DFA of a Stapler (Project)

of 30
-
Upload
aleem-ullah -
Category
Documents
-
view
236 -
download
2
Transcript of DFA of a Stapler (Project)
-
7/31/2019 DFA of a Stapler (Project)
1/30
DFA of Max Co. Vaimo HD-11FL Stapler
Group Members
Aleem Ullah
Adamu Bashir Gidado
Just because you can make something doesnt mean you can manufacture it
Design for Manufacture& Assembly
Prof: Dr. Ariffin Bin Abdul
Razak
FKM UTM, JB
-
7/31/2019 DFA of a Stapler (Project)
2/30
-
7/31/2019 DFA of a Stapler (Project)
3/30
Objectives
To study the original product design based on
DFA concept.
To make improvements in the original design
in terms of cost, assembly time, fastening
methods, and number of components.
To determine design efficiency of the product
for original and new design.
-
7/31/2019 DFA of a Stapler (Project)
4/30
A stapler is a mechanical device that joins sheets of
paper or similar material by driving a thin metal
staple through the sheets and folding the ends.
Staplers are widely used in government, business,
offices, and schools.
Product to be Studied:
In this project DFA will be carried out on Japanese
made Max Co. Vaimo HD-11FL Stapler stapler. It
enables stapling 2 to 35 sheets (80gsm Paper) with
ease using a single hand. Unique twin levermechanism cuts stapling effort by 50%, its
Compact and ergonomic styling provides
comfortable stapling.
-
7/31/2019 DFA of a Stapler (Project)
5/30
Product Description:
Old Design:
Total No. of Parts = 35Total No. of Different Parts = 33
New Design:
Total No. of Parts = 19Total No. of Different Parts = 19
No. Image Part Name Function Material
1 Metallic Base
Houses the anvil,
metallic base
spring & anvil
plastic support
Steel
2Anvil Plastic
Support
Supports the
anvil on the
metallic base
Plastic
-
7/31/2019 DFA of a Stapler (Project)
6/30
No. Image Part Name Function Material
3 AnvilBends the staples to
the desired shapeSteel
4 Anvil Spring
Provides damping
motion to the
anvil/anvil plastic
support
Steel
5Metallic Base
Spring
Retrieves bottom
staple guide once the
stapling force is
released
Steel
Product Description: Cont.
-
7/31/2019 DFA of a Stapler (Project)
7/30
No. Image Part Name Function Material
6Bottom Staple
Guide
Houses and forwards
the stapes towards
the hammering
position
Steel
7 Pusher RodGuides the pusher
headSteel
8 Pusher Head
Pushes the hammer
towards hammering
location
Plastic
Product Description: Cont.
-
7/31/2019 DFA of a Stapler (Project)
8/30
No. Image Part Name Function Material
9Pusher Head
Retriever
Aids in retrieving the
pusher head for
loading/unloading of
staples
Plastic
10 Pusher Spring
Provides the force to
the pusher head to
push the staples
Steel
11Pusher Rod
Cap
Provides the need for
a critical force before
staples are ejected
from the hammering
position
Steel
Product Description: Cont.
-
7/31/2019 DFA of a Stapler (Project)
9/30
No. Image Part Name Function Material
12 Lower Pin
Connects the bottom
staple guide to the
metallic base. Also
provides a relative
motion between them.
Steel
13 Upper Arm
Encompasses the
hammer. Presses the
upper staple guide.
Steel
14 Rear Pin
Connects the metallic
base, bottom staple
guide and the upper
arm. Allows a relative
motion between the
three major parts.
Steel
Product Description: Cont.
-
7/31/2019 DFA of a Stapler (Project)
10/30
No. Image Part Name Function Material
15Upper Staple
Guide
Prevents the
staples/pusher head
from ejection from
the bottom staple
guide.
Steel
16Upper Arm
Casing
It encloses the upper
arm. Allows the top
plastic casing to snap
fit to it.
Steel
17 Upper Pin
It connects the upper
arm to the upper arm
casing
Steel
Product Description: Cont.
-
7/31/2019 DFA of a Stapler (Project)
11/30
No. Image Part Name Function Material
18Top Plastic
Casing
Covers the upper armcasing. Prevents the
upper pin from falling
out. Provides good
comfort & aesthetic
value.
Plastic
19Bottom
Plastic Casing
Supports the anvil.
Covers the metallic
base. Provides good
comfort & aesthetic
value.
Plastic
Product Description: Cont.
-
7/31/2019 DFA of a Stapler (Project)
12/30
Assembly Sequence: (Old Design)
-
7/31/2019 DFA of a Stapler (Project)
13/30
Main Body
Metallic Base
Rear PinMetallic Base
SpringBottom Plastic
CasingAnvil Upper
Plastic Support
Anvil UpperPlastic Spring
Anvil Lower
Plastic Support
Anvil LowerPlastic Support
Spring
Small Plastic Clip
Anvil SpringAnvil Spring
GuideAnvil
Bottom Staple
Guide Casing
Staple Guide
Joining SpringPlastic Guide Slide Guide
Pusher Head
Pusher Rod
Large Pusher
Spring
Small PusherSpring
Pusher Slides
Pusher Rod Cap
Pusher Head
Retriever
Lower Pin
Upper Arm
Upper StapleGuide
Actuator
Upper LeafSpring
Upper Arm
Casing
Upper Pin
UAC CoverSpring
Upper ArmCasing Cover
Top PlasticCasing
Product Tree Structure: (Old)
Parts Eliminated/Integrated into others
-
7/31/2019 DFA of a Stapler (Project)
14/30
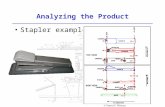
DFA Worksheet: (Old)
Part#
No.oftimestheoperationis
carriedoutconsequently
Two-Digitmanualhandling
code
Ma
nualHandlingtimeper
part
Two-digitmanualinsertion
code
Ma
nualinsertiontimeper
part
Operationtime(sec)
(2)x[(4)+(6)]
Operationcost
0.0
01499x(7)
F
iguresfortheoretical
min
imum
partsestimation
Name Of Assembly
1 1 30 1.95 00 1.5 3.45 0.0052 1 Metallic Base
2 1 30 1.95 30 2 3.95 0.0059 0 Anvil Lower Plastic Support
3 1 40 3.6 30 2 5.6 0.0084 0 Anvil Lower Plastic Support Spring
4 1 01 1.43 00 1.5 2.93 0.0044 0 Anvil Upper Plastic Support Spring
5 1 30 1.95 30 2 3.95 0.0059 1 Anvil Upper Plastic Support
6 1 20 1.8 06 5.5 7.3 0.0109 1 Anvil
7 1 03 1.69 06 5.5 7.19 0.0108 0 Anvil Spring
Unchanged Modified Eliminated
-
7/31/2019 DFA of a Stapler (Project)
15/30
8 1 31 2.25 00 1.5 3.75 0.0056 0 Anvil Spring Guide
9 1 31 2.25 30 2 4.25 0.0064 0 Small Plastic Clip
10 1 00 1.13 00 1.5 2.63 0.0039 1 Metallic Base Spring
11 1 30 1.95 00 1.5 3.45 0.0052 1 Bottom Staple Guide Casing
12 1 30 1.95 00 1.5 3.45 0.0052 0 Bottom Staple Slide Guide
13 1 40 3.6 30 2 5.6 0.0084 0 Staple Guide/Casing Joining Spring
14 1 30 1.95 30 2 3.95 0.0059 0 Plastic Support For Metallic Base Spring
15 1 03 1.69 00 1.5 3.19 0.0048 1 Pusher Rod
16 1 30 1.95 00 1.5 2.925 0.0044 1 Pusher Head
17 1 13 2.06 30 2 4.06 0.0061 1 Pusher Head Retriever
18 1 00 1.13 00 1.5 2.63 0.0039 0 Small Pusher Spring
19 1 00 1.13 00 1.5 2.63 0.0039 0 Large Pusher Spring
20 2 72 5.85 08 6.5 24.7 0.037 0 Pusher Head Slides
21 2 30 1.95 31 5 13.9 0.0208 0 Pusher Rod Caps
22 1 03 1.69 31 5 6.69 0.0100 0 Lower Pin
DFA Worksheet: (Old) Cont.
-
7/31/2019 DFA of a Stapler (Project)
16/30
23 1 30 1.95 06 5.5 7.45 0.0112 1 Upper Arm
24 1 30 1.95 35 5 6.95 0.0104 0 Upper leaf spring
25 1 00 1.13 30 2 3.13 0.0047 1 Rear Pin
26 1 30 1.95 00 1.5 3.45 0.0052 0 Actuator
27 1 30 1.95 30 2 3.95 0.0059 1 Upper staple Guide
28 1 30 1.95 30 2 3.95 0.0059 1 Upper arm casing
29 1 00 1.13 30 2 3.13 0.0046 0 Upper pin
30 1 33 2.51 30 2 4.51 0.0068 0 UAC Cover Spring
31 1 30 1.95 00 1.5 3.45 0.0052 0 Upper Arm Casing Cover
32 1 30 1.95 30 2 3.95 0.0142 0 Top plastic casing
33 1 30 1.95 30 2 3.95 0.0142 0 Bottom plastic casing
170.045 0.2571 12 Design efficiency=21.17%
Design Efficiency = 3 x NM/TM
DFA Worksheet: (Old) Cont.
Labor Rate = 950/(22x8x60x60) = 0.001499 RM Per Second
Our Assembly Time: (387 + 411+ 398)/3 = 398.6 Sec
-
7/31/2019 DFA of a Stapler (Project)
17/30
1. Combination of the 4 parts of bottom staple guide to one
Difficult to assemble the spring
Assembly time for the 4 parts:
3.45+3.45+3.95+5.6= 16.45 sec
Combine the 4 parts to make 1 part
Assembly time for the new bottom
staple guide: 3.45sec
(Time reduced = 13 sec)
(Cost Cut=0.0195 RM)
Design Improvements:
Weakness: Solution:
-
7/31/2019 DFA of a Stapler (Project)
18/30
2. Modifying the anvil upper plastic support while eliminating the anvil lower plastic supportWeakness:Long handling/assembly time
Assembly time for the 5 components:3.95 + 3.95+5.6+2.93+4.25 = 20.68 sec
Solution:Combine the upper plastic with the lowerplastic support
Assembly time for the new anvil plasticsupport: 3.95 sec
(Time reduced = 16.72 sec)
(Cost Cut=0.0251 RM)
Design Improvements:
-
7/31/2019 DFA of a Stapler (Project)
19/30
3. Combining the upper arm with the upper leaf spring and hammer head
Requires riveting which is time
consuming
Assembly time for the three parts:
7.45+6.95+3.45= 17.85 sec
Combine to form a single component
Assembly time for the new upper arm:
7.45sec
(Time reduced = 10.4 sec)
(Cost Cut=0.0156 RM)
Weakness: Solution:
Design Improvements:
-
7/31/2019 DFA of a Stapler (Project)
20/30
4. Eliminating 1 pusher spring
1. One spring must be inserted in the
other spring
2. Time consuming
Assembly time for the two springs:
2.63+2.63= 5.26 sec
Use only one spring
Assembly time: 2.63 sec
(Time reduced = 2.63 sec)
(Cost Cut=0.0039 RM)
Weakness: Solution:
Design Improvements:
-
7/31/2019 DFA of a Stapler (Project)
21/30
1. One of the pusher rod caps is
inserted in the other
2. Time consuming
Assembly time for the two pusher rod
caps: 13.9 sec
Use only one pusher rod cap
Assembly time for the pusher rod cap:
6.95 sec
(Cost Cut=6.95 RM)
Weakness: Solution:
5. Eliminating 1 pusher rod cap.
Design Improvements:
-
7/31/2019 DFA of a Stapler (Project)
22/30
6. Combining the pusher head with the pusher slides
Inserting the pusher slides is time
consuming and difficult.
Assembly time of the three parts
above: 12.35+12.35+2.925= 27.625 sec
Combine the pusher head with the
pusher slides
Assembly time of the new pusher head:
2.925 sec
(Time reduced = 24.7 sec)
(Cost Cut=0.037 RM)
Weakness: Solution:
Design Improvements:
-
7/31/2019 DFA of a Stapler (Project)
23/30
7. Modification of the metallic base
The anvil spring passes through a
hole in the metallic base. So, it
requires holding during subsequent
operation
Assembly time for the 3 parts above:
3.45+7.19+3.75= 14.39 sec
Provide a support for the anvil spring
and eliminate the anvil spring guide
Change the anvil spring with a bigger
diameter spring
Assembly time for the new anvil spring
and metallic base: 3.45+2.63= 6.08 sec
(Time reduced = 8.31 sec)
(Cost Cut=0.0124 RM)
Weakness: Solution:
Design Improvements:
-
7/31/2019 DFA of a Stapler (Project)
24/30
8. Combining the top plastic casing with the UAC cover
Assembly of UAC cover is time
consuming and sensitive.
Assembly time for the 3 components
above: 3.95+3.45+4.15= 11.55 sec
Combine the top plastic casing with theUAC cover and eliminate the UAC coverspring
Assembly time for the new top plasticcasing: 3.95 sec
(Time reduced = 7.6 sec)
(Cost Cut=0.0114 RM)
Weakness: Solution:
Design Improvements:
-
7/31/2019 DFA of a Stapler (Project)
25/30
Main Body
Metallic Base
Bottom PlasticCasing
Rear Pin
Metallic Base Spring
Anvil PlasticSupport
Anvil
Anvil Spring
Bottom StapleGuide
Pusher Head
Pusher Rod
Pusher Spring
Pusher Rod Cap
Pusher HeadRetriever
Lower Pin
Upper Arm
Upper Staple Guide
Upper ArmCasing
Upper Pin
Top Plastic Casing
Product Tree Structure: (New)
-
7/31/2019 DFA of a Stapler (Project)
26/30
DFA Worksheet: (New)
Part#
No.
oftimestheoperationis
carriedoutconsequent
ly
Two-Digitmanualhandling
code
ManualHandlingtimeper
part
Two-digitmanualinsertion
code
Manualinsertiontimeper
part
Operationtime(sec)
(2)x[(4)+(6)]
Operationcost
0.0
01499x(7)
Figuresfortheoreticalminimum
partsestimation
Name Of Assembly
1 1 30 1.95 00 1.5 3.45 0.0052 1 Metallic Base
2 1 30 1.95 30 2 3.95 0.0059 1 Anvil Plastic Support
3 1 20 1.8 00 1.5 3.30 0.0049 1 Anvil
4 1 00 1.13 00 1.5 2.63 0.0039 0 Anvil Spring
5 1 00 1.13 00 1.5 2.63 0.0039 1 Metallic Base Spring
6 1 30 1.95 00 1.5 3.45 0.0052 1 Bottom Staple Guide
7 1 03 1.69 00 1.5 3.19 0.0048 1 Pusher Rod
-
7/31/2019 DFA of a Stapler (Project)
27/30
8 1 30 1.95 00 1.5 2.925 0.0044 1 Pusher Head
9 1 13 2.06 30 2 4.06 0.0061 1 Pusher Head Retriever
10 1 00 1.13 00 1.5 2.63 0.0039 0 Large Pusher Spring
11 1 30 1.95 31 5 6.95 0.0104 0 Pusher Rod Caps
12 1 03 1.69 31 5 6.69 0.0100 0 Lower Pin
13 1 30 1.95 06 5.5 7.45 0.0112 1 Upper Arm
14 1 00 1.13 30 2 3.13 0.0047 1 Rear Pin
15 1 30 1.95 30 2 3.95 0.0059 1 Upper staple Guide
16 1 30 1.95 30 2 3.95 0.0059 1 Upper arm casing
17 1 00 1.13 30 2 3.13 0.0046 0 Upper pin
18 1 30 1.95 30 2 3.95 0.0059 0 Top plastic casing
19 1 30 1.95 30 2 3.95 0.0059 0 Bottom plastic casing
75.365 0.1068 12 Design efficiency=47.8%
Design Efficiency = 3 x NM/TM
DFA Worksheet: (New) Cont.
Labor Rate = 950/(22x8x60x60) = 0.001499 RM Per Second
-
7/31/2019 DFA of a Stapler (Project)
28/30
Comparison Between Old & New Design:
Old Design New Design Improvement
No. of Different
Components33 19 42.4% Reduction
Assembly Time 170.045 Sec 75.365 55.7% Reduction
Assembly Cost 0.2571 0.1068 58.5% Reduction
Design Efficiency 21.17% 47.8%Increased By
26.6%(125.8% Improvement)
Assembly Levels 3 2 33% Improvement
Labor Rate = 950 RM Per Month OR 0.001499 RM Per Second
-
7/31/2019 DFA of a Stapler (Project)
29/30
Conclusion:
From DFA method, we reduced the number of
parts, assembly time and cost by Boothroyd-
Dewhurst method.
We eliminated certain springs, while keeping
their functionality. Parts were redesigned to
integrate other parts hence reducing the total
number of parts, and improve ease of assemblyand its cost. 4 major and 4 minor improvements
were made.
-
7/31/2019 DFA of a Stapler (Project)
30/30
Thank You !