Development of Finite Element-based Models for Defect ...
196
University of Calgary PRISM: University of Calgary's Digital Repository Graduate Studies The Vault: Electronic Theses and Dissertations 2020-07-16 Development of Finite Element-based Models for Defect Assessment on Pipelines Sun, Jialin Sun, J. (2020). Development of Finite Element-based Models for Defect Assessment on Pipelines (Unpublished doctoral thesis). University of Calgary, Calgary, AB. http://hdl.handle.net/1880/112305 doctoral thesis University of Calgary graduate students retain copyright ownership and moral rights for their thesis. You may use this material in any way that is permitted by the Copyright Act or through licensing that has been assigned to the document. For uses that are not allowable under copyright legislation or licensing, you are required to seek permission. Downloaded from PRISM: https://prism.ucalgary.ca
Transcript of Development of Finite Element-based Models for Defect ...

University of Calgary
PRISM: University of Calgary's Digital Repository
Graduate Studies The Vault: Electronic Theses and Dissertations
2020-07-16
Development of Finite Element-based Models for
Defect Assessment on Pipelines
Sun, Jialin
Sun, J. (2020). Development of Finite Element-based Models for Defect Assessment on Pipelines
(Unpublished doctoral thesis). University of Calgary, Calgary, AB.
http://hdl.handle.net/1880/112305
doctoral thesis
University of Calgary graduate students retain copyright ownership and moral rights for their
thesis. You may use this material in any way that is permitted by the Copyright Act or through
licensing that has been assigned to the document. For uses that are not allowable under
copyright legislation or licensing, you are required to seek permission.
Downloaded from PRISM: https://prism.ucalgary.ca

UNIVERSITY OF CALGARY
Development of Finite Element-based Models for Defect Assessment on Pipelines
by
Jialin Sun
A THESIS
SUBMITTED TO THE FACULTY OF GRADUATE STUDIES
IN PARTIAL FULFILMENT OF THE REQUIREMENTS FOR THE
DEGREE OF DOCTOR OF PHILOSOPHY
GRADUATE PROGRAM IN MECHANICAL AND MANUFACTURING ENGINEERING
CALGARY, ALBERTA
JULY, 2020
© Jialin Sun 2020

ii
Abstract
Pipelines have been the most effective and efficient method for transportation of oil and
gas from production sites to their markets and end users. Assessment of corrosion defects and their
effect on pipeline integrity are critical to the safe operation of pipeline systems. Although
numerous efforts have been made on defect assessment, there are still significant rooms for
research and development in assessment of the interaction of multiple features on pipelines.
In this work, finite element (FE) based models were developed to assess API X46, X60
and X80 steel pipelines containing multiple corrosion defects, which were either longitudinally
aligned, circumferentially aligned or overlapped with each other. The defect size and the grade of
pipeline steels were considered to evaluate the interaction between adjacent defects. The critical
spacing between the defects with various orientations was determined, enabling assessment
whether an interaction existed to affect the failure pressure of the pipeline.
FE models enabling predictions of the failure pressure of pipelines containing a dent
associated with a corrosion defect were also developed. In addition, a failure pressure-based
criterion to properly assess the interaction of the dent and its adjacent corrosion feature was
established.
The mutual interaction between the adjacent corrosion defects affects not only the local
stress and distribution, but also the electrochemical corrosion rate, due to the so-called mechano-
electrochemical (M-E) effect. Due to the existence of the M-E effect, a new criterion is proposed
to determine whether the mutual interaction exists between the adjacent corrosion defects, i.e., on
the ratio of the anodic current density at the defect adjacency to that of the non-corrosion region
on the pipe body.

iii
Acknowledgements
My deep gratitude goes first to my supervisor, Professor Frank Cheng, who expertly guided
me through my PhD program. His unwavering enthusiasm for science and engineering kept me
constantly engaged with my research.
My appreciation also extends to my laboratory colleagues, Ke Yin, Drs. Yao Yang, Shan
Qian, Qiang Li, and those whose names cannot all be listed here, for their help and support in this
work.
Thanks also go to my friends for helping me survive all the stress these past three years
and Covid-19. Especially, I appreciate Mr. Chad Ford, who has inspired, helped and challenged
me to become a better version of myself. Also, Dr. Ken Fox’s mentoring and encouragement has
been tremendously valuable.
Above ground, I am forever grateful, indebted to my family. Words cannot express my
respect and love for them. They are my superheroes. Finally, I want to thank myself for devoting
almost all the 5 a.m. mornings into this PhD research work.

iv
Dedication
To my beloved mother and grandparents,
who constantly pushed me to study harder when I was a child

v
Table of Contents
Abstract ............................................................................................................................... ii Acknowledgements ............................................................................................................ iii
Dedication .......................................................................................................................... iv Table of Contents .................................................................................................................v List of Tables ................................................................................................................... viii List of Figures and Illustrations ......................................................................................... ix List of Symbols, Abbreviations and Nomenclature ...........................................................xv
CHAPTER ONE: INTRODUCTION ..................................................................................1
1.1 Research background .................................................................................................1 1.2 Research objectives ....................................................................................................3
1.3 Content of thesis ........................................................................................................3
CHAPTER TWO: LITERATURE REVIEW ......................................................................6 2.1 Overview of pipeline corrosion .................................................................................6 2.2 Single corrosion defect ..............................................................................................8
2.2.1 Industry Standards for failure pressure predictions of pipelines containing a single
corrosion defect ..................................................................................................8
2.2.2 Failure pressure prediction by finite element modeling ..................................13 2.2.3 M-E effect ........................................................................................................14 2.2.4 Other studies ....................................................................................................15
2.3 Multiple corrosion defect .........................................................................................16
2.3.1 Overview of multiple corrosion defects ..........................................................16 2.3.2 Interaction rules ...............................................................................................17 2.3.3 Failure pressure prediction for multiple corrosion defects ..............................19
2.3.4 M-E effect ........................................................................................................20 2.4 Dent of pipeline .......................................................................................................20
2.4.1 Plain dents .......................................................................................................21
2.4.2 Dents containing other stress risers .................................................................22 2.4.3 Dents interacting with the adjacent stress risers ..............................................22
CHAPTER THREE: RESEARCH METHODOLOGY ....................................................24 3.1 FE models for failure pressure prediction of pipelines containing multiple corrosion
defects ....................................................................................................................24
3.1.1 Initial and boundary conditions .......................................................................24 3.1.2 Properties of pipeline steels and the failure criterion of pipelines ..................26
3.1.3 Validation of FE modeling results ...................................................................27 3.1.4 FE modeling of longitudinally and circumferentially aligned, as well as
overlapped corrosion defects ...........................................................................30 3.2 FE models for simulation and prediction of the M-E effect at multiple corrosion
defects ....................................................................................................................32
3.2.1 Initial and boundary conditions .......................................................................32 3.2.2 Properties of pipeline steels and electrochemical corrosion parameters .........36

vi
3.2.3 Effect of stress on electrode potential .............................................................39 3.2.4 Comparison of 3D modeling results with the theoretical calculations ............40
3.3 FE models for failure pressure prediction of pipelines containing a corrosion defect
associated with a dent ............................................................................................41
3.3.1 Initial and boundary conditions .......................................................................41 3.3.2 Properties of pipeline steels .............................................................................45 3.3.3 Mesh density analysis ......................................................................................45
CHAPTER FOUR: MODELING OF THE INTERACTION OF MULTIPLE CORROSION
DEFECTS AND ITS EFFECT ON FAILURE PRESSURE OF PIPELINES .........47
4.1 Interaction of longitudinally and circumferentially aligned corrosion defects on
pipelines .................................................................................................................47 4.2 Interaction of overlapped corrosion defects on pipelines ........................................51
4.3 Quantification of interaction of multiple corrosion defects on pipelines ................60
4.4 Summary ..................................................................................................................61
CHAPTER FIVE: MODELING OF MECHANO-ELECTROCHEMICAL INTERACTION
OF MULTIPLE LONGITUDINALLY ALIGNED CORROSION DEFECTS ON
OIL/GAS PIPELINES ..............................................................................................63 5.1 2-D modeling of the M-E effect between corrosion defects on pipelines under axial
stress in NS4 solution.............................................................................................63 5.2 3-D modeling of the M-E effect between corrosion defects on pressurized pipelines in
NS4 solution...........................................................................................................67
5.3 Effect of defect length on M-E effect of corrosion defects .....................................75
5.4 Maximum spacing between corrosion defects for their mutual interaction .............78 5.5 M-E effect of adjacent corrosion defects on pipelines ............................................81 5.6 Summary ..................................................................................................................83
CHAPTER SIX: INVESTIGATION BY NUMERICAL MODELING OF THE MECHANO-
ELECTROCHEMICAL INTERACTION OF CIRCUMFERENTIALLY ALIGNED
CORROSION DEFECTS ON PIPELINES ..............................................................84
6.1 Modeling of stress distribution at circumferentially aligned corrosion defects on
pipelines .................................................................................................................84 6.2 Modeling of corrosion potential at circumferentially aligned corrosion defects on
pipelines .................................................................................................................88 6.3 Modeling of anodic current density at circumferentially aligned corrosion defects on
pipelines .................................................................................................................92 6.4 Analysis of stress, corrosion potential and anodic current density at circumferentially
aligned corrosion defects on pipelines ...................................................................96 6.5 Maximum circumferential spacing of corrosion defects enabling mutual interaction99 6.6 Summary ................................................................................................................104
CHAPTER SEVEN: MODELING OF THE MECHANO-ELECTROCHEMICAL
INTERACTION BETWEEN ADJACENT CIRCUMFERENTIAL CORROSION
DEFECTS ON PIPELINES UNDER AXIAL TENSILE STRESSES...................106 7.1 Modelling of stress distribution at circumferentially aligned corrosion defects ...106

vii
7.2 Modelling of corrosion potential at circumferentially aligned corrosion defects ..110 7.3 Modelling of anodic current density at circumferentially aligned corrosion defects114 7.4 Distributions of von Mises stress, corrosion potential and anodic current density across
the corrosion defects under varied axial tensile stresses ......................................117
7.5 Maximum circumferential spacing enabling interaction between corrosion defects on
pipelines ...............................................................................................................119 7.6 Summary ................................................................................................................124
CHAPTER EIGHT: MODELING OF MECHANO-ELECTROCHEMICAL
INTERACTION AT OVERLAPPED CORROSION DEFECTS AND THE
IMPLICATION ON PIPELINE FAILURE PREDICTION ...................................126
8.1 Modelling of stress and anodic current density at the overlapped corrosion defects
under varied internal pressures ............................................................................126
8.2 Modelling of stress and anodic current density distributions at the overlapped corrosion
defects with varied lengths of the top layer defect ..............................................130 8.3 Modelling of stress and anodic current density distributions at the overlapped corrosion
defects with varied lengths of the bottom layer defect ........................................134
8.4 Modelling of stress and anodic current density distributions at the overlapped corrosion
defects with varied defect depths .........................................................................138
8.5 Effect of defect length on M-E effect at the overlapped corrosion defects ...........143 8.6 Implications on pipeline integrity in the presence of overlapped corrosion defects146 8.7 Summary ................................................................................................................147
CHAPTER NINE: ASSESSMENT OF A DENT INTERACTING WITH CORROSION
FEATURE ON PIPELINES BY FINITE ELEMENT MODELING .....................149 9.1 Quantification of interaction of multiple corrosion defects on pipelines ..............149 9.2 Effect of dent-corrosion feature spacing on pipeline failure .................................151
9.3 Dent-corrosion feature interaction identification rule ...........................................152 9.4 Effect of corrosion depth .......................................................................................154
9.5 Effect of corrosion length ......................................................................................155
9.6 Effect of dent depth ................................................................................................157 9.7 Summary ................................................................................................................158
CHAPTER TEN: CONCLUSIONS AND RECOMMENDATIONS .............................159 10.1 Conclusions ..........................................................................................................159 10.2 Recommendations ................................................................................................162
RESEARCH PUBLICATIONS IN PEER-REVIEWED JOURNALS ...........................163
REFERENCES ................................................................................................................164

viii
List of Tables
Table 3.1. Properties and relevant parameters of three grades of pipeline steel. .......................... 27
Table 3.2. Geometry of corrosion defects present on pipelines published in Benjiamin’s work
[125] ...................................................................................................................................... 28
Table 3.3. Failure pressures of X80 steel pipeline containing different types of corrosion
defects, which are schematically shown in Table 3.2, determined by FE modeling in this
work (PFEM), as a comparison with the testing results (PE) [68]. ......................................... 29
Table 3.4. The initial electrochemical parameters for FE simulation derived from [20] ............. 38
Table 3.5. First principal stress (MPa) and anodic current density (μA/cm2) of X46 steel pipe
in a near neutral solution under various internal pressure determined by FE modeling in
this work, as a comparison with the theoretical calculations. ............................................... 41
Table 4.1. Failure pressures (MPa) of pipelines containing the overlapped corrosion defects
with L1 of 19.8 mm, various d1 and the d2/d1 ratios for X46, X60 and X80 steels. .............. 53
Table 4.2. Absolute values of slope (K) of the fitted lines in Figs.4.4 – 4.6 for X46, X60 and
X80 steels with L1 19.8 mm and L2 9.8 mm. ........................................................................ 58
Table 4.3. Absolute values of slope (K) of the fitted lines in Figs. 4.5, 4.7 and 4.8 for X60
steel with varied lengths of the defects (L1 and L2). ............................................................. 59
Table 5.1. Various rules governing interaction of multiple defects present on pipelines, where Lim
LSis the maximum longitudinal spacing, D is the pipe diameter, t is pipe wall
thickness, L1 and L2 are lengths of corrosion defects. ........................................................... 81
Table 9.1. Effect of dent-corrosion feature spacing on the failure pressure of the pipeline,
Pdent&corrosion, where the dent depth, corrosion length and corrosion depth are 20.0 mm,
100 mm and 50% t, respectively. ........................................................................................ 153

ix
List of Figures and Illustrations
Fig 2.1. Causes of pipeline incidents reported by Canadian Energy Pipeline Association
(CEPA) members between 2012 and 2016 [46] ..................................................................... 6
Fig 2.2. Assumed parabolic corroded area for relatively short corrosion defect [9] ...................... 9
Fig 2.3. Assumed rectangular corroded area for longer corrosion defect [9] ............................... 11
Fig 2.4. Assumed rectangular corroded area for a long corrosion area [10] ................................ 12
Fig 3.1. 3D modeling of a pipe containing corrosion defects (a) a quarter model, (b) meshes
of a longitudinal corrosion defect, (c) meshes of a circumferential corrosion defect, (d)
meshes of two overlapped corrosion defects. ....................................................................... 24
Fig 3.2. Mesh density analysis for failure pressure prediction of an X80 pipe containing
multiple corrosion defects ..................................................................................................... 26
Fig 3.3. Distribution of von Mises stress (MPa) contour of specimen #2, where two
longitudinal corrosion defects are present. ........................................................................... 30
Fig 3.4. FE model of a pipe containing two corrosion defects overlapped with each other. The
top (or big) defect has a length of 2L1, depth d1 and width 2w1, and the bottom (or small)
defect has a length of 2L2, depth d2 and width 2w2. .............................................................. 32
Fig 3.5. FE models of a steel pipe containing multiple corrosion defects on the external
surface, including longitudinally aligned, circumferentially aligned and overlapped .......... 35
Fig 3.6. Mesh sensitivity analysis for M-E effect of an X46 pipe containing multiple
corrosion defects ................................................................................................................... 36
Fig 3.7. (a) 3D modeling of a pipe containing a dent and corrosion feature, (b) a dent located
adjacently to corrosion feature. ............................................................................................. 42
Fig 3.8. (a) Meshes of pipe and indenter, (b) refined mesh of damaged area, (c) symmetrical
constraints. ............................................................................................................................ 43
Fig 3.9. Mesh density analysis for failure pressure prediction of an X46 pipe containing dent
associated with corrosion defects .......................................................................................... 46
Fig 4.1. Effect of the longitudinal spacing of corrosion defects on the ratio of failure
pressures (Pmultiple/Psingle) of pipelines made of X46, X60 and X80 steels. ........................... 48
Fig 4.2. Effect of the circumferential spacing of corrosion defects on the ratio of failure
pressures (Pmultiple/Psingle) of pipelines made of X46, X60 and X80 steels. ........................... 50

x
Fig 4.3. Distributions of von Mises stress on X46 steel pipe containing the overlapped
corrosion defects with L1 of 19.8 mm, d1 of 3 mm and various d2 values under an
operating pressure of 20 MPa. .............................................................................................. 52
Fig 4.4. The failure pressure ratio, i.e., Poverlapped/Psingle, of X46 steel pipeline containing
overlapped corrosion defects as a function of the depth ratio of the defects, i.e., d2/d1,
with L1 19.8 mm and L2 9.8 mm. .......................................................................................... 55
Fig 4.5. The failure pressure ratio, i.e., Poverlapped/Psingle, of X60 steel pipeline containing
overlapped corrosion defects as a function of the depth ratio of the defects, i.e., d2/d1,
with L1 19.8 mm and L2 9.8 mm. .......................................................................................... 55
Fig 4.6. The failure pressure ratio, i.e., Poverlapped/Psingle, of X80 steel pipeline containing
overlapped corrosion defects as a function of the depth ratio of the defects, i.e., d2/d1,
with L1 19.8 mm and L2 9.8 mm. .......................................................................................... 56
Fig 4.7. The Poverlapped/Psingle ratio as a function of the defect depth ratio, d2/d1, for X60 steel
pipeline with the defects’ lengths of 2L1 and 2L2. ................................................................ 57
Fig 4.8. The Poverlapped/Psingle ratio as a function of the defect depth ratio, d2/d1, for X60 steel
pipeline with the defects’ lengths of 4L1 and 4L2. ................................................................ 57
Fig 5.1. Distributions of potential and von Mises stress at the corrosion defects with varied
longitudinal spacings from 5 mm to 150 mm and a fixed defect length of 60 mm under
an axial stress of 196 MPa in NS4 solution. ......................................................................... 64
Fig 5.2. Values of von Mises stress results along the steel/solution interface with varied
longitudinal spacings from 5 mm to 150 mm and a fixed defect length of 60 mm under a
tensile stress of 196 MPa in NS4 solution. ........................................................................... 65
Fig 5.3. Values of corrosion potential along the steel/solution interface with varied
longitudinal spacings and a fixed defect length of 60 mm under a tensile stress of 196
MPa in NS4 solution. ............................................................................................................ 66
Fig 5.4. Values of anodic current density on the pipe containing two longitudinally aligned
corrosion defects with varied spacings and a fixed length of 60 mm under a tensile stress
of 196 MPa in NS4 solution. ................................................................................................. 67
Fig 5.5. Distributions of (a) von Mises stress and (b) corrosion potential of the steel pipe
containing two corrosion defects with varied longitudinal spacings under an internal
pressure of 15.3 MPa in NS4 solution. ................................................................................. 70
Fig 5.6. Path A-A’ along the pipe surface for the 3-D modeling. ................................................. 71
Fig 5.7. Values of von Mises stress along A-A’ path in Fig. 5.6 with varied defect spacings
under an internal pressure of 15.3 MPa in NS4 solution. ..................................................... 72

xi
Fig 5.8. Values of effective plastic strain along A-A’ path in Fig. 5.6 with varied defect
spacings under an internal pressure of 15.3 MPa in NS4 solution. ...................................... 73
Fig 5.9. Values of anodic current density along the path A-A’ in Fig. 5.6 with varied defect
spacings under a 15.3 MPa internal pressure in NS4 solution. ............................................. 74
Fig 5.10. Values of corrosion potential along the path A-A’ in Fig. 5.6 with varied defect
spacings under a 15.3 MPa internal pressure in NS4 solution. ............................................. 75
Fig 5.11. Values of von Mises stress along the A-A’ path in Fig. 5.6 with varied defect
lengths under an internal pressure of 15.3 MP in NS4 solution. .......................................... 76
Fig 5.12. Values of corrosion potential along the A-A’ path in Fig. 5.6 with varied defect
lengths under an internal pressure of 15.3 MP in NS4 solution. .......................................... 77
Fig 5.13. Values of anodic current density along the A-A’ path in Fig. 5.6 with varied defect
lengths under an internal pressure of 15.3 MP in NS4 solution. .......................................... 78
Fig 5.14. Maximum spacing between adjacent corrosion defects to enable an interaction
between the defects as a function of the defect length. ......................................................... 80
Fig 6.1. Distributions of von Mises stress at the circumferentially aligned corrosion defects
with a fixed circumferential spacing of 3.6° under varied internal pressures. ...................... 86
Fig 6.2. Distributions of von Mises stress at the circumferentially aligned corrosion defects
with varied circumferential spacings under a fixed internal pressure of 18 MPa. ................ 88
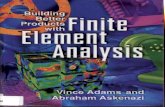
Fig 6.3. Distributions of corrosion potential of the pipeline containing two corrosion defects
with a fixed circumferential spacing of 3.6° in NS4 solution as a function of the internal
pressure. ................................................................................................................................ 90
Fig 6.4. Distributions of corrosion potential of the pipeline containing two corrosion defects
with a fixed internal pressure of 18 MPa in NS4 solution as a function of the
circumferential spacing. ........................................................................................................ 91
Fig 6.5. Distributions of anodic current density of the pipeline containing two corrosion
defects with a fixed circumferential spacing of 3.6° in NS4 solution as a function of the
internal pressure. ................................................................................................................... 93
Fig 6.6. Distributions of anodic current density of the pipeline containing two corrosion
defects with a fixed internal pressure of 18 MPa in NS4 solution as a function of the
circumferential spacing. ........................................................................................................ 96
Fig 6.7. Values of von Mises stress on two circumferential aligned corrosion defects on
pipeline under internal pressure of 18 MPa and varied circumferential spacings. ............... 97

xii
Fig 6.8. Values of corrosion potential on two circumferential aligned corrosion defects on
pipeline under internal pressure of 18 MPa and varied circumferential spacings. ............... 98
Fig 6.9. Values of anodic current density on two circumferential aligned corrosion defects on
pipeline under internal pressure of 18 MPa and varied circumferential spacing. ................. 99
Fig 6.10. Ratio of the anodic current densities at the defect adjacency to that of the
uncorroded region as a function of the dimensionless circumferential spacing SC/πD for
defect of 0.05πD in width. .................................................................................................. 102
Fig 6.11. Ratio of the anodic current densities at the defect adjacency to that of the
uncorroded region as a function of the dimensionless circumferential spacing SC/πD for
defect of 0.025πD in width. ................................................................................................ 103
Fig 6.12. Ratio of the anodic current densities at the defect adjacency to that of the
uncorroded region as a function of the dimensionless circumferential spacing SC/πD for
defect of 0.1πD in width. .................................................................................................... 103
Fig 7.1. Distributions of von Mises stress at two adjacent corrosion defects with a fixed
circumferential spacing of 3.6° under varied tensile stresses. ............................................ 108
Fig 7.2. Distributions of von Mises stress at the corrosion defects with varied circumferential
spacings under a fixed axial stress of 375 MPa. ................................................................. 109
Fig 7.3. Distributions of corrosion potential at the defects with a fixed circumferential
spacing of 3.6° in the near-neutral pH NS4 solution as a function of the axial tensile
stress. ................................................................................................................................... 111
Fig 7.4. Distributions of corrosion potential at the corrosion defects under a fixed tensile
stress of 375 MPa in the simulated NS4 solution as a function of the circumferential
spacing. ............................................................................................................................... 113
Fig 7.5. Distributions of anodic current density at the corrosion defects with a fixed
circumferential spacing of 3.6° in the near-neutral pH NS4 solution as a function of the
axial tensile stress. .............................................................................................................. 115
Fig 7.6. Distributions of anodic current density at the corrosion defects under a fixed tensile
stress of 375 MPa in NS4 solution as a function of the circumferential spacing. .............. 116
Fig 7.7. Distribution of von Mises stress across the corrosion defects along the
circumferential curvature at the middle of the defect depth under an axial tensile stress
of 375 MPa as a function of the circumferential spacing. .................................................. 118
Fig 7.8. Distribution of corrosion potential across the corrosion defects along the
circumferential direction under an axial tensile stress of 375 MPa as a function of the
circumferential spacing. ...................................................................................................... 118

xiii
Fig 7.9. Distribution of anodic current density across the corrosion defects along the
circumferential direction at the middle of the defect depth under an axial tensile stress of
375 MPa as a function of the circumferential spacing. ....................................................... 119
Fig 7.10. The ratio, A as a function of the dimensionless circumferential spacing, SC/πD,
while the defect length, depth and width are Dt , 70%t and 0.05πD, respectively. Sc
refers to the length of the arc between the edges of the adjacent corrosion defects. .......... 121
Fig 7.11. Influence of the circumferential spacing between corrosion defects on the anodic
current density at the adjacency, where the defect width is 0.025πD. ................................ 122
Fig 7.12. Relationship between the ratio A and the circumferential spacing, where the defect
width is 0.1πD. .................................................................................................................... 123
Fig 8.1. 3D view of the von Mises stress distributions at the overlapped corrosion defects and
on the steel pipe under varied internal pressures. ............................................................... 128
Fig 8.2. 3D view of the distributions of anodic current density at the overlapped corrosion
defects and on the pipe in the test solution as a function of the internal pressure. ............. 130
Fig 8.3. Distributions of von Mises stress at the overlapped corrosion defects with varied
lengths of the top layer defect under the fixed length of the bottom layer defect of 0.5l
(i.e., 33.87 mm) and the internal pressure of 17.65 MPa. ................................................... 132
Fig 8.4. Distributions of anodic current density at the overlapped corrosion defects with
varied lengths of the top layer defect under the fixed length of the bottom layer defect of
0.5l (i.e., 33.87 mm) and the internal pressure of 17.65 MPa. ............................................ 134
Fig 8.5. Distributions of von Mises stress at the overlapped corrosion defects with varied
lengths of the bottom layer defect under the fixed length of the top layer defect of 2l
(i.e., 135.48 mm) and the internal pressure of 17.65 MPa. ................................................. 136
Fig 8.6. Distributions of anodic current density at the overlapped corrosion defects with
varied lengths of the bottom layer defect under the fixed length of the top layer defect of
2l (i.e., 135.48 mm) and the internal pressure of 17.65 MPa. ............................................. 137
Fig 8.7. Distributions of von Mises stress at the overlapped corrosion defects with varied
depths of d1 and d2 under a fixed internal pressure of 17.65 MPa. ..................................... 141
Fig 8.8. Distributions of anodic current density at the overlapped corrosion defects with
varied depths of d1 and d2 under a fixed internal pressure of 17.65 MPa in the test
solution. ............................................................................................................................... 143
Fig 8.9. Ratio of the maximum von Mises stress at overlapped corrosion defects to that at the
single defect, i.e., MaxSoverlapped /MaxSsingle, as a function of the ratio of the defect depth,
i.e., d2/d1, where d1 is 4 mm and d2 is varied. ..................................................................... 145

xiv
Fig 8.10. Ratios of the maximum anodic current density at the overlapped corrosion defects
to that at the single defect, i.e., MaxAoverlapped / MaxAsingle, as a function of the defect
depth, i.e., d2/d1, where d1 is 4 mm and d2 is varied. .......................................................... 146
Fig 9.1. Von Mises stress contour of the pipe containing a dent adjacent to a corrosion feature
at the spacing of 100 mm under the internal pressure of 6.80 MPa, where the dent depth,
corrosion length and corrosion depth are 20.0 mm, 100 mm, 50% t (t is the pipe wall
thickness), respectively. ...................................................................................................... 150
Fig 9.2. Von Mises stress contour of the pipe containing a corrosion feature only under the
internal pressure of 7.75 MPa, where the corrosion length and corrosion depth are 100
mm, 50% t (t is the pipe wall thickness), respectively. ....................................................... 151
Fig 9.3. The ratio of failure pressures, Pdent&corrosion / Pcorrosion, as a function of the dent-
corrosion feature spacing with varied corrosion depths (i.e., 25% t, 50% t and 78% t),
where the dent depth and corrosion length are 20.0 mm and 100 mm, respectively. ......... 155
Fig 9.4. The failure pressure ratio of Pdent&corrosion / Pcorrosion as a function of the dent-
corrosion feature spacing with varied corrosion lengths (i.e., 15 mm, 50 mm, 100 mm
and 200 mm) with the dent depth and corrosion depth of 20.0 mm and 78% t,
respectively ......................................................................................................................... 156
Fig 9.5. The failure pressure ratio of Pdent&corrosion / Pcorrosion as a function of the dent-
corrosion feature spacing with varied dent depths (i.e., 20.0 mm, 11.4 mm and 4.1 mm)
when the corrosion length and depth are 100.0 mm and 78% t, respectively. ................... 157

xv
List of Symbols, Abbreviations and Nomenclature
API
American Petroleum Institute
ASME
American Society of Mechanical Engineers
DNV
Det Norske Veritas
FE
Finite Element
FEA
Finite Element Analysis
MAOP
Maximum allowable operating pressure
M-E
Mechano-electrochemical
NEB
National Energy Board
UTS
Ultimate tensile strength
APC
Projected area of defect
ba Anodic Tafel slope
bc Cathodic Tafel slope
d
Depth of defect
D
Outer diameter of pipeline
E
Young’s modulus
ia Anodic charge-transfer current density
ic Cathodic charge-transfer current density
i0,a Anodic exchange current density
i0,c Cathodic exchange current density
L
Length of defect

xvi
N0 Initial density of dislocation prior to plastic
deformation
M
Folias bulging factor
P Internal pressure
PE
Failure pressure by testing
PFEM Failure pressure by FE modeling
Pmultiple Failure pressure with the multiple corrosion
defects
Poverlapped Failure pressure with the overlapped corrosion
defects
Psingle
Failure pressure with a single defect
Q Length correction factor
R Ideal gas constant
SC
Circumferential spacing
SL
Longitudinal spacing
t
Pipe wall thickness
T
Absolute temperature
v Orientation-dependent factor
w
Defect width
Z Charge number
σθ Hoop stress
σz Axial stress
σu
Ultimate tensile strength

xvii
σy
Yielding strength
Poisson’s ratio
εpe Effective plastic strain
ƞa Anodic activation overpotential
ƞc Cathodic activation overpotential
φ Electrode potential

1
Chapter One: Introduction
1.1 Research background
Pipelines have been the most effective and efficient method for transportation of oil and
gas from production sites to their markets and end users. The integrity and safety of in-service
pipelines can be influenced by a number of factors, such as third-party damage, ground movement,
corrosion and extraneous operational conditions. Statistics showed that corrosion and mechanical
damage were the most common causes resulting in pipeline failures [1]. The presence of corrosion
defects on the pipelines degrades the structural integrity due to loss of the pipe wall thickness and
the resulting local stress concentration. The safety concern can be intensified when two corrosion
defects are located sufficiently close to potentially interact with each other, or a corrosion defect
is suspected to be interacting with mechanical damage such as a dent. At the same time, a pipeline
containing corrosion defects can continue to operate if the maximum allowable operating pressure
(MAOP) passes the integrity assessment by determining the failure pressure of the corroded
pipeline [2–4]. While numerous efforts have been made to assess a single corrosion defect or a
dent feature on pipelines, there is significant rooms for research and development in determination
of the mutual interaction of multiple corrosion defects (or a corrosion defect associated with a
dent) and the adverse effect on failure pressure of the pipelines.
Investigations of multiple corrosion defects on pipelines have resulted in the establishment
of the so-called interaction rules, such as the CW rule [5], DNV-RP-F101 code [6], 6WT rule [7],
and 3WT rule [8]. These rules and codes were used to determine whether an interaction existed
between adjacent corrosion defects based on calculation of the strength of pipeline steels at these
defective locations with specific geometrical factors. When the interaction was identified between
the corrosion defects, they would not be treated as two single defects. As a result, conventional

2
fitness-for-service assessment methods developed for a single corrosion defects, such as ASME
B31G [9], modified B31G [10,11], etc., are not appropriate for the assessment of multiple,
interacting corrosion defects. Generally, the failure pressure of corroded pipelines decreases when
multiple corrosion defects interact with each other [12].
The methods available for the assessment of multiple corrosion defects on pipelines suffer
from a number of problems. For example, the influence of the steel grade on the interaction
between corrosion defects has remained unknown. Generally, there are mainly three types of
multiple corrosion defects observed on pipelines in the field, i.e., longitudinal-aligned,
circumferential-aligned and overlapped [13]. However, there have been rare investigations
conducted on the overlapped corrosion defects.
Furthermore, all the assessment methods, as mentioned above, treat the corrosion defects
as the mechanical ones, ignoring the chemical and electrochemical factors in defect assessment. A
study carried out by Gutman in 1994 [14] reported that a synergism existed between chemical
reactions and mechanical stress on the corroded metal under stressing conditions, which is the so-
called mechano-chemical (M-E) effect. In the past decade, the M-E effect of pipeline corrosion
has been a key research topic in Cheng’s group at the University of Calgary [14–32,32–42].
Generally, the anodic reaction (i.e., corrosion of pipeline steels) is enhanced by the mechanical
stress/strain, and a continuous corrosion at local defect increases the stress concentration.
Moreover, the M-E effect is slightly influenced by elastic deformations, while it can be
dramatically increased by a plastic strain.
Although great progresses have been made on the M-E effect of pipeline corrosion, to date,
there has been limited work investigating the multiple corrosion defects on pipelines. Additionally,
the maximum spacing between multiple defects for their interaction in the available standards and

3
codes is determined by the stress based criterion, i.e., the prediction of failure pressure of pipelines
containing corrosion defects [43–45]. With the development of the M-E theory, a more accurate
determination of the maximum interacting spacing between corrosion defects can be achieved by
considering the M-E effect at the defects.
Finally, although pipelines containing a corrosion defect associated with dents are
commonly encountered in the field, there has been no model and method available to determine
the burst pressure capacity of the pipelines. Moreover, there is no criterion to evaluate whether an
interaction exists between the dent and the adjacent corrosion defect. It is thus urgent to conduct
relevant research to fill the gap.
1.2 Research objectives
The overall objective of this research is to develop finite element-based models and
methods for defect assessment on pipelines, considering the multiple corrosion defects with
various orientations under the M-E effect. Progresses will be made in the following areas.
1) Evaluate the interaction of multiple corrosion defects on pipelines, and investigate the
parametric effects, including defect orientation, defect geometry, mutual spacing of the defects,
steel grade, etc.
2) Evaluate the M-E effect of multiple corrosion defects that are either longitudinally or
circumferentially aligned, as well as overlapped with each other on pipelines.
3) Investigate the interaction of a dent and the adjacent corrosion defect on pipelines.
1.3 Content of thesis
The thesis contains ten chapters, which are arranged in the order as below.

4
Chapter One gives an introduction of the research background and objectives.
Chapter Two comprehensively reviews the fundamental aspects of single corrosion
defects, multiple corrosion defects, dent, interaction effect, defect assessment, failure pressure
prediction, and the M-E effect theory in pipeline corrosion.
Chapter Three details the research methodology, including description of the initial and
boundary conditions of FE models, properties of pipe steels and validation of the FE modeling
results.
Chapter Four develops FE based models for assessment of API X46, X60 and X80 steel
pipelines containing multiple corrosion defects, which are either longitudinally aligned,
circumferentially aligned or overlapped with each other. The size of the corrosion defects and the
grade of pipeline steels are considered to evaluate the interaction between adjacent defects. The
critical spacing between defects with various orientations will be determined, enabling assessment
whether an interaction existed to affect the failure pressure of the pipeline.
Chapter Five develops a 3-D FE based model to investigate the M-E effect of multiple,
longitudinally aligned corrosion defects on a pressurized X46 steel pipeline in a near-neutral pH
solution. The influences of the defect length and the longitudinal spacing of adjacent corrosion
defects on the M-E effect will be investigated. The maximum spacing between corrosion defects
enabling a mutual interaction as a function of the defect length will be determined. A 2-D FE
model is also developed for comparison.
Chapter Six investigates the M-E effect between circumferentially aligned corrosion
defects on an X46 steel pipeline. The goal is to develop a new code or rule with consideration and
quantification of the M-E effect between multiple corrosion defects for improved pipeline integrity
management.

5
Chapter Seven focuses on the M-E effect of circumferentially aligned corrosion defects on
an X46 steel pipeline under axial tensile stresses. The modeling variables include tensile stress,
circumferential spacing of the defects, and the defect width. The mechanical stress,
electrochemical corrosion and M-E effect of the defects will be studied. The critical
circumferential spacing will be defined to determine the existence of mutual interaction between
the defects.
Chapter Eight models the M-E effect at overlapped corrosion defects on an X46 steel
pipeline. Parametric effects, including internal pressure and the defect depth and length, on the M-
E effect will be simulated.
Chapter Nine assesses a dent adjacent to a corrosion feature on an X46 steel pipe based on
FE modeling. The failure pressure-based interaction rule will be proposed to determine whether
the interaction existed between the dent and the adjacent corrosion feature. The effect of the sizes
of the dent (depth) and corrosion feature (depth and length), as well as their spacing, on failure
pressure of the pipe will be evaluated.
Chapter Ten summarizes the key conclusions from this research and its potential
applications in industry.

6
Chapter Two: Literature review
2.1 Overview of pipeline corrosion
Corrosion, including that occurring on pipelines, is an electrochemical process. It is a
gradual destruction of pipeline steels in the corrosive environment where the pipelines operate.
Pipeline corrosion can be uniform or localised. They all can result in reduction of the pipe wall
thickness to form corrosion defects on either the internal or external pipeline surface.
Fig 2.1. Causes of pipeline incidents reported by Canadian Energy Pipeline Association
(CEPA) members between 2012 and 2016 [46]
Corrosion is one of the predominant causes of pipeline failures. In Canada, 33% of pipeline
incidents were caused by metal loss (i.e., corrosion) between 2012 and 2016, as shown in Fig 2.1.
Since pipeline failures pose a huge risk to the public and cause both energy loss and impact to the
environment [46], corrosion assessment is of vital importance to the pipeline industry.

7
Uniform corrosion, also known as general corrosion, is the uniform loss of metals over an
entire surface of corroded pipelines. Uniform corrosion proceeds at approximately the same rate
over the exposed metal surface [47]. It is not considered as the most serious form of corrosion
because it is relatively easy to detect and predict. However, the mechano-electrochemical (M-E)
interaction can make general corrosion occur at a speed much faster than corrosion by itself [48].
Cheng’s group [17,18,24] investigated corrosion of pipeline steels that were under an
elastic and/or plastic stress. Under elastic deformations, the M-E interaction would not affect
corrosion rate at a detectable level. However, plastic deformations were able to enhance pipeline
corrosion rate remarkably.
Localized corrosion is another type of corrosion confined to a point or a small area, which
is considered to be more dangerous than uniform corrosion damage because it is more difficult to
predict and assess [50,51]. Moreover, localized corrosion usually grows much faster than uniform
corrosion under a certain environmental condition. A small localized corrosion defect can lead to
failure of an entire pipeline system when it grows deep and penetrates the wall thickness.
The corrosion defects on pipelines are usually categorized into three types, i.e., a single
defect, interacting multiple defects, and complexly shaped defect.
Generally, the objectives for analysis and assessment of corrosion defects on pipelines
include the development of interaction rules (i.e., the Level-1 assessment of pipeline defects),
prediction of the failure pressure of pipelines containing corrosion defects (i.e., the Level-2
assessment on multiple corrosion defects), and quantification of the interaction effect of multiple
corrosion defects through the mechanical-chemical synergism, i.e., the Level-3 defect assessment.
The Level-1 defect assessment actually applies for single corrosion defect on pipelines,
where the failure pressure of the pipelines depends on the defect dimension, including length,

8
width and the maximum depth. However, this method tends to generate conservative results as the
pipelines always contain multiple corrosion defects, where the failure pressure is associated with
the stress concentration at the so-called “weakest” defect if all defects are independent each other.
Built upon the Level-1 method, the Level-2 assessment evaluates both the isolated, complexly
shaped defects, i.e., the so-called effective area method, and the interacting corrosion defects
which do not overlap when projected on the longitudinal plane. When multiple corrosion defects
overlap each other, the method does not apply. In reality, corrosion defects are frequently
overlapped on the pipelines. Investigation of the interacting corrosion defects, including the
overlapped defects, belongs to the Level-3 assessment, which often relies on the finite element
(FE) modelling and analysis of the corrosion defects under the pipeline operating condition. To
dates, the Level-3 assessment has been the most accurate method for defect assessment on
pipelines.
2.2 Single corrosion defect
2.2.1 Industry Standards for failure pressure predictions of pipelines containing a single
corrosion defect
1) ASME B31G
ASME B31G [9] is a manual for evaluating the remaining strength of corroded pipelines
and estimating the maximum allowable operating pressure (MAOP). It provides semi-empirical
equations for the assessment of corroded pipes based on an extensive series of full-scale tests.
Several hundred tests with various types of corrosion defect were completed by the Battelle
Memorial Institute in 1971 to establish general defect behaviors. The results indicated that the
pipeline failure was controlled by the defect dimensions and yielding strength of the material.

9
The B31G method takes the depth and longitudinal extent of corrosion defects into account
but ignores its circumferential extent. According to the length of the corrosion defect, ASME
B31G assumes a parabolic or rectangular shape for the defect. For short corrosion areas, when the
axial length of the affected area, L, is smaller than or equal to 20D t (D is the pipe outer diameter
and t is the pipe wall thickness), a parabolic shape is used.
Fig 2.2. Assumed parabolic corroded area for relatively short corrosion defect [9]
The projected defect area PCA is
2=
3PCA d L (2.1)
where d is the corrosion defect depth. The maximum safe internal pressure (Pf) of pipelines
containing short defects is defined as

10
21
2 31.12 1
13
f y d
d
t tP F TdD
t M
−
= −
(2.2)
where y is the yield stress, F is design factor (normally 0.72), and Td is the temperature derating
factor (usually 1). The current ASME B31.8 code gives no derating of line pipe steels for
temperature below 250°F. For pipeline steels in the Grade X60-X70 range, data show that a
reduction of the yield strength may be exhibited at temperatures below 250°F in some cases. The
factor M is defined as
2
1 0.8L
MD t
= +
(2.3)
For longer corrosion areas, the approximation of a parabolic shape is not appropriate. When
equation (2.4) is met, the shape is rectangular.
20L D t (2.4)

11
Fig 2.3. Assumed rectangular corroded area for longer corrosion defect [9]
For the long defects, the projected area PCA is
PCA d L= (2.5)
The failure pressure Pf of the pipeline is described by
( )221.1 1 1.1f y d y d
t dt dP F T F T
D t D
− = − =
(2.6)
The factor M approaches infinity
M → (2.7)
In summary, the AMSE B31G is a conservative method. The limitations make it impossible
to apply for varied corrosion defects, pipe materials and loading conditions. The limitations
include:
1) considers internal pressure only,
2) applies to defects with relatively smooth contours,
3) ignores the circumferential extent,
4) covers steel grades lower than X65,
5) cannot be used for thick-walled pipelines.

12
However, the method possesses an important advantage that it is easy to obtain the failure
pressure by simple calculations.
2) Modified B31G
The modified B31G standard [10,11] has been confirmed against 86 burst tests on pipelines
containing actual corrosion defects. One of the most significant changes to the original B31G
method is the approximation of defect geometry. Corrosion shape is defined by 0.85 dl.
Fig 2.4. Assumed rectangular corroded area for a long corrosion area [10]
This method removes the conservation by changing the stress limit 1.1 y to
69 MPay +( ) . This is close to the conventional fracture mechanics definition of the flow stress,
i.e., the average of the yield and ultimate strengths. This modification results in the change of the
failure pressure prediction equation, which is also dependent on the defect length
50L D t (2.8)
When the L value meets equation (2.8), the failure pressure is replaced by

13
1 0.852
( 69)1
1 0.85f y
d
t tPdD
t M
−
= + −
(2.9)
The factor M is given by
2 221 0.6275 0.003375( )
L LM
D t D t= + −
(2.10)
When the axial length of the corroded area meets equation (2.11), the failure pressure equation
remains the same, but M changes.
50L D t (2.11)
2
3.3 0.032L
MD t
= +
(2.12)
2.2.2 Failure pressure prediction by finite element modeling
Xu and Cheng [49] developed a FE based model to predict failure pressures of X65 and
X80 steel pipelines containing a single corrosion defect with varied depths. It was found that the
defect induced a local stress concentration, which was increased with the increasing depth of the
defect (while its width was unchanged). Su et al. [52] developed a FE model to predict failure
pressures of corroded pipelines by considering the pipe steel grades and geometries of corrosion

14
defects. The results indicated that, for short and deep corrosion defects, the failure pressures were
sensitive to the corrosion width. Thus, the effect of the defect width on the failure pressure of
pipelines should be considered in assessment methods. Generally, for corrosion defects with
similar length and width, the alignment with the longitudinal or circumferential direction does not
obviously affect the failure pressure of pipelines. However, at a given depth, if the defect length
and its width are greatly different, the orientation of corrosion defects, i.e., longitudinally or
circumferentially, would apparently influence the failure pressure. Moreover, the defect length
influences the failure pressure more greatly than the width at a given depth [53].
2.2.3 M-E effect
The mechano-electrochemical (M-E) effect refers to accelerated electrochemical reactions,
such as corrosion, by mechanical action, proposed by Gutman [30]. Multi-physics fields exist on
metal surface to affect (usually increase) the corrosion process in service environments. The M-E
effect has been investigated extensively in stress corrosion of steels [55–61]. It is commonly
accepted that the corrosion resistance of metals is reduced by mechanical stress/strain, resulting in
an increased corrosion rate. The corrosion enhancement associated with plastic deformations is
much more apparent than elastic one. Based on Gutman’s theory, Cheng developed a mechano-
electrochemical (M-E) effect concept used in pipeline corrosion [32]. It was demonstrated that, for
a single corrosion defect on pipelines, the effect of local elastic deformations on both corrosion
thermodynamics and kinetics at the defect is negligible, compared to that induced by plastic
deformations. Under the M-E effect, the region with a high stress, such as the defect center, could
serve as an anode, and that under a low stress, such as the sides of the defect, as the cathode.
Anodic dissolution at the defect center was accelerated. The corrosion at the defect center was

15
further enhanced by the increasing depth of the corrosion defect. In addition, hydrogen, once
penetrated into the steel, can increase the electrochemical activity and corrosion rate in aqueous
environments, and also affects the local stress concentration. Extensive experimental tests have
been conducted on pipeline steels to demonstrate the reliability of the concept [19–21,36,38].
Moreover, Xu and Cheng [37] developed a FE model to simulate and predict the time-
dependent growth of corrosion defects on a X100 steel pipeline in a near-neutral pH solution. The
remaining service life and failure risk of corroded pipelines were investigated. The corrosion-
resulting geometrical change of corrosion defects elevates the local stress concentration, which
again accelerates the corrosion reaction. In the long term, in the absence of the M-E effect, the
defect uniformly grows in both depth and width directions. However, the presence of the M-E
effect results in a rapidly increasing stress concentration and anodic current density at the defect
over time. The defect growth rate at the depth direction is higher than that in the width direction,
resulting in generation of a triangular shaped flaw, and the crack would be initiated at the defect
center [48].
2.2.4 Other studies
The buried pipelines are under complex stressing condition. In addition to the hoop stress
resulted from the internal pressure, the pipelines also experience significant axial stress due to
pipe-soil interaction, especially at the instable geological areas. Earthquake, soil subsidence,
landslide, surface loading, etc. can generate axial stress on the pipelines [21,22]. From the stress
analysis perspective, the effect of axial stress on the mechanical response of structures has been
investigated [32,42,58]. For example, Tatsuro et al. [63] and Nakai et al. [64] found that the
ultimate strength of a steel plate containing corrosion pits decreased with the increasing degree of

16
pitting intensity. Zhang et al. [65] studied the influences of the shape, distribution status and the
depth of corrosion pits on the ultimate strength of corroded steel plates. Wang et al. [66] conducted
numerical analyses on steel structures with random corrosion pits and found that the plasticity
initiated at the unload edge of the structures and propagated towards the plate center from the
edges.
2.3 Multiple corrosion defect
2.3.1 Overview of multiple corrosion defects
Colonies of corrosion defects are frequently found on pipelines. Usually the failure of
pipelines containing a colony of closely spaced corrosion defects is much more complex than those
containing the same defects that are isolated. This phenomenon is due to the interaction between
adjacent corrosion defects. Efforts have been made to study the failure behaviors and assess
pipelines containing interacting corrosion defects [43,45,67–73]. The largest part of the work has
focused on two aspects. The first is the determination of the interaction identification rule, and the
second is the failure pressure prediction of pipelines containing interacting defects. Normally, the
failure pressure of a pipeline containing a colony of closely spaced corrosion defects is smaller
than that when the defects are isolated. Each corrosion defect causes disturbance in the stress and
strain fields that spread out beyond the defect on the pipeline. When the influencing areas of
adjacent defects are overlapped, the failure pressure can be lower. A number of models have been
proposed to analyze the effects induced by corrosion defects and predict the failure pressure of
pipelines [43–45,67,68].
The multiple corrosion defects can be categorized into three types, including longitudinally
aligned, circumferential aligned and overlapped corrosion defects.

17
Compared to the longitudinally aligned corrosion defects, the circumferentially aligned
defects have not been paid much attention by date, which is due to the claims made from some
work that the interaction between circumferential defects is not significant. In the early 1990s, it
was reported that corrosion pits did not interact in the circumferential direction [70,74]. Later, it
was claimed that the mutual interaction of circumferential aligned defects could be ignored [31-
34]. Al-Owaisi et al. [79] proposed that the distance in the longitudinal direction between multiple
corrosion defects played a more important role in pipeline failure than the distance in the
circumferential direction.
The existing evaluation methods do not apply when multiple corrosion defects overlap each
other. In reality, corrosion defects are frequently overlapped on the pipelines. Investigation of the
overlapped corrosion defects often relies on the finite element analysis.
2.3.2 Interaction rules
The interaction between each pair of corrosion defects with a colony of defects is controlled
by a number of parameters, including the spacing (S) between them, the pipe outer diameter D, the
pipe wall thickness t, the depth of the defects (d1 and d2), the length of the defects (L1 and L2) and
the width of the defects (w1 and w2). Among these parameters, the spacing between defects is
critical to affect the existence of the interaction of the defects.
The majority of the existing rules for interaction of corrosion defects are empirically
expressed by [44]
( ) and ( )L L C C LimLimS S S S (2.13)

18
According to equation (2.13), two individual corrosion defects interact when the longitudinal
spacing between the defects is smaller than or equals to the limit value ( )L LimS and the
circumferential spacing is smaller than or equal to the limit value ( )C LimS . The most well-known
rules include the CW rule [5], DNV rule [6], 6WT rule [7] and 3WT rule [8].
The CW rule was proposed by Coulson and Worthingham in 1990. According to this rule,
the limit values ( )L LimS and ( )C LimS are calculated by
( ) 1 2
1 2
min( , )
( ) min( , )
L Lim
C Lim
S L L
S w w
(2.14)
The interaction rule recommended by the DNV-RP-F101 was proposed by Fu and Batte in
1999. The limit values of ( )L LimS and ( )C LimS are calculated as
( ) 2.0
( )
L Lim
C Lim
S Dt
S Dt
(2.15)
The 6WT rule is a commonly used interaction rule, where the limit values of ( )L LimS and
( )C LimS are calculated as
( ) 6
( ) 6
L Lim
C Lim
S t
S t
(2.16)

19
The 3WT interaction rule was proposed by Hopkins and Jones in 1992. The limit values of
( )L LimS and ( )C LimS are calculated as
( ) 3
( ) 3
L Lim
C Lim
S t
S t
(2.17)
2.3.3 Failure pressure prediction for multiple corrosion defects
When multiple corrosion defects are located at a sufficiently close spacing, their mutual
interactions further reduce the burst pressure capacity of the corroded pipeline, compared to that
containing spatially separated defects [43,69,70,72,73]. An accurate determination of the pressure
bearing capacity of pipelines containing corrosion defects is critical to the safety of the system.
The degradation of burst strength capacity of steel pipelines caused by multiple interacting
corrosion defects has been studied from a mechanical perspective [61–64]. Full scale burst tests,
combined with finite element (FE) method, were conducted to study the interaction of corrosion
defects in the early 1990s [2, 14], where it was claimed that corrosion defects did not interact in
the circumferential direction. Efforts have been made to determine appropriate separations
between defects to be considered non-interacting, and a number of codes, standards, and
engineering models have been established in the area [5, 6, 15–22].
The available rules do not include the steel strength in determination of the interaction of
corrosion defects. Therefore, the influence of the grade of pipeline steels on the interaction between
corrosion defects has not been considered. There have been so far rare investigations on overlapped
corrosion defects, which are actually more common in terms of the defect scenarios on pipelines
than the longitudinal and circumferential defects.

20
2.3.4 M-E effect
The mutual interaction between corrosion defects affects not only the mechanical stress,
but also the electrochemical corrosion, as demonstrated both experimentally and numerically [23-
29]. Wang et al. [57] studied the interaction of corrosion pits under the M-E effect using a cellular
automaton FE model but considered a consistent tensile stress only. Actually, pipelines are always
operated under a complex multi-axial stress condition. To date, no M-E numerical model has been
available to simulate corrosion colony under the realistic condition. Interaction rules are important
for identification of the interaction of multiple corrosion defects, but all the existing ones are
established based on the stress field only. The defect geometry (i.e., depth, width and length) and
their spacing affect the resulting M-E effect, but none has been investigated. Therefore, the
interaction rule used for assessment of the corrosion defects should include the M-E effect into
consideration.
2.4 Dent of pipeline
Mechanical defects present on pipelines pose a potential threat to the structural integrity
[1]. Dents, a common type of pipeline defect introduced during construction and excavation
activities, are defined as permanent inward plastic deformations on the pipe wall. Dents are stress
and strain concentrators, where cracks can be initiated with time. At the same time, dents could
obstruct the passage of in-line inspection (ILI) tools.
Generally, dents on pipelines are categorized into three types: plain dents, one dent
containing other defects, and one dent adjacent to other defects.

21
2.4.1 Plain dents
In the past decades, industry standards and models have been developed for dent
assessment, especially for plain dents [1-10]. Plain dents are smooth dents that contain no wall
thickness reductions or other defects. Plains dents are usually less dangerous to pipeline integrity
than the other two types of dent. Normally, plain dents do not cause serious risk to pipelines unless
the dents are sufficiently deep [99,102–108]. As specified in both Canadian Standard Association
(CSA) Z662 [109] and ASME B31.4 [110] standards, a plain dent is considered acceptable when
its depth is less than 6% of the pipe outer diameter. The depth-based criteria, however, were found
to be conservative [111,112]. The strain-based criteria were thus proposed. According to ASME
B31.8-2010 [113], a dented pipeline must be repaired when the dented area reaches to 6% of the
pipe limit strain. However, the formula just considered a few parameters of the dent, rather than
the dent’s entire profile. As compared to the industry standards and methods, finite element
analysis (FEA) provides an effective tool to evaluate the local strain of the dent with consideration
of its actual shape. For example, Woo et al. [100] conducted FEA on the shape and size of dents
identified by ILI tools, and proposed recommendations to quantify the error about the dent
geometry between the ILI data and FE modeling profiles.
Statistics showed that, of 75 burst tests conducted on the pipes containing unconstrained
plain dents from 1958 to 2000, only four were failed at the dented area [98]. The failures usually
occurred on other places than the dent, which is associated with the increased ultimate tensile
strength of the steel at the dented area by the so-called strain hardening. The exception is the dents
present on weld, which can have a very low burst capacity, as demonstrated by full scale tests
[106,108].

22
2.4.2 Dents containing other stress risers
Of the pipeline incidents caused by mechanical damage, 87% of the events were resulted
from development of secondary problems such as corrosion, stress corrosion cracking, etc. [114].
Therefore, a dent accompanied with other defects requires increased attention, especially for a dent
containing other stress risers such as corrosion, gouges, scratches, and cracks. It was found that
the burst strength of the dent combined with a stress riser damage becomes lower than that of either
an equivalent dent or an equivalent stress riser on an undented pipe [115,116]. CSA Z662-15
specifies that dents that contain corroded area with a depth greater than 40% of the nominal pipe
wall thickness requires repair [109]. Cai et al. [117] found that, for the combined dent with metal
loss on pipes, the dent affects the pipe residual strength more obviously than the metal loss. Tian
and Zhang [118] analyzed the scratched dents on pipelines made of X65 and X70 steels. They
found that the scratch length and depth and the dent depth are the main factors influencing the
burst pressure capacity. Cracks may be initiated at a dent due to coating failure and exposure to
corrosive environments. Ghaednia et al. [119] determined that the dent-crack defect with the crack
depth of 70% of the pipe wall thickness can reduce the failure pressure by 55%. Some models
were also proposed to predict the burst strength of pipelines containing a dent combined with a
gouge [105,106,120,121].
2.4.3 Dents interacting with the adjacent stress risers
While major efforts have been made to assess plain dents or dents containing other stress
risers, technical gaps exist regarding the integrity of pipelines containing a dent that is adjacent to
a corrosion feature. A dent that interacts with its adjacent stress riser would remarkably impact the
pipeline integrity. In addition, the mutual interaction between the dent and the corrosion feature

23
makes the assessment difficult to conduct, compromising the accuracy for prediction of the
pipeline failure pressure. Hassanien et al. [101] found that the probability of failure of a pipeline
increased when a dent interacted with corrosion features. To date, there has been no model
available to determine the burst pressure capacity of pipelines containing a dent adjacent to a
corrosion feature. Moreover, there is no criterion to evaluate whether an interaction exists between
the dent and the adjacent corrosion defect or they can simply be treated individually.

24
Chapter Three: Research methodology
3.1 FE models for failure pressure prediction of pipelines containing multiple corrosion
defects
3.1.1 Initial and boundary conditions
FE analyses in this work were performed using a software ANSYS 15.0, a general-purpose
FE modeling package for numerically solving a variety of mechanical problems. Three-
dimensional (3D) FE models were developed, enabling the determination of the failure pressure
of pipelines containing multiple corrosion defects which were oriented either longitudinally,
circumferentially or overlapped with each other. To reduce the computational cost, one quarter of
a pipe including corrosion defects was modeled considering the symmetrical nature of the
assembly, as shown in Fig. 3.1a.
Fig 3.1. 3D modeling of a pipe containing corrosion defects (a) a quarter model, (b) meshes
of a longitudinal corrosion defect, (c) meshes of a circumferential corrosion defect, (d)
meshes of two overlapped corrosion defects.
(c) (d)

25
Symmetrical constraints were applied on the planes to be modeled. Displacement in the Z
direction of the uncorroded end was also constrained. The length of the pipe was sufficient to avoid
the effect of boundary conditions on the corroded area. It is noted [70] that, when the length of the
modeled pipe exceeds 4.9 (Dt/2)1/2, where D is the diameter of the pipe, and t is the pipe wall
thickness, the boundary condition does not influence the modelling results. In this work, D is
229.4mm and t is 10 mm. 4.9 (Dt/2)1/2=234.7 mm. The length of 2000mm of the pipe is sufficient
to eliminate the effect of the boundary condition on FE modeling.
Figs. 3.1b - 3.1d show the mesh refinement applied on the corrosion defects to ensure
reliable simulation. The uncorroded area on the pipe was under coarse meshing to reduce the
computational cost. A mesh density analysis was conducted to determine the appropriate meshing
sizes for different defects, as shown in Fig. 3.2. The mesh sizes were 8 mm and 10 mm in
circumferential and longitudinal directions, respectively. The maximum and minimum element
sizes of the corroded region were 3 mm and 1 mm, respectively. The corrosion defects have a
smooth edge, with a radius equaling to the defect depth, to avoid a high stress concentration. All
the parameters were not changed over time during each simulation run as they were static
parameters.

26
0 20000 40000 60000 80000 100000 120000500
550
600
650
700
750
800
Ma
xim
um
vo
n M
ises
str
ess
(MP
a)
Number of elements
Fig 3.2. Mesh density analysis for failure pressure prediction of an X80 pipe containing
multiple corrosion defects
3.1.2 Properties of pipeline steels and the failure criterion of pipelines
Three grades of pipeline steel, i.e., API X46, X60 and X80 steels, were chosen for FE
modeling. The Ramberg-Osgood (R-O) stress-strain rule, which was widely used to describe the
hardening behavior of metals [122], was adopted in this work. The R-O equations for pipeline
steels were [123]
n
yE E
= +
(3.1)
12.64= +0.079( )uE
(3.2)

27
where ε is true strain, σ is true stress, E is Young’s modulus (200,000 MPa), y is yielding
strength, u is ultimate tensile strength, and and n are R-O material parameters. The properties
and relevant parameters of the three steels are listed in Table 3.1 [80,122,123]. Particularly, the
equation (3.1) applied for X46 [122] and X60 [123] steels, and equation (3.2) worked for X80 [80]
steel for validation of the FE modeling results. The Poisson’s ratio ( ) was set as 0.3.
Table 3.1. Properties and relevant parameters of three grades of pipeline steel.
Steel grade n y (MPa) u (MPa)
X46 [122] 7.45 3.74 357.0 542.0
X60 [123] 7.31 2.29 433.0 618.0
X80 [80] - - 534.1 718.2
The primary stress of pipelines is from internal operating pressure. The failure criterion
used in this work follows a stress-based one, where pipeline failure occurs when the von Mises
equivalent stress exceeds a reference stress level at the corrosion defects. The ultimate tensile
strength u was used as the reference stress in this work [6].
3.1.3 Validation of FE modeling results
The FE modeling results must be validated by comparison with data from various sources,
which can be a computational software that has a different analytical basis, a theoretical
calculation, or experimental data [124]. Experiment testing is sometimes time-consuming, but it is
reliable if the solution cannot be obtained theoretically and there is no previous data that can be
referred to. The verification and optimization of the FE modeling in this work were based on the

28
experimental data published in Benjamin and Cunha’s work [125], where a series of tests were
conducted to study the interaction of corrosion defects on pipelines. Relevant testing results were
chosen to validate the accuracy of the FE models developed in this work. The testing specimens
used by Benjamin and Cunha [125] were cut from a pipe made of API X80 steel, with a pipe wall
thickness of 8.1 mm and an outer diameter of 458.8 mm. As shown in Table 3.2, specimen #1 had
a single defect, while specimens #2 and #3 were both composed of two corrosion defects with
similar geometries. The defects on specimen #2 were longitudinally aligned along the axis of the
pipe. For specimen #3, two corrosion defects were circumferentially aligned and perpendicular to
the axis of the pipe. The defects were all machined in the laboratory.
Table 3.2. Geometry of corrosion defects present on pipelines published in Benjiamin’s
work [125]
Specimen
Defect depth
(mm)
Defect length
(mm)
Defect width
(mm)
SL
(mm)
SC
(mm)
Defect
orientation
#1 5.39 39.60 31.90 - -
#2 5.32 39.60 31.90 20.50 -31.90
#3 5.62 39.60 32.00 -39.60 9.90
For a single corrosion defect and two defects longitudinally or circumferentially aligned
on an X80 steel pipeline, as shown in Table 3.2, the failure pressures determined by FE modeling
in this work, PFEM, are listed in Table 3.3, where the testing failure pressures (PE) [68] are also
included for comparison. The variation between the two sets of failure pressure is calculated by

29
Variation (%) = 100%E FEM
E
P P
P
− (3.3)
Table 3.3. Failure pressures of X80 steel pipeline containing different types of corrosion
defects, which are schematically shown in Table 3.2, determined by FE modeling in this
work (PFEM), as a comparison with the testing results (PE) [68].
Specimen PE (MPa) PFEM (MPa) Variation (%)
#1 22.68 22.47 0.92
#2 20.31 20.21 0.49
#3 21.14 21.39 1.18
It is seen that the variations are quite small for all types of corrosion defects, confirming
the reliability of the FE models developed in this work in prediction of failure pressures of corroded
pipelines.
Fig. 3.3 shows the distribution of von Mises stress contour on specimen #2, where two
longitudinal corrosion defects are present. It is seen that the maximum von Mises stress occurs at
both the bottom of the corrosion defect and the spacing between the two defects. The areas with a
high stress concentration can be associated with a fracture. In the lab testing, it was found that the
fracture occurred exactly at the bottom of a defect present on the specimen [68]. The modeling
results and actually tests are consistent very well.

30
Fig 3.3. Distribution of von Mises stress (MPa) contour of specimen #2, where two
longitudinal corrosion defects are present.
3.1.4 FE modeling of longitudinally and circumferentially aligned, as well as overlapped
corrosion defects
As mentioned above, the FE modeling conducted on specimens #2 and #3 was performed
to determine the interaction between two longitudinally and circumferentially aligned corrosion
defects, respectively, but the steel was of X80 grade only [80]. Models were thus developed for
the grades of X46 and X60 steels in this work, and further, the failure pressure of corroded
pipelines was predicted under various longitudinal and circumferential spacing between adjacent
corrosion defects.
In addition to longitudinally and circumferentially aligned corrosion defects, multiple
corrosion defects overlapped with each other were also modeled to be representative of the reality
in this work. FE models were developed to study the interaction of overlapped, two layers of
corrosion defects present on three grades of steel. The outer pipe diameter was 458.8 mm, and the

31
wall thickness was 10.0 mm. Fig. 3.3 shows the FE model for the overlapped corrosion defects.
The top (or big) defect was defined as the first layer defect with the half length, depth and half
width of L1, d1 and w1, respectively. The bottom (or small) defect was defined as the second layer
one with the half length, depth and half width marked as L2, d2 and w2, respectively. Same as the
longitudinal and circumferential defects, the overlapped ones were rectangularly shaped. The
lengths (L1 and L2) were always in the axial direction of the pipe, and the widths (w1and w2) were
in the circumferential direction. The half angular width, w1 and w2, were 16° and 8°, respectively.
The values of L1 to be modeled included 19.8 mm, 39.6 mm and 79.2 mm, and L2 was a half of L1.
The values of d1 were 2 mm, 3 mm and 4 mm, and those of d2 were 0.3, 0.4, 0.5, 0.6, 0.7, 0.8, 0.9
and 1.0 time of d1, respectively. In reality, the size of corrosion defects may change during the
corrosion process. In this work, it was assumed that the corrosion defect maintained at a fixed
width, with growing depth and length in order to investigate the mutual influence of the overlapped
defects in the depth and length directions. Actually, it was proven that compared to the defect
length and depth, the width did not affect apparently the interaction of defects [126].

32
Fig 3.4. FE model of a pipe containing two corrosion defects overlapped with each other.
The top (or big) defect has a length of 2L1, depth d1 and width 2w1, and the bottom (or
small) defect has a length of 2L2, depth d2 and width 2w2.
It is noted that the dimensions of the corrosion defects simulated in this work are well
within the size ranges of actual defects present on pipelines. According to the AGA/PRCI Database
of Corroded Pipe Tests [126], the actual corrosion defects detected on pipelines usually have a
range of dimension of 19.35 to 3048.00 mm in length, 1.60 to 17.10 mm in maximum defect depth,
and 0.15 to 304.80 mm in width. The simulated corrosion defects in this work are ranged as the
length of 39.60 to 158.40 mm, the defect depth of 0.60 to 5.62 mm, and the width of 19.80 to 39.60
mm.
3.2 FE models for simulation and prediction of the M-E effect at multiple corrosion defects
3.2.1 Initial and boundary conditions
The multi-physics FE modeling of the M-E interaction of corrosion defects on an X46 steel
pipeline was conducted using a commercial COMSOL Multiphysics® 4.2a software [127]. A
relative tolerance of 0.001 was adopted to assure the convergence. A half of the steel pipe
containing multiple corrosion defects was simulated by a 3-D model, as shown in Fig. 3.5, to
reduce the implementation complexity and computational cost considering the symmetry of the
object. For comparison, a 2-D model was used to simulate the stress, potential, and current density
distributions on the pipe under an axial stress. The pipe wall thickness (t) was 10 mm, and the
outer diameter (D) was 458.8 mm. The length of the pipe segment for FE simulation was 2,000
mm. All the parameters were not changed over time during each simulation run as they were static
parameters.

33
Schematic diagram of a steel pipe containing two longitudinally aligned corrosion defects
(a) 3-D model, (b) 2-D model.

34
(a)
(b)
Schematic diagram of a steel pipe containing two circumferentially aligned corrosion
defects, (a) 3-D model, (2) the pipe under internal pressure or tensile stress

35
Schematic diagram of a steel pipe containing two overlapped corrosion defects
Fig 3.5. FE models of a steel pipe containing multiple corrosion defects on the external
surface, including longitudinally aligned, circumferentially aligned and overlapped
This research is used to study a situation when the defects are exposed to the near-neutral
pH solution that trapped under disbonded pipeline coating, and other regions are still covered by
coating.
For the 2-D model, the left end of the pipe was fixed, while the right end was applied with
a pre-determined tensile load. The bottom of the pipe was set as electric grounding, and the
steel/solution interface was set as a free boundary. The mesh type used was triangular. The pipe
body was generally under a coarse meshing to reduce the computational cost, and the mesh
refinement was conducted at the corrosion defects to ensure the simulation accuracy. The
maximum and minimum element sizes were 5 mm and 0.1 mm, respectively.
For the 3-D model, symmetrical constraints were applied. Displacement in z-direction of
both ends was constrained. The length of the pipe was sufficient to avoid the effect of boundary
conditions on modeling of the defected area. The outer surface of the pipe was set as a free

36
boundary, while other surfaces were set as electrically isolated. The mesh type was tetrahedral.
Similarly, the pipe body was under a coarse mesh, and the meshing refinement was applied on the
defected area. The maximum and minimum element sizes were 10 mm and 1 mm, respectively.
The length of the pipe was sufficient to avoid the boundary effect on corroded region. The mesh
sensitivity analysis is shown in Fig. 3.6. The FE simulation was conducted in three physical fields,
i.e., mechanical stress field, electrochemical corrosion field, and M-E coupling field.
Fig 3.6. Mesh sensitivity analysis for M-E effect of an X46 pipe containing multiple
corrosion defects
3.2.2 Properties of pipeline steels and electrochemical corrosion parameters
X46 pipeline steel was used for FE modeling in this work. The elastic properties of the
steel included a Young’s modulus (E) of 207,000 MPa and a Poisson’s ratio ( ) of 0.3. The plastic
stress follows a nonlinear isotropic hardening model [32]
0 10000 20000 30000 40000 50000 60000 700000
100
200
300
400
500
600
700
Maximum von Mises stress
Maximum anodic current density
Number of elements
Maxim
um
von M
ises s
tress (
MP
a)
5.0
5.2
5.4
5.6
5.8
6.0
Anodic
curre
nt d
ensity
(A
/cm
2)

37
σ = σys + σh ϵps (3.4)
where σys is yield strength, i.e., 410 MPa for X46 steel [39], σh is an experimental stress function,
and ϵps is effective plastic strain. The ultimate tensile strength of X46 steel is 630.1 MPa [39].
During corrosion, the anodic and cathodic reactions of X46 steel in the deoxygenated, near-
neutral pH solution (pH 6.8) included the iron oxidation and hydrogen evolution [32]
Anodic reaction: 2Fe Fe 2e+→ + (3.5)
Cathodic reaction: 2H+ + 2e → H2 (3.6)
It was demonstrated that the corrosion of X46 steel in the solution was activation-
controlled. The corrosion kinetic equation can be expressed as
0, exp( )aa a
a
i ib
= (3.7)
0, exp( )cc c
c
i ib
= (3.8)
eq = − (3.9)
where 0,ai and 0,ci are anodic and cathodic exchange current densities, respectively, ai and ci are
anodic and cathodic current densities, respectively, a and c are anodic and cathodic

38
overpotentials, respectively, ab and cb are anodic and cathodic Tafel slopes, respectively, is
electrode potential, and eq is equilibrium electrode potential. According to Nernst equation, the
anodic and cathodic equilibrium potentials are written as
0 2
, ,
0.0592log Fe
2a eq a eq + = + (3.10)
0
, , 0.0592log[H ] 0.0592pHc eq c eq += + = − (3.11)
The equilibrium potentials of reactions (3.10) and (3.11) are calculated as -0.859 V (saturated
calomel electrode, SCE) and -0.644 V (SCE), respectively [39]. The exchange current densities of
the two reactions are derived from the group’s previous work [39]. Table 3.4 lists the
electrochemical corrosion parameters used as the initial inputs for FE modeling in this work.
Table 3.4. The initial electrochemical parameters for FE simulation derived from [39]
Electrochemical
reactions
log i0
(A/cm2)
Equilibrium
potential
(V, SCE)
Tafel slope
(V/decade)
i0
(μA/cm2)
Hydrogen evolution -5.989 -0.644 -0.192 1.026
Iron oxidation -6.359 -0.859 0.111 4.373×10-1

39
3.2.3 Effect of stress on electrode potential
According to Gutman’s theory [128], the change of equilibrium electrode potential
caused by external elastic and plastic deformations can be expressed as:
Elastic deformation: ,
e ma eq
PV
zF
= − (3.12)
Plastic deformation: ,
0
ln( 1)p
a eq p
TR
zF N
= − + (3.13)
where ,
e
a eq and ,
p
a eq denote variations of equilibrium potential of anodic reaction under elastic
and plastic deformations, respectively, 0
,a eq is the standard equilibrium potential of anodic
reaction, mV is molar volume (for steel, 6 37.13 10 m / mol− ), z is charge number (i.e., 2 for steels),
R is ideal gas constant (8.314 J / mol K ), T is absolute temperature (298.15 K), F is Faraday’s
constant (F = 96485 C/mol), is an orientation-dependent factor ( 0.45 = ), is a coefficient
(i.e., 11 21.67 10 cm− ), 0N is the initial dislocation density prior to plastic deformation ( 8 21 10 cm− ),
p is plastic strain obtained from solid mechanics simulation [128], and P equals to 1/3 of
uniaxial tensile stress in 2-D model; while in 3-D model, it is expressed as:
( ) / 3zP = + (3.14)
2
PD
t = (3.15)
4z
PD
t = (3.16)

40
where is hoop stress, z is axial stress, P is internal pressure, D is outer diameter of pipeline,
and t is pipe wall thickness. The equilibrium potential of the anodic reaction under the M-E effect
can thus be written as:
0
, ,
0
ln( 1)m ma eq a eq p
P V TR
zF zF N
= − − + (3.17)
3.2.4 Comparison of 3D modeling results with the theoretical calculations
The modeling results obtained in this work were validated by theoretical calculations of
both the first principal stress in solid mechanics field and the anodic current density in
electrochemical corrosion field on an X46 steel pipeline. The anodic dissolution current density,
ai , of an elastically stressed steel is given by [54].
exp( )ma a
PVi i
RT
= (3.18)
whereai is the anodic current density of a non-stressed steel in an aqueous solution.
The anodic current density (A/m2) and corrosion rate (CR) are related by CR=3.06 zρ/M
(A/m2), where z is number of electrons exchanged in corrosion reaction, ρ is density (g/cm3), and
M is atomic mass (g) [47]. For steels, z=2, ρ=7.88 g/cm3, and M=55.85 g. Thus, the relation of 1
mm/y=0.863 A/m2 applies for corrosion rate conversion for steels.
Table 3.4 shows the first principal stress and anodic current density of X46 pipeline steel
in the near neutral pH NS4 solution under various internal pressures, as compared with the
modeling results obtained in this work. It is seen that the variations between the theoretical

41
calculations and modeling results are below 10 %, indicating the reliability of the developed model
for the M-E effect determination. The differences can be occurred by the boundary conditions and
element type.
Table 3.5. First principal stress (MPa) and anodic current density (μA/cm2) of X46 steel
pipe in a near neutral solution under various internal pressure determined by FE modeling
in this work, as a comparison with the theoretical calculations.
3.3 FE models for failure pressure prediction of pipelines containing a corrosion defect
associated with a dent
3.3.1 Initial and boundary conditions
A general-purpose software package ABAQUS 6.13 was used in this work to perform FE
analysis. 3D FE models of a pipe segment and a rigid indenter shaped of a ring torus [100] were
created for modeling the formation of a dent on the pipe. The pipe outer diameter was 762 mm,
and the wall thickness was 6.35 mm. The dent was created by the indenter, introducing an inward
deformation on the pipe wall. In order to model the denting procedure, a contact algorithm was
chosen in ABAQUS. A surface-to-surface contact method was employed between the pipe and the
Internal Pressure (MPa) 2 3 4 5 6 7 8 9 10
First
principle
stress,
(MPa)
Theoretical 45.88 68.82 91.76 114.70 137.64 160.58 183.52 206.46 229.40
Simulation 45.86 68.80 91.75 114.70 137.60 160.55 183.50 206.44 229.38
Variation
(%) 0.04 0.03 0.01 0 0.02 0.02 0.01 0.01 0.01
Anodic
current
density,
ai 2(μA/cm )
Theoretical 3.92 4.08 4.14 4.32 4.51 4.60 4.81 4.96 5.14
Simulation 3.90 4.07 4.13 4.29 4.48 4.57 4.80 4.95 5.12
Variation
(%) 0.51 0.25 0.24 0.69 0.67 0.65 0.21 0.20 0.39

42
indenter. Since the indenter is much harder than the pipe steel, the indenter was selected as the
master surface and the pipe as the slave surface.
Fig 3.7. (a) 3D modeling of a pipe containing a dent and corrosion feature, (b) a dent
located adjacently to corrosion feature.
The dent was introduced into the pipe when it is idle (i.e., at zero pressure), modelling the
dent generation during construction of the pipeline. Three steps were taken for the entire simulation
process. The pipe was firstly dented by the rigid indenter with a specific amount of indentation.
Then the indenter was removed, and a phenomenon of “spring back” was observed at the dented
area during the indenter-removal. The dented pipe was finally pressurized until the maximum von
Mises stress reached the ultimate tensile strength of X46 steel (i.e., 630MPa). The dent was re-
rounded with the increased internal pressure. The corrosion feature was developed with the
technique of element deactivation after the indenter was removed. This approach could simulate
(a)
(b)

43
the corrosion feature on the pipe body after the dent formation. Symmetrical conditions permitted
modelling of one-half of the pipe segment for reducing computational time. The pipe length was
enough to avoid the effect of boundary conditions on the dented and corroded regions. The dent
and the adjacent corrosion feature were longitudinally located on the pipe surface, as shown in Fig.
3.7.
Fig 3.8. (a) Meshes of pipe and indenter, (b) refined mesh of damaged area, (c) symmetrical
constraints.
(a)
(b)
(c)

44
A 3D 8-node linear brick (C3D8R), reduced-integration solid element was assigned on the
pipe body, enabling a large deformation and contact analysis. The indenter was composed of a 4-
node linear doubly curved shell (S4R), with reduced-integration element. Three elements were
assigned over the wall thickness of the pipe. Fig. 3.8a shows the meshes of the pipe and the indenter.
The mesh was assigned equally along the circumferential direction with the size of 30 mm. In the
longitudinal direction of the pipe, the mesh size was assigned increasingly from the dented region
to the pipe end with a single bias mesh strategy, starting from 2 mm to 30 mm. The mesh was
refined at the dented and corroded regions, as shown in Fig. 3.8b. Kinematic coupling constraint
with freedom in the radial direction boundary condition was applied on both ends of the pipe with
the fixed center points, allowing the pipe to expand at the center points with increased internal
pressures, but no rigid body motion. Symmetrical constrains were applied on two symmetrical
longitudinal planes, as shown in Fig. 3.8c.
The dent depth, and the length and depth of the corrosion feature were considered in the
modelling. The dent depths were 4.1, 11.4 and 20.0 mm. The corrosion length varied between 50
mm and 150 mm, and the corrosion depth increased from 25% to 78% of the pipe wall thickness,
with a fixed corrosion width. Previous work demonstrated that the corrosion width was not as
important as the corrosion length and depth to affect the failure pressure of corroded pipelines
[129]. Round edges with a radius equaling to the corrosion depth were made on the corrosion
feature to relieve the stress concentration. All the parameters were not changed over time during
each simulation run as they were static parameters.

45
3.3.2 Properties of pipeline steels
The X46 pipeline steel used for the FE modelling in this work possesses a Young’s
modulus, E , of 207,000 MPa and Poisson’s ratio, , of 0.3. The stress-strain relationship was
obtained previously [39], where the yielding strength was 410 MPa and the ultimate tensile
strength was 630.1 MPa. The isotropic hardening of the steel was used in the modelling.
The failure criterion of pipelines follows the von Mises yield criterion, where the pipeline
failure occurs when the von Mises equivalent stress exceeds a reference stress level at the defective
area. In this work, the reference stress was the ultimate tensile strength of X46 steel.
3.3.3 Mesh density analysis
A mesh density analysis was conducted to optimize the meshing selection to obtain reliable
modelling results with the least time frame. The mesh sizes used were 100 mm, 50 mm, 30 mm,
20 mm and 10 mm, following the hoop direction. The total number of elements used in each pipe
segment was 20,550, 24,454, 27,152, 31,538 and 49,144 for the 100 mm, 50 mm, 30 mm, 20 mm
and 10 mm meshes, respectively. The modelled maximum von Mises stress for each element size
is shown in Fig. 3.9. By consideration of the modelling accuracy and computational time, the 30
mm element size (i.e., 27,152 elements) for the hoop direction was selected. The dented and
corroded regions were assigned with elements with the size of 2 mm. The indenter was meshed
with a bigger element size than the defective region.

46
20000 30000 40000 50000 60000600
610
620
630
640
650
Ma
xim
um
vo
n M
ises
str
ess
(MP
a)
Number of elements
Fig 3.9. Mesh density analysis for failure pressure prediction of an X46 pipe containing
dent associated with corrosion defects

47
Chapter Four: Modeling of the interaction of multiple corrosion defects and its effect on
failure pressure of pipelines1
4.1 Interaction of longitudinally and circumferentially aligned corrosion defects on
pipelines
As stated, the interaction between adjacent corrosion defects results in decreased failure
pressure of pipelines. To quantify the interaction, the failure pressure of a pipeline containing a
single defect, i.e., Psingle, determined by the FE analysis, is used as a reference. The criterion used
to evaluate the interaction between corrosion defects is defined as [67]
/ 0.99, no interaction
/ 0.99, interaction exists
multiple single
multiple single
P P
P P
(4.1)
where Pmultiple is the failure pressure of pipelines containing multiple corrosion defects. When the
ratio of Pmultiple/Psingle equals to or larger than 0.99, there is no interaction between the adjacent
defects. If the ratio is smaller than 0.99, an interaction exists between the defects. The ratio of 0.99
allows for a certain tolerance. The smaller the ratio, the more significant the effect of interaction
on failure pressure of pipelines is.
The effect of the longitudinal spacing of corrosion defects is conducted on specimen #2
listed in Table 3.2, where the depth, length and width of the defects are 5.32 mm, 39.60 mm and
31.90 mm, respectively. Two defects are aligned longitudinally in the axial direction of the pipe.
1 The research work in this chapter is published as:
Jialin Sun, Y. Frank Cheng, Assessment by finite element modeling of the interaction of multiple corrosion defects
and the effect on failure pressure of corroded pipelines, Engineering Structures 165 (2018) 278-286.

48
The spacing of the defects refers to the distance between the adjacent edges of the defects. Fig. 4.1
shows the effect of the longitudinal spacing of corrosion defects on the ratio of failure pressures
(Pmultiple/Psingle) of pipelines made of X46, X60 and X80 steels. It is seen that the ratio of
Pmultiple/Psingle increases with the increasing longitudinal spacing between the corrosion defects.
This indicates that the effect of interaction on the failure pressure of corroded pipelines reduces as
the longitudinal spacing of the defects increases. There is little effect of the steel grade on the
change of the Pmultiple/Psingle ratio vs. the longitudinal spacing between defects. A critical
longitudinal spacing value of 152.40 mm is identified for the three grades of pipeline steel as the
failure pressure ratio of three curves all reaches 0.99.
In summary, for pipelines containing longitudinally aligned corrosion defects, when the
spacing between them is larger than 152.40 mm, the interaction does not exist, and the multiple
defects can be treated as individual ones. The steel grade does not affect this conclusion.
0 20 40 60 80 100 120 140 160 180 2000.87
0.90
0.93
0.96
0.99
1.02
Pm
ult
iple/P
sin
gle
Longitudinal spacing (mm)
X46
X60
X80
0.99
Fig 4.1. Effect of the longitudinal spacing of corrosion defects on the ratio of failure
pressures (Pmultiple/Psingle) of pipelines made of X46, X60 and X80 steels.

49
The effect of the circumferential spacing of corrosion defects is conducted on specimen #3
in Table 3.2, where the depth, length and width of the defects are 5.62 mm, 39.60 mm and 32.00
mm, respectively. Two defects are aligned circumferentially on the circumferential direction of
the pipe. The spacing of the defects also refers to the distance between the adjacent edges of the
defects. Fig. 4.2 shows the effect of the circumferential spacing of corrosion defects on the ratio
of failure pressures (Pmultiple/Psingle) of pipelines made of X46, X60 and X80 steels. The failure
pressure ratio of three grades of pipeline steel also increases with the increasing circumferential
spacing between corrosion defects, indicating that the interaction of the defects reduces with the
increasing circumferential spacing. Similar to the longitudinal defects in Fig. 4.1, the steel grade
affects slightly the dependence of the failure pressure ratio on the circumferential spacing. Thus,
the interaction between circumferential defects is also approximately independent of the grade of
pipeline steel. The three curves reach the critical ratio at the circumferential spacing of about 43.2
mm, which is much smaller than the critical spacing for longitudinal defects.

50
0 20 40 60 80 100 120 140 160 180 2000.984
0.986
0.988
0.990
0.992
0.994
Pm
ult
iple/P
sin
gle
Circumferential spacing (mm)
X46
X60
X80
0.99
Fig 4.2. Effect of the circumferential spacing of corrosion defects on the ratio of failure
pressures (Pmultiple/Psingle) of pipelines made of X46, X60 and X80 steels.
In summary, for pipelines containing circumferentially aligned corrosion defects, when the
spacing between them is larger than 43.20 mm, the interaction does not exist, and the multiple
defects can be treated as individual ones. The interaction between circumferential defects is
approximately independent of the grade of pipeline steels. Compared to circumferential corrosion
defects, the longitudinal defects are associated with a larger spacing where the interaction between
defects exists and affects the failure pressure of pipelines. Thus, the circumferential spacing of
corrosion defects has smaller of an influence on the failure pressure of corroded pipelines
compared to the longitudinal spacing of two defects with identical dimensions. The difference
between the longitudinal and circumferential spacing effects on Pmultiple/Psingle ratio is attributed to
the fact that the defect length affects the failure pressure of corroded pipelines at a more significant

51
level than the defect width while its depth is kept constant. This phenomenon was also observed
previously [126].
4.2 Interaction of overlapped corrosion defects on pipelines
Overlapped corrosion defects are aligned along the radial direction of the pipe with their
lengths in the axial direction of the pipe. Fig. 4.3 shows the distribution of von Mises stress on an
X46 steel pipe, which is representative of those on X60 and X80 steels, containing the overlapped
corrosion defects with L1 of 19.8 mm, d1 of 3 mm and various d2 values (i.e., 0.9, 1.5, 2.4 and 3.0
mm) under an operating pressure of 20 MPa. It is seen that the stress distribution is not uniform.
At individual d2, the stress inside the defects is higher than the pipe surface. With the increase of
d2, the stress at the bottom of the defects increases apparently. Thus, a stress concentration occurs
mainly at the bottom of defects as its depth increases, with the maximum von Mises stress observed
at the edge of the defects.

52
Fig 4.3. Distributions of von Mises stress on X46 steel pipe containing the overlapped
corrosion defects with L1 of 19.8 mm, d1 of 3 mm and various d2 values under an operating
pressure of 20 MPa.
Table 4.1 summarizes the failure pressures of X46, X60 and X80 steel pipelines containing
the overlapped corrosion defects with L1 of 19.8 mm and various d1 and d2/d1 ratios. It is seen that,
with other variables fixed, the failure pressure of the pipeline decreases with the increasing d1 and
d2/d1 ratio (i.e., the increasing d2 at a fixed d1). Moreover, with the fixed defect geometry, the
failure pressure of the pipeline increases with the increasing steel strength.

53
Table 4.1. Failure pressures (MPa) of pipelines containing the overlapped corrosion defects
with L1 of 19.8 mm, various d1 and the d2/d1 ratios for X46, X60 and X80 steels.
To quantify the influence of defect overlapping on the failure pressure of pipelines, the
failure pressure in the presence of a single defect, i.e., Psingle, is used as a reference. The effect of
the overlapped defects on the failure pressure of a pipeline can be described as the ratio of
Poverlapped/Psingle, where Poverlapped is the failure pressure of pipelines containing overlapped
corrosion defects. Generally, the smaller the ratio of Poverlapped/Psingle, the more significant the effect
of overlapped corrosion defects on the failure pressure. Figs. 4.4 - 4.6 show the failure pressure
ratio, i.e., Poverlapped/Psingle, of pipelines containing the overlapped corrosion defects as a function
of the depth ratio of corrosion defects, i.e., d2/d1, with L1 of 19.8 mm and L2 of 9.8 mm for X46,
X60 and X80 steels, respectively. Linear relationships are observed between the Poverlapped/Psingle
d2/d1
d1 (mm)
0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
X46 steel
2 21.86 21.84 21.80 21.76 21.71 21.68 21.65 21.62
3 21.40 21.31 21.20 21.11 21.02 20.96 20.89 20.85
4 20.54 20.41 20.29 20.19 20.04 19.93 19.75 19.67
X60 steel
2 26.00 25.98 25.92 25.90 25.84 25.82 25.76 25.68
3 25.27 25.17 25.06 25.01 24.88 24.77 24.67 24.59
4 24.11 23.98 23.82 23.69 23.54 23.38 23.23 23.07
X80 steel
2 31.80 31.77 31.70 31.67 31.57 31.54 31.48 31.44
3 31.03 30.90 30.74 30.61 30.49 30.39 30.30 30.23
4 29.73 29.54 29.38 29.23 29.01 28.85 28.60 28.47

54
ratio and d2 /d1. This is due to the fact that the lengths and widths of overlapped corrosion defects
modeled in this work are linearly related. With varied relationships between the length and width
of the overlapped defects, the derived dependences of Poverlapped/Psingle on d2/d1 can be different.
Generally, the width (w) of corrosion defects does not greatly affect the failure pressure of
pipelines as compared to the defect depth (d) and length (L). This applies for a single defect and
multiple defects oriented either longitudinally or circumferentially [126]. It is seen that the
existence of the bottom layer defect lowers the failure pressure of the pipeline, compared to that
in the presence of a single top layer defect only. The Poverlapped/Psingle ratio linearly decreases with
the increasing d2/d1 ratio, indicating that the failure pressure decreases with the increase of d2 (i.e.,
the depth of the bottom defect) at fixed d1 values. The slope (K) of the lines obtained by the linear
regression analysis is used to quantify the relationship between the Poverlapped/Psingle ratio and the
d2/d1 ratio. Moreover, at individual d2/d1 ratios, there is a smaller Poverlapped/Psingle ratio at a larger
d1, i.e., the depth of the top layer defect. Thus, an increase in the depth of either top or bottom layer
corrosion defect would reduce the failure pressure of the corroded pipelines. A further comparison
of the absolute value of the linear slope shows that the absolute value of K increases with the
increasing d1. Thus, with the top layer corrosion defect becoming deeper, the Poverlapped/Psingle ratio
decreases more rapidly as the bottom layer defect depth increases.

55
0.2 0.4 0.6 0.8 1.0 1.20.80
0.85
0.90
0.95
1.00
1.05
K= -0.058
K= -0.036 d
1=2 mm
d1=3 mm
d1=4 mm
Fitted curve (d1=2 mm)
Fitted curve (d1=3 mm)
Fitted curve (d1=4 mm)
Poverl
apped/P
sin
gle
d2/d
1
K= -0.016
Fig 4.4. The failure pressure ratio, i.e., Poverlapped/Psingle, of X46 steel pipeline containing
overlapped corrosion defects as a function of the depth ratio of the defects, i.e., d2/d1, with
L1 19.8 mm and L2 9.8 mm.
0.2 0.4 0.6 0.8 1.0 1.20.80
0.85
0.90
0.95
1.00
1.05
K= -0.057
K= -0.038 d
1=2mm
d1=3mm
d1=4mm
Fitted curve (d1=2mm)
Fitted curve (d1=3mm)
Fitted curve (d1=4mm)
Pove
rlapped
/Psi
ngle
d2/d
1
K= -0.015
Fig 4.5. The failure pressure ratio, i.e., Poverlapped/Psingle, of X60 steel pipeline containing
overlapped corrosion defects as a function of the depth ratio of the defects, i.e., d2/d1, with
L1 19.8 mm and L2 9.8 mm.

56
0.2 0.4 0.6 0.8 1.0 1.20.80
0.85
0.90
0.95
1.00
1.05
K= -0.060
K= -0.036
K= -0.014
d1=2 mm
d1=3 mm
d1=4 mm
Fitted curve ( d1=2 mm)
Fitted curve ( d1=3 mm)
Fitted curve ( d1=3 mm)
Po
verl
ap
ped/P
sin
gle
d2/d1
Fig 4.6. The failure pressure ratio, i.e., Poverlapped/Psingle, of X80 steel pipeline containing
overlapped corrosion defects as a function of the depth ratio of the defects, i.e., d2/d1, with
L1 19.8 mm and L2 9.8 mm.
The dependences of the Poverlapped/Psingle ratio on d2/d1 for X60 and X80 steels, as shown in
Figs. 4.5 and 4.6 are quite similar to that of X46 steel. The Poverlapped/Psingle ratio also decreases
linearly with the increasing d2/d1. Moreover, as the depth of either the top or the bottom layer
corrosion defect increases, the failure pressure of the corroded pipeline made of X60 or X80 steels
also decreases. A close comparison of the results in Figs. 4.4 - 4.6 shows that the steel grade clearly
does not affect the relationship between the Poverlapped/Psingle ratio and d2/d1, which means that the
interaction of overlapped corrosion defects is approximately independent of the strength of
pipeline steels.

57
0.2 0.4 0.6 0.8 1.0 1.20.80
0.85
0.90
0.95
1.00
1.05
K= -0.144
K= -0.094
K= -0.057
d1=2 mm
d1=3 mm
d1=4 mm
Fitted curve (d1=2 mm)
Fitted curve (d1=3 mm)
Fitted curve (d1=4 mm)
Po
verl
ap
ped/P
sin
gle
d2/d
1
Fig 4.7. The Poverlapped/Psingle ratio as a function of the defect depth ratio, d2/d1, for X60 steel
pipeline with the defects’ lengths of 2L1 and 2L2.
0.2 0.4 0.6 0.8 1.0 1.20.65
0.70
0.75
0.80
0.85
0.90
0.95
1.00
1.05
K= -0.210
K= -0.161
K= -0.105
d1=2 mm
d1=3 mm
d1=4 mm
Fitted curve (d1=2 mm)
Fitted curve (d1=3 mm)
Fitted curve (d1=4 mm)
Poverla
pp
ed/P
sin
gle
d2/d1
Fig 4.8. The Poverlapped/Psingle ratio as a function of the defect depth ratio, d2/d1, for X60 steel
pipeline with the defects’ lengths of 4L1 and 4L2.

58
The defect length is the dominant factor for the failure pressure of pipelines with a single
defect when the defect depth is constant. Generally, the failure pressure of corroded pipelines is
reduced for a single defect with constant depth but increasing length. The analysis of the interaction
of overlapped defects on pipelines is also conducted with varied lengths of the defects. Figs. 4.7 -
4.8 show the Poverlapped/Psingle ratio as a function of the defect depth ratio, d2/d1, for X60 steel
pipeline with defect lengths of 2L1 39.6 mm, 2L2 19.8 mm and 4L1 79.2 mm, 4L2 39.6 mm,
respectively. The Poverlapped/Psingle ratio is linearly related to the d2/d1 ratio for defects with various
lengths (i.e., L1 and L2), which is identical to that observed in Fig. 4.5. It is noted that as the defect
length increases, the absolute value K increases. For example, at d1 4 mm, for defects with lengths
of L1 and L2, K is 0.057, as seen in Fig. 4.5, while K increases to 0.144 and 0.210 for the defects
with lengths of 2L1/2L2 and 4L1/4L2, respectively. Apparently, as the defects become longer, the
Poverlapped/Psingle ratio decreases more rapidly with the increasing d2/d1 ratio, i.e., the interaction
becomes greater to induce a more rapid decrease of the failure pressure of pipelines.
Table 4.2. Absolute values of slope (K) of the fitted lines in Figs.4.4 – 4.6 for X46, X60 and
X80 steels with L1 19.8 mm and L2 9.8 mm.
Depth of the top layer defect
d1 (mm) X46 X60 X80
2 0.016 0.015 0.016
3 0.036 0.038 0.036
4 0.058 0.057 0.060
Table 4.2 lists the absolute values of the slope K of the fitted lines in Figs. 4.4-4.6, and
Table 4.3 lists the absolute values of K of the fitted lines in Figs. 4.5, 4.7 and 4.8. It is seen from
Table 4.2 that K increases with the increasing defect depth d1. Moreover, K is approximately

59
independent of the steel grade. From Table 4.3, at individual d1, K increases with the increasing
defect length (L1 and L2), indicating that, in addition to the defect depth, the defect length also
influences the interaction between the overlapped defects. Therefore, as the defects become longer
during corrosion reaction, the failure pressure of the pipeline would decrease.
Table 4.3. Absolute values of slope (K) of the fitted lines in Figs. 4.5, 4.7 and 4.8 for X60
steel with varied lengths of the defects (L1 and L2).
The analyses provide an important insight into the remaining strength of corroded pipelines.
It is noted that a larger deviation can occur during simulation and evaluation of the overlapped
corrosion defects compared to the isolated defects. The geometries, i.e., depth and length, of both
top and bottom layer corrosion defects can affect the interaction between defects, and thus the
failure pressure of pipelines. Moreover, the steel grade, including X46, X60 and X80 steels in this
work, does not affect apparently the interaction between corrosion defects which are oriented
either longitudinally, circumferentially or overlapped. As X46, X60 and X80 steels represent the
low, mediate and high strength pipeline steels [130], the research findings from this work apply
for pipelines made of varied grades.
d1 (mm)
L1, L2 (mm) 2 3 4
L1=19.8, L2=9.8 0.016 0.035 0.058
2L1=39.6, 2L2=19.8 0.057 0.094 0.144
4L1=79.2, 4L2=39.6 0.105 0.161 0.210

60
4.3 Quantification of interaction of multiple corrosion defects on pipelines
In this work, the interaction of multiple corrosion defects on pipelines was quantified by
the ratio of Pmultiple/Psingle. The failure pressure of corroded pipelines with a single defect can be
determined by [45]
2= ( , , )
( )single u
t d LP f
D t t Dt
− (4.2)
where β is the defect width angle and the other symbols have the same meanings as defined
previously. Equation (4.2) can also be used to calculate the failure pressure of pipelines containing
longitudinal or circumferential corrosion defects if the parameters d, L and β are replaced with the
equivalent depth de, equivalent length Le, and equivalent width angle βe, respectively [52]. Thus,
the expression Pmultiple/Psingle can be written as
2
1
2( , , )
( )=
2( , , )
( )
e e eu
multiple
singleu
d Ltf
P D t t Dt
t d LPf
D t t Dt
−
−
(4.3)
Since the models for multiple defects and a single defect are established on the same
pipeline, the material strength σu, and the pipeline dimensions (i.e., t, D) are identical for the
numerator and denominator in equation (4.3). Therefore, equation (4.3) can be simplified as

61
2
1
( , , )
=
( , , )
multiple
single
d Lf
P t Dtd LP
ft Dt
(4.4)
Additionally, the failure pressure ratio /multiple singleP P depends on the defect geometry only.
Neither the material properties not the pipeline geometry influences the interaction between
multiple corrosion defects, as analyzed in this work.
The maximum longitudinal interaction spacing is 152.40 mm (i.e., 2.5 Dt ), which is close
to the value given in the DNV-RP-F101 model [6]. The maximum circumferential interaction
spacing is 43.2 mm (i.e., 5.3t), which is approximately the value defined in 6WT [7]. The
circumferential spacing has a smaller effect on the failure pressure compared to the longitudinal
spacing, which is due to the fact that, while the defect depth is kept constant, the defect width is
not as important as the length to affect the failure pressure of pipelines [80]. It is noted that the
longitudinal and circumferential spacing of corrosion defects is normalized, with considerations
of the diameter and wall thickness of pipelines. Thus, the drawn conclusions apply for pipelines
with other dimensions. As the geometry and orientation of corrosion defects affect the failure
pressure, the conclusions are subject to varied dimensions of corrosion defects.
4.4 Summary
FE modeling provides a promising methodology for defect assessment, especially the
interaction between multiple corrosion defects which are oriented longitudinally, circumferentially
or overlapped with each other, and determination of the failure pressure of corroded pipelines made
of various grades of steel.

62
Generally, the failure pressure of corroded pipelines decreases with the increasing
interaction between multiple corrosion defects. The interaction is mainly dependent on the mutual
orientation of the defects and their geometry and spacing.
For pipelines containing longitudinally aligned corrosion defects, when the spacing
between them is larger than 2.5 Dt , the interaction between the defects does not exist. The
multiple defects can be treated individually. For pipelines containing circumferentially aligned
corrosion defects, when the spacing between them is larger than 5.3t, the interaction does not exist.
Compared to circumferential corrosion defects, the longitudinal defects are associated with a larger
spacing where the interaction between corrosion defects exists to affect the failure pressure of the
pipeline. The circumferential spacing of corrosion defects has a smaller impact on the failure
pressure of corroded pipelines compared to the longitudinal spacing.
For overlapped corrosion defects on pipelines, a stress concentration occurs mainly at the
bottom defect. The stress level increases as the defect depth increases, and the maximum von Mises
stress is observed at the edge of the bottom defect. Generally, the existence of the bottom layer
corrosion defect reduces the failure pressure of the pipeline, compared to that in the presence of a
single top layer defect only. The increase in the depth of either top or bottom corrosion defect
would reduce the failure pressure of corroded pipelines. In addition to the defect depth, the length
of the defect also influences the interaction between overlapped defects. As the defect length
increases, the failure pressure of the pipeline decreases.
The steel grade does not affect apparently the interaction between corrosion defects which
are oriented either longitudinally, circumferentially or overlapped with each other.

63
Chapter Five: Modeling of mechano-electrochemical interaction of multiple longitudinally
aligned corrosion defects on oil/gas pipelines2
5.1 2-D modeling of the M-E effect between corrosion defects on pipelines under axial
stress in NS4 solution
Fig. 5.1 shows the distributions of corrosion potential and von Mises stress at the corrosion
defects with varied longitudinal spacing from 5 mm to 150 mm and a fixed defect length of 60 mm
under an axial stress of 196 MPa in NS4 solution. It is seen that there is a stress concentration at
the defect, especially its center bottom. As a result, the local potential is more negative than that
of other area. When the corrosion defects become closer from 150 mm to 50 mm, the stress level
and corrosion potential change slightly. After the two defects has a spacing smaller than 10 mm,
the potential field at each corrosion defect overlaps. The stress level between them drops with the
decreasing spacing, as indicated by the color changing from light blue to dark blue. Thus, a smaller
longitudinal spacing between adjacent corrosion defects results in a lower stress in the area
between the defects.
2The research work in this chapter is published as:
Jialin Sun, Y. Frank Cheng, Modelling of mechano-electrochemical interaction of multiple longitudinally aligned
corrosion defects on oil/gas pipelines, Engineering Structures 190 (2019) 9-19.

64
Fig 5.1. Distributions of potential and von Mises stress at the corrosion defects with varied
longitudinal spacings from 5 mm to 150 mm and a fixed defect length of 60 mm under an
axial stress of 196 MPa in NS4 solution.
Fig. 5.2 shows the values of von Mises stress along the steel/solution interface with varied
longitudinal spacing from 5 mm to 150 mm and a fixed defect length of 60 mm under a tensile
stress of 196 MPa in NS4 solution. It is seen that there is an identical stress profile for both
corrosion defects. Moreover, the stress level at the defects is independent of the longitudinal

65
spacing. Although the stress concentration at the defect center exceeds 600 MPa (i.e.,
approximately the ultimate tensile strength of X46 steel), the stress level in the area between the
defects is below 200 MPa (i.e., elastic state).
5 mm
10 mm
50 mm
100 mm
150 mm
0.80 0.85 0.90 0.95 1.00 1.05 1.10 1.15 1.20
0
100
200
300
400
500
600
700
Von M
ises s
tress (
MP
a)
Pipeline length (m)
Fig 5.2. Values of von Mises stress results along the steel/solution interface with varied
longitudinal spacings from 5 mm to 150 mm and a fixed defect length of 60 mm under a
tensile stress of 196 MPa in NS4 solution.
Fig. 5.3 shows the values of corrosion potential along the steel/solution interface with
varied longitudinal spacing and a fixed defect length of 60 mm under a tensile stress of 196 MPa
in NS4 solution. It is seen that, as the longitudinal spacing between the corrosion defects is more
than 10 mm, the corrosion potential at the defect center changes slightly. When the spacing
between them is smaller than 10 mm, the potential is more negative as the spacing decreases.

66
0.6 0.7 0.8 0.9 1.0 1.1 1.2 1.3 1.4
-0.762
-0.760
-0.758
-0.756
-0.754
-0.752
Corr
osio
n p
ote
ntial (V
, S
CE
)
5 mm
10 mm
50 mm
100 mm
150 mm
Pipeline length (m)
Fig 5.3. Values of corrosion potential along the steel/solution interface with varied
longitudinal spacings and a fixed defect length of 60 mm under a tensile stress of 196 MPa
in NS4 solution.
Fig. 5.4 shows the values of anodic current density on the pipe containing two
longitudinally aligned corrosion defects with varied spacing and a fixed length of 60 mm under a
tensile stress of 196 MPa in NS4 solution. The distribution of anodic current density is similar to
that of von Mises stress in Fig. 5.2. As the longitudinal spacing changes from 5 mm to 150 mm,
the anodic current density does not change apparently. At the defect center, the anodic current
density is about 5.8 2μA/cm . It is noted that, as the corrosion defects get closer, the anodic current
density drops slightly.

67
5 mm
10 mm
50 mm
100 mm
150 mm
0.7 0.8 0.9 1.0 1.1 1.2 1.3
3.5
4.0
4.5
5.0
5.5
6.0A
nodic
curr
ent density (
A/c
m2)
Pipeline length (m)
Fig 5.4. Values of anodic current density on the pipe containing two longitudinally aligned
corrosion defects with varied spacings and a fixed length of 60 mm under a tensile stress of
196 MPa in NS4 solution.
5.2 3-D modeling of the M-E effect between corrosion defects on pressurized pipelines in
NS4 solution
Fig. 5.5 shows the values of von Mises stress and corrosion potential of the steel pipe
containing two corrosion defects with varied longitudinal spacing under an internal pressure of
15.3 MPa in the solution. It is seen that, when the spacing between corrosion defects is 150 mm,
the stress distribution at the defect is of a bone shape, with a stress concentration at the defect
center. This was also observed in previous work [131]. As the corrosion defects are close (i.e., a
spacing of 50 mm), the high stress area expands to the adjacent zone between the defects, in
addition to the defect center. As the defect spacing further decreases to 10 mm, the stress fields of

68
the two defects start to merge. At the spacing of 5 mm, one stress field with a large bone shape is
formed on the two corrosion defects, with the highest stress located at the defect centers. Thus, a
reducing longitudinal spacing between corrosion defects results in an increased stress
concentration at the defects. The dependence of the corrosion potential on the defect spacing
follows a similar pattern as that of the stress field. When the defect spacing is large, i.e., 150 mm,
the potential fields of the two defects are separated, with the most negative potential at the center
of the defect. With the defect spacing reducing to 5 mm, two potential fields merge. The most
negative potential is found at the defect and the adjacent area.
(a)

69
(b)

70
Fig 5.5. Distributions of (a) von Mises stress and (b) corrosion potential of the steel pipe
containing two corrosion defects with varied longitudinal spacings under an internal
pressure of 15.3 MPa in NS4 solution.
Figs. 5.7-5.10 show the distributions of von Mises stress, effective plastic strain, corrosion
potential and anodic current density along the path A-A’ on the pipe, as shown in Fig. 5.6, with
varied longitudinal spacing under a 15.3 MPa internal pressure in NS4 solution. It is seen in Fig.
5.7 that the stress distribution varies greatly with the changed spacing between the defects. As the
defect spacing decreases, the stress at the defects increases, which is different from the observation
in 2-D modeling (Fig. 5.2) where an axial stress is applied. When the defect spacing is 150 mm,
the stress in the area between the defects is almost identical to that of the uncorroded area. As the
defects get closer to 5 mm, the stress increases remarkably at both the defect center and the area
between two defects. The maximum von Mises stress at the defect center increases from 501.1
MPa to 630.9 MPa with the defect spacing decreasing from 150 mm to 5 mm. Moreover, the von
Mises stress in the area between the two defects is 591.2 MPa at the spacing of 5 mm, which is
twice of that (279.7 MPa) with the defect spacing of 150 mm. Thus, there is an enhanced

71
interaction between the corrosion defects in terms of the local stress distribution as the defects get
closer.
Fig 5.6. Path A-A’ along the pipe surface for the 3-D modeling.
The distribution of effective plastic strain along the path A-A’ in Fig. 5.6 with varied defect
spacing under a 15.3 MPa internal pressure in NS4 solution is shown in Fig. 5.8. It is seen that the
maximum plastic strain increases rapidly as the defect spacing decreases. For the uncorroded area,
there is no obvious effect of the defect spacing on the effective plastic strain. As shown in Figs.
5.7 and 5.8, the stress/strain values of both the defect center and the area between the defects are
in high stress/strain status at a small spacing such as 5 mm, implying a high M-E effect locally.

72
0.6 0.7 0.8 0.9 1.0 1.1 1.2 1.3 1.4
100
200
300
400
500
600
700V
on M
ises s
tress (
MP
a)
Pipeline length (m)
5 mm
10 mm
50 mm
100 mm
150 mm
Fig 5.7. Values of von Mises stress along A-A’ path in Fig. 5.6 with varied defect spacings
under an internal pressure of 15.3 MPa in NS4 solution.

73
0.6 0.7 0.8 0.9 1.0 1.1 1.2 1.3 1.4-0.02
0.00
0.02
0.04
0.06
0.08
0.10
0.12
0.14
0.16
Effective p
lastic s
train
Pipeline length (m)
5 mm
10 mm
50 mm
100 mm
150 mm
Fig 5.8. Values of effective plastic strain along A-A’ path in Fig. 5.6 with varied defect
spacings under an internal pressure of 15.3 MPa in NS4 solution.
Figs. 5.9 and 5.10 show the values of anodic current density and corrosion potential,
respectively, along the path A-A’ in Fig. 5.6 with varied defect spacing under a 15.3 MPa internal
pressure in NS4 solution. There is the highest anodic current density at the defect center due to the
stress concentration. When the defect spacing is large, such as 150 mm, the current density in the
area between the defects is the smallest. As the spacing reduces, the current density increases. In
particular, when the spacing is as small as 5 mm, the anodic current density at the defect center is
the highest of all the modeled spacing. Moreover, the current density in the area between the
defects also increases remarkably. For example, the current densities of the area between the
defects are 9.3 and 4.4 2μA/cm when the spacing is 5 mm and 150 mm, respectively. In terms of the

74
corrosion potential distribution, there is the most negative potential at the defect center. Moreover,
the corrosion potential is shifted more negatively with the decrease of the defect spacing. The shift
of corrosion potential in the area between corrosion defects is quite apparent. For example, the
corrosion potentials of the adjacent area of the corrosion defects are approximately -0.785 V (SCE)
and -0.758 V (SCE) at the spacing of 5 mm and 150 mm, respectively. Therefore, the local
corrosion activity and corrosion rate are highly dependent on the spacing of corrosion defects on
pipelines.
0.6 0.7 0.8 0.9 1.0 1.1 1.2 1.3 1.44
5
6
7
8
9
10 5 mm
10 mm
50 mm
100 mm
150 mm
An
odic
cu
rren
t d
en
sity (
A/c
m2)
Pipeline length (m)
Fig 5.9. Values of anodic current density along the path A-A’ in Fig. 5.6 with varied defect
spacings under a 15.3 MPa internal pressure in NS4 solution.

75
0.6 0.7 0.8 0.9 1.0 1.1 1.2 1.3 1.4-0.790
-0.785
-0.780
-0.775
-0.770
-0.765
-0.760
-0.755
-0.750C
orr
osio
n p
ote
ntia
l (V
, S
CE
)
Pipeline length (m)
5 mm
10 mm
50 mm
100 mm
150 mm
Fig 5.10. Values of corrosion potential along the path A-A’ in Fig. 5.6 with varied defect
spacings under a 15.3 MPa internal pressure in NS4 solution.
5.3 Effect of defect length on M-E effect of corrosion defects
Fig. 5.11 shows the values of von Mises stress along the A-A’ path in Fig. 5.6 with varied
defect lengths (from 20 mm to 80 mm) under an internal pressure of 15.3 MPa in the solution. It
is seen that, when the defect length is 20 mm, the stress is uniform of about 410 MPa inside the
defects and the adjacent area between them. As the defect length increases to 40 mm, the maximum
von Mises stress occurs at the area between defects (i.e., 483 MPa). With the defect length
increasing to 60 mm, the highest stress of about 550 MPa is observed at the defect center. At the
defect length of 80 mm, the highest stress of 620 MPa is also obtained at the defect center. Thus,
the increase of the defect length results in an increase of the local stress level at the defects.

76
0.6 0.7 0.8 0.9 1.0 1.1 1.2 1.3 1.4
100
200
300
400
500
600
700
20 mm
40 mm
60 mm
80 mm
Von M
ises s
tress (
MP
a)
Pipeline length (m)
Fig 5.11. Values of von Mises stress along the A-A’ path in Fig. 5.6 with varied defect
lengths under an internal pressure of 15.3 MP in NS4 solution.
Fig. 5.12 shows the values of corrosion potential along the A-A’ path in Fig. 5.6 with varied
defect lengths under an internal pressure of 15.3 MPa in NS4 solution. It is seen that, with the
increase of the defect length, the corrosion potential at the defects is shifted negatively. For the
short defect such as 20 mm in length, the most negative potential is observed at the area between
the defects; while for long defects such as 80 mm in length, there is the most negative corrosion
potential at the defect center.

77
0.6 0.7 0.8 0.9 1.0 1.1 1.2 1.3 1.4-0.790
-0.785
-0.780
-0.775
-0.770
-0.765
-0.760
-0.755
-0.750C
orr
osio
n p
ote
ntia
l (V
, S
CE
)
20 mm
40 mm
60 mm
80 mm
Pipeline length (m)
Fig 5.12. Values of corrosion potential along the A-A’ path in Fig. 5.6 with varied defect
lengths under an internal pressure of 15.3 MP in NS4 solution.
Fig. 5.13 shows the values of anodic current density along the A-A’ path in Fig. 5.6 with
varied defect lengths under an internal pressure of 15.3 MPa in NS4 solution. It is seen that the
anodic current density at the defect center increases as the defect length increases. The current
density is up to 9.6 2μA/cm with the defect length of 80 mm. The anodic current density in the area
between the defects also increases when the defect length increases from 20 to 80 mm.

78
0.6 0.7 0.8 0.9 1.0 1.1 1.2 1.3 1.44
5
6
7
8
9
10 20 mm
40 mm
60 mm
80 mm
An
odic
cu
rren
t d
en
sity (
A/c
m2)
Pipeline length (m)
Fig 5.13. Values of anodic current density along the A-A’ path in Fig. 5.6 with varied defect
lengths under an internal pressure of 15.3 MP in NS4 solution.
5.4 Maximum spacing between corrosion defects for their mutual interaction
The modeling results in this work show that, depending on the spacing between the
longitudinally aligned corrosion defects, the mutual interaction exists to affect not only the local
stress/strain distribution, but also the electrochemical corrosion properties. When the defect
spacing is 150 mm, the anodic current density in the area between the defects is identical to that
of the uncorroded area, as seen in Fig. 5.9. Once the spacing decreases to 100 mm, the anodic
current density increases apparently. At the spacing of 5 mm, the anodic current densities at the
defect center and the adjacent area are close each other. Therefore, a critical longitudinal spacing

79
exists, below which there is an interaction between the corrosion defects to enhance the corrosion
rate. From this work, this value is between 100 mm and 150 mm. To determine the critical spacing
between corrosion defects, the anodic current density of one end at the A-A’ path in Fig. 5.6 (i.e.,
ZA-A’= 0 m) is used as a reference. The criterion used to evaluate the interaction between adjacent
corrosion defects is defined as
( )
( )
( )
( )
A-A
A-A
A-A
A-A
Anodic current density Z =0 m1
Anodic current density Z =1 m
Anodic current density Z =0 m1
Anodic current density Z =1 m
interaction.
no interaction.
,
,
(5.1)
As the 3-D model is established symmetrically relative to z = 1 m surface, the anodic current
density at this surface refers to that at the area between the corrosion defects. When the ratio
defined in Eq. (5.1) is greater or equal to 1, there is no interaction between the corrosion defects.
If the ratio is smaller than 1, an interaction exists between the defects. The smaller the ratio, the
more significant the effect of interaction between corrosion defects on anodic current density of
the steel in the aqueous solution.
Fig. 5.14 shows the maximum spacing between adjacent corrosion defects to enable an
interaction between the defects as a function of the defect length. It is seen that the maximum
interacting spacing between corrosion defects increases as the defect length increases. For short
defects such as those with a length of 20 mm, 40 mm and 60 mm, the maximum interacting spacing
increases rapidly with the defect length. When the defect length is longer than 80 mm, the increase
of the maximum interacting spacing with the defect length becomes slow. For the defect length of

80
60 mm, the maximum interacting spacing is 137.2 mm. Table 5.1 shows the maximum interacting
spacing determined by the existing codes and standards. By comparison, the maximum interacting
spacing in terms of the M-E effect in this work is close to the value derived by DNV-RF-F101
code at the defect length of 60 mm [6].
20 40 60 80 100 1200
40
80
120
160
200
240
Maxim
um
inte
racting s
pacin
g (
mm
)
Defect length (mm)
Fig 5.14. Maximum spacing between adjacent corrosion defects to enable an interaction
between the defects as a function of the defect length.

81
Table 5.1. Various rules governing interaction of multiple defects present on pipelines,
where Lim
LSis the maximum longitudinal spacing, D is the pipe diameter, t is pipe wall
thickness, L1 and L2 are lengths of corrosion defects.
Interaction rules Longitudinal limit Lim
LS Lim
LS
CW rule [5] 1 2min( , )Lim
LS L L= 60.0 mm
DNV-RP-F101 [6] 2.0Lim
LS Dt= 135.5 mm
6WT rule [7] 6Lim
LS t= 60.0 mm
3WT rule [8] 3Lim
LS t= 30.0 mm
5.5 M-E effect of adjacent corrosion defects on pipelines
This work demonstrates that an increase of the length of corrosion defect, while keeping
its depth fixed, enhances the local stress, shifts the corrosion potential negatively and increases the
anodic current density at both defect center and the area between the adjacent defects (Figs. 5.11-
13). It has been demonstrated above that the applied mechanical stress can increase the
electrochemical activity of steels in aqueous environments, causing a negative shift of equilibrium
potential. Due to the increasing stress concentration, the corrosion potential at the defect would
increase negatively with the increasing defect length. As shown in Figs. 5.11 and 5.13, when the
corrosion defects are relatively short, e.g., 20 mm, the difference of corrosion potentials at the
corrosion defect and the uncorroded area is slight, approximately 6 mV. As the corrosion defects
are as long as 80 mm, the potential difference increases to 28 mV, with the most negative potential
at the central bottom of the defects due to the highest local stress. Furthermore, the group’s
previous work [32] demonstrated that the region on a steel with a high stress, e.g., the defect center,
serves as anode, and the region with a low stress, e.g., the mouth of corrosion defects, serves as

82
cathode. The presence of corrosion defects on the steel is actually composed of a number of local
galvanic cells. The anodic dissolution rate at the defect center is enhanced by the high stress/strain
concentration. In this work, as the defect length increases, the defect center is associated with a
high von Mises stress, while the stress on the defect mouth lowers. The difference in local stress
distribution at the corrosion defects results in an increased anodic current density at the defect
center.
The spacing between adjacent corrosion defects is an important parameter affecting M-E
effect. In this work, the influence of the defect spacing on M-E effect was investigated under two
stressing conditions, i.e., an axial loading and an internal pressure on the pipe to generate a hoop
stress, by 2-D and 3-D models, respectively. There are different results observed, as shown in Figs.
5.1 and 5.5. As the defect spacing reduces, there is a strong interaction between the corrosion
defects, resulting in a high plastic stress between the defects under the hoop stress condition (Fig.
5.5). However, the area is still in an elastic stress state at the identical spacing under the axial
loading (Fig. 5.1). When a pipeline is under an axial loading, i.e., a uniaxial stress state, the
additional bending moment caused by the geometrical deformation is negligible. Thus, the stress
between two adjacent corrosion defects is small. For pipelines with a hoop stress along the
circumferential direction, the radial displacement of corrosion defects is larger than that of the
uncorroded region, resulting in an additional bending moment. Therefore, the local stress at the
defects and the area between the defects is increased remarkably.
The different stress status under the axial stress and the hoop stress result in different
distributions of corrosion potential and anodic current density, as seen in Figs. 5.3, 5.4, 5.9 and
5.10. Under the axial loading, the corrosion potential at the defects drops negatively by about 2
mV only (Fig. 5.3), which is almost negligible, when the defect spacing reduces from 150 mm to

83
5 mm. The anodic current density at the defects remains unchanged (Fig. 5.4). However, under a
hoop stress condition, the corrosion potential shifts negatively by about 27 mV with the same
reduction of the defect spacing (Fig. 5.10). Correspondingly, the anodic current density increases
by 4.9 µA/cm2 in the area between the adjacent corrosion defects (Fig. 5.9). The hoop stress
condition generated on the pressurized pipeline drives an enhanced M-E effect between adjacent
corrosion defects as the defect spacing reduces, while the effect of the uniaxial stress is ignorable.
5.6 Summary
A mechano-electrochemical effect exists between adjacent longitudinally aligned
corrosion defects on pipelines. The defect spacing, the stressing condition that the pipeline
experiences and the defect geometry (i.e., the defect length while its depth is fixed) are important
factors affecting the M-E effect. As the defect spacing reduces, there is a strong M-E effect
between the defects, resulting in a high plastic stress between the defects under the hoop stress
condition. However, the area is still in an elastic stress state at the identical spacing when the
pipeline is under axial loading. The hoop stress condition drives an enhanced M-E effect between
adjacent corrosion defects as the defect spacing reduces, while the effect of uniaxial stress is
ignorable.
An increase of the length of corrosion defects, while keeping the defect depth fixed,
enhances the local stress at the defects, shifts the corrosion potential negatively and increases the
anodic current density at both defect center and the area between the adjacent defects.
For multiple corrosion defects, a critical spacing exists, below which there is an interaction
between the defects to enhance the corrosion rate. The maximum interacting spacing between the
defects increases as the defect length increases.

84
Chapter Six: Investigation by numerical modeling of the mechano-electrochemical
interaction of circumferentially aligned corrosion defects on pipelines3
6.1 Modeling of stress distribution at circumferentially aligned corrosion defects on pipelines
Fig. 6.1 shows the distributions of von Mises stress at the circumferentially aligned
corrosion defects with a fixed circumferential spacing of 3.6° under varied internal pressures.
Generally, the stress level increases with the increasing internal pressure. When the internal
pressure is 16 MPa (Fig. 6.1a), the stress is evenly distributed on the pipe, except the inside edges
of the defects where the stress is slightly higher than the yielding stress. As the internal pressure
increases to 16.5 MPa, the stress concentration spreads in the defects, and the stress level increases
(Fig. 6.1b). With the further increase of the internal pressure to 17 MPa, the stress concentration
exceeds the yielding stress (Fig. 6.1c), and the defects are under plastic deformations. At the
internal pressure of 17.5 MPa and 18 MPa, the stress concentrations inside the defects close to the
ultimate tensile strength of the steel (Figs. 6.1d and 6.1e). It is interesting to see that, while the
plasticity occurs at the corrosion defects under high internal pressures, the stress at the defect
adjacent area slightly exceeds the yielding stress level. Therefore, from the viewpoint of
mechanical stress field, the increasing internal pressure results in local stress concentration and
plasticity occurring primarily at the corrosion defects. There is only slight effect on the adjacent
area between the defects.
3 The research work in this chapter is published as:
Jialin Sun, Y. Frank Cheng, Investigation by numerical modeling of the mechano-electrochemical interaction of
circumferentially aligned corrosion defects on pipelines, Thin-Walled Structures 144 (2019) 106314/1-11.

85
c) 17 MPa
a) 16 MPa
b) 16.5 MPa

86
Fig 6.1. Distributions of von Mises stress at the circumferentially aligned corrosion defects
with a fixed circumferential spacing of 3.6° under varied internal pressures.
Fig. 6.2 shows the distributions of von Mises stress at the circumferentially aligned
corrosion defects with varied circumferential spacings under a fixed internal pressure of 18 MPa.
It is seen that, when the circumferential spacing of the two defect is 1.8°, the maximum stress
concentration occurs at the edges of the defects, as indicated by the dark red color. The adjacent
d) 17.5 MPa
e) 18 MPa

87
area between the defects also has a high stress concentration, as colored in light blue (Fig. 6.2a),
and the stress level exceeds the yielding stress. At the circumferential spacing of 10.8°, the stress
distribution inside the defects is identical to that in Fig. 6.2a, but the stress concentration at the
adjacent area reduces to elastic range (Fig. 6.2b). This phenomenon is also found in Figs. 6.2c and
6.2d, where the circumferential spacing of the defects increases to 21.6° and 36°, respectively.
Therefore, when the defect spacing is sufficiently small, such as 1.8° in this work, the adjacent
area between the defects is under stress concentration to generate a plastic zone. With the increase
of the defect spacing circumferentially, the interaction between the defects disappear, and the
defects can be treated separately.
a) 1.8o
b) 10.8o

88
Fig 6.2. Distributions of von Mises stress at the circumferentially aligned corrosion defects
with varied circumferential spacings under a fixed internal pressure of 18 MPa.
6.2 Modeling of corrosion potential at circumferentially aligned corrosion defects on
pipelines
Fig. 6.3 shows the distributions of corrosion potential of the pipeline containing two
corrosion defects with a fixed circumferential spacing of 3.6° in the solution as a function of the
internal pressure. It is seen that, at the internal pressure of 16 MPa, an uneven potential field
initiates around the individual defects, as shown in Fig. 6.3a, where the potential at the defects is
about 10 mV more negative than other area. As the internal pressure increases to 16.5 MPa, the
potential fields of the two corrosion defects merge, with the most negative potential of about -
0.775 V (SCE) locating at the defect center (Fig. 6.3b). With the further increase of the internal
c) 21.6o
d) 36o
89
pressure to 17 MPa and 17.5 MPa, the potential at the defects shift more negatively, as indicated
by the red and dark red colors in Figs. 6.3c and 6.3d. At 18 MPa, the potential fields of the two
defects combine to form a goldfish tail pattern (Fig. 6.3e), where the defects have the most negative
potential of about -0.783 V (SCE). Moreover, an increasing internal pressure shifts the corrosion
potential more negatively at the defects than that at the adjacent area.
a) 16 MPa
b) 16.5MPa

90
Fig 6.3. Distributions of corrosion potential of the pipeline containing two corrosion defects
with a fixed circumferential spacing of 3.6° in NS4 solution as a function of the internal
pressure.
Fig. 6.4 shows the distributions of corrosion potential of the pipeline containing two
corrosion defects with a fixed internal pressure of 18 MPa in NS4 solution as a function of the
circumferential spacing. It is seen that, as the spacing between corrosion defects increases, the
potential field developed on the two defects changes into two separated potential fields, each of
which is shaped of the goldfish tail pattern. Moreover, while the potential at the defects change
slightly with the increasing circumferential spacing from 1.8° to 36°, the potential in the adjacent
area between the defects shift much less negatively.
c) 17 MPa
d) 17.5 MPa
e) 18 MPa

91
Fig 6.4. Distributions of corrosion potential of the pipeline containing two corrosion defects
with a fixed internal pressure of 18 MPa in NS4 solution as a function of the
circumferential spacing.
a) 1.8 °
b) 10.8 °
c) 21.6°
d) 36°

92
6.3 Modeling of anodic current density at circumferentially aligned corrosion defects on
pipelines
Fig. 6.5 shows the distributions of anodic current density of the pipeline containing two
corrosion defects with a fixed circumferential spacing of 3.6° in NS4 solution as a function of the
internal pressure. It is seen that, as the internal pressure increases, the anodic current density
increases, especially at the corrosion defects. At 16 MPa, while the anodic current density at the
uncorroded region is about 4.0 2μA/cm (0.05 mm/year) the defects have the anodic current density
of about 7.0 2μA/cm (0.08 mm/year) with the defect edges reaching to 9.0 2μA/cm (0.11 mm/year)
as shown in Fig. 6.5a. When the internal pressure increases to 16.5 MPa and 17 MPa, the anodic
current densities at the corrosion defects increase to 9.0 and 11.0 2μA/cm (0.13 mm/year)
respectively. With the internal pressure further increasing to 17.5 MPa and 18 MPa, the anodic
current density further increases. Particularly, the current density at the corrosion defects is up to
14.0 2μA/cm (0.16 mm/year) under the internal pressure of 18 MPa, which is over three times of
that of uncorroded region on pipelines.
a) 16 MPa
b) 16.5 MPa

93
Fig 6.5. Distributions of anodic current density of the pipeline containing two corrosion
defects with a fixed circumferential spacing of 3.6° in NS4 solution as a function of the
internal pressure.
c) 17 MPa
d) 17.5 MPa
e) 18 MPa

94
Fig. 6.6 shows the distributions of anodic current density of the pipeline containing two
corrosion defects with a fixed internal pressure of 18 MPa in NS4 solution as a function of the
circumferential spacing. When the corrosion defects have a circumferential spacing of 1.8°, as
shown in Fig. 6.6a, the highest anodic current density is located at the inside edges of the defects,
with the value of about 14.0 2μA/cm . There is a lower anodic current density of about 11.0
2μA/cm
at the adjacent area between the defects. As the circumferential spacing increases, the maximum
anodic current density at the inside edges of the defects does not change apparently. However, the
anodic current density at the adjacency between the defects drops rapidly. For example, at the
circumferential spacing of 10.8° and 21.6°, the anodic current densities at the defect adjacency are
about 7.0 and 5.0 2μA/cm , respectively, as seen in Figs. 6.6b and 6.6c. At the circumferential
spacing of 36°, the two corrosion defects are associated with individual current fields, with the
highest and lowest current densities located at the inside edges and outside of the defects,
respectively, as seen in Fig. 6.6d.

95
c) 21.6°
b) 10.8°
a) 1.8°

96
Fig 6.6. Distributions of anodic current density of the pipeline containing two corrosion
defects with a fixed internal pressure of 18 MPa in NS4 solution as a function of the
circumferential spacing.
6.4 Analysis of stress, corrosion potential and anodic current density at circumferentially
aligned corrosion defects on pipelines
The numerical modeling results show that, for pressurized pipelines containing
circumferentially aligned corrosion defects, the maximum von Mises stress, the most negative
corrosion potential and the highest anodic current density occur at the corrosion defects,
particularly, the inside edges and the defect center. Further analysis is conducted on von Mises
stress, corrosion potential and anodic current density along the corrosion defects. Figs. 6.7-6.9
show the values of von Mises stress, corrosion potential and anodic current density, respectively,
on two circumferential aligned corrosion defects on pipeline under internal pressure of 18 MPa
and varied circumferential spacings. For the stress distributions in Fig. 6.7, the local stress at the
adjacent area between the defects (i.e., 449.07 MPa) is higher than the stress of the uncorroded
region. When the circumferential spacing is sufficiently large, there is no stress concentration at
the defect adjacency.
d) 36°

97
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7300
350
400
450
500
550
600
650
Von
Mis
es s
tres
s (M
Pa
)
1.8o
10.8o
21.6o
36o
Arc length
Fig 6.7. Values of von Mises stress on two circumferential aligned corrosion defects on
pipeline under internal pressure of 18 MPa and varied circumferential spacings.
For the corrosion potential distribution in Fig. 6.8, generally, there is the most negative
corrosion potential at the defect center. As the circumferential spacing between the defects reduces,
the corrosion potential at the defect adjacency shifts more negatively, but there is no apparent
effect on the potential at the defect center. When the defect spacing exceeds 21.6°, the corrosion
potential at the defect adjacency becomes independent of the circumferential spacing. Moreover,
the difference of corrosion potentials of outside and inside the defects is over 10 mV (SCE).

98
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7-0.775
-0.770
-0.765
-0.760
-0.755
-0.750
Co
rro
sio
n p
ote
nti
al
(V, S
CE
)
1.8o
10.8o
21.6o
36o
Arc length
Fig 6.8. Values of corrosion potential on two circumferential aligned corrosion defects on
pipeline under internal pressure of 18 MPa and varied circumferential spacings.
For the anodic current density distribution in Fig. 6.9, there are the highest and lowest
anodic current densities at the inside defects and outside edges, respectively. At small
circumferential spacing such as 1.8°, the anodic current density at the defect adjacency is higher
than that of uncorroded region.

99
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8
3
4
5
6
7
8
9
10
Anodic
curr
ent density (
A/c
m2)
1.8o
10.8o
21.6o
36o
Arc length
Fig 6.9. Values of anodic current density on two circumferential aligned corrosion defects
on pipeline under internal pressure of 18 MPa and varied circumferential spacing.
6.5 Maximum circumferential spacing of corrosion defects enabling mutual interaction
As demonstrated above, for pipelines containing multiple, circumferentially aligned
corrosion defects, a M-E effect exists between the defects when their spacing is within a certain
range. The M-E effect would result in a high local stress concentration, negative corrosion
potential and a large anodic current density at the defect adjacency, all of which contribute to an
increased local corrosion of the pipeline steel in service environments. Furthermore, the degrees
of the interaction from electrochemical field and mechanical stress field are different. For example,
when the circumferential spacing is up to 21.6°, the von Mises stress at the defect adjacency
decreases to the same level as that of the uncorroded region, as shown in Figs. 6.2 and 6.7. This is

100
defined as non-interacting defects from the mechanical stress perspective. However, the anodic
current density at the adjacent area is still 25 % lower than that of the uncorroded region at the
same circumferential spacing (Fig. 6.9), indicating that the interaction still exists between the
corrosion defects in the electrochemical corrosion field. Therefore, selection of a proper criterion
to evaluate the interaction between adjacent corrosion defects is critical for defect assessment on
pipelines.
In this work, a new approach is proposed to define the separation of adjacent corrosion
defects which can be considered as non-interacting. The approach is similar to that used in
maximum circumferential interacting spacing (MCIS) assessment [67], and defined as the ratio
(A) of the anodic current density at the middle of the defect adjacency to that of the uncorroded
region
anodic current density at the middle of the spacing between adjacent defects
anodic current density at uncorroded region
if 1, interaction
if =1, no interaction
A
A
A
=
(6.1)
The adjacent corrosion defects can interact to result in a local anodic current density larger than
that of the uncorroded region. The larger the ratio A, the stronger the interaction exists between
the adjacent defects. When A is equal to 1, the anodic current density at the defect adjacency is
same as that of the uncorroded region, where there is no mutual interaction between the two
corrosion defects. The defects can thus be dealt with as the individual single defects.

101
The approach is used to determine the MCIS between adjacent corrosion defects in this
work. An examination of the numerical results in Fig. 6.9 shows that, under a given internal
pressure, two circumferentially aligned defects have interactions in both the mechanical stress and
electrochemical corrosion fields, especially at small circumferential spacing of 1.8°. As MCIS can
be influenced by defect geometry, the geometrical parameters, i.e., defect width (w), defect length
(l), defect depth (d) and the circumferential spacing, are normalized as non-dimensional by
converting them to be related to the pipeline geometry including the pipe diameter (D) and pipe
wall thickness (t). For simulation, defects with a circumferential width of 8° (0.025πD), 16°
(0.05πD) and 32° (0.1πD) are used to represent the narrow, normal and wide defects, respectively,
with the three groups of defects with the same length of Dt and depth of 0.7t. Fig. 6.10 shows
the ratio of the anodic current densities at the defect adjacency to that of the uncorroded region as
a function of the dimensionless circumferential spacing SC/πD for defect of 0.05πD in width. It is
seen that the ratio decreases with the increasing SC/πD, indicating that the interaction between the
corrosion defects reduces with the increase of the circumferential spacing. When the
circumferential spacing reaches 0.08πD, the ratio A approaches 1, where the adjacent corrosion
defects can be treated as two single isolated defects at this spacing when the internal pressure is
18 MPa.

102
-0.02 0.00 0.02 0.04 0.06 0.08 0.10 0.120.8
1.0
1.2
1.4
1.6
1.8
2.0
2.2
A(A
nod
ic c
urr
ent
de
nsity r
atio
)
SC /D
Fig 6.10. Ratio of the anodic current densities at the defect adjacency to that of the
uncorroded region as a function of the dimensionless circumferential spacing SC/πD for
defect of 0.05πD in width.
For defects of 0.025πD and 0.1πD in width, the ratio of the anodic current densities at the
defect adjacency to that at the uncorroded region as a function of the dimensionless circumferential
spacing SC/πD are shown in Figs. 6.11 and 6.12, respectively. As expected, the ratio A decreases
as the SC/πD increases. For the narrow defects, the critical spacing is 0.07πD, beyond which there
is no interaction between the defects (Fig. 6.11). However, for the wide defects, the critical spacing
is also about 0.08πD, (Fig. 6.12). The results indicate that, after exceeding a certain value, the
defect width does not influence the degree of interaction between two circumferentially aligned
corrosion defects.

103
-0.02 0.00 0.02 0.04 0.06 0.08 0.10 0.120.8
1.0
1.2
1.4
1.6
1.8
2.0
2.2
A(A
nodic
curr
ent density r
atio)
SC /D
Fig 6.11. Ratio of the anodic current densities at the defect adjacency to that of the
uncorroded region as a function of the dimensionless circumferential spacing SC/πD for
defect of 0.025πD in width.
-0.02 0.00 0.02 0.04 0.06 0.08 0.10 0.120.8
1.0
1.2
1.4
1.6
1.8
2.0
2.2
A(A
nod
ic c
urr
ent
de
nsity r
atio
)
SC /D
Fig 6.12. Ratio of the anodic current densities at the defect adjacency to that of the
uncorroded region as a function of the dimensionless circumferential spacing SC/πD for
defect of 0.1πD in width.

104
6.6 Summary
A finite element based multi-physics field coupling model is developed to investigate the
mechano-electrochemical (M-E) effect between adjacent, circumferentially aligned corrosion
defects on X46 steel pipeline. A M-E effect exists between the defects when their spacing is within
a certain range. The M-E effect results in a high local stress concentration, negative corrosion
potential and a large anodic current density at the defect adjacency, all of which contribute to an
increased local corrosion of the pipeline steel in service environments. The degrees of the
interaction from electrochemical corrosion field and the mechanical stress field are different.
Mechanically, the increasing internal pressure results in local stress concentration and
plasticity occurring primarily at the corrosion defects, while the effect on the adjacent area between
the defects is slight at individual circumferential spacing. When the defect spacing is sufficiently
small, such as 1.8° in this work, the defect adjacency is under stress concentration to generate a
plastic zone. With the increase of the defect spacing circumferentially, the interaction between the
defects disappears, and the defects can be treated separately.
Electrochemically, an increasing internal pressure results in shift of corrosion potential
more negatively and more rapid increase of anodic current density at the corrosion defects than
those at the adjacent area between the defects at individual circumferential spacing. While the
potential and anodic current density at the defects change slightly with the increasing
circumferential spacing from 1.8° and 36°, those at the defect adjacency shift much less negatively
and reduce more rapidly, respectively.
The ratio of the anodic current density at the middle of the defect adjacency to that of the
uncorroded region is proposed to define the separation of adjacent corrosion defects which can be
considered as non-interacting. The critical ratio depends on defect geometry (such as the defect

105
width as studied in this work) under a given internal pressure. For example, for corrosion defects
with 0.025πD, 0.05πD and 0.1πD in width on pipeline under an internal pressure of 18 MPa, the
critical spacing are 0.07πD, 0.08πD and 0.08πD, respectively, beyond which there is no interaction
between the defects.

106
Chapter Seven: Modeling of the mechano-electrochemical interaction between adjacent
circumferential corrosion defects on pipelines under axial tensile stresses4
7.1 Modelling of stress distribution at circumferentially aligned corrosion defects
The distribution of von Mises stress at two adjacent corrosion defects with a fixed
circumferential spacing of 3.6° under varied tensile stresses is shown in Fig. 7.1. It is noted that
the stress bar is adjusted to show the stress levels above the yield strength of the steel so that the
plastic zone is identified under varied stressing conditions. As expected, an increased tensile stress
causes a rise in stress concentration at the corrosion defects. When the applied stress is 175 MPa
(Fig. 7.1a), the bright green color is observed at defect edges and the area between them. From
the stress bar, the local stress exceeds the yield strength of the steel at these regions, indicating the
occurrence of plastic deformations. With the further increase of the axial stress to 225 MPa, the
plastic zone spreads to the whole defects (Fig. 7.1b), with an increased stress concentration
indicated by red color. As the stress increases to 275 MPa and 325 MPa, the plastic zone further
expands (Figs. 7.1c and 7.1d). When the applied stress is 375 MPa, the plastic zone spreads out of
the corrosion defects, as shown by the red color in Fig. 7.1e. Therefore, the elevated axial tensile
stress results in the increased stress concentration and plasticity of the steel at both the corrosion
defects and their adjacency.
4 The research work in this chapter is submitted to International Journal of Pressure Vessels and Piping.

107
a) 175 MPa
b) 225 MPa
c) 275 MPa
d) 325 MPa

108
Fig 7.1. Distributions of von Mises stress at two adjacent corrosion defects with a fixed
circumferential spacing of 3.6° under varied tensile stresses.
The distributions of von Mises stress at the corrosion defects with varied circumferential
spacings under a fixed axial stress of 375 MPa are shown in Fig. 7.2. It is seen that, when the
spacing of the defects is 1.8° circumferentially, the defects and their adjacent area are completely
colored in red (Fig. 7.2a), indicating a high plasticity. As the spacing between the defects increases
to 10.8°, the red zone is found at the defect edge only and the local stress decreases, as indicated
by the light red color (Fig. 7.2b). When the defect spacing is 21.6°, the local stress further
decreases, especially at the area between the defects, where the stress drops below the yield
strength, as shown in the stress bar in Fig. 7.2c, where the two defects can be treated independently,
ignoring their mutual interaction. With the defect spacing increasing to 36.0°, the stress
concentration occurs at the defects only, with a lower stress level but steel above the yielding
stress, as shown in Fig. 7.2d. Thus, the increasing circumferential spacing between corrosion
defects results in reduction of both the stress concentration and the plasticity at the defects and
their adjacency. When the spacing exceeds 21.6°, the mutual interaction between the adjacent
defects is negligible.
e) 375 MPa

109
Fig 7.2. Distributions of von Mises stress at the corrosion defects with varied
circumferential spacings under a fixed axial stress of 375 MPa.
a) 1.8°
b) 10.8°
c) 21.6°
d) 36°

110
7.2 Modelling of corrosion potential at circumferentially aligned corrosion defects
Potential is a thermodynamic parameter indicating the electrochemical activity of steels in
an aqueous solution. To investigate the electrochemical activity of the corrosion defects in the
simulated NS4 solution, the distribution of corrosion potential at the defects with a fixed
circumferential spacing of 3.6° is modelled in the near-neutral pH solution as a function of the
axial tensile stress, as shown in Fig. 7.3. It is seen that, under small stresses such as 175 MPa, the
potential field on the steel surface is uniform and the potential is about -0.760 V (SCE) (Fig. 7.3a).
As the tensile stress increases to 225 MPa, a non-uniform potential field is generated around the
corrosion defects, indicated by the light blue color in Fig. 7.3b, where the local potential shifts
negatively to about -0.765 V (SCE). With the further increase of the tensile stress to 275 MPa, the
uneven potential distribution is more apparent (Fig. 7.3c), and the local potential at the defects
shifts more negatively. At 325 MPa, the potential field shaped of a butterfly is observed at the
defects (Fig. 7.3d), where the light red color indicates the local potential of about -0.775 V (SCE)
at the corrosion defects. When the tensile stress is further increased to 375 MPa, the most negative
potential of about -0.779 V (SCE) is recorded at the bottom of the corrosion defects, as shown by
the dark red color in Fig. 7.3e. The potential field outside the corrosion defects also shifts
negatively with the increasing tensile stress. Thus, as the axial tensile stress increases, the potential
of the steel shifts more negatively, with the most negative potential recorded at the defect bottom
and the adjacent area between the defects. Moreover, the negative potential zone expands with the
increasing axial stress.

111
Fig 7.3. Distributions of corrosion potential at the defects with a fixed circumferential
spacing of 3.6° in the near-neutral pH NS4 solution as a function of the axial tensile stress.
b) 225 MPa
c) 275 MPa
d) 325 MPa
a) 175 MPa
e) 375 MPa

112
Fig. 7.4 shows the distribution of corrosion potential at the corrosion defects under a fixed
tensile stress of 375 MPa in the simulated NS4 solution as a function of the circumferential
spacing. At the circumferential spacing of 3.6°, the butterfly shaped potential field is observed
(Fig, 7.4a), where the potentials at the two corrosion defects and their adjacency are about -0.779
V (SCE), which is more negative than that of other area. As the spacing angle increases, the
potential shifts less negatively. While the corrosion defects are still associated with the most
negative potential at specific circumferential spacing, the potential at the adjacent area of the
defects becomes less negatively. For example, as the circumferential spacing increases to 10.8°
and 21.6°, the potentials at the corrosion defects are about -0.776 V (SCE) and -0.772 V (SCE),
respectively, while the potentials at the adjacency of the defects are slightly less negative, i.e., -
0.775 V (SCE) and -0.770 V (SCE), respectively. When the circumferential spacing increases to
36°, the potentials at the corrosion defects and their adjacency further increase to -0.773 V (SCE)
and -0.766 V (SCE), respectively. Each corrosion defect tends to develop its own butterfly-shaped
potential zone, with the adjacent area merging together, as seen in Fig. 7.4d. Thus, under a certain
axial tensile stress, the increase in circumferential spacing between corrosion defects shifts the
corrosion potential less negatively. The effect is more apparent at the adjacent area between the
defects than that at the corrosion defects.

113
Fig 7.4. Distributions of corrosion potential at the corrosion defects under a fixed tensile
stress of 375 MPa in the simulated NS4 solution as a function of the circumferential
spacing.
a) 1.8°
b) 10.8°
c) 21.6°
d) 36°

114
7.3 Modelling of anodic current density at circumferentially aligned corrosion defects
Anodic current density is the indicator of corrosion rate of steels when measured
electrochemically. The distribution of the anodic current density at the corrosion defects with a
fixed circumferential spacing of 3.6° is modelled in the near-neutral pH NS4 solution as a function
of the axial tensile stress, as shown in Fig. 7.5. The application of a small tensile stress such as 175
MPa would not change the anodic current density at the corrosion defects, as compared to the non-
corroded area on the steel pipe (Fig. 7.5a). When the tensile stress is increased to 225 MPa and
275 MPa, the anodic current density increases primarily on the circumferential edge of the defects
and the adjacency between them, as indicated by the light green color in Figs. 7.5b and 7.5c. As
the stress further increases to 325 MPa and 375 MPa, the anodic current density over the entire
defects and the adjacent area increases greatly, as shown in red color in Figs. 7.5d and 7.5e.
Apparently, the increased tensile stress enhances the anodic current density, i.e., corrosion rate, at
the corrosion defects and the adjacent area.
Fig. 7.6 shows the distributions of anodic current density at the corrosion defects under a
fixed tensile stress of 375 MPa in the simulated NS4 solution as a function of the circumferential
spacing. As the defect spacing increases, the anodic current density decreases, as indicated by the
red color becoming lighter with the increased spacing. Moreover, at the small circumferential
spacing such as3.6°, there is a high anodic current density at the defect adjacency. The anodic
current density decreases with the circumferential spacing. It is thus seen that the anodic current
density at the corrosion defects and the adjacent area continuously decreases as the circumferential
spacing increases.

115
Fig 7.5. Distributions of anodic current density at the corrosion defects with a fixed
circumferential spacing of 3.6° in the near-neutral pH NS4 solution as a function of the
axial tensile stress.
a) 175 MPa
b) 225 MPa
c) 275 MPa
e) 375 MPa
d) 325 MPa

116
Fig 7.6. Distributions of anodic current density at the corrosion defects under a fixed tensile
stress of 375 MPa in NS4 solution as a function of the circumferential spacing.
a) 1.8°
b) 10.8°
c) 21.6°
d) 36°

117
7.4 Distributions of von Mises stress, corrosion potential and anodic current density across
the corrosion defects under varied axial tensile stresses
To further show the detail of the stress, corrosion potential and anodic current density
distributions across the corrosion defects, a mapping of the three parameters along the
circumferential curvature at the middle of the defect is conducted under an axial tensile stress of
375 MPa, and the results are shown in Figs. 7.7-7.9, respectively. Generally, the stress is
distributed symmetrical relative to the adjacent center between the defects, as marked in Fig. 7.7.
As the defects become closer, the stresses at both the defects and their adjacency increase. For
example, at the circumferential spacing of 1.8°, the von Mises stress at the adjacent center is up to
574.24 MPa, indicating that the adjacent area is under plastic deformations. Only when the
circumferential spacing is larger than 14.4°, the defect adjacency becomes elastically deformed.
The average stress level around corrosion defects reduces continuously with the increasing
circumferential spacing between the defects.
Furthermore, under specific tensile stresses, there is always the most negative corrosion
potential at the defect center, i.e., the highest thermodynamic activity. However, the potential at
the defect adjacency depends on the circumferential spacing between them. At 1.8°, there is the
most negative potential of -0.779 V (SCE) at the middle of the adjacency. As the circumferential
spacing increases, the corrosion potential shifts less negatively. At big spacing angles, the most
negative potential is recorded at the defects, rather than their adjacent area. Opposite to the
corrosion potential distribution, there is always the maximum anodic current density, i.e., the
highest corrosion rate, at the defects under specific tensile stresses. As the circumferential spacing
between the defects increases, the anodic current densities at both the defects and the adjacent area
decrease.

118
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7350
400
450
500
550
600
650
1.8
7.20
14.40
21.60
28.80
32.40
Von
Mis
es s
tres
s (M
Pa)
Arc length
Fig 7.7. Distribution of von Mises stress across the corrosion defects along the
circumferential curvature at the middle of the defect depth under an axial tensile stress of
375 MPa as a function of the circumferential spacing.
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7-0.785
-0.780
-0.775
-0.770
-0.765
-0.760
-0.755
-0.750
1.80
7.20
14.40
21.60
28.80
32.40
Corr
osi
on
po
ten
tia
l (V
, S
CE
)
Arc Length
Fig 7.8. Distribution of corrosion potential across the corrosion defects along the
circumferential direction under an axial tensile stress of 375 MPa as a function of the
circumferential spacing.

119
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7
3
4
5
6
7
8
9
10
An
od
ic c
urr
en
t d
en
sity (
A/c
m2)
1.80
7.20
14.40
21.60
28.80
32.40
Arc Length
Fig 7.9. Distribution of anodic current density across the corrosion defects along the
circumferential direction at the middle of the defect depth under an axial tensile stress of
375 MPa as a function of the circumferential spacing.
7.5 Maximum circumferential spacing enabling interaction between corrosion defects on
pipelines
Numerical analyses in this work show that an interaction exists between adjacent corrosion
defects, depending on their circumferential spacing, in terms of the distributions of stress,
corrosion potential and anodic current density. A reliable approach is required to define the
separation of adjacent corrosion defects, above which they can be considered as non-interacting.
According to modelling of the M-E interaction and the fact that the corrosion defect growth is
directly related to the anodic current density, a new criterion is proposed, which is similar to that
used in determination of the maximum circumferential interacting spacing (MCIS) [67], based on
anodic current density as the indicator

120
𝐴 =Anodic current density at the middle of the adjacency between corrosion defects
Anodic current density at the non-corrosion area
{if 𝐴 > 1, Interactingif 𝐴 =1, No interaction
(7.1)
The ratio, A, is used to determine whether the interaction exists between adjacent corrosion defects,
considering that the mutual interaction would increase the electrochemical corrosion at the defects
and the adjacent area. The larger the ratio A, the higher the andic current density at the adjacency,
and thus the stronger the mutual interaction is. When A=1, the anodic current density at the
adjacency is equal to that of the non-corroded area, indicating that the interaction does not exist
between the corrosion defects. As a result, the two defects can be analyzed separately. Generally,
the MCIS can be influenced by the defect geometry and the stressing condition. For normalization,
the defect geometries, i.e., width (w), length (l), depth (d) and the circumferential spacing, are
converted into non-dimensional variables and expressed using the pipeline geometries, i.e., the
outer diameter of pipeline (D) and the pipe wall thickness (t).
To determine the effect of circumferential spacing of corrosion defects on M-E effect, three
widths scenarios are simulated, i.e., 8° (0.025πD), 16° (0.05πD) and 32° (0.1πD), while the defect
length and depth are fixed as Dt and 70%t, respectively. Fig. 7.10 shows the ratio, A, as defined
in Equation (7.1), as a function of the dimensionless circumferential spacing, SC/πD, where Sc
refers to the length of the arc between the edges of the adjacent corrosion defects and the defect
width is 0.05πD. It is seen that the ratio A decreases with the increasing SC/πD, indicating that the
M-E effect between the adjacent corrosion defects reduces with the increasing spacing between

121
them. When the circumferential spacing reaches 0.09πD, the ratio A tends to be 1. Therefore, the
adjacent corrosion defects would not generate mutual interaction and can be regarded as two
isolated defects when their spacing exceeds 0.09πD.
-0.02 0.00 0.02 0.04 0.06 0.08 0.10 0.120.8
1.0
1.2
1.4
1.6
1.8
2.0
A(A
nodic
curr
ent density r
atio)
SC /D
Fig 7.10. The ratio, A as a function of the dimensionless circumferential spacing, SC/πD,
while the defect length, depth and width are Dt , 70%t and 0.05πD, respectively. Sc refers
to the length of the arc between the edges of the adjacent corrosion defects.
The influence of the circumferential spacing between corrosion defects with the width of
0.025πD on the anodic current density at the defect adjacency is shown in Fig. 7.11. It is seen that
the ratio A approaches to 1 as the spacing exceeds 0.08πD. Therefore, the critical circumferential
spacing is determined to be 0.08πD for the defects with a width of 0.025πD. Fig. 7.12 shows the
relationship between the ratio A and the circumferential spacing, where the defect width is 0.1πD.
There is the same trend as those in Figs. 7.10 and 7.11. After the circumferential spacing exceeds

122
0.09πD, the ratio A becomes unity, where the mutual interaction of the adjacent corrosion defects
is negligible.
-0.02 0.00 0.02 0.04 0.06 0.08 0.10 0.120.8
1.0
1.2
1.4
1.6
1.8
2.0
A(A
nodic
curr
ent density r
atio)
SC /D
Fig 7.11. Influence of the circumferential spacing between corrosion defects on the anodic
current density at the adjacency, where the defect width is 0.025πD.

123
-0.02 0.00 0.02 0.04 0.06 0.08 0.10 0.120.8
1.0
1.2
1.4
1.6
1.8
2.0
2.2
A(A
nodic
curr
ent density r
atio)
SC /D
Fig 7.12. Relationship between the ratio A and the circumferential spacing, where the
defect width is 0.1πD.
While the numerical modelling detects the mutual interaction between adjacent corrosion
defects, this work proposes a new criterion, i.e., the ratio of the anodic current density at the defect
adjacency to that at the non-corrosion area, to evaluate the critical circumferential spacing between
the defects, above which the mutual interaction does not exist. The physical meaning of the
criterion is based on the fact that, in addition to corrosion defects, the adjacency between them
also suffers from increased anodic current density (i.e., corrosion rate) and stress concentration, as
compared to the non-corrosion area, due to the mutual interaction between the defects. This would
further reduce the failure pressure of pipelines containing multiple corrosion defects which are in
mutual interaction, compared to the pipelines containing the same number of corrosion defects that
can be treated independently. The introduction of anodic current density, rather than conventional
stress-based criteria, in defect assessment is associated with the stress-enhanced corrosion (anodic

124
current density) at both the corrosion defects and their adjacency. The main advantage of the
anodic current density criterion over a stress-based criterion is the capability of the quantitative
determination and prediction of the defect growth rate due to the stress-corrosion synergism. The
industry is thus able to estimate the remaining service life of pipelines under the given condition.
This work establishes that the mutual interaction between adjacent corrosion defects results
in the corrosion acceleration at the defects and their adjacency, as compared to the corrosion
occurring individually. Verification of the findings would be the direct comparison of the
modelling results with the actual defect growth over a time period as detected by periodic in-line
inspection. The developed model serves as a methodology to accurately predict the M-E effect of
adjacent corrosion defects and the effect on defect growth. Presently, the existing interaction rules
for evaluation of the multiple corrosion defects on pipelines ignore the stress-corrosion interaction.
Thus, the predicted failure pressure and the defect growth rate are not accurately representative of
the reality of the pipelines in the field.
7.6 Summary
The FE-based model developed in this work is able to predict the synergism of stress and
corrosion reaction at the defect area, determining the distributions of von Mises stress, corrosion
potential and anodic current density. The mutual interaction between corrosion defects under an
axial stress exists within a certain circumferential spacing between them, accelerating corrosion at
the defects and their adjacency due to the M-E coupling effect. The existence of the M-E effect is
dependent on the spacing of the adjacent corrosion defects. Generally, as the circumferential
spacing between the corrosion defects decreases, both the stress concentration and the plasticity
increase, the corrosion potential shifts more negatively and the anodic current densities at the

125
defects and their adjacency increase.
A new criterion is proposed to determine whether the mutual interaction exists between
adjacent corrosion defects based on the anodic current density at the defect adjacency relative to
that of the non-corrosion region. Under the given condition, for the corrosion defects with the
widths of 0.025πD, 0.05πD and 0.1πD (where D is the outer diameter of pipelines), the critical
spacings between adjacent, circumferentially aligned corrosion defects are 0.08πD, 0.09πD and
0.09πD, respectively, above which the mutual interaction of the adjacent corrosion defects is
negligible.

126
Chapter Eight: Modeling of mechano-electrochemical interaction at overlapped
corrosion defects and the implication on pipeline failure prediction5
8.1 Modelling of stress and anodic current density at the overlapped corrosion defects under
varied internal pressures
A 3D view of the von Mises stress distributions at the overlapped corrosion defects and on
the steel pipe under varied internal pressures is shown in Fig. 8.1. Generally, an elevated internal
pressure results in increase of the overall stress level at the defects. When the internal pressure is
11.65 MPa (Fig. 8.1a), the corrosion defects are almost in the same color as the pipe body, except
the corner and base of the bottom defect, which is colored in light blue, suggesting that the local
stress slightly exceeds the yield stress according to the stress-color bar. As the internal pressure
increases to 13.65 MPa (Fig. 8.1b), the light blue color spreads in the bottom defect with a high
stress concentration which is more apparent at the corner, but the top defect remains at the stress
level below the yield stress. With the increase of internal pressure to 15.65 MPa (Fig. 8.1c), the
local stress at the corner of the bottom defect is close to the ultimate tensile strength of the steel,
as shown by the red color, and the high stress area expands to the top defect. It is interesting to
observe that the stress level at the top defect is still below the yield stress, except its corner. When
the internal pressure further increases to 17.65 MPa, the local stress at the bottom defect is
significantly higher than the yielding stress, with the maximum stress of about 620 MPa at the
corner and edge. The stress level at the top defect also exceeds the yield stress, as seen in Fig. 8.1d.
5 The research work in this chapter is published as:
Jialin Sun, Y. Frank Cheng, Modelling of mechano-electrochemical interaction at overlapped corrosion defects and
the implication on pipeline failure prediction, Engineering Structures, 213 (2020) 110466/1-15.

127
Thus, in the mechanical stress field, the local stress concentration increases with the internal
pressure. The bottom corrosion defect suffers from a higher stress than the top defect.
a) 11.65 MPa
b) 13.65 MPa
c) 15.65 MPa

128
Fig 8.1. 3D view of the von Mises stress distributions at the overlapped corrosion defects
and on the steel pipe under varied internal pressures.
Fig. 8.2 shows the 3D view of the distributions of anodic current density at the overlapped
corrosion defects and on the pipe in the test solution as a function of the internal pressure. As seen
in Fig. 8.2a, when the internal pressure is 11.65 MPa, the anodic current density at the uncorroded
region is about 4.0 2μA/cm (approximately 0.05 mm/y), while the corner of the bottom defect is
up to 11.0 2μA/cm (i.e., 0.13 mm/y), showing the enhanced anodic dissolution at the stress
concentration area. When the internal pressure increases to 13.65 MPa, 15.65 MPa and 17.65 MPa,
the maximum anodic current density at the corner of the bottom defect is up to 12.0, 13.0 and 15.0
2μA/cm (i.e., 0.14, 0.15 and 0.17 mm/y), respectively. However, the anodic current density at the
uncorroded region on the pipe remains at 4.0 2μA/cm . Thus, the distribution of the anodic current
d) 17.65 MPa

129
density follows the similar pattern to that of the stress field, i.e., a high anodic current density is
always associated with the high stress concentration. Since the anodic current density is
proportional to the corrosion rate of the steel, a high stress concentration accelerates the local
corrosion. Particularly, at the corner of the bottom defect, the corrosion rate is approximately three
times of that of the uncorroded region on the pipe.
a) 11.65 MPa
b) 13.65 MPa

130
Fig 8.2. 3D view of the distributions of anodic current density at the overlapped corrosion
defects and on the pipe in the test solution as a function of the internal pressure.
8.2 Modelling of stress and anodic current density distributions at the overlapped
corrosion defects with varied lengths of the top layer defect
The distributions of von Mises stress at the overlapped corrosion defects with varied
lengths of the top layer defect under the fixed length of the bottom layer defect of 0.5l (i.e., 33.87
mm) and the internal pressure of 17.65 MPa are shown in Fig. 8.3. It is seen that, when the length
of the top layer defect (L1) is 0.75l (l = 67.74 mm), a slight stress concentration occurs at the
longitudinal edge of the bottom layer defect, as indicated by the light blue color, while the other
area is stressed evenly (Fig. 8.3a). As the L1 increases to l, the stress at the corner of the bottom
defect increases, while the stress at the top layer defect is still below the yield stress, as shown in
Fig. 8.3b. When L1 is increased to 1.5l, the stress at the longitudinal edge of the bottom defect
c) 15.65 MPa
d) 17.65 MPa

131
reaches the ultimate tensile stress, and the higher stress zone spreads to the top layer defect. At the
same time, a stress larger than the yield stress occurs at the corner of the top defect (Fig. 8.3c).
When L1 is equal to 2l, the stress concentration at the top layer defect expands along the
longitudinal edge, with the maximum stress observed at the bottom defect (Fig. 8.3d). Obviously,
an increase of the length of the top layer corrosion defect results in an increased stress level at the
overlapped corrosion defects, and the effect is more apparent at the bottom layer defect.
a) L1=0.75l, L2=0.5l
b) L1=l, L2=0.5l

132
Fig 8.3. Distributions of von Mises stress at the overlapped corrosion defects with varied
lengths of the top layer defect under the fixed length of the bottom layer defect of 0.5l (i.e.,
33.87 mm) and the internal pressure of 17.65 MPa.
The distributions of the anodic current density at the overlapped corrosion defects with
varied lengths of the top layer defect under the fixed length of the bottom layer defect of 0.5l (i.e.,
33.87 mm) and the internal pressure of 17.65 MPa are shown in Fig. 8.4. Generally, as the length
of the top layer defect increases from 0.75l to 2l, the anodic current density level at the defects
increases. The maximum anodic current density is recorded at the corner of the bottom layer defect.
While the anodic current density at the uncorroded region is 4.0 2μA/cm , the highest anodic
current density of about 15.0 2μA/cm is observed at the corner of the bottom defect when the
length of the top layer defect is 2l, indicating the M-E effect on the local corrosion.
c) L1=1.5l, L2=0.5l
d) L1=2l, L2=0.5l

133
a) L1=0.75l, L2=0.5l
b) L1=l, L2=0.5l
c) L1=1.5l, L2=0.5l

134
Fig 8.4. Distributions of anodic current density at the overlapped corrosion defects with
varied lengths of the top layer defect under the fixed length of the bottom layer defect of
0.5l (i.e., 33.87 mm) and the internal pressure of 17.65 MPa.
8.3 Modelling of stress and anodic current density distributions at the overlapped
corrosion defects with varied lengths of the bottom layer defect
The distributions of von Mises stress at the overlapped corrosion defects with varied
lengths of the bottom layer defect under the fixed length of the top layer defect of 2l (i.e., 135.48
mm) and the internal pressure of 17.65 MPa are shown in Fig. 8.5. It is seen that the stress
distribution at the bottom defect varies greatly with the increased length of the defect, but there is
little effect on the stress distribution at the top defect. It is interesting to note that, when the bottom
defect is narrow, e.g., L2 = 0.25l, a plastic zone is formed at the bottom defect, as indicated by the
yellow color in Fig. 8.5a. As the bottom defect becomes longer, a higher stress concentration is
generated primarily at the corner of the bottom defect (Figs. 8.5b-8.5d). When the length of the
bottom defect is up to 1.5l, a high stress concentration, which is close to the ultimate tensile
strength of the steel, is found at the corner of the bottom defect, while the stress at the top defect
increases slightly (Fig. 8.5d). Thus, an increase in the length of the bottom layer defect would
result in a stress concentration generated at the bottom defect primarily. The effect on the top
defect is slight.
d) L1=2l, L2=0.5l

135
a) L1=2l, L2=0.25l
b) L1=2l, L2=0.5l
c) L1=2l, L2=l

136
Fig 8.5. Distributions of von Mises stress at the overlapped corrosion defects with varied
lengths of the bottom layer defect under the fixed length of the top layer defect of 2l (i.e.,
135.48 mm) and the internal pressure of 17.65 MPa.
Fig. 8.6 shows the distributions of anodic current density at the overlapped corrosion
defects with varied lengths of the bottom layer defect under the fixed length of the top layer defect
of 2l (i.e., 135.48 mm) and the internal pressure of 17.65 MPa. Same as the stress distribution in
Fig. 8.5, the anodic current density level increases as the length of the bottom defect increases,
especially at the corner of the bottom defect.
d) L1=2l, L2=1.5l
a) L1=2l, L2=0.25l

137
Fig 8.6. Distributions of anodic current density at the overlapped corrosion defects with
varied lengths of the bottom layer defect under the fixed length of the top layer defect of 2l
(i.e., 135.48 mm) and the internal pressure of 17.65 MPa.
b) L1=2l, L2=0.5l
c) L1=2l, L2=l
d) L1=2l, L2=1.5l

138
8.4 Modelling of stress and anodic current density distributions at the overlapped
corrosion defects with varied defect depths
The distributions of von Mises stress at the overlapped corrosion defects with varied depths
of d1 and d2 under a fixed internal pressure of 17.65 MPa are shown in Fig. 8.7. It is seen that,
while the depth of the bottom defect (d2) is fixed at 4 mm, the stress concentration develops mainly
at the corner of the bottom corrosion defect when the depth of the top defect, d1, increases. When
d1=1 mm, the stress distribution is approximately uniform, except the longitudinal edge of the
bottom defect (Fig. 8.7a). The overall stress level is below the yield stress. As d1 increases to 2
mm, there is an increased stress concentration at the corner of the bottom defect, while the other
region is still in a low stress status (Fig. 8.7b). When d1 is 3 mm, the stress concentration at the
corner of both defects further increases. With the d1 further increasing to 4 mm, the maximum
stress of about 630 MPa is obtained at the corner of the bottom defect, indicated by the dark red
color in Fig. 8.7d. The stress concentration at the top corrosion defect also increases.
Similarly, while the depth of the top corrosion defect (d1) is fixed at 4 mm, the increased
depth of the bottom defect would increase the stress concentration of the bottom defect, while the
average stress level at the top defect is low. As d2 decreases from 4 mm to 3 mm (Figs. 8.7d and
8.7e), the stress level at the corrosion defects reduces, as indicated by the color change. However,
the maximum stress is still close to the ultimate tensile stress of 630 MPa at the longitudinal edge
of the bottom defect. When d2 is 2 mm, the high stress zone further reduces and concentrates at
the edge of the bottom defect only, while the other area is under a decreased stress level (Fig. 8.7f).
When d2 is decreased to 1 mm, a high stress concentration still exists, but located at the very narrow
zone at the corner of the bottom defect. The whole stress level decreases apparently, as indicated
by the blue color.

139
It is thus seen that, with the increase of the depth of either top or bottom corrosion defect,
the stress concentration develops mainly at the corner of the bottom defect, while the stress level
of the top defect is low. Even when the top defect is in elastic stress range, a high stress
concentration exists at the bottom defect if the top defect is deep. Therefore, the stress
concentration and the maximum von Mises stress at overlapped corrosion defects highly depends
on the depth of the top defect. If the top defect is deep, no matter how small of the bottom defect
depth, a high stress concentration can develop at the bottom defect. This is attributed to the fact
that the top layer defect is bigger than the bottom defect. The deeper the top defect, the more
irregular the shape of the overlapped defects, and thus, the higher the stress concentration can be
induced.
a)
b)

140
c)
d)
e)
f)
g)

141
Fig 8.7. Distributions of von Mises stress at the overlapped corrosion defects with varied
depths of d1 and d2 under a fixed internal pressure of 17.65 MPa.
Fig. 8.8 shows the distributions of anodic current density at the overlapped corrosion
defects with varied depths of d1 and d2 under a fixed internal pressure of 17.65 MPa in the test
solution. The dependence of the anodic current density on d1 is same as that of the von Mises stress
in Fig. 8.7. When the bottom defect depth (d2) is fixed at 4 mm and the top defect depth (d1)
increases, the average anodic current density increases. The effect is especially apparent at the
bottom defect, where the highest anodic current density is observed. When the top defect depth is
fixed at 4 mm and the bottom defect depth changes, the anodic current density level decreasing as
d2 deceases. However, there is always the highest anodic current density at the corner of the bottom
defect. Therefore, the anodic current density at the overlapped corrosion defects depends heavily
on the defect depth, especially the top defect depth. There is always the largest anodic current
density at the corner of the bottom defect where the highest stress concentration is developed,
showing the M-E effect on increased corrosion of the steel.

142
a)
b)
c)
d)

143
Fig 8.8. Distributions of anodic current density at the overlapped corrosion defects with
varied depths of d1 and d2 under a fixed internal pressure of 17.65 MPa in the test solution.
8.5 Effect of defect length on M-E effect at the overlapped corrosion defects
To quantify the influence of defect overlapping on the local maximum stress, the maximum
von Mises stress at a single corrosion defect (top defect), i.e., MaxSsingle, is used as a reference. In
e)
f)
g)

144
the presence of the overlapped defects, the stress concentration developed at the defects can be
described by MaxSoverlapped /MaxSsingle, where MaxSoverlapped is the maximum von Mises stress at the
overlapped corrosion defects. Similarly, the maximum anodic current density at a single corrosion
defect is given by MaxAsingle, and the M-E effect of at the overlapped corrosion defects is quantified
as the ratio of MaxAoverlapped /MaxAsingle, where MaxAoverlapped is the maximum anodic current
density at the overlapped corrosion defects.
Fig. 8.9 shows the ratio of the maximum von Mises stress at overlapped corrosion defects
to that at a single defect, i.e., MaxSoverlapped /MaxSsingle, as a function of the ratio of the defect depth,
i.e., d2/d1, where d1 is 4 mm and d2 is varied. It is seen that the presence of the overlapped corrosion
defects enhances the stress concentration, compared to the local stress at a single defect only. As
the ratio of d2/d1 increases, i.e., the increasing depth of the bottom defect, the ratio of
MaxSoverlapped/MaxSsingle increases, indicating that the local stress concentration is increased with
the increasing depth of the bottom defect. At the same time, the effect of the defect length on stress
concentration is also determined. As seen in the figure, at specific defect depth ratios, when the
defect length increases, the local stress concentration increases. For example, at the ratio of d2/d1
of 0.1, the maximum von Mises stress ratio is approximately 1.0 for the three pairs of L1 and L2.
When the d2/d1 ratio is 1.0, the maximum von Mises stress ratios increase to 1.16, 1.29, 1.36 for
the defect lengths of L1 and L2 of l and 0.5l, 2l and l, 3l and 1.5l, respectively. Thus, as the corrosion
defects grow longer, the maximum von Mises stress ratio is larger at the specific d2/d1 ratios. This
means that, while the defect depth is fixed, the length of the corrosion defect also plays a critical
role in the increased stress concentration.

145
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0 1.10.8
0.9
1.0
1.1
1.2
1.3
1.4
1.5
L1=l, L
2=l/2
L1=2l, L
2=l
L1=3l, L
2=1.5l
Ma
xS
overl
ap
ped / M
ax
Ssin
gle
d2/d
1
Fig 8.9. Ratio of the maximum von Mises stress at overlapped corrosion defects to that at
the single defect, i.e., MaxSoverlapped /MaxSsingle, as a function of the ratio of the defect depth,
i.e., d2/d1, where d1 is 4 mm and d2 is varied.
The ratios of the maximum anodic current density at the overlapped corrosion defects to
that at the single defect, i.e., MaxAoverlapped / MaxAsingle, as a function of the defect depth, i.e., d2/d1,
where d1 is 4 mm and d2 is varied are shown in Fig. 8.10. Generally, the maximum anodic current
density ratio increases with the increasing depth ratio, indicating that the presence of the bottom
corrosion defect enhances the M-E effect on local corrosion growth, as compared to the single
defect. With the increase of the lengths of the corrosion defects, the maximum anodic current
density ratio increases rapidly at specific defect depth ratios. Therefore, the M-E effect at the
overlapped corrosion defects also increases with the defect length.

146
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0 1.10.8
0.9
1.0
1.1
1.2
1.3
1.4
1.5
1.6
L1=l, L
2=l/2
L1=2l, L
2=l
L1=3l, L
2=1.5l
Ma
xA
ov
erl
ap
pe
d/M
ax
As
ing
le
d2/d
1
Fig 8.10. Ratios of the maximum anodic current density at the overlapped corrosion defects
to that at the single defect, i.e., MaxAoverlapped / MaxAsingle, as a function of the defect depth,
i.e., d2/d1, where d1 is 4 mm and d2 is varied.
8.6 Implications on pipeline integrity in the presence of overlapped corrosion defects
This work shows that the presence of overlapped corrosion defects on pipelines, a
commonly encountered corrosion scenario, results in a local stress concentration and enhanced M-
E effect. This is unique from the situations that multiple corrosion defects are oriented either
circumferentially or longitudinally on pipelines [8,9]. Particularly, the stress distribution at the
corrosion defects is not uniform, with the maximum stress always generating at the corner of the
bottom defect. It can exceed the ultimate tensile stress of the steel even under normal operating
pressures. Thus, the bottom corrosion defect is the weakest location where the pipeline failure
occurs first. Even when the local stress at the bottom defect does not exceed the yield strength of

147
the steel under conditions such as a low operating pressure, the M-E effect would induce an
accelerated corrosion, resulting in the rapid corrosion defect growth to cause pipeline failure.
The geometry of corrosion defects, especially the defect depth and length, affects local
stress concentration and the M-E interaction. With the increasing length of either top or bottom
corrosion defects, the overall stress level increases, but the effect is more apparent at the bottom
defect. Similarly, the increased M-E interaction due to the increasing length of the corrosion
defects results in a more accelerated corrosion at the bottom defect than the top one. With the
increase of the defect depth of either the top or bottom defects, the stress concentration develops
mainly at the corner of the bottom defect, while the stress level of the top defect is low. The
dependence of the M-E effect on the defect depth is also consistent with that of the stress
distribution. Thus, the effect of the defect geometry on both stress and corrosion is more apparent
at the bottom defect than the top defect.
Since the overlapped corrosion defects are commonly encountered on pipelines, the
findings from this work demonstrate that the bottom layer defect always suffers from a high stress
concentration and enhanced M-E effect, making it the weakest site on pipelines. Moreover, the
accelerated corrosion due to the M-E effect makes the bottom corrosion defect the site to leak due
to corrosion perforation.
8.7 Summary
A FE-based multi-physics coupling model is developed to simulate the mechano-
electrochemical effect at overlapped corrosion defects on steel pipelines. The presence of
overlapped corrosion defects results in a local stress concentration and enhanced M-E effect on
corrosion defect growth. The stress distribution at the corrosion defects is not uniform, with the

148
maximum stress always generating at the corner of the bottom defect. It can exceed the ultimate
tensile stress of the steel even under normal operating pressures, making the bottom corrosion
defect the weakest location where the pipeline failure occurs first. Moreover, the enhanced M-E
effect causes an accelerated corrosion at the bottom defect, resulting in the rapid defect growth to
cause pipeline failure.
The local stress concentration and M-E effect at the overlapped corrosion defects increase
with the internal pressure. The bottom corrosion defect suffers from a higher stress and M-E effect
than the top defect. The geometry of corrosion defects, especially the defect depth and length,
affects local stress concentration and the M-E effect. With the increasing length and depth of either
top or bottom corrosion defects, the overall stress level increases, but the effect is more apparent
at the bottom defect. Similarly, the increased M-E effect due to the increasing length and depth of
the corrosion defects results in a more accelerated corrosion at the bottom defect than the top one.

149
Chapter Nine: Assessment of a dent interacting with corrosion feature on pipelines by
finite element modeling6
9.1 Quantification of interaction of multiple corrosion defects on pipelines
The failure pressure of X46 steel pipe containing a dent adjacent to a corrosion feature
determined by FE modeling in this work is defined as Pdent&corrosion, while the failure pressure of
an undented pipe containing an identical corrosion defect is defined as Pcorrosion. The spacing
between the dent and corrosion feature refers to the distance from the center of the corrosion
feature to the dent apex. Fig. 9.1 shows the von Mises stress contour of the pipe containing a dent
adjacent to a corrosion feature at the spacing of 100 mm under the internal pressure of 6.80 MPa,
where the dent depth, corrosion length and corrosion depth are 20.0 mm, 100 mm, 50% t (t is the
pipe wall thickness), respectively. It is seen that the maximum von Mises stress occurs at the
longitudinal edge of the corrosion feature, where the local stress level is up to 630 MPa, which is
the ultimate tensile strength of the steel. The Pdent&corrosion in the present condition is estimated as
6.80 MPa. There is also a stress concentration at the dent at a level slightly lower than that of the
corrosion feature, as indicated by the color bar. The stress at the region between the dent and the
corrosion feature is much lower, but slightly higher than the stress at the pipe body.
6 The research work in this chapter is submitted to Thin-Walled Structures.

150
Fig 9.1. Von Mises stress contour of the pipe containing a dent adjacent to a corrosion
feature at the spacing of 100 mm under the internal pressure of 6.80 MPa, where the dent
depth, corrosion length and corrosion depth are 20.0 mm, 100 mm, 50% t (t is the pipe wall
thickness), respectively.
As a comparison, the von Mises stress contour of the pipe containing a corrosion feature
only under the internal pressure of 7.75 MPa is shown in Fig. 9.2, where the corrosion length and
corrosion depth are 100 mm, 50% t (t is the pipe wall thickness), respectively. The maximum von
Mises stress occurring at the longitudinal edge of the corrosion feature is 630 MPa. Therefore, the
failure pressure of the pipe under this condition, Pcorrosion, is 7.75 MPa. The presence of the dent as
defined in Fig. 9.2 reduces the failure pressure of the pipe from 7.75 MPa to 6.80 MPa. Therefore,
the adjacency of a corrosion feature to a dent with mutual interaction would cause reduction of the
failure pressure of the pipeline.

151
Fig 9.2. Von Mises stress contour of the pipe containing a corrosion feature only under the
internal pressure of 7.75 MPa, where the corrosion length and corrosion depth are 100
mm, 50% t (t is the pipe wall thickness), respectively.
9.2 Effect of dent-corrosion feature spacing on pipeline failure
Table 9.1 shows the failure pressure of the pipeline, Pdent&corrosion, with varied dent-
corrosion feature spacing, where the dent depth, corrosion length and corrosion depth are 20.0 mm,
100 mm and 50% t, respectively, and Pdent&corrosion is presented as the percentage of Pcorrosion (i.e.,
percentage of 7.75 MPa). Clearly, Pdent&corrosion increases with the increased spacing between the
dent and the corrosion feature, indicating the reduced interaction between them and the effect on
the failure pressure. When the dent-corrosion feature spacing is up to 150 mm, Pdent&corrosion is equal
to Pcorrosion. As the spacing further increases, Pdent&corrosion does not change. Therefore, the critical

152
spacing between the dent and corrosion feature is 150 mm, above which there is no mutual
interaction between the dent and the corrosion feature. As a result, they can be assessed as two
independent defects. When the spacing is smaller than 150 mm, the interaction of the dent with
the corrosion feature must be considered, which usually further decreases the failure pressure of
the pipeline.
9.3 Dent-corrosion feature interaction identification rule
The interaction between a dent and an adjacent corrosion feature would decrease the failure
pressure of the pipelines. With the increase of the spacing between them, the interaction reduces.
When the spacing exceeds a critical value, the interaction does not exist, and the failure pressure
of the pipelines does not change with the further increase of the spacing, where the dent and the
corrosion feature can be assessed independently. To quantify the interaction between the dent and
the corrosion feature, the failure pressure of the pipeline containing a single corrosion feature,
Pcorrosion, is used as reference. An interaction identification criterion is proposed herein and defined
as

153
&
&
/ = 1, no interaction
/ 1, interaction exists
dent corrosion corrosion
dent corrosion corrosion
P P
P P
(9.1)
When the ratio of Pdent&corrosion / Pcorrosion is equal to 1, there is no mutual interaction between the
dent and the corrosion feature. If the ratio is smaller than 1, interaction exists between the dent and
corrosion feature and the ratio indicates the severity of the interaction. Generally, the smaller the
ratio, the more significant the interaction between the dent and the corrosion feature. The
interaction identification rule is attempted to obtain the critical spacing between the dent and the
corrosion feature.
Table 9.1. Effect of dent-corrosion feature spacing on the failure pressure of the pipeline,
Pdent&corrosion, where the dent depth, corrosion length and corrosion depth are 20.0 mm, 100
mm and 50% t, respectively.
Dent-corrosion feature spacing
(mm)
Failure pressure of defected pipes
(MPa)
100 7.75 × 87.7%
110 7.75 × 92%
150 7.75 × 100%
200 7.75 × 100%
250 7.75 × 100%

154
9.4 Effect of corrosion depth
Fig. 9.3 shows the ratio of failure pressures, Pdent&corrosion / Pcorrosion, as a function of the
dent-corrosion feature spacing with varied corrosion depths (i.e., 25% t, 50% t and 78% t), where
the dent depth and corrosion length are 20.0 mm and 100 mm, respectively. It is seen that the
Pdent&corrosion/ Pcorrosion ratio increases with the increased dent-corrosion feature spacing from 100
mm to 150 mm for all corrosion depths. When the spacing is more than 150 mm, the failure
pressure ratio depends on the corrosion depth. For the corrosion depth of 50% t, the ratio reaches
1 while the ratios for other two corrosion depths are below. It indicates that the dent-corrosion
feature spacing of 150 mm makes the interaction not exist when the corrosion depth is 50% t, but
it does not apply for the other two corrosion depths. When the corrosion depth is 78% t, the ratio
of Pdent&corrosion / Pcorrosion further increases with the spacing until 300 mm when the ratio is up to
1. Therefore, the critical interaction spacing for the corrosion depth of 78% t is approximately 300
mm, which is more than the critical spacing of 150 mm for the corrosion depth of 50% t. However,
for the corrosion depth of 25% t, the ratio of Pdent&corrosion / Pcorrosion is always smaller than 1,
showing that the interaction between the dent and corrosion feature exists for all tested amounts
of spacing. This is attributed to the dominant effect of the dent on failure pressure when the
corrosion feature is shallow, such as 25% t in depth. The failure pressure of the pipeline containing
a single dent of 20 mm in depth is 8.29 MPa, while the failure pressure of the pipeline containing
the single corrosion defect is 9.03 MPa, determined by FE modeling. Therefore, the ratio of
Pdent&corrosion / Pcorrosion is always smaller than 1 no matter what the spacing is. A critical interaction
spacing of 200 mm is still identified because that is the point at which the failure pressure ratio
does not change as the spacing increases. In summary, when the corrosion depth is as small as
25% t, the dent plays a predominant role in determination of the failure pressure of pipelines.

155
50 100 150 200 250 300 3500.70
0.75
0.80
0.85
0.90
0.95
1.00
1.05
1.10
Distance, mm
Pco
rrosio
n&
de
nt/P
co
rrosio
n
25%t
50%t
78%t
Fig 9.3. The ratio of failure pressures, Pdent&corrosion / Pcorrosion, as a function of the dent-
corrosion feature spacing with varied corrosion depths (i.e., 25% t, 50% t and 78% t),
where the dent depth and corrosion length are 20.0 mm and 100 mm, respectively.
9.5 Effect of corrosion length
Fig. 9.4 shows the failure pressure ratio of Pdent&corrosion / Pcorrosion as a function of the dent-
corrosion feature spacing with varied corrosion lengths (i.e., 15 mm, 50 mm, 100 mm and 200
mm) with the dent depth and corrosion depth of 20.0 mm and 78% t, respectively. When the
corrosion feature is sufficiently long such as 200 mm, the failure pressure ratio is always equal to
1, and is not affected by the dent-corrosion feature spacing. It shows that the presence of dent does
not affect the failure pressure of corroded pipelines when the corrosion feature is sufficiently long.
The failure pressure of the pipeline containing a single corrosion feature of 200 mm in length is

156
4.70 MPa, which is about a half of that in the presence of a single dent (8.29 MPa). The failure
pressure of the pipeline is primarily dominated by the corrosion feature, and the interaction
between the dent and the corrosion feature is not important.
100 200 300 400 500 600 7000.65
0.70
0.75
0.80
0.85
0.90
0.95
1.00
1.05
1.10
Distance, mm
Pco
rrosio
n&
dent/P
co
rrosio
n
corrosion length 15mm
corrosion length 50 mm
corrosion length 100 mm
corrosion length 200 mm
Fig 9.4. The failure pressure ratio of Pdent&corrosion / Pcorrosion as a function of the dent-
corrosion feature spacing with varied corrosion lengths (i.e., 15 mm, 50 mm, 100 mm and
200 mm) with the dent depth and corrosion depth of 20.0 mm and 78% t, respectively
When the corrosion feature is 50 mm in length, the dent-corrosion feature spacing greatly
influences the failure pressure ratio when their distance is within 110 mm. For the corrosion length
of 15 mm only, the failure pressure ratio is influenced within the spacing of 150 mm. The ratio
then remains at 0.97 with further increase in spacing, indicating that the dent always affects the
failure pressure of the corroded pipeline even when the spacing between them is up to 600 mm in

157
this work. Thus, when the corrosion feature is short, the dent would dominate the determination
of failure pressure of the pipeline.
100 200 300 400 500 600 7000.80
0.84
0.88
0.92
0.96
1.00
1.04
1.08
dent depth 20.0 mm
dent depth 11.4 mm
dent depth 4.1 mmPco
rro
sio
n&
de
nt/P
co
rro
sio
n
Distance, mm
Fig 9.5. The failure pressure ratio of Pdent&corrosion / Pcorrosion as a function of the dent-
corrosion feature spacing with varied dent depths (i.e., 20.0 mm, 11.4 mm and 4.1 mm)
when the corrosion length and depth are 100.0 mm and 78% t, respectively.
9.6 Effect of dent depth
Fig. 9.5 shows the failure pressure ratio of Pdent&corrosion / Pcorrosion as a function of the dent-
corrosion feature spacing with varied dent depths (i.e., 20.0 mm, 11.4 mm and 4.1 mm) when the
corrosion length and depth are 100.0 mm and 78% t, respectively. It is seen that the three curves
reach the ratio of 1 at the spacing of about 400 mm, and then almost copy each other. Generally,
there is a slight effect of the dent depth on the failure pressure. Thus, compared to corrosion length

158
and depth, the effect of the dent depth on the interaction between the dent and the corrosion feature
is not remarkable. A similar result was also obtained in other’s work [111].
9.7 Summary
The interaction identification rule based on determination of the failure pressure of
pipelines containing a dent with adjacency to a corrosion feature is proposed to assess the critical
spacing between them to enable a mutual interaction to decrease the failure pressure. Moreover,
the interaction between the dent and the corrosion feature is determined quantitatively by
numerical modeling as a function of the corrosion length, corrosion depth and the dent depth.
The adjacency of a corrosion feature to a dent with a mutual interaction would cause
reduction of the failure pressure of the pipeline. With the increase of the spacing between them,
the interaction reduces. When the spacing exceeds a critical value, the interaction does not exist,
where the dent and the corrosion feature can be assessed independently. For example, the critical
spacing between the dent (20 mm in depth) and corrosion feature (100 mm in length and 50% of
pipe wall thickness) on an X46 steel pipeline is 150 mm.
When the corrosion feature is sufficiently long such as 200 mm, the presence of dent does
not affect the failure pressure of corroded pipelines. When the corrosion feature is short (e.g., 15
mm), the dent would dominate the determination of failure pressure of the pipeline. Similarly, for
the corrosion feature with a sufficient depth, the failure pressure is dominated by the presence of
the corrosion feature, rather than the dent. When the corrosion feature is shallow, such as 25% of
pipe wall thickness, the role of the dent in the pipeline failure pressure is important. Compared to
corrosion length and depth, the effect of the dent depth on the interaction between the dent and the
corrosion feature is not remarkable.

159
Chapter Ten: Conclusions and recommendations
10.1 Conclusions
In this work, finite element models were developed to determine the failure pressures of
X46, X60 and X80 steel pipelines containing multiple corrosion defects with varied geometries
and orientations by assessing the mutual interaction of the defects and the effect on pipeline
integrity. Generally, the failure pressure of corroded pipelines decreases with the increasing
interaction between corrosion defects. There is little effect of the steel grade on the interaction
between defects. The interaction mainly depends on the mutual orientation of the defects and their
geometry and spacing.
Compared to circumferential corrosion defects, the longitudinal defects are associated with
a larger spacing where the interaction between corrosion defects exists. The circumferential
spacing of corrosion defects has a smaller impact on the failure pressure of corroded pipelines
compared to the longitudinal spacing.
For two overlapped defects, the depth and length of both defects influenced the failure
pressure of pipelines remarkably. An increase in the defect length elevated the interaction between
the defects, decreasing the failure pressure of the pipelines. The interaction of the overlapped
corrosion defects was quantified by the ratio of the pipeline failure pressure in the presence of
overlapped corrosion defects over the failure pressure when a single defect was included.
Moreover, the interaction of adjacent corrosion defects exists not only in the mechanical
stress field, but also in the electrochemical corrosion field, generating the mechano-
electrochemical (M-E) effect. The phenomenon was mainly displayed by the accelerated corrosion
rate of pipe steels due to mechanical deformation. In this work, first of its kind modeling and

160
analysis were conducted on the M-E effect of multiple corrosion defects on pipelines, particularly
for the overlapped defects.
The M-E effect resulting in a more negative corrosion potential and a larger anodic current
density were found at the defect adjacency compared to the uncorroded area, resulting in
accelerated localized corrosion around the defects. Due to the existence of the M-E effect, the
interaction rule used to determine the critical spacing of adjacent corrosion defects should be
redefined due to the synergism of multiple physics fields (e.g., stress field and electrochemical
corrosion field) at the corrosion defects.
It was also found that, for the circumferentially aligned corrosion defects, although the
interaction between them is marginal when the pipelines primarily experience the hoop stress
generated by an internal pressure, it can be significant when the pipeline is under an axial stress
due to ground movement. This is because the maximum von Mises stress around the corrosion
defects on stressed pipelines is located at the area perpendicular to the direction of the stress, while
the minimum von Mises stress is at the area parallel to the stress direction. Under an internal
pressure, the von Mises stress of the area between the circumferentially aligned defects the lowest.
However, under a tensile stress, the von Mises stress at the area between defects can be the highest.
Therefore, the interactions are much more apparent, which also accelerates corrosion at the defects
and their adjacency due to the M-E coupling effect.
The presence of overlapped corrosion defects results in a local stress concentration and
enhanced M-E effect on corrosion defect growth. The maximum stress always generates at the
corner of the bottom defect, which can exceed the ultimate tensile stress of the steel even under
normal operating pressures while the stress in the pipe wall below yielding stress. The enhanced
M-E effect causes an accelerated corrosion at the bottom defect, resulting in the rapid defect

161
growth to cause pipeline leaking. The geometry of corrosion defects, especially the defect depth
and length, affects local stress concentration and the M-E effect. With the increasing length and
depth of either top or bottom corrosion defects, the overall stress level increases, but the effect is
more apparent at the bottom defect. Similarly, the increased M-E effect due to the increasing length
and depth of the corrosion defects results in a more accelerated corrosion at the bottom defect than
the top one.
In this work, FE models enabling the predictions of the failure pressure of pipelines
containing a dent associated with corrosion feature were also developed. The interaction
identification rule based on determination of the failure pressure of pipelines containing a dent
with adjacency to a corrosion feature is proposed to assess the critical spacing between them to
enable a mutual interaction to decrease the failure pressure. Moreover, the interaction between the
dent and the corrosion feature is determined quantitatively by numerical modelling as a function
of the corrosion length, corrosion depth and the dent depth.
The adjacency of a corrosion feature to a dent with a mutual interaction would cause
reduction of the failure pressure of the pipeline. With the increase of the spacing between them,
the interaction reduces. When the spacing exceeds a critical value, the interaction does not exist,
where the dent and the corrosion feature can be assessed independently. For example, the critical
spacing between the dent (20 mm in depth) and corrosion feature (100 mm in length and 50% of
pipe wall thickness) on an X46 steel pipeline is 150 mm.
When the corrosion feature is sufficiently long such as 200 mm, the presence of dent does
not affect the failure pressure of corroded pipelines. When the corrosion feature is short (e.g., 15
mm), the dent would dominate the determination of failure pressure of the pipeline. Similarly, for
the corrosion feature with a sufficient depth, the failure pressure is dominated by the presence of

162
the corrosion feature, rather than the dent. When the corrosion feature is shallow, such as 25% of
pipe wall thickness, the role of the dent in the pipeline failure pressure is important. Compared to
corrosion length and depth, the effect of the dent depth on the interaction between the dent and the
corrosion feature is not remarkable.
10.2 Recommendations
For the practical engineering problems, implementation of FEA for defects can be challenging as
analysis is time consuming, technically complex, and requires detailed feature information which
is not always available for all reported defects in a pipeline system. Therefore, finite element
analysis should be combined with reliability analysis to develop a quantitative approach for
assessing defected oil/gas pipelines.
(1) Establish the interaction identification rule for dent and corrosion defect on pipelines based on
the M-E effect.
(2) Integrate FEA and reliability analysis to evaluate the probability of failure of the pipes
containing interacting features, i.e., multiple corrosion defects or corrosion defects interacting with
dent features.
(3) Integrate FEA and reliability analysis to quantify the M-E effect of interacting features.
(4) Build integrity evaluation program for interacting features including three-level assessments.
Level-1 assessment is to apply the interaction identification rules. Level-2 assessment is to predict
the failure pressure of pipelines containing interacting features. Level-3 defect assessment is
quantification of the interaction of interacting features through the mechanical-chemical synergism.

163
Research publications in peer-reviewed journals
1. Jialin Sun, Y. Frank Cheng, Assessment by finite element modeling of the interaction of
multiple corrosion defects and the effect on failure pressure of corroded pipelines, Engineering
Structures 165 (2018) 278-286.
2. Jialin Sun, Y. Frank Cheng, Modelling of mechano-electrochemical interaction of
multiple longitudinally aligned corrosion defects on oil/gas pipelines, Engineering Structures 190
(2019) 9-19.
3. Jialin Sun, Y. Frank Cheng, Investigation by numerical modeling of the mechano-
electrochemical interaction of circumferentially aligned corrosion defects on pipelines, Thin-
Walled Structures 144 (2019) 106314/1-11.
4. Jialin Sun, Y. Frank Cheng, Modelling of mechano-electrochemical interaction at
overlapped corrosion defects and the implication on pipeline failure prediction, Engineering
Structures, 213 (2020) 110466/1-15.
5. Modelling of the mechano-electrochemical interaction between adjacent circumferential
corrosion defects on pipelines under axial tensile stresses, submitted to International Journal of
Pressure Vessels and Piping.
6. Assessment of a dent interacting with corrosion feature on pipelines by finite element
modelling, submitted to Thin-Walled Structures.

164
References
[1] A. Cosham, P. Hopkins, The effect of dents in pipelines - Guidance in the pipeline defect
assessment manual, Int. J. Press. Vessel. Pip. 81 (2004) 127–139.
doi:10.1016/j.ijpvp.2003.11.004.
[2] A.P. Teixeira, C. Guedes Soares, T.A. Netto, S.F. Estefen, Reliability of pipelines with
corrosion defects, Int. J. Press. Vessel. Pip. 85 (2008) 228–237.
doi:10.1016/j.ijpvp.2007.09.002.
[3] F. Caleyo, J.L. González, J.M. Hallen, A study on the reliability assessment methodology
for pipelines with active corrosion defects, Int. J. Press. Vessel. Pip. 79 (2002) 77–86.
doi:10.1016/S0308-0161(01)00124-7.
[4] A. Cosham, P. Hopkins, K.A. Macdonald, Best practice for the assessment of defects in
pipelines - Corrosion, Eng. Fail. Anal. 14 (2007) 1245–1265.
doi:10.1016/j.engfailanal.2006.11.035.
[5] C. KEW, W. RG, Pipe corrosion conclusion: new guidelines promise more accurate
damage assessment, Oil Gas J. 88 (1990) 41–44.
[6] DNV, Recommended Practice DNV-RP-F101, (2015) 93.
[7] L. M, Interaction rules - an integral factor, in: Corrosion, Houston, USA, 2002.
[8] P. Hopkins, D. Jones, A study of the behavior of long and complex-shaped corrosion in
transmission pipelines. Part A - Pipeline Technology, in: 11th Int Conf Offshore Mech.
Arct. Eng(OMAE 92), 1992: pp. 211–217.
[9] ASME B31G-2009, Manual for determining the remaining strength of corroded pipelines.,
New York, USA, 2009.
[10] J.F. Kiefner, V. PH, Evaluating pipe: new method corrects criterion for evaluating

165
corroded pipe, Oil Gas J. 88 (1990) 56–59.
[11] K. JF, V. PH, Evaluating pipe conclusion: PC program speeds new criterion for evaluating
corroded pipe, Oil Gas J. 88 (1990) 91–93.
[12] H.F. Chen, D. Shu, Simplified limit analysis of pipelines with multi-defects, Eng. Struct.
23 (2001) 207–213. doi:10.1016/S0141-0296(00)00009-2.
[13] C.J. Han, H. Zhang, J. Zhang, Failure pressure analysis of the pipe with inner corrosion
defects by FEM, Int. J. Electrochem. Sci. 11 (2016) 5046–5062. doi:10.20964/2016.06.6.
[14] X. Tang, Y.F. Cheng, Micro-electrochemical characterization of the effect of applied
stress on local anodic dissolution behavior of pipeline steel under near-neutral pH
condition, Electrochim. Acta. 54 (2009) 1499–1505.
[15] J. Sun, Y.F. Cheng, Modelling of mechano-electrochemical interaction of multiple
longitudinally aligned corrosion defects on oil/gas pipelines, Eng. Struct. 190 (2019).
doi:10.1016/j.engstruct.2019.04.010.
[16] J. Sun, Y.F. Cheng, Investigation by numerical modeling of the mechano-electrochemical
interaction of circumferentially aligned corrosion defects on pipelines, Thin-Walled
Struct. 144 (2019). doi:10.1016/j.tws.2019.106314.
[17] G.A. Zhang, Y.F. Cheng, Micro-electrochemical characterization of corrosion of welded
X70 pipeline steel in near-neutral pH solution, Corros. Sci. 51 (2009) 1714–1724.
doi:10.1016/j.corsci.2009.04.030.
[18] H.B. Xue, Y.F. Cheng, Electrochemical corrosion behavior of X80 pipeline steel in a
near-neutral pH solution, Mater. Corros. 61 (2010) 756–761.
doi:10.1002/maco.200905430.
[19] X. Tang, Y.F. Cheng, Micro-electrochemical characterization of the effect of applied

166
stress on local anodic dissolution behavior of pipeline steel under near-neutral pH
condition, Electrochim. Acta. 54 (2009).
[20] G.A. Zhang, Y.F. Cheng, Micro-electrochemical characterization of the effect of applied
stress on local anodic dissolution behavior of pipeline steel under near-neutral pH
condition, Corros. Sci. 51 (2009) 1714–1724.
[21] G.A. Zhang, Y.F. Cheng, Micro-electrochemical characterization of corrosion of welded
X70 pipeline steel in near-neutral pH solution, Corros. Sci. 52 (2010) 960–968.
[22] L.Y. Xu, Y.F. Cheng, An experimental investigation of corrosion of X100 pipeline steel
under uniaxial elastic stress in a near-neutral pH solution, Corros. Sci. 59 (2012) 103–109.
[23] Z.Y. Liu, X.G. Li, C.W. Du, Y.F. Cheng, Local additional potential model for effect of
strain rate on SCC of pipeline steel in an acidic soil solution, Corros. Sci. 51 (2009) 2863–
2871.
[24] X. Tang, Y.F. Cheng, Quantitative characterization by micro-electrochemical
measurements of the synergism of hydrogen, stress and dissolution on near-neutral pH
stress corrosion cracking of pipelines, Corros. Sci. 53 (2011) 2927–2933.
doi:10.1016/j.corsci.2011.05.032.
[25] Z.Y. Liu, X.G. Li, Y.F. Cheng, Effect of strain rate on cathodic reaction during stress
corrosion cracking of X70 steel in a near-neutral pH solution, J. Mater. Eng. Perform. 20
(2011) 1242–1246.
[26] Z.Y. Liu, X.G. Li, Y.F. Cheng, Effect of strain rate on cathodic reaction during stress
corrosion cracking of X70 pipeline steel in a near-neutral pH solution, J. Mater. Eng.
Perform. 20 (2011) 1242–1246. doi:10.1007/s11665-010-9770-6.
[27] Y.F.C. X. Tang, Quantitative characterization by micro-electrochemical measurements of

167
the synergism of hydrogen, stress and dissolution on near-neutral pH stress corrosion
cracking of pipelines, Corros. Sci. 53 (2011) 2927–2933.
[28] L. Xu, Y.F. Cheng, A finite element based model for prediction of corrosion defect
growth on pipelines, Int. J. Press. Vessel. Pip. 153 (2017) 70–79.
[29] Y. Yang, Y.F. Cheng, Stress Enhanced Corrosion at the Tip of Near-Neutral pH Stress
Corrosion Cracks on Pipelines, Corrosion. 72 (2016) 1035–1043.
doi:http://dx.doi.org/10.5006/2045.
[30] G.A. Zhang, L.Y. Xu, Y.F. Cheng, Mechanistic aspects of electrochemical corrosion of
aluminum alloy in ethylene glycol-water solution, Electrochim. Acta. 53 (2008) 8245–
8252.
[31] L. Niu, Y.F. Cheng, Corrosion behavior of X-70 pipe steel in near-neutral pH solution,
Appl. Surf. Sci. 253 (2007) 8626–8631. doi:10.1016/j.apsusc.2007.04.066.
[32] L.Y. Xu, Y.F. Cheng, Development of a finite element model for simulation and
prediction of mechanoelectrochemical effect of pipeline corrosion, Corros. Sci. 73 (2013)
150–160. doi:10.1016/j.corsci.2013.04.004.
[33] Y.F. Cheng, Thermodynamically modeling the interactions of hydrogen, stress and anodic
dissolution at crack-tip during near-neutral pH SCC in pipelines, J. Mater. Sci. 42 (2007)
2701–2705.
[34] Z.Y. Liu, X.G. Li, Y.F. Cheng, Electrochemical state conversion model for occurrence of
pitting corrosion on a cathodically polarized carbon steel in a near-neutral pH solution,
Electrochim. Acta. 56 (2011) 4167–4175. doi:10.1016/j.electacta.2011.01.100.
[35] C. Zhang, Y.F. Cheng, Synergistic effects of hydrogen and stress on corrosion of X100
pipeline steel in a near-neutral pH solution, J. Mater. Eng. Perform. 19 (2010) 1284–1289.

168
[36] Y.F. Cheng, Stress Corrosion Cracking of Pipelines, John Wiley Publishing, Hoboken, NJ,
2013.
[37] L. Xu, Y.F. Cheng, A finite element based model for prediction of corrosion defect
growth on pipelines, Int. J. Press. Vessel. Pip. 153 (2017) 70–79.
doi:10.1016/j.ijpvp.2017.05.002.
[38] H.B. Xue, Y.F. Cheng, Photo-electrochemical studies of the local dissolution of a
hydrogen-charged X80 steel at crack-tip in a near-neutral pH solution, Electrochim. Acta.
55 (2010) 5670–5676.
[39] Y. Yang, Y.F. Cheng, Effect of Stress on Corrosion at Crack Tip on Pipeline Steel in a
Near-Neutral pH Solution, J. Mater. Eng. Perform. 25 (2016) 4988–4995.
doi:10.1007/s11665-016-2369-9.
[40] L.Y. Xu, Y.F. Cheng, Corrosion of X100 pipeline steel under plastic strain in a neutral pH
bicarbonate solution, Corros. Sci. 64 (2012) 145–152.
[41] L. Zhang, X.G. Li, C.W. Du, Y.F. Cheng, Corrosion and stress corrosion cracking
behavior of X70 pipeline steel in a CO2-containing solution, J. Mater. Eng. Perform. 18
(2009) 319–323.
[42] X. Tang, Y.F. Cheng, Micro-electrochemical characterization of the effect of applied
stress on local anodic dissolution behavior of pipeline steel under near-neutral pH
condition, Electrochim. Acta. 54 (2009) 1499–1505. doi:10.1016/j.electacta.2008.09.037.
[43] Y.K. Lee, Y.P. Kim, M.W. Moon, W.H. Bang, K.H. Oh, W.S. Kim, The Prediction of
Failure Pressure of Gas Pipeline with Multi Corroded Region, Mater. Sci. Forum. 475–
479 (2005) 3323–3326. doi:10.4028/www.scientific.net/MSF.475-479.3323.
[44] A.C. Benjamin, J.L.F. Freire, R.D. Vieira, D.J.S. Cunha, Interaction of corrosion defects

169
in pipelines - Part 1: Fundamentals, Int. J. Press. Vessel. Pip. 144 (2016) 56–62.
doi:10.1016/j.ijpvp.2016.05.007.
[45] Y. Chen, H. Zhang, J. Zhang, X. Liu, X. Li, J. Zhou, Failure assessment of X80 pipeline
with interacting corrosion defects, Eng. Fail. Anal. 47 (2015) 67–76.
doi:10.1016/j.engfailanal.2014.09.013.
[46] Canadian National Energy Board, Focus on Safety and Environment - A Comparative
Analysis of Pipeline Performance 2012-2016, 2017.
[47] R.W. Revie, H.H. Uhlig, Corrosion and Corrosion Control, John Wiley & Sons, Inc.,
2008.
[48] L.Y. Xu, Y.F. Cheng, Assessment of corrosion defects on high-strength steel pipelines.,
University of Calgary, 2013.
[49] L.Y. Xu, Y.F. Cheng, Reliability and failure pressure prediction of various grades of
pipeline steel in the presence of corrosion defects and pre-strain, Int. J. Press. Vessel. Pip.
89 (2012) 75–84. doi:10.1016/j.ijpvp.2011.09.008.
[50] J. Bhandari, F. Khan, R. Abbassi, V. Garaniya, R. Ojeda, Modelling of pitting corrosion in
marine and offshore steel structures - A technical review, J. Loss Prev. Process Ind. 37
(2015) 39–62. doi:10.1016/j.jlp.2015.06.008.
[51] A. Kolios, S. Srikanth, K. Salonitis, Numerical simulation of material strength
deterioration due to pitting corrosion, Procedia CIRP. 13 (2014) 230–236.
doi:10.1016/j.procir.2014.04.040.
[52] C. Su, X. Li, J. Zhou, Failure pressure analysis of corroded moderate-to-high strength
pipelines, China Ocean Eng. 30 (2016) 69–82. doi:10.1007/s13344-016-0004-z.
[53] B. Chandra, B.C. Mondal, Burst pressure assessment for pipelines with multiple corrosion

170
defects, in: RESILIENT Infrastruct., London, 2016: pp. 1–11.
[54] E.M. Gutman, Mechanochemistry of Materials, Cambridge Interscience Publishing, 1998.
[55] Y. Pronina, Analytical solution for the general mechanochemical corrosion of an ideal
elastic-plastic thick-walled tube under pressure, Int. J. Solids Struct. 50 (2013) 3626–
3633. doi:10.1016/j.ijsolstr.2013.07.006.
[56] H.Q. Yang, Q. Zhang, S.S. Tu, Y. Wang, Y.M. Li, Y. Huang, A study on time-variant
corrosion model for immersed steel plate elements considering the effect of mechanical
stress, Ocean Eng. 125 (2016) 134–146. doi:10.1016/j.oceaneng.2016.08.005.
[57] H. Wang, E.H. Han, Computational simulation of corrosion pit interactions under
mechanochemical effects using a cellular automaton/finite element model, Corros. Sci.
103 (2015) 305–311. doi:10.1016/j.corsci.2015.11.034.
[58] S. Sarkar, W. Aquino, Changes in electrodic reaction rates due to elastic stress and stress-
induced surface patterns, Electrochim. Acta. 111 (2013) 814–822.
doi:10.1016/j.electacta.2013.08.085.
[59] S. Saad-Eldeen, Y. Garbatov, C. Guedes Soares, Effect of corrosion severity on the
ultimate strength of a steel box girder, Eng. Struct. 49 (2013) 560–571.
doi:10.1016/j.engstruct.2012.11.017.
[60] S. Zhang, X. Pang, Y. Wang, K. Gao, Corrosion behavior of steel with different
microstructures under various elastic loading conditions, Corros. Sci. 75 (2013) 293–299.
doi:10.1016/j.corsci.2013.06.012.
[61] T. Wu, M. Yan, J. Xu, Y. Liu, C. Sun, W. Ke, Mechano-chemical effect of pipeline steel
in microbiological corrosion, Corros. Sci. 108 (2016) 160–168.
doi:10.1016/j.corsci.2016.03.011.

171
[62] A. Rajabipour, R.E. Melchers, A numerical study of damage caused by combined pitting
corrosion and axial stress in steel pipes, Corros. Sci. 76 (2013) 292–301.
doi:10.1016/j.corsci.2013.07.002.
[63] T. Nakai, H. Matsushita, N. Yamamoto, Effect of pitting corrosion on local strength of
hold frames of bulk carriers (2nd Report) - Lateral-distortional buckling and local face
buckling, Mar. Struct. 17 (2004) 612–641. doi:10.1016/j.marstruc.2005.03.001.
[64] T. Nakai, H. Matsushita, N. Yamamoto, Effect of pitting corrosion on strength of web
plates subjected to patch loading, Thin-Walled Struct. 44 (2006) 10–19.
doi:10.1016/j.tws.2005.09.004.
[65] Y. Zhang, Y. Huang, Q. Zhang, G. Liu, Ultimate strength of hull structural plate with
pitting corrosion damnification under combined loading, Ocean Eng. 116 (2016) 273–285.
doi:10.1016/j.oceaneng.2016.02.039.
[66] R. Wang, R. Ajit Shenoi, A. Sobey, Ultimate strength assessment of plated steel structures
with random pitting corrosion damage, J. Constr. Steel Res. 143 (2018) 331–342.
doi:10.1016/J.JCSR.2018.01.014.
[67] X. Li, Y. Bai, C. Su, M. Li, International Journal of Pressure Vessels and Piping Effect of
interaction between corrosion defects on failure pressure of thin wall steel pipeline, Int. J.
Press. Vessel. Pip. 138 (2016) 8–18. doi:10.1016/j.ijpvp.2016.01.002.
[68] A.C. Benjamin, D.J.S. Cunha, New Method for the Prediction of the Failure Pressure of
Interacting Corrosion Defects, Isope. (2007) 3456–3465.
[69] B.A. Chouchaoui, R.J. Pick, Behaviour of circumferentially aligned corrosion pits, Int. J.
Press. Vessel. Pip. 57 (1994) 187–200.
[70] B.A. Chouchaoui, R.J. Pick, Behaviour of longitudinally aligned corrosion pits, Int. J.

172
Press. Vessel. Pip. 67 (1996) 17–35.
[71] Analysis of Pipeline Containing Interacting Corrosion Defects, Exp. Tech. (n.d.).
[72] R.C.C. Silva, J.N.C. Guerreiro, A.F.D. Loula, A study of pipe interacting corrosion
defects using the FEM and neural networks, Adv. Eng. Softw. 38 (2007) 868–875.
doi:10.1016/j.advengsoft.2006.08.047.
[73] A.C. Benjamin, J.L.F. Freire, R.D. Vieira, Analysis of Pipeline Containing Interacting
Corrosion Defects, Exp. Tech. 31 (n.d.) 74–82.
[74] B. Chouchaoui, Evaluating the remaining strength of corroded pipelines., University of
Waterloo, 1993.
[75] V. Chauhan, R. Grant, Improved methods for the assessment of the remaining strength of
corroded pipelines, 2002. doi:L51968, Contract PR-273-9803.
[76] V. Chauhan, Advances in interaction rules for corrosion defects in pipelines, in: Proc. Int.
Gas Res. Conf., Vancouver, Canada, 2004.
[77] V. Chauhan, Experimental validation of methods for assessing closely spaced corrosion
metal loss defects in pipelines, 2005. doi:GRI Report 8549.
[78] V. Chauhan, Developments in methods for assessing the remaining strength of corroded
pipelines, in: Proc. NACE Int. Conf. Corros., NACE International, Atlanta, Georgia, 2009:
p. 29.
[79] S.S. Al-Owaisi, A.A. Becker, W. Sun, Analysis of shape and location effects of closely
spaced metal loss defects in pressurised pipes, Eng. Fail. Anal. 68 (2016) 172–186.
doi:10.1016/j.engfailanal.2016.04.032.
[80] E.Q. de Andrade, A.C. Benjamin, Finite element modeling of the failure behavior of
pipelines containing interacting corrosion defects, in: 25th Int Conf Offshore Mech. Arct.

173
Eng, Hamburg, Germany, 2006.
[81] A.C. Benjamin, J.L.F. Freire, R.D. Vieira, D.J.S. Cunha, Interaction of corrosion defects
in pipelines - Part 2: MTI JIP database of corroded pipe tests, Int. J. Press. Vessel. Pip.
145 (2016) 41–59. doi:10.1016/j.ijpvp.2016.06.006.
[82] C.S. Kuppusamy, S. Karuppanan, S.S. Patil, Buckling Strength of Corroded Pipelines with
Interacting Corrosion Defects: Numerical Analysis, Int. J. Struct. Stab. Dyn. 16 (2016)
1550063. doi:10.1142/S0219455415500637.
[83] Y. Chen, H. Zhang, J. Zhang, X. Li, J. Zhou, Failure analysis of high strength pipeline
with single and multiple corrosions, Mater. Des. 67 (2015) 552–557.
doi:10.1016/j.matdes.2014.10.088.
[84] J. Kiefner, V. P, Evaluating pipe: new method corrects criterion for evaluating corroded
pipe, Oil Gas J. (1990).
[85] J.F. Kiefner, V. P, A modified criterion for evaluating the strength of corroded pipe,
Battelle, Ohio, 1989.
[86] J. Sun, Development of a nonlinear finite element model for determination of fitness-for-
service of pipelines containing multiple corrosion defects, Seminar Report, Calgary,
Canada, 2017.
[87] J.F. Kiefner, V. PH, Evaluating pipe conclusion: PC program speeds new criterion for
evaluating corroded pipe, Oil Gas J. 88 (1990) 91–93.
[88] S. Karuppanan, A. Aminudin, B. Wahab AA, Burst pressure estimation of corroded
pipeline with interacting defects using Finite Element Analysis, J. Appl. Sci. 12 (2012)
2626–30.
[89] Anon., ASME B31G-2012-Manual for determining the remaining strength of corroded

174
pipelines e a supplement to ANSI/ASME B31 code for pressure piping. Revision of
ASME B31G-2009., New York, USA, 2012.
[90] X. Zhu, G. Zi, A 2D mechano-chemical model for the simulation of reinforcement
corrosion and concrete damage, Constr. Build. Mater. 137 (2017) 330–344.
doi:10.1016/j.conbuildmat.2017.01.103.
[91] P. Zhu, W. Yan, L. Deng, J. Deng, The Application of Mechanical-Chemical Corrosion
Theory in Downhole Tubing CO 2 Corrosion Research, Adv. Mater. Sci. Eng. (2015) 6.
[92] Y. Wang, J.A. Wharton, R.A. Shenoi, Mechano-electrochemical modelling of corroded
steel structures, Eng. Struct. 128 (2016) 1–14. doi:10.1016/j.engstruct.2016.09.015.
[93] L. Ong, C. YW, G. Seet, The elastic analysis of a dent on pressurised pipe, Int J Press.
Vessel. Pip. 38 (1989) 83.
[94] L. Ong, Derivation of stresses associated with a long axial dent in a pressurised cylinder,
Int J Mech Sci. 33 (1991) 115–23.
[95] L. Ong, A. Soh, J. Ong, Experimental and finite element investigation of a local dent on a
pressurised pipe, J Strain Anal. 27 (1992) 177–85.
[96] Z.J. Beller M, Mattheck C, Stress concentrations in pipelines due to the presence of dents,
in: Proc. First Int. Offshore Polar Eng. Conf., Edinburgh, United Kingdom, 1991: pp.
421–24.
[97] P.S. Lancaster ER, Strain concentrations in pressurised dented pipes, Part E, J Process
Mech Engng, Proc Inst Mech Engng. 210 (1996) 29–38.
[98] M.G. Eiber RJ, Maxey WA, Bert CW, The effects of dents on the failure characteristics of
linepipe: final report to NG-18 committee AGA, 1981.
[99] B.P. Bjørnøy OH, Renga˚rd O, Fredheim S, Residual strength of dented pipelines, DNV

175
test results, in: Tenth Int. Conf. Offshore Polar Eng., Seattle, USA, 2000.
[100] J. Woo, M. Kainat, S. Adeeb, Development of a profile matching criteria to model dents
in Pipelines using finite element analysis, in: Am. Soc. Mech. Eng. Press. Vessel. Pip.
Div. PVP, Waikoloa, Hawaii, USA, 2017: pp. 1–10. doi:10.1115/PVP2017-65278.
[101] S. Hassanien, M. Kainat, S. Adeeb, D. Langer, On the use of surrogate models in
reliability-based analysis of dented pipes, Proc. Bienn. Int. Pipeline Conf. IPC. 2 (2016)
1–9. doi:10.1115/IPC2016-64470.
[102] Alexander CR, K. JF, Effects of smooth and rock dents on liquid petroleum pipelines,
1997.
[103] C.P. Hopkins P, Corder I, The resistance of gas transmission pipelines to mechanical
damage, paper VIII-3, in: Int. Conf. Pipeline Reliab., Calgary, Canada, 1992.
[104] R.R. Belanos SP, Dents in pipe, Oil Gas J. 56 (1958) 155–61.
[105] Jones DG, The significance of mechanical damage in pipelines, in: 3R Int., Jahrgang,
Heft, 1982.
[106] C.A. Hopkins P, Jones DG, Recent studies of the significance of mechanical damage in
pipelines, San Francisco, USA, 1983.
[107] K. Wang, S. ED, The effect of mechanical damage on fracture initiation in linepipe: part
I—dents, Energy, Mines and Resources Canada, CANMET, Energy Research Program,
Canada, 1982.
[108] C.A. Hopkins P, Jones DG, The significance of dents and defects in transmission
pipelines, in: Proc. Int. Conf. Pipework, Eng. Oper., London, UK, 1989.
[109] Canadian Standards Association (CSA) Group, 2015, “Oil and gas pipeline systems”,
Z662-15, 6.3.3, Toronto, Canada, 2015.

176
[110] ASME B31.4-2006, Liquid Transportation System for Hydrocarbons, Liquid Petroleum
Gas, Anhydrous Ammonia and Alchohols., New York, USA, 2006.
[111] M. Allouti, C. Schmitt, G. Pluvinage, J. Gilgert, S. Hariri, Study of the influence of dent
depth on the critical pressure of pipeline, Eng. Fail. Anal. 21 (2012) 40–51.
doi:10.1016/j.engfailanal.2011.11.011.
[112] Y. Wu, N. Tang, P. Zhang, The comparison of dented pipeline displacement calculation
methods, Eng. Fail. Anal. 57 (2015) 562–573. doi:10.1016/j.engfailanal.2015.06.006.
[113] ASME B31.8—2010, Gas transmission and distribution piping systems, New York, USA,
2010.
[114] J.F. Kiefner, C. Kolovich, Pipeline Incidents caused by mechanical damage. Presentation
given at the mechanical damage technical workshopitle, Houston-USA, 2006.
[115] Lancaster ER, P. SC, Burst pressures of pipes containing dents and gouges, Part E., J
Process Mech Engng, Proc Inst Mech Engng. 210 (1996) 19–27.
[116] T. WR, W. KC, Effects of external damage (gouges and dents) on performance of
linepipe. A review of work at MTL, CANMET. Report MTL 88-34 (OP), 1988.
[117] J. Cai, X. Jiang, G. Lodewijks, Z. Pei, W. Wu, Residual ultimate strength of damaged
seamless metallic pipelines with combined dent and metal loss, Mar. Struct. 61 (2018)
188–201. doi:10.1016/j.marstruc.2018.05.006.
[118] X. Tian, H. Zhang, Failure pressure of medium and high strength pipelines with scratched
dent defects, Eng. Fail. Anal. 78 (2017) 29–40. doi:10.1016/j.engfailanal.2017.03.010.
[119] H. Ghaednia, S. Das, R. Wang, R. Kania, Safe burst strength of a pipeline with dent-crack
defect: Effect of crack depth and operating pressure, Eng. Fail. Anal. 55 (2015) 288–299.
doi:10.1016/j.engfailanal.2015.06.005.

177
[120] Maxey WA, Outside force defect behaviour, Report to Linepipe Research Supervisory
Committee of the Pipeline Research Committee of the American Gas Association,
Battelle, Ohio, 1986.
[121] R. P, B. R, G. M, M. U, S. M, Zare aM., EPRG methods for assessing the tolerance and
resistance of pipelines to external damage, in: Denys R, Ed. Proc. Third Int. Pipeline
Technol. Conf., Brugge, Belgium, Amsterdam, 2000: pp. 405–25.
[122] W. Ramberg, O. WR, Description of stress-strain curves by three parameters, Technical
Note No.902, National Advisory Committee for Aeronautics, Washington DC, 1943.
[123] S.A. Hosseini, Assessment of Crack in Corrosion Defects in Natural Gas Transmission
Pipelines, (2010) 75. doi:10.1115/IPC2008-64339.
[124] Z. OC, T. RL, The finite element method, McGraw-Hill, London, UK, 1977.
[125] A. Benjamin, D. Cunha, New method for the prediction of the failure pressure of
interacting corrosion defects, in: 17th Int Offshore Polar Eng Con, 2007: pp. 3456–3465.
[126] B. Chandra, B.C. Mondal, Burst Pressure assessment for pipelines with multiple corrosion
defects, in: RESILIENT Infrastruct., London, 2016: pp. 1–11.
[127] COMSOL Multiphysics 4.2a, (2011).
[128] E.M. Gutman, Mechanochemistry of solid surfaces, World Scientific Publication,
Singapore, 1994.
[129] J. Sun, Y.F. Cheng, Assessment by finite element modeling of the interaction of multiple
corrosion defects and the effect on failure pressure of corroded pipelines, Eng. Struct. 165
(2018) 278–286. doi:10.1016/j.engstruct.2018.03.040.
[130] M. Cerit, Numerical investigation on torsional stress concentration factor at the semi
elliptical corrosion pit, Corros. Sci. 67 (2013) 225–232. doi:10.1016/j.corsci.2012.10.028.

178
[131] Y. Huang, C. Wei, L. Chen, P. Li, Quantitative correlation between geometric parameters
and stress concentration of corrosion pits, Eng. Fail. Anal. 44 (2014) 168–178.
doi:10.1016/j.engfailanal.2014.05.020.