyses on a gas-in-oil standard an objective evaluation can be achieved, and qualification on the method demonstrated then, authorization to perform on client samples can be given. By analyzing the results obtained during the qualification process, dissolved gas-in-oil standards combined to the use of traceable gas standards can help determine which step of the execution is problematic and corrections can rapidly be implemented.
TROUBLE SHOOTING Table 6 demonstrates how a dissolved gas-in-oil standard can be used as a trouble shooting tool. A dissolved gas-in-oil standard was prepared at the theoretical concentrations shown at the top of the table. A verification of the ability of different technicians to perform DGA using ASTM Method D3612A was examined. The first two analyses were within experimental error, but the third was different. It was, at first, dismissed since almost all the values were lower than expected; perhaps a bad injection. Another standard was run the following working day and the situation seemed to have resolved itself. About a week later, the same low values occurred, with acetylene being especially low. An investigation into the causes was undertaken. The technician admitted to shortening the extraction time to be more efficient, so we tested the methods robustness by performing analysis with varying degassing times, 5, 10 and 15 minutes. No difference was observed, but it was decided to have a minimum of 15 minutes of degassing time to ensure full degassing of the samples. Degassing time alone could not explain why a variation was observed, so the next day we decided to run several back to back standards, and see if the offset for acetylene was reproducible. The first showed the same offset, but the second was much closer to what was expected. This led us to believe that small quantities of acetylene were being retained in the degassing apparatus during extraction. The next day, we saturated the degassing apparatus using 2 ml of the calibration gas and then, analyzed a dissolved gas-in-oil standard. The results were normal for acetylene right away. We felt concerned that saturating the degassing apparatus may lead to cross contamination; so on the 11 of March, we decided to do a background check after the saturation step. A small quantity of all of the gases was present in the apparatus. We then processed the dissolved gas-in-oil standard, and results for acetylene were within limits. We verified if gases remained in the extraction apparatus after processing the standard, and we found low levels of most gases. We decided to flush out the degassing apparatus twice, by introducing clean oil in the degassing flask, prior to a background

check; this removed all trace of gases. We then analyzed a dissolved gas-in-oil standard to see if the acetylene would drop again after a zero background, it did not.
Ppm (v/v) H2 O2 N2 CO CH4 CO2 C2H4 C2H6 C2H2 % Gas Tec
Degassed oil <3 1380 2830 <5 <0.1 25 <0.1 <0.1 <0.1 0.42%
Theory 90.8 10904 38658 89.4 94.9 119 90.8 94 87.1 5.0228
22-Feb 86 11300 40600 88 95.6 129 90.5 92.2 84.6 5.26 B
25-Feb 87 11100 40100 89 96 121 89.5 90.9 85.9 5.19 R
28-Feb 87 11100 40000 88 93.8 118 86.8 88.3 72.5 5.19 J lab error why?
1-Mar 89 11100 40100 87 94.2 120 88.3 89.5 82.9 5.19 J
6-Mar 87 11000 39800 88 94.3 119 87.3 88.5 76.4 5.16 J lab error why?
6-Mar 88 11000 39800 88 94.9 120 89.2 90.3 84.5 5.16 J recheck 5 min
in apparatus
6-Mar 89 11100 40300 89 96.4 121 91.7 94 86.5 5.22 J recheck 10 min
in apparatus
6-Mar 90 10900 39900 90 95.1 120 90.8 92.8 85.4 5.16 J recheck 15 min in apparatus
7-Mar 90 11000 40000 89 95 117 88.4 89.9 78.5 5.17 J First standard
7-Mar 87 11000 39900 86 95.1 118 90.1 91.8 84.2 5.17 J Second standard
8-Mar 87 11200 40200 90 95.4 122 89.9 91.4 84.9 5.21 J after saturation
11-Mar <3 33000 62600 <5 1 409 0.2 0.3 0.4 9.6 B Background after
saturation 2 ml lab std
11-Mar 88 11200 40700 88 95.5 122 91.2 93.5 84.8 5.27 B First standard
11-Mar <3 33100 62400 <5 0.7 483 0.2 0.1 0.4 9.6 B Background after standard
11-Mar <3 32000 63600 <5 0.7 460 <0.1 <0.1 <0.1 9.6 B Background down to zero,
2 flushes
11-Mar 88 11400 41300 87 96.1 126 91.2 93.9 82 5.34 B standard after
background down to zero
11-Mar <3 34200 65600 <5 1 523 0.2 0.3 0.4 10.04 B Background
after flush one time after standard
12-Mar 87 11200 40500 91 97.1 124 90.9 93.5 83.4 5.25 B after saturation with lab std
13-Mar 85 11300 40700 88 96 125 91.8 94.5 84.3 5.28 B after saturation with lab std
14-Mar 88 11200 40700 90 96.9 121 91.5 93.7 84.1 5.27 B after saturation with lab std
15-Mar 87 11300 40800 88 97.2 124 91.9 93.9 85.9 5.29 B after saturation with lab std
22-Mar 90 11200 40200 90 95 123 89 90 83 5.21 B
29-Mar 90 11100 40300 90 96.4 123 92 94.1 86.8 5.22 J
5-Apr 89 11300 40800 91 97.2 128 91.1 92.6 85 5.28 Z
11-Apr 88 11200 40100 92 93.5 126 87.4 88.6 81.7 5.2
21-Jun 90 13300 47900 94 95.9 137 90.7 92.7 85.8 6.2 GAS BUBBLE IN SYRINGE
15-Aug 95 12600 44400 92 96 148 90.2 91.5 84.6 5.77
Ave 88.1 11163 40368 89.0 95.7 122.6 90.3 92.2 84.1 5.2
Std dev 1.4 130.0 395.9 1.6 1.0 3.3 1.4 1.8 1.9 0.1
% std dev 1.6 1.2 1.0 1.8 1.1 2.7 1.5 2.0 2.3 1.0 % from theory -3.0 2.4 4.4 -0.4 0.9 3.0 -0.5 -2.0 -3.4 4.1
Table 6: QC trouble shooting data
We proceeded to test if one instrument flush would be sufficient to remove all gases, it was not, and again low levels of most gases were observed. This led us to conclude that the apparatus had to be saturated with gas standard prior to the first morning analysis, flushing the instrument twice then doing the standard analysis and ending with two flushes prior to beginning sample analysis. This was done for the following 4 days and we obtained very good results.

Saturating the degassing apparatus with gas standard was a concern to us. If we continued to operate this way then a possibility of cross contamination with samples would always exist. Since we process several samples per day on the instruments, and that even if we would be loosing around 5% acetylene on the first sample of the day, which was considered acceptable since acetylene is rarely present in most samples, we decided to start processing the standards in the middle of the day. This allowed us to have a good reproducibility; gases in samples even though they did not contain acetylene would saturate the apparatus and allow for system verification to be reproducible as demonstrated by the last set of analysis of Table 6. REPLICATE TESTING Testing the same sample several times and evaluating precision and accuracy should be a major part of any good laboratory’s quality system. Often, laboratories have more than one instrument or analytical system and it is difficult to obtain large amounts of identical oil with known concentrations. At best, without the use of a standard, oil from a transformer can be tested, but this gives only indications as to the precision of the analysis. For example, if replicate testing was performed on oil from a transformer on 2 separate DGA systems and results had the same precision but different concentrations were obtained; it would be impossible to determine which system is accurate and which one should be fixed. By referring to a standard of known concentration then, the analytical instrument at fault can be easily determined and the problem corrected. ISO/IEC 17025:1999 QUALIFICATION In order to meet all the requirements and demonstrate that the laboratory is technically competent and able to generate technically valid results, only this ISO standard is valid. ISO 9001 and 9002 certification does not in itself demonstrate the laboratory’s competence to produce technically valid data and results. One major part of ISO/IEC 17025:1999 is calibration, section 5.6.2.1 which states that calibrations and measurements made by the laboratory must be traceable to the International System of Units. This means that using a dissolved gas-in-oil standard traceable to SI units is a major part of establishing measurement validity in establishing a proper Quality system for a laboratory (4). VALIDATION OF SAMPLE TRANSPORT, HANDLING AND STORAGE Often sample integrity during transportation or handling and storage is a concern to both the laboratory and the client. Today, syringes arrive at Laboratories by all types of transportation modes. They may have been subjected to agitation, varying atmospheric pressure, such as in airplanes, generalized rough handling during travel, cold or heat exposure, depending on the weather. The time that a sample spends in the syringe can also be variable; some Laboratories have turnaround times as long as one month during their peak season. All of these considerations must be taken into account when giving results to the client. By including a dissolved gas-in-oil standard with the shipment of samples and analyzing it upon return to the laboratory sample integrity can be evaluated.

Also, if the standard sits on the shelf for as long as the samples, then the laboratory can estimate the optimum turnaround time to process samples. VALIDATION OF A SECOND SOURCE FOR DGA There may be situations where an existing laboratory needs to outsource some of its gas analysis to a third party. Evaluating the precision and accuracy of another laboratory can be a difficult task. Quality may be measured by sending both a qualification round of standards, and then more may follow along with the samples. It is a very good way to ensure that the process is valid to begin with, and that the validity continues during the span of the relationship. We evaluated the routine performance of 6 laboratories by sending identical duplicate samples. Figure 3 and 4 show the results of this evaluation. As can be seen, certain laboratories would benefit from using a dissolved gas-in-oil standard. Furthermore, the selection of a subcontractor is made more objective because it is based on facts.
H2 results 6 labs
-20-10
010203040506070
1 2 3 4 5 6
Lab number
% v
aria
tions
% S
td d
ev%
from
MS
Figure 3: Replicate testing of H2 in transformer oil by 6 different Laboratories Figure 3 illustrates the results for duplicate testing by six Laboratories of dissolved gas-in-oil standards for hydrogen. These results demonstrate that 5 out of six Laboratories are precise for hydrogen, Laboratory 2 being at the limits of ASTM D3612 method specification.

When Figure 3 is examined to evaluate accuracy, only Laboratory 1 performs well; the worst again being Laboratory 2. As a general statement, all six laboratories are precise, but only one is accurate for hydrogen determination. Figure 4 shows very much the same tendency for acetylene determination. This time, Laboratories 2 and 3 were not accurate, with values being almost 50 % above the actual dissolved gas-in-oil standard.
C2H2 results 6 labs
-51535557595
115135155
1 2 3 4 5 6Lab number
mea
sure
% S
td D
ev%
from
MS
Figure 4: Replicate testing of acetylene in transformer oil by 6 different laboratories SAMPLE CONSERVATION STUDIES Results shown in Table 7 demonstrate the usefulness of dissolved gas-in-oil standards in evaluating the conservation of oil samples in high quality syringes. Six, medical grade, serialized, matched barrel and piston syringes obtained from Popper and Sons, NY were filled with a dissolved gas-in-oil standard on February 7th. The syringes were then placed in cardboard boxes and left where samples are normally kept. Analyses were performed at weekly time intervals. Table 7 shows that samples can be kept in the high quality syringes for over one month without detrimental effects on the gas concentration. The last syringe was kept for over five months and then analyzed. The results show a decrease in concentration of most

gases, and surprisingly enough, these results would still be in specification for method D3612 (1) even after five months. Absolute values for N2, CO2 and O2 should not be considered because the contribution of these gases was not added to the standard amount. This type of work could also be used to validate a change in the syringe manufacturer or supplier, simply by monitoring if syringes are able to maintain the integrity of the standard from one source to another.
H2 O2 N2 CO CH4 CO2 C2H4 C2H6 C2H2 Theory 98.5 10334 38874 97 103 102 98.5 102 94.5 7-Feb 102 13200 47600 100 103 149 96.5 98.1 89.5 14-Feb 97 12100 42800 95 106 137 96.6 97 91.2 21-Feb 99 11800 42500 90 102 131 92.4 92.9 87.6 22-Feb 103 12300 42700 97 105 141 96.4 96.6 92.2 15-Mar 100 13900 49500 100 108 156 101 103 95.2 12-Jul 84 12800 43800 90 98.3 168 92.3 93.9 87.5 AVERAGE 100.2 12660.0 45020.0 96.4 104.8 142.8 96.6 97.5 91.1 STD DEV 2.4 867.8 3293.5 4.2 2.4 9.9 3.0 3.6 2.9 %STD DEV 2.4 6.9 7.3 4.3 2.3 6.9 3.2 3.7 3.1 % OFF 1.7 22.5 15.8 -0.6 1.7 40.0 -1.9 -4.4 -3.6
Table 7: Conservation of dissolved gas-in-oil standards in glass syringes
ROUND ROBINS Standardization of results for companies with several labs can be a great challenge as well as comparing independent labs together. When DGA standards are used in a round robin situation, laboratories can compare themselves with one another and improve on the quality of their results. VALIDATION OF NEW INSTRUMENTATION AND NEW TECHNIQUES When a new technique arrives on the market or a new instrument, whether it is a field portable or a laboratory bench top instrument, questions are always asked as to its validity. Dissolved gas-in-oil standards provide a simple precise way of determining the veracity of all claims made. Standards can be prepared and results analyzed before adopting new techniques. For new instrumentation, standards can be used to validate the manufacturer’s claims of precision and accuracy in the same was as for a laboratory. AUTOMATION VALIDATION To save labor costs, several laboratories have opted for automated procedures allowable by ASTM D3612. These automatic instruments can process samples without human supervision, 24 hours per day, 7 days a week. In such cases, QC/QA systems are critical to insuring quality of results. Anyone who has ever used a robot knows that they are especially good at repeating the same mistake over and over again without question. The most recommended way to QC/QA these automated methods is to process dissolved gas-in-oil standards between samples at defined sample interval and, evaluate precision and accuracy based on the known stability of the system. If this is not done, then all of the

results produced between analysis of 2 standards, which do not fall within agreed specifications, will be questionable. There can be great time and money savings in being able to determine where the problem occurred and what was the magnitude and impact of the problem on the different sample measurements. SPOT CHECKS OF CONTRACT LABORATORIES Dissolved gas-in-oil standards may be used to check contract laboratories for performance. Table 8 shows the performance of a laboratory which was sent two standards at varying concentrations. It is obvious that this lab has a severe accuracy problem. It seems to be a systematic offset probably due to poor calibration or wrong calculations. In any case, these analyses do not fall within acceptable ASTM standards. H2 O2 N2 CO CH4 CO2 C2H4 C2H6 C2H2 Standard concentration 20 14143 46141 20 20 91 20 20 19 Contract Lab result 28 23947 71821 27 29 174 29 30 33 % difference 28 41 36 26 30 48 33 33 42 Standard concentration 70 21100 70162 70 73 148 72 74 68 Contract Lab result 117 25875 76345 104 116 233 110 119 118 % difference 40 18 8 33 37 37 34 38 43
Table 8: QC verification of contract laboratory
This gives the laboratory client tools to insure that the results are according to agreed specifications. DGA users need to know the accuracy of their DGA results in order to calculate the reliability and accuracy of their DGA diagnoses (3). Preventive maintenance/System repair validation Instrumentation maintenance and breakdown is a fact of life in all laboratories. When the QC process indicates that results are outside the established specifications and the instrument must be repaired, it is usually put out of commission repaired and tested prior to use. For all 3 methods of ASTM D3612, dissolved gas-in-oil standards should be used to commission the instrument after maintenance or repair of the gas extraction component. By analyzing standards of known concentration the system can be validated. If this is not done, the laboratory cannot demonstrate the accuracy of its results. CONCLUSION • The use of traceable dissolved gas-in-oil standards should be considered as one of the
most important laboratory tools to demonstrate competency to perform ASTM D3612.
• Transformer diagnostic specialists should seek out laboratories that can unequivocally demonstrate the precision and accuracy of their data, i.e., laboratories that use traceable dissolved gas-in-oil standards.
• As dissolved gas-in-oil standards become prevalent, more and more clients will see the need to base their quality evaluation on the precision and accuracy of the laboratory.

• The end result will be that transformer owners will have better overall control on their equipments and that the correct decisions will be made based on precise and accurate laboratory work.
References:
(1). ASTM Method D3612, “Analysis of Gases Dissolved in Electrical Insulating Oils by Gas Chromatography”, Annual Book of ASTM Standards, American Society for Testing and Materials”, Philadelphia. 2003.
(2). M.Duval, “Transformer Gas Analysis: It can Save your Transformer”, IEEE Electrical Insulation Magazine, Vol.5, No.6, Nov/Dec. 1989 (Figure 10).
(3). M.Duval and J.Dukarm, “Improving the Reliability of Transformer Gas-in-Oil Diagnosis”, submitted for publication in the IEEE Electrical Insulation Magazine (private communication).
(4). International Standard ISO/IEC 17025, General requirements for the competence of testing and calibration laboratories, first edition ,1999-12-15.
![[Mary Cyr] Performing Baroque Music](https://static.fdocuments.us/doc/165x107/55cf9e00550346d033b03d31/mary-cyr-performing-baroque-music.jpg)















![[Mary Cyr] Performing Baroque Music(Bookos.org)](https://static.fdocuments.us/doc/165x107/55cf9e00550346d033b03d10/mary-cyr-performing-baroque-musicbookosorg.jpg)